Изобретение относится к машиностроению, в частности к самолетостроению, и может быть использовано при ремонте поврежденной усталостной трещиной панели.
Целью изобретения является повышение долговечности и технологичности соединения.
На фиг. 1 представлена сборная панель с накладкой; на Лиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - вид I на фиг. 1.
Для соединения ремонтной накладки 1 и поврежденной усталостной трещиной 2 панели 3 используют несколько рядов крепежных элементов 4. В вершинах 2 на всю толгщну пакета соединяемых деталей выполняют отверстия и в них устанавливают крепежные элементы 5. В зоне соединения обшивки со стрингерами 6 ремонтные крепежные элементы 4 устанавливают в отверстия, оси которых располагают со смещением Л относительно оси заклепок 7 панелей в направлении действия главных растягиваюгрос напряжений &. При этом прямая, проведенная через центр ремонтного крепежного элемента 4 и центр заклепки 7 панелей, составляет с направлением действия главных растягивающих напряжений з панели угол о, равный 0-45 .
Установкой крепежных элементов в вершине треррт по всей толщине
сл
to 00
пакета соединяемых деталей при наличии ремонтной накладки достигается уменьшение концентрации напряжений у вершины трегщны, снижение коэффициента интенсивности напряжений у вершины трещины в панелях,уменьшение величины или амплитуды циклических напряжений растяжения в вершине трещины, уменьшение интенсивности напря- жений при вершине трещины.
Расположение отверстия под ремонтную заклепку со смещением относительно отверстия под заклепку, установленную при первоначальной сборке, способ ствует уменьшению коэффициента концентрации напряжений у растягивающей пластины с двумя круговыми отверстиями по сравнению с коэффициентом концентрации у растягиваемой пластины с круговым отверстием.
Кроме того, при постановке ремонтных заклепок со смещением происходит подпрессовка заклепок, установленных при первоначальной сборке, и радиальная дораздача их стержней, что способствует увеличению радиального натяга и повьшению его равномерности по высоте пакета соединяемых деталей.
При установке крепежных элементов крайних на ремонтной накладке рядов с зазором в накладке и с натягом в панели обеспечивается разнесение зон концентрации напряжений и фретти1 г- коррозии по сопрягаемым поверхностям, разнесение зон действия максимальной концентрации напряжений от нагрузки, передаваемой крепежным элементом, и изгиба из одного в разные сечения соединяемых деталей, уменьшение изгиб- ных напряжений в зон крайних рядов.
В соединении с крепежными элементами, установленными в зоне крайних рядов на ремонтной накладке с зазором в накладке и с натягом в поврежденной усталостной трещиной панели, наряду с уменьшением изгибных напряжений в зоне отверстий крайних рядов концентрация напряжений от силы, передаваемой крепежными элементами, также уменьшается. В зоне крайних рядов крепежных элементов реализуется заполненное незагруженным на срез крепежным элементом отверстие, долго- срочность которого всегла выие загруженного.
j
0
5
0
5
0
5
0
5
Использование предлагаемого способа способствует повышению усталостной долговечности соединения поврежденной усталостной трещиной панели и ремонтной накладки при рациональной постановке ремонтных крепежных элементов не менее, чем в 2 раза.
Формула изобретения
1.Способ ремонта сборной панели, поврежденной усталостной трещиной, при котором на панель в районе трещины помещают ремонтную накладку, соединяют ее с панелью посредством крепежных элементов, которые располагают в несколько рядов, и выполняют отверстия в вершинах трещины, отличающийся тем, что, с целью повьшения усталостной долговечности
и технологичности соединения, в отверстия, вьтолненные в верпшнах трещины, устанавливают крепежные элементы с натягом по всей толщине пакета соединяемых деталей, а в местах расположения ранее выполненных в сборной панели отверстий - крепежные элементы, которыми соединяют ремонтную накладку с панелью, устанавливают со смещением их осей относительно осей отверстий в панели в направлении действия главных растягиваюррос напряжений.
2.Способ по п. 1, отличающийся тем, что величину смещения выбирают большей или равной величине радиуса стержней крепежных элементов сборной панели и меньшей или равной величине радиуса их закладных головок при использовании ремонтных крепежных элементов того же диаметра и равной величине радиуса закладных головок при использовании ремонтных крепежных элементов большего диаметра, чем диаметр крепежных элементов сборной панели.
3.Способ поп. 1, отличающийся тем, что оси ремонтных крепежных элементов располагают на ч прямых, проходящих через оси крепежных элементов сборной панели, составляющих с направлением действия главных растягивающих напряжений в панели угол а( , равный 0-45 .
4.Способ по п. 1, отличающийся тем, что крайние ряды крепежных элементов устанавливают с зазором в накладке и с натягом в панели.
MAM-LJ-Ujj
X /ЗчТ т
и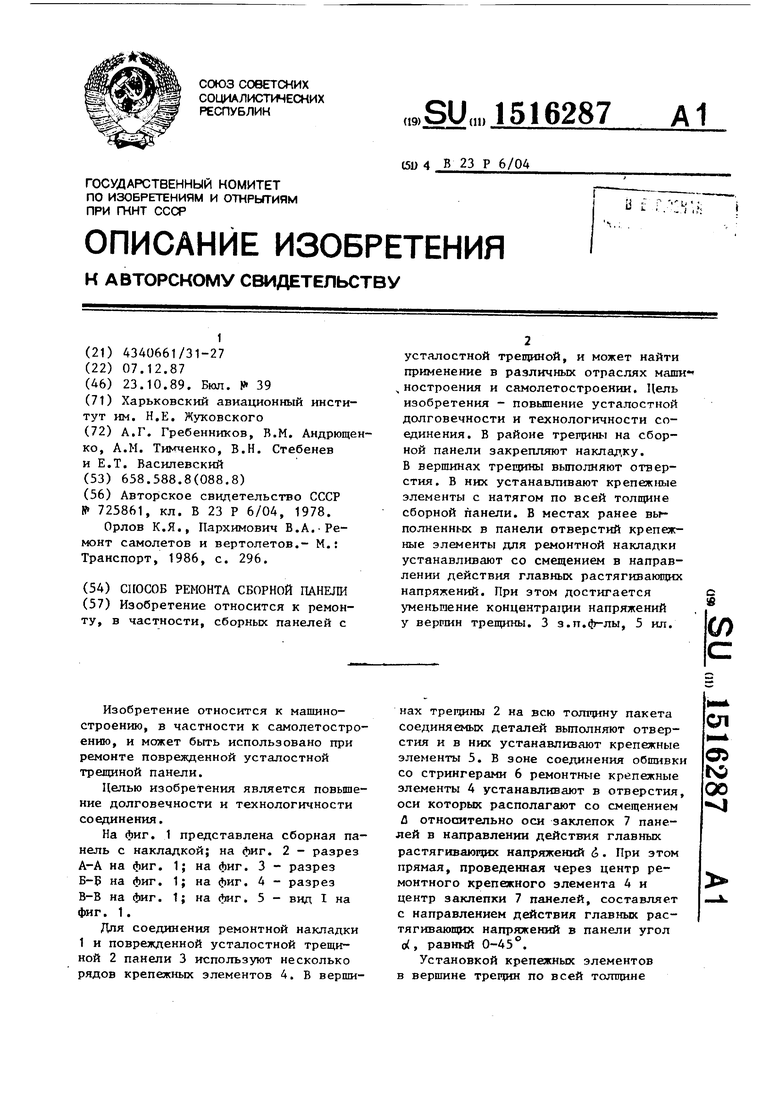
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения заклепочного соединения деталей | 1990 |
|
SU1735627A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОДКРАНОВЫХ БАЛОК С УСТАЛОСТНЫМИ ТРЕЩИНАМИ | 1998 |
|
RU2196721C2 |
| Способ установки подкрепляющей накладки на панель | 2021 |
|
RU2767084C1 |
| Соединение деталей внахлестку | 1984 |
|
SU1186844A1 |
| Соединение деталей | 1987 |
|
SU1418524A1 |
| Способ ремонта обшивки с трещиной | 1990 |
|
SU1731566A1 |
| Способ задержки роста усталостных трещин | 1984 |
|
SU1191247A1 |
| Способ задержки роста усталостных трещин в конструкциях | 1983 |
|
SU1165552A1 |
| Соединение листовых деталей внахлестку | 1990 |
|
SU1751471A1 |
| Многорядное соединение деталей | 1989 |
|
SU1682654A1 |
Изобретение относится к ремонту, в частности, сборных панелей с усталостной трещиной и может найти применение в различных отраслях машиностроения и самолетостроении. Цель изобретения - повышение усталостной долговечности и технологичности соединения. В районе трещины на сборной панели закрепляют накладку. В вершинах трещины выполняют отверстия. В них устанавливают крепежные элементы с натягом по всей толщине сборной панели. В местах ранее выполненных в панели отверстий крепежные элементы для ремонтной накладки устанавливают со смещением в направлении действия главных растягивающих напряжений. При этом достигается уменьшение концентрации напряжений у вершин трещины. 3 з.п. ф-лы, 5 ил.
f
А А
Фиг.З
у
В В
| Вставка фигурная для запрессовки при ремонте трещин в деталях | 1977 |
|
SU725861A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Орлов К.Я., Пархимович В.А.-Ремонт самолетов и вертолетов.- М.: Транспорт, 1986, с | |||
| ДЖИНО-ПРЯДИЛЬНАЯ МАШИНА | 1920 |
|
SU296A1 |
