Область техники, к которой относится изобретение
Настоящее изобретение относится к соплу с прорезью и способу производства стальной полосы с высоким содержанием кремния. В частности, настоящее изобретение относится соплу с прорезью, имеющему двухтрубную конструкцию, с помощью которой можно уменьшить изменение скорости продуваемого газа в зависимости от положения в направлении оси, и к способу производства стальной полосы с высоким содержанием кремния, который использует сопло с прорезью.
Уровень техники
Примеры известного способа промышленного производства стальной полосы с высоким содержанием кремния, содержащей Si в количестве 4% масс. или более, включают в себя способ обработки силицированием. Этот способ производства является способом, в котором стальная полоса с высоким содержанием кремния непрерывно изготавливается посредством продувки обрабатывающего газа, содержащего тетрахлорид кремния (SiCl4), на тонкую стальную полосу, содержащую Si в количестве менее 4% масс., при высокой температуре для проникновения Si в стальную полосу и посредством выполнения термообработки стальной полосы, так что Si, проникший в поверхность стальной полосы, диффундирует в направлении толщины.
Примеры известного способа для продувки обрабатывающего газа включают в себя способ, в котором сопла с прорезью, имеющие нагнетательное отверстие (прорезь) для обрабатывающего газа, расположены со стороны передней поверхности и стороны задней поверхности стальной полосы в печи для обработки силицированием, и обрабатывающий газ продувается через нагнетательные отверстия на стальную полосу (см., например, Патентную литературу 1).
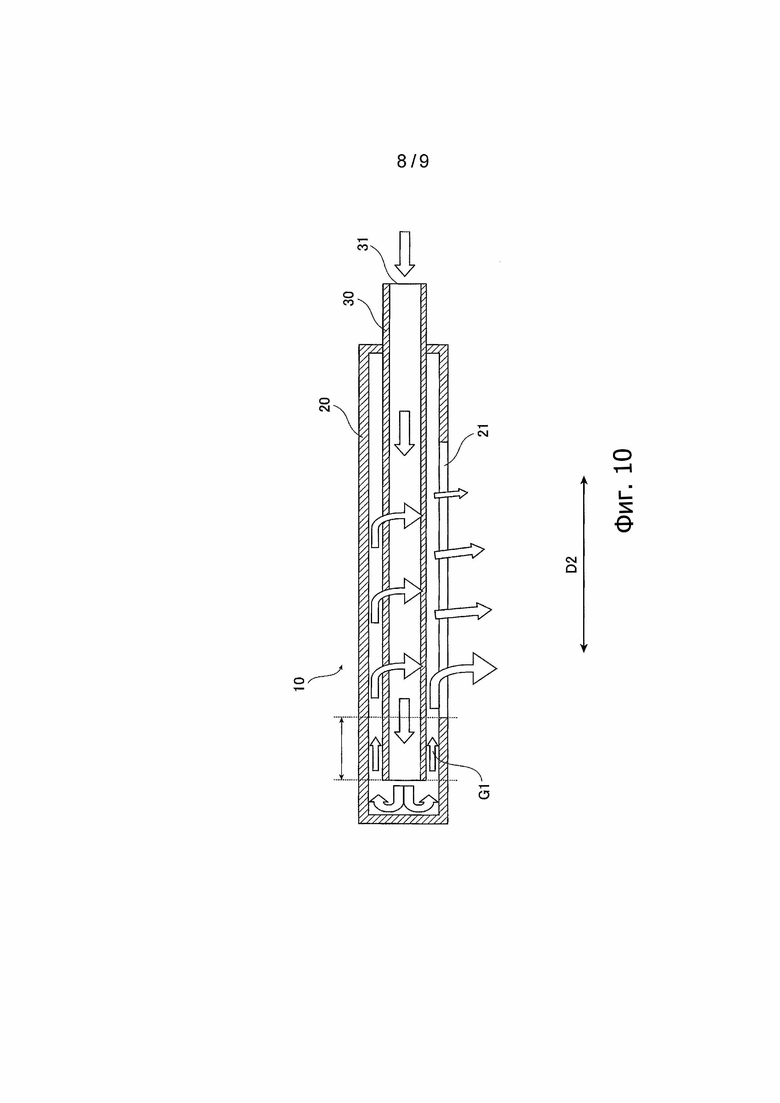
Кроме того, примеры известного сопла 10 с прорезью содержат сопло с прорезью, которое показано в разрезе на фиг. 10 и содержит двухтрубную конструкцию, состоящую из наружной трубы 20, имеющей нагнетательное отверстие (прорезь) 21 для обрабатывающего газа, и внутренней трубы 30, имеющей один конец, через который подается обрабатывающий газ, и другой конец, выходящий в наружную трубу 20 (см., например, Патентную литературу 2).
Как показано на фиг. 10, в случае, где обрабатывающий газ продувается на стальную полосу с помощью сопла 10 с прорезью, скорость обрабатывающего газа увеличивается с увеличением расстояния от канала 31 подачи газа. Таким образом, в случае этого способа имеет место изменение содержания Si в зависимости от положения в направлении ширины стальной полосы из-за изменения скорости обрабатывающего газа, продуваемого через сопло с прорезью. По этой причине существует проблема в том смысле, что дефект формы и изменение магнитных свойств стальной полосы имеют место из-за различия в периоде решетки.
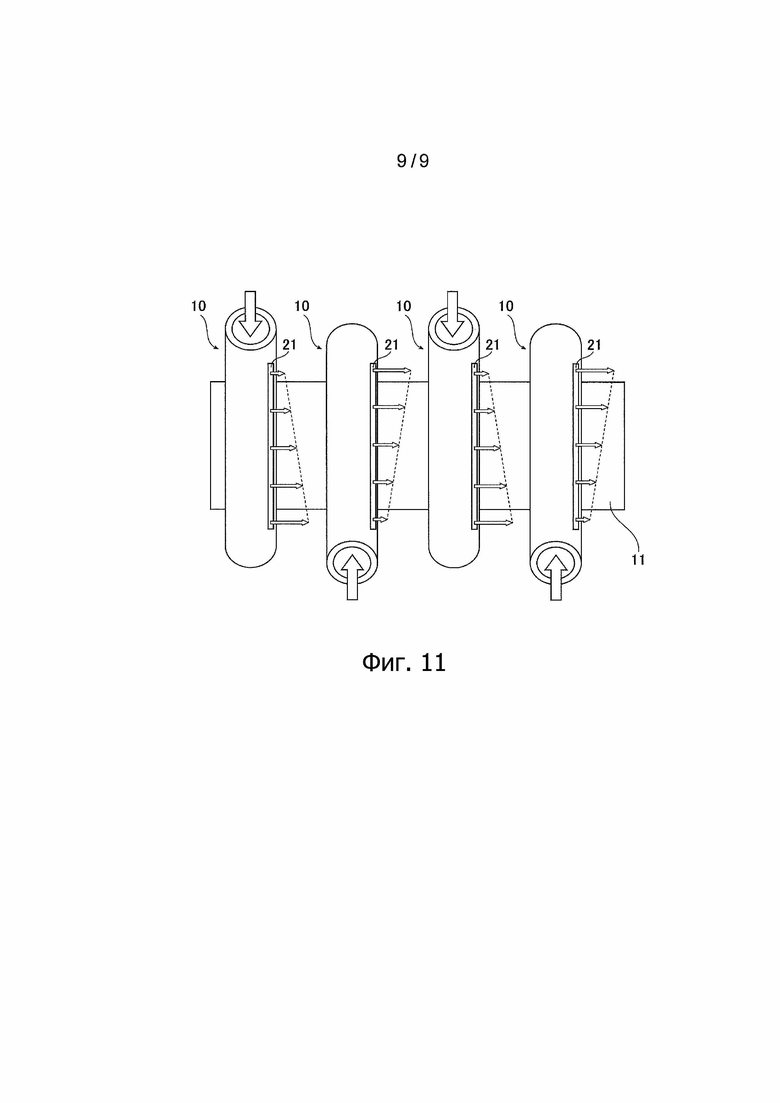
Для решения такой проблемы известен способ производства стальной полосы с высоким содержанием кремния, в котором, как показано на фиг. 11, благодаря подаче обрабатывающего газа в сопла 10 с прорезью, расположенные рядом друг с другом в направлении длины печи, таким образом, что газ подается поочередно в противоположных направлениях, существует возможность уменьшения изменения содержания Si в зависимости от положения в направлении ширины стальной полосы 11 (см, например, Патентную литературу 2 и Патентную литературу 3).
Однако, даже в случае способов производства по Патентной литературе 2 и Патентной литературе 3, описанных выше, отсутствует возможность достаточного уменьшения изменения содержания Si в зависимости от положения в направлении ширины стальной полосы с высоким содержанием кремния. Следовательно, существует необходимость в сопле с прорезью, имеющем двух трубную конструкцию, которая уменьшает изменение скорости продуваемого газа в зависимости от положения в направлении оси по сравнению с обычными соплами с прорезью.
Перечень цитирования
Патентная литература
PTL 1: Не прошедшая экспертизу опубликованная патентная заявка Японии №62-227078
PTL 2: Не прошедшая экспертизу опубликованная патентная заявка Японии №8-176793
PTL 3: Не прошедшая экспертизу опубликованная патентная заявка Японии №5-9704
Раскрытие сущности изобретения
Техническая проблема
Настоящее изобретение было подготовлено с учетом вышеописанной ситуации, и его задача состоит в том, чтобы предложить сопло с прорезью, имеющее двухтрубную конструкцию, с помощью которой можно уменьшить изменение скорости продуваемого газа в зависимости от положения в направлении оси, и предложить способ стабильного изготовления стальной полосы с высоким содержанием кремния, имеющей небольшое отклонение в содержании Si в зависимости от положения в направлении ширины стальной полосы.
Решение проблемы
В процессе исследований, касающихся причин вышеописанных проблем и т.п., которые были выполнены для решения вышеописанных проблем, авторы настоящего изобретения установили, что посредством расположения заданной пластины для контроля скорости между открытым концом внутренней трубы двухтрубной конструкции и концом нагнетательного отверстия для обрабатывающего газа можно уменьшить изменение скорости продуваемого газа в зависимости от положения в направлении оси, обеспечивая внедрение настоящего изобретения.
Предмет настоящего изобретения для решения указанных проблем заключается в следующем:
[1] Сопло с прорезью, имеющее двухтрубную конструкцию, содержащую наружную трубу, имеющую нагнетательное отверстие для обрабатывающего газа в направлении оси и закрытый конец, и внутреннюю трубу, имеющую канал подачи для обрабатывающего газа на одном конце и открытый конец, который является другим концом внутри закрытого конца наружной трубы, причем обрабатывающий газ подается через канал подачи и продувается через нагнетательное отверстие; сопло с прорезью содержит
пластину регулирования скорости, которая расположена между открытым концом внутренней трубы и концом нагнетательного отверстия рядом с открытым концом и которая закрывает зазор между внутренней трубой и наружной трубой, причем
в плоскости, в которой расположена пластина регулирования скорости, образовано отверстие только в диапазоне пластины регулирования скорости 27,5° или более и 332,5° или менее с учетом центрального угла относительно ориентирной линии, проходящей через ось наружной трубы и центральное положение в направлении ширины нагнетательного отверстия.
[2] Сопло с прорезью по п. [1], в котором пластина регулирования скорости расположена у открытого конца внутренней трубы.
[3] Сопло с прорезью по п. [1] или [2], в котором отверстие образовано симметрично относительно ориентирной линии в плоскости, в которой расположена пластина регулирования скорости.
[4] Способ производства стальной полосы с высоким содержанием кремния, использующий способ обработки силицированием с использованием сопла с прорезью по любому из пп. [1]-[3]; способ включает в себя:
расположение множества сопел с прорезью в направлении заправки стальной полосы в печи для обработки силицированием, так что сопла с прорезью или группы сопел с прорезью, расположенных рядом друг с другом в направлении заправки, расположены так, что каналы подачи для обрабатывающего газа сопел с прорезью обращены в противоположных направлениях друг от друга, и
подачу обрабатывающего газа, содержащего тетрахлорид кремния (SiCl4), через каналы подачи для обрабатывающего газа в сопла с прорезью и продувку обрабатывающего газа через нагнетательные отверстия для обрабатывающего газа сопел с прорезью на транспортируемую стальную полосу.
Преимущественные эффекты изобретения
По настоящему изобретению существует возможность уменьшения изменения скорости продуваемого газа в зависимости от положения в направлении оси в сопле с прорезью, имеющем двухтрубную конструкцию. Кроме того, используя такое сопло с прорезью, можно обеспечить стабильное производство стальной полосы с высоким содержанием кремния, имеющей небольшое изменение содержания Si в зависимости от положения в направлении ширины стальной полосы.
Краткое описание чертежей
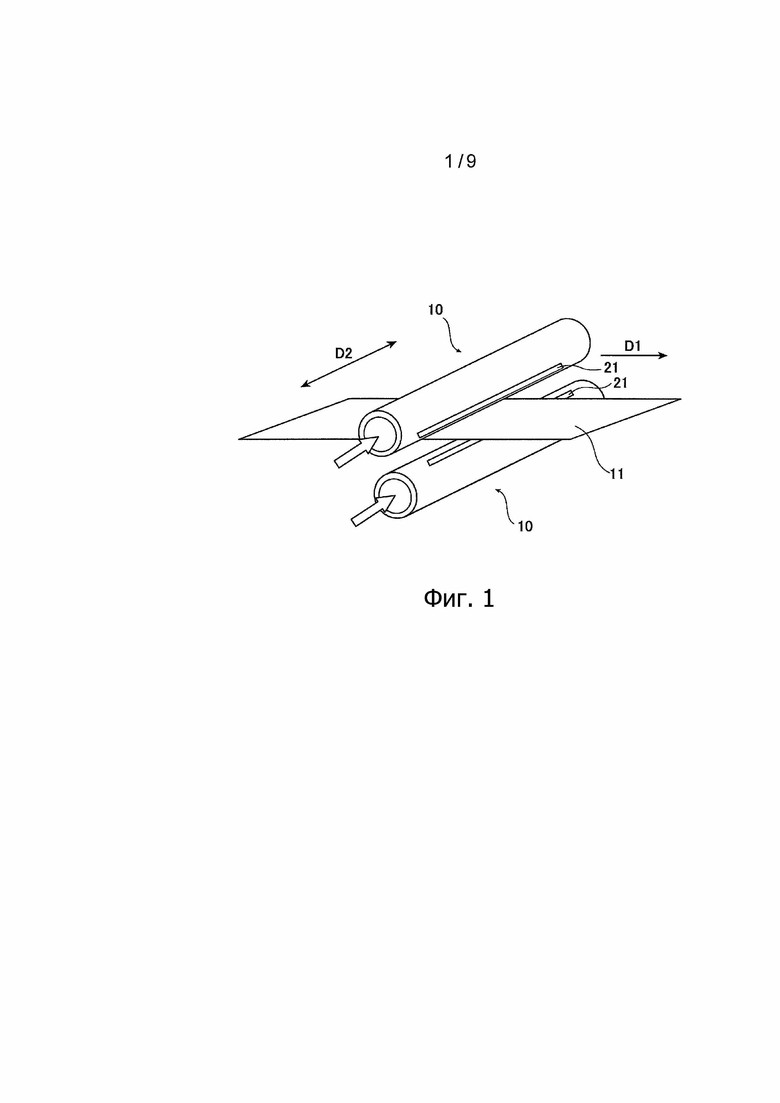
Фиг. 1 - перспективный вид сопел с прорезью и стальной полосы в печи для обработки силицированием;
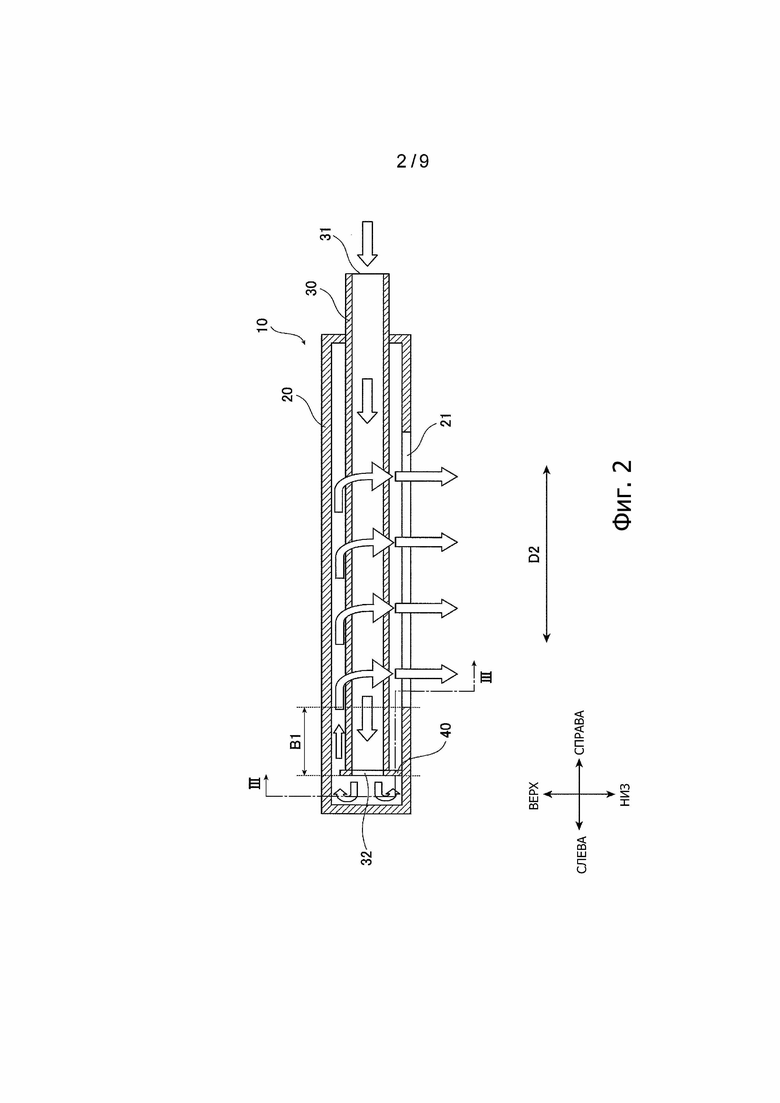
фиг. 2 - вид в разрезе, показывающий пример сопла с прорезью по настоящему изобретению;
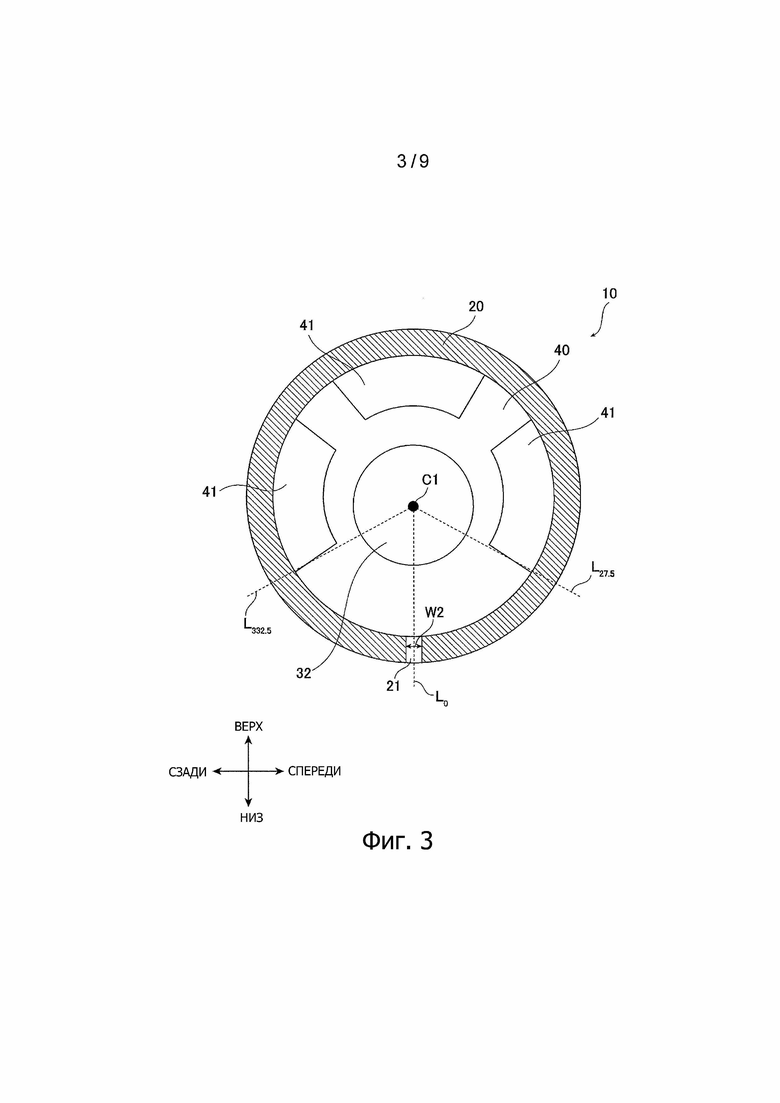
фиг. 3 - вид в разрезе по линии III-III на фиг. 2, показывающий пример пластины регулирования скорости;
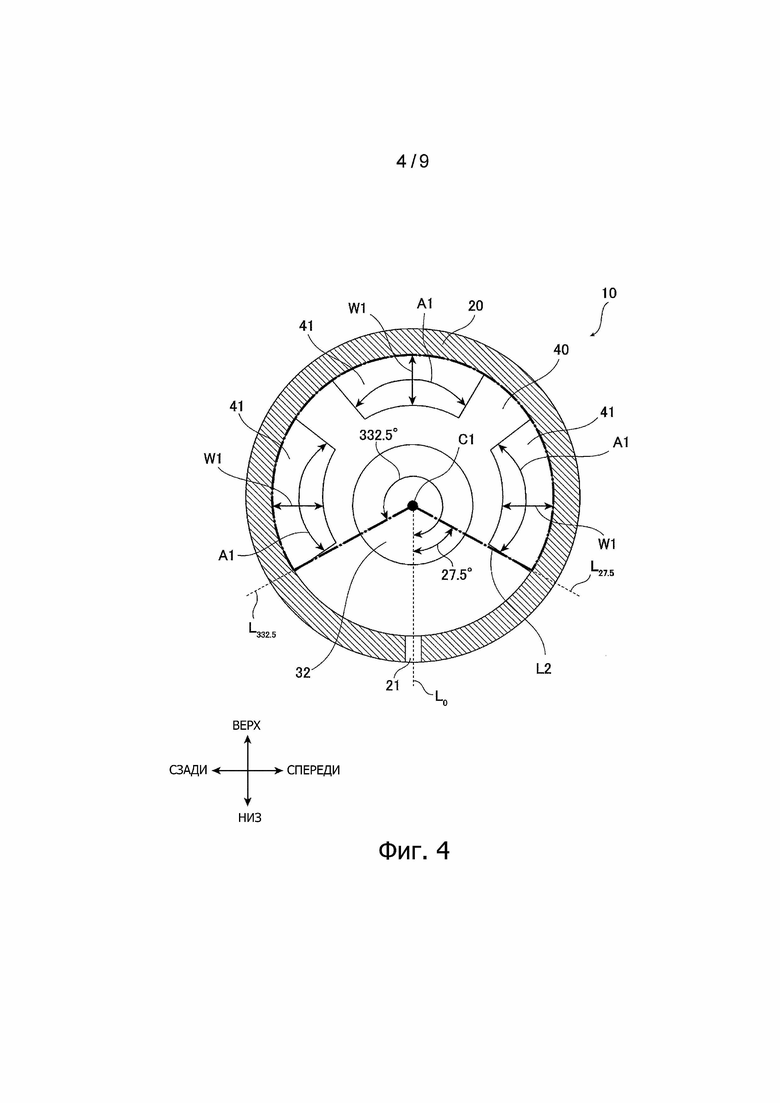
фиг. 4 - вид в разрезе, показывающий диапазон пластины регулирования скорости 27,5° или более и 332,5° или менее с учетом центрального угла относительно ориентирной линии;
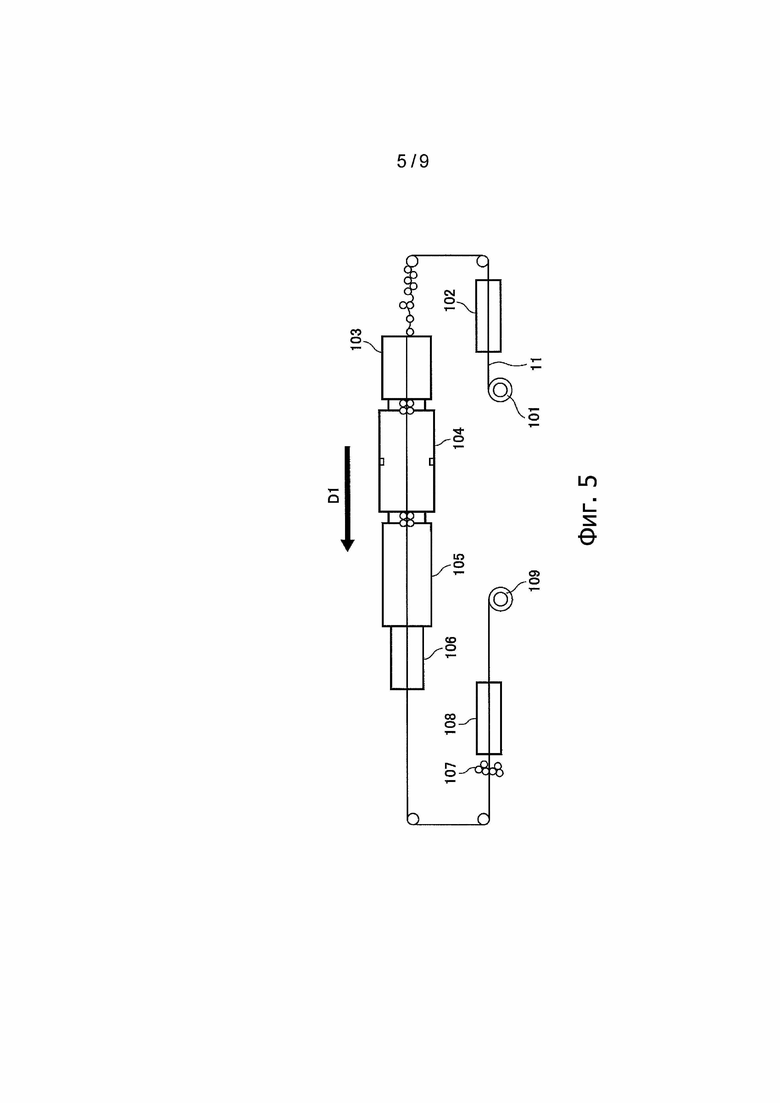
фиг. 5 - схематическое изображение примера линии непрерывного производства стальной полосы с высоким содержанием кремния;
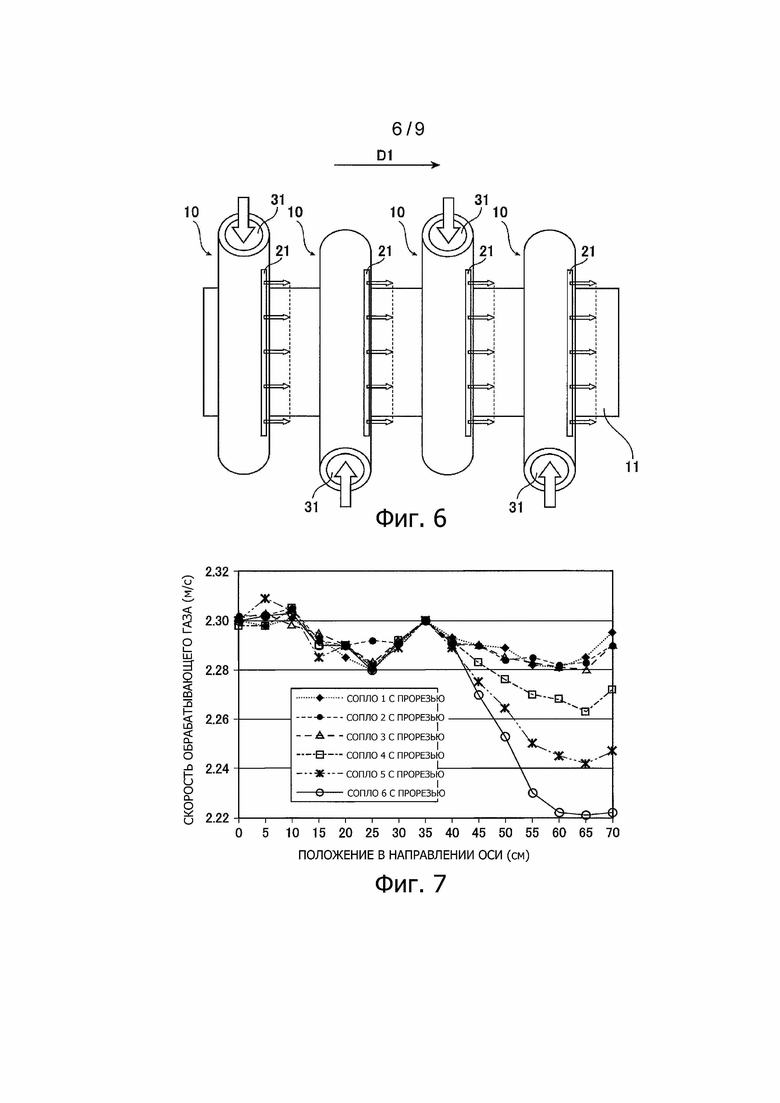
фиг. 6 - схематическое изображение случая, где расположенные рядом друг с другом сопла с прорезью расположены так, что их каналы подачи для обрабатывающего газа обращены в противоположных направлениях друг от друга;
фиг. 7 - график, показывающий результаты оценки по примеру 1;
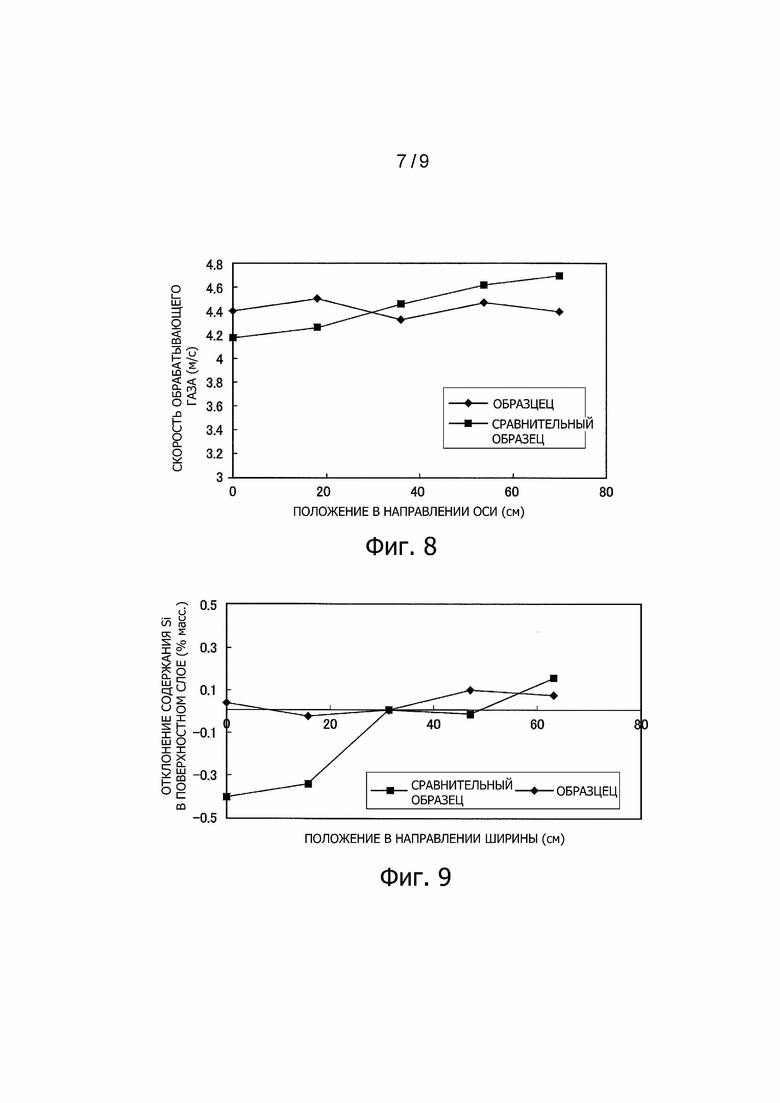
фиг. 8 - график, показывающий результаты оценки по примеру 2;
фиг. 9 - график, показывающий результаты оценки по примеру 3;
фиг. 10 - вид в разрезе, показывающий сопло с прорезью по предшествующему уровню техники;
фиг. 11 - схематическое изображение по предшествующему уровню техники, иллюстрирующее случай, где расположенные рядом друг с другом сопла с прорезью расположены так, что их каналы подачи для обрабатывающего газа обращены в противоположных направлениях друг от друга.
Осуществление изобретения
Ниже приведено описание предпочтительных вариантов выполнения настоящего изобретения со ссылкой на чертежи. Однако настоящее изобретение не ограничивается до описанных примеров. Кроме того, направления течения обрабатывающего газа, который течет в сопле с прорезью или подается в сопло с прорезью, обозначены стрелками на чертежах.
Настоящее изобретение представляет собой сопло с прорезью, которое имеет двухтрубную конструкцию, содержащую наружную трубу и внутреннюю трубу, в которой обрабатывающий газ продувается через нагнетательное отверстие. Здесь, несмотря на то, что ниже в варианте выполнения описаны примеры, в которых выполняется обработка силицированием, т.е. Si проникает в стальную полосу с помощью сопла с прорезью, настоящее изобретение до этого не ограничивается и может использоваться при условии реализации эффектов настоящего изобретения. Например, сопло с прорезью может использоваться, когда на стальном листе образуется керамическая пленка, например, TiN, или когда выполняются различные виды обработки посредством химического осаждения из паровой среды не только на стальной лист, но также на алюминиевый лист, медный лист и т.п.
В случае обработки силицированием, используя сопло 10 с прорезью, такое сопло 10 с прорезью, имеющее нагнетательное отверстие (прорезь) 21 для обрабатывающего газа, расположено со стороны передней поверхности и стороны задней поверхности стального листа 11 в печи для обработки силицированием, и обрабатывающий газ, содержащий тетрахлорид кремния (SiCl4), продувается через нагнетательное отверстие 21 сопла 10 с прорезью на стальную полосу 11 при высокой температуре для проникновения Si в стальную полосу (см. фиг. 1). Кроме того, выполняется термообработка стальной полосы, так чтобы Si, который проник в поверхность стальной полосы, диффундировал в направлении толщины, что обеспечивает непрерывное изготовление стальной полосы с высоким содержанием кремния.
На фиг. 2 показан вид в разрезе сопла 10 с прорезью из фиг. 1. Другими словами, сопло 10 с прорезью, показанное на фиг. 2, является примером сопла с прорезью по настоящему изобретению, которое показано в разрезе, и имеет двухтрубную конструкцию, содержащую наружную трубу 20 и внутреннюю трубу 30. Кроме того, внутри сопла 10 с прорезью установлена пластина 40 регулирования скорости, которая регулирует скорость обрабатывающего газа в сопле 10 с прорезью.
Наружная труба 20 имеет нагнетательное отверстие (прорезь) 21 для обрабатывающего газа в направлении D2. Кроме того, один конец (конец с левой стороны на фиг. 2) наружной трубы 20 закрыт. Кроме того, в случае примера, показанного на фиг. 2, наружная труба 20 имеет отверстие, диаметр которого соответствует наружному диаметру внутренней трубы 30, так что существует возможность установки внутренней трубы 30 внутри наружной трубы с другого конца (конец с правой стороны на фиг. 2) наружной трубы 20 с закрытой другой частью другого конца. Однако другой конец (конец с правой стороны на фиг. 2) наружной трубы 20 необязательно должен быть закрыт.
Внутренняя труба 30 расположена внутри наружной трубы 20. Кроме того, внутренняя труба имеет канал 31 подачи для обрабатывающего газа на одном конце (с правой стороны на фиг. 2), а другой конец (с левой стороны на фиг. 2) внутренней трубы 30 открыт внутри закрытого конца наружной трубы 20.
Кроме того, как показано на фиг. 2, когда обрабатывающий газ продувается в сопло 10 с прорезью через канал 31 подачи, обрабатывающий газ транспортируется по внутренней стороне внутренней трубы 30 и продувается через открытый конец 32 внутренней трубы 30 внутрь закрытого конца наружной трубы 20. После этого обрабатывающий газ возвращается внутрь наружной трубы 20 посредством транспортирования по зазору между наружной трубой 20 и внутренней трубой 30 и, наконец, продувается через нагнетательное отверстие 21 наружной трубы 20.
В случае примера, показанного на фиг. 2, пластина 40 регулирования скорости расположена у открытого конца внутренней трубы 30, так чтобы закрывать зазор между внутренней трубой 30 и наружной трубой 20. Здесь положение, в котором расположена пластина 40 регулирования скорости, не ограничивается до приведенного примера, и пластина 40 регулирования скорости может быть расположена в любом положении в диапазоне, обозначенном символом В1, между открытым концом 32 и концом нагнетательного отверстия 21 рядом с открытым концом 32 (см. фиг. 2). Однако предпочтительно, чтобы пластина 40 регулирования скорости была расположена у открытого конца внутренней трубы 30, как описано выше, с точки зрения эффективности производства.
Кроме того, на фиг. 3 представлен вид в разрезе по линии III-III на фиг. 2, показывающий плоскость, в которой расположена пластина 40 регулирования скорости, с нагнетательным отверстием 21, проецируемым на плоскость, в которой расположена пластина 40 регулирования скорости. Как показано на фиг. 3, в пластине 40 регулирования скорости образованы отверстия 41 в плоскости, в которой расположена пластина 40 регулирования скорости, только в диапазоне пластины 40 регулирования скорости 27,5° или более и 332,5° или менее с учетом центрального угла относительно линии (далее просто именуемой «ориентирной линией L0»), проходящей через ось С1 наружной трубы 20 и центральное положение в направлении ширины нагнетательного отверстия 21.
Кроме того, предпочтительно, чтобы ширина W2, которая является шириной в направлении, перпендикулярном направлению D2 оси наружной трубы 20 (см. фиг. 3), составляла 5 мм или более и 20 мм или менее с точки зрения эффективности реализации эффектов настоящего изобретения. Кроме того, предпочтительно, чтобы ширина W2 составляла 15% или меньше наружного диаметра наружной трубы 20 с точки зрения эффективности реализации эффектов настоящего изобретения.
Здесь диапазон пластины 40 регулирования скорости 27,5° или более и 332,5° или менее с учетом центрального угла относительно ориентирной линии L0 окружен штрихпунктирной линией L2 на фиг. 4.
Кроме того, на фиг. 3 и фиг. 4 линия L27.5, обозначающая положение под углом 27,5° с учетом центрального угла относительно ориентирной линии L0, и L332.5, обозначающая положение под углом 332,5° с учетом центрального угла относительно ориентирной линии L0, обозначены пунктирными линиями.
Далее приведено описание течение обрабатывающего газа в сопле 10 с прорезью, которое регулируется пластиной 40 регулирования скорости.
Как описано выше, отверстия 41 образованы только в диапазоне пластины 40 регулирования скорости 27,5° или более и 332,5° или менее с учетом центрального угла относительно ориентирной линии L0. Другими словами, диапазон от 0° или более и менее 27,5° с учетом центрального угла относительно ориентирной линии L0 и диапазон более 332,5° и менее 360° с учетом центрального угла относительно ориентирной линии L0 полностью закрыт пластиной 40 регулирования скорости. В результате, когда обрабатывающий газ, который был продут через открытый конец 32 внутренней трубы 30 в наружную трубу 20, возвращается внутрь наружной трубы 20 и транспортируется к нагнетательному отверстию 21, имеет место уменьшение скорости обрабатывающего газа, который, как предполагается, проходит через место, где расположена пластина 40 регулирования скорости, и сталкивается с пластиной 40 регулирования скорости. Таким образом, существует возможность уменьшения скорости обрабатывающего газа (обозначенного стрелкой G1 на фиг. 10), который транспортируется в нагнетательное отверстие 21 для обрабатывающего газа через нижнюю часть внутренней трубы 30 и который обусловливает изменение количества продуваемого обрабатывающего газа в сопле 10 с прорезью по существующему уровню техники. В результате считается, что существует возможность уменьшения изменения скорости газа, продуваемого через нагнетательное отверстие 21, в зависимости от положения в направлении D2 оси.
Кроме того, в случае примера, показанного на фиг. 3, в пластине 40 регулирования скорости образованы три отверстия 41. Здесь количество отверстий 41 может изменяться, и, например, могут быть образованы одно, два или четыре отверстия 41.
Предпочтительно, чтобы отверстия 41 были образованы симметрично относительно ориентирной линии L0 в плоскости, в которой расположена пластина 40 регулирования скорости. В результате существует возможность уменьшения изменения скорости продуваемого газа в зависимости от положения направления D2 оси.
Кроме того, когда доля R площади отверстий 41 определяется приведенным ниже уравнением, предпочтительно, чтобы доля R площади составляла 55% или более и 75% или менее с точки зрения обеспечения достаточной прочности пластины 40 регулирования скорости, эффективно реализуя при этом эффекты настоящего изобретения.
Доля R площади отверстий = площадь отверстий / площадь в диапазоне пластины 40 регулирования скорости 27,5° или более и 332,5° или менее с учетом центрального угла относительно ориентирной линии L0 (площадь этой области окружена штрихпунктирной линией L2 на фиг. 4).
Далее приведено описание способа производства стальной полосы с высоким содержанием кремния (стальной полосы, содержащей Si в количестве 4% масс., или более) по настоящему изобретению. В этом способе для изготовления стальной полосы с высоким содержанием кремния по настоящему изобретению используется способ обработки силицированием с применением сопла 10 с прорезью по настоящему изобретению.
На фиг. 5 показан пример линии непрерывного производства стальной полосы с высоким содержанием кремни с использованием способа обработки силицированием. На этой линии непрерывного производства стальная полоса 11 (например, полоса из кремнистой стали, содержащая Si в количестве 3% масс.), которая подается с разматывателя 101, транспортируется через устройство 102 очистки, далее нагревается до температуры силицирования или до температуры, близкой к температуре силицирования в зоне 103 нагрева в неокислительной атмосфере, и транспортируется в печь 104 для обработки силицированием.
В печи 104 для обработки силицированием установлено множество сопел 10 с прорезью по настоящему изобретению с интервалами в продольном направлении печи (направление D1 заправки). В печи 104 для обработки силицированием обрабатывающий газ, содержащий реагирующий газ, т.е. тетрахлорид кремния (SiCl4), продувается через сопла 10 с прорезью на обе поверхности стальной полосы 11. В результате реакции продутого SiCl4 с Fe, содержащимся в стальной полосе 11, имеет место увеличение количества Si в поверхностном слое стальной полосы 11.
Далее стальная полоса 11 транспортируется в зону 105 диффузионного насыщения и подвергается диффузионной термообработке, во время которой Si диффундирует в направлении толщины в неокислительной атмосфере, которая не содержит SiCl4. После охлаждения в зоне 106 охлаждения стальная полоса покрывается изолирующей пленкой с помощью устройства 107 для нанесения изолирующей пленки и печи 108 и наматывается на натяжную моталку 109 в виде готовой стальной полосы (например, стальной полосы с высоким содержанием кремния, содержащей Si в количестве 6,5% масс.).
Кроме того, в случае способа производства стальной полосы с высоким содержанием кремния по настоящему изобретению предпочтительно, чтобы в печи 104 для обработки силицированием в направлении заправки D1 стальной полосы 11 в печь 104 для обработки силицированием было установлено несколько сопел 10 с прорезью, так чтобы сопла 10 с прорезью или группа сопел с прорезью в близком расположении друг к другу в направлении заправки D1 были расположены таким образом, чтобы их каналы 31 подачи для обрабатывающего газа были обращены в противоположных направлениях друг от друга (см. фиг. 6). Здесь выражение «группа сопел с прорезью» означает группу, содержащую два сопла 10 с прорезью или больше. Здесь, несмотря на то, что на фиг. 6 показана только одна поверхность стальной полосы 11, сопла 10 с прорезью сходным образом расположены на другой стороне поверхности.
Способ производства стальной полосы с высоким содержанием кремния включает в себя процесс подачи обрабатывающего газа, содержащего тетрахлорид кремния (SiCl4), через каналы 31 подачи для обрабатывающего газа в сопла 10 с прорезью, расположенные как описано выше, и продувание обрабатывающего газа через нагнетательные отверстия 21 сопел 10 с прорезью на транспортируемую стальную полосу 11.
Здесь в случае сопел 10 с прорезью по настоящему изобретению, поскольку изменение скорости обрабатывающего газа, продуваемого через нагнетательные отверстия 21 в зависимости от положения направления D2 оси, является незначительным, сопла 10 с прорезью могут быть расположены таким образом, чтобы каналы 31 подачи для обрабатывающего газа были обращены в одном и том же направлении. Однако, когда сопла 10 с прорезью расположены таким образом, что каналы 31 подачи обращены в противоположных направлениях друг от друга, как описано выше, существует возможность дополнительного уменьшения изменения скорости продуваемого газа в зависимости от положения в направлении D2 оси (направлении, перпендикулярном направлению D1 заправки) в качестве общего эффекта нескольких сопел 10 с прорезью, расположенных в печи для обработки силицированием. Таким образом, благодаря использованию способа обработки силицированием существует возможность стабильного изготовления стальной полосы с высоким содержанием Si, имеющей незначительное изменение концентрации Si в зависимости от положения в направлении ширины стальной полосы.
Варианты выполнения настоящего изобретения, описанные выше, следует рассматривать в качестве примеров без ограничения в любых отношениях. Другими словами, объем настоящего изобретения определяется не вышеприведенным описанием, а формулой изобретения, и все изменения, эквивалентные объему формулы изобретения или в рамках объема формулы изобретения, соответствуют объему настоящего изобретения.
Примеры
Несмотря на то, что настоящее изобретение специально описано согласно приведенным ниже примерам, настоящее изобретение не ограничивается до этих примеров.
Пример 1: Оценка положений отверстий в пластине регулирования скорости
Изготовление сопла 1 с прорезью
Были подготовлены наружная труба (имеющая внутренний диаметр 120 мм, наружный диаметр 140 мм и нагнетательное отверстие для обрабатывающего газа, имеющее размер 70 см (в осевом направлении) ×10 мм (в направлении, перпендикулярном направлению оси)), внутренняя труба (имеющая внутренний диаметр 60 мм и наружный диаметр 70 мм) и пластина 1 регулирования скорости, как описано ниже. После этого внутреннюю трубу помещают внутрь наружной трубы, так чтобы наружная труба и внутренняя труба имели идентичную ось, и пластину 1 регулирования скорости устанавливают у открытого конца внутренней трубы, в результате чего получают сопло 1 с прорезью, как показано на фиг. 2. Здесь расстояние между закрытым концом наружной трубы и открытым концом внутренней трубы задано равным 25 мм.
В пластине 1 регулирования скорости были образованы три отверстия, описанные ниже. Каждое из трех отверстий в пластине 1 регулирования скорости имело ширину W1, равную 10 мм, и центральный угол А1, равный 50° (см. фиг. 4). Кроме того, отверстия были расположены соответственно в диапазонах 35° или более и 85° или менее, 155° или более и 205° или менее и 275° или более и 325° или менее с учетом центрального угла относительно ориентирной линии L0 в плоскости, в которой расположена пластина регулирования скорости.
Изготовление сопел 2-6 с прорезью
Были изготовлены пластины 2-6 регулирования скорости, отверстия которых имели центральные углы относительно ориентирной линии L0, отличающиеся от центральных углов пластины 1 регулирования скорости, как указано в табл. 1. Кроме того, сопла 2-6 с прорезью были изготовлены с использованием того же самого способа изготовления, как и способ изготовления сопла 1 с прорезью, за исключением того, что пластины 2-6 регулирования скорости с прорезью использовались вместо пластины 1 регулирования скорости.
Здесь ширина W1 и центральный угол А1 отверстий пластин 2-6 регулирования скорости были такими же, как и у пластины 1 регулирования скорости. Следовательно, пластины 1-6 регулирования скорости отличались друг от друга только с точки зрения положений отверстий и имели ту же самую общую площадь трех отверстий.
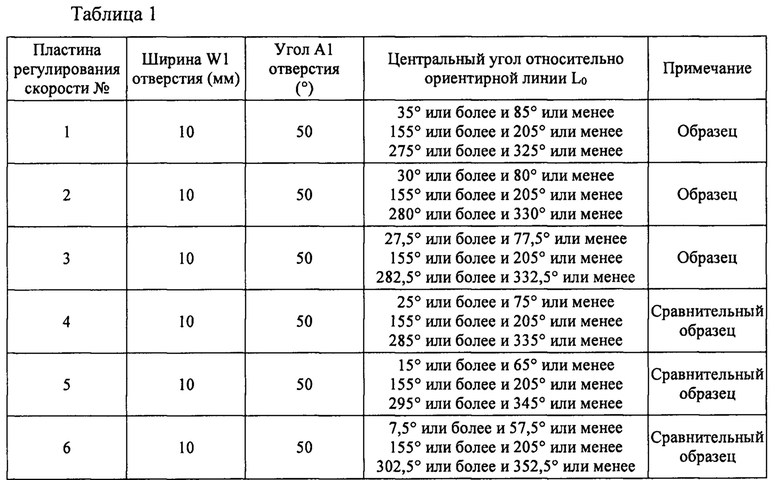
Кроме того, когда доля R площади отверстий определяется согласно уравнению, приведенному ниже, каждая из долей R площади пластин 1-3 регулирования скорости, которые были образцами настоящего изобретения, составляла 62,3%.
Доля R площади отверстий = площадь отверстий/площадь в диапазоне пластины регулирования скорости 27,5° или более и 332,5° или менее с учетом центрального угла относительно ориентирной линии L0 (площадь этой области окружена штрихпунктирной линией L2 на фиг. 4).
Определение и оценка скорости продуваемого обрабатывающего газа
Во время подачи обрабатывающего газа в сопла 1-6 с прорезью через каналы подачи со скоростью 2,3 м/с была определена скорость обрабатывающего газа, продуваемого через нагнетательные отверстия для обрабатывающего газа. При определении скорости обрабатывающего газа в качестве обрабатывающего газа использовался азот.
На фиг. 7 показан график, иллюстрирующий результаты оценки, т.е. взаимосвязь между положением в направлении оси (см) и скоростью обрабатывающего газа (м/с). Здесь, что касается положения в направлении оси (см), измеряемого по горизонтальной оси, точка 0 см соответствует концу нагнетательного отверстия на стороне канала подачи для обрабатывающего газа. Кроме того, точка 70 см соответствует концу нагнетательного отверстия на стороне открытого конца внутренней трубы.
Из результатов, показанных на графике на фиг. 7, выяснили, что в соплах 1-3 с прорезью, где отверстия образованы только в диапазоне пластины 40 регулирования скорости 27,5° или более и 332,5° или менее с учетом центрального угла относительно ориентирной линии L0, можно было поддерживать скорость обрабатывающего газа в диапазоне 2,28-2,32 м/с в интервале 0-70 см с учетом положения в направлении оси. Таким образом, выяснили, что в соплах 1-3 с прорезью можно уменьшить изменение скорости газа, продуваемого через нагнетательное отверстие, в зависимости от положения в направлении D2 оси.
Пример 2: Оценка скорости обрабатывающего газа, когда сопла с прорезью расположены таким образом, что каналы подачи обращены в противоположном направлении друг от друга.
Два сопла с прорезью из сопел 3 с прорезью (пример настоящего изобретения), используемых в примере 1, были расположены для обработки стальной полосы таким образом, что их каналы подачи для обрабатывающего газа были обращены в отличающихся (противоположных) направлениях друг о друга. Здесь два сопла с прорезью из сопел 1 с прорезью были расположены таким образом, что положения их нагнетательных отверстий (прорезей) являются одинаковыми в направлении заправки стальной полосы.
Кроме того, во время подачи обрабатывающего газа по каналу подачи для обрабатывающего газа в одно из двух установленных сопел с прорезью со скоростью 1,5 м/с и в другое со скоростью 3,0 м/с, была определена скорость обрабатывающего газа, продуваемого через каждое из нагнетательных отверстий для обрабатывающего газа. При определении скорости обрабатывающего газа в качестве обрабатывающего газа использовался азот. Кроме того, скорость в каждом из двух сопел с прорезями была определена в положениях в направлении оси, и сумма скоростей в одном и том же положении двух сопел с прорезью была определена в качестве скорости обрабатывающего газа в одном и том же положении в направлении оси.
Кроме того, в качестве сравнительного образца (обычного образца) были подготовлены два сопла с прорезью из сопел 7 с прорезью, которые не имели пластины регулирования скорости. Два таких сопла 1 были расположены таким образом, чтобы положения нагнетательных отверстий (прорезей) были одинаковыми в направлении заправки стальной полосы таким же образом, как и в случае сопел 3 с прорезью (пример настоящего изобретения), за исключением того, сопла 7 с прорезью использовались вместо сопел 3 с прорезью. Обрабатывающий газ подавался в сопла 7 с прорезью таким же образом, как и в случае примера настоящего изобретения, и скорость обрабатывающего газа, продуваемого через нагнетательные отверстия для обрабатывающего газа, была определена таким же образом, как и в случае примера настоящего изобретения.
На фиг. 8 представлен график, иллюстрирующий результаты определения скорости обрабатывающего газа, когда использовались сопла 3 с прорезью, т.е. образцы настоящего изобретения, и сопло 7 с прорезью, т.е. сравнительный образец. На фиг. 8 представлен график, иллюстрирующий взаимосвязь между положением в направлении оси и скоростью обрабатывающего газа.
Здесь, что касается положения в направлении оси (см), измеряемого по горизонтальной оси, на фиг. 8 точка 0 см соответствует концу нагнетательного отверстия на стороне канала подачи для обрабатывающего газа сопла с прорезью, в который подавали обрабатывающий газ со скоростью 1,5 м/с. Кроме того, точка 70 см соответствует концу нагнетательного отверстия на стороне открытого конца внутренней трубы соответствующего сопла с прорезью.
Как показано на фиг. 8, в случае, где было использовано сопло с прорезью в качестве сравнительного образца, изменение (максимальная величина - минимальная величина) скорости обрабатывающего газа в зависимости от положения в направлении оси составляло 0,42 м/с. И, наоборот, в случае, где в качестве образа использовалось сопло с прорезью настоящего изобретения, существовала возможность уменьшения изменения (максимальная величина - минимальная величина) скорости обрабатывающего газа в зависимости от положения в направлении оси до 0,17 м/с.
Пример 3: оценка изготовления стальной полосы с высоким содержанием кремния
После подготовки полосы из кремнистой стали (имеющей толщину 100 мкм, ширину 600 мм, содержание Si, равное 3,4% масс., и модуль Юнга 210 ГПа (при комнатной температуре) была изготовлена стальная полоса с высоким содержанием кремния, имеющая содержание кремния 6,5% масс., на линии непрерывного производства, показанной на фиг. 5.
При изготовлении стальной полосы с высоким содержанием кремния согласно примеру настоящего изобретения два сопла с прорезью из сопел 3 с прорезью (образцы по настоящему изобретению) в Примере 1 были расположены для обработки стальной полосы со стороны верхней поверхности и стороны задней поверхности стальной полосы таким образом, что сопла с прорезью, находящиеся близко друг к другу, были расположены так, что их каналы подачи были обращены в отличающихся (противоположных) направлениях друг от друга в печи для обработки силицированием на линии непрерывного производства, показанной на фиг. 5. Кроме того, как в случае Примера 2, обрабатывающий газ (обрабатывающий газ, содержащий тетрахлорид кремния) подавался через канал подачи для обрабатывающего газа в одно из двух сопел с прорезью, расположенных рядом друг с другом, в направлении заправки со скоростью 1,5 м/с и в другое со скоростью 3,0 м/с.
Кроме того, стальная полоса с высоким содержанием кремния сравнительного образца была изготовлена таким же образом, как и в случае образца настоящего изобретения, за исключением того, что сопла 7 с прорезью были использованы вместо сопел 3 с прорезью.
На фиг. 9 показаны результаты определения отклонения содержания Si (% масс.) в поверхностном слое изготавливаемой стальной полосы с высоким содержанием кремния в зависимости от положения в направлении ширины. Здесь отклонение содержания Si (% масс.) в поверхностном слое было определено как отличие от содержания Si в исходном положении, где центральное положение в направлении ширины было определено как исходное положение (имеющее отклонение 0% масс.). Содержание Si в поверхностном слое было определено посредством выполнения рентгеновской флуоресцентной спектроскопии.
Из результатов, показанных на фиг. 9, понятно, что в случае, когда были использованы сопла с прорезью в качестве сравнительного образца, отклонение (максимальная величина - минимальная величина) содержания Si (% масс.) в поверхностном слое составляло 0,55% масс. В отличие от этого в случае, где в качестве образца были использованы сопла с прорезью настоящего изобретения, существовала возможность уменьшения отклонения (максимальная величина - минимальная величина) содержания Si (% масс.) в поверхностном слое до 0,10% масс.
Из результатов вышеописанных примеров ясно, что по настоящему изобретению можно изготовить сопло с прорезью, имеющее двухтрубную конструкцию, с помощью которой можно уменьшить изменение скорости продуваемого газа в зависимости от положения в направлении оси. Кроме того, понятно, что используя сопло с прорезью по настоящему изобретению, можно обеспечить стабильное изготовление стальной полосы с высоким содержанием кремния, имеющей небольшое отклонение в содержании Si в зависимости от положения в направлении ширины.
Перечень номеров позиций
10 - сопло с прорезью
11 - стальная полоса
20 - наружная труба
21 - нагнетательное отверстие
30 - внутренняя труба
31 - канал подачи
32 - открытый конец
40 - пластина регулирования скорости
41 - отверстие
101 - разматыватель
102 - устройство очистки
103 - зона нагрева
104 - печь для обработки силицированием
105 - зона диффузионного насыщения
106 - зона охлаждения
107 - устройство для нанесения изолирующей пленки
108 - печь
109 - натяжная моталка
D1 - направление заправки
D2 - направление оси
L0 - ориентирная линия
Группа изобретений относится к соплу с нагнетательным отверстием в виде прорези для подачи обрабатывающего газа на стальную полосу и способу силицирования стальной полосы с высоким содержанием кремния посредством сопла. Сопло 10 имеет двухтрубную конструкцию, содержащую наружную трубу 20, имеющую нагнетательное отверстие 21 для обрабатывающего газа в направлении оси и закрытый конец, и внутреннюю трубу 30, имеющую канал подачи для обрабатывающего газа на одном конце и открытый конец, который является другим концом внутри закрытого конца наружной трубы 20, причем обрабатывающий газ подается через канал подачи и продувается через нагнетательное отверстие 21. При этом указанное сопло 10 содержит пластину 40, регулирующую скорость подачи обрабатывающего газа, которая расположена у открытого конца внутренней трубы 30 с возможностью перекрытия кольцевого зазора между внутренней трубой 30 и наружной трубой 20. При этом в плоскости пластины 40 образовано по меньшей мере одно отверстие 41 для регулирования скорости подачи газа, причем указанное по меньшей мере одно отверстие образовано в области, ограниченной центральным углом, опирающимся на соответствующую дугу окружности, характеризующуюся точками 27,5° и 332,5° на числовой окружности с точкой отсчета, соответствующей ориентирной линии, проходящей через ось наружной трубы 20 и центр прорези по ширине. Технический результат заключается в уменьшении изменения скорости продуваемого газа в зависимости от положения в направлении оси для обеспечения изготовления стальной полосы с высоким содержанием кремния, имеющей небольшое отклонение в содержании Si в зависимости от положения в направлении ширины стальной полосы. 2 н. и 1 з.п. ф-лы, 3 пр., 1 табл., 11 ил.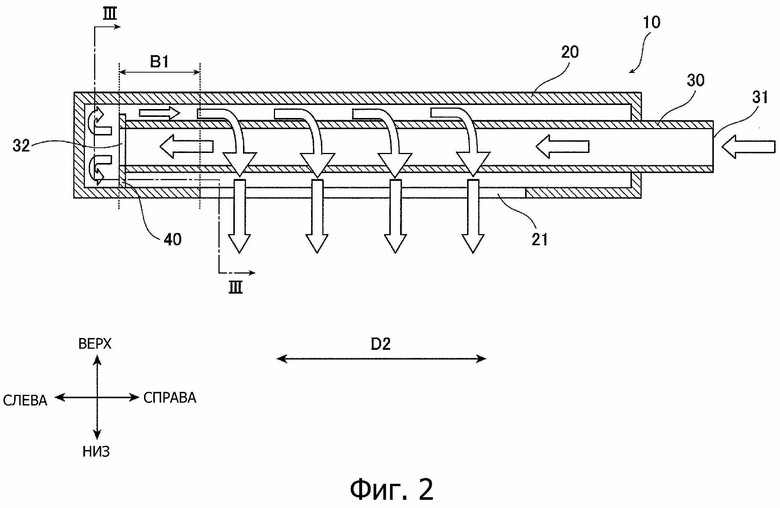
1. Сопло с нагнетательным отверстием в виде прорези для подачи обрабатывающего газа на стальную полосу, имеющее двухтрубную конструкцию, содержащую наружную трубу, имеющую нагнетательное отверстие для обрабатывающего газа в направлении оси и закрытый конец, и внутреннюю трубу, имеющую канал подачи для обрабатывающего газа на одном конце и открытый конец, который является другим концом внутри закрытого конца наружной трубы, причем обрабатывающий газ подается через канал подачи и продувается через нагнетательное отверстие;
при этом указанное сопло содержит пластину, регулирующую скорость подачи обрабатывающего газа, которая расположена у открытого конца внутренней трубы с возможностью перекрытия кольцевого зазора между внутренней трубой и наружной трубой,
при этом в плоскости пластины образовано по меньшей мере одно отверстие для регулирования скорости подачи газа, причем указанное по меньшей мере одно отверстие образовано в области, ограниченной центральным углом, опирающимся на соответствующую дугу окружности, характеризующуюся точками 27,5° и 332,5° на числовой окружности с точкой отсчета, соответствующей ориентирной линии, проходящей через ось наружной трубы и центр прорези по ширине.
2. Сопло по п.1, в котором по меньшей мере одно отверстие образовано симметрично относительно указанной ориентирной линии.
3. Способ силицирования стальной полосы с высоким содержанием кремния посредством сопла по п.1 или 2, включающий в себя:
расположение множества сопел с прорезью в направлении заправки стальной полосы в печи для обработки силицированием, так что сопла с прорезью или группы сопел с прорезью, расположенных рядом друг с другом в направлении заправки, расположены так, что каналы подачи для обрабатывающего газа сопел с прорезью обращены в противоположных направлениях друг от друга, и
подачу обрабатывающего газа, содержащего тетрахлорид кремния (SiCl4), через каналы подачи для обрабатывающего газа в сопла с прорезью и продувку обрабатывающего газа через нагнетательные отверстия для обрабатывающего газа сопел с прорезью на транспортируемую стальную полосу.
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Распылитель | 1977 |
|
SU667250A1 |
| Устройство для охлаждения проката | 1991 |
|
SU1801129A3 |
| Устройство для охлаждения проката | 1981 |
|
SU954442A1 |

