[0001] Фигурный нагревательный элемент для использования в седелке для врезки и седелка для врезки для пластиковой основной трубы, транспортирующей рабочую среду, причем седелка содержит муфту с внутренней резьбой, муфта имеет центральную ось, посадочное место седелки и предпочтительно сверло, сверло предпочтительно размещено в муфте с возможностью перемещения в осевом направлении предпочтительно посредством внешней резьбы, выполненной на сверле, причем фигурный нагревательный элемент, предпочтительно выполненный из проволоки, которую используют для приваривания седелки для врезки к внешней окружности основной трубы, расположена на внутреннем диаметре посадочного места седелки.
[0002] Известны седелки для врезки, а также трубная арматура для врезки, которые используются для соединения линии ответвления с основной трубой. В ЕР 0679831 А2 раскрыта фасонная соединительная деталь для выполнения соединений ответвлений, в которой используемый в ней нагревательный элемент имеет носитель обмотки, причем в канавках, выполненных в носителе обмотки размещено проволочное сопротивление, а носитель обмотки затем закладывается в материал фасонной соединительной детали.
[0003] Недостаток данного варианта осуществления заключается в том, что из-за отсутствия проволочного сопротивления на переходе к внутреннему диаметру посадочного места седелки в области внутреннего диаметра муфты трубы образуется холодная зона, и в условиях длительного воздействия давления данная холодная зона считается слабым местом, поскольку давление среды оказывает воздействие на седелку, что приводит к отслаиванию седелки от трубы.
[0004] Для устранения проблемы существуют способы, которые уменьшают холодную зону насколько это возможно и, тем самым, приближают зону сварки к внутреннему диаметру муфты, но недостаток этого способа заключается в том, что возникает тенденция нежелательного выхода проволоки и расплавленного материала на поверхность.
[0005] В ЕР 0565397 А1 раскрыт способ изготовления нагревательного резистора для сварки пластмассовых деталей. Нагревательные резисторы изготавливают в виде сеток или, в альтернативном варианте осуществления, в виде сеток, имеющих форму цилиндрической секции трубы, которые затем преобразуют в форму уплощенной манжеты путем обжатия цилиндрической формы. В этом случае недостатком является то, что нагревательный резистор не закреплен на несущем материале, и поэтому проволока подвергается нежелательному относительному смещению и стремится выйти из пластмассовой детали на поверхность.
[0006] В CN 105299372А и JP 5832248 также раскрыты нагревательные обмотки для седелок для врезки, имеющие специальную схему намотки. Однако их недостатком является то, что в центральной области они имеют большую холодную зону, и, как уже упоминалось, это создает слабое место, и соединение в этом месте легко разъединяется.
[0007] Задача изобретения состоит в обеспечении седелки для врезки, способа врезки и соответствующей конфигурации нагревательного элемента, которая устраняет холодную зону, расположенную в центре или непосредственно прилегающую к просверленному отверстию, без выхода проволоки или расплавленного материала на поверхность, что может приводить к ослаблению сварного соединения.
[0008] Согласно изобретению эта задача решена за счет того, что фигурный нагревательный элемент имеет обмотку, предпочтительно выполненную из проволоки, причем обмотка имеет внешнюю область обмотки и внутреннюю область обмотки, при этом обмотка внутренней области обмотки проходит в виде образующих меандр петель вдоль окружности, соосной с центральной осью муфты.
[0009] Обмотку предпочтительно располагают на несущем материале.
[0010] Образующие меандр петли выступают во внутренний диаметр муфты и, соответственно, встроены в посадочное место седелки. Петли выступают в область муфты настолько, что во время врезки сверло разъединяет область образующие меандр нагревательного элемента. В результате, область сварки проходит настолько, насколько проходит просверленное отверстие. Конечно, процесс сварки выполняют до выполнения врезки, чтобы обеспечить, что внутренняя область обмотки или внутренние витки обмотки не будут разъединены в процессе сварки.
[0011] Согласно изобретению седелка для врезки для пластиковой основной трубы, транспортирующей рабочую среду, содержит муфту, предпочтительно с внутренней резьбой, которая используется для прямой подачи сверла, но муфта также может быть выполнена без резьбы и может быть врезана, например, при помощи внешнего инструмента или сверла.
[0012] Разумеется, седелка для врезки также может иметь муфту, к которой может быть присоединена дополнительная муфта, причем указанная дополнительная муфта содержит внутреннюю резьбу и сверло с соответствующей внешней резьбой, что в этом случае соответствует седелке для врезки с адаптируемым врезным тройником.
[0013] Муфта имеет центральную ось, которая также соответствует центральной оси сверла. Кроме того, седелка для врезки имеет посадочное место седелки, на внутреннем диаметре которого расположена конфигурация нагревательного элемента, которая используется для приваривания к основной трубе. Сверло, которое предпочтительно расположено в муфте, имеет внешнюю резьбу, которая соответствует внутренней резьбе в муфте и, таким образом, позволяет перемещать сверло в осевом направлении. Как уже упоминалось выше, врезка седелки для врезки возможна также с помощью внешнего сверла.
[0014] Фигурный нагревательный элемент предпочтительно содержит несущий материал и обмотку. Несущий материал предпочтительно изготовлен из полиэтилена. Обмотка образована проволокой, который намотан соответствующим образом. Проволока предпочтительно закреплена на несущем материале путем сшивания, запрессовывания или намотки вокруг шпилек, но она также может быть проложена в канавках, таким образом обеспечивая возможность обойтись без несущего материала за счет прокладки обмотки непосредственно в посадочном месте седелки. Обмотка имеет внутреннюю область и внешнюю область, причем внутренняя область обмотки проходит в виде образующих меандр петель вдоль окружности, соосной с центральной осью муфты. Расстояние между отдельными петлями и центральной осью в каждом случае одинаково.
[0015] Образующие меандр петли предпочтительно имеют проходящие в радиальном направлении секции обмотки, или секции обмотки, проходящие в радиальном направлении в сторону от центральной оси, которые расположены последовательно вдоль окружности, расположенной соосно с центральной осью, и соединены друг с другом по дуге, предпочтительно закруглениями. Внутренние дуги или закругления образующих меандр петель предпочтительно находятся на одинаковом расстоянии от центральной оси. Такое расположение внутренней области обмотки служит для устранения внутренней холодной зоны во врезанном состоянии. Образующие меандр петли, которые встроены в закрытое посадочное место седелки, выступают в область полости муфты, в результате чего при просверливании посадочного места седелки сверло не только проходит через пластик посадочного места седелки, но также просверливает внутреннюю обмотку и отсекает образующие меандр петли. Таким образом можно избежать непосредственного примыкания к муфте внутренней холодной зоны. Вместо этого к муфте непосредственно примыкает внутренняя обмотка. Сварка выполняется до сверления, и благодаря расположению, при котором в центре отсутствует холодная зона, обеспечивается хорошее соединение между посадочным местом седелки и основной трубой без выхода на поверхность проволоки или расплавленного материала. Кроме того, благодаря отсутствию холодной зоны можно избежать отделения посадочного места седелки от основной трубы во внутренней области.
[0016] Внешняя обмотка предпочтительно расположена вокруг внутренней обмотки и предпочтительно выполнена из такой же проволоки. Предпочтительными вариантами расположения внешней обмотки являются спиральное, или в виде меандра, или даже в виде многоугольника.
[0017] В предпочтительном варианте осуществления, когда сверло врезается в основную трубу и посадочное место седелки, она разъединяет внутреннюю область обмотки или образующие меандр петли, тем самым обеспечивая возможность отсутствия холодной зоны, непосредственно примыкающей к муфте во внутренней области посадочного места седелки, непосредственно примыкающего к муфте, в результате чего можно избежать нежелательного эффекта отделения посадочного места седелки от основной трубы.
[0018] Преимущественным является, если режущая кромка сверла разъединяет образующие меандр петли в области секций обмотки. Данная режущая часть предотвращает захватывание проволоки сверлом и, таким образом, также предотвращает вырывание проволоки.
[0019] Кроме того, было доказано преимущество ориентации секций обмотки внутренней области образующей меандр обмотки под прямыми углами к режущей кромке сверла или краю выреза, сформированного в посадочном месте седелки. Это позволяет избежать захватывания проволоки сверлом нежелательным образом, как уже упоминалось.
[0020] Обмотка внешней области обмотки может проходить в форме спирали, многоугольника или с образованием меандра, хотя возможны и другие расположения.
[0021] Обмотка предпочтительно образована непрерывной проволокой, не имеющей разрывов или соединений.
[0022] Фигурный нагревательный элемент согласно изобретению используется в качестве нагревательного элемента для использования в седелке для врезки. Фигурный нагревательный элемент расположен на внутреннем диаметре посадочного места седелки и используется для приваривания седелки для врезки к основной трубе. Фигурный нагревательный элемент имеет обмотку, которая предпочтительно выполнена из проволоки. Предпочтительным вариантом осуществления изобретения является тот, в котором фигурный нагревательный элемент содержит несущий материал.
[0023] Несущий материал предпочтительно изготовлен из того же материала, что и посадочное место седелки, например, полиэтилена.
[0024] Обмотка имеет внутреннюю и внешнюю область, причем обмотка внутренней области обмотки проходит в форме образующих меандр петель вдоль окружности, соосной с центральной осью муфты.
[0025] Образующие меандр петли предпочтительно имеют проходящие в радиальном направлении секции обмотки, которые расположены последовательно вдоль окружности, расположенной соосно с центральной осью, и соединены друг с другом по дуге, предпочтительно закруглениями.
[0026] Чтобы обеспечить крепление обмотки на несущем материале и избежать смещения проволоки, предпочтительно, если обмотку прочно сшивают с несущим материалом, при этом прочное сшивание все же позволяет проволоке расширяться при нагревании, но возможны также другие типы крепления.
[0027] Обмотка из проволоки на внутренней области обмотки предпочтительно расположена в виде меандра, а на внешней области обмотки в виде спирали, меандра или даже в виде многоугольника.
[0028] Согласно изобретению способ врезки в пластиковую основную трубу, транспортирующую рабочую среду, включает в себя следующие этапы:
размещение седелки для врезки на внешней окружности основной трубы,
приваривание седелки для врезки к внешней окружности основной трубы, причем приваривание выполняют путем нагревания конфигурации нагревательного элемента,
просверливание посадочного места седелки для врезки и
врезку в основную трубу, причем врезку выполняют посредством фигурного нагревательного элемента, расположенного в корпусе седелки, а просверливание выполняют предпочтительно через внутреннюю область обмотки, при этом проволоку разъединяют.
[0029] Просверливание может быть выполнено с помощью внешнего сверла или, в альтернативном варианте осуществления, с помощью сверла, расположенного в муфте.
[0030] Иллюстративный вариант осуществления изобретения описан с помощью чертежей, хотя изобретение не ограничено только иллюстративным вариантом осуществления. На чертежах:
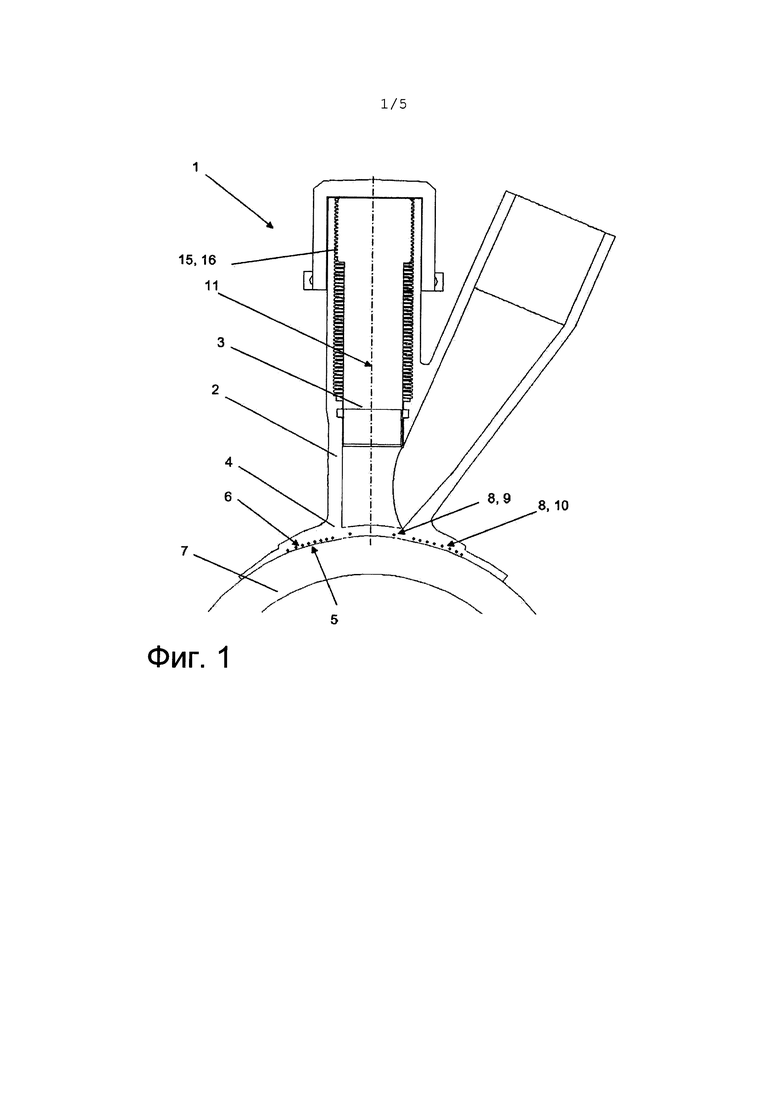
[0031] На фиг. 1 показан разрез седелки для врезки согласно изобретению,
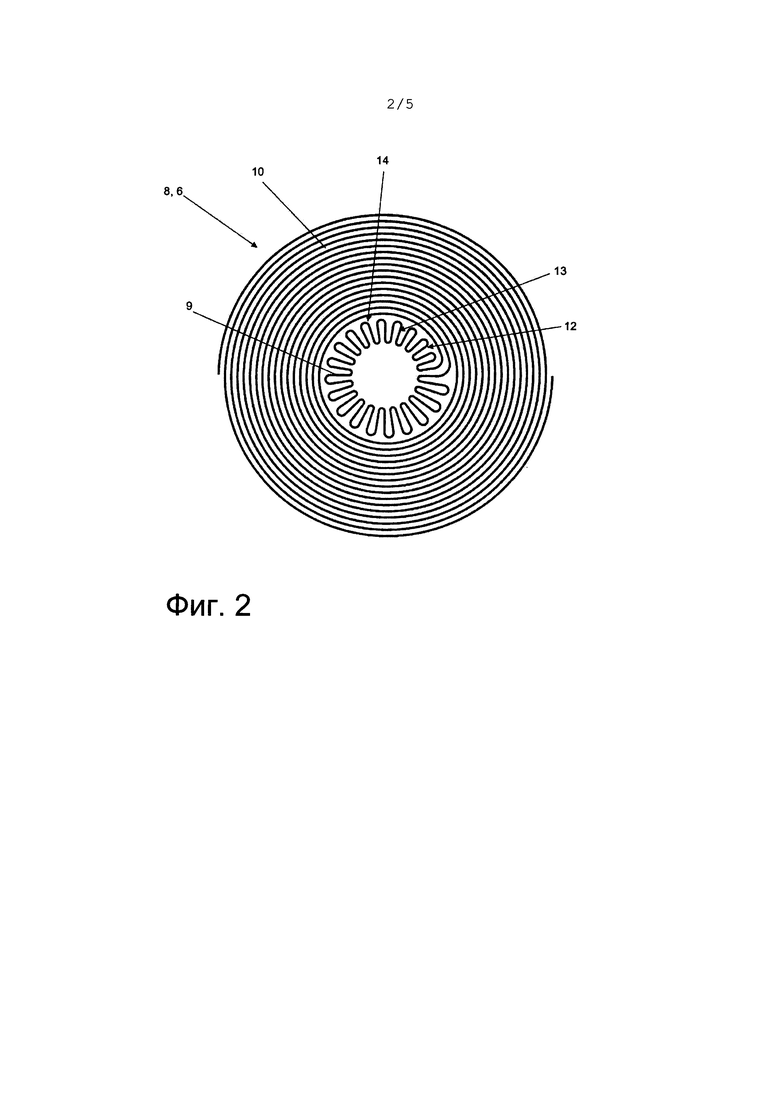
[0032] На фиг. 2 показан фигурный нагревательный элемент согласно изобретению со спиральным расположением во внешней области,
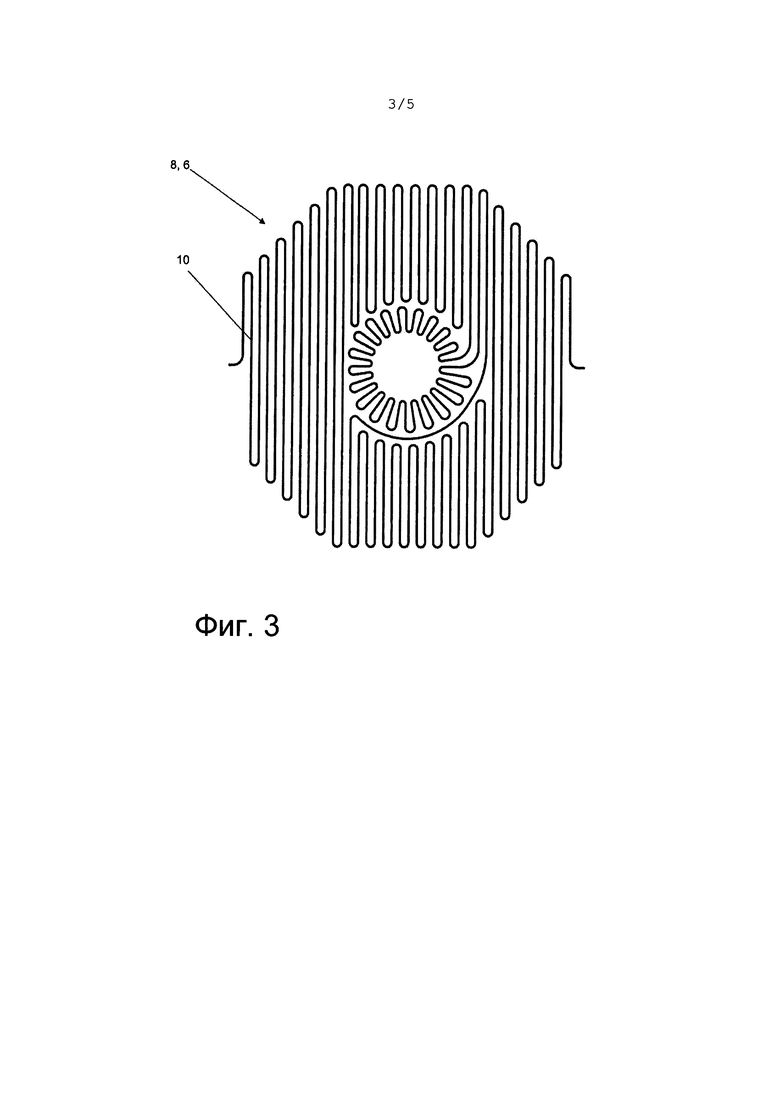
[0033] На фиг. 3 показан фигурный нагревательный элемент согласно изобретению, расположенный во внешней области в виде меандра; и
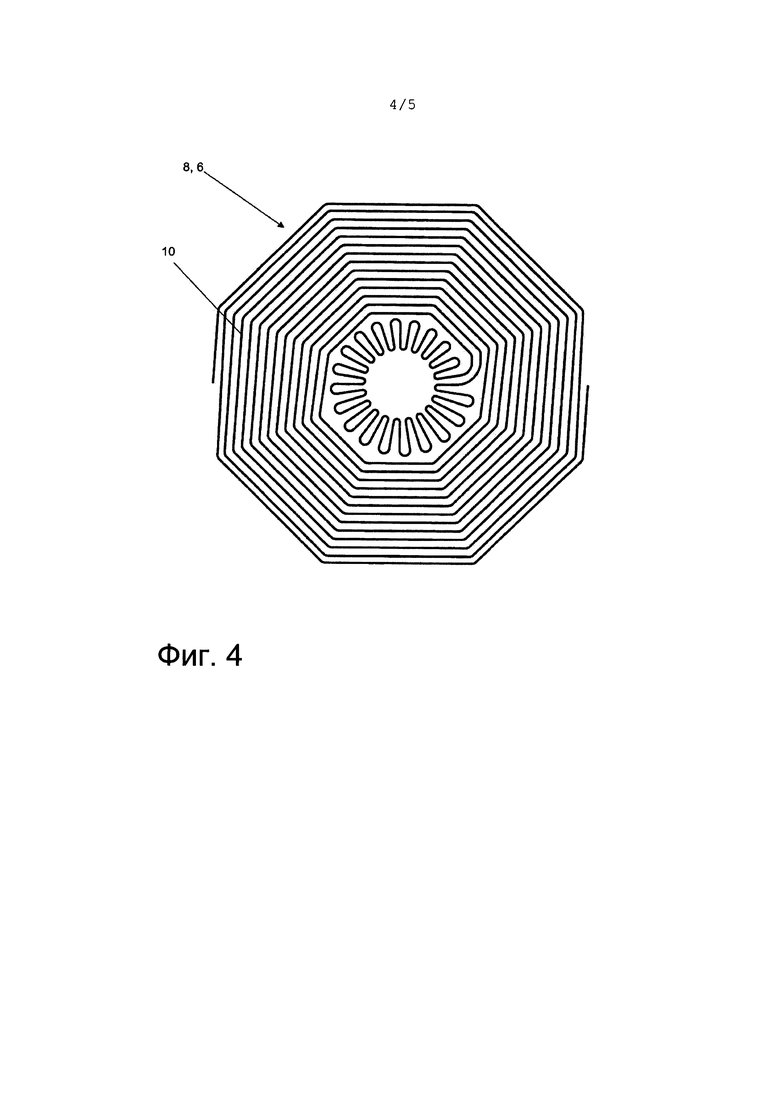
[0034] На фиг. 4 показан фигурный нагревательный элемент согласно изобретению, расположенный во внешней области в виде многоугольника,
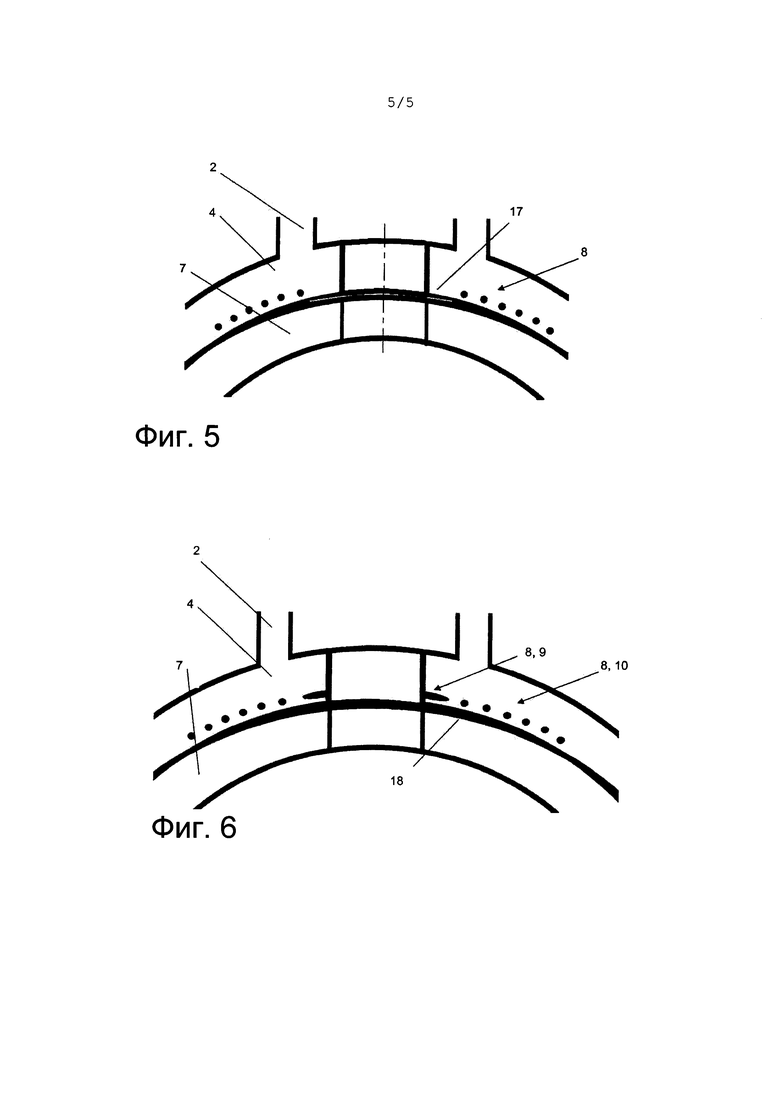
[0035] На фиг. 5 показан частичный разрез врезной муфты, известной из уровня техники, которая приварена и врезана,
[0036] На фиг. 6 показан частичный разрез врезной муфты согласно изобретению, которая приварена и врезана.
[0037] На чертеже, представленном на фиг. 1, показан разрез седелки 1 для врезки согласно изобретению для пластиковой основной трубы, транспортирующей рабочую среду. Седелка 1 для врезки содержит муфту 2 с центральной осью 11, в которой размещено сверло 3, причем седелка 1 для врезки может также иметь муфту, к которой может быть присоединена дополнительная муфта, содержащая сверло, или может иметь врезной тройник, который может быть закреплен на седелке 1 для врезки. Разумеется, также можно использовать внешний сверлильный механизм, при помощи которого можно просверлить седелку для врезки, хотя этот вариант осуществления не изображен. Сверло 3 предпочтительно имеет внешнюю резьбу 16, которая соответствует внутренней резьбе 15 в муфте 2, и посредством которой сверло 3 можно регулировать в осевом направлении. Седелка 1 для врезки содержит посадочное место 4 седелки, которое расположено на основной трубе 7. В пределах внутреннего диаметра 5 посадочного места 4 седелки расположен фигурный нагревательный элемент 6, который используют для приваривания седелки 1 для врезки к основной трубе 7. В варианте осуществления, показанном на фиг. 1, врезка еще не выполнена, поскольку, как это видно, посадочное место 4 седелки пока еще не имеет открытого прохода в муфту 2. В результате, также вполне очевидно, что проволока обмотки 8 или внутренней области 9 обмотки проходит во внутреннюю область муфты 2. Во время врезания через приваренное посадочное место 4 седелки и основную трубу 7 внутреннюю область 9 обмотки, имеющую изогнутое исполнение, просверливают насквозь, в результате чего обмотка 8 фигурного нагревательного элемента 6 или зона 18 сварки проходит вплоть до цилиндрического отверстия, образованного операцией врезания, и тем самым обеспечивается возможность того, что во внутренней области не образуется холодная зона.
[0038] На фиг. 2 показано возможное расположение обмотки 8 фигурного нагревательного элемента 6. Обмотка предпочтительно образована непрерывной проволокой и предпочтительно не имеет разрывов. Обмотка 8 имеет внутреннюю и внешнюю области 9, 10 обмотки, причем они имеют различное расположение. Внутренняя область 9 обмотки имеет изогнутую обмотку, причем образующие меандр петли 12 расположены вдоль окружности, соосной с центральной осью 11. Петли 12 предпочтительно расположены равномерно вдоль окружности, проходящей соосно с центральной осью 11. Образующие меандр петли 12 предпочтительно имеют радиально ориентированные секции 13 обмотки, которые соединены друг с другом на своих концах по дуге или закруглениями 14. Все внутренние дуги или закругления 14 предпочтительно находятся на одинаковом расстоянии от центральной оси 11. Во время операции врезки сверло 3 разъединяет внутреннюю область 9 обмотки, предпочтительно секции 13 обмотки, и секции обмотки в обмотке 8, 9 предпочтительно ориентированы под прямыми углами к сверлу, что позволяет предотвратить непреднамеренное выталкивание проволоки во время операции врезки. Внешняя область 10 обмотки может иметь различное исполнение. Один вариант осуществления фигурного нагревательного элемента 6 согласно изобретению, имеющего спиральное расположение внешней области 10 обмотки, показан на фиг. 2. На фиг. 3 и 4 показаны дополнительные возможные расположения внешней области 10 обмотки, в которых на фиг. 3 проволока во внешней области 10 обмотки расположена в изогнутой форме, а на фиг. 4 проволока внешней области 10 обмотки расположена в виде многоугольника. Разумеется, также возможны другие расположения внешней области обмотки или форма ее проволоки.
[0039] На фиг. 5 и фиг. 6 показаны частичные разрезы муфт 1 для врезки, которые уже приварены к основной трубе 7 и прорезаны при помощи сверла. На фиг. 5 показана муфта для врезки, известная из уровня техники, на которой можно легко видеть, что холодная зона 17 присутствует непосредственно в просверленном отверстии между посадочным местом 4 седелки и основной трубой 7 и, таким образом, может произойти отделение посадочного места 4 седелки от основной трубы 7. На фиг. 6 показана седелка 1 для врезки согласно изобретению со встроенным в посадочное место 4 седелки фигурным нагревательным элементом 6 согласно изобретению. Несложно увидеть, что внутренняя область 9 обмотки в обмотке 8 разъединена сверлом, в результате чего к просверленному отверстию непосредственно примыкает не холодная зона, а зона нагрева. Это обеспечивает хорошее приваривание даже непосредственно на краевой области просверленного отверстия или в области посадочного места 4 седелки во внутренней области под муфтой 2. Разумеется, приваривание муфты 1 для врезки к основной трубе 7 выполняют до операции врезки для обеспечения того, что проволока фигурного нагревательного элемента 6 будет разъединена только после сварочного процесса. На фиг. 6 хорошо видно, что арматура 1 для врезки не отделена от основной трубы, поскольку холодная зона, непосредственно примыкающая к просверленному отверстию, была исключена.
Список ссылочных обозначений
1 арматура для врезки
2 муфта
3 сверло
4 посадочное место седелки
5 внутренний диаметр посадочного места седелки
6 фигурный нагревательный элемент
7 основная труба
8 обмотка
9 внутренняя область обмотки
10 внешняя область обмотки
11 центральная ось
12 петля
13 секция обмотки
14 дуга, закругление
15 внутренняя резьба
16 внешняя резьба
17 холодная зона
18 зона сварки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СЕДЕЛКА ДЛЯ ВРЕЗКИ В ТРУБУ | 2018 |
|
RU2762227C2 |
| КОМПЕНСИРУЮЩИЙ ЭЛЕМЕНТ ДЛЯ СОЕДИНЕНИЯ КОНСТРУКТИВНЫХ ДЕТАЛЕЙ | 2008 |
|
RU2453434C2 |
| СПОСОБ УСТАНОВКИ КОНДЕНСАТОСБОРНИКА БЕЗ СНИЖЕНИЯ ДАВЛЕНИЯ В ГАЗОВОЙ СЕТИ | 2017 |
|
RU2744221C2 |
| СПОСОБЫ СОЕДИНЕНИЯ ИЛИ РЕМОНТА ТРУБ С ВНУТРЕННИМ ПОКРЫТИЕМ И СООТВЕТСТВУЮЩЕЕ УСТРОЙСТВО | 2017 |
|
RU2750607C2 |
| СПОСОБ ЗАЗЕМЛЕНИЯ МНОГОСЛОЙНЫХ ТРУБ И ТРУБОПРОВОД, СОДЕРЖАЩИЙ ТАКИЕ ТРУБЫ | 2008 |
|
RU2473834C2 |
| ПОЛИМЕРНЫЙ ТРУБОПРОВОД | 1998 |
|
RU2135875C1 |
| ИЗГОТОВЛЕНИЕ КОЛЕС | 2013 |
|
RU2613248C2 |
| УСОВЕРШЕНСТВОВАННЫЕ СПОСОБЫ СОЗДАНИЯ ЭЛЕКТРОФУЗИОННОГО СОЕДИНЕНИЯ | 2014 |
|
RU2641925C2 |
| СТЕНТ-ГРАФТ | 2011 |
|
RU2603049C2 |
| ТЕРМОЭЛЕКТРИЧЕСКИЙ КОВРИК И НАГРЕВАТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ НЕГО | 2023 |
|
RU2835851C2 |
Изобретение относится к фигурному нагревательному элементу для использования в седелке для врезки, способу врезки и седелке для врезки для пластиковой основной трубы, транспортирующей рабочую среду. Седелка содержит муфту. Муфта имеет центральную ось, посадочное место седелки. Фигурный нагревательный элемент используют для приваривания седелки для врезки к внешней окружности основной трубы. Фигурный нагревательный элемент расположен на внутреннем диаметре посадочного места седелки и имеет обмотку, предпочтительно выполненную из проволоки. Обмотка имеет внешнюю область обмотки и внутреннюю область обмотки. Обмотка внутренней области обмотки проходит в виде образующих меандр петель вдоль окружности, соосной с центральной осью муфты. Технический результат состоит в устранении холодной зоны, расположенной в центре или непосредственно прилегающей к просверленному отверстию, в процессе врезки без выхода проволоки или расплавленного материала на поверхность, что предотвращает ослабление сварного соединения. 3 н. и 11 з.п. ф-лы, 6 ил.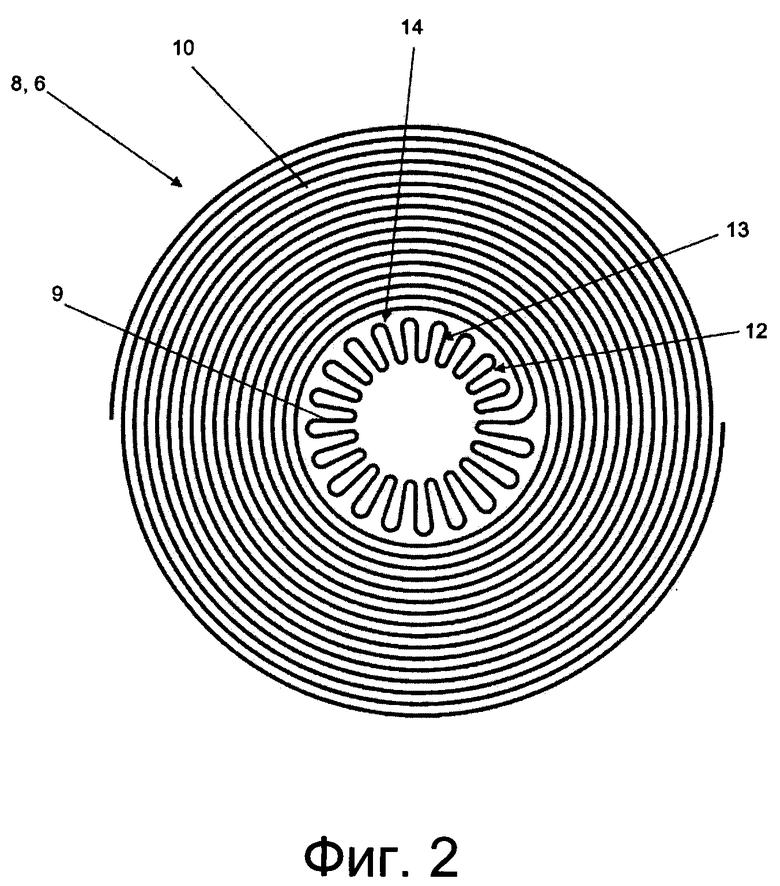
1. Седелка (1) для пластиковой основной трубы (7), транспортирующей рабочую среду, содержащая:
муфту (2), имеющую центральную ось (11),
посадочное место (4) седелки,
причем на внутреннем диаметре (5) посадочного места (4) седелки установлен фигурный нагревательный элемент (6) для приваривания седелки (1) к внешней окружности основной трубы, причем
фигурный нагревательный элемент (6) имеет обмотку (8), выполненную из проволоки,
причем обмотка (8) имеет внешнюю область (10) и внутреннюю область (9),
при этом обмотка внутренней области (9) проходит в виде образующих меандр петель (12) вдоль окружности, соосной с центральной осью (11) муфты (2),
причем образующие меандр петли (12) выступают во внутренний диаметр (5) муфты (2) и встроены в посадочное место (4) седелки.
2. Седелка (1) по п. 1, отличающаяся тем, что муфта (2) содержит внутреннюю резьбу (15), причем седелка (1) содержит сверло (3), при этом сверло (3) расположено в муфте (2) и выполнено с возможностью перемещения в муфте (2) в осевом направлении посредством внешней резьбы (16), выполненной на сверле (3).
3. Седелка (1) по п. 1 или 2, отличающаяся тем, что фигурный нагревательный элемент (6) содержит несущий материал, а обмотка (8) расположена на несущем материале.
4. Седелка (1) по любому из пп. 1-3, отличающаяся тем, что образующие меандр петли (12) имеют проходящие в радиальном направлении секции (13) обмотки, которые расположены последовательно вдоль окружности, расположенной соосно с центральной осью (11), и соединены друг с другом дугами (14).
5. Седелка (1) по п. 4, отличающаяся тем, что дуги (14) представляют собой закругления.
6. Седелка (1) по любому из пп. 1-5, отличающаяся тем, что обмотка (8) внешней области (10) проходит в форме спирали, многоугольника или с образованием меандра.
7. Седелка (1) по любому из пп. 1-6, отличающаяся тем, что секции (13) обмотки внутренней области (9) образующей меандр обмотки ориентированы под прямыми углами к режущей кромке сверла (3) или краю выреза, сформированного в посадочном месте (4) седелки.
8. Фигурный нагревательный элемент (6) для использования в седелке (1) для пластиковой основной трубы (7), транспортирующей рабочую среду, по любому из пп. 1-7, отличающийся тем, что
он имеет обмотку (8), выполненную из проволоки,
причем обмотка (8) имеет внешнюю область (10) и внутреннюю область (9),
при этом обмотка (8) внутренней области (9) проходит в виде образующих меандр петель (12) вдоль окружности, соосной с центральной осью (11) муфты (2), причем центральная ось (11) муфты (2) соответствует центральной оси внутренней области (9), которая выполнена в виде соосной окружности,
причем образующие меандр петли (12) имеют проходящие в радиальном направлении секции (13) обмотки, которые расположены последовательно вдоль окружности, расположенной соосно с центральной осью (11), и соединены друг с другом дугами (14).
9. Фигурный нагревательный элемент (6) по п. 8, отличающийся тем, что дуги (14) представляют собой закругления.
10. Фигурный нагревательный элемент (6) по п. 8 или 9, отличающийся тем, что он содержит несущий материал, причем обмотка (8) расположена на несущем материале.
11. Фигурный нагревательный элемент (6) по п. 8 или 9, отличающийся тем, что обмотка (8) закреплена в посадочном месте (4) седелки.
12. Фигурный нагревательный элемент (6) по п. 8 или 9, отличающийся тем, что обмотка (8) прочно сшита с несущим материалом.
13. Способ врезки в пластиковую основную трубу (7), транспортирующую рабочую среду, включающий следующие этапы:
размещение седелки (1) по любому из пп. 1-7 на внешней окружности основной трубы (7),
приваривание седелки (1) к внешней окружности основной трубы (7),
врезку в основную трубу (7) и просверливание посадочного места (4) седелки (1), причем врезку выполняют с использованием фигурного нагревательного элемента (6), расположенного в посадочном месте (4) седелки, а просверливание выполняют через внутреннюю область (9) обмотки (8) фигурного нагревательного элемента (6), которая проходит в виде образующих меандр петель (12) вдоль окружности, при этом проволоку разъединяют, причем посредством сверла (3) осуществляют разъединение внутренней области (9) или образующих меандр петель (12) при врезке сверла (3) в основную трубу (7) и посадочное место (4) седелки.
14. Способ по п. 13, отличающийся тем, что разъединение образующих меандр петель (12) в области секций (13) обмотки осуществляют посредством режущей кромки сверла (3).
| ХОМУТ ДЛЯ ЗАСВЕРЛОВКИ И ЗАКРЫТИЯ ТРУБОПРОВОДОВ ИЗ ПЛАСТМАССЫ | 1993 |
|
RU2102648C1 |
| DE 19510963 A1, 26.09.1996 | |||
| Устройство для индикации неисправного необслуживаемого усилительного пункта и участка обрыва линии четырехпроводной многоканальной системы высокочастотной связи параллельного питания | 1975 |
|
SU565397A1 |
| JP 5832248 B2, 16.12.2015 | |||
| Мембранный узел | 1977 |
|
SU679831A1 |
| CN 105299372 A, 03.02.2016 | |||
| КОМПЕНСИРУЮЩИЙ ЭЛЕМЕНТ ДЛЯ СОЕДИНЕНИЯ КОНСТРУКТИВНЫХ ДЕТАЛЕЙ | 2008 |
|
RU2453434C2 |
| СОЕДИНИТЕЛЬНЫЙ УЗЕЛ | 2010 |
|
RU2529293C2 |
| МУФТОВАЯ ЧАСТЬ ТРУБНОГО СОЕДИНЕНИЯ И ТРУБНОЕ СОЕДИНЕНИЕ | 2011 |
|
RU2566515C2 |

