Изобретение относится к технологии ремонта охлаждаемых лопаток турбины газотурбинного двигателя с содержанием упрочняющей γ' фазы до 65%, в частности к восстановлению концевой части пера лопатки, и может быть использовано в турбомашиностроении при восстановлении длины пера лопатки.
Известно, что в результате различных условий эксплуатации газотурбинного двигателя и взаимодействия торцов рабочих лопаток турбины со статорной частью, происходит износ концевой части пера рабочих лопаток. Износ концевой части пера лопатки может достигать вплоть до износа торцовой перемычки пера лопатки, служащей для закрытия внутренних полостей лопатки.
Реализация данного способа позволяет обеспечить восстановление концевой части пера лопаток турбомашин методом пайки торцовой пластины к торцу пера с последующим формированием стенок колодца торца пера лопатки лазерной порошковой наплавкой с коаксиальной подачей порошка.
Известен способ восстановления высоты пера лопатки газотурбинного двигателя из жаропрочного сплава в «порошковой ванне» (диссертация на соискание ученой степени кандидата технических наук: «Структура и свойства восстановленных лазерной наплавкой лопаток газотурбинных двигателей из жаропрочных сплавов», автор Климов В.Г., ФГБОУ ВО СГТУ, 2019), по которому процесс восстановления высоты пера лопатки заключается в помещении ремонтной лопатки с предварительно подготовленной поверхностью шлифовкой торца пера лопатки в модульную оснастку. После чего лопатка закрепляется в модуле «порошковая ванна» с емкостью, заполняемой необходимым присадочным порошком на уровне превышающей зону восстановления пера ориентировочно на 0,8-1 мм. В модуль «газовой защиты» подается инертный защитный газ (аргон Ar) с низким расходом порядка 2-3 л/мин, для сохранения положения порошка. Процесс наплавки проходит послойно, посредством воздействия точечного лазерного импульсного излучения на поверхность профиля восстанавливаемой зоны лопатки. Для перемещения оснастки с лопаткой используется автоматизированный 3-х координатный стол. Недостаток способа заключается в том, что данный способ восстановления возможен для восстановления торцов неохлаждаемых лопаток со сплошным сечением пера и требует использование специальной модульной оснастки, содержащий модуль «порошковая ванна» и модуль «газовая защита».
Известен также способ восстановления поверхности монокристаллической или полученной направленной кристаллизацией металлической детали, которая является лопаткой газотурбинного двигателя (Патент RU № 2409708, МПК С30В 13/08, С30В 13/22, В23К 26/34, F01D 5/00, опубл. 20.01.2011), толщиной менее 2 мм, в котором на деталь направляют лазерный луч и подают поток металлического порошка той же природы, что и металлическая деталь, при этом лазерный луч имеет мощность «Р» и перемещается вдоль детали со скоростью «V», в котором луч лазера и поток порошка подают на деталь соосно и отношение P/V находится в определенном диапазоне. Наплавку осуществляют в приспособлении коробчатого типа, внутренний объем которого заполняют аргоном для создания нейтральной атмосферы. Однако, в предлагаемом способе восстановления поверхности говорится только о восстановлении стенок торца пера лопатки. Применение восстановления торцевой перемычки в приведенном способе отсутствует. При этом используется дополнительное устройство защиты зоны наплавки и охлаждения лопатки при формировании каждого последующего слоя наплавки на температуру менее 600°, что ведет к снижению производительности.
Также известно из уровня техники, что изделия из жаропрочных материалов с содержанием упрочняющей γ' фазы 60-62% возможно восстанавливать аналогичным материалом лазерно-порошковой наплавкой с коаксиальной подачей порошка в импульсном режиме с применением модулированного импульса лазерного излучения, в которой каждый модулированный импульс лазерного луча состоит из переднего фронта импульса с плотностью мощности для осуществления наплавки и заднего фронта импульса с плотностью мощности для сопутствующего подогрева зоны наплавки при температуре равной 0,7-0,8 температуры плавления жаропрочного материала, что позволяет снизить скорость охлаждения и темп деформации наплавленного металла до уровня ниже критического, что исключает образование горячих трещин (Патент RU № 2686499, МПК: В23Р 6/00, В23К 26/146, С23С 4/12, опубл. 29.04.2019). Однако применение восстановления торцевой перемычки в приведенном способе отсутствует и, при этом, данный способ реализуется при восстановлении изношенных элементов детали из жаропрочного сплава лазерно-порошковой наплавкой аналогичным наплавочным материалом с содержанием упрочняющей γ' фазы до 60-62%). Применение восстановления изношенных элементов деталей с повышенным содержанием упрочняющей γ' фазы до 65% отсутствует.
Наиболее близким аналогом (прототипом) по технической сущности и выбранным за прототип является способ восстановления концевой части рабочей лопатки турбины газотурбинного двигателя в публикации «Repair process technology development & experience of frame 7fa+e, stage 1 turbine buckets» («Разработка и опыт применения технологии ремонта турбины рабочих лопаток 1 ступени стационарного двигателя 7FA+E»), Ванкувер, Британская Колумбия, Канада, материалы ASME Turbo Expo 2011, 6-10 июня, 2011. Способ включает полное удаление поврежденного торца вместе с защитной, приваренной лучевой сваркой торцовой пластиной, служащей для закрытия внутренних полостей, с применением операции поверхностной шлифовки торца, повторное прикрепление новых пяти торцевых пластинчатых секций с применением ручной высокочастотной газовольфрамовой сварки с использованием разработанного сварочного присадочного материала и последующую приварку торцевого бордюра с использованием лазерной наплавки.
Недостаток способа заключается в том, что данный вид ремонта с использованием высокочастотной газо-вольфрамовой сварки не может применяться к жаропрочным материалам с содержанием упрочняющей γ' фазы более 60% ввиду высокой погонной энергии, характерной для газовольфрамовой сварки, что ведет к трещинообразованию как в сварном шве, так и в зоне термического влияния соединяемых материалов.
Известно, что при сварке жаропрочные никелевые сплавы с содержанием упрочняющей γ' фазы 45-60% и более, относятся к сплавам с высокой склонностью образования горячих и термических трещин, обусловленных высоким уровнем сварочных и объемных напряжений, образующихся при кристаллизации металла шва и охлаждения околошовной зоны.
Технической проблемой, решение которой обеспечивается при осуществлении предлагаемого изобретения и не может быть реализовано при использовании прототипа, является то, что данный вид ремонта с использованием высокочастотной газо-вольфрамовой сварки невозможно применить к жаропрочным материалам с содержанием упрочняющей γ' фазы более 60% ввиду высокой погонной энергии, характерной для газо-вольфрамовой сварки, что ведет к трещинообразованию как в сварном шве, так и в зоне термического влияния соединяемых материалов и не обеспечивает выхода годных лопаток после ремонта.
Технической задачей заявляемого изобретения является возможность ремонта лопаток из жаропрочного сплава с содержанием упрочняющей γ' фазы до 65% с исключением образования трещин при креплении торцовой пластины к торцу пера лопатки с последующим восстановлением стенок колодца торца пера лопатки импульсной лазерной наплавкой и выхода годных лопаток после ремонта, увеличение жизненного цикла восстанавливаемых деталей.
Поставленная задача достигается за счет того, что в способе ремонта концевой части пера охлаждаемой лопатки турбины газотурбинного двигателя, включающем удаление теплозащитного покрытия до основного материала по профилю с концевой части пера лопатки, шлифовку торца пера лопатки до торцовой перемычки, удаление торцовой перемычки с применением операции шлифовки и одновременного формирования паза под установку торцовой пластины, фиксацию торцовой пластины в подготовленный паз на торце пера лопатки, нанесение пасты припоя, крепление торцовой пластины к лопатке, механическую обработку напаянной торцовой пластины, восстановление стенки колодца торца пера лазерной наплавкой наплавочного материала, термообработку в вакууме, механическую обработку наплывов наплавки по профилю пера лопатки, люминесцентный контроль, восстановление теплозащитного покрытия концевой части пера лопатки, согласно изобретению, основным материалом лопатки является жаропрочный сплав с содержанием упрочняющей γ' фазы до 65%, при этом крепление торцовой пластины к торцу пера лопатки осуществляют способом высокотемпературной пайки в вакууме, а перед восстановлением импульсной лазерной наплавкой стенок колодца торца пера лопатки торцовую пластину предварительно подогревают лазерным лучом путем сканирования луча по поверхности торцовой пластины до температуры 600-650°С.
Кроме того, согласно изобретению, жаропрочным сплавом с содержанием упрочняющей γ' фазы до 65% является, например, сплав ВЖМ4-ВИ.
Кроме того, согласно изобретению наплавочным материалом для формирования стенок колодца торца пера лопатки является порошок жаропрочного сплава, с содержанием упрочняющей γ' фазы до 60-62%, например, из сплава ЖС32-ВИ.
В отличие от прототипа, материалом лопатки является жаропрочный сплав с содержанием упрочняющей γ' фазы до 65%. Крепление торцовой пластины к торцу пера лопатки осуществляют способом высокотемпературной пайки в вакууме припоем, например, марки ВПр44 с элементами, например, из системы легирования Ni-Cr-Al-Mo-W, предназначенным для высокотемпературной пайки в вакууме жаропрочных никелевых сплавов типа ЖС32-ВИ, с элементами, например, системы легирования Ni-Cr-Co-W-Al-Re-Ta-Nb-Mo-C с температурой пайки Тп=1280±5°С, что обеспечивает качественное крепление торцовой пластины к торцу лопатки и последующую рабочую температуру эксплуатации паяного соединения лопатки до 1050°С.
В отличие от прототипа, перед восстановлением импульсной лазерной наплавкой стенок колодца торца пера лопатки торцовую пластину предварительно подогревают лазерным лучом путем сканирования луча по поверхности торцовой пластины без подачи наплавочного порошка до температуры 600-650°С, которая достаточна для качественного сплавления присадочного порошка с поверхностью торцовой пластины и предотвращения образования трещин при формировании наплавкой первого слоя стенки колодца.
В отличие от прототипа, жаропрочным сплавом с содержанием упрочняющей γ' фазы до 65% является, например, сплав ВЖМ4-ВИ, например, из системы легирования Ni-Cr-Mo-W-Re-Ru-Ta-Co-Al.
В отличие от прототипа, наплавочным материалом для формирования стенок колодца торца пера лопатки является порошок жаропрочного сплава, с содержанием упрочняющей γ' фазы до 60-62%, например, из сплава ЖС32-ВИ, например, из системы легирования Ni-Cr-Co-W-Al-Re-Ta-Nb-Mo-C.
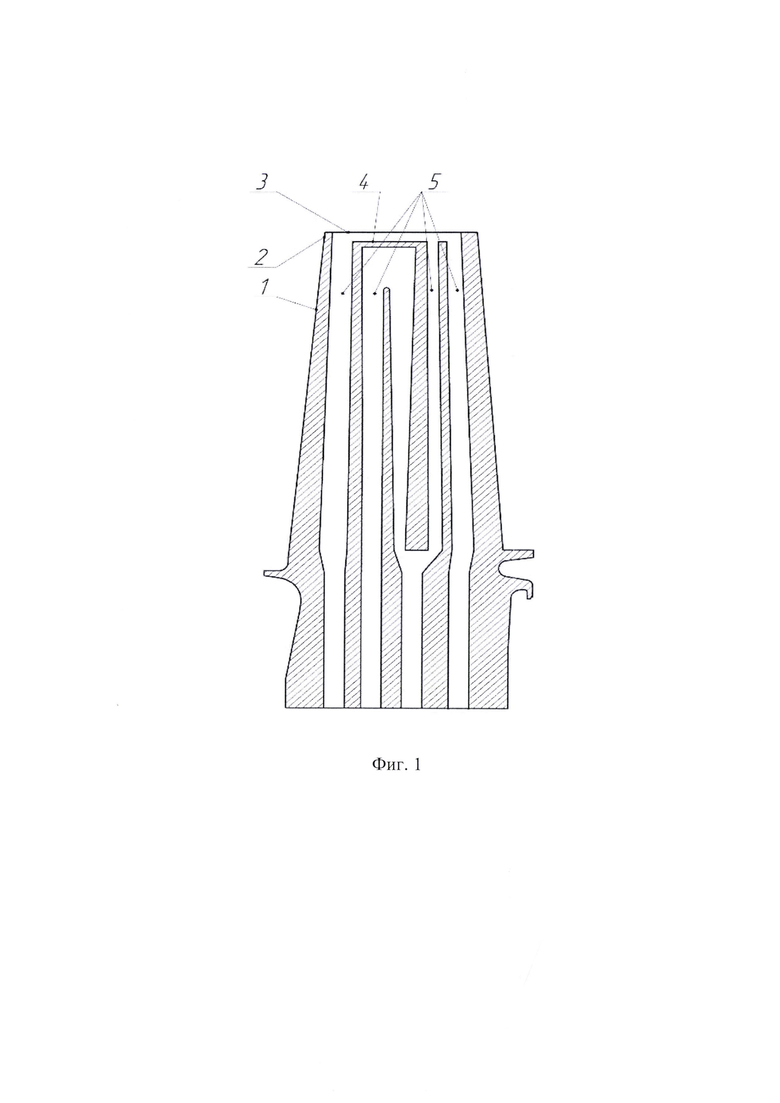
На фиг. 1 представлен разрез охлаждаемой лопатки (без позиции) турбины с торцовой перемычкой с позициями: 1 - перо лопатки, 2 - концевая часть пера лопатки, 3 - торец пера лопатки, 4 - торцовая перемычка, 5 - внутренние полости лопатки.
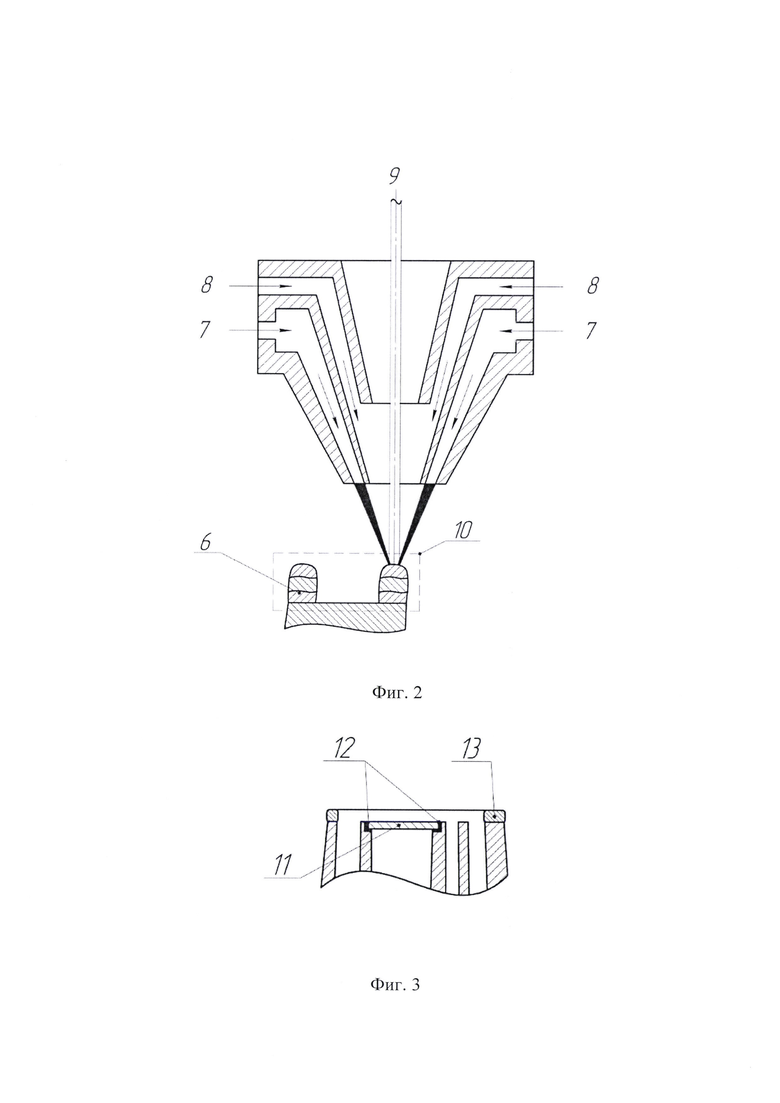
На фиг. 2 представлен разрез колодца торца пера с фрагментом наплавочного сопла лазерной установки с позициями: 6 - первый наплавленный слой колодца торца пера, 7 - защитный газ, 8 - металлический порошок (присадочный материал), 9 - лазерный луч, 10 - колодец торца пера.
На фиг. 3 представлен разрез верхней части пера охлаждаемой лопатки турбины с закрепленной методом пайки торцовой пластиной и восстановленными стенками колодца торца пера с позициями: 11 - торцовая пластина, 12 - паяный шов, 13 - стенка колодца торца пера.
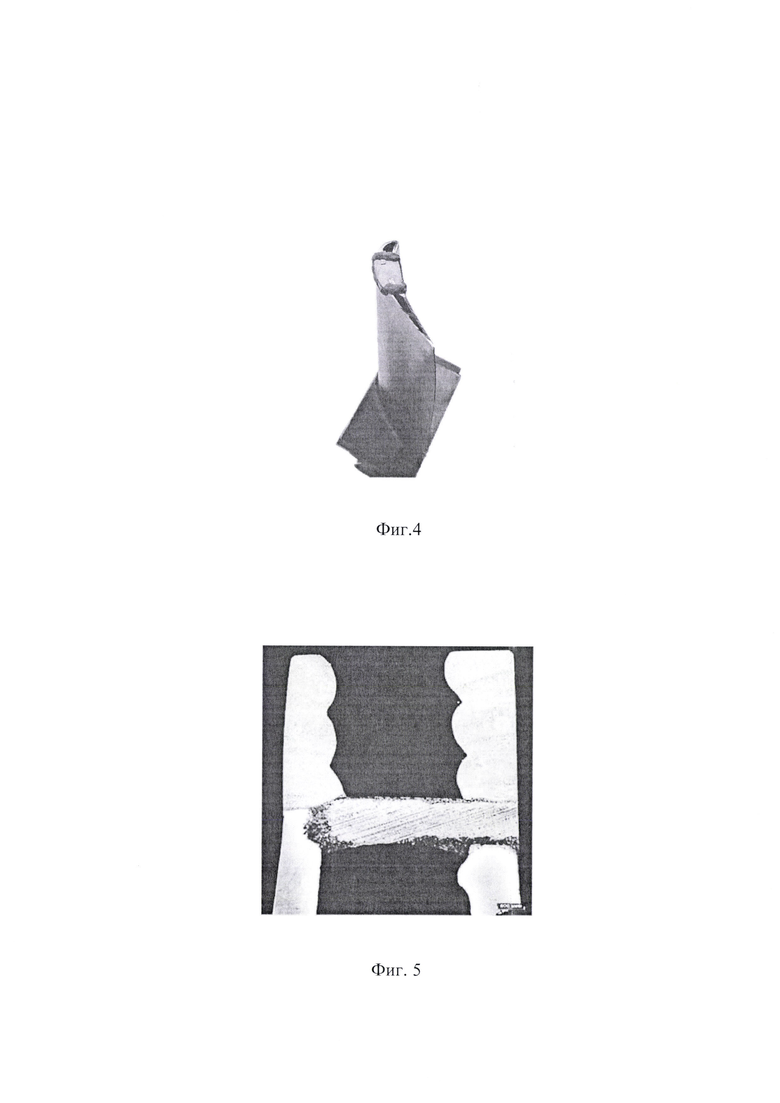
На фиг. 4 представлено фото лопатки с зафиксированной торцовой пластиной и нанесенной пастой припоя, подготовленной для пайки.
На фиг. 5 представлено фото поперечного шлифа концевой части пера лопатки с напаянной торцовой пластиной и восстановленными лазерной наплавкой стенками колодца.
Способ осуществляется следующим образом. Удаляют с наружной поверхности профиля концевой части 2 пера 1 охлаждаемой лопатки теплозащитное покрытие (не показано) до основного материала механическим способом, например, на полировальной бабке шлифовальной лентой. Затем производят шлифовку торца 3 пера 1 лопатки до торцовой перемычки 4, удаляют торцовую перемычку 4 любым известным способом, например, шлифовкой, с одновременным формированием паза (без позиции) под установку торцовой пластины 11. Далее устанавливают в паз (без позиции) и фиксируют на подготовленном торце 3 пера 1 лопатки торцовую пластину 11 вместо торцовой перемычки 4. Наносят пасту припоя, например, марки ВПр44 с элементами, например, из системы легирования Ni-Cr-Al-Mo-W, на паяемые поверхности торцовой пластины 11 и пера 1 лопатки, производят высокотемпературную пайку лопатки с торцовой пластиной 11 в вакууме, с образованием паяного шва 12. Далее проводят механическую обработку напаянной торцовой пластины 11 любым известным механическим способом, например, на полировальной бабке шлифовальной лентой до размеров, заданных технологическими документами и чертежом. Далее производят установку и фиксацию лопатки в приспособление (не показано) в вертикальном положении торцевой поверхностью вверх. Восстанавливают стенки колодца 13 торца пера 3 лопатки импульсной лазерной наплавкой наплавочным материалом. Импульсную лазерную наплавку проводят с предварительным подогревом торцовой пластины 11 лазерным лучом 9 без подачи присадочного порошка 8, путем сканирования лазерного луча 9 по поверхности торцовой пластины 11 до температуры 600-650°С, которая достаточна для обеспечения последующей качественной импульсной лазерной наплавки при формировании первого слоя 6 стенки 13 колодца 11 торца 3 пера 1 лопатки, при переходе наплавки с тонкостенного элемента торца 3 пера 1 лопатки на торцовую пластину 11, имеющей большее сечение. Температура 600-650°С определена опытным путем. При температуре подогрева торцовой пластины ниже 600°С формирование первого слоя стенки колодца торца пера лопатки на торцевой пластине происходит с дефектами в виде частичного несплавления. При температуре подогрева торцовой пластины выше 650°С происходит ухудшение геометрии первого слоя.
Формируют стенки 13 колодца 10 торца 3 пера 1 лопатки импульсной лазерной наплавкой по контуру профиля торца 3 пера 1 лопатки последовательным наложением необходимого количества слоев в среде защитного газа 7 с подачей металлического порошка (присадочного материала) 8 в зону наплавки соосно лазерному лучу 9 до полного восстановления по высоте размеров лопатки, заданных технологическим чертежом с учетом дальнейшей механической обработки. При увеличении высоты стенки колодца 13 торца 3 пера 1 лопатки по мере ее послойного формирования наложение последующих слоев производят с отступлением в вертикальном направлении вверх. Далее производится механическая обработка наплывов наплавки наружной стенки 13 колодца 10 по профилю концевой части 2 пера 1 лопатки любым известным механическим способом, например, на полировальной бабке шлифовальной лентой. Последующая термообработка производится для снятия сварочных напряжений наплавки, например, в вакуумной печи сопротивления. Люминесцентный (капиллярный) контроль осуществляют для проверки на наличие поверхностных дефектов. Восстановление теплозащитного покрытия концевой части пера лопатки осуществляют шликерным алитированием для обеспечения защиты от окисления и коррозии. Шликерное алитирование производят путем нанесения на восстановленную концевую часть пера лопатки алюминиевой краски (шликера). Далее проводят высокотемпературный отжиг при температуре 1000°С в вакуумной печи, либо в печи с контролируемой (аргон) средой.
Способ восстановления концевой части пера охлаждаемой лопатки турбины успешно прошел экспериментальные испытания в опытном производстве предприятия и в настоящее время внедряется в ремонтном производстве лопаток газотурбинного двигателей, обеспечивая повышение качества ремонта лопаток из жаропрочного суперсплава с содержанием упрочняющей γ' фазы до 65%, выход годных после ремонта лопаток, увеличение жизненного цикла восстановленных деталей.
Таким образом, предлагаемое изобретение с вышеуказанными отличительными признаками в совокупности с известными признаками, позволяет обеспечить исключение образования трещин при использовании способа, обеспечить повышение качества ремонта лопаток из жаропрочного суперсплава, выход годных после ремонта лопаток, увеличение жизненного цикла восстановленных деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕМОНТА ОХЛАЖДАЕМОЙ ЛОПАТКИ ИЗ ЖАРОПРОЧНОГО СУПЕРСПЛАВА ТУРБИНЫ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2018 |
|
RU2686499C1 |
| Способ ремонта пера охлаждаемых рабочих лопаток газотурбинных двигателей из жаропрочных сплавов методом лазерной порошковой наплавки | 2023 |
|
RU2823420C1 |
| Способ восстановления хорды профиля пера лопатки из жаропрочного никелевого сплава | 2022 |
|
RU2791745C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ С ТОНКОСТЕННЫМ ЭЛЕМЕНТОМ | 2017 |
|
RU2676937C1 |
| Способ восстановления пера лопатки газотурбинного двигателя | 2023 |
|
RU2811627C1 |
| СПОСОБ РЕМОНТА ПОВЕРХНОСТНЫХ ДЕФЕКТОВ ПЕРА ЛОПАТОК ТУРБИНЫ ГТД | 2010 |
|
RU2419526C1 |
| СПОСОБ КОНТРОЛЯ РАБОЧЕГО СОСТОЯНИЯ ЛОПАТОК РОТОРА ТУРБИН ГТД | 2010 |
|
RU2426086C1 |
| СПОСОБ НАПЛАВКИ ЖАРОПРОЧНЫХ ВЫСОКОЛЕГИРОВАННЫХ СПЛАВОВ | 2004 |
|
RU2257285C1 |
| Способ лазерной обработки поверхности стальных лопаток турбин энергетических установок | 2018 |
|
RU2751784C2 |
| СПОСОБ РЕМОНТА ЛОПАТОК ГАЗОВЫХ ТУРБИН ИЗ НИКЕЛЕВЫХ И КОБАЛЬТОВЫХ СПЛАВОВ | 2006 |
|
RU2346075C2 |
Изобретение относится к технологии ремонта охлаждаемых лопаток турбины газотурбинного двигателя и может быть использовано в турбомашиностроении. Способ включает удаление теплозащитного покрытия до основного материала, шлифовку торца пера лопатки до торцовой перемычки, удаление ее и формирование паза под установку торцовой пластины, фиксацию торцовой пластины сваркой, нанесение пасты припоя, крепление торцовой пластины к лопатке высокотемпературной пайкой в вакууме, механическую обработку, восстановление стенки колодца торца пера лазерной наплавкой, термообработку в вакууме, механическую обработку наплывов наплавки, люминесцентный контроль, восстановление теплозащитного покрытия концевой части пера лопатки. Основным материалом лопатки является жаропрочный сплав с содержанием упрочняющей γ' фазы до 65%. Перед восстановлением импульсной лазерной наплавкой стенок колодца торца пера лопатки торцовую пластину предварительно подогревают лазерным лучом путем сканирования луча по поверхности торцовой пластины до температуры 600-650°С. Изобретение обеспечивает исключение образования трещин при эксплуатации, повышение качества ремонта и увеличение жизненного цикла восстановленных деталей. 2 з.п. ф-лы, 5 ил.
1. Способ восстановления концевой части пера охлаждаемой лопатки турбины газотурбинного двигателя, включающий удаление теплозащитного покрытия до основного материала, шлифовку торца пера лопатки до торцевой перемычки, удаление торцовой перемычки с применением операции шлифовки и одновременного формирования паза под установку торцовой пластины, фиксацию торцовой пластины на подготовленном торце пера лопатки, нанесение пасты припоя, крепление торцовой пластины к лопатке, механическую обработку напаянной торцовой пластины, восстановление стенки колодца торца пера лазерной наплавкой наплавочного материала, термообработку в вакууме, механическую обработку наплывов наплавки по профилю пера лопатки, люминесцентный контроль, восстановление теплозащитного покрытия концевой части пера лопатки, отличающийся тем, что основным материалом лопатки является жаропрочный сплав с содержанием упрочняющей γ' фазы до 65%, при этом крепление торцовой пластины к торцу пера лопатки осуществляют способом высокотемпературной пайки в вакууме, а перед восстановлением импульсной лазерной наплавкой стенок колодца торца пера лопатки торцовую пластину предварительно подогревают лазерным лучом путем сканирования луча по поверхности торцовой пластины до температуры 600-650°С.
2. Способ по п. 1, отличающийся тем, что жаропрочным сплавом с содержанием упрочняющей γ' фазы до 65% является, например, сплав ВЖМ4-ВИ.
3. Способ по п. 1, отличающийся тем, что наплавочным материалом для формирования стенок колодца торца пера лопатки является порошок жаропрочного сплава с содержанием упрочняющей γ' фазы до 60-62%, например, из сплава ЖС32-ВИ.
| УОРРЕН МИГЛИЕТТИ и др | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |

