Область техники, к которой относится изобретение
Настоящее изобретение, в целом, относится к области производства компонентов транспортного средства. Более конкретно, оно относится к декоративной детали транспортного средства, узлу оконного стекла транспортного средства, имеющему декоративную деталь транспортного средства, а также способу его изготовления и к формующему устройству для изготовления узла оконного стекла транспортного средства.
Уровень техники
С быстрым развитием автомобильной промышленности внешний вид транспортных средств постоянно меняется, чтобы удовлетворять предпочтениям различных потребителей на всех уровнях. Для того, чтобы улучшать качество внешнего вида транспортных средств, все больше и больше производителей используют декоративные полосы, присоединенные на выставленных напоказ металлических листах дверей транспортного средства и оконных рамах для декорирования. Традиционные декоративные полосы, как правило, являются яркими полосами, выполненными из пластика или металла, и используются для покрытия листовых металлов стоек (передней стойки, центральной стойки и задней стойки) и/или оконных рам кузовов транспортных средств, чтобы повышать глянец внешних поверхностей, таким образом, делая транспортные средства выглядящими более роскошными и броскими.
В настоящее время, яркие декоративные полосы обычно производятся посредством процесса распыления пигмента или процесса хромирования и имеют очень блестящие или матированные серебряные внешние виды. Цвет ярких декоративных полос является монотонным, и не существует множества вариантов выбора для цвета. Следовательно, "черный и яркий" эффект, который возникает в этом контексте, пользуется широким спросом потребителей. В некоторых решениях вышеописанный эффект может быть достигнут посредством совместного экструдирования пластика и поверхностной пленки или цельного инжекционного формования черного материала с высоким блеском. Однако пластиковые декоративные полосы не полностью подходят для процесса формования оконных рам. В частности, пластиковые декоративные полосы не могут быть приспособлены к высоким температурам во время процесса объединенного инжекционного формования и, таким образом, будут повреждены. Кроме того, такой процесс является сложным и дорогостоящим. В некоторых решениях алюминиевые декоративные полосы анодируются, чтобы добиваться черных внешних видов. Однако такой процесс не только имеет высокую стоимость, но также вызывает сильное загрязнение. Кроме того, поскольку алюминиевые декоративные полосы подвержены деформации и имеют высокую хрупкость, они могут быть с трудом закреплены в полости литейной формы, и, таким образом, цельное инжекционное формование не может быть выполнено.
Сущность изобретения
Целью настоящего изобретения является решение вышеописанных проблем на предшествующем уровне техники, и предоставление декоративной детали транспортного средства, которая может получать желаемый эстетичный внешний вид с низкой стоимостью и может быть хорошо адаптирована к процессу производства компонентов окна транспортного средства, таким образом, улучшая выпуск продукции и избегая возникновения дефектов во время использования.
Для этого, согласно аспекту настоящего изобретения, предоставляется декоративная деталь транспортного средства для размещения в листовом металле стойки и/или оконной раме транспортного средства. Декоративная деталь транспортного средства содержит декоративную основную часть и декоративную пленку, присоединенную к поверхности(ям) декоративной основной части. Материалом декоративной основной части является металл, а материал декоративной пленки является гибким материалом и формирует декоративную поверхность.
Согласно вышеописанной технической концепции, настоящее изобретение может дополнительно включать в себя какой-либо один или более из последующих опциональных вариантов осуществления.
В некоторых опциональных вариантах осуществления декоративная основная часть выполняется из нержавеющей стали.
В некоторых опциональных вариантах осуществления декоративная пленка выполняется из полимера.
В некоторых опциональных вариантах осуществления декоративная пленка выполняется из поливинилиденфторида.
В некоторых опциональных вариантах осуществления декоративная пленка имеет матовую поверхность, поверхность с высоким блеском или дерматоглифическую поверхность.
В некоторых опциональных вариантах осуществления декоративная пленка имеет черный внешний вид.
В некоторых опциональных вариантах осуществления декоративная пленка является наслоенной, покрывающей или приклеенной к поверхности декоративной основной части.
В некоторых опциональных вариантах осуществления толщина декоративной пленки равна 0,01~0,2 мм.
Согласно другому аспекту настоящего изобретения, предоставляется узел оконного стекла транспортного средства. Узел оконного стекла транспортного средства содержит стеклянную основную часть и оболочку, покрывающую контур стеклянной основной части. Узел оконного стекла транспортного средства дополнительно содержит декоративную деталь транспортного средства, описанную выше, и декоративная деталь транспортного средства присоединяется к оболочке по меньшей мере на одной периферийной кромке стеклянной основной части.
В некоторых опциональных вариантах осуществления декоративная деталь транспортного средства целиком инжекционным образом формуется с оболочкой или внедряется в оболочку.
В некоторых опциональных вариантах осуществления оболочка выполняется из термопластичного полимера.
В некоторых опциональных вариантах осуществления термопластичный полимер выбирается из термопластичного вулканизированного каучука, поливинилхлорида и полипропилена.
В некоторых опциональных вариантах осуществления окно транспортного средства содержит переднее ветровое стекло, заднее ветровое стекло, стеклянное окно передней двери, стеклянное окно задней двери, люк в крыше или малое боковое окно.
Согласно другому аспекту настоящего изобретения, предоставляется способ изготовления узла оконного стекла транспортного средства. Узел оконного стекла транспортного средства содержит стеклянную основную часть и оболочку, покрывающую контур стеклянной основной части. Узел оконного стекла транспортного средства дополнительно содержит декоративную деталь транспортного средства, описанную выше. Способ содержит следующие этапы:
a. помещение декоративной детали транспортного средства в полость литейной формы и обеспечение приклеивания поверхности декоративной детали транспортного средства к внутренней стенке полости;
b. помещение стеклянной основной части, которая является обрезанной и имеющей определенную форму, в полость и закрепление стеклянной основной части на месте;
c. введение термопластичного полимера в полость, чтобы формировать оболочку, и обеспечение формования декоративной детали транспортного средства за одно целое с оболочкой по меньшей мере на одной периферийной кромке стеклянной основной части.
В некоторых опциональных вариантах осуществления дополнительно содержится этап охлаждения полости на этапе c, так что температура полости регулируется до 10~26°C.
В некоторых опциональных вариантах осуществления этап охлаждения выполняется посредством охлаждающего устройства, сопряженного с полостью литейной формы.
В некоторых опциональных вариантах осуществления этап охлаждения дополнительно выполняется посредством предоставления охлаждающего элемента на внутренней стенке полости, к которой декоративная деталь транспортного средства приклеивается.
Согласно еще одному аспекту настоящего изобретения, предоставляется формующее устройство для изготовления узла оконного стекла транспортного средства. Узел оконного стекла транспортного средства содержит стеклянную основную часть и оболочку, покрывающую контур стеклянной основной части. Узел оконного стекла транспортного средства дополнительно содержит декоративную деталь транспортного средства, описанную выше. Формующее устройство содержит литейную форму, имеющую полость. Охлаждающий элемент предусматривается на внутренней стенке полости, к которой декоративная деталь транспортного средства приклеивается.
В некоторых опциональных вариантах осуществления охлаждающий элемент присоединяется к внутренней стенке полости, к которой декоративная деталь транспортного средства приклеивается, или контактная полость формируется на внутренней стенке полости из материала, имеющего высокую теплопроводность.
В некоторых опциональных вариантах осуществления охлаждающий элемент выполняется из металла или сплава.
В некоторых опциональных вариантах осуществления охлаждающий элемент выполняется из бериллиевой меди.
В некоторых опциональных вариантах осуществления формующее устройство дополнительно содержит охлаждающее устройство, сопряженное с полостью литейной формы.
В некоторых опциональных вариантах осуществления охлаждающее устройство является устройством водяного охлаждения.
Декоративная деталь транспортного средства настоящего изобретения имеет более устойчивую рабочую характеристику по сравнению с декоративной деталью, выполненной из традиционного пластикового материала или полученную посредством анодирования металла. Металлическая декоративная основная часть имеет достаточную жесткость и является приспособленной для надежного присоединения к компонентам транспортного средства, таким как оконные рамы. Кроме того, с помощью декоративных пленок с различными свойствами поверхности пользовательские требования различных внешних видов, такие как цвет, устойчивость к царапинам, защита от УФ-излучения и т.п., могут быть удовлетворены. Узел оконного стекла транспортного средства, имеющий декоративную деталь транспортного средства, может быть изготовлен легко, в частности, может быть изготовлен посредством формующего устройства настоящего изобретения посредством способа изготовления согласно настоящему изобретению, который имеет высокую производственную эффективность и является легким для управления, и может быть широко применен во множестве прикладных задач.
Краткое описание чертежей
Другие отличительные признаки и преимущества настоящего изобретения будут лучше поняты из последующих предпочтительных вариантов осуществления, описанных подробно со ссылкой на сопровождающие чертежи, на которых:
Фиг.1 - схематичный вид, показывающий конструкцию декоративной детали транспортного средства согласно варианту осуществления настоящего изобретения;
Фиг.2 - схематичный вид, показывающий применение декоративной детали транспортного средства настоящего изобретения к оконному стеклу транспортного средства;
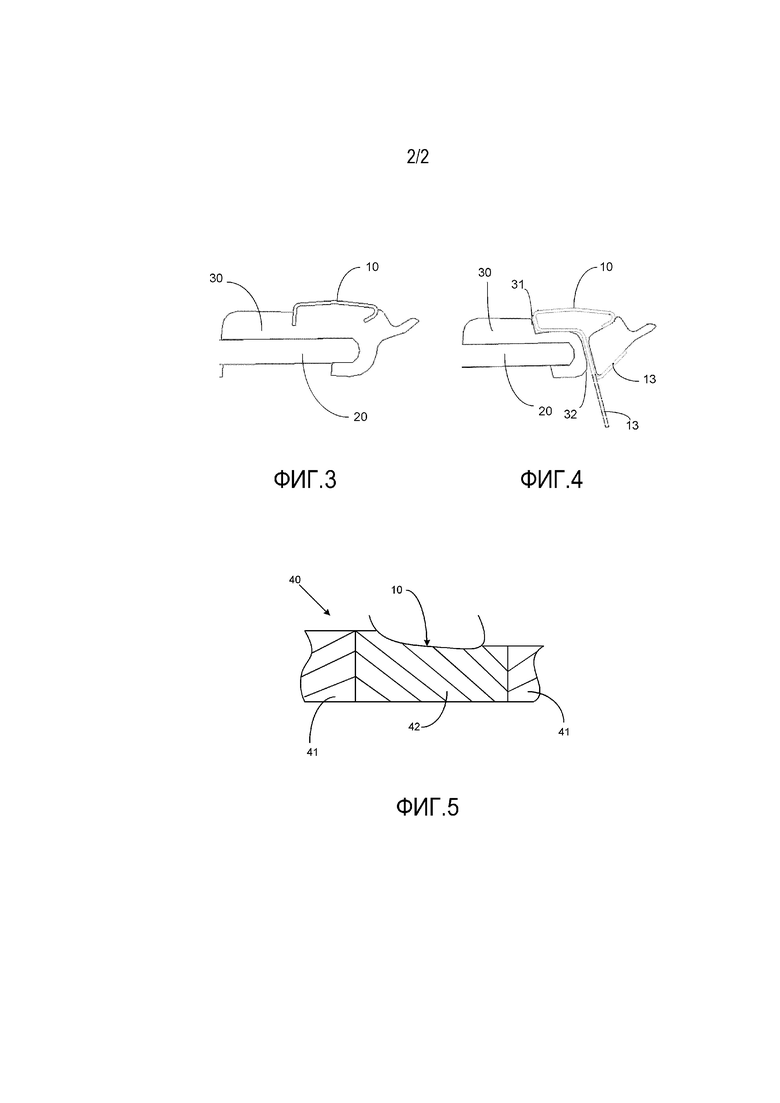
Фиг.3 - схематичный вид, показывающий узел оконного стекла транспортного средства, отформованный согласно варианту осуществления настоящего изобретения;
Фиг.4 - схематичный вид, показывающий узел оконного стекла транспортного средства, отформованный согласно другому варианту осуществления настоящего изобретения;
Фиг.5 - схематичный вид в частичном разрезе формующего устройства для изготовления узла оконного стекла транспортного средства согласно варианту осуществления настоящего изобретения.
Подробное описание изобретения
Реализация и использование вариантов осуществления будут обсуждаться подробно ниже. Однако следует понимать, что конкретные варианты осуществления, описанные в данном документе, являются просто иллюстрирующими конкретные способы реализации и использования настоящего изобретения без ограничения рамок настоящего изобретения. В описании для конструктивных позицией различных компонентов представления направлений, таких как "верхний", "нижний", "верх" и "низ" являются не абсолютными, а относительными. Когда различные компоненты размещаются, как показано на чертежах, эти представления направлений являются подходящими. Однако, когда позиции различных компонентов на чертежах изменяются, эти представления направлений также изменяются соответственно.
В данном документе "внешний" и "внутренний" являются направлениями относительно кузова транспортного средства. "Внешний" относится к направлению от кузова транспортного средства, а "внутренний" относится к направлению, обращенному к кузову транспортного средства.
В данном документе "стекло" ссылается на прозрачное полутвердое, полужидкое вещество, которое является силикатным неметаллическим материалом. Во время плавления оно формирует непрерывную сетевую структуру. Во время охлаждения его вязкость будет постепенно увеличиваться и отвердевать без кристаллизации. "Пластик" ссылается на материал, который формируется посредством полимеризации мономерных сырьевых материалов через реакции синтеза или конденсации, и основным компонентом пластика является высокомолекулярный полимер.
В данном документе "полимер" включает в себя термоотверждающийся полимер и термопластичный полимер. Термоотверждающийся полимер формируется из преполимера через реакцию отверждения в присутствии отверждающего агента. Термопластичный полимер является полимером, который может быть нагрет и расплавлен многократно и отформован в размягченном состоянии или текучем состоянии и может поддерживать форму литейной формы после охлаждения. Обычно, нет необходимости использовать отверждающий агент в процессе формования термопластичного полимера.
Согласно концепции настоящего изобретения, целью настоящего изобретения является преодоление общих недостатков в предшествующем процессе термической обработки для ярких декоративных полос транспортного средства (например, яркие декоративные полосы подвержены деформированию и коррозии и имеют высокую хрупкость) и улучшение внешнего вида кузова транспортного средства и конкурентоспособности транспортного средства.
Обращаясь сначала к фиг.1, настоящее изобретение предоставляет декоративную деталь 10 транспортного средства, которая может быть размещена в листовом металле стойки и/или оконной раме транспортного средства. Декоративная деталь транспортного средства включает в себя декоративную основную часть 11 и декоративную пленку 12, присоединенную к поверхности(ям) декоративной основной части 11. Декоративная основная часть 11 выполняется из металла. Материал декоративной пленки 12 является гибким материалом, а декоративная пленка 12 составляет внешнюю поверхность декоративной части (т.е., декоративную поверхность) после установки на кузов транспортного средства.
В некоторых вариантах осуществления декоративная основная часть 11 может быть выполнена из нержавеющей стали, чтобы добиваться низкой стоимости и высокой жесткости. Декоративная пленка 12 может быть выполнена из стойкого к высокой температуре полимера, так что декоративная пленка 12 может быть целиком присоединена к компоненту транспортного средства (например, посредством инжекционного формования), таким образом, упрощая способ изготовления и улучшая эффективность производства. В некоторых вариантах осуществления декоративная пленка 12 может быть выполнена из поливинилиденфторида (PVDF), имеющего точку плавления 170°C, температуру термического разложения 316°C или выше, и температуру длительного использования -40 ~ 150°C, что может эффективно решать проблему того, что декоративная пленка подвержена плавлению и износу во время процесса инжекционного формования. Однако другие полимеры с аналогичными свойствами также являются возможными.
Для того, чтобы получать различные внешние виды, чтобы удовлетворять потребностям различных пользователей, декоративные пленки могут быть снабжены поверхностями различных цветов, например, опциональных цветов ярких декоративных пленок, таких как черный, серый и даже серебряный. Аналогично, декоративные пленки могут иметь поверхности с различными внешними видами, например, опциональные поверхности, такие как матовая поверхность, поверхность с высоким блеском и дерматоглифическая поверхность. В некоторых вариантах осуществления декоративная пленка может быть черной PVDF-пленкой с высоким блеском.
В некоторых вариантах осуществления декоративная пленка имеет толщину 0,01 ~ 0,2 мм, например, около 0,05 мм. Таким образом, наличие декоративной пленки значительно не увеличит толщину декоративной основной части, и декоративная пленка имеет возможность нанесения на большинство существующих декоративных основных частей. Декоративная пленка может быть присоединена к декоративной основной части посредством наслоения, покрытия или клеевого соединения. В процессе наслоения традиционное устройство наслоения пленки может быть использовано для присоединения декоративной пленки к декоративной основной части; способ покрытия включает в себя, но не только, капельное покрытие, покрытие погружением, покрытие с помощью кисти, покрытие методом распыления, вакуумное напыление, гальваническое покрытие, и т.д.; в процессе клеевого соединения клеи, такие как чувствительный к давлению клей, могут быть использованы для достижения надежного связывания между декоративной пленкой и декоративной основной частью.
Фиг.2 показывает вариант осуществления, в котором декоративная деталь транспортного средства настоящего изобретения применена к кузову транспортного средства, и показывает узел оконного стекла транспортного средства для заднего малого бокового окна. Узел оконного стекла транспортного средства включает в себя стеклянную основную часть 20 и оболочку 30, покрывающую контур стеклянной основной части 20. Декоративная деталь 10 транспортного средства присоединяется к оболочке 30, по меньшей мере, на одной периферийной кромке стеклянной основной части 20. Следует понимать, что оболочка, также называемая "уплотнительным материалом", ссылается на материал, вводимый в литейную форму в расплавленном состоянии во время процесса инжекционного формования узла оконного стекла транспортного средства. В целом, оболочка является термопластичным полимером и имеет уплотняющую функцию. Термопластичный полимер может быть, например, каучуком, композитным материалом или другими материалами, которые могут быть использованы для уплотнения, включающими в себя, но не только, этиленпропилендиеновый мономер, термопластичный вулканизированный эластомер (TPV), фторкаучук, силиконовый каучук, стироль-бутадиеновый каучук, нитрильный каучук, поливинилхлорид (PVC), полипропилен (PP), уретановый каучук, акрилатный каучук, стирольный термопластичный эластомер (SEBS+PP), полисульфидный каучук, и полиметилметакрилат (PMMA). Кроме того, хотя заднее малое боковое окно иллюстрируется и описывается в качестве примера, окно включает в себя, но не только, переднее ветровое окно, заднее ветровое окно, стеклянное окно передней двери, стеклянное окно задней двери, люк в крыше и т.п.
Согласно фактическим потребностям, декоративная деталь 10 транспортного средства может быть целиком отформована с оболочкой 30 посредством инжекционного формования или внедрена в оболочку 30. В частности, обращаясь к фиг.3 и 4, фиг.3 показывает схематичный вид узла оконного стекла транспортного средства, отформованного способом цельного инжекционного формования. Декоративная деталь 10 транспортного средства целиком формуется со стеклом 20 и оболочкой 30 в процессе инжекционного формования узла оконного стекла транспортного средства. Фиг.4 показывает схематичный вид узла оконного стекла транспортного средства, сформированного способом внедрения. Оконное стекло 20 транспортного средства инжекционным образом формуется с оболочкой 30 заранее, и затем декоративная деталь 10 транспортного средства устанавливается в выемку 31, предусмотренную в оболочке 30. Декоративная деталь 10 транспортного средства имеет дальний конец 13, который может быть внедрен в зазор 32 оболочки 30. Когда внедрен на место, дальний конец 13 может быть согнут и находиться в плотном соприкосновении с оболочкой 30, тем самым, завершая сборку узла оконного стекла транспортного средства. Несогнутый дальний конец 13 показан штриховыми линиями на фиг.4.
С точки зрения процесса производства и эффективности, декоративная деталь транспортного средства предпочтительно объединяется в узел оконного стекла транспортного средства способом цельного формования, который помогает избегать дефектов сборки декоративной детали транспортного средства и проблемы того, что трещины или вспучивания могут возникать в декоративной детали, чтобы влиять на внешний вид и использование, после того как узел оконного стекла транспортного средства установлен в транспортном средстве.
В варианте осуществления, в котором узел оконного стекла транспортного средства включает в себя целиком инжекционным образом отформованную декоративную деталь транспортного средства, декоративная пленка для декоративной детали транспортного средства согласно настоящему изобретению является более мягкой по сравнению с декоративной основной частью, и материал для инжекционного формования, вводимый в полость литейной формы, чтобы формировать оболочку, имеет высокую температуру, обычно выше 180°C, в то время как точка плавления декоративной пленки является низкой. Следовательно, для того, чтобы предотвращать воздействие высокотемпературной окружающей среды на декоративную пленку во время процесса инжекционного формования (например, вынуждающего декоративную пленку быть подверженной царапанию и плавлению, и т.д.), в формующем устройстве, предоставляемом посредством настоящего изобретения, охлаждающий элемент преимущественно предусматривается на внутренней стенке полости, к которой декоративная деталь транспортного средства приклеивается.
В некоторых вариантах осуществления охлаждающий элемент может быть выполнен из металла или сплава, имеющего высокую теплопроводность, включающего в себя, но не только бериллиевую медь, которая имеет теплопроводность, равную или больше 105 Вт/м∙K (20°С), и является очень подходящей для внутренней вставки формы для инжекционного формования. В некоторых вариантах осуществления охлаждающий элемент может быть присоединен к внутренней стенке полости, и способ присоединения включает в себя, но не только, механическое соединение или клеевое связывание. В некоторых вариантах осуществления область полости в соприкосновении с декоративной деталью транспортного средства может быть выполнена из материала, имеющего отличную теплопроводность, чтобы формировать охлаждающий элемент. Например, как показано на фиг.5, в полости 40 литейной формы, внутренняя стенка 41 в соприкосновении со стеклом или оболочкой может быть выполнена из традиционного материала, а область 42 в соприкосновении с декоративной деталью 10 транспортного средства может быть выполнена из материала, такого как бериллиевая медь, чтобы формировать отдельную контактную полость таким образом, чтобы облегчать теплорассеяние в этой области.
Предпочтительно, формующее устройство дополнительно включает в себя охлаждающее устройство, сопряженное с полостью литейной формы. В некоторых вариантах осуществления охлаждающее устройство является устройством водяного охлаждения. Следует понимать, что любое другое возможное охлаждающее устройство может быть применено в зависимости от окружающей среды, пространства, стоимости и т.п.
Способ изготовления для применения декоративной детали транспортного средства к узлу оконного стекла транспортного средства будет кратко изложен ниже. Способ изготовления включает в себя следующие этапы:
Этап a. помещение декоративной детали транспортного средства в полость литейной формы и предоставление возможности декоративной поверхности приклеиваться к внутренней стенке полости, которая может иметь вышеупомянутую контактную полость, выполненную, например, из бериллиевой меди;
Этап b. помещение стеклянной основной части, которая обрезается и получает форму, в полость и закрепление стеклянной основной части на месте;
Этап c. введение термопластичного полимера в полость, чтобы формировать оболочку, и предоставление возможности отливки декоративной детали транспортного средства целиком с оболочкой по меньшей мере на одной периферийной кромке стеклянной основной части.
Дополнительно, этап охлаждения полости дополнительно включается в этап c, так что температура полости регулируется до 10°C ~ 26°С (например, ниже 25°C), чтобы предохранять декоративную пленку от плавления и подвергания царапанию при более высокой температуре. Это регулирование температуры может быть выполнено посредством охлаждающего устройства, сопряженного с полостью литейной формы, такого как устройства водяного охлаждения, описанного выше. Следует понимать, что способ изготовления узла оконного стекла транспортного средства дополнительно включает в себя этап наблюдения за процессом инжекционного формования, особенно наблюдения за температурой полости. Кроме того, необходимо наблюдать и регулировать степень смыкания литейной формы, чтобы предоставлять возможность декоративной детали транспортного средства быть в полном соприкосновении с полостью, с тем, чтобы предохранять материал для инжекционного формования, имеющий высокую температуру, от утечки и неблагоприятного воздействия на внешний вид декоративной детали транспортного средства.
Декоративная деталь транспортного средства согласно настоящему изобретению обладает устойчивой рабочей характеристикой и может удовлетворять пользовательским требованиям различных внешних видов. Когда декоративная деталь транспортного средства применяется к узлу оконного стекла транспортного средства, плохой внешний вид, вызванный ударом или царапанием в процессе формования и процессе ежедневной эксплуатации, может быть предотвращен. Формующее устройство и способ изготовления узла оконного стекла транспортного средства согласно настоящему изобретению являются легкими для реализации, экономичными по стоимости и имеют широкие перспективы применения.
Здесь, следует понимать, что варианты осуществления, показанные на фиг.1-5, показывают только опциональные формы, размеры и компоновки различных опциональных компонентов декоративной детали транспортного средства, узла оконного стекла транспортного средства и формующего устройства согласно настоящему изобретению, которые являются просто иллюстративными, а не ограничивающими. Другие формы, размеры и компоновки могут быть применены без отступления от духа и рамок настоящего изобретения. В различных вариантах осуществления, упомянутых выше, стеклянная основная часть может быть выбрана из обычного стекла, закаленного стекла, сверхтонкого стекла, плоского стекла, изогнутого стекла и т.п. Может быть понятно, что форма, размер и т.п. стекла могут быть изменены согласно различным применениям и различным требованиям для внешнего вида.
Техническое содержание и технические признаки настоящего изобретения были описаны выше. Однако будет понятно, что специалисты в области техники могут выполнять различные изменения и улучшения в вышеописанной концепции, но все изменения и улучшения попадают в рамки защиты настоящего изобретения. Описание вышеупомянутых вариантов осуществления является иллюстративным, а не ограничивающим, и рамки защиты настоящего изобретения определяются формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИБОРНАЯ ПАНЕЛЬ ТРАНСПОРТНОГО СРЕДСТВА (ВАРИАНТЫ) И СПОСОБ ФОРМИРОВАНИЯ КОМПОНЕНТА ТРАНСПОРТНОГО СРЕДСТВА | 2016 |
|
RU2707597C2 |
| ПРИБОРНАЯ ПАНЕЛЬ ТРАНСПОРТНОГО СРЕДСТВА (ВАРИАНТЫ) | 2015 |
|
RU2668776C2 |
| ПРИБОРНАЯ ПАНЕЛЬ ТРАНСПОРТНОГО СРЕДСТВА (ВАРИАНТЫ) | 2015 |
|
RU2679943C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТМАССОВОЙ СЪЕМНОЙ ДЕТАЛИ ТРАНСПОРТНОГО СРЕДСТВА | 2017 |
|
RU2695185C1 |
| ГИБРИДНЫЙ БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ С ПЛАСТИКОВОЙ ГИЛЬЗОЙ | 2019 |
|
RU2769416C1 |
| ПАНЕЛЬ ПРИБОРОВ ДЛЯ ТРАНСПОРТНОГО СРЕДСТВА | 2015 |
|
RU2671341C2 |
| НАКЛАДКА НА ДВЕРЬ ТРАНСПОРТНОГО СРЕДСТВА | 2015 |
|
RU2673304C2 |
| ЭНЕРГОПОГЛОЩАЮЩИЕ КРЕПЕЖНЫЕ СИСТЕМЫ ДЛЯ ОКНА ТРАНСПОРТНОГО СРЕДСТВА | 1993 |
|
RU2123434C1 |
| ПОСАДОЧНЫЙ УЗЕЛ ДЛЯ ТРАНСПОРТНОГО СРЕДСТВА, СИДЕНЬЕ ТРАНСПОРТНОГО СРЕДСТВА И СПОСОБ ОХЛАЖДЕНИЯ СИДЕНЬЯ ТРАНСПОРТНОГО СРЕДСТВА | 2016 |
|
RU2697323C2 |
| УЗЕЛ ГЕРМЕТИЗИРОВАННОГО ОКНА С ИНТЕГРИРОВАННЫМ УПЛОТНИТЕЛЕМ И СПОСОБ ЕГО УСТАНОВКИ | 2009 |
|
RU2498911C2 |
Группа изобретений относится к декоративной детали 10, узлу оконного стекла транспортного средства с декоративной деталью, способу изготовления и формующее устройство для него. Декоративная деталь 10 транспортного средства размещается в листовом металле стойки и/или оконной раме транспортного средства и содержит декоративную основную часть 11 и декоративную пленку 12, присоединенную к поверхности декоративной основной части 11. Декоративная основная часть 11 выполнена из металла, а материал декоративной пленки 12 является гибким материалом и формирует декоративную поверхность. Декоративная пленка имеет толщину 0,05~0,2 мм и имеет устойчивую рабочую характеристику и может удовлетворять пользовательским требованиям различных внешних видов. Плохой внешний вид, вызванный ударом или царапанием в процессе формования и ежедневной эксплуатации, может быть предотвращен, когда декоративная деталь 10 транспортного средства применяется к узлу оконного стекла транспортного средства. Формовочное устройство и способ изготовления узла оконного стекла транспортного средства являются легкими для реализации, экономичными по стоимости и имеют широкие перспективы применения. 4 н. и 17 з. п. ф-лы, 5 ил.
1. Декоративная деталь транспортного средства для размещения в листовом металле стойки и/или оконной раме транспортного средства, причем декоративная деталь транспортного средства содержит декоративную основную часть и декоративную пленку, присоединенную к поверхности(ям) декоративной основной части, и при этом материалом декоративной основной части является металл, а материал декоративной пленки является гибким материалом и формирует декоративную поверхность, причем декоративная пленка имеет толщину 0,05~0,2 мм.
2. Декоративная деталь транспортного средства по п.1, в которой декоративная основная часть выполнена из нержавеющей стали.
3. Декоративная деталь транспортного средства по п.1, в которой декоративная пленка выполнена из полимера.
4. Декоративная деталь транспортного средства по п.3, в которой декоративная пленка выполнена из поливинилиденфторида.
5. Декоративная деталь транспортного средства по п.1, в которой декоративная пленка имеет матированную поверхность, поверхность с высоким блеском или дерматоглифическую поверхность.
6. Декоративная деталь транспортного средства по п.1, в которой декоративная пленка имеет черный внешний вид.
7. Декоративная деталь транспортного средства по п.1, в которой декоративная пленка наслоена, нанесена или приклеена к поверхности декоративной основной части.
8. Узел оконного стекла транспортного средства, содержащий стеклянную основную часть и оболочку, покрывающую контур стеклянной основной части, при этом узел оконного стекла транспортного средства дополнительно содержит декоративную деталь транспортного средства по любому из пп.1-7, и декоративная деталь транспортного средства присоединена к оболочке по меньшей мере на одной периферийной кромке стеклянной основной части.
9. Узел оконного стекла транспортного средства по п.8, в котором декоративная деталь транспортного средства сформована за одно целое с оболочкой или внедрена в оболочку.
10. Узел оконного стекла транспортного средства по п.8, в котором оболочка выполнена из термопластичного полимера.
11. Узел оконного стекла транспортного средства по п.10, в котором термопластичный полимер выбирается из термопластичного вулканизированного каучука, поливинилхлорида и полипропилена.
12. Узел оконного стекла транспортного средства по п.8, в котором окно транспортного средства содержит переднее ветровое окно, заднее ветровое окно, стеклянное окно передней двери, стеклянное окно задней двери, люк в крыше или малое боковое окно.
13. Способ изготовления узла оконного стекла транспортного средства, где узел оконного стекла транспортного средства содержит стеклянную основную часть и оболочку, покрывающую контур стеклянной основной части, при этом узел оконного стекла транспортного средства дополнительно содержит декоративную деталь транспортного средства по любому из пп.1-7, и способ содержит следующие этапы:
a) помещение декоративной детали транспортного средства в полость литейной формы и обеспечение приклеивания поверхности декоративной детали транспортного средства к внутренней стенке полости;
b) помещение стеклянной основной части, которая является обрезанной и имеющей определенную форму, в полость и закрепление стеклянной основной части на месте;
c) введение термопластичного полимера в полость, чтобы формировать оболочку, и обеспечение формования декоративной детали транспортного средства за одно целое с оболочкой по меньшей мере на одной периферийной кромке стеклянной основной части,
при этом способ дополнительно содержит этап охлаждения полости на этапе c, причем этап охлаждения выполняют посредством обеспечения охлаждающего элемента на внутренней стенке полости, к которой декоративная деталь транспортного средства приклеивается.
14. Способ изготовления узла оконного стекла транспортного средства по п.13, в котором, во время этапа охлаждения полости на этапе c, температура полости регулируется до 10~26°C.
15. Способ изготовления узла оконного стекла транспортного средства по п.14, в котором этап охлаждения дополнительно выполняют посредством охлаждающего устройства, сопряженного с полостью литейной формы.
16. Формующее устройство для изготовления узла оконного стекла транспортного средства, где узел оконного стекла транспортного средства содержит стеклянную основную часть и оболочку, покрывающую контур стеклянной основной части, при этом узел оконного стекла транспортного средства дополнительно содержит декоративную деталь транспортного средства любому из пп.1-7, и формующее устройство содержит литейную форму, имеющую полость, причем на внутренней стенке полости, к которой приклеивается декоративная деталь транспортного средства, предусмотрен охлаждающий элемент.
17. Формующее устройство для изготовления узла оконного стекла транспортного средства по п.16, в котором охлаждающий элемент присоединен к внутренней стенке полости, к которой декоративная деталь транспортного средства приклеивается, или формируется контактная полость на внутренней стенке полости из материала, имеющего высокую теплопроводность.
18. Формующее устройство для изготовления узла оконного стекла транспортного средства по п.16, в котором охлаждающий элемент выполнен из металла или сплава.
19. Формующее устройство для изготовления узла оконного стекла транспортного средства по п.18, в котором охлаждающий элемент выполнен из бериллиевой меди.
20. Формующее устройство для изготовления узла оконного стекла транспортного средства по п.16, при этом формующее устройство дополнительно содержит охлаждающее устройство, сопряженное с полостью литейной формы.
21. Формующее устройство для изготовления узла оконного стекла транспортного средства по п.20, в котором охлаждающее устройство является устройством водяного охлаждения.
| CN 206141464 U, 03.05.2017 | |||
| CN 108068270 A, 25.05.2018 | |||
| CN 204196802 U, 11.03.2015 | |||
| УСТРОЙСТВО ОТОБРАЖЕНИЯ ПОЛОСЫ ДВИЖЕНИЯ И СПОСОБ ОТОБРАЖЕНИЯ ПОЛОСЫ ДВИЖЕНИЯ | 2015 |
|
RU2687393C1 |

