Изобретение относится к области транспортного машиностроения и может быть использовано при переоборудовании серийных транспортных средств, например легковых и/или грузовых автомобилей, в защищенные транспортные средства со скрытым бронированием для перевозки ценных грузов и денег с обеспечением защиты сопровождаемого груза и персонала от действия огнестрельного оружия и взрывных устройств.
Известен способ преобразования незащищенного серийного транспортного средства в бронированное транспортное средство, включающий в себя этап демонтажа элементов кузова серийного транспортного средства, этап изготовления защитного модуля, выполненного из материала, защищающего от пулевого и осколочного поражения, и этап монтажа защитного модуля в кузове, а также известен и защитный модуль серийного транспортного средства, содержащий жестко соединенные между собой боковые стенки с проемами для дверей, крышу, заднюю стенку, верхнюю лицевую панель с обзорными окнами для водителя и нижнюю лицевую панель, выполненные из материала, защищающего от пулевого и осколочного поражения, двери, выполненные из аналогичного материала и установленные в проемах (см. патент РФ 2090391, В 60 Р 3/03, опубл. 20.09.1997 г).
Недостатком такого способа преобразования незащищенного серийного транспортного средства в бронированное транспортное средство, а также и защитного модуля серийного транспортного средства является недостаточная степень защищенности транспортного средства от пулевого и осколочного поражения, сложность переоборудования серийного транспортного средства в бронированное транспортное средство, поскольку известный модуль монтируется из отдельных броневых панелей с помощью крепежных элементов и подразумевает наличие незащищенных стыков, а также в связи с отсутствием днищевой защитной панели. Монтаж отдельных броневых панелей приводит к росту трудозатрат на переоборудование.
Задачей изобретения является ускорение и упрощение переоборудования серийного транспортного средства в защищенное транспортное средство при условии обеспечения скрытого характера бронирования, а также в повышении защищенности транспортного средства от пулевого и осколочного поражения. Частным результатом также является снижение веса переоборудованного транспортного средства.
Поставленная задача в части способа решается тем, что способ преобразования незащищенного серийного транспортного средства в бронированное транспортное средство включает в себя этап демонтажа элементов кузова серийного транспортного средства, этап изготовления защитного модуля из отдельных броневых элементов, предварительно вырезанных из листового материала, защищающего от пулевого и осколочного поражения, термообработку и этап монтажа защитного модуля в кузове, при этом согласно изобретению на этапе изготовления защитного модуля термообработке подвергают отдельные элементы модуля перед сборкой, осуществляют сборку элементов модуля: крыши, боковых и задней стенок в единую конструкцию, устанавливают на сварные швы предварительно изготовленные накладки, прошедшие термическую обработку, и осуществляют соединение накладок с элементами модуля, причем на этапе демонтажа элементов кузова с него снимают крышу, осуществляют монтаж единой конструкции модуля на силовую раму транспортного средства и затем осуществляют установку верхней и нижней лицевых панелей модуля на силовую раму транспортного средства, соединяют упомянутые панели с модулем и затем осуществляют установку крыши кузова.
Формообразование элементов модуля из листа могут осуществлять с помощью лазерной резки.
На этапе демонтажа элементов кузова из последнего могут удалять двери, а после монтажа модуля на кузов навешивать двери.
На этапе изготовления защитного модуля могут осуществлять сборку следующих элементов модуля в цельносварную конструкцию - боковых стенок, крыши, задней стенки.
На этапе изготовления в цельносварную конструкцию могут быть включены задняя и передняя днищевые панели.
На этапе монтажа сначала на силовой раме транспортного средства могут закреплять днищевую панель, затем на нее могут устанавливать цельносварную конструкцию модуля, а после монтировать верхнюю и нижнюю лицевые панели.
На этапе изготовления защитного модуля сборку элементов модуля в цельносварную конструкцию могут осуществлять с использованием в качестве стапеля образцового базового серийного транспортного средства, аналогичного подлежащему переоборудованию.
На этапе изготовления защитного модуля вклейку броневых стекол в рамку могут осуществлять с помощью герметика СТИЗ-20 (см. Гигиенический сертификат 077 МЦ 03225 Т 11692 Ж 8, Сертификат соответствия РОСС RU АЯ 02 Н 15340).
На этапе изготовления защитного модуля соединение накладок с элементами модуля могут осуществлять с использованием одиночных сварочных точек диаметром меньше 5,45 мм или меньше 7,62 мм.
Конструктивно поставленная задача решается также и тем, что защитный модуль для преобразования незащищенного серийного транспортного средства в бронированное транспортное средство содержит жестко соединенные между собой боковые стенки с проемами для дверей, крышу, заднюю стенку, верхнюю лицевую панель с обзорными окнами для водителя и нижнюю лицевую панель, выполненные из материала, защищающего от пулевого и осколочного поражения, двери, выполненные из аналогичного материала и установленные в проемах, и рамки со стеклами, при этом согласно изобретению модуль снабжен задней и передней днищевыми панелями, выполненными из материала, защищающего от пулевого и осколочного поражения, накладками, прикрепляемыми к сварным швам защитного модуля, а в передней днищевой панели выполнены проемы для органов управления транспортного средства, причем боковые стенки, крыша и задняя стенка модуля выполнены в виде единой, цельной конструкции, которая жестко связана с передней и задней днищевыми панелями, верхней и нижней лицевыми панелями, установленными на силовой раме транспортного средства.
Передняя и задняя днищевые панели могут быть жестко соединены с модулем посредством сварки или разъемными соединениями, например резьбовыми.
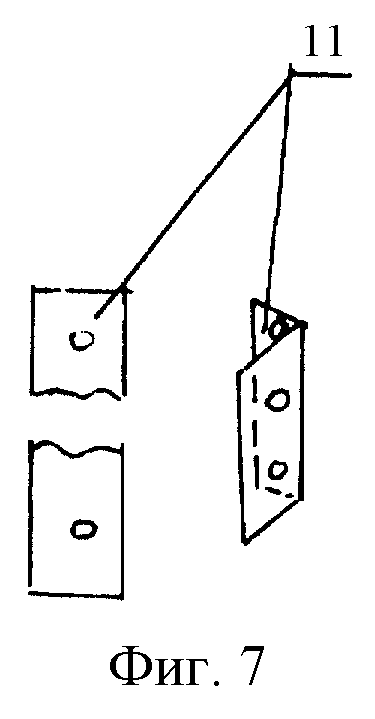
Накладки, прикрепляемые к сварным швам, могут быть выполнены в виде уголков и/или пластин.
В накладках могут быть выполнены отверстия по числу мест крепления к элементам модуля, причем диаметр отверстий меньше 5,45 мм или 7,42 мм.
Накладки могут быть прикреплены к элементам модуля посредством одиночных сварочных точек.
В качестве материала, защищающего от пулевого и осколочного поражения, может быть использован броневой лист.
В качестве материала, защищающего от пулевого и осколочного поражения, может быть использован броневой лист, покрытый слоями кевлара или керамическими пластинами.
Днищевые панели могут быть выполнены в виде единой панели из конструкционного алюминия, закрепленной на силовой раме, при этом толщина упомянутой панели больше толщины элементов цельносварной конструкции модуля, а последний смонтирован на упомянутой панели.
Модуль может быть смонтирован на силовой раме транспортного средства внутри кузова последнего.
Такая конструктивно-технологическая схема изготовления позволяет осуществить на этапе изготовления защитного модуля сборку элементов модуля в цельносварную конструкцию без использования стапеля, а непосредственно на образце, в качестве которого используют базовое серийное транспортное средство, аналогичное подлежащему переоборудованию, что резко удешевляет и упрощает производство.
Сущность изобретения поясняется чертежами, где:
на фиг.1 показана цельносварная конструкция модуля, включающая днищевые панели;
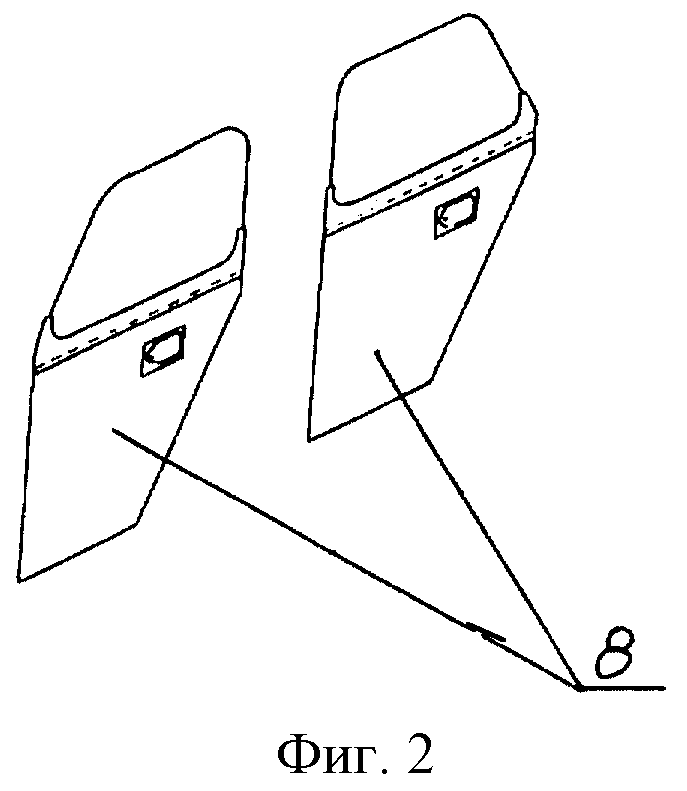
на фиг.2 - боковые двери;
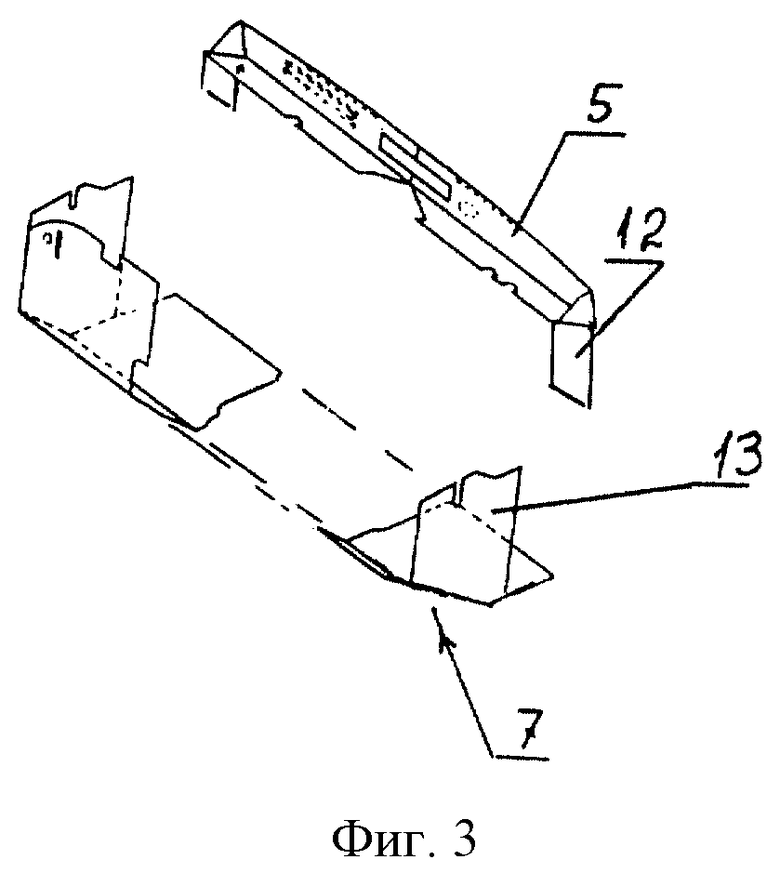
на фиг.3 - верхняя и нижняя лицевые панели;
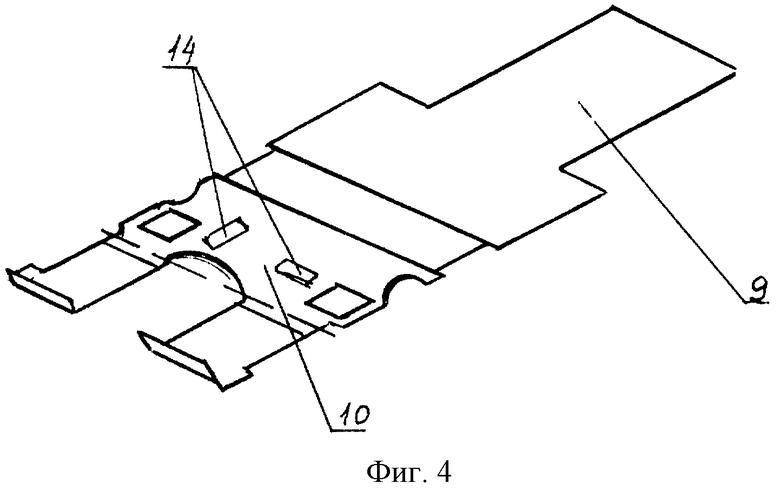
на фиг.4 - отдельный узел из объединенных передней и задней днищевых панелей;
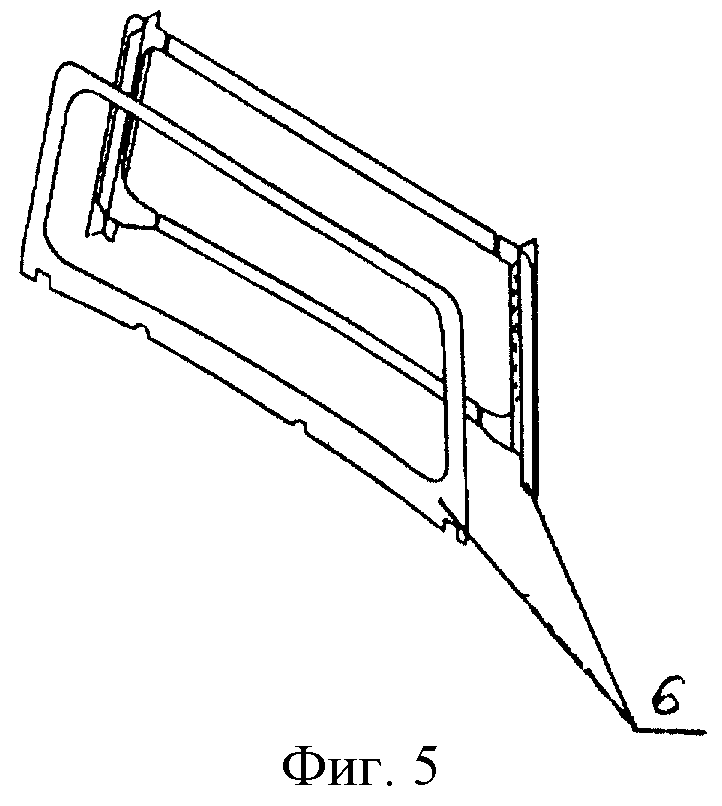
на фиг.5 - узел рамки для монтажа стекла;
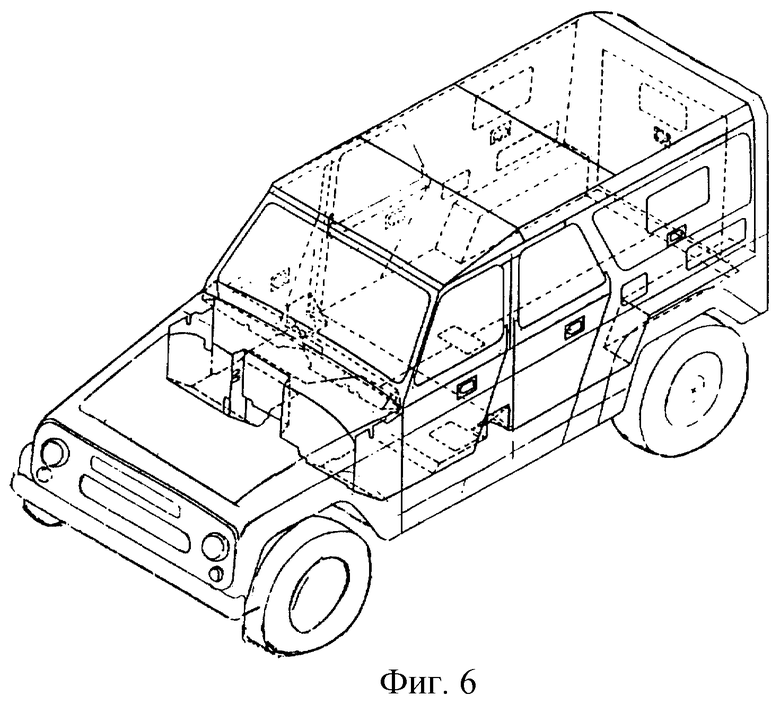
на фиг. 6 - переоборудованное транспортное средство с установленным внутри кузова защитным модулем;
на фиг.7 - форма накладок.
Защитный модуль серийного транспортного средства содержит жестко соединенные между собой боковые стенки 1 с проемами 2 для дверей, крышу 3, заднюю стенку 4, верхнюю лицевую панель 5 с проемом для монтажа рамки 6 с обзорными окнами водителя и нижнюю лицевую панель 7, выполненные из материала, защищающего от пулевого и осколочного поражения. Двери 8 модуля выполнены из аналогичного материала и установлены в проемах 2. Модуль снабжен задней и передней днищевыми панелями 9 и 10, накладками в виде пластин и/или уголков 11, прикрепленных к сварным швам защитного модуля, и монтажными пластинами 12, приваренными к верхней лицевой панели 5 для соединения с рабочими монтажными поверхностями 13 нижней лицевой панели 7. В передней днищевой панели 10 выполнены проемы 14 для органов управления транспортного средства. В защитном модуле, как минимум, боковые стенки 1, крыша 3, задняя стенка 4, верхняя лицевая панель 5 выполнены в виде цельносварной конструкции, которая жестко связана с передней и задней днищевыми панелями 10 и 9, установленными на силовой раме транспортного средства. Нижняя лицевая панель 7 имеет рабочие поверхности 13 для жесткого соединения с монтажными пластинами 12 верхней лицевой панели 5.
Указанные элементы модуля выполнены из материала, защищающего от пулевого и осколочного поражения. В качестве такого материала может быть использован броневой лист или броневой лист, покрытый слоями кевлара или керамическими пластинами.
Толщина днищевых панелей 9 и 10 может быть больше толщины других элементов цельносварной конструкции, причем упомянутые панели могут быть выполнены как одно целое из листа конструкционного алюминия и прикреплены к силовой раме транспортного средства и к элементам цельносварной конструкции путем, преимущественно, резьбовых соединений.
Способ преобразования незащищенного серийного транспортного средства в бронированное транспортное средство со скрытым бронированием включает в себя этап демонтажа элементов кузова серийного транспортного средства, включая крышу и (при необходимости) двери, этап изготовления защитного модуля и этап монтажа защитного модуля в объеме, ограниченном пространством кузова серийного транспортного средства. На этапе изготовления защитного модуля отдельные элементы модуля получают, преимущественно, лазерной резкой из листа и перед сборкой подвергают термической обработке. При этом необходимо отметить, что при термической обработке элементов модуля по отдельности отпадает необходимость в таком сложном и дорогостоящем оборудовании, каким является печь для закалки, поскольку появляется возможность осуществить термическую обработку в печи меньшего размера (отдельные элементы модуля выполнены, преимущественно, плоскими). Далее осуществляют сборку элементов модуля, а именно - боковых стенок 1, крыши 3 и задней стенки 4 в цельносварную конструкцию. Потом на сварные швы устанавливают заранее изготовленные накладки 11, прошедшие термическую обработку, и осуществляют соединение накладок 11 с модулем, например, с помощью одиночных сварочных точек. В необходимых случаях накладки 11 выполняются в виде уголков. Все упомянутые работы ведут без стапеля, на базовом транспортном средстве, в качестве которого используют серийное транспортное средство, аналогичное тому, которое подлежит переоборудованию. При необходимости, в состав цельносварной конструкции модуля могут быть включены днищевые панели 9 и 10.
На этапе демонтажа элементов кузова снимают крышу и двери кузова (на чертежах не показаны). При этом подразумевается, что серийное транспортное средство имеет конструкцию, в которой предусмотрен демонтаж указанных элементов кузова, например, в процессе эксплуатации. Такой конструкцией обладают, в частности, автомобили моделей УАЗ-2966, УАЗ-3151, УАЗ-3153, УАЗ-3159, УАЗ-3162, УАЗ-31512, УАЗ-31514 и подобных, а также некоторые модели автомобилей ГАЗ.
На этапе монтажа защитного модуля в кузове осуществляют установку передней днищевой панели 10 и задней днищевой панели 9 на силовую раму транспортного средства, если панели 9 и 10 не были включены в состав цельносварной конструкции модуля на этапе ее изготовления, после чего осуществляют монтаж цельносварной конструкции модуля в кузове, установку дверей 8 защитного модуля в проемы 2 и затем монтируют крышу кузова серийного транспортного средства. Рамка 6 со стеклом может быть установлена при монтаже модуля. Монтаж цельносварной конструкции модуля в кузов осуществляют с привлечением необходимых грузоподъемных средств, таких как тали, лебедки, кран. В случае включения днищевых панелей 9 и 10 в состав цельносварной конструкции модуля монтаж последней осуществляют непосредственно на силовую раму переоборудуемого транспортного средства, что сокращает трудоемкость этой операции.
Оптимальным, с точки зрения технологичности изготовления, является получение необходимой контурной конфигурации заготовок элементов защитного модуля путем лазерной резки из листа, что позволяет получить заготовки необходимой точности без дальнейшей обработки.
Предпочтительно, на этапе изготовления защитного модуля сборку элементов модуля в цельносварную конструкцию осуществляют без использования стапеля, а с использованием образцового транспортного средства, в качестве которого применяют базовый серийный автомобиль, аналогичный подлежащему переоборудованию, что снижает затраты на сборку.
Целесообразно, на этапе изготовления защитного модуля осуществлять вклейку броневых стекол обзорных окон в рамку 6 с помощью герметика СТИЗ-20, что обеспечивает повышение прочности соединения и упрощает процесс изготовления окон.
Оптимальным является на этапе изготовления защитного модуля выполнять отверстия для создания одиночных точек диаметром меньше 5,45 мм или меньше 7,62 мм, т.е. меньше калибра наиболее распространенных видов стрелкового оружия, что позволит сохранить требуемую прочность модуля в случае попадания пули непосредственно в точку сварного соединения. Упомянутые отверстия при этом выполняются в накладках, закрывающих сварные швы модуля.
Таким образом, заявляемые способ преобразования и конструкция защитного модуля позволяют быстро преобразовать серийное транспортное средство в скрытое бронированное, надежно защищающее экипаж и перевозимые ценности. Как показали испытания действующего образца на базе автомобиля УАЗ-2966, бригада из 4-х человек с помощью широко применяющегося стандартного оборудования - крана, талей, лебедок и т.п. может свободно осуществить указанное преобразование менее чем за 4 часа, что значительно меньше, чем трудозатраты в соответствии с любыми известными способами и конструкциями. Точно также при необходимости может быть осуществлено и обратное преобразование.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДОРАБОТКИ СЕРИЙНОГО ТРАНСПОРТНОГО СРЕДСТВА, ОСНАЩЕННОГО КУЗОВОМ-ФУРГОНОМ, В СПЕЦИАЛЬНОЕ ТРАНСПОРТНОЕ СРЕДСТВО И УСТАНОВОЧНЫЙ КОМПЛЕКТ ДЛЯ ТАКОЙ ДОРАБОТКИ | 2010 |
|
RU2435682C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНИРОВАННОГО КУНГа ПАНЕЛЬНОЙ КОНСТРУКЦИИ | 2011 |
|
RU2492405C1 |
| БРОНИРОВАННОЕ ТРАНСПОРТНОЕ СРЕДСТВО НА БАЗЕ РАЛЛИЙНОГО АВТОМОБИЛЯ | 2007 |
|
RU2338147C1 |
| БРОНИРОВАННОЕ ТРАНСПОРТНОЕ СРЕДСТВО, БРОНЕВАЯ КОНСТРУКЦИЯ ДЛЯ ТРАНСПОРТНОГО СРЕДСТВА И СПОСОБ ПРЕОБРАЗОВАНИЯ НЕЗАЩИЩЕННОГО ТРАНСПОРТНОГО СРЕДСТВА В БРОНИРОВАННОЕ | 1995 |
|
RU2090391C1 |
| АВТОМОБИЛЬ СКРЫТОГО БРОНИРОВАНИЯ | 2011 |
|
RU2502037C2 |
| БРОНИРОВАННОЕ ТРАНСПОРТНОЕ СРЕДСТВО И БРОНЕПАНЕЛЬ ДЛЯ НЕГО | 2015 |
|
RU2595242C1 |
| ТРАНСПОРТНОЕ СРЕДСТВО ПРЕИМУЩЕСТВЕННО ДЛЯ ПЕРЕВОЗКИ ЦЕННОСТЕЙ | 1993 |
|
RU2082634C1 |
| БРОНЕМОДУЛЬ ТРАНСПОРТНОГО СРЕДСТВА | 2008 |
|
RU2362959C1 |
| БРОНИРОВАННАЯ БЕСКАПОТНАЯ КАБИНА С ПРОТИВОМИННОЙ ЗАЩИТОЙ | 2013 |
|
RU2517935C1 |
| Бронированное транспортное средство повышенной защищённости | 2017 |
|
RU2667981C1 |
Изобретение может быть использовано при скрытом переоборудовании серийного транспортного средства, например легковых и/или грузовых автомобилей, в бронированные транспортные средства для перевозки ценных грузов и денег. Способ преобразования незащищенного серийного транспортного средства в бронированное транспортное средство включает в себя этап демонтажа крыши и дверей кузова серийного транспортного средства, этап изготовления защитного модуля, выполненного из материала, защищающего от пулевого и осколочного поражения, и этап монтажа защитного модуля в кузове. На этапе изготовления защитного модуля отдельные элементы модуля перед сборкой подвергают термической обработке, осуществляют сборку элементов модуля в цельносварную конструкцию, устанавливают на сварные швы заранее изготовленные накладки, прошедшие термическую обработку, и осуществляют соединение накладок с модулем с помощью одиночных сварочных точек. На этапе монтажа защитного модуля в кузове осуществляют установку передней днищевой панели модуля на силовую раму транспортного средства. Далее осуществляют монтаж цельносварной конструкции модуля в кузов, установку дверей защитного модуля и крыши кузова серийного транспортного средства. Технический результат заключается в упрощении переоборудования серийного транспортного средства в бронированное транспортное средство, сокращении трудозатрат и ускорении такого преобразования, а также в повышении защищенности транспортного средства от пулевого и осколочного поражения. 2 с. и 18 з.п.ф-лы, 7 ил.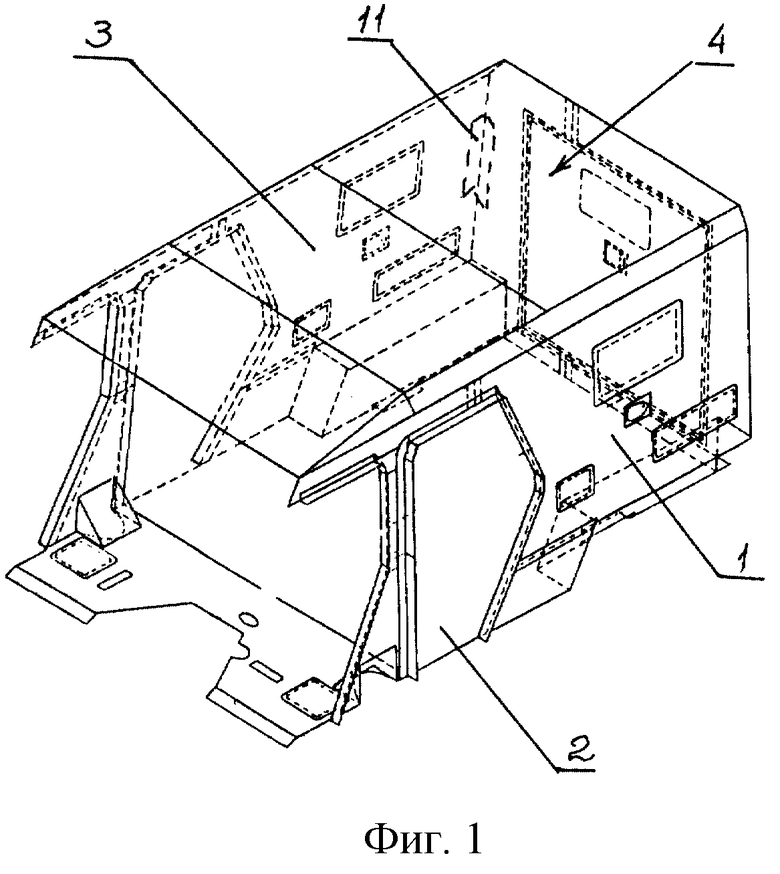
| БРОНИРОВАННОЕ ТРАНСПОРТНОЕ СРЕДСТВО, БРОНЕВАЯ КОНСТРУКЦИЯ ДЛЯ ТРАНСПОРТНОГО СРЕДСТВА И СПОСОБ ПРЕОБРАЗОВАНИЯ НЕЗАЩИЩЕННОГО ТРАНСПОРТНОГО СРЕДСТВА В БРОНИРОВАННОЕ | 1995 |
|
RU2090391C1 |
| US 4326445 A, 27.04.1982 | |||
| Приспособление для перебрасывания приводного ремня со ступеней меньшего диаметра на ступени большего диаметра в ступенчатых шкивах | 1928 |
|
SU10868A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОБУТЕНА | 2002 |
|
RU2233259C1 |
| US 4352316 A, 05.10.1982 | |||
| Способ получения производных цефалоспорина | 1983 |
|
SU1318145A3 |

