Изобретение относится к видам защитных покрытий, которые крепятся на детали кузова автомототранспорта и прицепов, такие как бампер, крыло, дверь, порог, крыша, крышка капота и багажника, борта, отдельно выступающие элементы кузова, и может быть использовано для защиты лакокрасочного покрытия и целостности деталей транспортных средств от механических воздействий, попадания влаги, образования ржавчины.
Известна защитная полимерная пленка от коррозии металлов автомобиля, включающая ацетон, бутилацетат, дополнительно содержит целлюлозный лак и жидкий полиизобутилен, взятые в соотношении 2:1 соответственно при соотношении компонентов 300 мл целлюлозного лака, 150 мл полиизобутилена, разбавляют 50 мл воды, после чего полученную смесь кипятят 5 часов, затем раствор смешивают с 10 мл ацетона или хлордифенила и 20 мл бутилацетата, полученное соединение кипятят 10 часов (RU 2587712, МПК C09D 5/08, C09D 101/00, опубл. 20.06.2016).
Основными недостатками данного материала и метода его нанесения на детали кузова являются:
1. Нанесение защитной пленки на кузов смогут качественно сделать только специалисты сервисов, которые прошли специальное обучение и имеют достаточный опыт работ, что исключает возможность самостоятельного качественного нанесения покрытия;
2. Для проведения работ необходимо чистое, теплое (t не ниже 20°С), сухое и подходящее по размеру помещение, что исключает способ нанесения покрытия на улице;
3. Затраты по времени: в среднем на полную оклейку 1-го средне-размерного автомобиля уходит порядка 6-8 норма часов. Как правило, при нанесении пленочного покрытия на сложно-изогнутые штампованные и литые детали кузова автотранспорта используется труд двух мастеров, что автоматически приводит к удорожанию конечной стоимости работ;
4. Сама пленка, как правило, защищает поверхность только от царапин и сколов от попадания мелких сторонних предметов от встречного транспорта (мелкие камни, ветки). При более серьезных механических воздействиях (например, дверью припаркованного рядом автомобиля или наезд в задний бампер другим транспортом на небольшой скорости) покрытие защитить деталь от повреждения не сможет;
5. Полимер не рекомендуется наносить на лакокрасочное покрытие подержанного транспорта, так как под пленкой сразу же отчетливо проявляются все мелкие царапины, сколы и выбоины, что приводит к ухудшению внешнего вида транспорта. В связи с этим вначале необходимо произвести ремонт и полировку всех деталей, на которые будет наноситься покрытие, что автоматически приводит к удорожанию стоимости окончательного нанесения защитной пленки.
Известна накладка на порог легкового автомобиля, которая представляет собой длинномерную профилированную пространственную конструкцию с возможностью сопряжения ее со штатным порогом автомобиля, выполненную из металлического материала и снабженную с внутренней стороны клейкой лентой с двухсторонним клеящим слоем. Кроме того, накладка на порог может быть выполнена из полированной зеркальной нержавеющей стали либо из конструкционной низкоуглеродистой стали с порошковым покрытием толщиной 0,7-0,8 мм методом холодной листовой штамповки (RU 149090, МПК B62D 25/20, B62D 35/00, опубл. 20.12.2014).
Основными недостатками данного материала и метода его нанесения на детали кузова являются:
1. Изначально высокие затраты на изготовление пресс-форм для штамповки накладок. Учитывая количество и разнообразие марок и моделей автомобилей, эксплуатируемых в РФ, изготовить, а затем держать у себя на складе данные пресс формы изначально финансово накладно;
2. При эксплуатации автотранспорта по бездорожью и в зимнее время накладка также подвержена механическому воздействию, которое может приводить к нарушению целостности изделия (царапины, заломы, вдавления), что обязательно приведет к ухудшению внешнего вида самой накладки и сроков ее полезной эксплуатации;
3. Ограниченность применения изделия на автотранспорте. Практика эксплуатации автотранспорта (например, легкового) на дорогах РФ показала, что, как правило, механическим воздействиям от сторонних предметов, такие как мелкие камни, образующие сколы и царапины, подвергаются чаще всего пороги, а так же крылья, бамперы, двери. В связи с этим наличие только накладки на пороги не убережет другие части автотранспорта от механического воздействия.
Известен способ получения резиновой смеси с дальнейшим нанесением на кузовные детали автотранспорта, который включает смешение в техническом смесителе резиновой крошки-порошка от автомобильных камер и покрышек размером 0,2-2,0 мм, латекса, диметоксиметана, диметилэфира, дибензоата, красителя, воды (RU 2632692, МПК C08J 3/205, C08L 17/00, C09D 121/02, опубл. 09.10.2017).
Недостатками данного способа являются:
1. Нанесение данного покрытия на кузов смогут качественно сделать только специалисты сервисов, которые прошли специальное обучение и имеют достаточный опыт работ, и только в чистом, теплом, сухом, подходящем по размеру помещении;
2. Покрытие подвержено воздействию бензина, битума, а также восприимчиво к автоматической мойке под мощным давлением.
3. Малый эксплуатационный период: срок качественной службы покрытия редко превышает три года.
4. После снятия покрытия, как правило, требуется полировка тех деталей кузова, на которые оно было нанесено.
5. Покрытие данного типа не может спасти кузов автомобиля от мелких аварий.
Наиболее близким по техническим условиям к предлагаемому покрытию является съемная защитная накладка, которая содержит рабочий элемент, выполненный из слоев эластичного материала с общей жесткостью в диапазоне от 33 до 35 кг/см2. Рабочий элемент может содержать от трех до пяти слоев из вспененного полиолефина, неразъемно соединенных между собой. На одну из сторон рабочего элемента нанесен клеевой слой. С клеевым слоем рабочего элемента соединено крепежное средство, представляющее собой малярную ленту. Причем малярная лента соединена с клеевым слоем своей нерабочей стороной (RU 185785, МПК E04F 11/16, Е06В 1/68, В32В 7/14, G09F 3/10, B60R 13/04, B60J 11/06, опубл. 19.12.2018).
Недостатками данной полезной модели являются:
1. Материал, из которого изготовлена сама накладка (вспененный полиолефин) и жесткость (плотность) накладки от 33 до 35 кг/см2 ограничивает применение данной накладки для защиты лакокрасочного покрытия в уличных условиях. Именно ограничение в жесткости не позволяет сдерживать (амортизировать) удары различной природы.
2. Привязка к количеству слоев накладки - от 3 до 5. При меньшем количестве слоев (менее 3х), необходимо применить материал с большей плотностью, что автоматически исключает нанесение накладки на сложно изогнутые поверхности. При большем количестве слоев (более 5), может привести к излому самой накладки.
3. Привязка к жесткости (плотности) накладки. При жесткости материала менее 33 кг/см2 защитная накладка не сможет обеспечить надежную защиту элементов кузова от ударных нагрузок, поскольку при ударах будет сминаться уже сам материал. При жесткости материала более 35 кг/см2 защитная накладка уже будет сама являться травмирующим элементом лакокрасочного покрытия.
Техническим результатом предлагаемого изобретения является повышение устойчивости к механическим воздействиям, деформации и коррозии деталей кузова автотранспортного средства, дополнительно приданию неповторимого дизайна автомобиля.
Указанный технический результат достигается, как самим материалом, из которого произведено покрытие, так и способом его установки.
Сущность защитного покрытия состоит в том, что за основу изделия взят материал с международным названием этиленвинилацетат (далее ЭВА). Для фиксации изделия к поверхности наружных деталей автомототранспорта используется клеевой слой с остаточной липкостью, который нанесен на внутреннюю поверхность изделия и защищен от воздействия неблагоприятной среды защитным лайнером. На деталь кузова наклеивается вырезанная точно по размеру защитная накладка, которая, в свою очередь, благодаря химическим и физическим свойствам ЭВА сможет не только принимать и отражать удары сторонних предметов (например, мелкие камни) по типу демпфера, но так же благодаря хорошей адгезии с деталями кузова за счет клеевого слоя будет предотвращать попадание влаги или каких-либо жидкостей на само лакокрасочное покрытие и соответственно на металлическую часть кузова.
Толщина покрытия, наносимого на детали транспорта, начинается от 1 мм. В зависимости от марки и модели транспорта, места нанесения на кузове (дверь, крыло, бампер и т.д.), а также изогнутости форм деталей кузова толщина накладки может доходить до 100 мм.
Накладка может состоять из 1-го или нескольких слоев, разных по цвету, плотности и тиснению самого материала. Все вышеперечисленные характеристики необходимо учитывать к каждому транспорту индивидуально, так как наибольшему механическому воздействию (летящие камни из-под колес впередиидущего автотранспорта, столкновение на низкой скорости) подвергаются именно передняя и задняя части автомобиля. Также на остальные части автотранспорта используются накладки от 1 мм и выше, состоящие из 1-го или нескольких слоев разных по цвету, плотности и тиснению.
Сущность изобретения состоит в том, что способ изготовления защитного покрытия состоит из нескольких этапов, которые соблюдаются в определенной последовательности.
Первый этап - выбор места на кузове автомототранспорта, которые необходимо защитить. Можно произвести защиту, как всего кузова целиком, так и отдельных деталей на усмотрение заказчика. Покрытие для защиты бампера может отличаться, как по толщине и плотности материала, так и по цветовой гамме и наружной текстуре (гладкая, браширование, тиснение и т.д.), по сравнению с покрытием для остальных частей автомобиля.
Второй этап - подбор текстуры лицевой части самих накладок и цветовой гаммы. Текстура может быть разнообразной. Например: браширование - по типу следов от щетки, что придает самой накладке благородный вид; тиснение горячим способом различных рисунков и узоров: ромб, полоски, квадраты, пупырышки и т.д. - происходят за счет обработки давлением и температурой, которые позволяют за счет гладкой поверхности не впитывать в себя попутную пыль и грязь; заказчику также может быть предложено нанесение любого рисунка или цвета на лицевую часть покрытия путем воспроизведения печати на принтере.
Третий этап - измерение контура и площади каждой выбранной детали кузова с целью дальнейшего перевода всех полученных измерений в цифровой формат (оцифровывание поверхности). Этот процесс наиболее важный и ответственный, поэтому необходимо применять высокоточные цифровые сканеры. Результатом измерений поверхности каждой детали с их прямыми и кривыми линиями станет оцифрованный файл в 2D формате. Далее этот файл переносится в одну из программ графических преобразователей и там уже окончательно прорисовываются все необходимые линии для фрезеровки и придания детали готового вида. После того, как окончены все графические работы по каждой детали кузова, файл отправляется в программное обеспечение ЧПУ (числовое программное управление) фрезерного станка или плоттера, где материал уже будет готов к обработке. В том случае, если мы имеем ровную по плоскости деталь, например часть двери или крыла, можно снять лекало и далее при помощи простых измерительных приборов (циркуль, линейка, рулетка) произвести снятие замеров с дальнейшей обработкой в графическом редакторе (например, Corel), с последующей обработкой в программном обеспечении ЧПУ (например, ArtCAM).
Четвертый этап - подбор толщины заготовок для производства будущих накладок. ЭВА в листах (рулонах) может быть склеена между собой при помощи различных видов клеев, которые наносятся на поверхность валиком, распылением, машинным способом. Так же можно произвести сварку листов горячим методом - горячими валами или горячим воздухом. Еще можно получить разные по цвету и плотности сэндвичи из листов ЭВА путем давления и температуры внутри специальных прессовальных машин (таким образом, например, получаются покрытия для татами, будо-маты).
Пятый этап - нанесение клеевого слоя с постоянной липкостью на обратную сторону готового листа. Данный клей может наноситься ручным, полуавтоматическим способом (методом ламинации) путем переноса клеевой основы с защитным лайнером (разновидные полиэтиленовые пленки или листы бумаги, обработанные антиадгезионным составом, например, силиконом) на обратную поверхность листа. Так же клеевой слой может быть нанесен на профессиональных автоматических линиях, с дальнейшим ламинированием защитным слоем, когда речь идет о больших объемах.
Шестой этап - раскрой ЭВА листа на будущие накладки на фрезерном станке с числовым программным управлением (ЧПУ), плоттере, а так же любым методом, где могут использоваться машины для раскроя материалов с ЧПУ. На данном этапе очень важно соблюсти правильный подбор фрез, скорости реза, а так же направления вращения фрезы. За счет того, что сам материал ЭВА относится к классу каучуков, он обладает уникальным свойством растягиваться, гнуться и применять форму будущей детали кузова, на которую он будет прикреплен. За счет глубокой фрезеровки в тех местах накладки, где необходим изгиб защитного покрытия, создается возможность сделать данную накладку целиком и не делить ее на части. Таким образом, само изделие будет цельным и эстетичным. Для ослабления напряжения материала и недопущения его отслаивания, в том случае, если изгиб детали транспорта (например, бампер) сильно выражен, допускается фрезерование с целью ослабления натяжения покрытия на данном изгибе. Помимо всего этого, по желанию заказчика, можно будет отфрезеровать любым шрифтом текст или логотип, т.е. появляется возможность придать автомобилю индивидуальность. Для нанесения шрифтов, логотипов, узоров и рисунков так же могут применяться машины с ЧПУ лазерной обработки. ЭВА листы так же обладают отличными характеристиками для нанесения рисунков, логотипов и шрифтов при печати цветным принтером.
Седьмой, последний, этап - монтирование защитных накладок непосредственно на сами детали кузова автомобиля. Для этого необходимо вымыть транспорт, обезжирить поверхность деталей кузова. Данные процедуры можно проводить в уличных условиях (t не ниже + 5°С, рекомендуемая t + 20°С) или же в условиях помещения на выбор. В том случае, если температура воздуха составляет от +5°С до +20°С, рекомендуется деталь, на которую будет наноситься покрытие, предварительно нагреть феном (бытовым или строительным) с целью лучшей адгезии покрытия к детали транспорта. Данные условия монтажа покрытия связаны с особенностями клея с остаточной липкостью и необходимостью получить качественную адгезию (прилипание), а также со сдвигом по истечении времени по отношению накладки к поверхности. После проведенной подготовки автомобиля накладка фиксируется на поверхности детали транспорта с одного края при помощи малярного скотча. Далее канцелярским ножом с обратной стороны покрытия сверху вниз разрезается защитная силиконизированная бумага (пленка), которая снимается вначале со свободной стороны от скотча и приклеивается к детали кузова. Последовательно убирается малярный скотч с той части накладки, которая была фиксирована ранее к кузову, и потом снимается уже вторая половина силиконизированной бумаги. Оставшаяся часть покрытия приклеивается к детали кузова. Для проведения окончательных работ вся накладка по периметру приминается вручную (ладонью, валиком, шпателем).
На оклейку одной детали уходит не более 5 минут. После того, как приклеены все накладки, автомобиль можно сразу же эксплуатировать.
Отдельно нужно выделить этап, когда необходимо снять защитное покрытие с детали кузова транспорта без нарушения целостности лакокрасочного покрытия (например, предпродажная подготовка транспорта на вторичном рынке, подготовка для оценки экспертом степени ущерба после серьезного ДТП). Для этого необходимо сначала слегка подцепить верхний край покрытия и нанести жидкость, (например на основе изопропилового спирта, если в качестве клеевого состава использовался клей на основе акрилатов) в образовавшуюся щель между накладкой и кузовом автомобиля. Под воздействием химического вещества клеевой слой постепенно начинает терять свою клеевую способность, что приводит к резкому снижению адгезии покрытия к детали машины. Далее достаточно применить незначительное усилие с постепенным натягиванием самого покрытия до полного снятия с детали кузова. Данная процедура должна сопровождаться постоянным смачиванием спиртом места соприкосновения накладки и детали кузова. Демонтаж накладки производится чередованием нанесения жидкости с натягиванием материала к центру изделия. После окончания всех вышеперечисленных процедур места, на которых было нанесено покрытие, необходимо обработать моечной машиной высокого давления с применением профессиональных шампуней, с целью окончательного снятия остатков клея с лакокрасочного покрытия.
Изобретение поясняется графически (фиг. 1 - фиг. 6).
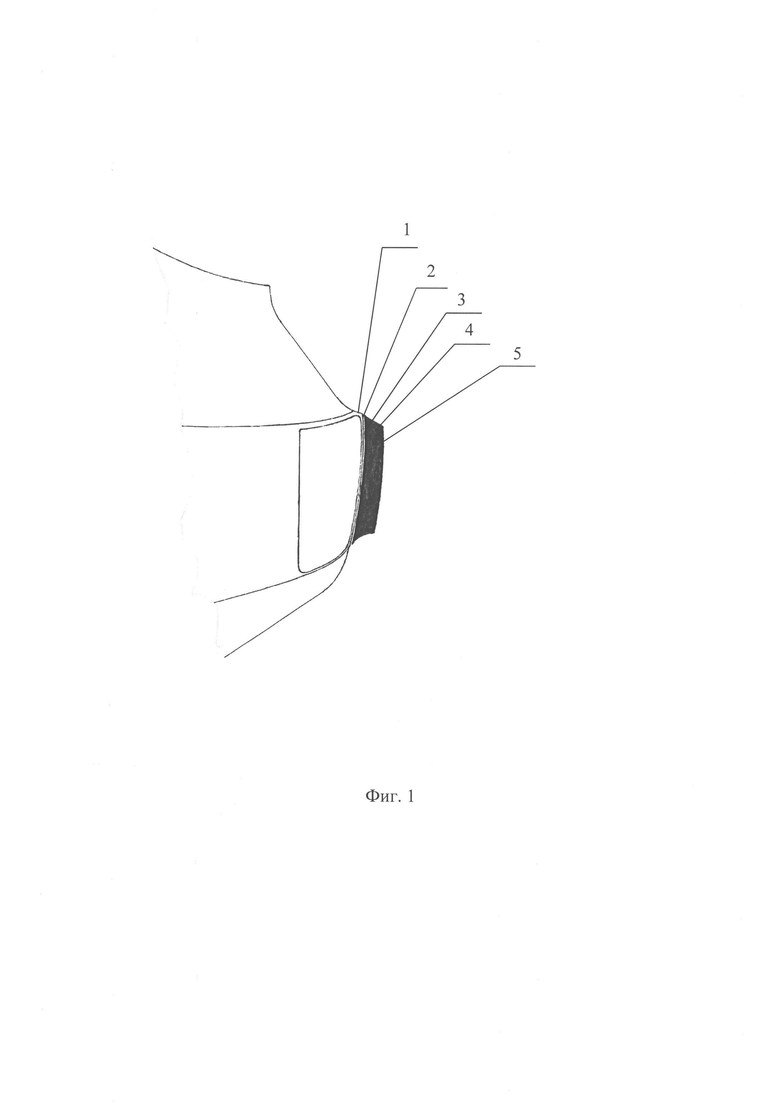
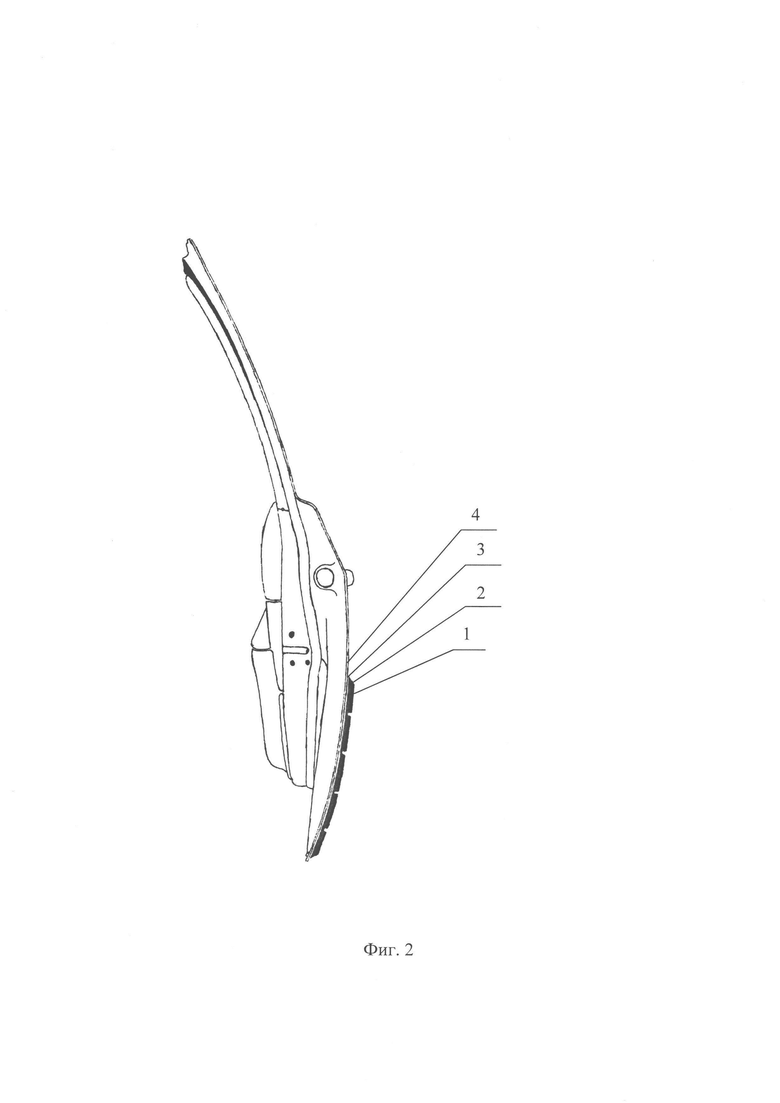
На фиг. 1 изображено защитное покрытие на задний бампер автомобиля в разрезе, где 1 - это наружная поверхность бампера, 2 - это внутренний клеевой слой (клей постоянной липкости) накладки, 3 - внутренний слой этиленвинилацетата (ЭВА) покрытия, 4 - это средний слой ЭВА покрытия, 5 - это наружный слой ЭВА покрытия. На фиг. 2 изображено защитное покрытие на переднюю дверь автомобиля в разрезе, где 1 - это наружная поверхность двери, 2 - внутренний клеевой слой (клей постоянной липкости) накладки, 3 - внутренний слой этиленвинилацетата (ЭВА) покрытия, 4 - это наружный слой ЭВА покрытия. На фиг. 3 представлено защитное покрытие, нанесенное на кузов автомобиля (порог, передний бампер, нижние третьи части дверей, переднее и заднее крылья). На фигуре 4 - защитное покрытие, нанесенное на кузов автомобиля (порог, передний бампер, две трети части дверей, переднее и заднее крылья). На фиг. 5 представлено защитное покрытие, нанесенное на задний бампер автомобиля. На фиг. 6 изображено защитное покрытие порога и нижней трети переднего бампера автомобиля.
Представленное защитное покрытие обладает следующими преимуществами:
1. Защищает лакокрасочное покрытие *и цельность деталей транспортного средства от механических воздействий на внешние детали транспорта различных инородных предметов, находящихся на дороге (гравий, крупные фракции песка, ветки, стекло и другие).
2. Защищает от воздействия внешних агрессивных сред, присутствующих на дорожном покрытии (вода, реагенты, производные нефти);
3. Позволяет осуществить сохранность кузовных деталей при незначительных авариях с другими транспортными средствами (движение в пробке, на парковке, при выезде со двора), где изначально невысокая скорость транспорта. В том случае, если ущерб от аварии очевиден (видимые на глаз деформации кузовных деталей), накладка позволяет пользоваться автотранспортом до начала ремонтных работ;
4. За счет более толстого и мягкого слоя покрытия (передний бампер) позволяет снизить травматизм пешеходов в случае наезда. Так же значительно снижается опасность нанесения травмы осколками бампера;
5. Простота монтажа. Защитное покрытие легко наносится абсолютно не подготовленным человеком. Достаточно соблюсти письменные инструкции по нанесению, которые будут прилагаться в самом наборе накладок;
6. Скорость монтажа. Высокая скорость монтажа покрытия (на 1 деталь уходит примерно 5-10 минут) обусловлена точными размерами накладок, изготовленными на промышленных станках с ЧПУ;
7. Индивидуальность транспорта. У каждого владельца транспорта появляется возможность выбрать индивидуальный цвет, рисунок, текстуру покрытия для своего транспортного средства. Учитывая все эти факторы и неповторимость дизайна, такой транспорт будет выделяться на дороге. Данные особенности так же должны повлиять на снижение показателей угона таких транспортных средств. Статистика показывает, что чаще угоняют неприметные или малозаметные автомобили.
8. Несложный демонтаж покрытия. Всю процедуру снятия накладки с поверхности одной детали транспорта может сделать владелец транспорта за несколько минут. Методика удаления покрытия достаточно проста, не требует специальной подготовки, а так же позволяет сохранить в целостности лакокрасочное покрытие транспорта.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАЩИТНОЕ ПОКРЫТИЕ КУЗОВА АВТОМОБИЛЬНОГО ТРАНСПОРТНОГО СРЕДСТВА | 2023 |
|
RU2814326C1 |
| НАКЛАДКА ДЛЯ ЗАЩИТЫ КРАЯ ПОВЕРХНОСТИ | 2001 |
|
RU2264310C2 |
| Защитный фартук для автомобиля | 2016 |
|
RU2634070C1 |
| СПОСОБ И ДЕМПФЕРНЫЙ ЭЛЕМЕНТ ДЛЯ УМЕНЬШЕНИЯ ЕСТЕСТВЕННОЙ ВИБРАЦИИ ДЕТАЛИ | 2011 |
|
RU2555061C2 |
| СПОСОБ ПРОИЗВОДСТВА МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2011 |
|
RU2481955C2 |
| СПОСОБ МОДУЛЬНОГО ИЗГОТОВЛЕНИЯ И СБОРКИ ТРАНСПОРТНЫХ СРЕДСТВ РАЗЛИЧНОГО ТИПА И МОДУЛЬ КУЗОВА И МОДУЛЬ МОТОРНОГО ОТСЕКА, ИЗГОТОВЛЕННЫЕ СОГЛАСНО ЭТОМУ СПОСОБУ | 2010 |
|
RU2433057C1 |
| СПОСОБ ПРЕОБРАЗОВАНИЯ НЕЗАЩИЩЕННОГО СЕРИЙНОГО ТРАНСПОРТНОГО СРЕДСТВА В БРОНИРОВАННОЕ ТРАНСПОРТНОЕ СРЕДСТВО И ЗАЩИТНЫЙ МОДУЛЬ ДЛЯ ТАКОГО ПРЕОБРАЗОВАНИЯ | 2001 |
|
RU2188770C1 |
| ПОДКРЫЛОК С ШУМОИЗОЛЯЦИЕЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2597751C1 |
| ЗАЩИТНОЕ ПОКРЫТИЕ ДЛЯ ЭНЕРГОСБЕРЕГАЮЩИХ ПЛЕНОК | 2012 |
|
RU2494875C1 |
| ПЛАСТИКОВЫЙ ПРОФИЛЬ ДЛЯ ГЕРМЕТИЗАЦИИ ЩЕЛЕЙ И СПОСОБ ЕГО РАЗМЕЩЕНИЯ | 1998 |
|
RU2178730C1 |




Группа изобретений относится к видам защитных покрытий, которые крепятся на детали кузова автомототранспорта и прицепов, такие как: бампер, крыло, дверь, порог, крыша, крышка капота и багажника, борта, отдельно выступающие элементы кузова, и способу изготовления такого покрытия. Материалом покрытия является этиленвинилацетат (ЭВА). Сущность изобретения состоит в том, что производство и применение защитного покрытия состоит из нескольких этапов. Выбирают места на кузове автомототранспорта, которые необходимо защитить. Накладка может состоять из одного или нескольких слоев, разных по цвету, плотности и тиснению самого материала. Подбирают текстуру лицевой части самих накладок и цветовой гаммы. Измеряют контур и площадь каждой выбранной детали кузова с целью дальнейшего перевода всех полученных измерений в цифровой формат, подбирают толщину заготовок для производства будущих накладок. Наносят клеевой слой с постоянной липкостью на обратную сторону готового листа. Раскраивают ЭВА лист на будущие накладки на фрезерном станке с числовым программным управлением (ЧПУ), плоттере, а также любым методом, где могут использоваться машины для раскроя материалов с ЧПУ. Монтируют защитные накладки непосредственно на сами детали кузова автомобиля. Техническим результатом предлагаемого изобретения является повышение устойчивости автомототранспорта к механическим воздействиям, воздействиям агрессивных внешних сред, деформации и коррозии деталей кузова автотранспортного средства, простота и скорость монтажа, а также снижение травматизма пешехода при наезде транспортного средства. 2 н. п. ф-лы, 6 ил.
1. Защитное покрытие на детали кузова автомототранспорта, отличающееся тем, что покрытие изготовлено из этиленвинилацетата, состоит из минимум одного слоя с возможностью выбора цвета, плотности и тиснения и имеет толщину от 1 до 100 мм в зависимости от марки, модели транспорта, места нанесения и формы детали, на которую наносится покрытие.
2. Способ изготовления защитного покрытия по п. 1, при котором защитное покрытие наносят при соблюдении следующих этапов: выбирают место нанесения покрытия, подбирают текстуру, плотность и цветовую гамму лицевой части накладки, если слоев накладки два и более, производят склеивание или сваривание листов по площади, наносят клеевой слой с постоянной липкостью на обратную сторону готового листа, измеряют контур и площадь каждой выбранной детали кузова с целью дальнейшего перевода всех полученных измерений в цифровой формат, затем производят обработку полученных цифровых результатов в какой-либо графической программе, раскраивают готовый лист на накладки и монтируют подготовленные накладки защитного покрытия непосредственно на сами детали кузова автомототранспорта.
| 0 |
|
SU185785A1 | |
| EP 3057816 A1, 24.08.2016 | |||
| JP H09239882 A, 16.09.1997 | |||
| СПОСОБ УТИЛИЗАЦИИ ПАРОВ БЕНЗИНА | 1996 |
|
RU2155631C2 |
| US 3897967 A, 05.08.1975. | |||

