Изобретение относится к технологии ремонта охлаждаемых лопаток из жаропрочного суперсплава турбины газотурбинного двигателя с содержанием упрочняющей Y' фазы не менее 60% и может быть использовано в турбомашиностроении при восстановлении длины пера лопатки. Реализация данного способа позволяет обеспечить высокое качество восстановления деталей турбомашин методом импульсной лазерной наплавки с использованием присадочного материала, идентичному по химическому составу материалу лопатки.
Известен способ импульсной лазерной наплавки металлов (Патент RU №2502588, МПК В23К 26/34, публ. 27.12.2013) на любые трехмерные поверхности из металлических материалов, при котором осуществляют подачу присадочного материала в виде проволоки и воздействие на него и зону наплавки импульсным лазерным излучением. Осуществляют амплитудную модуляцию лазерного излучения каждого импульса. Наплавку металла производят в защитной среде из инертных газов, а в качестве инертных газов используют аргон и гелий. В результате обеспечивается снижение скорости самоохлаждения и темпа деформации наплавленного слоя металла до уровня ниже критического.
Недостаток способа заключается в том, что присадочный материал используют в виде проволоки. Известно, что присадочный материал для жаропрочных суперсплавов с содержанием упрочняющей Y' фазы более 60% выпускается только в виде порошка.
Известен также способ сварки заготовок из высокожаропрочных суперсплавов с особой массовой скоростью подачи присадочного материала (Патент RU №2510994, МПК В23К 26/34, публ. 10.04.2014), при котором создают с помощью лазерного источника тепла зоны подвода тепла на поверхности заготовки. Подают с помощью устройства сварочный присадочный материал в зону подвода тепла. Подачу сварочного присадочного материала осуществляют с массовой скоростью ≤350 мг/мин, а параметры сварки, такие как подаваемая мощность, скорость сварки, диаметр луча сварки, выбирают из условия обеспечения скорости охлаждения при кристаллизации материала, по меньшей мере, 8000 Кельвинов в секунду.
Недостаток способа заключается в использовании дополнительного устройства подачи присадочного материала, а также данный способ не обеспечивает качественный ремонт лопаток из материала с содержанием упрочняющей Y' фазы не менее 60%, так как параметры сварки обеспечивают скорость охлаждения при кристаллизации, по меньшей мере 8000 Кельвинов в секунду, при этом не исключается возможность трещинообразования в температурном интервале хрупкости материала в зоне сплавления и наплавленном валике.
Наиболее близким по техническому решению является способ восстановления поверхности монокристаллической или полученной направленной кристаллизацией металлической детали (Патент RU №2409708, МПК С30 В13/08, С30 В13/22, В23К 26/34, F01D 5/00, публ. 20.01.2011), принятый за наиболее близкий аналог (прототип) толщиной менее 2 мм, в котором на деталь направляют лазерный луч и подают поток металлического порошка той же природы, что и металлическая деталь, при этом лазерный луч имеет мощность «Р» и перемещается вдоль детали со скоростью «V», в котором луч лазера и поток порошка подают на деталь соосно и отношение P/V находится в определенном диапазоне. Наплавку осуществляют в приспособлении коробчатого типа, внутренний объем которого заполняют аргоном для создания нейтральной атмосферы. Недостаток способа заключается в использовании дополнительного устройства защиты зоны наплавки и охлаждения лопатки при формировании каждого последующего слоя наплавки на температуру менее 600°, что ведет к снижению производительности.
Известно, что при сварке жаропрочные никелевые сплавы с содержанием У фазы 45 -60% и более, относятся к сплавам с высокой склонностью образования горячих и термических трещин, обусловленных высоким уровнем сварочных и объемных напряжений, образующихся при кристаллизации металла шва и охлаждения околошовной зоны. К таким сплавам относится, например, высоколегированный никелевый сплав ЖС32-ВИ, с содержанием Y' фазы 62-64%. При сварке технологическая прочность в процессе кристаллизации металла шва определяется температурным интервалом хрупкости металла (ТИХ), его пластичностью и темпом нарастания деформации в ТИХ, который в свою очередь зависит от скорости охлаждения.
Для повышения технологической прочности при лазерной сварке необходимо уменьшить скорость охлаждения металла шва. Технологическим приемом предупреждения образования горячих трещин может быть предварительный или сопутствующий подогрев зоны сварки, снижающий темп нарастания деформаций в ТИХ ниже критического.
Технической задачей заявляемого изобретения является повышение качества ремонта лопаток из жаропрочного суперсплава.
Поставленная задача достигается за счет того, что в способе ремонта охлаждаемой лопатки из жаропрочного суперсплава турбины газотурбинного двигателя, включающий предварительное удаление с поверхности пера лопатки теплозащитного покрытия, зачистку торца колодца пера лопатки от следов приработки, зачистку наружной и внутренней поверхности стенок колодца торца пера лопатки, установку и фиксацию лопатки в приспособлении, подачу соосно лазерному лучу потока металлического порошка, химический состав которого совпадает с материалом лопатки, наплавку металлического порошка на торец колодца пера лопатки в среде защитного газа, термическую обработку в вакууме и контроль, согласно изобретению, наплавку металлического порошка осуществляют лазерным лучом в импульсном режиме с амплитудной модуляцией импульса с плотностью мощности, в которой каждый модулированный импульс лазерного луча состоит из переднего фронта импульса с плотностью мощности для осуществления наплавки, и заднего фронта импульса с плотностью мощности для сопутствующего подогрева зоны наплавки при температуре, равной 0,7-10,8 температуры плавления жаропрочного суперсплава лопатки, при этом обеспечивают отношение диаметра пятна луча лазера к ширине наплавляемой поверхности 0,5…0,7.
Кроме того, согласно изобретению, жаропрочным суперсплавом охлаждаемой лопатки является сплав ЖС32-ВИ.
Кроме того, согласно изобретению, металлическим порошком для наплавки является жаропрочный суперсплав ЖС32-ВИ в виде порошка фракцией 40-80 мкм.
Кроме того, согласно изобретению, защиту зоны наплавки осуществляют защитным газом локально, с расходом 6-7 л/мин.
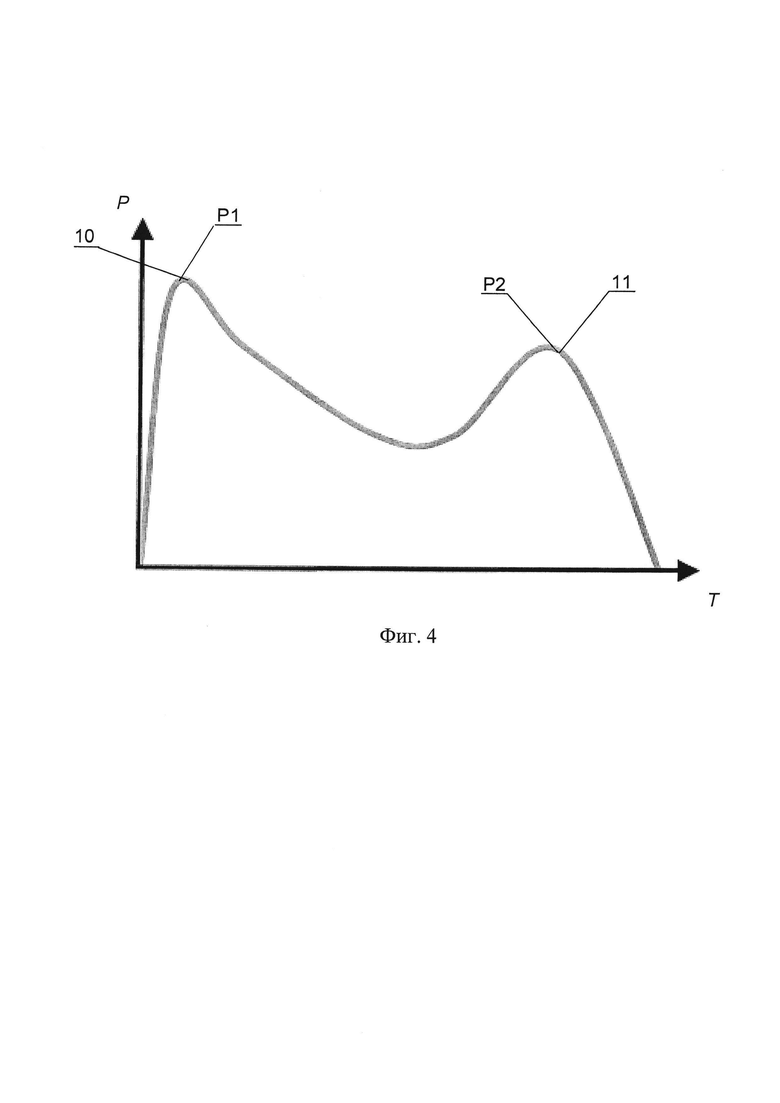
В отличие от прототипа, проводят наплавку металлического порошка лазерным лучом в импульсном режиме с периодическим воздействием каждого модулированного импульса, при этом каждый модулированный импульс лазерного луча состоит из переднего фронта импульса Р1 с плотностью мощности, которым осуществляют наплавку присадочного материала, и заднего фронта импульса Р2 с плотностью мощности, необходимой для сопутствующего подогрева зоны наплавки до температуры равной 0,7÷0,8 температуры плавления жаропрочного суперсплава лопатки, при этом отношение диаметра пятна луча лазера к ширине наплавляемой поверхности составляет 0,5…0,7, что в совокупности с сопутствующим подогревом позволяет снизить скорость охлаждения и темп деформации наплавленного металла до уровня ниже критического, что исключает образование горячих трещин, повышает качество ремонта охлаждаемой лопатки. Кроме того, согласно изобретению, жаропрочным суперсплавом охлаждаемой лопатки является сплав ЖС32-ВИ, металлическим порошком является жаропрочный суперсплав ЖС32-ВИ в виде порошка фракцией 40-80 мкм, защиту зоны наплавки осуществляют защитным газом локально, с расходом 6-7 л/мин, что обеспечивает качественную защиту зоны наплавки лопаток.
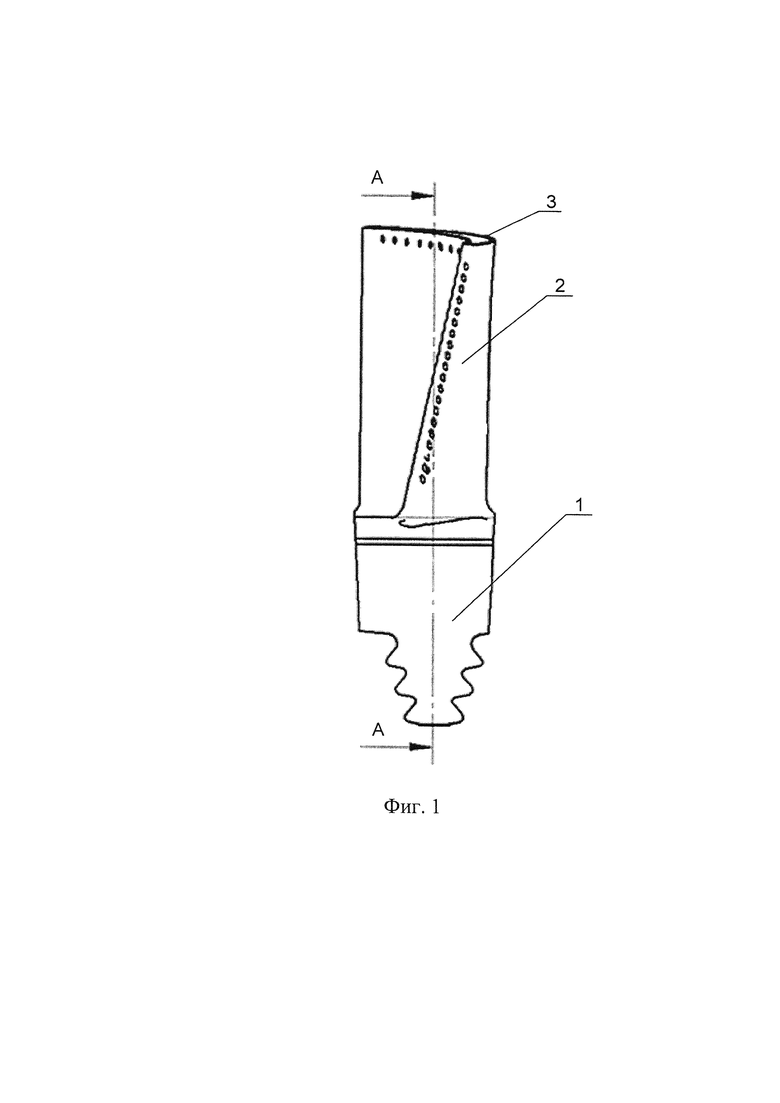
На фиг. 1 - представлена охлаждаемая лопатка из жаропрочного суперсплава турбины газотурбинного двигателя.
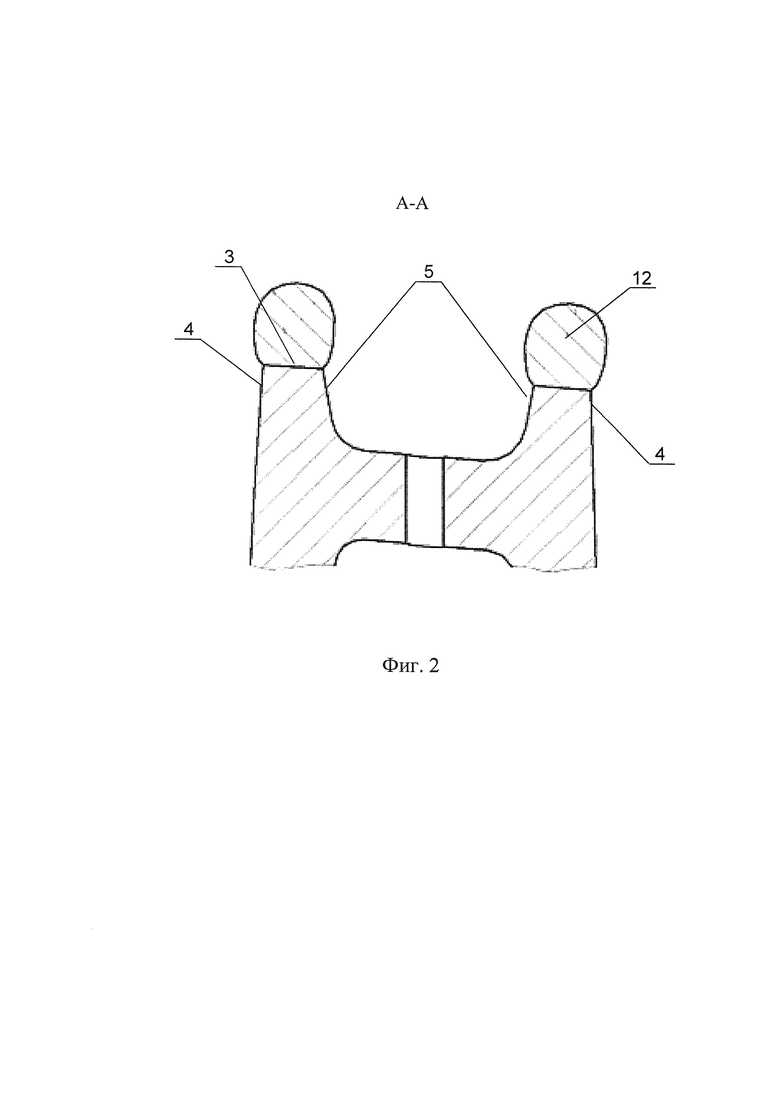
На фиг. 2 - представлен разрез верхней части пера охлаждаемой лопатки турбины газотурбинного двигателя.
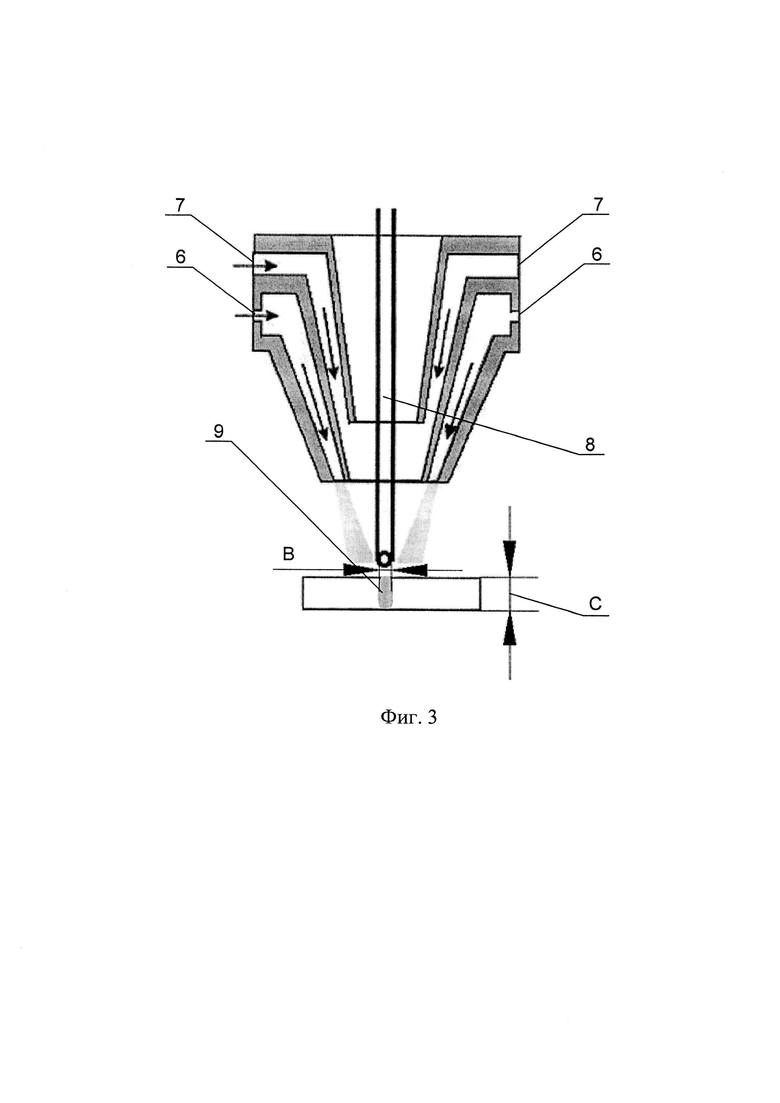
На фиг. 3 - представлена схема наплавки торца колодца пера охлаждаемой лопатки турбины газотурбинного двигателя.
На фиг. 4 - представлен модулированный импульс лазерного луча.
На фиг. 5 - представлено фото верхней части со стороны спинки пера охлаждаемой лопатки турбины газотурбинного двигателя с восстановленным торцом.
Способ осуществляется следующим образом. Предварительно удаляют с поверхности пера 2 охлаждаемой лопатки 1 теплозащитное покрытие, зачищают торец 3 пера 2 лопатки 1, зачищают наружную 4 и внутреннюю 5 поверхность стенок колодца (без позиции) пера 2 лопатки 1, на зачищенный торец 3 лопатки 1 подают соосно лазерному лучу 8 транспортирующим газом гелием металлический порошок 6 (присадочный материал), химический состав которого совпадает с материалом лопатки, наплавку осуществляют лазерным лучом 8 в импульсном режиме с амплитудной модуляцией импульса с плотностью мощности импульса, при этом каждый модулированный импульс лазерного луча состоит из переднего фронта импульса 10 (Р1) с плотностью мощности для наплавки присадочного материала и заднего фронта импульса 11 (Р2) с плотностью мощности для сопутствующего подогрева зоны наплавки до температуры равной 0,7÷0,8 температуры плавления основного материала, при этом отношение диаметра пятна луча лазера В к ширине наплавляемой поверхности С составляет 0,5…0,7.
Жаропрочным суперсплавом охлаждаемой лопатки является сплав ЖС32-ВИ, металлическим порошком является жаропрочный суперсплав ЖС32-ВИ в виде порошка фракцией 40-80 мкм, защиту зоны наплавки осуществляют защитным газом локально, с расходом 6-7 л/мин,
В процессе лазерной наплавки наплавленного слоя 12 с соосной лазерному лучу 8 подачей порошка 6, транспортирующий газ гелий формирует струю наплавляемого присадочного материала - металлического порошка 6, который переплавляется под воздействием лазерного луча 8 в среде защитного газа аргона 7.
Преимуществом такого способа подачи является независимость размеров нанесенного валика от направления наплавки. Количество наплавленных слоев 12 наносится в зависимости от степени износа торца охлаждаемой лопатки 1.
Таким образом, предлагаемый способ ремонта охлаждаемой лопатки из жаропрочного суперсплава турбины газотурбинного двигателя с вышеуказанными отличительными признаками в совокупности с известными признаками обеспечивает повышение качества ремонта лопаток из жаропрочного суперсплава за счет исключения образования трещин при лазерной импульсной наплавке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления концевой части пера охлаждаемой лопатки турбины газотурбинного двигателя | 2021 |
|
RU2770156C1 |
| Способ восстановления хорды профиля пера лопатки из жаропрочного никелевого сплава | 2022 |
|
RU2791745C1 |
| Способ ремонта пера охлаждаемых рабочих лопаток газотурбинных двигателей из жаропрочных сплавов методом лазерной порошковой наплавки | 2023 |
|
RU2823420C1 |
| Способ восстановления пера лопатки газотурбинного двигателя | 2023 |
|
RU2811627C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ С ТОНКОСТЕННЫМ ЭЛЕМЕНТОМ | 2017 |
|
RU2676937C1 |
| СПОСОБ СВАРКИ ЗАГОТОВОК ИЗ ВЫСОКОЖАРОПРОЧНЫХ СУПЕРСПЛАВОВ С ОСОБОЙ МАССОВОЙ СКОРОСТЬЮ ПОДАЧИ СВАРОЧНОГО ПРИСАДОЧНОГО МАТЕРИАЛА | 2010 |
|
RU2510994C2 |
| СПОСОБ РЕМОНТА ОХЛАЖДАЕМОЙ РАБОЧЕЙ ЛОПАТКИ ТУРБИНЫ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2001 |
|
RU2177863C1 |
| СПОСОБ РЕМОНТА КОНТАКТНОЙ ПОВЕРХНОСТИ БАНДАЖНОЙ ПОЛКИ РАБОЧЕЙ ЛОПАТКИ ТУРБИНЫ | 2001 |
|
RU2179915C1 |
| РЕМОНТ ПОЛУЧЕННЫХ НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ СПЛАВОВ | 2013 |
|
RU2599322C2 |
| СПОСОБ ЛАЗЕРНО-ПОРОШКОВОЙ НАПЛАВКИ ЗАЩИТНОГО ПОКРЫТИЯ НА ВХОДНЫЕ КРОМКИ РАБОЧИХ ЛОПАТОК ПАРОВЫХ ТУРБИН | 2016 |
|
RU2617077C2 |
Изобретение относится к способу ремонта охлаждаемых лопаток из жаропрочного суперсплава турбины газотурбинного двигателя. Способ включает предварительное удаление с поверхности пера лопатки теплозащитного покрытия, зачистку торца колодца пера лопатки от следов приработки, зачистку наружной и внутренней поверхности стенок колодца торца пера лопатки, установку и фиксацию лопатки в приспособлении, подачу соосно лазерному лучу потока металлического порошка, химический состав которого совпадает с материалом лопатки, наплавку торца колодца пера лопатки в среде защитного газа, термическую обработку в вакууме и контроль. Наплавку металлического порошка осуществляют лазерным лучом в импульсном режиме с амплитудной модуляцией импульса, при этом каждый модулированный импульс лазерного луча состоит из переднего фронта импульса с плотностью мощности для осуществления наплавки и заднего фронта импульса с плотностью мощности для сопутствующего подогрева зоны наплавки при температуре, равной 0,7÷0,8 температуры плавления жаропрочного суперсплава лопатки. При наплавке обеспечивают отношение диаметра пятна луча лазера к ширине наплавляемой поверхности 0,5…0,7. Кроме того, жаропрочным суперсплавом охлаждаемой лопатки является сплав ЖС32-ВИ, для наплавки используют металлический порошок из жаропрочного суперсплава ЖС32-ВИ с фракцией 40-80 мкм, защиту зоны наплавки осуществляют локально с расходом защитного газа 6-7 л/мин. Способ ремонта обеспечивает повышение качества ремонта лопаток из суперсплава и исключает образование трещин при лазерной импульсной наплавке. 3 з.п. ф-лы, 5 ил.
1. Способ ремонта охлаждаемой лопатки из жаропрочного суперсплава турбины газотурбинного двигателя, включающий предварительное удаление с поверхности пера лопатки теплозащитного покрытия, зачистку торца колодца пера лопатки от следов приработки, зачистку наружной и внутренней поверхности стенок колодца торца пера лопатки, установку и фиксацию лопатки в приспособлении, подачу соосно лазерному лучу потока металлического порошка, химический состав которого совпадает с материалом лопатки, наплавку металлического порошка на торец колодца пера лопатки в среде защитного газа, термическую обработку в вакууме и контроль, отличающийся тем, что наплавку металлического порошка осуществляют лазерным лучом в импульсном режиме с амплитудной модуляцией импульса с плотностью мощности, в которой каждый модулированный импульс лазерного луча состоит из переднего фронта импульса с плотностью мощности для осуществления наплавки и заднего фронта импульса с плотностью мощности для сопутствующего подогрева зоны наплавки при температуре, равной 0,7÷0,8 температуры плавления жаропрочного суперсплава лопатки, при этом обеспечивают отношение диаметра пятна луча лазера к ширине наплавляемой поверхности 0,5…0,7.
2. Способ по п. 1, отличающийся тем, что жаропрочным суперсплавом охлаждаемой лопатки является сплав ЖС32-ВИ.
3. Способ по п. 1, отличающийся тем, что для наплавки используют металлический порошок из жаропрочного суперсплава ЖС32-ВИ с фракцией 40-80 мкм.
4. Способ по п. 1, отличающийся тем, что защиту зоны наплавки осуществляют локально с расходом защитного газа 6-7 л/мин.
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОВЕРХНОСТИ МОНОКРИСТАЛЛИЧЕСКОЙ ДЕТАЛИ ИЛИ ДЕТАЛИ, ПОЛУЧЕННОЙ НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ | 2005 |
|
RU2409708C2 |
| Способ восстановления элемента турбомашины | 2013 |
|
RU2635648C2 |
| СПОСОБ АВТОМАТИЗИРОВАННОГО РЕМОНТА ДЕТАЛИ МАШИН | 2010 |
|
RU2499657C1 |
| СПОСОБ ИСПРАВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2008 |
|
RU2498888C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ДЕТАЛЕЙ МАШИН | 2005 |
|
RU2281194C1 |
| СПОСОБ ИМПУЛЬСНОЙ ЛАЗЕРНОЙ НАПЛАВКИ МЕТАЛЛОВ | 2011 |
|
RU2502588C2 |
| СПОСОБ ЛАЗЕРНОЙ НАПЛАВКИ ИНСТРУМЕНТА | 1992 |
|
RU2032513C1 |
| СПОСОБ ЛАЗЕРНО-СВЕТОВОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ С РЕГУЛИРУЕМЫМ НАГРЕВОМ | 2006 |
|
RU2323265C1 |
| Способ восстановления прокатных валков | 1988 |
|
SU1579679A1 |
| JP 60037282 A, 26.02.1985 | |||
| JP 57017926 B2, 14.04.1982. | |||

