Изобретение относится к термомеханическому упрочнению металлов и жет быть использовано при производстве изделий, преимущественно шли- цевых валов с галтелью.
Цель изобретения - повышение качества обработки за счет исключения повреждения шлицевой и галтельной частей изделия.
На фиг.1 схематически показана предлагаемая установка; на фиг.2 - сечение А-А на фиг.1; на фиг.З - сечение Б-Б на фиг,2;на фиг,4 - вид В аа фйг.З; на фиг.З - сечение Г-Г на фиг.4; на фиг.6 - взаимодействие изделия и шлицевой втулки; 11афиг.7 сечение Д-Д на фиг.6; на фиг,8 - обрабатываемое изделие.
Установка содержит устройство 1 и 2 для транспортирования изделия, устройство 3 для нагрева изделий,устройство 4 для закалки изделий с закалочной ванной 5. На станине 6 установлены приспособления захвата 7 и 8 с противовесами 9 и 10.
Приспособление захвата соединено с механизмом 11 осевого натяжения и механизмом 12 .закручивания, а приспособление захвата 7 соединено с дполнительным механизмом 13 осевого натяжения.
В корпусе 14 приспособления захвата 7 установлен упорный стержень 15. В корпусах захвата 14 и 16 выполнены поперечные пазы 17 и 18, в которых установлены разрезные втулки 19 и 20 и продольные пазы 21 и 22, в которых установлены приводные клиновые механизмы 23 и 24, взаимо- действукядие с разрезными втулками 19 и 20.
В центральной части корпусов 14 и 16 установлены подпружиненные пши цевые втулки 25 и 26, соединенные с рукоятками 27. На наружной поверхности каждой втулки выполнены винтовы шпоночные пазы 28 и 29, причем паз 29 расположен симметрично пазу 28. На шлицевой части втулки имеются за ходные фаски 30. В корпусах 14 и 16 установлены шпонки 31 и 32, выпоненные с возможностью радиального перемещения. Обрабатываемое изделие 33 имеет шлицы и галтели,
Установка работает следующим образом.
В исходном положении приспособления захвата 7 и 8 раздвинуты, разд2
19 и 20 новых механизмов 23 и
1355635
резные втулки
с помощью кли- 24 раздвинуты.
шлицевые втулки /ib и 26 выдвинуты, шпонки 31 и 32 контактируют с одной из боковых поверхностей пазов.
Устройством 1 изделие 33 устанавливается в устройство 3 для нагрева. После нагрева изделие 33 переносится- устройством 1 на позицию закрутки и осевого натяжения соосно приспособлениям захвата 7 и 8. Механизмы 11 и 13 сдвигают приспособления захвата 7 и 8 с помощью противовесов 9 и 10.
Изделие 33 взаимодействует со шлицевыми втулками 25 и 26 с помощью заходных фасок 30. При этом, если . шлицы изделия совпали со шлицами втулки, то изделие свободно сопрягается с втулкой. Если шлицы изделия не совпали со шпицами втулки, то изделие начинает перемещать втулки 25 и 26. При этом втулка 25 взаимодействует со шпонкой 31, а втулка 26 со шпонкой 32. Благодаря выполнению торцовой поверхности шпоночного паза по винтовой линии происходит поворот втулок 25 и 26. Шлицы изделия совпадают со шлицами втулок и изделие сопрягается с втулкой
После сопряжения изделия 33 с втулками 25 и 26, разрезные втулки 19 и 20 сдвигаются клиновыми механизмами 23 и 24.,
При этом их внутренние поверхности образуют втулки, расположенные концентрично и с некоторым зазором относительно галтелей изделия 33. После этого устройство 1 возвращается в исходное положение.
5
0
5
В механизмы 11 и 13 подается малое давление. Приспособления захвата 7 и 8 раздвигаются, изделие взаимодействует с втулками 19 и 20. Механизмы 11 и13 выполнены таким образом, что при подаче равного давления, усилие, развиваемое механизмом 11, больше ,усилия, развиваемого механизмом 13. Вследствие этого происходит прижатие верхнего торца изделия к упорному стержню 15. После прижатия изделия к стержню 15 включается механизм 12 закручивания, вращение от которого через корпус 16 передается на шпонку 22 и от нее через боковую поверхнос7 ь шпоночного паза на шлицевую втулку 26 и далее на изделие и втулку 25,
Втулки 25 и 26 возвращаются в исходное положение и при дальнейшем вращений механизма 12 происходит закрутка изделия, в определенный момент которой в механизмы 11 и 13 подается повышенное давление. Под действием этого давления приспособление захвата 8 перемещается вниз на заданное расстояние, при этом происходит дополнительно осевое натяжение изделия. После окончания закрутки и натяжения изделия механизмы 11-13 отключаются.
Устройством 2 изделие после возвращения захватов 7 и 8 и втулок 19 и 20 в исходное положение переносится на устройство 4 для закалки изделий, которое опускает изделие в закалочную ванну 5. Происходит закалка изделия. Устройство 2 возвращается в исходное положение. При необхо-димости закрутки изделия в другую сторону шпонки 31 и 32 перемещаются в радиальном направлении, шлицевые втулки 25 и 26 с помощью рукоятки 27 поворачиваются на другую позицию, шпонки возвращаются в исходное положение, и в дальнейшем взаимодействуют с дополнительными шпоночными пазами, расположенными симметрично первым.
Вследствие того, что закрутку производят через шлицевые втулки, а осевое натяжение - через разрезные втулки, качество поверхности шлицов и галтели изделия при термомеханическом упрочнении сохраняется высоким.
Использование предлагаемой установки по сравнению с прототипом по- вьш1ает качество обрабатываемых изделий, так как в результате снижения
0
5
0
5
0
5
0
контактных напряжений исключается повреждение поверхности последних.Кроме того, предлагаемая установка позволяет производить термомеханическсе упрочнение изделий с предварительно сформированными шлицами, что значительно снижает трудоемкость их изготовления.
Формула изобретения
Установка для термомеханического упрочнения изделий, преимущественно шлицевьгх валов с галтелями, содержащая механизмы транспортирования, нагрева, закалки и устройство деформации в виде соосно установленных приспособлений захвата и механизмов осевого натяжения и закручивания, отличающаяся тем, что, с целью повышения качества обработки за счет исключения повреждения шлицевой и галтельной частей изделия, установка снабжена дополнительным механизмом осевого натяжения, соединенным с одним из приспособлений захвата, а каждое из приспособлений захвата выполнено в виде корпуса с поперечным и продольными пазами и со шпонкой, имеющей возможность радиального перемещения, и установленных в нем подпружиненной шлицевой втулки с фаской, разрезной втулки, размещенной в поперечном пазу, и клиновых, механизмов, размещенных в продольных пазах с возможностью взаимодействия с разрезной втулкой, при этом на наружной поверхности шлицевой втулки выполнены симметричные относительно ее продольной оси винтовые пазы, в которых установлены шпонки.
А-/)
Г
27
//
. фив.2
6-6
фи&.3
срие.5
v
(fjue.6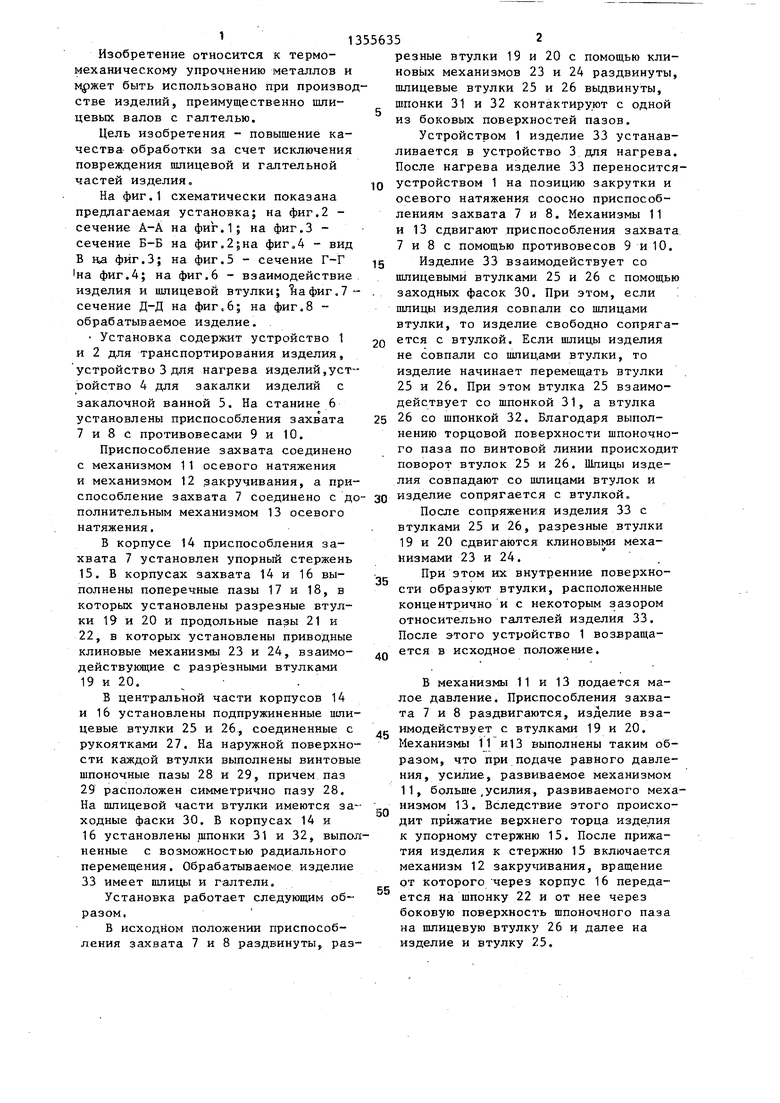

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для термомеханического упрочнения изделий | 1990 |
|
SU1740454A1 |
| Способ термомеханического упрочнения изделий | 1990 |
|
SU1686010A1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОГО УПРОЧНЕНИЯ ИЗДЕЛИЙ | 2017 |
|
RU2643285C1 |
| Способ изготовления изделий переменного сечения | 1983 |
|
SU1135780A1 |
| Способ упрочнения торсионных валов | 1986 |
|
SU1420038A1 |
| Способ обработки торсионных шлицевых валов | 1988 |
|
SU1574439A1 |
| Способ упрочнения изделий переменного по их длине сечения | 1980 |
|
SU859468A1 |
| Способ обработки торсионных шлицевых валов | 1990 |
|
SU1722796A1 |
| СПОСОБ УПРОЧНЕНИЯ ИЗДЕЛИЙ ПЕРЕМЕННОГО ПО ИХ ДЛИНЕ СЕЧЕНИЯ | 2004 |
|
RU2263717C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШПОНОЧНОГО СОЕДИНЕНИЯ НА ВАЛАХ | 2019 |
|
RU2713887C1 |

Изобретение относится к установкам для термомеханического упрочнения изделий, работающих на кручение, например торсионных шли- цевых валов с галтелями. Цель изобретения - повышение качества обработки за счет исключения повреждения шлицевой и галтельной частей изделия. После нагрева изделие 31 пе- ренбсится на позицию закрутки и осевого натяжения. Приспособления захвата 7 и 8 сдвигаются, изделие 31 взаимодействует со шлицевыми втулками. При несовпадении шлицев изделия со шлицами втулки происходит поворот втулок до совпадения шлицев. После этого разрядные втулки сдвигаются. Приспособления захвата 7 и 8 раздвигаются с малым усилием, изделие прижимается к упору, после чего происходит закрутка изделия и в определенный момент осевое натяжение путем приложения большого усилия к приспособлениям захвата. После окончания закрутки и натяжения изделие переносится в закалочную ванну 5. Применение установки позволяет снизить контактные напряжения и за счет этого исключается повреждение изделий. 8 ил. i (Л с: JL со ел ел С5 СО СЛ
Л-А
фиг. 7
Редактор Ю.Середа
Составитель Г.Гришин
Техред Л.Олийнык Корректор И. Эрдейи
Заказ 5753/25 . Тираж 550Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий, 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
сраг.8
| 1972 |
|
SU422779A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
