Изобретение относится к области восстановления исправного состояния лопаток компрессора газотурбинного двигателя (ГТД) сваркой, и может быть особенно актуально для несъемных лопаток, являющихся частью конструктивных элементов типа блиск или блинг.
Газотурбинные двигатели нашли широкое применение в авиа- и судостроении. Составной частью ГТД являются лопатки ротора (рабочие лопатки) и лопатки статора (направляющие аппараты) компрессора. Лопатки компрессора ГТД изготавливают из титановых сплавов, сталей. Рабочие лопатки ротора компрессора в процессе работы ГТД испытывают значительные центробежные, газодинамические, вибрационные, тепловые нагрузки.
Лопатки компрессора ГТД могут быть съемными или несъемными.
Лопатки компрессора являются наиболее повреждаемой частью ГТД. Наиболее часто дефектами лопаток компрессора, появляющимися в процессе эксплуатации ГТД, являются забоины, трещины, деформация. Лопатки первых ступеней компрессора ГТД подлежат восстановлению.
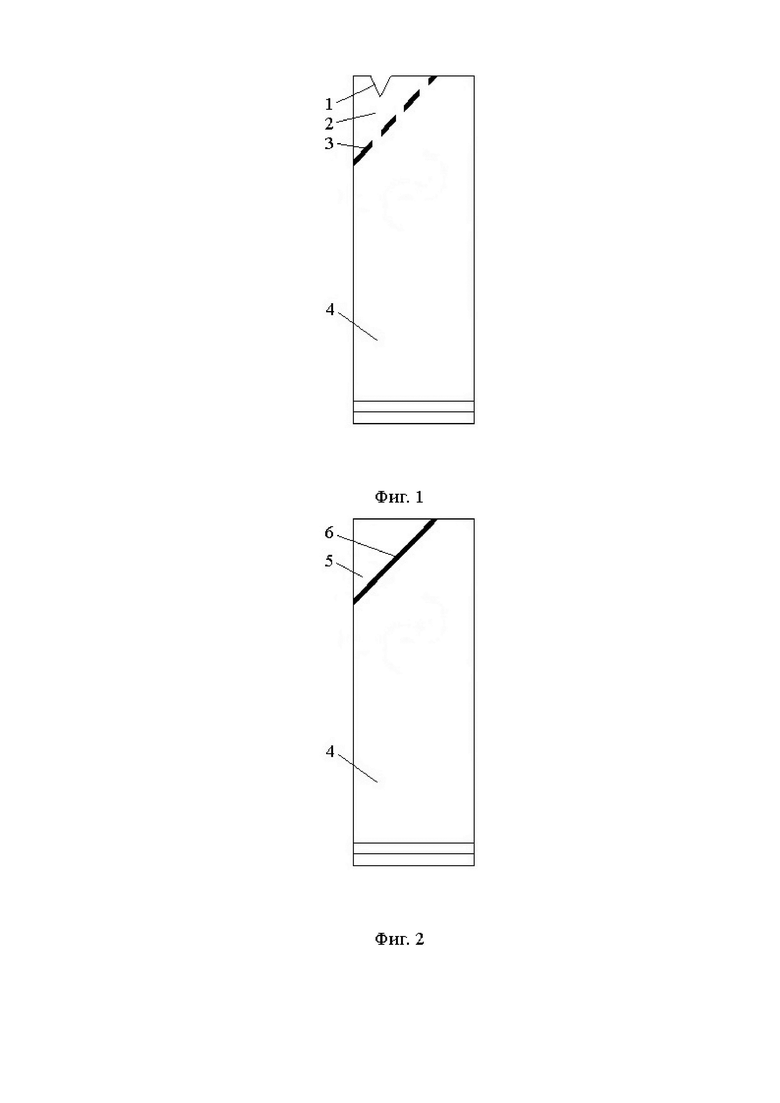
Известны способы восстановления лопаток ГТД [1-6], согласно которым, имеющий дефект 1 (фиг. 1) участок 2 пера восстанавливаемой лопатки 4 вырезается, края выреза 3 обрабатываются. Вместо вырезанного поврежденного участка к восстанавливаемой лопатке 4 (фиг. 2) сваркой приваривается вставка 5, изготовленная из того же материала, что и восстанавливаемая лопатка 4. Сварной шов 6 (фиг. 2) затем шлифуется и полируется с обеих сторон восстанавливаемой лопатки 4. После чего осуществляют контроль качества сварного соединения.
В способах [1, 5, 6] ремонтная деталь (вставка) соединяется с неповрежденной частью восстанавливаемой лопатки криволинейным швом, имеющим форму дуги.
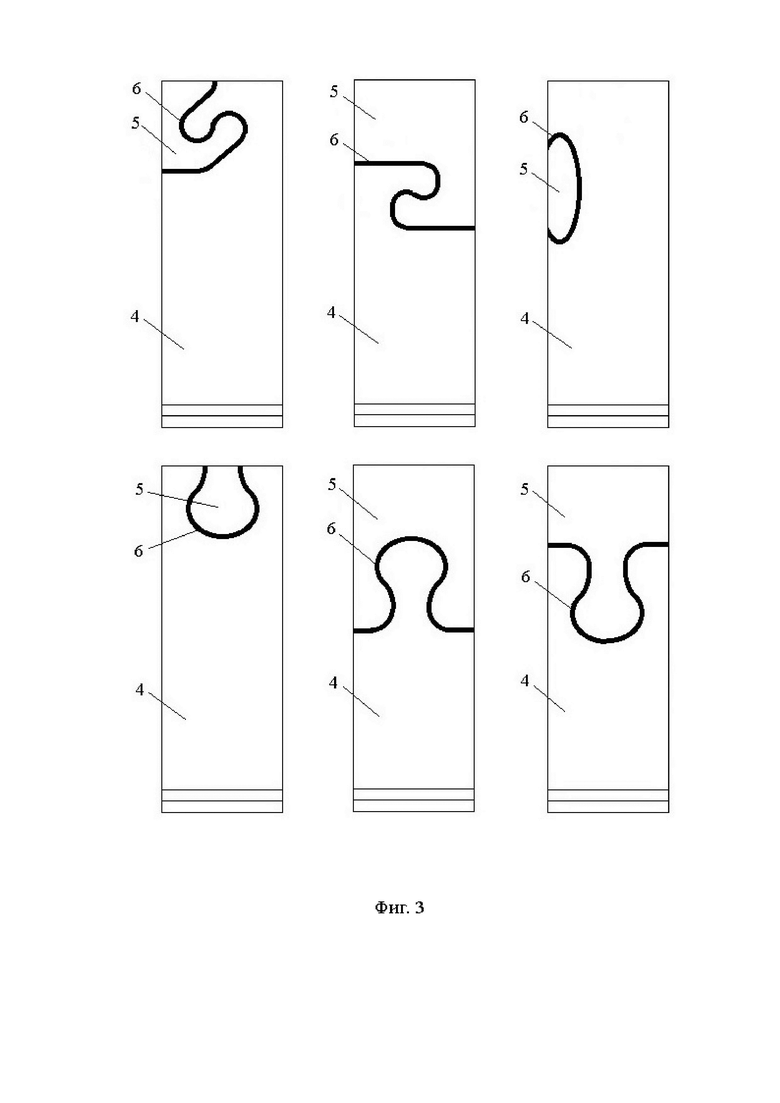
На фиг. 3 изображены варианты криволинейных выступов вставки и соответствующих пазов восстанавливаемых лопаток.
Повышение прочности восстановленной сваркой лопатки достигается тем, что привариваемая к неповрежденному участку пера восстанавливаемой лопатки 4 вставка 5 (фиг. 3) имеет криволинейные скругленные выступы, соответствующие по форме и по размерам пазам в неповрежденной части восстанавливаемой лопатки 4 (фиг. 3).
На фиг. 3 представлены варианты таких выступов вставки 5, вставленных в пазы восстанавливаемых лопаток 4.
Перед сваркой вставка 5 вставляется выступом (или несколькими выступами) в соответствующие по размерам и по форме пазы неповрежденной части восстанавливаемой лопатки 4 таким образом, что установленная в паз вставка 5 становится неподвижной в плоскости пера восстанавливаемой лопатки 4. Формы вставки и выемки соответствуют друг другу, обеспечивая зацепление вставки в выемке пера восстанавливаемой лопатки по типу пазла. Такое зацепление препятствует движению вставки в плоскости пера восстанавливаемой лопатки, повышая прочность соединения.
Вставка 5 и неповрежденная часть восстанавливаемой лопатки 4 могут соединяться электронно-лучевой сваркой.
Для соединения вставки 5 и восстанавливаемой лопатки 4 может применяться и лазерная сварка, но она имеет зону термического влияния большего размера, чем у электронно-лучевой сварки и качество сварного шва при лазерной сварке может быть ниже.
При использовании любого типа сварки прочность предлагаемого сварного соединения обеспечивается не только прочностью сварного шва 6, но и прочностью материала неповрежденной части восстанавливаемой лопатки 4, удерживающего вставку 5.
После сварки шов 6, соединяющий вставку 5 и восстанавливаемую лопатку 4, обрабатывается, например, шлифованием и полированием таким образом, чтобы шов не выступал за пределы поверхности пера лопатки.
Наиболее близким к предлагаемому изобретению является способ восстановления лопаток турбомашин [2], согласно которому взамен вырезанного поврежденного участка к лопатке приваривают электронно-лучевой сваркой вставку в форме полудиска с торцевым пазом.
Однако общим недостатком указанных способов [1-6] является снижение прочности восстановленной сваркой лопатки, которое происходит по сварному шву. Особенно этот недостаток критичен для восстановленных рабочих лопаток ротора компрессора ГТД, подвергающихся при работе двигателя воздействию центробежных сил, способствующих отделению вставки 5 от неповрежденной части восстанавливаемой лопатки 4 (фиг. 2).
Техническим результатом является повышение прочности восстановленной сваркой лопаток компрессора ГТД посредством увеличения прочности неразъемного соединения ремонтной детали (вставки) с неповрежденной частью пера восстанавливаемой лопатки.
Заявленный технический результат достигается тем, что в известном способе восстановления лопаток компрессора газотурбинного двигателя, включающем выполнение на поврежденном участке пера восстанавливаемой лопатки криволинейной выемки, соединение вставки с пером восстанавливаемой лопатки в зоне выемки, приваривание сваркой вставки к перу восстанавливаемой лопатки, согласно заявляемому изобретению, вставка выполнена с криволинейными скругленными выступами или пазами, соответствующими по форме и размерам пазам или выступам выемки в пере восстанавливаемой лопатки, обеспечивающими зацепление вставки в пере восстанавливаемой лопатки по типу пазла и препятствующего движению вставки в плоскости пера восстанавливаемой лопатки.
В частном случае может быть использована электронно-лучевая сварка.
В частном случае может быть использована лазерная сварка.
Заявленное изобретение поясняется чертежами.
На фиг. 1 изображена поврежденная лопатка.
На фиг. 2 изображена восстановленная лопатка.
На фиг. 3 изображены варианты криволинейных выступов вставки и соответствующих пазов восстанавливаемых лопаток.
Повышение прочности восстановленной сваркой лопатки достигается тем, что привариваемая к неповрежденному участку пера восстанавливаемой лопатки 4 вставка 5 (фиг. 3) имеет криволинейные скругленные выступы, соответствующие по форме и по размерам пазам в неповрежденной части восстанавливаемой лопатки 4 (фиг. 3).
На фиг. 3 представлены варианты таких выступов вставки 5, вставленных в пазы восстанавливаемых лопаток 4.
Перед сваркой вставка 5 вставляется выступом (или несколькими выступами) в соответствующие по размерам и по форме пазы неповрежденной части восстанавливаемой лопатки 4 таким образом, что установленная в паз вставка 5 становится неподвижной в плоскости пера восстанавливаемой лопатки 4. Формы вставки и выемки соответствуют друг другу, обеспечивая зацепление вставки в выемке пера восстанавливаемой лопатки по типу пазла. Такое зацепление препятствует движению вставки в плоскости пера восстанавливаемой лопатки, повышая прочность соединения.
Вставка 5 и неповрежденная часть восстанавливаемой лопатки 4 могут соединяться электронно-лучевой сваркой.
Для соединения вставки 5 и восстанавливаемой лопатки 4 может применяться и лазерная сварка, но она имеет зону термического влияния большего размера, чем у электронно-лучевой сварки и качество сварного шва при лазерной сварке может быть ниже.
При использовании любого типа сварки прочность предлагаемого сварного соединения обеспечивается не только прочностью сварного шва 6, но и прочностью материала неповрежденной части восстанавливаемой лопатки 4, удерживающего вставку 5.
После сварки шов 6, соединяющий вставку 5 и восстанавливаемую лопатку 4, обрабатывается, например, шлифованием и полированием таким образом, чтобы шов не выступал за пределы поверхности пера лопатки.
После завершения восстановления лопатки 4 вставка 5 должна иметь ту же форму и размеры, что и удаленный поврежденный участок восстанавливаемой лопатки 4, взамен которого эта вставка 5 установлена.
Контроль качества выполненного сварного шва 6, а также привариваемой вставки 5 и неповрежденной части пера восстанавливаемой лопатки 4 может быть осуществлен методами неразрушающего контроля, например, акустического, магнитного, радиационного, электрического [7], проникающими веществами.
Источники информации
1. Авторское свидетельство SU 544208 от 15.12.1981.
2. Патент на изобретение RU 2185945 от 27.02.2002.
3. Патент на изобретение RU 2240215 от 20.11.2004.
4. Патент на изобретение RU 2417869 от 10.02.2008.
5. Патент на изобретение RU 2419527 от 29.10.2009.
6. Патент на изобретение RU 2440877 от 20.01.2011.
7. Патент на изобретение RU 2717747 от 25.03.2020.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛОПАТОК ТУРБОМАШИН | 2001 |
|
RU2185945C1 |
| Способ изготовления моноколеса ГТД из заготовки с обнаруженными при её обработке дефектами | 2015 |
|
RU2612108C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПЕРА ЛОПАТКИ ТУРБОМАШИНЫ | 2009 |
|
RU2440877C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛОПАТОК ТУРБОМАШИН | 2009 |
|
RU2420383C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕКЦИЙ РОТОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2018 |
|
RU2682065C1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ ПЕРА ЛОПАТКИ НА РОТОРНОМ ДИСКЕ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И СООТВЕТСТВУЮЩИЙ МОНОЛИТНЫЙ ДИСК С ЛОПАТКАМИ | 2013 |
|
RU2649105C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЕГЧЕННОЙ ЛОПАТКИ ДЛЯ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2008 |
|
RU2401727C2 |
| ОСЕВОЙ КОМПРЕССОР ГАЗОТУРБИННОГО ДВИГАТЕЛЯ (ВАРИАНТЫ) | 2004 |
|
RU2270937C1 |
| СПОСОБ РЕМОНТА РАБОЧИХ КОЛЕС ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2005 |
|
RU2279960C1 |
| Способ восстановления концевой части пера охлаждаемой лопатки турбины газотурбинного двигателя | 2021 |
|
RU2770156C1 |
Изобретение относится к области восстановления исправного состояния лопаток компрессора газотурбинного двигателя сваркой и может быть использовано для несъемных лопаток. Способ включает выполнение на поврежденном участке пера восстанавливаемой лопатки криволинейной выемки, соединение вставки с пером восстанавливаемой лопатки в зоне выемки, приваривание сваркой вставки к перу восстанавливаемой лопатки. При этом вставку выполняют с криволинейными скругленными выступами или пазами, соответствующими по форме и размерам пазам или выступам выемки в пере восстанавливаемой лопатки, обеспечивающими зацепление вставки в выемке пера восстанавливаемой лопатки по типу паззла, и препятствующего движению вставки в плоскости пера восстанавливаемой лопатки. Изобретение позволяет повысить качество восстановления лопаток компрессора газотурбинного двигателя сваркой посредством увеличения прочности неразъемного соединения вставки с неповрежденной частью пера восстанавливаемой лопатки. 2 з.п. ф-лы, 3 ил.
1. Способ восстановления лопаток компрессора газотурбинного двигателя, включающий выполнение на поврежденном участке пера восстанавливаемой лопатки криволинейной выемки, соединение вставки с пером восстанавливаемой лопатки в зоне выемки, приваривание сваркой вставки к перу восстанавливаемой лопатки, отличающийся тем, что вставка выполнена с криволинейными скругленными выступами или пазами, соответствующими по форме и размерам пазам или выступам в пере восстанавливаемой лопатки, обеспечивающими зацепление вставки в пере восстанавливаемой лопатки по типу пазла, и препятствующего движению вставки в плоскости пера восстанавливаемой лопатки.
2. Способ по п.1, отличающийся тем, что сварка представляет собой электронно-лучевую сварку.
3. Способ по п.1, отличающийся тем, что сварка представляет собой лазерную сварку.
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛОПАТОК ТУРБОМАШИН | 2001 |
|
RU2185945C1 |
| СПОСОБ РЕМОНТА ПЕРА ЛОПАТКИ | 2003 |
|
RU2240215C1 |
| СПОСОБ РЕМОНТА МОНОКОЛЕСА ТУРБОМАШИН | 2009 |
|
RU2419527C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПЕРА ЛОПАТКИ ТУРБОМАШИНЫ | 2009 |
|
RU2440877C2 |
| US 6568077 B1, 27.05.2003 | |||
| EP 1371439 B2, 25.06.2002. | |||

