Изобретение относится к прокатному производству и может быть использовано на дрессировочных станах при мокрой дрессировке холоднокатаных отожженных и горячекатаных травленых полос с применением смазочно-охлаждающей жидкости (СОЖ).
Известно устройство подачи смазки в очаг деформации на дрессировочном стане [Исследование дрессировки холоднокатаных полос с подачей смазки в очаг деформации // Н.Г.Бочков, Ю.В.Липухин, Л.И.Бутылкина и др. "Сталь", 1973, №10, с.910-913].
Это устройство содержит бак для эмульсии, из которого с помощью насосов через коллекторы подают смазочно-охлаждающую жидкость (СОЖ) в очаг деформации при дрессировке полосы. Отработанная эмульсия собирается в картере, затем подается на центрифуги и после очистки ее центрифугами поступает самотеком обратно в рабочий бак или в бак-отстойник. В первом случае система подачи смазки работает в режиме циркуляции, а во втором - в режиме прямого действия без использования отработанной эмульсии.
Недостаток известного устройства заключается в низком качестве полос, прокатанных на дрессировочном стане. Это объясняется тем, что известным устройством не обеспечивается степень очистки эмульсии, необходимая для исключения дефектов холоднокатаной полосы типа "отпечатки". Эти дефекты появляются при использовании известного устройства в результате вкатывания в поверхность полосы продуктов износа кромки полосы (металлических частиц). Они циркулируют в системе подачи из-за неудовлетворительной степени очистки смазки.
Наиболее близким по своей технической сущности к предлагаемому является устройство для подачи смазочно-охлаждающей жидкости (СОЖ) на валки дрессировочного стана и обрабатываемую полосу, содержащее контур прямой подачи СОЖ, включающий бак для предварительно подготовленной СОЖ, соединенный с баком для концентрата СОЖ и подключенный через вентиль к входу подающего насоса, выход которого через регулятор давления СОЖ соединен с коллекторами подачи СОЖ, картер для сбора отработанной СОЖ с шиберным затвором, соединенный с дренажным колодцем, и контур циркуляции отработанной СОЖ, в котором вход бака накопления и хранения повторно используемой СОЖ подключен к картеру для сбора отработанной СОЖ, а выход подсоединен к контуру прямой подачи СОЖ [А.Ксензук, Е.А.Паргамонов, Н.А.Трощенков. Дрессировка автолистовой стали с технологической смазкой. "Сталь", 1972, №10, с.917-918] - Прототип.
Это известное устройство является системой подачи смазки комбинированного действия. Оно может переключаться как в режим прямой подачи без использования отработанной СОЖ, так и в режим циркуляции с повторным использованием отработанной и очищенной СОЖ. В ее состав входят рабочий бак, маслонасосы с электродвигателями, коллекторы, перепускные клапаны для регулирования давления масла на коллекторах, отбойники для удаления излишков масла с полосы, картер для сбора отработанной СОЖ, трубопроводы, сетчатые фильтры, запорная арматура. При работе по замкнутому циркуляционному циклу отработанное масло из картера по трубопроводам через бак-накопитель поступает обратно в рабочий бак, предварительно пройдя очистку в двух секциях сетчатых фильтров. Если задействован контур прямого действия, то отработанное масло из картера попадает в дренажный колодец, из которого откачивается маслонасосом.
Недостаток прототипа состоит в том, что он не позволяет одновременно обеспечить снижение удельного расхода СОЖ на 1 т произведенной продукции, получить высококачественный прокат и повысить производительность процесса дрессировки.
Этот недостаток объясняется следующим. Установлено, что при дрессировке высококачественного листового проката, предназначенного для изготовления лицевых деталей автомобилей (например, листы и полосы I группы отделки поверхности по ГОСТ 9045-93) на валки и полосу должна поступать свежеприготовленная СОЖ по принципу прямой подачи без повторного ее использования. То есть контур циркуляции должен быть отключен, а в контуре прямого действия должна отсутствовать отработанная СОЖ. Известным устройством это не достигается, так как в рабочем баке (бак для предварительно подготовленной СОЖ) происходит смешивание свежеприготовленной и отработанной СОЖ, поступающей из бака-накопителя. В известном устройстве в случае перехода к дрессировке полос с высокими требованиями к качеству поверхности необходимы остановка работы дрессировочного стана, слив СОЖ из системы подачи, ее промывка и заправка свежеприготовленной СОЖ, если перед изменением требований к прокату был задействован контур циркуляции. Очистка СОЖ с помощью сетчатых фильтров, которые установлены на входе бака для предварительно подготовленной СОЖ, недостаточна. Иными словами, известным устройством не предусмотрено оперативного разделения контуров прямого и циркуляционного действия и такое переключение их работы при изменении требований к прокату, которое исключает подачу уже эксплуатировавшейся СОЖ, когда на стане обрабатываются полосы с повышенными требованиями к качеству поверхности.
Другой недостаток устройства, принятого в качестве прототипа, состоит в низком качестве очистки масла (СОЖ) в режиме циркуляции по замкнутому контуру. Из-за этого ухудшается чистота поверхности обрабатываемого металла, повышается отсортировка холоднокатаных полос по дефекту "загрязнения", увеличивается количество дефектов на холоднокатаных полосах типа "отпечатки". Это приводит к увеличению внеплановых перевалок валков, их удельный расход (на 1 т проката) увеличивается.
Технический эффект при использовании предлагаемого устройства состоит в одновременном снижении расхода СОЖ на 1 т произведенной продукции, повышении качества поверхности проката, производительности процесса дрессировки и снижении расхода рабочих валков, а также в улучшении качества очистки СОЖ.
Указанный технический эффект достигается тем, что устройство для подачи смазочно-охлаждающей жидкости (СОЖ) на валки дрессировочного стана и обрабатываемую полосу содержит контур прямой подачи СОЖ, включающий бак для предварительно подготовленной СОЖ, соединенный с баком для концентрата СОЖ и подключенный через вентиль к входу подающего насоса, выход которого через регулятор давления СОЖ соединен с коллекторами подачи СОЖ, картер для сбора отработанной СОЖ с шиберным затвором, соединенный с дренажным колодцем и контур циркуляции отработанной СОЖ, в котором вход бака накопления и хранения повторно используемой СОЖ подключен к картеру для сбора отработанной СОЖ, а выход подсоединен к контуру прямой подачи СОЖ. Картер дополнительно соединен с дренажным колодцем путем врезки в его верхнюю часть переливного трубопровода, а подключение картера к первому входу бака накопления и хранения повторно используемой СОЖ выполнено через сифон, вход которого соединен с картером на уровне 0,4...0,6 от его высоты, а также через два вентиля и два универсальных фильтра, включенных параллельно, выход бака накопления и хранения повторно используемой СОЖ через вентиль подключен к контуру прямой подачи СОЖ на вход подающего насоса, выход которого соединен с коллекторами подачи СОЖ через последовательно установленные сетчатый фильтр и регулятор давления, причем другой вход бака накопления и хранения повторно используемой СОЖ через вентиль подключен к дополнительному малому баку для концентрата СОЖ, который через вентиль соединен с трубопроводом подачи концентрата СОЖ и снабжен уровнемером.
Снижение расхода СОЖ на 1 т произведенной продукции и улучшение качества очистки СОЖ достигается за счет применения первоначальной очистки СОЖ в картере при закрытом сливе с использованием процесса флотации. Путем подпитки контура циркуляции концентратом СОЖ из дополнительного бака в процессе дрессировки поддерживают требуемую моющую способность СОЖ. Благодаря этому улучшается качество поверхности дрессируемых полос. Уменьшение расхода рабочих валков также происходит за счет повышения качества очистки СОЖ и поддержания ее высокой моющей способности. Переключением режимов при изменении требований к прокату достигается оперативность управления подачей СОЖ. В результате при переходе к дрессировке проката с высокими требованиями к качеству поверхности исключаются потери времени на переход к подаче только свежеприготовленной СОЖ. За счет этого увеличивается производительность дрессировочного стана.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков заявляемого способа с признаками известных технических решений. На основе этого делается вывод о соответствии заявляемого технического решения критерию "изобретательский уровень".
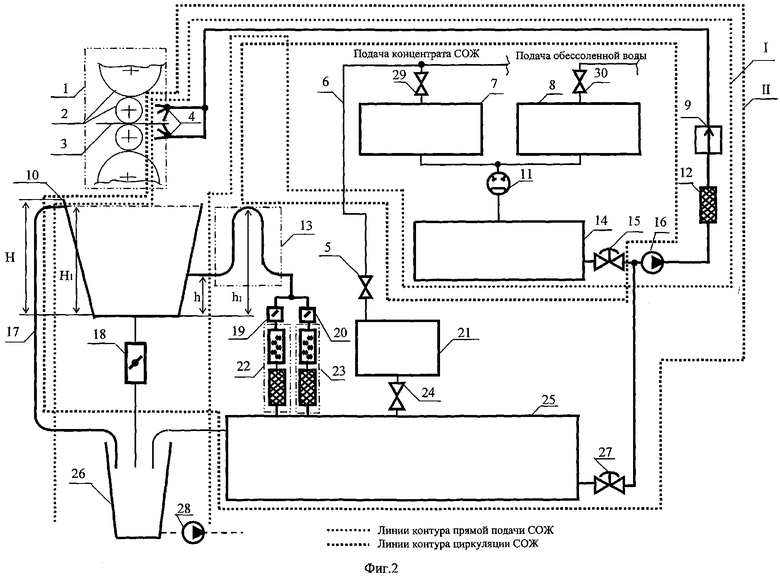
Ниже дан вариант осуществления изобретения на дрессировочном стане 2030 Новолипецкого металлургического комбината, не исключающий другие варианты в пределах формулы изобретения, где на фиг.1 показана гидравлическая схема устройства для подачи смазочно-охлаждающей жидкости при дрессировке.
Пример
Устройство для подачи смазочно-охлаждающей жидкости при дрессировке содержит контур прямой подачи СОЖ (I), включающий бак для предварительно подготовленной СОЖ 14, соединенный с баком для концентрата СОЖ 7 и подключенный через вентиль с дистанционным управлением 15 к входу подающего насоса 16, выход которого через регулятор давления СОЖ 9 соединен с коллекторами 4 подачи СОЖ, картер для сбора отработанной СОЖ 10 с шиберным затвором 18, соединенный с дренажным колодцем 26 и контур циркуляции отработанной СОЖ (II), в котором вход бака накопления и хранения повторно используемой (отработанной) СОЖ 25 подключен к картеру для сбора отработанной СОЖ 10, а выход подсоединен к контуру прямой подачи СОЖ (на вход подающего насоса 16). Картер 10 дополнительно соединен с дренажным колодцем 26 путем врезки в его верхнюю часть переливного трубопровода 17. Подключение картера 10 к баку накопления повторно используемой СОЖ 25 выполнено через сифон 13, вход которого соединен с картером 10 на уровне 0,4...0,6 от его высоты, а также через два вентиля 19 и 20 и два универсальных фильтра 22 и 23, включенных параллельно. Выход бака повторно используемой СОЖ 25 через вентиль 27 подключен к контуру прямой подачи СОЖ (I) на вход подающего насоса 16. Выход насоса 16 соединен с коллекторами подачи СОЖ 4 через последовательно установленные сетчатый фильтр 12 и регулятор давления 9. Другой вход бака накопления и хранения повторно используемой СОЖ 25 через вентиль 24 подключен к дополнительному малому баку для концентрата СОЖ 21, который через вентиль 5 соединен с трубопроводом 6 подачи концентрата СОЖ и снабжен уровнемером (на схеме не показан).
На схеме устройства (фиг.1) также показаны: 1 - дрессировочный стан; 2 - рабочий и опорный валки дрессировочного стана; 3 - обрабатываемая на стане полоса; элементы контура подготовки СОЖ: бак для хранения концентрата эмульсии 7 и вентиль 29, бак для хранения деминерализованной воды 8 и вентиль 30, а также насос-дозатор 11 (эти элементы 7, 8, 11, 29 и 30 не показаны на схеме устройства, взятого за прототип, однако, как правило, входят в состав систем подачи СОЖ различных типов); 28 - насос откачки СОЖ из дренажного колодца; Н - высота картера; H1 - высота от дна картера до места врезки переливного трубопровода, соединяющего картер 10 с дренажным колодцем 26, H-H1=90 мм; h - высота от дна картера до места врезки сифона 13, h=0,4Н; h1 - высота от дна картера до верхней части сифона 13, h1=H1.
Максимальный уровень СОЖ в картере соответствует расстоянию от дна картера 10 до места (высоты) врезки переливного трубопровода 17, соединяющего картер с дренажным колодцем 26. На этом же уровне находится верхняя часть сифона 13. Благодаря такой конструкции СОЖ в бак накопления 25 самотеком начинает поступать тогда, когда ее уровень в картере 10 достигнет отметки H1. Экспериментально установлено, что такое взаимное расположение элементов гидравлической схемы (картера, сифона, переливного трубопровода) и соотношение их размеров обеспечивают максимальную степень предварительной очистки СОЖ в картере флотацией, при которой твердые частицы металла и песка с полосы падают вниз картера, загрязнения всплывают вверх, а в средней части картера в месте отбора СОЖ сифоном 13 находится слой СОЖ с минимальной загрязненностью.
Схема устройства идентична схеме на фиг.1, но с контурами, выделенными линиями разных типов, показана на фиг.2. На фиг.2 обозначены: I - контур прямой подачи СОЖ, II - контур циркуляции СОЖ.
Устройство для подачи смазочно-охлаждающей жидкости при дрессировке работает следующим образом.
В начальный период подготовки системы к подаче СОЖ через открытые вентили 29, 5 и 30 заполняют большой бак для концентрата СОЖ (технологической смазки) 7, малый бак хранения концентрата СОЖ 21, и бак хранения деминерализованной (обессоленной) воды 8. Затем с помощью насоса-дозатора 11 концентрат СОЖ (техсмазки) и деминерализованную воду из баков 7 и 8, соответственно, смешивают в требуемой пропорции, и эмульсию заданной концентрации подают в бак 14 хранения предварительно подготовленной СОЖ.
В исходном состоянии вентили 5, 19, 20, 24, 27 и шиберный затвор 18 закрыты, насосы 16 и 28 выключены.
В процессе дрессировки на стане 1 полос с высокими требованиями к качеству поверхности (например, предназначенных для изготовления лицевых деталей автомобилей (I группа отделки поверхности по ГОСТ 9045-93)), смазочно-охлаждающую жидкость подают к валкам 2 и полосе 3 из бака 14, содержащего предварительно подготовленную СОЖ с заданным значением концентрации без использования отработанной СОЖ (контур I). Для этого открывают вентиль 15, включают насос 16 и через сетчатый фильтр 12 и регулятор давления 9 СОЖ поступает в подающие коллекторы 4. Если бак накопления и хранения повторно используемой СОЖ 25 не заполнен, то шиберный затвор 18 оставляют закрытым, а один из вентилей 19 или 20 открывают. По мере повышения уровня СОЖ в картере загрязнения с валков и полосы всплывают вверх. Когда уровень СОЖ достигнет отметки H1, загрязнения по переливному трубопроводу 17 сливаются в дренажный колодец 26. Одновременно отработанная СОЖ, пройдя предварительную очистку флотацией в картере 10, через сифон 13 и один из открытых вентилей 19 или 20 и, соответственно, фильтр 22 или 23 начинает поступать в бак накопления и хранения повторно используемой СОЖ 25 до его заполнения.
Если бак накопления и хранения повторно используемой СОЖ 25 заполнен, вентили 19 и 20 отставляют закрытыми, а шиберный затвор 18 открывают. Отработанная СОЖ из картера 10 при открытом шиберном затворе 18 сливается в дренажный колодец 26, откуда она насосом 28 перекачивается в цеховую систему очистки промышленных стоков (на схеме не показана). В этом случае устройство работает по принципу прямой подачи по контуру I.
При переходе к дрессировке полос с более низкими требованиями к качеству поверхности (например, из конструкционной стали II группы отделки поверхности по ГОСТ 9045-93) устройство переключают в режим циркуляции отработанной СОЖ по замкнутому контуру II. Для этого закрывают вентиль 15 и шиберный затвор 18, а вентиль 27 и один из вентилей 19 или 20 открывают. СОЖ из бака накопления 25 насосом 16 через сетчатый фильтр 12 и регулятор давления 9 подается в коллекторы 4. Отработанная СОЖ стекает в картер 10, затем через сифон 13 после предварительной очистки флотацией и через один из универсальных фильтров 22 или 23 после тонкой очистки снова поступает в бак 25. Периодически, через 10-12 часов непрерывной работы измеряют концентрацию СОЖ и сравнивают ее с заданным уровнем (5...8%). При уменьшении концентрации СОЖ менее 5% заданное значение восстанавливают путем подключения бака 25 контура циркуляции II к малому баку хранения концентрата СОЖ 21. Для этого открывают вентиль 24 и в бак 25 сливают расчетное количество концентрата СОЖ (контроль по уровнемеру). После восстановления заданного значения концентрации СОЖ подачей требуемого количества концентрата СОЖ (техсмазки) вентиль 24 закрывают, а СОЖ в баке 25 перемешивают. Концентрацию СОЖ определяют методом отбора проб.
Следующее переключение устройства осуществляют при изменении требований к прокату. При переходе к дрессировке полос с повышенными требованиями к качеству поверхности из режима циркуляции отработанной СОЖ устройство подачи СОЖ переводят в режим подвода СОЖ из бака 14 без использования отработанной СОЖ. Для этого закрывают вентиль 27, а вентиль 14 открывают, остальные операции по управлению устройством выполняют аналогично описанному выше. Так как контуры прямой подачи и циркуляции разделены, остановки дрессировочного стана 2030 на промывку системы не требуется.
Параллельное включение вентилей 19 и 20 и фильтров 22 и 23 позволяет осуществлять замену или очистку одного из фильтров в процессе эксплуатации устройства.
Эффективность применения предлагаемого устройства в сравнении с известным (прототипом) иллюстрируется таблицей. Приведенные показатели характеризуют каждое из устройств в двух режимах работы без использования отработанной СОЖ и с циркуляцией отработанной СОЖ в замкнутом контуре применительно к дрессировке полос на стане 2030 ОАО "НЛМК". Циркуляция в замкнутом контуре: вариант 2 - предлагаемое техническое решение, вариант 4 - прототип. При прямой подаче: вариант 1 - предлагаемое техническое решение, а вариант 3 - прототип. Показатели, характеризующие прототип, получены на этом стане до реконструкции системы подачи СОЖ, в результате которой было реализовано предложенное устройство.
Как видно из таблицы, по совокупности показателей предлагаемое устройство является более эффективным, чем известное в обоих режимах работы. Так, в режиме с циркуляцией отработанной СОЖ по замкнутому контуру, при практически равном расходе СОЖ существенно повышается чистота поверхности проката - на 16%, его отсортировка по дефектам "отпечатки" снижается: на 0,05%, а по "загрязнениям" - на 0,06%, снижается расход рабочих валков на 0,30 кг/т (см. в сравнении варианты 2 и 4). В другом переключаемом режиме - без использования отработанной СОЖ показатели, характеризующие загрязненность металла, удельные расходы СОЖ и рабочих валков находятся примерно на одном уровне (см. в сравнении варианты 1 и 3). Однако, средняя часовая производительность стана, которая в данном случае характеризует оба режима работы в совокупности, при реализации предложенного устройства выше на 10 т/час, чем при использовании известного устройства за счет оперативного переключения режимов и устранения простоев, связанных с промывкой системы подачи СОЖ.
Таким образом, применение предлагаемого устройства позволяет снизить удельный расход дорогостоящей СОЖ на 1 т дрессируемых полос, повысить качество их поверхности, за счет чего снижается отсортировка прокатанного металла в пониженные сорта, уменьшить расход рабочих валков, увеличить среднюю часовую производительность дрессировочного стана, снизить потребление обессоленной (деминерапизованной) воды, уменьшить сброс отработанной СОЖ на утилизацию, а следовательно, и затраты на утилизацию СОЖ.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ДРЕССИРОВКЕ | 2004 |
|
RU2274505C1 |
| СИСТЕМА ПОДАЧИ ЭМУЛЬСИИ НА ДРЕССИРОВОЧНОМ СТАНЕ | 1991 |
|
RU2021047C1 |
| Способ приготовления и эксплуатации смазочно-охлаждающей эмульсии при холодной прокатке | 1990 |
|
SU1773517A1 |
| СПОСОБ ПОДАЧИ ЭМУЛЬСИИ НА НЕПРЕРЫВНОМ МНОГОКЛЕТЬЕВОМ СТАНЕ ХОЛОДНОЙ ПРОКАТКИ | 2005 |
|
RU2282513C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ВАЛКОВ ЛИСТОВОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ | 2006 |
|
RU2332272C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНЫХ ВАЛКОВ СТАНОВ КВАРТО ХОЛОДНОЙ ПРОКАТКИ | 2008 |
|
RU2376088C2 |
| Устройство управления реверсивным правильно-дрессировочным станом | 1980 |
|
SU884768A1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕОЦИНКОВАННОГО ПРОКАТА | 2015 |
|
RU2596565C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ РАБОЧЕГО ВАЛКА | 2005 |
|
RU2288795C2 |
| Способ отделки холоднокатаных стальных полос | 1986 |
|
SU1458046A1 |
Изобретение относится к металлургии, конкретнее к прокатному производству, и может быть использовано на дрессировочных станах при дрессировке холоднокатаных отожженных и горячекатаных травленых полос с использованием смазочно-охлаждающей жидкости (СОЖ). Задачей изобретения является снижение расхода СОЖ на 1 т произведенной продукции, повышение качества поверхности проката, производительности процесса дрессировки и снижение расхода рабочих валков, а также улучшение качества очистки СОЖ. В устройстве для подачи СОЖ на валки дрессировочного стана и обрабатываемую полосу, содержащем контур прямой подачи СОЖ, включающий бак для предварительно подготовленной СОЖ, соединенный с баком для концентрата СОЖ и подключенный через вентиль к входу подающего насоса, выход которого через регулятор давления СОЖ соединен с коллекторами подачи СОЖ, картер для сбора отработанной СОЖ с шиберным затвором, соединенный с дренажным колодцем, и контур циркуляции отработанной СОЖ, в котором вход бака накопления и хранения повторно используемой СОЖ подключен к картеру для сбора отработанной СОЖ, а выход подсоединен к контуру прямой подачи СОЖ, в соответствии с изобретением картер дополнительно соединен с дренажным колодцем путем врезки в его верхнюю часть переливного трубопровода, а подключение картера к первому входу бака накопления и хранения повторно используемой СОЖ выполнено через сифон, вход которого соединен с картером на уровне 0,4...0,6 от его высоты, а также через два вентиля и два универсальных фильтра, включенных параллельно, выход бака накопления и хранения повторно используемой СОЖ через вентиль подключен к контуру прямой подачи СОЖ на вход подающего насоса, выход которого соединен с коллекторами подачи СОЖ через последовательно установленные сетчатый фильтр и регулятор давления, причем другой вход бака накопления и хранения повторно используемой СОЖ через вентиль подключен к дополнительному малому баку для концентрата СОЖ, который через вентиль соединен с трубопроводом подачи концентрата СОЖ и снабжен уровнемером. Изобретение обеспечивает возможность снижения потребления деминерализованной воды, затрат на утилизацию СОЖ. 2 ил., 1 табл.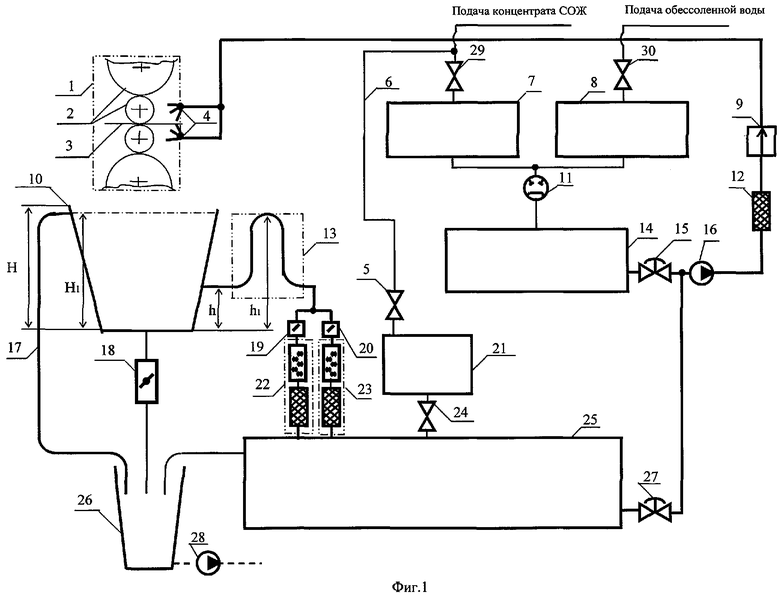
Устройство для подачи смазочно-охлаждающей жидкости (СОЖ) на валки дрессировочного стана и обрабатываемую полосу, содержащее контур прямой подачи СОЖ, включающий бак для предварительно подготовленной СОЖ, соединенный с баком для концентрата СОЖ и подключенный через вентиль к входу подающего насоса, выход которого через регулятор давления СОЖ соединен с коллекторами подачи СОЖ, картер для сбора отработанной СОЖ с шиберным затвором, соединенный с дренажным колодцем, и контур циркуляции отработанной СОЖ, в котором вход бака накопления и хранения повторно используемой СОЖ подключен к картеру для сбора отработанной СОЖ, а выход подсоединен к контуру прямой подачи СОЖ, отличающееся тем, что картер дополнительно соединен с дренажным колодцем путем врезки в его верхнюю часть переливного трубопровода, а подключение картера к первому входу бака накопления и хранения повторно используемой СОЖ выполнено через сифон, вход которого соединен с картером на уровне 0,4...0,6 его высоты, а также через два вентиля и два универсальных фильтра, включенных параллельно, выход бака накопления и хранения повторно используемой СОЖ через вентиль подключен к контуру прямой подачи СОЖ на вход подающего насоса, выход которого соединен с коллекторами подачи СОЖ через последовательно установленные сетчатый фильтр и регулятор давления, причем другой вход бака накопления и хранения повторно используемой СОЖ через вентиль подключен к дополнительному малому баку для концентрата СОЖ, который через вентиль соединен с трубопроводом подачи концентрата СОЖ и снабжен уровнемером.
| КСЕНЗУК А | |||
| и др | |||
| "Дрессировка автолистовой стали с технологической смазкой", Сталь, №10, 1972, с.917-918 | |||
| Система подачи технологической смазки при горячей прокатке листа | 1989 |
|
SU1773516A1 |
| Устройство для подачи технологической смазки на валки стана горячей прокатки | 1980 |
|
SU900895A1 |
| Способ определения амплитуды ультразвуковых колебаний тела | 1983 |
|
SU1120174A1 |

