Изобретение относится к прокатному производству и может быть использовано для холодной прокатки сдвоенных полос .при их смотке на один барабан моталки, При смотке двух сдвоенных полос на одну моталку радиусы намотки каждой из ни:) различны, что приводит к провисанию одноц из них на величину за каждый оборот барабана моталки ( «S - толщина одной полосы). При этом вся величина натяжения, создаваемого моталкой, передается только на одну (натянутую) полосу. Натяжение в провисающей полосе мгновенно падает, что приводит к неравномерной деформации полос в клети прокатного стана, увеличению относительной их разнотолщинпости и дд:табилизирует процесс смотки полос. : Неравнозначность механических свойств и геометрии сдвоенных полос, а также различные условия трения в местах их контакта с рабочими валками прокатной клети предопределяют необходимость приложения различных по величине натяжений к каждои полосе. Таким образом, реализация способа прокатки сдвоенных полос при их смотке на один барабан моталки связана с необ ходимостью создания устройств, ббеспечивающих необходимое натяжение каждой полосы. Известны, натяжные устройства станов холодной прокатки, включающие натяжной ролик, установленный па конце качающегося рычага 1 или натяжной ролик, цапфы которого соединены. с поворотными корпусами, опирающимися на траверсы, щарнирно закрепленные к станине 2}, Однако, указанные устройства не могут быть использованы при прокатке сдвоенных полос, так как они не обеспечивают возможности смотки на один барабан моталки, сдвоенных полос с необходимым натяжением каждой их ветви. Наиболее близким по.технической сущности и достигаемому результату к предлагаемому является натяжное устройство стааа холодной прокатки сдвоенных полос, включающее моталку, установленные на неподвижных осях отклоняющие и на подвижных осях натяжные ролики с механизмом натяжения 3. -«- - - . Недостаток известного устройства - невозможность расположения -двуплечего рычага- со стороны привода, так как npvt увеличении диаметра сматываемого рулона болылее плечо рычага упирается в барабан моталки или элементы его привода, расположение же двуплечего рычага со стороны обслуживания и необходимость пропуска сдвоенных полос между барабаном .моталки и следящим роликом приводят к затруднениям при заправке. Причем сматываемые сдвоенные по.яосы имеют различные значения толщины по длине, а соотноп1емие длин рычага является постоянным ( ) и не может обеспечить не только равных натяжений в сматываемых полосах, но и различных. Кроме того, величина натяжения, полосы, огибающей, натяжной ролик, не яв.ляется постоянной, Tai как-по .мере увеличения-диаметра рулона плечи сил, воздей.ствующих на следящий и.натяжной ролик, все время изменяются. ТакИм образом,- предлагаемое устройство не обе,спечивает нормальное ведение технологического процесса прокатки сдвоенных полос. Цель изобретения - повыщение точности проката за счет регулирования натяжения в каждой из полос при их смотке на один барабан моталки. . . Поставленная цель достигается тем, что в натяжном устройстве стана холодной прокатки сдвоенных полос, включающем моталку, установленные на неподвижных осях отклоняющие и на подвижных осях натяжные ролики с механизмом на.тяжения, механизм натяжения выполнен в виде установленного с возможностью перемещения на вертикальной с.тупенчатрй коло.нне трехполостно о силового привода, на корпусе которого установлен верхний, а на- щтокпорщне -7 нижний натяжные ролики, причем каждая полость силового привода снабжена каналом для подвода и отвода рабочей среды. . . - . , Такое ре.шекие позволяет устанавливать необходимые в конкретном случае величины натяжения каждой из смать1ва€Мых полос, что приводит к по.выи1ению точности про-. ката при стабильны.х условиях смотки полос на один барабан моталки. . На фиГ; 1 .схематически изображено натяжное устройство; на фиг. 2 т- разрез А-А на фиг. 1.- . Натяжное устройство стана холодной прокатки сдвоенных полос содержит (фиг.I и 2) моталку 1 и раму 2, нд которой .на неподвижных осях смонтированы верхние отклоняющие ролики 3 и 4, нижние отклоняющие ролики 5 и б и закреплена вертикаль: ная ступенчатая колонна 7 с подви жно установленньш на ней трехполостным силовым приводом 8, включающим корпус 9 с верхним натяжным роликом 10 и щток-корщень 11с нижнимиатяжным роликом 12. Корпус. 9 имеет каналы 13 и 14 для подвода и отвода рабочей среды соответственно в полости 15 и 16, а в раме 2 и колонне 7 выполнены каналы 17 и 18 для подвода И отвода рабочей среды, в полость 19. Кроме ТОГО, силовой привод 8 .снабж.ен необходимыми уплотнениями, направляющими втулками и крепежными деталями. Нижние Части корпуса 9 и щток-порщня 11 выполнены расширенными и перемещаются по внутренним направляющим рамы 2. Натяжное устройство работает следующим образом. ГПредварительно в полость 19 (фиг. 2); через каналы 17 и 18 подаются рабочую среду, величину давления, которой устанав;лирают таким образцом, что .возникающая за счет разности диаметров ступеней колонны 7 подъемная сила уравновешивает собственный вес подвижных частей силового привода 8.Сдвоенные путем наложения одна на другую и прик-атанные в рабочей клети (клетях) 20 полосы 21 и 22 с исходных рулонов 23-и 24 разделяют и каждую.из них заправляют в ролики 3,4 и 10 и 5,6 и 12, а затем на барабан моталки 1 (фиг. 1). После этого, рабочую среду подают Через канал 13 (фиг. 2) в полость 15, а полость 16 через канал 14 соединяют со сливом (атмосферой). В этом случае о, полосы 21 и Ш находятся под одинаковым натяжением все Время прокатки, а о(5разу1рщиеся петли выбираются натяжными роликами 10 и I,; При нижней заправке поЛос 21 и 22 на барабан моталки I петля рбразрвывается. на верхней полосе 21, а при верхней Заправкеэтих полос- на нижней полосе 22. Величи-: ну натяжения полос в этом случае уста-навливают с помощью регулирования давления рабочей среды в.полости 15. При необходимости создания разных величин натяжения в полосах 21 и 22 фик-; сируют относительно рамь 2 либо корпус 9 с верхним натяжным роликом 10, либо шток-поршень 11 с нижним натяжным роликом 12. В этом случае необходимое натяжение одной из полос 21 и 22 создается с помощью привода моталки 1, а натяжение второй полосы получают путем подачи рабочей среды в полости 15, 16 и 19 силового привода 8, устанавливая необходимое давление последней. Устройство может быть выполнено как гидравлическим, так и пневматическим. В качестве рабочей среды используют жидкость (масло) или сжатый воздух. Таким образом, конструкция-натяжного, устройства позволяет устанавливать и в широких пределах регулировать натяжения ббеих полос при их сдвоенной прокатке. Пример. На полупромышленном стане кварто с диаметром рабочих валков 55 мм, оснащенном предлагаемым натяжным устройством, прокатывают рулоны, сосгояише каждый из двух предварительно сдвоенных полос. В первом случае толщина обеих полос одинакова и составляет 1,0 мм, во втором сл.учае толщина верхней полосы 0,95 мм, i. нижней 1,0 мм. Полосы прокатывают о об жатием и скоростью 1 м/с. При ширине полос 100 мм натяжение на моталке задают 0,4 т. Нижнюю намотку осуществляют на одну моталку. При прокатке сдвоенных полос без применения натяжного устройства происходит образование петли в верхней полосе, которая прокатывается без натяжения. Через 10-12 с после начала прокатки образующаяся на верхней полосе петля теряет устойчивость и подматывается в сматываемый рулон, деформируя поверхность полос. При этом нарушается стабильность процесса смотки, который необходимо, прекратить. Замеры толщины прокатанных полос пока-зывают: нижняя полоса в обоих случаях 0,79 мм, верхняя 0,82 мм в первом случае; и 0,77 мм во втором ., При использовании предлагаемого натяжного устройства натяжение, создаваемое моталкой, составляет 0,4 т, натяжение в верхней полосе равно 0,4 т (шток-поршенЬ II с натяжньш роликом 12 фиксируются относительно рамы 2). Процессы прокатки и смотки сдвоенных полос протекают стабильно. Конечная толщина полос одинакова в первом случае и составляет 0,79-0,81 мм. Во втором при разной толщине исходных полос верхней полосы составляет 0,75-0.,76 мм, а нижней - 0,80-0,81 мм. После того, как натяжение нижней полосы увеличивают до 0,52 (натяжение верхней полосы не изменяется и составляет 0,4 т), конечная толщина обеих полос после прокатки практически одинакова, несмотря на разность исходных толщинна 0,05 мм. Реализация изобретения позволит осуществить процесс прокатки наложенных полос при их смотке на один барабан моталки.
фиг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Натяжное устройство стана холодной прокатки сдвоенной полосы | 1978 |
|
SU880537A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ПОЛОСЫ ОТ НЕПРЕРЫВНОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ К МОТАЛКАМ | 1996 |
|
RU2094138C1 |
| СПОСОБ СМОТКИ В РУЛОН ХОЛОДНОКАТАНОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2222400C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ПОЛОВ | 2002 |
|
RU2223833C2 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОЙ ПОЛОСЫ НА СТАНАХ ГОРЯЧЕЙ ПРОКАТКИ | 2005 |
|
RU2293617C2 |
| Способ прокатки полос и стан для прокатки полос | 1985 |
|
SU1321491A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ И ПРОКАТНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1998 |
|
RU2146972C1 |
| СПОСОБ СМОТКИ В РУЛОН ХОЛОДНОКАТАНОЙ ПОЛОСОВОЙ СТАЛИ | 2004 |
|
RU2264876C1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОННОГО ПОЛОСОВОГО ПРОКАТА | 2003 |
|
RU2236917C1 |
| Устройство для автоматического управления моталкой непрерывного стана холодной прокатки | 1984 |
|
SU1202653A1 |

НАТЯЖНОЕ УСТРОЙСТВО СТАНА. ХОЛОДНОЙ ПРОКАТКИ СДВОЕН/3 .,,. ( .: .,.,.,/ j--i 7 ., НЫХ ПОЛОС, включающее моталку, установленные на неподвижных осях отклоняющие и на подвижных осях натяжные ролики с механизмом натяжения, отличающе вся тем, что, с целью повыщения точности проката за счет регулирования натяжения в каждой из полос при их смотке на один барабан моталки, механизм натяжения выполнен в виде установленного с возможностью перемещения на вертикальной ступенчатой/ колонне трехполостного силового привода, на корпусе которого установлен верхний, а на шток-порщне - нижний натяжные ролики, причем каждая полость силового привода снабжена каналом для подвода и отвода рабочей среды. сл 4 4 со а 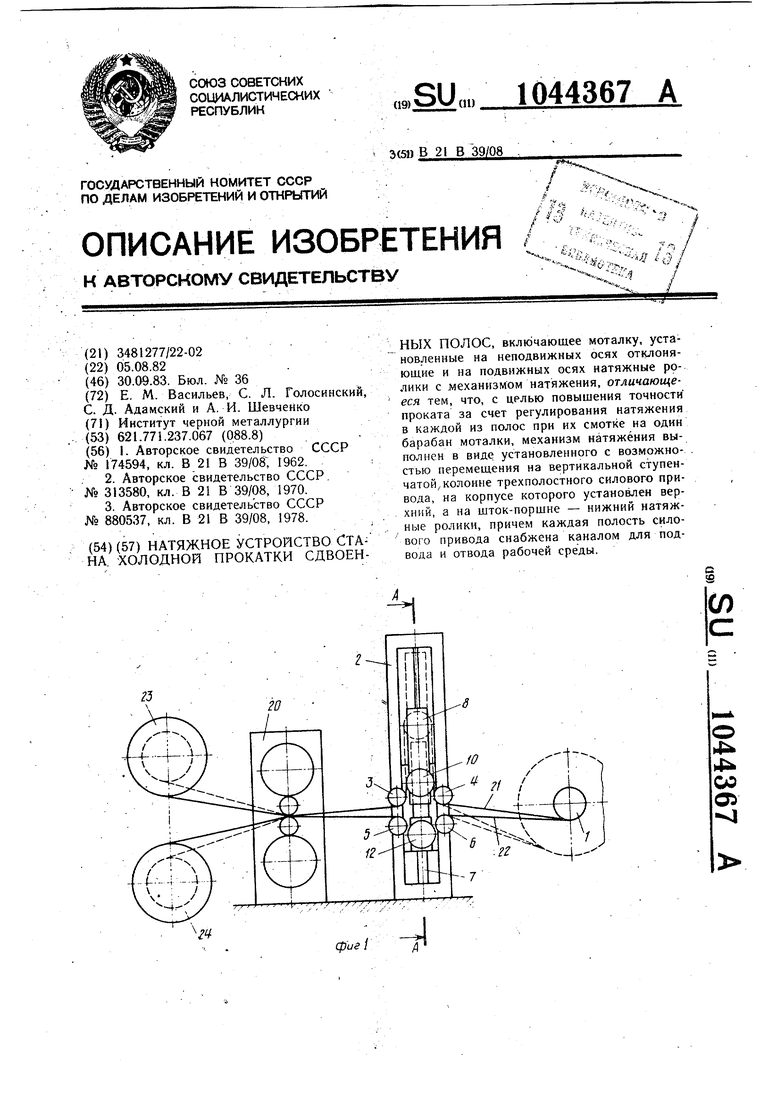
| I | |||
| НАТЯЖНОЕ УСТРОЙСТВО К РАБОЧЕЙ КЛЕТИ СТАНА ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ | 0 |
|
SU174594A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
