[1] Изобретение относится к способу, а также к устройству для изготовления арматурной сетки. Арматурная сетка может применяться, например, для заделывания в бетонное тело или, соответственно, цементную матрицу.
[2] В строительном секторе в настоящее время применяются преимущественно армированные сталью конструктивные элементы. Давно известно изготовление арматурных сеток или, соответственно матов, из стальных стержней, посредством сварки друг с другом стальных стержней.
[3] Кроме того, из транспортного машиностроения известно изготовление конструктивных элементов, таких как части корпуса лодок или самолетов или частей кузова, из армированных волокном композитных материалов. Для этого так называемые ровинги или образованные из ровингов тканевые маты заделываются в пластмассовую матрицу.
[4] Для изготовления таких сеток или решеток предлагаются различные способы. В DE 199 13 479 С1 приведено описание изготовления георешетки с перекрещивающимися термопластичными пластмассовыми стержнями, которые свариваются друг с другом.
[5] В арматурной сетке или армированном конструктивном элементе, который известен из DE 10 2005 043 386 А1, стержни в местах перекрещивания с соединительными волокнами, в частности стекловолокном, механически соединяются друг с другом, а именно, перед пропиткой смолой.
[6] В RU 201300087 А1 приведено описание изготовления арматурной сетки, при этом в продольных стержнях имеется спиральная обмотка, с которой соединяются поперечные стержни в местах перекрещивания.
[7] Из ЕР 0 387 968 А1 известен способ изготовления ткани с перевивочным переплетением. Затем эта ткань может быть заделана в соответствующую пластмассовую матрицу с образованием армированных волокном композитных материалов.
[8] В JP 2003-103642 А раскрыт способ изготовления решетчатого тела, в котором продольные элементы пропитываются смолой, а затем на них располагаются пропитанные смолой поперечные элементы. Возникающая так решетчатая структура соединяется в местах перекрещивания за счет того, что смола, которой пропитываются продольные и поперечные элементы, отверждается. Аналогичные способы известны, например, из JP 2013-223995 А, RU 2009 121 291 А и US 2016/0102457 А1.
[9] В известном из RU 2394135 С1 способе ровинги подаются в ванну и пропитываются смолой. Затем избыточная смола выдавливается из пропитанных ровингов. На пропитанные жгуты накладываются поперечные элементы. За счет подачи давления и тепла продольные элементы соединяются с поперечными элементами. Описание аналогичного способа приведено также в RU 2404892 С1.
[10] В другом способе изготовления арматурной сетки предусмотрена подача в форме продольных элементов параллельно друг другу, и расположение поперек их поперечного элемента с помощью формы. Форма окружает места перекрещивания между продольными элементами и поперечными элементами, и в форму подается соединительный материал. За счет этого соединяются друг с другом продольные элементы и поперечные элементы в местах перекрещивания (см. RU 2548358 С2).
[11] В известном из US 6 632 309 В1 способе ткань пропитывается смолой, закладывается в форму и затвердевает, с целью изготовления арматурной сетки. За счет этого можно подвергать затвердеванию ткань с различными трехмерными размерами и образовывать трехмерное тело.
[12] Исходя из уровня техники, задачей данного изобретения является такое изготовление арматурной сетки, что минимизируется количество идущего в отходы материала. В частности, должна быть также улучшена дальнейшая обработка изготовленной арматурной сетки.
[13] Эта задача решена с помощью способа с признаками пункта 1 формулы изобретения, а также устройства с признаками пункта 15 формулы изобретения.
[14] В способе, согласно изобретению, изготовления арматурной сетки сначала подается на участок пропитки усилительный волоконный жгут с помощью транспортировочного приспособления. Усилительный волоконный жгут может называться также ровингом. Усилительный волоконный жгут образован из одного или нескольких элементарных волокон и может быть выполнен в виде усилительной пряжи. В качестве элементарных волоком могут применяться пластмассовые волокна и/или натуральное волокно, такое как, например, стекловолокно различных типов (например, стекловолокно AR), углеродное волокно или базальтовое волокно.
[15] На пропиточном участке усилительный волоконный жгут пропитывается смолой, в частности, термореактивной смолой, такой как эпоксидная смола, виниловый полиэфир или сложный полиэфир. В частности, усилительный волоконный жгут подается непрерывно через пропиточный участок, например, через ванну. В качестве альтернативного решения, смола может наноситься в пропиточном участке также с помощью распылительных или других приспособлений на усилительный волоконный жгут.
[16] В конце пропиточного участка избыточная смола удаляется в очищающем приспособлении и может подаваться, например, обратно в хранилище смолы пропиточного участка. Остающееся в усилительном волоконном жгуте количество смолы достаточно для образования пластмассовой матрицы для образования усилительного волоконного жгута. Пропитанный усилительный волоконный жгут может подаваться, предпочтительно с помощью транспортировочного приспособления, от очищающего приспособления на участок затвердевания, где смола затвердевает с образованием армированного волокном материала в виде жгута. В качестве альтернативного решения, пропитанный смолой усилительный волоконный жгут после очистки образует не затвердевший армированный волокном материал в виде жгута. Этот затвердевший или не затвердевший материал в виде жгута подается, предпочтительно с помощью транспортировочного приспособления, далее на разделительный участок, и там разделяется с образованием стержней соответствующей длины. В частности, эти затвердевшие стержни могут без проблем промежуточно складироваться и не обязательно сразу подвергаться дальнейшей обработке. Предпочтительно, когда управление разделительным участком осуществляется так, что в зависимости от желаемой формы арматурной сетки каждый стержень имеет заданную длину. При этом длина стержней может быть предпочтительно различной.
[17] Некоторые стержни складываются рядом друг с другом в качестве продольных стержней. Это может осуществляться, например, с помощью манипулятора. Множество других стержней укладываются в качестве поперечных стержней на продольные стержни, для чего можно применять манипулятор. В качестве манипулятора могут применяться один или несколько захватов, роботов, портальных механизмов или т.п.
[18] Для соединения продольных стержней с поперечными стержнями в одном альтернативном варианте выполнения применяется затвердевающий соединительный материал. Он наносится исключительно в зоне мест перекрещивания, в которых соответствующий продольный стержень перекрещивается с соответствующим поперечным стержнем и накладываются друг на друга или уже находятся в контакте. Затвердевающий соединительный материал может наносится либо перед накладыванием поперечных стержней на продольные стержни, либо, в качестве альтернативы, после наложения поперечных стержней на продольные стержни. При этом стержни снабжаются соединительным материалом не по всей своей длине, а лишь в зоне мест перекрещивания. Между двумя соседними местами перекрещивания каждый стержень имеет участок, который свободен от затвердевающего соединительного материала. В зонах, в которых стержни свободны от соединительного материала, сохраняется без изменения свойства стержня, например, его способность к сгибанию или, соответственно деформации. Отрицательное влияние на способность деформации за счет дополнительного нанесения и затвердевания соединительного материала предотвращается на участках между местами перекрещивания.
За счет этого обеспечивается возможность простой дальнейшей обработки изготовленной арматурной сетки или, соответственно, из стержней можно образовывать любые трехмерные арматурные тела, в которых стержни могут проходить не только параллельно одной плоскости (как в двумерной сетке), но также под прямым углом или наклонно относительно этой плоскости. Например, могут быть соединены дополнительные стержни между уже имеющимися местами перекрещивания с арматурной сеткой, например, снова посредством нанесения затвердевающего соединительного материала и последующего затвердевания. Таким образом, можно соединять друг с другом также, например, две изготовленные арматурные сетки, с целью образования, например, Т-образного или, соответственно, проходящего под углом элемента арматурной сетки или, соответственно, трехмерного арматурного тела.
[19] Кроме того, можно удерживать возможно меньшим количество необходимого соединительного материала.
[20] После нанесения усилительного материала на места перекрещивания, он подвергается затвердевания с помощью приспособления для затвердевания, так что поперечные стержни неподвижно соединяются с продольными стержнями в местах перекрещивания.
[21] В качестве альтернативного решения, соединение между продольными и поперечными стержнями может осуществляться без дополнительного соединительного материала, когда в каждом месте перекрещивания по меньшей мере один из стержней еще не затвердел, т.е. состоит из не затвердевшего армированного волокном материала в виде жгута. В этом случае прилегающие друг к другу стержни совместно подвергаются затвердеванию с помощью приспособления для затвердевания, так что поперечные стержни неподвижно соединяются с продольными стержнями в местах перекрещивания.
[22] Приспособление для затвердевания может быть выполнено аналогично участку затвердевания, например, с помощью печи или другого нагревательного устройства. Нагревание в печи может осуществляться также индуктивно, когда стержни содержат электрически проводящий материал, например, когда применяются углеродные волокна. В зависимости от вида затвердевания смолы или, соответственно, соединительного материала можно применять на участке затвердевания или в качестве приспособления для затвердевания также другие устройства, такие как, например, устройства для излучения электромагнитных волн, например, света, в частности ультрафиолетового света. Также можно применять устройства для излучения ультразвуковых волн.
[23] Предпочтительно, когда пропитанный усилительный волоконный жгут во время затвердевания удерживается под растягивающим напряжением. Приложение растягивающего напряжения может осуществляться с помощью транспортировочного приспособления, которое извлекает усилительный волоконный жгут их хранилища, например, сматывает с рулона или катушки, и протягивает через пропиточный участок и участок затвердевания. Предпочтительно, когда в хранилище усилительного волоконного жгута имеется тормозное приспособление, которое противодействует растягивающему усилию транспортировочного приспособления, с целью удерживания усилительного волоконного жгута под заданным растягивающим напряжением.
[24] В качестве соединительного материала может применяться, например, смола. Предпочтительно, когда свойство затвердевания применяемой в качестве соединительного материала смолы отличается от свойства затвердевания смолы продольных стержней и поперечных стержней. За счет этого может предотвращаться размягчение матрицы продольных и поперечных стержней при затвердевании соединительного материала. Например, соединительный материал может затвердевать при более низкой температуре, чем смола продольных и поперечных стержней. В качестве альтернативного решения, можно также применять смолы, которые затвердевают с помощью различных физических или, соответственно, химических способов. Например, одна смола может затвердевать за счет тепла, в то время как другая смола - за счет облучения светом, например, ультрафиолетовым светом. Можно также выбирать одну смолу так, что она затвердевает химически за счет нанесения затвердевающего вещества, в то время как другая соответствующая смола затвердевает за счет нагревания и/или облучения. Эти различные принципы затвердевания можно любым образом комбинировать друг с другом. Предпочтительно, эффекты затвердевания применяемых смол отличаются достаточно либо относительно физического и/или химического принципа, и/или не имеют накладывающихся друг на друга рабочих диапазонов (температуры и/или длины волны света, и т.д.) при затвердевании.
[25] Предпочтительно, когда усилительный волоконный жгут и затвердевший или не затвердевший армированный волокном материал в виде жгута транспортируются с помощью транспортировочного приспособления в виде бесконечного материала вплоть до разделительного участка. За счет этого может достигаться простое устройство для изготовления. В частности, транспортировочное приспособление может быть расположено после не обязательного участка затвердевания и перед разделительным участком и там прикладывать соответствующее растягивающее усилие к армированному волокном материалу в виде жгута. Транспортировочное приспособление может прикладывать также силу толкания к затвердевшему армированному волокном материалу в виде жгута, с целью подачи его в разделительный участок.
[26] Предпочтительно, когда с помощью раздаточного приспособления на соответствующий поперечный стержень на всех его местах перекрещивания наносится заданное количество соединительного материала, а затем поперечный стержень укладывается на продольные стержни. Нанесение соединительного материала на места перекрещивания поперечного стержня может осуществляться одновременно.
[27] В другом примере выполнения раздаточное приспособление может наносить на все места перекрещивания, предпочтительно последовательно, заданное количество соединительного материала на продольные стержни, при этом затем поперечные стержни укладываются на продольные стержни.
[28] Соединительный материал предпочтительно имеет вязкость, так что он в виде связанной кляксы или, соответственно, капли усилительного материала прилипает к месту перекрещивания, без стекания с него.
[29] Нанесение соединительного материала на место перекрещивания может осуществляться также с помощью формы, которая имеет две или больше частей формы. Части формы могут окружать соответствующее место перекрещивания и предпочтительно точно одно место перекрещивания, так что в закрытую форму, из которой выступают соответствующий продольный стержень и соответствующий поперечный стержень, целенаправленно на место перекрещивания наносится соединительный материал и затвердевает.
[30] В другом предпочтительном варианте выполнения применяются штекерные соединительные части, с целью временного соединения соответствующего продольного стержня и соответствующего поперечного стержня в месте перекрещивания. Штекерная соединительная часть насаживается или защелкивается на стержнях в месте перекрещивания и удерживается там, в частности, с силовым замыканием и/или с геометрическим замыканием. Например, она может иметь два эластично предварительно напряженных плеча, которые при насаживании эластично перемещаются друг от друга, и после насаживания охватывают по меньшей мере частично соответствующий продольный стержень или поперечный стержень с силовым замыканием и/или с геометрическим замыканием. В соответствии с этим, такая штекерная соединительная часть может иметь две пары таких плеч для каждого из стержней в месте перекрещивания.
[31] После выполнения соединения продольных стержней и поперечных стержней с помощью штекерных соединительных частей, может наноситься, не обязательно, соединительный материал на участки каждого продольного стержня и каждого поперечного стержня, которые находятся в контакте со штекерной соединительной частью. В частности, для этого применяется соединительное средство с низкой вязкостью, которое может просто затекать в остающиеся очень небольшие щели между поверхностью соответствующего стержня и штекерной соединительной частью. Этот нанесенный соединительный материал может затем затвердевать.
[32] Альтернативная возможность состоит в том, что раздаточное приспособление предназначено для выдачи энергии и введения в место перекрещивания. При этом часть пластмассового материала штекерной соединительной части делается текучей, а затем затвердевает. За счет этого пластмассовый материал штекерной соединительной части соединяется с соответствующим продольным стержнем или, соответственно, поперечным стержнем. Раздаточное приспособление может быть предназначено, например, для ввода тепла или ультразвуковых волн. Нагревание может осуществляться за счет индукции, когда стержни и/или штекерная соединительная часть содержат электрически проводящий материал. Вид и количество отдаваемой энергии согласованы с пластмассой штекерной соединительной части так, что предпочтительно лишь пластмасса штекерной соединительной части становится жидкой или, соответственно текучей, в то время как смола стержней остается твердой. Можно также приводить в жидкое или, соответственно, текучее состояние как пластмассу штекерной соединительной части, так и смолу стержней. При этом часть пластмассы штекерной соединительной части представляет применяемый для соединения соединительный материал. В этом случае также предпочтительно, когда соединительный материал и смола стержней имеют различные свойства относительно из затвердевания или, соответственно, размягчения, так что за счет ввода энергии смола стержней не повреждается, а лишь пластмассовый материал штекерной соединительной части.
[33] Предпочтительные варианты выполнения изобретения следуют из зависимых пунктов формулы изобретения, описания и чертежей. Ниже приводится более подробное пояснение предпочтительных примеров выполнения изобретения со ссылками на прилагаемые чертежи, на которых изображено:
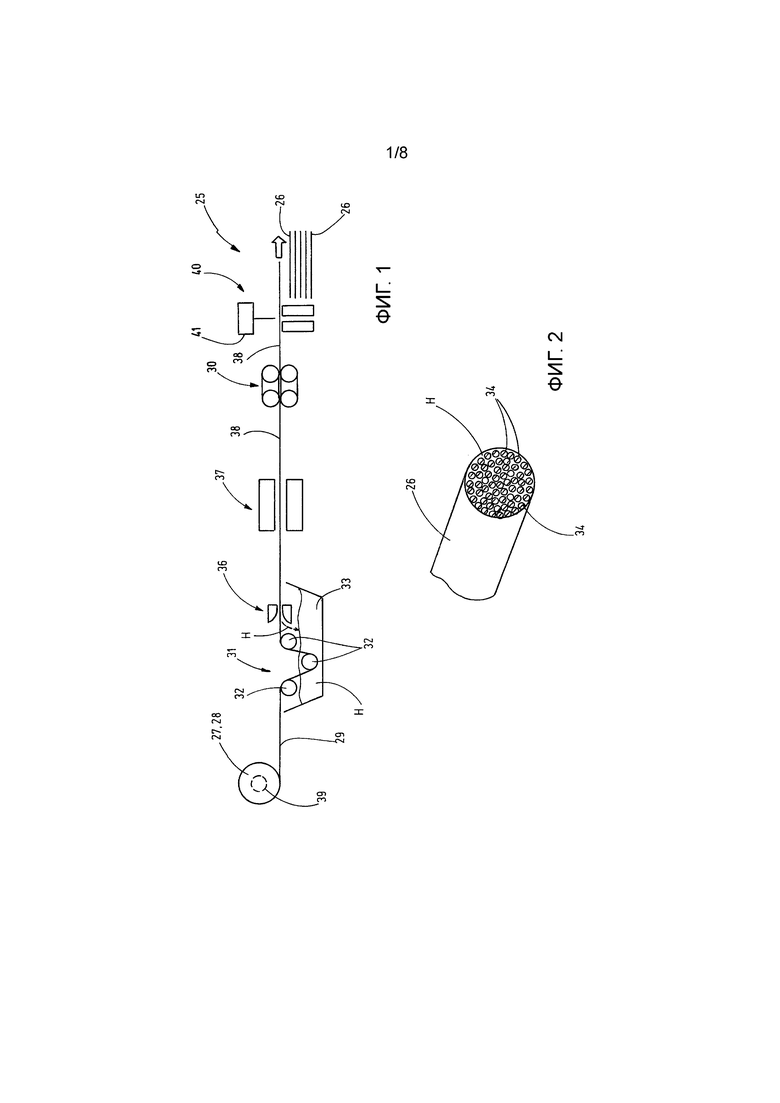
[34] фиг. 1 - блок-схема устройства, а также способа для изготовления стержней;
[35] фиг. 2 - частичный разрез стержня, в изометрической проекции;
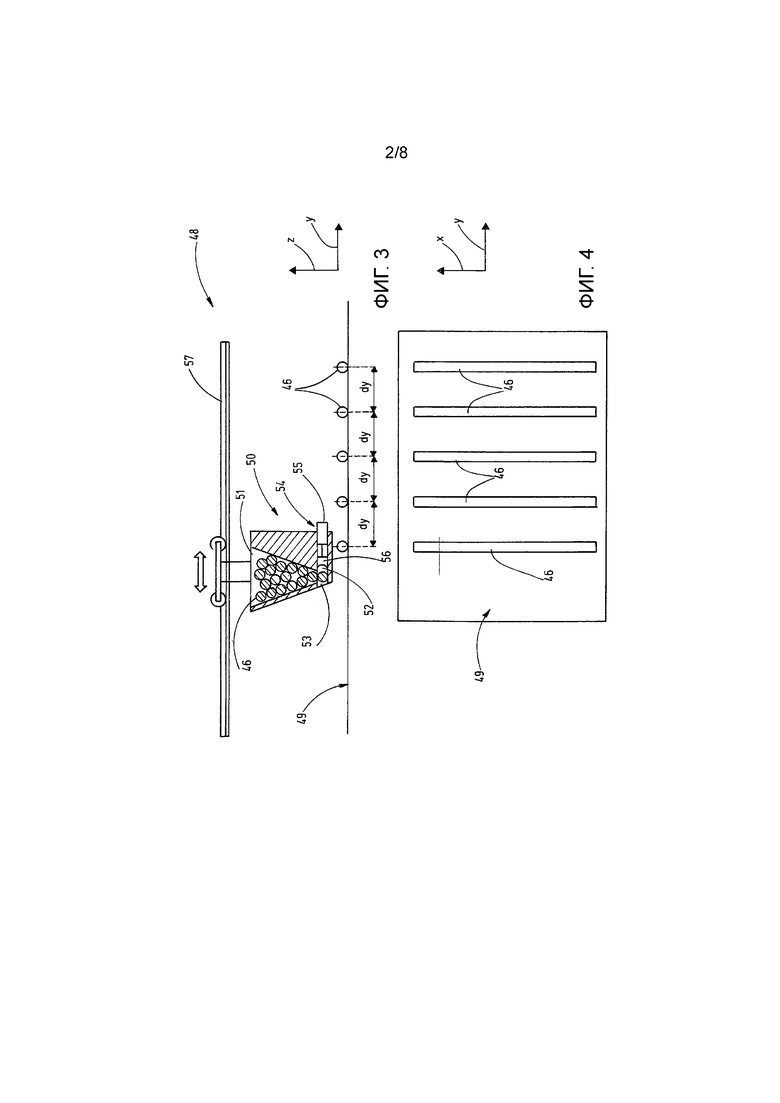
[36] фиг. 3 - блок-схема приспособления для укладки стержней на укладочную поверхность;
[37] фиг. 4 - уложенные на укладочную поверхность стержни, согласно фиг. 3, на виде сверху;
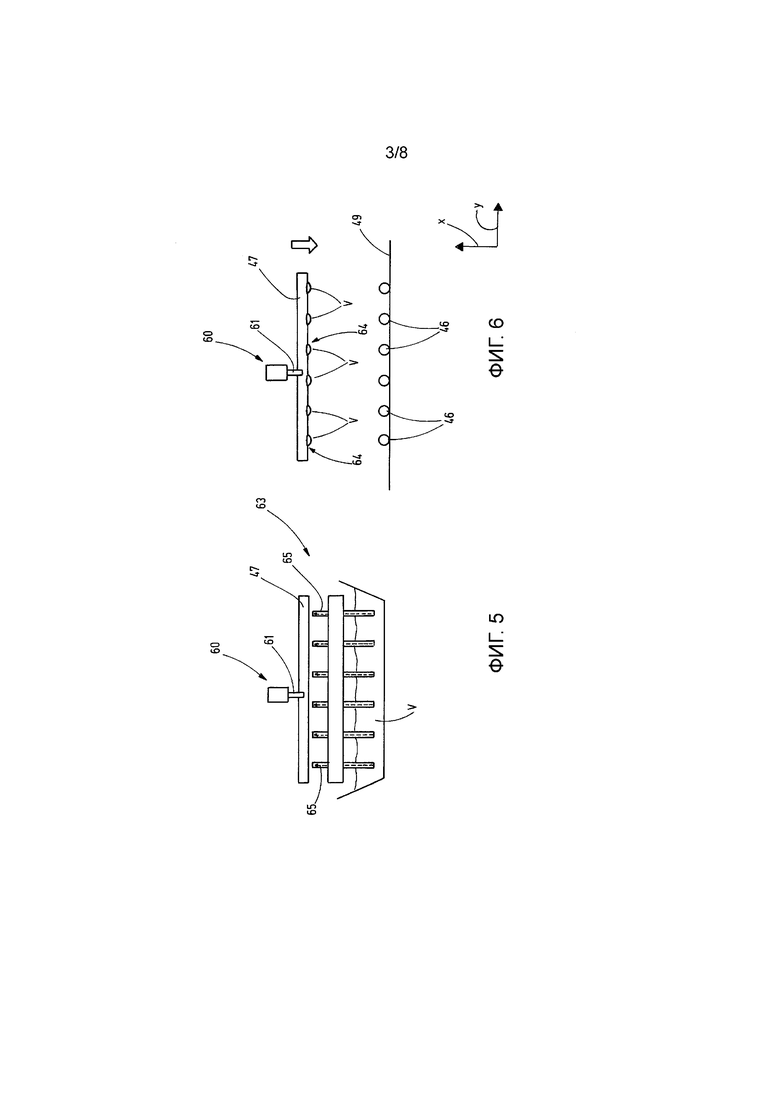
[38] фиг. 5 - раздаточное приспособление для выдачи соединительного материала на стержень;
[39] фиг. 6 - укладка поперечных стержней на продольные стержни, которые уложены на укладочной поверхности;
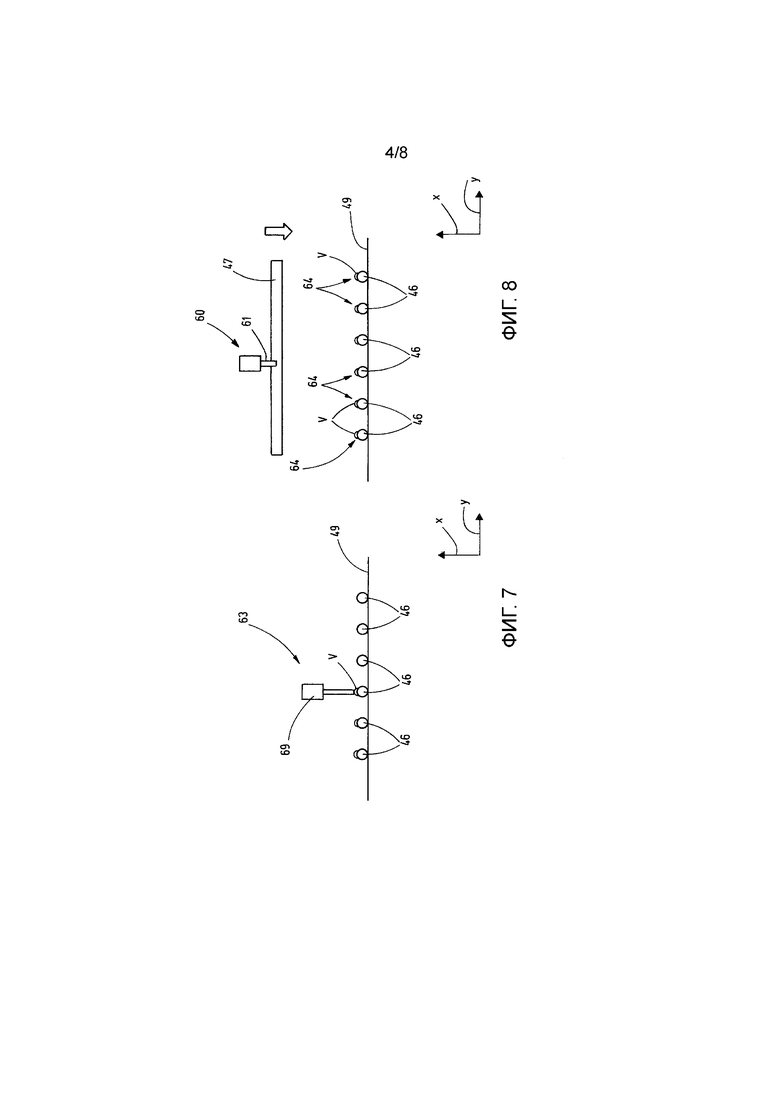
[40] фиг. 7 - другой пример выполнения раздаточного приспособления для нанесения соединительного материала на продольные стержни, которые уложены на укладочной поверхности;
[41] фиг. 8 - укладка поперечного стержня на продольные стержни;
[42] фиг. 9 - пример выполнения раздаточного приспособления из формы с двумя частями формы для выдачи соединительного материала на место перекрещивания, в изометрической проекции;
[43] фиг. 10 - место перекрещивания между продольным стержнем и поперечным стержнем, при этом стержни соединены друг с другом в месте перекрещивания с помощью штекерной соединительной части;
[44] фиг. 11 - пример выполнения раздаточного приспособления для выдачи соединительного материала между участками стержней и штекерной соединительной частью из фиг. 10;
[45] фиг. 12 - альтернативный вариант выполнения раздаточного приспособления, в котором в качестве соединительного материала применяется пластмасса штекерной соединительной части, которая становится текучей за счет ввода энергии;
[46] фиг. 13 - изготовленная из продольных стержней и поперечных стержней арматурная сетка, на виде сверху;
[47] фиг. 14 - принципиальная схема приспособления для затвердевания соединительного материала;
[48] фиг. 15-18 - конструктивный элемент с цементной матрицей, в которую заделана по меньшей мере одна арматурная сетка.
[49] На фиг. 1 показан пример выполнения устройства 25, которое предназначено для изготовления стержней 26 из армированной волокном пластмассы. Устройство 25 имеет хранилище 27, например, по меньшей мере одну катушку 28 для хранения усилительного волоконного жгута 29. Усилительный волоконный жгут 29 предпочтительно сматывается с катушки 28 и подается на другие участки обработки. Для этого в показанном на фиг. 1 примере выполнения имеется транспортировочное приспособление 30. Транспортировочное приспособление 30 может иметь множество роликов или валиков и/или по меньшей мере одну транспортерную ленту, с целью приложения соответствующего растягивающего усилия к усилительному волоконному жгуту 29 для стягивания усилительного волоконного жгута 29.
[50] Усилительный волоконный жгут 29 подается на пропиточный участок 31. Пропиточный участок 31 может иметь множество отклоняющих роликов или валиков 32 для направления усилительного волоконного жгута через ванну 33 из жидкой смолы Н и тем самым пропитки смолой Н. Смола Н прилипает к наружной поверхности элементарных волокон 34, которые образуют усилительный волоконный жгут 29 (см. фиг. 2).
[51] Затем пропитанный усилительный волоконный жгут 29 подается на участок 36 очистки. Участок 36 очистки предназначен для удаления с пропитанного усилительного волоконного жгута 29 излишней смолы Н. Он расположен, например, вертикально над ванной 33, так что соскребаемая смола Н возвращается обратно в ванну 33, как показано на фиг. 1 схематично с помощью штриховой стрелки.
[52] После участка 36 очистки смола Н подвергается в одном варианте выполнения затвердеванию на участке 37 затвердевания. В зависимости от применяемой смолы Н, затвердевание осуществляется с помощью физического и/или химического процесса. Это зависит от свойства затвердевания смолы Н. Например, на участке 37 затвердевания на смолу Н может воздействовать тепло и/или ультрафиолетовый свет. Ввод энергии может осуществляться, например, посредством индукции, когда смола Н и/или усилительный волоконный жгут 29 содержит электрически проводящий материал. В качестве альтернативы или дополнительно, на пропитанный усилительный волоконный жгут 29 на участке 37 затвердевания может наноситься также химическое средство для затвердевания смолы Н.
[53] За счет затвердевания смолы Н возникает затвердевший армированный волокном материал 38 в виде жгута. Возможна также дальнейшая обработка пропитанного усилительного волоконного жгута 29 без затвердевания смолы Н в качестве не затвердевшего армированный волокном материала 38 в виде жгута. В этом случае участок 37 может отсутствовать, или усилительный волоконный жгут 29 может транспортироваться через не работающий участок 37 затвердевания или в обход участка 37 затвердевания.
[54] Например, на затвердевший или не затвердевший армированный волокном материал 38 в виде жгута действует прикладываемое с помощью транспортировочного приспособления 30 растягивающее усилие, которая тем самым действует также на усилительный волоконный жгут 29 вплоть до хранилища 27 или, соответственно, катушки 28. За счет этого достигается стягивание или, соответственно, транспортировка усилительного волоконного жгута 29, а также материала 38 в виде жгута. Не обязательно, с катушкой 28 или, соответственно, хранилищем 28 может быть согласовано тормозное приспособление 39. За счет этого можно устанавливать заданным образом растягивающее усилие, которая действует на усилительный волоконный жгут 29, так что усилительный волоконный жгут можно удерживать во время возможного затвердевания 37 под растягивающим напряжением. Не обязательно, тормозное приспособление 39 может быть расположено в виде отдельного приспособления перед участком 37 затвердевания и иметь, например, тормозные ролики, валики, транспортерные ленты или т.п., которые противодействуют силе стягивания транспортировочного приспособления 30 и сохраняют растягивающее напряжение пропитанного усилительного волоконного жгута 29 на участке 37 затвердевания. Растягивающим усилием можно управлять или регулировать ее.
[55] Материал 38 в виде жгута может воспринимать также силы толкания в направлении своего прохождения для дальнейшей транспортировки. Поэтому он может перемещаться через транспортировочное приспособление 30 дальше к разделительному участку 40 с разделительным приспособлением 41. Разделительное приспособление 41 разделяет подаваемый непрерывно материал в виде жгута, с образованием стержней 26. В показанном здесь примере выполнения стержни 26 имеют круглое поперечное сечение (см. фиг. 2). В качестве альтернативы, могут образовываться также другие формы поперечного сечения, например, многоугольные или эллиптические, или другие любые изогнутые на некоторых участках и/или угловатые формы поперечного сечения. Придание такой формы может достигаться, например, на участке 37 затвердевания с помощью соответствующих средств придания формы. Например, пропитанный усилительный волоконный жгут 29 может пропускаться через имеющие соответствующую форму поперечного сечения каналы на участке 37 затвердевания.
[56] Затем изготовленные стержни 26 применяются для образования арматурной сетки 45 из множества продольных стержней 46 и множества поперечных стержней 47.
[47] С помощью манипулятора 48 сначала на укладочную поверхность 49 укладываются продольные стержни 46. При этом соседние продольные стержни 46 имеют расстояние друг от друга. Укладочная поверхность 49 ориентирована параллельно плоскости, которая проходит через ось х и ось y прямоугольной системы координат. Например, продольные стержни 46 проходят параллельно друг другу в направлении х. В качестве альтернативы, они могут проходить также с наклоном под острым углом к направлению х. Расстояние dy между двумя соседними продольными стержнями 46 может быть постоянным или изменяться (см. фиг. 3 и 4).
[58] В показанном схематично на фиг. 3 примере выполнения манипулятор 48 имеет для укладывания продольных стержней 46 перемещаемое параллельно направлению y разделительное приспособление 50. В имеющем форму воронки бункере 51 продольные стержни 46 уложены друг на друга. В своей нижней, сужающейся зоне бункер 51 имеет отверстие, которое имеет поперек направления прохождения продольных стержней 46 такие размеры, что лишь один из продольных стержней 46 может попадать через отверстие в выходную шахту 52. Выходная шахта 52 закрыта снизу и снабжена сбоку щелевым отверстием 53, через которое находящийся в выходной шахте 52 продольный стержень 46 выдается с помощью исполнительного элемента 54 и может укладываться на укладочную поверхность 49. Исполнительный элемент 54 имеет, например, приводимый в действие с помощью линейного привода 55, например, гидравлического или пневматического цилиндра, толкатель 56, с помощью которого находящийся в выходной шахте 52 продольный стержень 46 выталкивается из щелевидного отверстия 53 и укладывается на укладочную поверхность 49.
[59] Разделительное приспособление 50 может перемещаться в целом параллельно укладочной поверхности 49, например, вдоль рельса 57, как показано схематично на фиг. 3. Для перемещения разделительного приспособления 50 может иметься соответствующий привод (не изображен).
[60] За счет наличия множества продольных стержней 46 можно с помощью манипулятора 48 из фиг. 3 очень быстро укладывать множество продольных стержней 46 на укладочную поверхность 49.
[61] В качестве альтернативы показанному на фиг. 3 варианту выполнения, манипулятор 48 может быть также образован с помощью захватного приспособления 60 с захватными пальцами 61, как схематично показано на фиг. 5, 6 и 8. Захватное приспособление 60 может быть расположено, например, на многоосной руке робота или на многоосном портале или другом многоосном позиционирующем приспособлении.
[62] Указанный выше манипулятор 48 можно дополнительно к укладке продольных стержней 46 на укладочную поверхность 49 применять также для укладки поперечных стержней 47 на продольные стержни 46. Например, одно и то же захватное приспособление 60 может захватывать и укладывать как продольные стержни 46, так и поперечные стержни 47. Показанный на фиг. 3 манипулятор 48 может быть выполнен, например, так, что разделительный блок 50 выполнен с возможностью поворота вокруг проходящей в направлении z оси. В этом случае в резервуаре 51 могут храниться как продольные стержни 46, так и поперечные стержни 47. В качестве альтернативного решения, могут иметься два таких разделительных блока 50. Предназначенный для укладки поперечных стержней 47 разделительный блок 50 должен быть выполнен с возможностью перемещения по меньшей мере в направлении х вдоль укладочной поверхности 49. Во всех вариантах выполнения и, в частности, тогда, когда применяется единственный разделительный блок 50, он может быть выполнен с возможностью перемещения как в направлении х, так и в направлении y параллельно укладочной поверхности 49.
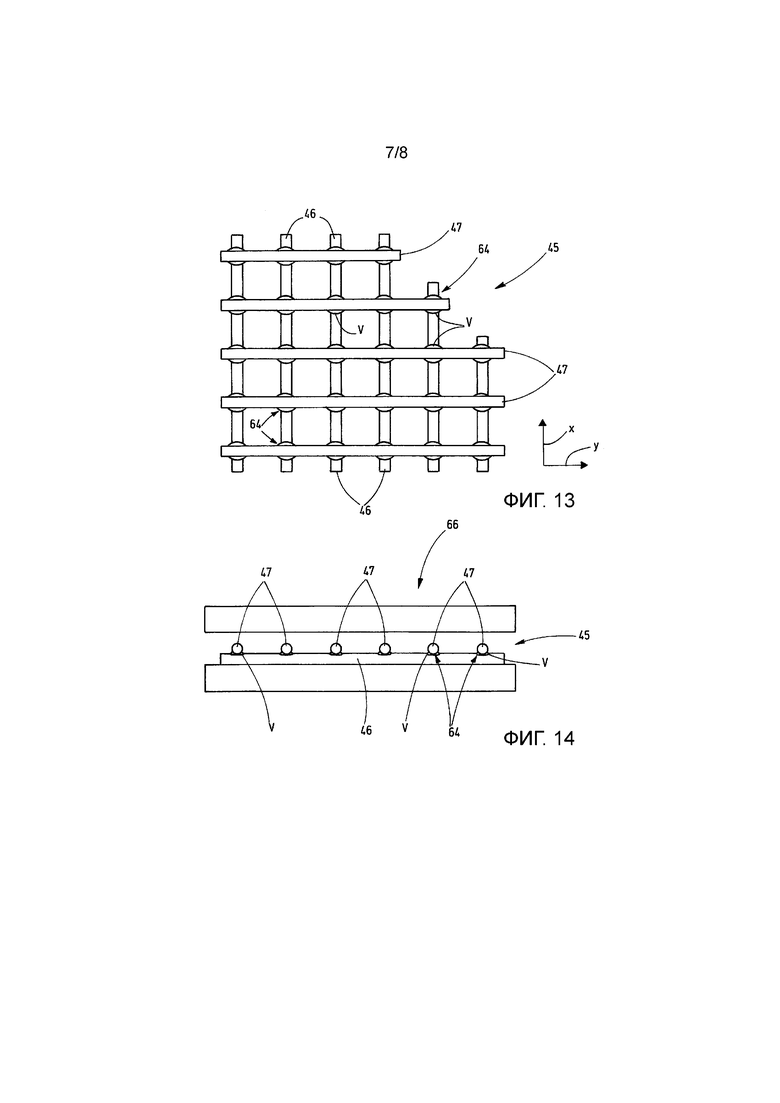
[63] Продольные стержни 46 и поперечные стержни 47 находятся в контакте друг с другом в местах 64 перекрещивания (см. фиг. 13 и 15). В каждом месте 64 перекрещивания в одном варианте выполнения с помощью раздаточного приспособления 61 наносится соединительный материал V в соответствующем заданном количестве. Соединительный материал V может выдаваться перед укладкой поперечных стержней 47 на продольные стержни 46, или затем целенаправленно на каждое место 64 перекрещивания. Соединительный материал V выдается в жидком виде на каждое место 64 перекрещивания, а затем затвердевает для соединения поперечных стержней 47 с продольными стержнями 46. Соединительный материал V может быть, например, смолой. Применяемая в качестве соединительного средства V смола может отличаться от смолы Н, которая образует пластмассовую матрицу стержней 26, в частности, относительно затвердевания и размягчения соответствующей смолы. Предпочтительно, когда обе смолы при этом различаются. Например, они могут подвергаться размягчению и/или затвердеванию с помощью различных физических и/или химических способов, или они могут подвергаться размягчению и/или затвердеванию с помощью одинаковых физических и/или химических способов, при этом в этом случае отличаются условия способов. За счет этого можно целенаправленно подвергать соединительный материал V сжижению и/или затвердеванию, без существенного изменения состояния смолы Н или, соответственно, наоборот. Например, при затвердевании посредством ввода тепла температура затвердевания обеих смол может быть различной. В частности, температура для затвердевания применяемой в качестве соединительного материала V смолы может быть равной или меньше температуры для затвердевания применяемой в качестве пластмассовой матрицы стержней 26 смола Н.
[64] На фиг. 5 и 6 схематично показана возможность для нанесения соединительного материала V на поперечные стержни 47 перед укладкой поперечных стержней 47 на продольные стержни 46. При этом из ванны с жидким соединительным материалом V через множество трубок или трубопроводов 65 жидкий соединительный материал V извлекается из ванны и в заданном количестве наносится на поперечный стержень 47. Трубки или трубопроводы 65 имеют расстояние друг от друга, которое соответствует расстоянию, с которым должен соединяться соответствующий поперечный стержень 47. Расстояния между трубками или трубопроводами 65 можно устанавливать в зависимости от поперечного стержня 47, на который должен наносится соединительный материал V. Для этого поперечный стержень 47 с помощью манипулятора 48 и, например, с помощью захватного приспособления 60 располагается у открытых концов трубок или трубопроводов 65 раздаточного приспособления 63, а затем с помощью раздаточного приспособления 63 через трубки или трубопроводы 65 наносится в заданном количестве на места 64 перекрещивания на поперечном стержне 47 (см. фиг. 5). Затем поперечный стержень 47 с помощью захватного приспособления 60 укладывается на согласованные продольные стержни 46 (см. фиг. 6). Таким образом, может быть образована решетчатая структура арматурной сетки 45. Затем наносится соединительный материал V с применением приспособления 66 для затвердевания (см. фиг. 14). Приспособление 66 для затвердевания может быть выполнено аналогично указанному выше участку 37 затвердевания из фиг. 1 и образовано, например, с помощью нагревательного приспособления. Как указывалось выше, при этом температура при затвердевании соединительного материала V предпочтительно равна или меньше температуре на участке 37 при затвердевании смолы Н.
[65] На фиг. 7 и 8 схематично показан модифицированный ход выполнения способа. При этом раздаточное приспособление 63 имеет подвижное относительно плоскости х-y и/или в направлении z дозировочное приспособление 69. Дозировочное приспособление 69 предназначено для выдачи в каждом месте 64 перекрещивания заданного количества жидкого соединительного материала V. Соединительный материал V предпочтительно наносится на уложенные на укладочную поверхность 49 продольные стержни 46. Затем укладываются поперечные стержни 47 с помощью манипулятора 48 и предпочтительно захватного приспособления 60 на места 64 перекрещивания и на продольные стержни 46. Затем решетчатая структура подвергается, как указывалось выше, с помощью приспособления 66 затвердеванию, с целью соединения друг с другом продольных стержней 46 и поперечных стержней 47.
[66] Другая возможность нанесения соединительного материала V схематично показана на фиг. 9. Раздаточное приспособление 63 имеет в этом варианте выполнения форму 70 по меньшей мере из двух частей 71 формы. Обе части 71 формы могут закрываться непроницаемо для текучей среды вокруг места 64 перекрещивания, в котором перекрещиваются продольные стержни 46 и поперечные стержни 47. При этом соответствующий участок продольного стержня 46 и поперечного стержня 47 находится внутри закрытой формы 70. Полое пространство формы вокруг этих участков стержней 46, 47 больше на заданную величину поперечного сечения соответствующих стержней 46, 47. Через подвод 72 жидкий соединительный материал V подается в форму 70 и окружает участки стержней 46, 47, которые находятся в закрытой форме 70. Соединительный материал V внутри формы 70 или, в качестве альтернативы вне формы 70, затем подвергается затвердеванию, как указывалось выше, с помощью приспособления 66 для затвердевания.
[67] Для образования решетчатой структуры арматурной сетки 45 можно наносить на каждое место 64 перекрещивания соединительный материал V с помощью одной формы 70. Соединительный материал V может быть смолой или другим пластмассовым материалом, которым покрываются участки стержней 46, 47 в месте 64 перекрещивания.
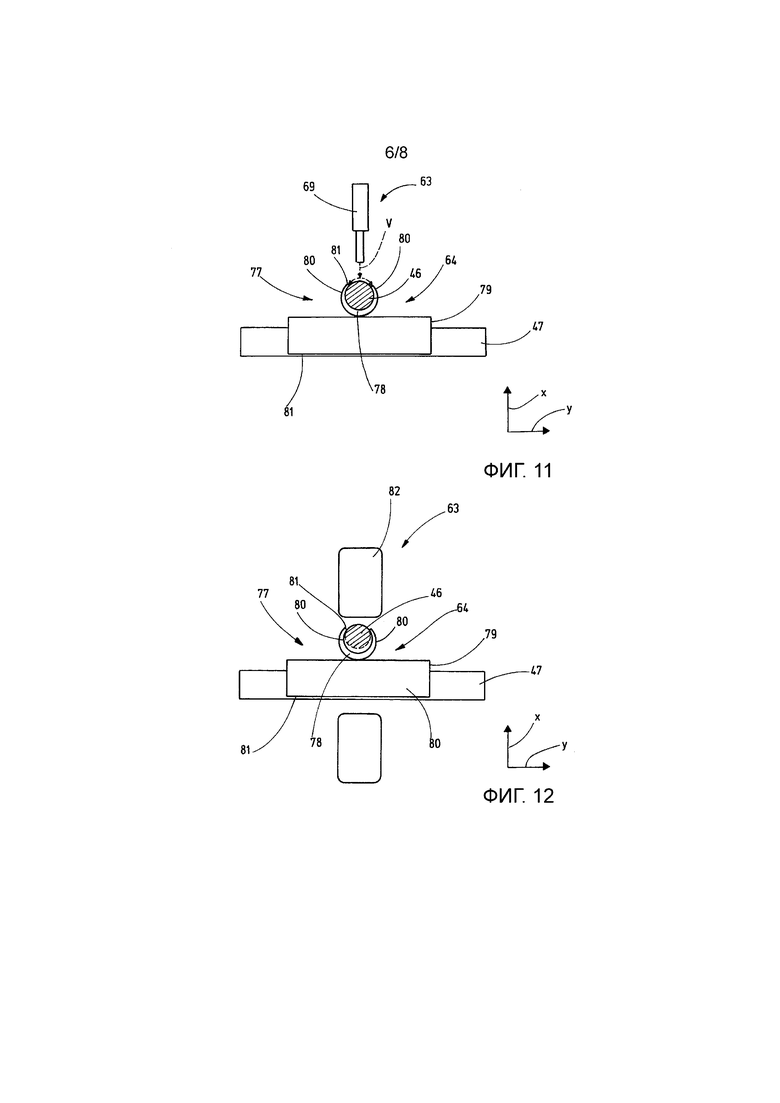
[68] Со ссылками на фиг. 10-12 ниже приводится описание другой возможности соединения друг с другом продольного стержня 46 и поперечного стержня 47 в месте 64 перекрещивания. В этом примере на каждом месте 64 перекрещивания имеется штекерная соединительная часть 77. Штекерная соединительная часть 77 состоит из пластмассы и выполнена, например, в виде единого целого. Штекерная соединительная часть 77 имеет продольную часть 78, которая согласована с соответствующим продольным стержнем 46, и поперечную часть 79, которая согласована с соответствующим поперечным стержнем 47. Например, продольная часть 78 и поперечная часть 79 выполнены идентично. Продольная часть 78 и поперечная часть 79 имеют два лежащих противоположно зажимных плеча 80. Зажимные плечи 80 могут эластично отклоняться друг от друга и ограничивают между своими свободными концами щель 81. Ширина щели 81 между обоими свободными концами зажимных плеч 80 меньше размера соответствующего продольного стержня 46 или, соответственно, поперечного стержня 47. За счет щели 81, продольный стержень 46 или, соответственно поперечный стержень 47, может перемещаться между зажимными плечами 80. Вблизи щели 81, зажимные плечи 80 ограничивают приемную зону, поперечное сечение которой примерно соответствует поперечному сечению соответствующего стержня 46 или, соответственно, 47. Поперечное сечение приемной зоны может быть несколько меньше наружного размера соответствующего стержня, с целью обеспечения зажимного действия между соответствующей продольной частью 78 или, соответственно, поперечной части 79 и размещенным в приемной зоне участком соответствующего продольного стержня 46 или, соответственно, поперечного стержня 47.
[69] В показанном на фиг. 10 примере выполнения стержни 46, 47 снабжены круглым поперечным сечением. Продольная часть 78 и поперечная часть 79 образованы каждая с помощью полой цилиндрической втулки, снабженной полностью разделяющей ее щелью 81.
[70] Как показано, в частности, на фиг. 11 и 12, толщина стенки зажимных плеч 80 может уменьшаться в направлении щели 81.
[71] Штекерные соединительные части 70 можно насаживать, например, сначала на продольные стержни 46 или, в качестве альтернативы, на поперечные стержни 47 в соответствующих местах 64 перекрещивания. Затем соответствующие другие стержни 47 или, соответственно, 46 также соединяются со штекерными соединительными частями 77 в местах 64 перекрещивания. За счет этого в каждом месте 64 перекрещивания возникает соединение с силовым замыканием и/или с геометрическим замыканием между продольным стержнем 46 и поперечным стержнем 47.
[72] На фиг. 11 и 12 показаны два возможных варианта дальнейшего выполнения способа. В показанном на фиг. 11 примере выполнения с помощью раздаточного приспособления 63 с дозировочным приспособлением 69 жидкий соединительный материал V с низкой вязкостью наносится на участки продольного стержня 46 и поперечного стержня 47, которые проходят через продольную часть 78 или поперечную часть 79. При этом соединительный материал V затекает в остающиеся щели и промежуточные пространства, которые остаются между обоими зажимными плечами 80 и наружной поверхностью соответствующего стержня 46, 47. Такие промежуточные пространства могут быть образованы также с помощью заданных неровностей на внутренней стороне зажимных плеч 80. Затем нанесенный соединительный материал V может подвергаться затвердеванию, как в указанных выше примерах выполнения, например, с помощью приспособления 66 для затвердевания.
[73] Другая возможность схематично показана на фиг. 12. В этом случае пластмасса штекерной соединительной части 77 подвергается по меньшей мере частично размягчению или, соответственно, сжижению. Для этого раздаточное приспособление 63 может иметь приспособление 82 для ввода энергии. Приспособление 82 для ввода энергии может, например, вводить ультразвуковые волны в месте 64 перекрещивания в штекерную соединительную часть 77 и вызывать сварку между штекерной соединительной частью 77 и соответствующими участками стержней 46, 47 в месте 64 перекрещивания. В соответствии с этим, приспособление 82 для ввода энергии может быть выполнено в виде приспособления для ультразвуковой сварки. При этом соединительный материал V получается или, соответственно, выделяется из пластмассы штекерной соединительной части 77. Таким образом, часть пластмассового материала штекерной соединительной части 77 служит в качестве соединительного материала V.
[74] В другом варианте выполнения способа дополнительный соединительный материал V может полностью отсутствовать. При этом по меньшей мере один из стержней 46, 47, которые прилегают друг к другу в месте 64 перекрещивания, не затвердел. Затем арматурная сетка 45 подвергается в целом затвердеванию в устройстве 66. Существенное отличие в этом способе состоит в том, что отсутствует дополнительный соединительный материал V. В остальном все происходит, как показано на фиг. 13 и 14. При этом возможно, что некоторые из продольных стержней 46 или поперечных стержней 47 уже затвердели, и в устройстве 66 для затвердевания подвергаются еще раз затвердеванию, например, еще раз нагреваются. Однако было установлено, что за счет этого в уже затвердевших стержнях 46 или 47 не происходит никаких отрицательных воздействий. Устройство 66 для затвердевания может быть выполнено, как указывалось выше.
[75] В другом варианте выполнения способа применяемый соединительный материал V может быть идентичным смоле Н стержней 46, 47. Также повторное затвердевание уже затвердевших стержней 46, 47 для затвердевания соединительного материала V не имеет отрицательных последствий.
[76] Во всех способах при применении приспособления 66 для затвердевания следует следить за тем, чтобы не было вредного воздействия на уже затвердевшую смолу, например, за счет термического разложения за счет слишком высокой температуры. При этом при термическом затвердевании в устройстве 66 для затвердевания применяется меньшая или та же температура затвердевания, как для затвердевания смолы Н стержней 46, 47.
[77] Во всех способах остается между местами 64 перекрещивания соответствующий участок на продольном стержне 46 и на поперечном стержне 47, который свободен от соединительного материала V. Соединительный материал V целенаправленно наносится на соответствующие места 64 перекрещивания. За счет этого сохраняются свойства стержней 46, 47. Например, не ухудшаются гибкие свойства стержней 46, 47 арматурной сетки за счет затвердевшего соединительного материала V.
[78] Наряду с экономией количества соединительного материала V не возникают, в частности, отходы стержней 26. Разделительным приспособлением 41 на разделительном участке 40 можно управлять так, что для изготовления арматурной сетки 45 с желаемым контуром изготавливаются лишь стержни 26 с требуемой длиной, а затем применяются для образования арматурной сетки 45. Как показано в качестве примера на фиг. 13, как продольные стержни 46, так и поперечные стержни 47 в различных местах арматурной сетки 45 могут иметь различную длину. Однако нет необходимости выкраивать изготавливаемую арматурную сетку 45 с образованием отходов, а применяются уже стержни 26 точно требуемой длины в качестве продольных стержней 46 и/или поперечных стержней 47. Управляющему блоку устройства 45 можно задавать количество и соответствующую длину требуемых стержней 26, которые затем изготавливаются на разделительном участке 40 посредством разрезания материала 38 в виде жгута.
[79] Поэтому все устройство 25, 63 работает очень эффективно.
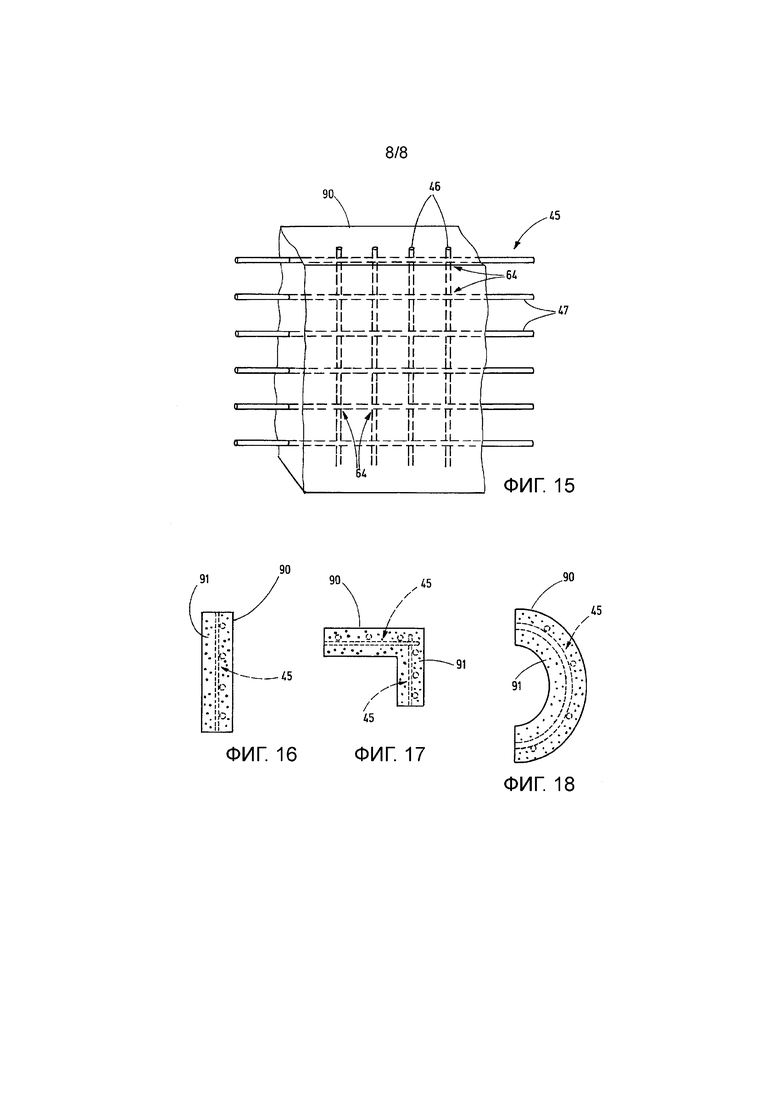
[80] Арматурная сетка 45 может применяться для изготовления конструктивного элемента 90, например, бетонного конструктивного элемента. Для этого арматурная сетка 45 заделывается в матрицу, в частности цементную матрицу 91 конструктивного элемента 90. Перед заделыванием в цементную матрицу 91 можно также соединять друг с другом несколько арматурных сеток с помощью соединительного материала V (см. фиг. 17). Можно создавать также любые трехмерные арматурные элементы или арматурные тела из отдельных арматурных сеток 45 или из одной арматурной сетки 45 с соединенными с нею другими стержнями 46, 47 для заделывания в цементную матрицу 91. Такое трехмерное арматурное тело может состоять из стержней 46, 47, которые проходят параллельно одной плоскости, и по меньшей мере из одного стержня, который проходит наклонно или под прямым углом к этой плоскости. Эти стержни могут быть соединены друг с другом в местах перекрещивания поясненным выше образом.
[81] Изобретение относится к способу, а также к устройству 25, 48, 63 для изготовления арматурной сетки 45. При этом сначала пропитывается смолой Н усилительный волоконный жгут 29 и подвергается затвердеванию с образованием затвердевшего армированного волокном материала 38 в виде жгута. Затем имеющийся в виде бесконечного материала материал 38 в виде жгута разрезается на стержни 26, которые затем применяются в качестве продольных стержней 46 или поперечных стержней 47 для образования арматурной сетки 45. В каждом месте 64 перекрещивания между продольным стержнем 46 и поперечным стержнем 47 применяется соединительный материал, который выдается в жидком виде на место 64 перекрещивания, или сжижается на месте 64 перекрещивания, а затем подвергается затвердеванию. За счет этого возникает прочное соединение между продольными стержнями 64 и поперечными стержнями 47 в местах перекрещивания. Между местами 64 перекрещивания продольные стержни 46 и поперечные стержни 47 имеют участки, которые свободны от соединительного материала V.
Перечень позиций
25 Устройство
26 Стержень
27 Хранилище
28 Катушка
29 Усилительный волоконный жгут
30 Транспортировочное приспособление
31 Пропиточный участок
32 Отклоняющий ролик
33 Ванна
36 Участок очистки
37 Участок затвердевания
38 Материал в виде жгута
39 Тормозное приспособление
40 Разделительный участок
45 Арматурная сетка
46 Продольный стержень
47 Поперечный стержень
48 Манипулятор
49 Укладочная поверхность
50 Разделительный блок
51 Резервуар для хранения
52 Выходная шахта
53 Щелевое отверстие
54 Исполнительный элемент
55 Линейный привод
56 Толкатель
57 Рельс
60 Захватное приспособление
61 Захватный палец
63 Раздаточное приспособление
64 Место перекрещивания
65 Трубка или трубопровод
69 Дозировочное приспособление
70 Форма
71 Часть формы
72 Подвод
77 Штекерная соединительная часть
78 Продольная часть
79 Поперечная часть
80 Зажимное плечо
81 Щель
90 Конструктивный элемент
91 Цементная матрица
Н Смола
V Соединительный материал
x Направление пространства
y Направление пространства
z Направление пространства
| название | год | авторы | номер документа |
|---|---|---|---|
| УКЛАДОЧНОЕ УСТРОЙСТВО ДЛЯ УПРАВЛЯЕМОЙ УКЛАДКИ ПУЧКОВ УПРОЧНЯЮЩИХ ВОЛОКОН | 2013 |
|
RU2632300C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКНИСТЫХ ЗАГОТОВОК | 2013 |
|
RU2632298C2 |
| СИСТЕМА ДЛЯ ИЗГОТОВЛЕНИЯ КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ ИЗ ВОЛОКНИСТОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2016 |
|
RU2715834C2 |
| КОМПОЗИТНАЯ АРМАТУРА | 2012 |
|
RU2522556C2 |
| КОМПОЗИТНАЯ АРМАТУРА | 2012 |
|
RU2521281C2 |
| МАШИНА ДЛЯ УКЛАДКИ ВОЛОКОН | 2016 |
|
RU2714068C2 |
| АРМАТУРА ДЛЯ БЕТОННЫХ ЭЛЕМЕНТОВ, СИСТЕМА И СПОСОБ ПРОИЗВОДСТВА АРМИРОВАННЫХ БЕТОННЫХ ЭЛЕМЕНТОВ | 2006 |
|
RU2413059C2 |
| ПОТОЧНЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ ПРУЖИННОГО ПЛАНОЧНОГО ПРОФИЛЯ ДЛЯ РЕЕЧНОЙ РЕШЕТКИ | 2016 |
|
RU2702561C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ АБСОРБИРУЮЩИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2023776C1 |
| АРМАТУРНЫЙ ЭЛЕМЕНТ ДЛЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ БЕТОННЫХ КОНСТРУКЦИЙ | 2010 |
|
RU2455436C1 |

Изобретение относится к способу, а также к устройству для изготовления арматурной сетки. При этом сначала пропитывается смолой усилительный волоконный жгут и подвергается затвердеванию с образованием затвердевшего армированного волокном материала в виде жгута. Затем имеющийся в виде бесконечного материала материал в виде жгута разрезается на стержни, которые затем применяются в качестве продольных стержней или поперечных стержней для образования арматурной сетки. В каждом месте перекрещивания между продольным стержнем и поперечным стержнем применяется соединительный материал, который выдается в жидком виде на место перекрещивания или сжижается на месте перекрещивания, а затем подвергается затвердеванию. За счет этого возникает прочное соединение между продольными стержнями и поперечными стержнями в местах перекрещивания. Между местами перекрещивания продольные стержни и поперечные стержни имеют участки, которые свободны от соединительного материала. 2 н. и 14 з.п. ф-лы, 18 ил.
1. Способ изготовления арматурной сетки (45), включающий следующие стадии:
- подачу усилительного волоконного жгута (29) на разделительный участок (31) с помощью транспортировочного приспособления (30),
- пропитку усилительного волоконного жгута (29) смолой (Н),
- соскребание излишнего количества смолы (н) с пропитанного усилительного волоконного жгута (29) на участке (36) очистки,
- образование не затвердевшего армированного волокном материала (38) в виде жгута или подвергание затвердеванию смолы (Н) на участке (37) затвердевания для образования затвердевшего армированного волокном материала (38) в виде жгута,
- создание стержня (26) посредством разрезания армированного волокном материала (38) в виде жгута на разделительном участке (40),
- укладку множества стержней (26) рядом друг с другом в качестве продольных стержней (46) с помощью манипулятора (48),
- укладку множества стержней (26) в качестве поперечных стержней (47) на продольные стержни (46) с помощью манипулятора (48),
- соединение поперечных стержней (47) и продольных стержней (46) в местах (64) перекрещивания, посредством:
а) нанесения затвердевающего соединительного материала (V) с помощью раздаточного приспособления исключительно на места (64) перекрещивания, в которых соответствующий продольный стержень (46) и поперечный стержень (47) приходят в контакт или находятся в контакте, после или перед накладыванием поперечных стержней (47) на продольные стержни (46), и подвергания затвердеванию соединительного материала (V) для соединения поперечных стержней (47) с продольными стержнями (46) в местах (64) перекрещивания, когда продольные стержни (46) и/или поперечные стержни (47) уже затвердели, или
b) подвергания затвердеванию продольных стержней (46) и/или поперечных стержней (47) для соединения продольных стержней (46) с поперечными стержнями (47) в местах (64) перекрещивания, когда продольные стержни (46) и/или поперечные стержни (47) еще не затвердели.
2. Способ по п. 1, отличающийся тем, что пропитанный усилительный волоконный жгут (29) во время затвердевания удерживают под растягивающим напряжением.
3. Способ по п. 1 или 2, отличающийся тем, что соединение выполняют без дополнительного соединительного материала при затвердевании смолы (Н) продольного стержня (46) и/или поперечного стержня (47) в месте (64) перекрещивания, или что в качестве соединительного материала (V) применяют смолу, свойства затвердевания которой отличаются от свойств смолы (Н) продольных стержней (46) или продольных стержней (47).
4. Способ по п. 3, отличающийся тем, что применяемая в качестве соединительного материала (V) смола затвердевает при другой температуре, чем смола (Н) продольных стержней (46) и поперечных стержней (47).
5. Способ по п. 3, отличающийся тем, что применяемую в качестве соединительного материала (V) смолу подвергают затвердеванию посредством подвода тепла или посредством индукции, и смола (Н) продольных стержней (46) и поперечных стержней (47) затвердевает за счет облучения светом, или наоборот.
6. Способ по любому из пп. 1-5, отличающийся тем, что усилительный волоконный жгут (29) и материал (38) в виде жгута транспортируют с помощью транспортировочного приспособления (30) в виде бесконечного материала вплоть до разделительного участка (40).
7. Способ по п. 6, отличающийся тем, что транспортировочное приспособление (30) расположено после участка (37) затвердевания и прикладывает к материалу (38) в виде жгута растягивающее усилие.
8. Способ по любому из пп. 1-7, отличающийся тем, что предусмотрено управление разделительным приспособлением (41) разделительного участка (40) для создания заданного количества стержней (26) заданной длины для арматурной сетки (45).
9. Способ по любому из пп. 1-8, отличающийся тем, что с помощью раздаточного приспособления (63) на соответствующий поперечный стержень (47) на всех его местах (64) перекрещивания наносят заданное количество соединительного материала (V), и затем поперечный стержень (47) укладывают на продольные стержни (46).
10. Способ по любому из пп. 1-8, отличающийся тем, что с помощью раздаточного приспособления (63) во всех местах (64) перекрещивания наносят заданное количество соединительного материала (V) на продольные стержни (46), и затем поперечные стержни (47) укладывают на продольные стержни (46).
11. Способ по любому из пп. 1-8, отличающийся тем, что раздаточное приспособление (63) имеет содержащую две части (71) форму (70), и что части (71) формы после укладки по меньшей мере одного поперечного стержня (47) на продольные стержни (46) окружают соответствующее одно из мест (64) перекрещивания, и что соединительный материал (V) подают в закрытую вокруг места (64) перекрещивания форму (70), а затем подвергают затвердеванию.
12. Способ по любому из пп. 1-8, отличающийся тем, что в каждом месте (64) перекрещивания штекерную соединительная часть (77) из пластмассы сначала соединяют с соответствующим продольным стержнем (46) или поперечным стержнем (47) в месте (64) перекрещивания, а затем соединяют с соответствующим другим стержнем (46 или 47) посредством насаживания или надевания.
13. Способ по п. 12, отличающийся тем, что после выполнения соединения с помощью штекерной соединительной части (77) соединительный материал (V) вводят в щели между участками продольных стержней (46) и поперечных стержней (47) и штекерной соединительной частью (77), которые окружены штекерной соединительной частью (77), и затем соединительный материал (V) подвергают затвердеванию.
14. Способ по п. 12, отличающийся тем, что по меньшей мере часть пластмассы штекерной соединительной части (77) применяют в качестве соединительного материала (V) и посредством ввода энергии с помощью раздаточного приспособления (63) делают текучей, а затем подвергают затвердеванию.
15. Способ по любому из пп. 1-14, отличающийся тем, что арматурную сетку (45) соединяют по меньшей мере с одним другим стержнем (45, 46) или с другой арматурной сеткой (45) с образованием трехмерного арматурного тела.
16. Устройство для изготовления арматурной сетки (45), содержащее:
транспортировочное приспособление (30), которое предназначено для подачи усилительного волоконного жгута (29),
пропиточный участок (31), который предназначен для пропитки подаваемого усилительного волоконного жгута (29) смолой (Н),
участок (36) очистки, который предназначен для соскребания излишнего количества смолы (Н) с пропитанного усилительного волоконного жгута (29),
разделительный участок (40), который предназначен для разделения подаваемого армированного волокном материала (38) в виде жгута, который образован из пропитанного смолой усилительного волоконного жгута (29), который не затвердел или затвердел на участке (37) затвердевания, на стержни (26),
манипулятор (48), который предназначен для укладки множества стержней (26) рядом друг с другом в качестве продольных стержней (46), и укладки множества стержней (26) в качестве поперечных стержней (47) на продольные стержни (46),
приспособление (66) для затвердевания, которое предназначено для подвергания затвердеванию смолы (Н) продольных стержней (46) и/или поперечных стержней (47) или соединительного материала (V), при этом соединение поперечных стержней (47) и продольных стержней (46) в местах (64) перекрещивания осуществляется посредством:
а) нанесения затвердевающего соединительного материала (V) с помощью раздаточного приспособления (63) исключительно на места (64) перекрещивания, в которых соответствующий продольный стержень (46) и поперечный стержень (47) приходят в контакт или находятся в контакте, после или перед укладкой поперечных стержней (47) на продольные стержни (46), и подвергания затвердеванию соединительного материала (V) для соединения поперечных стержней (47) с продольными стержнями (46) в местах (64) перекрещивания, когда продольные стержни (46) и/или поперечные стержни (47) уже затвердели, или
b) подвергания затвердеванию продольных стержней (46) и/или поперечных стержней (47) для соединения продольных стержней (46) с поперечными стержнями (47) в местах (64) перекрещивания, когда продольные стержни (46) и/или поперечные стержни (47) еще не затвердели.
| 0 |
|
SU158113A1 | |
| ОПОРА ДОМКРАТА ДЛЯ ПЕРЕДВИЖКИ КОПВЕИЕРА | 0 |
|
SU265826A1 |
| WO 2014183146 A1, 20.11.2014 | |||
| US 2016102457 A1, 14.04.2016 | |||
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТКИ ИЗ СТЕРЖНЕЙ | 2013 |
|
RU2548358C2 |

