Область техники, к которой относится изобретение
Настоящее изобретение относится к натяжному устройству, используемому в производственной установке для изготовления стальной полосы с высоким содержанием кремния с помощью способа газового силицирования. Настоящее изобретение также относится к способу регулирования крена стальной поломы и способу изготовления стальной полосы, которые регулируют крен стальной полосы с помощью натяжного устройства по настоящему изобретению.
Уровень техники
В качестве способа промышленного изготовления стального листа с высоким содержанием кремния, известен, например, способ изготовления с помощью газового силицирования, описанный в Патентной литературе 1. В этом способе изготовления группа процессов выполняется на линии непрерывного производства следующим образом: обеспечение проникновения Si за счет нагрева стальной полосы, имеющей относительно низкую концентрацию Si, и выполнение обработки силицированием в атмосфере с неокисляющим газом, содержащим газообразный тетрахлорид кремния; выполнение последующей диффузионной обработки для диффузии Si в направлении толщины; и охлаждение стальной полосы в форме рулона после операции охлаждения. Таким образом, обеспечивается эффективное изготовление стальной полосы с высоким содержанием кремния.
Установка непрерывной обработки силицированием для изготовления стальной полосы с высоким содержанием кремния является горизонтальной печью непрерывного действия и требуется для обработки стальной полосы при высокой температуре выше или равной 1000°C. Соответственно, существует проблема, в том смысле, что, по всей вероятности, может иметь место выпучивание стальной полосы. В частности, в зоне обработки силицированием в установке непрерывной обработки силицированием при добавлении Si в стальную полосу за счет реакции силицирования период решетки стальной полосы постепенно варьируется, и стальная полоса усаживается. Таким образом, когда распределение добавленного количества Si варьируется в направлении ширины стальной полосы, имеет место изменение усадки в направлении ширины стальной полосы и, соответственно, имеет место явление, в котором изменяется размер в направлении ширины стальной полосы. В результате стальной лист частично выгибается, и по сравнению со случаем, где стальной лист с низким содержанием кремния прокатывается при одной и той же температуре, увеличивается величина крена стальной полосы.
Что касается вышеописанной проблемы, существует вероятность, что крен стального листа с высоким содержанием кремния можно предотвратить за счет использования способа, например, из Патентной литературы 2.
Перечень цитированных документов
Патентная литература
PTL 1: Не прошедшая экспертизу опубликованная патентная заявка Японии № 62-227078
PTL 2: Не прошедшая экспертизу опубликованная патентная заявка Японии № 10-219419
Раскрытие сущности изобретения
Техническая проблема
Однако, поскольку эффективность установки непрерывной обработки силицированием, которая изготавливает стальную полосу с высоким содержанием кремния, увеличивается, способность к корректировке крена в некоторых случаях не может быть проявлена. Для повышения способности к корректировке можно предположить, что величина перемещения или величина поворачивания увеличивается в направлении ширины стальной полосы. Однако это увеличивает скручивание, действующее на стальной лист с высоким содержанием кремния, и, соответственно, на краевых участках стального листа могут возникать трещины, и в худшем случае стальная полоса может разрушаться.
Настоящее изобретение выполнено с учетом вышеприведенной ситуации, и задача настоящего изобретения состоит в том, чтобы предложить натяжное устройство и способ изготовления стальной полосы, с помощью которого можно предотвращать крен стальной полосы, имеющий место во время изготовления стальной полосы с высоким содержанием кремния, даже при более высокой линейной скорости, чем линейная скорость по предшествующему уровню техники (приблизительно 20 м/мин), тем самым обеспечивая более эффективное изготовление стальной полосы.
Решение проблемы
В результате специального исследования, проведенного авторами изобретения в отношении натяжного устройства, расположенного на выходе из зоны обработки силицированием, было установлено, что когда величина обжатия является неравномерной в направлении ширины при зажимании стальной полосы в комбинации со способом перемещения или поворачивания в направлении ширины по предшествующему уровню техники, может быть выполнена корректировка крена стальной полосы на стороне, где величина обжатия является высокой, и, соответственно, может быть обеспечен более высокий эффект корректировки крена.
Настоящее изобретение основано на вышеописанных результатах исследования, и сущность настоящего изобретения состоит в следующем.
[1] Натяжное устройство, которое содержит пару способных вращаться бесконечных лент, верхнюю и нижнюю, или пару способных вращаться гусениц, верхнюю и нижнюю, выполненных с возможностью зажимания стальной полосы. Натяжное устройство способно перемещаться или поворачиваться в направлении ширины стальной полосы с помощью поворотного механизма.
Натяжное устройство также содержит механизм обжатия, выполненный с возможностью выполнения обжатия зажатого участка стального листа, используя пару бесконечных лент, верхнюю и нижнюю, или пару гусениц, верхнюю и нижнюю.
На основании величины поворачивания и величины обжатия, определяемых в соответствии с величиной крена стальной полосы, поворотный механизм перемещает или поворачивает натяжное устройство в направлении ширины стальной полосы, и
механизм обжатия выполняет обжатие на одном из концевых участков в направлении ширины стальной полосы.
[2] В натяжном устройстве, описанном в [1], механизм обжатия выполняет обжатие на одном из концевых участков в направлении ширины стальной полосы для увеличения величины обжатия в направлении, противоположном направлению крена стальной полосы.
[3] В натяжном устройстве, описанном в [1] или [2], отношение величины обжатия к величине поворачивания задано равным от 1,5 раз до 2,5 раз.
[4] В способе регулирования крена стальной полосы крен стальной полосы регулируется с помощью натяжного устройства по любому из [1] – [3].
[5] В способе изготовления стальной полосы стальная полоса изготавливается с помощью натяжного устройства по любому из [1] – [3].
Преимущественные эффекты изобретения
По настоящему изобретению, даже при более высокой линейной скорости, чем линейная скорость по предшествующему уровню техники, можно предотвращать крен стальной полосы, имеющий место во время изготовления стальной полосы с высоким содержанием кремния, тем самым обеспечивая более эффективное изготовление стальной полосы.
Краткое описание чертежей
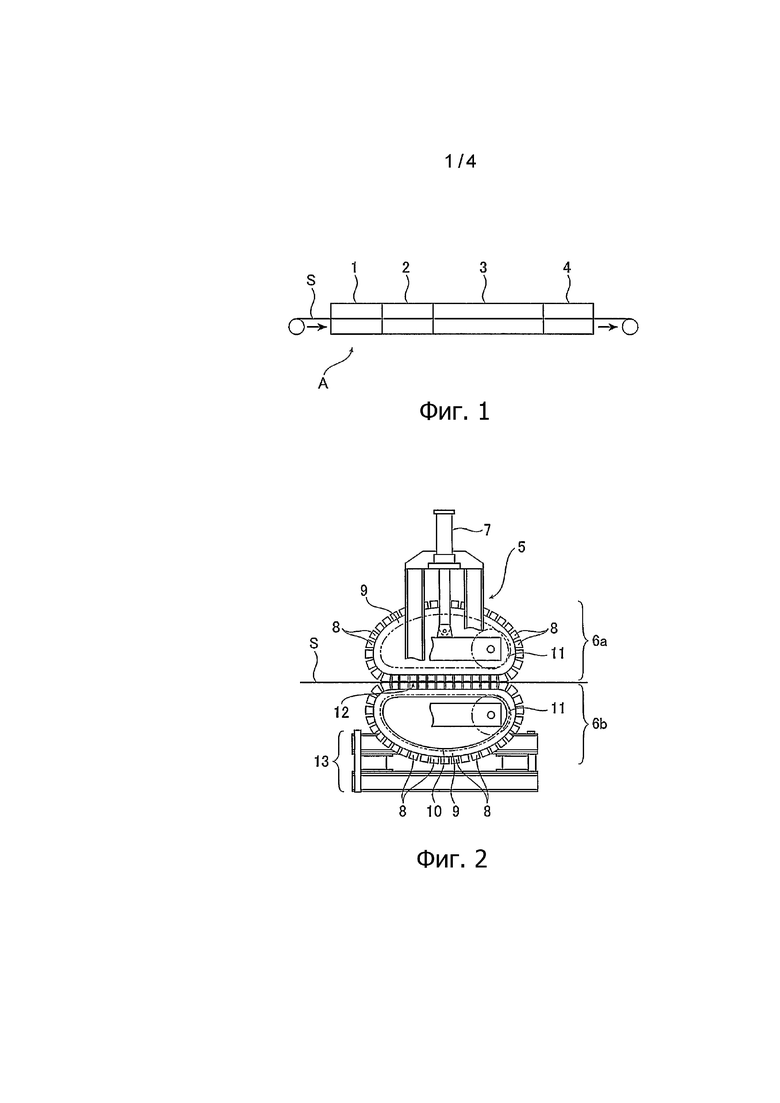
Фиг. 1 – схематический вид установки непрерывной обработки силицированием, которая выполняет обработку силицированием стальных полос с высоким содержанием кремния;
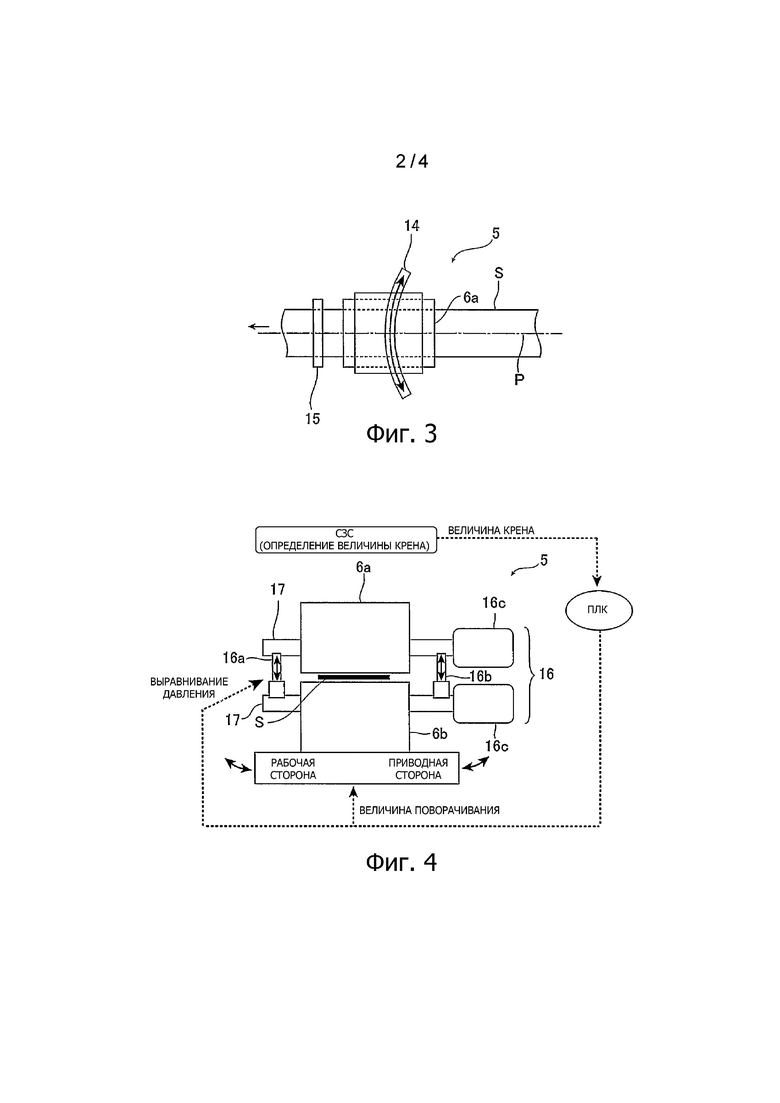
фиг. 2 – вид сбоку натяжного устройства по настоящему изобретению;
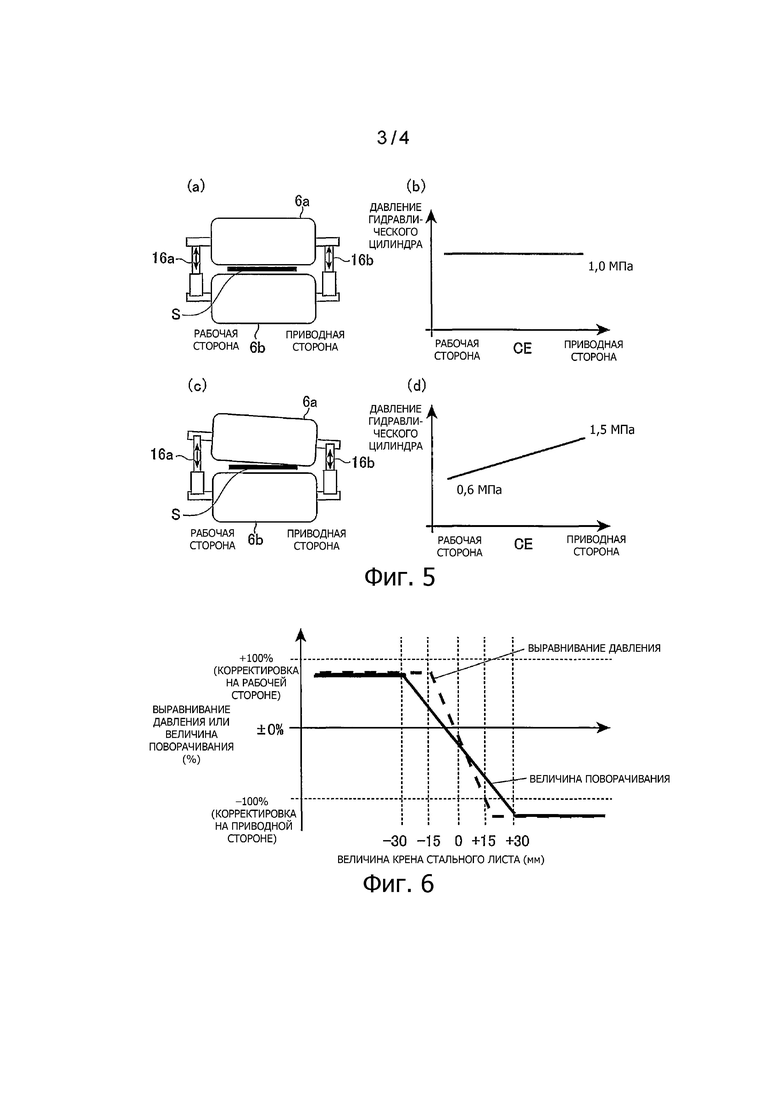
фиг. 3 – вид в плане поворотного механизма натяжного устройства по настоящему изобретению, если смотреть сверху;
фиг. 4 – схематический вид в разрезе механизма обжатия, если смотреть с передней стороны, и процесс управления удерживающего механизма в натяжном устройстве по настоящему изобретению;
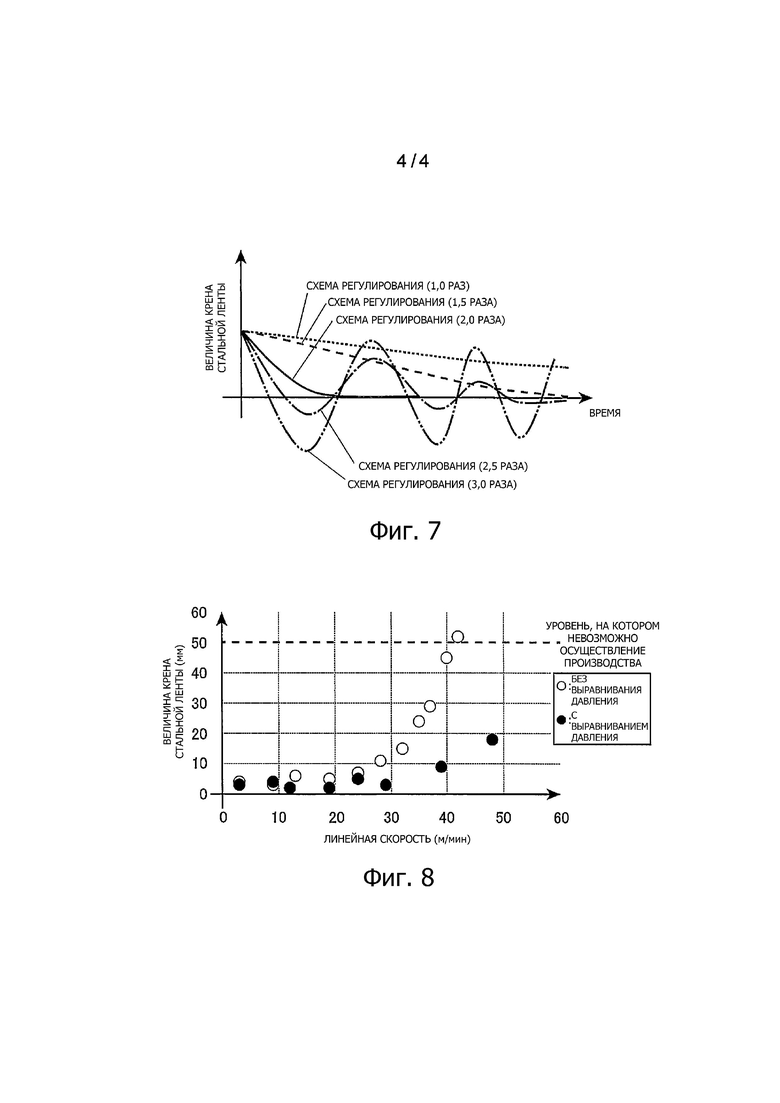
фиг. 5 – схематический вид, показывающий регулирование обжатия с помощью удерживающего механизма в натяжном устройстве по настоящему изобретению; на фиг. 5: фиг. 5(a) – вид в разрезе натяжного устройства, если смотреть с передней стороны в случае, когда крен стального листа не имеет места, фиг. 5(b) – график распределения давления в направлении ширины стальной полосы в случае, когда крен стального листа не имеет места, фиг. 5(c) – вид в разрезе натяжного устройства, если смотреть с передней стороны в случае, когда давление увеличивается на приводной стороне (DR-стороне) во время крена стальной полосы на рабочей стороне (OP-стороне), и фиг. 5(d) – график распределения давления в направлении ширины стальной полосы в случае, когда давление увеличивается на приводной стороне (DR-стороне) во время крена стальной полосы на рабочей стороне (OP-стороне).
фиг. 6 - пример схемы способа регулирования для величины поворачивания и величины обжатия в натяжном устройстве по настоящему изобретению;
фиг. 7 – схематическое объяснение на основании следующих друг за другом схем регулирования, как корректируется выпучивание во времени от состояния, в котором стальная полоса находится в состоянии крена;
фиг. 8 – пример взаимосвязи между линейной скоростью и величиной крена стального листа.
Осуществление изобретения
На фиг. 1 схематически показана установка непрерывной обработки силицированием, которая выполняет обработку силицированием стальных полос с высоким содержанием кремния. Установка непрерывной обработки силицированием содержит горизонтальную печь A непрерывного действия. Печь A непрерывного действия имеет зону 1 нагрева, зону 2 силицирования, зону 3 диффузии и выдержки и зону 4 охлаждения, расположенную со стороны входа в печь. В такой печи A непрерывного действия стальная полоса S поступает в печь и проходит через нее (стрелка на фиг. 1 показывает направление прохождения стальной полосы S) и нагревается до температуры обработки силицированием (1023°C – 1200°C) или приблизительно до указанной температуры в зоне 1 нагрева и затем приводится в контакт в зоне 2 силицирования с обрабатывающим газом, который содержит газообразный тетрахлорид кремния SiCl4. Обрабатывающий газ продувается через газовые сопла в направлении обеих поверхностей стальной полосы, так чтобы обеспечить проникание Si в поверхности стальной полосы S, и затем в зоне 3 диффузии и выдержки выполняется диффузионная термообработка, во время которой Si диффундирует в направлении толщины листа. После этого стальная полоса S охлаждается в зоне 4 охлаждения, и обработка силицированием завершается. Стальная полоса S выходит из печи на стороне выхода. На стороне выхода печи A непрерывного действия, т.е. после зоны 4 охлаждения установлено натяжное устройство по настоящему изобретению.
Натяжное устройство по настоящему изобретению содержит пару бесконечных лент, верхнюю и нижнюю, или гусеничных элементов, верхний и нижний, и удерживающий механизм. Бесконечные ленты или гусеничные механизмы зажимают стальную полосу и могут вращаться. Удерживающий механизм служит для удерживания верхней бесконечной ленты или верхнего гусеничного элемента и выполнения обжатия стальной полосы. В натяжном устройстве по настоящему изобретению части пары вращающихся бесконечных лент, верхней и нижней, или гусеничных элементов, верхнего и нижнего, направляются поворотным механизмом и перемещаются в направлении ширины стальной полосы (движутся горизонтально) по линии прохождения, и эти горизонтально движущиеся участки зажимают стальную полосу и приходят в поверхностный контакт с обеими поверхностями стальной полосы. Ниже со ссылкой на чертежи приведено описание натяжного устройства по настоящему изобретению.
На фиг. 2 показан вид сбоку натяжного устройства по настоящему изобретению. На фиг. 2 натяжное устройство 5 содержит пару гусеничных элементов 6a, 6b, верхний и нижний, удерживающий механизм 7 (устройство с цилиндром или т.п.) и приводное устройство (не показано). Гусеничные элементы 6a, 6b зажимают стальную полосу S. Удерживающий механизм 7 служит для удерживания верхнего гусеничного элемента 6a и выполнения обжатия стальной полосы S. Приводное устройство вращает пару гусеничных элементов 6a, 6b, верхний и нижний. Верхний и нижний гусеничные элементы 6a, 6b содержат цепную ленту 9, образованную посредством соединения множества прямоугольных сегментов 8. Внутри каждой из цепных лент 9 расположен кольцевой направляющий механизм 10 для удерживания цепной ленты 9 (на фиг. 2 направляющий механизм показан только на нижнем гусеничном элементе 6b). На одном конце внутри каждого из гусеничных элементов 6a, 6b установлена звездочка 11, которая приводит в движение цепную ленту 9. Таким образом, гусеничные элементы 6a, 6b приводятся в действие соответствующими звездочками 11 и совершают круговое движение по направляющим механизмам 10. Кроме того, на верхней поверхности каждого из сегментов 8 образован слой резинового покрытия (не показан). Основная часть натяжного устройства 5 поддерживается рамой 13.
Кольцевой направляющий механизм 10 выполнен таким образом, что в окружном направлении гусеничного элемента последовательно образован участок зажимания стальной полосы, и помимо участка зажимания стальной полосы другие участки удерживаются в соответствующих формах, например, в дугообразных формах. Таким образом, в частях, зажимающих стальную полосу, верхнего и нижнего гусеничных элементов 6a, 6b множество сегментов 8 могут перемещаться горизонтально с концевыми участками сегментов 8, находящимися в контакте друг с другом, и зажимать стальную полосу S, используя эти горизонтально движущиеся участки 12. Соответственно, натяжное устройство 5 может надежно зажимать стальную полосу S за счет поверхностного контакта, в результате чего натяжное устройство 5 может транспортировать стальную полосу S и выполнять функцию натяжения без изгибания стальной полосы S.
Натяжное устройство 5 может перемещаться в направлении ширины стальной полосы относительно линии движения стальной полосы. Это обеспечивается с помощью поворотного механизма натяжного устройства 5. На фиг. 3 показан вид в плане поворотного механизма натяжного устройства по настоящему изобретению, если смотреть сверху. Поворотный механизм натяжного устройства 5 встроен в раму 13. Как показано на фиг. 3, натяжное устройство 5 по настоящему изобретению удерживается с возможностью перемещения направляющей 14 (рельсовой направляющей или т.п.), расположенной в направлении ширины стальной полосы относительно линии движения стальной полосы. Направляющая 14 образована в виде дуги относительно воображаемой точки P на стороне непрерывной поверхности. Соответственно, натяжное устройство, 5 удерживаемое с возможностью перемещения по направляющей 14, перемещается или поворачивается в дугообразной форме относительно воображаемой точки P в направлении ширины стальной полосы (горизонтальное направление) относительно линии движения стальной полосы.
Как показано на фиг. 3, непосредственно за натяжным устройством 5 расположено устройство 15 обнаружения крена (например, датчик положения, содержащий передатчик света и приемник света) стальной полосы. Когда устройство 15 обнаружения крена обнаруживает крен стальной полосы S, поворотный механизм выполняет поворачивание, во время которого натяжное устройство 5 движется в направлении ширины стальной полосы S, тем самым устраняя крен. Другими словами, натяжное устройство 5 перемещает стальную полосу S в направлении, противоположном направлению крена стальной полосы в направлении ширины стальной полосы, в то время как стальная полоса S зажимается гусеничными элементами 6a, 6b, тем самым, корректируя крен стальной полосы S. Что касается величины поворачивания, крен стальной полосы S регулируется на основании величины поворачивания и величины обжатия, которые будут описаны ниже. Вместо дугообразной формы, показанной на фиг. 3, траектория движения натяжного устройства 5 в направлении ширины относительно линии движения стальной полосы может иметь линейную форму, перпендикулярную линии движения стальной полосы, или дугообразную форму, направленную в обратную сторону относительно дугообразной траектории, показанной на фиг. 3. В таких случаях форма направляющей 14 выбирается согласно траектории движения.
Перемещение натяжного устройства 5 по настоящему изобретению по линии прохождения стальной полосы выполняется за счет движущей силы приводного устройства (не показано; например, устройства с цилиндром или т.п.).
Несмотря на то, что на фиг. 2 и 3 показано устройство, в котором средством для зажимания стальной полосы S являются верхний и нижний гусеничные элементы, вместо указанных верхнего и нижнего гусеничных элементов могут использоваться верхняя и нижняя бесконечные ленты.
Натяжное устройство по настоящему изобретению также содержит механизм обжатия, который выполняет обжатие зажатого участка стальной полосы, используя пару бесконечных лент, верхнюю и нижнюю, или гусеничных элементов, верхний и нижний. Таким образом, поворотный механизм перемещает или поворачивает натяжное устройство в направлении ширины стальной полосы на основании величины обжатия и величины поворачивания, которые определяются в соответствии с величиной крена стальной полосы, и, кроме того, механизм обжатия выполняет обжатие на одном концевом участке в направлении ширины стальной полосы для увеличения величины обжатия в направлении, противоположном направлению крена стальной полосы. Таким образом, совместно со способом по предшествующему уровню техники для перемещения или поворачивания в направлении ширины, относящимся к механизму поворачивания, величина обжатия с помощью механизма обжатия при зажимании стальной полосы получается неравномерной в направлении ширины стальной полосы. Это может обеспечить корректировку крена стальной полосы в направлении стороны, где величина обжатия является высокой. В результате, даже в случае, где линейная скорость выше линейной скорости по предшествующему уровню техники, может быть достигнут более высокий эффект корректировки крена.
На фиг. 4 показаны схематический вид в разрезе механизма обжатия, если смотреть с передней стороны, и процесс управления удерживающего механизма в натяжном устройстве по настоящему изобретению. Натяжное устройство 5 по настоящему изобретению содержит механизм 16 обжатия для регулирования давления верхнего гусеничного элемента 6a, когда стальная полоса зажата. В частности, с обеих сторон в направлении ширины стальной полосы установлены гидравлические цилиндры 16a, 16b, которые перемещают вверх и вниз верхний гусеничный элемент 6a. По настоящему изобретению гидравлические цилиндры 16a, 16b действуют с возможностью регулирования обжатия. Другими словами, давление гидравлического цилиндра 16a на одну сторону в направлении ширины стальной полосы и давление гидравлического цилиндра 16b на другую сторону в направлении ширины стальной полосы заданы таким образом, что они отличаются друг от друга, в результате чего стальная полоса S подвергается обжатию неравномерным образом в направлении ширины стальной полосы. Гидравлические цилиндры 16a, 16b соединены с двигателями 16c, и величина давления соответствующим образом регулируется двигателями 16с. С двигателями 16c соединены приводные валы 17.
По настоящему изобретению при обнаружении крена стальной полосы S с помощью устройства 15 обнаружения крена (CPC) применительно к стальной полосе S, расположенной непосредственно за натяжным устройством 5, выполняется регулирование баланса между величиной поворачивания и величиной обжатия с целью корректировки крена, благодаря чему корректируется крен. Другими словами, на основании величины крена, обнаруживаемой устройством 15 обнаружения крена, величина поворачивания и величина обжатия (выравнивание давления) определяются автоматически с помощью ПЛК согласно схеме способа регулирования. Далее механизм поворачивания перемещает натяжное устройство в направлении ширины стальной полосы на основании определяемой величины поворачивания, и механизм обжатия выполняет обжатие стальной полосы на основании определяемой величины обжатия.
Что касается регулирования обжатия, в частности, механизма обжатия, гидравлические цилиндры действуют с возможностью выполнения регулирования обжатия. На фиг. 5 представлен схематический вид, поясняющий регулирование величины обжатия с помощью удерживающего механизма в натяжном устройстве по настоящему изобретению, например, показан случай, где давления гидравлических цилиндров 16a, 16b соответственно регулируются посредством наладки, когда давление одного гидравлического цилиндра 16a составляет 1, и давление другого гидравлического цилиндра 16b составляет 0,6 – 1,5. Как показано на фиг. 5(a), когда крен стальной полосы S отсутствует, верхний и нижний гусеничные элементы 6a, 6b зажимают стальную полосу, так что давление в направлении ширины стальной полосы является равномерным, как показано на фиг. 5(b). Например, как показано на фиг. 5(c), когда крен стальной полосы S имеет место на рабочей стороне (OP-стороне), гидравлические цилиндры регулируются таким образом, что они увеличивают давление на приводной стороне (DR-стороне) для корректировки крена на DR-стороне. Как показано на фиг. 5(d), когда разница между прикладываемыми давлениями является максимальной, давление на OP-стороне составляет 0,6 МПа, и давление на DR-стороне составляет 1,5 МПа.
По настоящему изобретению величины обжатия гидравлических цилиндров (выравнивание давления) варьируются автоматически согласно величине крена стальной полосы S, в результате чего давление, прикладываемое к стальной полосе, когда стальная полоса S зажата, получается неравномерным в направлении ширины стальной полосы. В частности, в направлении ширины стальной полосы один из концевых участков в направлении ширины стальной полосы подвергается обжатию, так что величина обжатия увеличивается в направлении, противоположном направлению крена стальной полосы, тем самым обеспечивая корректировку крена.
На фиг. 6 показан пример схемы способа регулирования по настоящему изобретению. Согласно схеме способа регулирования для натяжного устройства по предшествующему уровню техники в отношении величины крена стального листа S автоматически регулируется только величина поворачивания (сплошная линия на фиг. 6). В случае на фиг. 6, когда возникает величина крена ±30 мм, величина поворачивания является максимальной.
По настоящему изобретению к величине поворачивания добавлена функция корректировки крена посредством варьирования выравнивания давления (величины обжатия) в направлении ширины стальной полосы (пунктирная линия на фиг. 6) для выполнения регулирования, где выравнивание давления в направлении ширины является максимальным, когда, например, величина выпучивания составляет ±15 мм.
Что касается схемы способа регулирования по настоящему изобретению, были выполнены испытания на отношение выравнивания давления к величине поворачивания. На установке непрерывной обработки силицированием, показанной на фиг. 1, обработка силицированием была выполнена на стальной полосе S толщиной 0,1 мм и шириной 640 мм (линейная скорость: 30 м/мин, линейное натяжение: 0,1 кг/мм2). Крен был откорректирован при величине поворачивания и выравнивании давления, перечисленным в табл. 1 (пять схем). Взаимосвязь между величиной поворачивания и выравниванием давления и результаты корректировки крена приведены в табл. 1. Величины крена стального листа в табл. 1 являются значениями, соответствующими горизонтальной оси на фиг. 6. Оценки величины крена приведены в поле таблицы 1.
Таблица 1
раз
раза
раза
0%
0%
0%
0%
0%
25%
38%
50%
63%
75%
50%
75%
100%
100%
100%
100%
100%
100%
100%
100%
100%
100%
100%
100%
100%
A: Величина крена меньше или равна 15 мм.
B: Величина крена больше 15 мм и меньше 30 мм.
C: Величина крена больше или равна 30 мм.
В схеме (1) наклон выравнивания давления варьируется как 1:1 относительно наклона величины поворачивания, которая варьируется согласно величине крена стального листа. Другими словами, показано, что выравнивание давления относительно величины поворачивания увеличивается от (1) к (5). Кроме того, отношения, перечисленные в табл. 1, представляют % выхода величины поворачивания или выравнивания давления.
На фиг. 7 показана концепция корректировки крена стальной полосы S по схемам, перечисленным в табл. 1. На фиг. 7 схематически показано, как крен корректируется во времени из состояния, в котором стальная полоса S находится в состоянии крена, с указанием результатов в соответствующих схемах управления.
В случаях со схемами (2), (3) и (4), когда отношение выравнивания давления к величине поворачивания регулируется таким образом, что оно находится в диапазоне о 1,5 раз до 2,5 раз, крен стальной полосы S может быть эффективно скорректирован. В случае, когда отношение выравнивания давления к величине поворачивания меньше 1,5 раз и величина крена небольшая (величина крена ≤ ±10 мм), выход выравнивания давления уменьшается. Таким образом, возможность корректировки, когда имеет место крен, является небольшой, и для выполнения корректировки требуется большое количество времени. И, наоборот, в случае, когда отношение выравнивания давления к величине поворачивания больше 2,5 раз, выход выравнивания давления чрезмерно увеличивается даже при небольшой величине крена. Это обусловливает колебание в выравнивании давления, и само устройство становится источником возникновения крена. Таким образом, по настоящему изобретению предпочтительно, чтобы отношение выравнивания давления к величине поворачивания составляло от 1,5 раз до 2,5 раз.
Из вышеприведенного описания с помощью натяжного устройства по настоящему изобретению совместно со способом по предшествующему уровню техники для перемещения или поворачивания в направлении ширины, относящимся к механизму поворачивания, величина обжатия с помощью механизма обжатия при зажимании стальной полосы получается неравномерной в направлении ширины стальной полосы. Это может обеспечить корректировку крена стальной полосы в направлении стороны, где величина обжатия является высокой. В результате, даже в случае, где линейная скорость выше линейной скорости по предшествующему уровню техники, может быть устранен крен стальной полосы, который возникает при изготовлении стальной полосы, и стальная полоса может изготавливаться с большей эффективностью.
Примеры
Стальные полосы с высоким содержанием кремния были изготовлены с помощью производственной установки для изготовления стальных полос с высоким содержанием кремния, которая была оснащена натяжным устройством по изобретению, и производственной установки для изготовления стальных полос с высоким содержанием кремния, которая была оснащена натяжным устройством по предшествующему уровню техники. В частности, стальные полосы с содержанием Si, равным 3% масс., имеющие толщину 0,1 мм и ширину 640 мм, были подвергнуты обработке силицированием для изготовления стальных полос с содержанием Si, равным 6,5% масс. Внутреннее натяжение стальной ленты в печи было задано равным 0,1 кг/мм2 с помощью натяжного ролика, служащего в качестве средства прикладывания натяжения. Величина крена стального листа (величина перемещения при поворачивании) применительно к линейной скорости во время изготовления была проверена в случае использования натяжного устройства по настоящему изобретению (с выравниванием давления) и в случае использования натяжного устройства по предшествующему уровню техники (без выравнивания давления).
Результаты показаны на фиг. 8.
В натяжном устройстве по предшествующему уровню техники крен имел место, когда линейная скорость составляла приблизительно 40 м/мин. Величина крена увеличилась до уровня, при котором производство ленты было невозможно и процесс производства нельзя было продолжать. И, наоборот, в натяжном устройстве по настоящему изобретению величина крена была в пределах приемлемого диапазона, даже когда линейная скорость составляла 50 м/мин, и процесс производства можно было продолжать.
Перечень ссылочных номеров
1 – зона нагрева
2 – зона силицирования
3 – зона диффузии и выдержки
4 – зона охлаждения
5 – натяжное устройство
6a – верхний гусеничный элемент
6b – нижний гусеничный элемент
7 – удерживающий механизм
8 - сегмент
9 – цепная лента
10 – направляющий механизм
11 - звездочка
12 – горизонтально движущийся участок
13 – рама
14 – направляющая
15 – устройство обнаружения крена
16 – механизм обжатия
16a – гидравлический цилиндр
16b – гидравлический цилиндр
16c – двигатель
17 – приводной вал
A – печь непрерывного действия
P – воображаемая точка
S – стальная полоса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сопло с нагнетательным отверстием в виде прорези и способ силицирования стальной полосы с высоким содержанием кремния посредством сопла | 2019 |
|
RU2766911C1 |
| УСТРОЙСТВО СПЕКТРАЛЬНОГО АНАЛИЗА, СПОСОБ СПЕКТРАЛЬНОГО АНАЛИЗА, СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОЙ ПОЛОСЫ И СПОСОБ ОБЕСПЕЧЕНИЯ КАЧЕСТВА СТАЛЬНОЙ ПОЛОСЫ | 2018 |
|
RU2745856C1 |
| ТОНКАЯ РИФЛЕНАЯ СТАЛЬНАЯ ПОЛОСА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2824365C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРУКТУРНО-ОРИЕНТИРОВАННОЙ СТАЛЬНОЙ МАГНИТНОЙ ПОЛОСЫ | 2006 |
|
RU2407807C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОЙ ПОЛОСЫ ИЛИ ЛИСТА | 1997 |
|
RU2208485C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ЛЕНТЫ ИЛИ ЛИСТОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2036030C1 |
| СТАЛЬНАЯ ПОЛОСА ДЛЯ ПРОИЗВОДСТВА НЕОРИЕНТИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОЙ СТАЛЬНОЙ ПОЛОСЫ | 2017 |
|
RU2715586C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ПОЛОСЫ И ЕЕ ПОСЛЕДУЮЩЕЙ ОБРАБОТКИ | 2004 |
|
RU2281820C2 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ПОЛОСЫ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 1996 |
|
RU2128717C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ПОЛОСЫ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2078625C1 |
Группа изобретений относится к натяжному устройству для натяжения стальной полосы, а также способу регулирования крена стальной полосы и способу изготовления стальной полосы посредством указанного устройства. Устройство содержит пару способных вращаться бесконечных лент, верхнюю и нижнюю, или пару способных вращаться гусениц, верхнюю и нижнюю, выполненных с возможностью зажимания стальной полосы, и способное перемещаться или поворачиваться в направлении ширины стальной полосы с помощью поворотного механизма, механизм обжатия, выполненный с возможностью выполнения обжатия зажатого участка стального листа, используя пару бесконечных лент, верхнюю и нижнюю, или пару гусениц, верхнюю и нижнюю. Причем поворотный механизм выполнен с возможностью перемещения или поворота натяжного устройства в направлении ширины стальной полосы на основании величины поворачивания и баланса давления, определяемых в соответствии с величиной крена стальной полосы, а механизм обжатия выполнен с возможностью обжатия стальной полосы с обеспечением баланса давления для создания неравномерного обжатия по ширине стальной полосы для устранения крена стальной полосы. Технический результат заключается в более эффективном изготовлении стальной полосы. 3 н. и 3 з.п. ф-лы, 8 ил., 1 табл.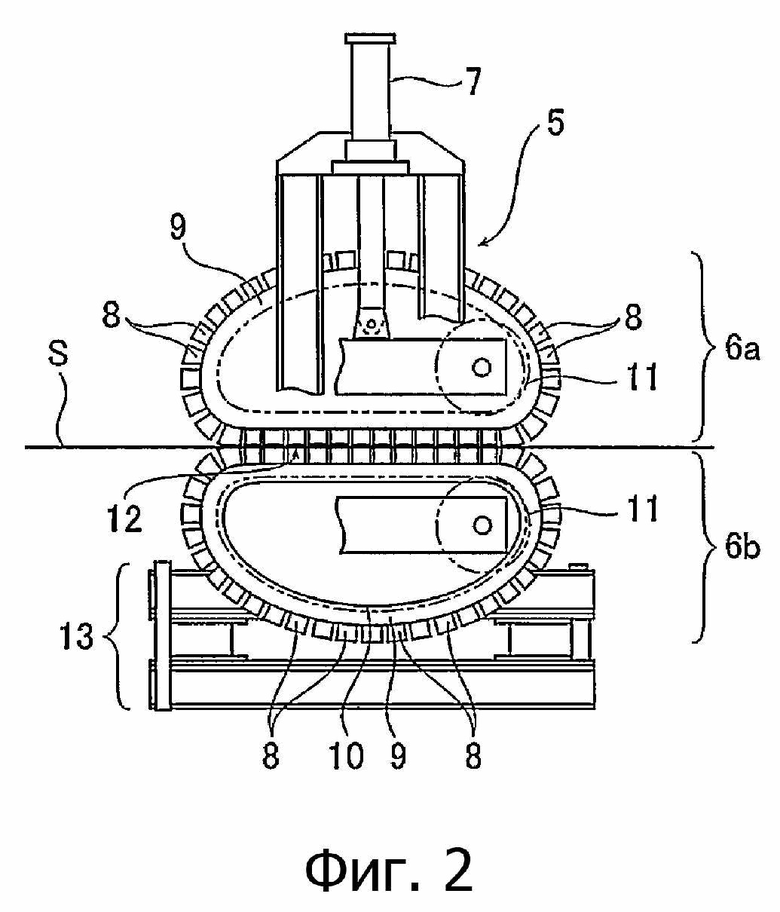
1. Натяжное устройство для натяжения стальной полосы, содержащее
пару способных вращаться бесконечных лент, верхнюю и нижнюю, или пару способных вращаться гусениц, верхнюю и нижнюю, выполненных с возможностью зажимания стальной полосы, и способное перемещаться или поворачиваться в направлении ширины стальной полосы с помощью поворотного механизма;
механизм обжатия, выполненный с возможностью выполнения обжатия зажатого участка стального листа, используя пару бесконечных лент, верхнюю и нижнюю, или пару гусениц, верхнюю и нижнюю, причем
поворотный механизм выполнен с возможностью перемещения или поворота натяжного устройства в направлении ширины стальной полосы на основании величины поворачивания и баланса давления, определяемых в соответствии с величиной крена стальной полосы,
механизм обжатия выполнен с возможностью обжатия стальной полосы с обеспечением баланса давления для создания неравномерного обжатия по ширине стальной полосы для устранения крена стальной полосы.
2. Устройство по п. 1, в котором механизм обжатия выполнен с возможностью обжатия стальной полосы на одном из ее концевых участков в направлении ширины стальной полосы для увеличения величины обжатия в направлении, противоположном направлению крена стальной полосы.
3. Устройство по п. 1, в котором отношение выравнивания давления к величине поворачивания задано равным от 1,5 до 2,5 раз.
4. Устройство по п. 2, в котором отношение выравнивания давления к величине поворачивания задано равным от 1,5 до 2,5 раз.
5. Способ регулирования крена стальной полосы, в котором крен стальной полосы регулируют посредством натяжного устройства по любому из пп. 1-4.
6. Способ изготовления стальной полосы, в котором крен стальной полосы устраняют посредством натяжного устройства по любому из пп. 1-4.
| US 2017260005 A1, 14.09.2017 | |||
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |
| US 2003066857 A1, 10.04.2003 | |||
| УСТРОЙСТВО для ЗАПРАВКИ ПОЛОСЫ в СТАН | 0 |
|
SU310703A1 |
| Натяжное устройство стана холодной прокатки сдвоенных полос | 1982 |
|
SU1044367A1 |
| RU 2004113028 A, 27.10.2005 | |||
| Установка для термомеханического упрочнения изделий | 1985 |
|
SU1355635A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |

