Изобретение относится к способу формования колец, пончиков, багетов, колец из заварного теста, коричных колец и др. в соответствии с ограничительной частью п. 1 формулы изобретения, а также к формовочному устройству для формования колец, пончиков, багетов, колец из заварного теста, коричных колец и др. в соответствии с ограничительной частью п. 6 формулы изобретения.
Из уровня техники известны различные варианты и устройства для формования колец, в случае которых во многочисленных рабочих секциях в ходе частичных этапов формуют тестовые заготовки и затем штампуют характерное для колец центральное отверстие. В случае известных из уровня техники устройств тестовые заготовки перемещают вдоль ленточного транспортера и транспортируют от одной обрабатывающей секции к другой. В отдельных обрабатывающих секциях тестовым заготовкам поэтапно придают круглую форму, причем с помощью различных пуансонов обуславливают деформацию теста и в завершение с помощью вырубного пуансона из тестовой заготовки вырубают тесто для образования центрального отверстия.
Недостаток известных из уровня техники способов и устройств заключается в том, что необходимо множество различных обрабатывающих секций, а также что ошибки позиционирования в отдельных секциях оказывают негативное влияние на форму и единообразие выработанных колец. Далее, в результате штампования центрального отверстия кольца или в результате удаления теста из отверстия происходит удаление высокой процентной доли теста, в результате чего возникают большие потери теста. В случае известных из уровня техники способов и устройств при штамповании центрального отверстия происходит повреждение так называемой кожи теста, в результате чего при последующей обжарке колец во фритюре жир или масло могут проникнуть в тесто и ухудшить качестве и вкус теста.
Поэтому задача настоящего изобретения заключается в создании способа и устройства для формования колец, которые, с одной стороны, позволяют добиться высококачественной обработки и изготовления колец и одновременно уменьшают отходы или остатки теста при изготовлении колец.
Эту задачу решают с помощью способа в соответствии с признаками п. 1 формулы изобретения. При этом предусмотрено, что на первом этапе а) на опору накладывают центрирующее кольцо, причем массовую порцию, в частности, тестовую заготовку, охватывают с боков с помощью центрирующего кольца и с помощью нажимного пуансона сжимают с равномерным давлением в направлении против опоры до приблизительно цилиндрической формы и предпочтительно выравнивают массовую порцию, в частности, тестовую заготовку, что на втором этапе b) с помощью выдавливающего дорна в массовой порции, в частности, тестовой заготовке, выполняют, в частности, расположенное в центре центральное отверстие, причем выдавливающий дорн входит в массовую порцию, в частности, тестовую заготовку на расстояние, которое меньше толщины предварительно спрессованной на первом этапе а) массовой порции, в частности, тестовой заготовки, так что между опорой и выдавливающим дорном остается тонкая сердцевина тестовой заготовки, что на третьем этапе с) с помощью штамповочного кольца вырубают сердцевину, и что на четвертом этапе d) нажимной пуансон поднимают над сформованной к виде кольца массовой порцией, в частности, тестовой заготовкой, причем, в частности, центрирующее кольцо открывают и/или поднимают опорой.
При помощи отдельных этапов соответствующего изобретению способа можно снизить до минимума количество остаточного теста и существенно повысить качество выработанного кольца. За счет центрирующего кольца и расположения нажимного пуансона задают форму кольца и обеспечивают возможность того, что выдавливающий дорн проникает в тестовую заготовку и вырубленное в соответствии с уровнем техники тесто не извлекают из тестовой заготовки, а выдавливают из нее. За счет выдавливания с помощью выдавливающего дона, который затягивает с собой кожу тестовой заготовки, эта кожа теста оказывается вновь закрытой или неповрежденной и тем самым оказывает положительное влияние на структуру сформованного кольца. С помощью выдавливания теста из области центрального отверстия можно, кроме того, в последующем удалить с помощью штамповочного кольца лишь малую часть теста и одновременно добиться однородной, закрытой кожи или поверхности сформованного кольца. Следующее преимущество заключается в возможности формования как расплющенных, то есть предварительно сжатых по высоте, так и не сжатых по высоте тестовых заготовок.
Дальнейшие предпочтительные формы исполнения соответствующего изобретению способа определяются более подробно признаками зависимых пунктов формулы изобретения.
Для улучшения распределения массы или плотности теста может быть предусмотрено, что на втором этапе d) во время проникновения выдавливающего дорна центрирующее кольцо непрерывно открывают и/или нажимной пуансон непрерывно отводят назад, так что вытесненный объем массовой порции, в частности, тестовой заготовки, выдавливается в освобождаемое центрирующим кольцом пространство. За счет непрерывного открывания центрирующего кольца на втором этапе способа освобождается пространство, в котором возможно расширение вытесненного из центрального отверстия теста. В результате освобождающегося пространства плотность и массовое распределение внутри сформованного кольца остаются неизменными без возникновения каких-либо массовых распределений или различных плотностей вдоль ширины или толщины кольца. Далее, за счет освобождающегося пространства обеспечивают также положительную текучесть во время формования центрального отверстия без нежелательного уплотнения частей теста.
Для того, чтобы благоприятно отделить или извлечь из сформованного кольца сердцевину, оставшуюся ненужной после второго этапа b), может быть предусмотрено, что на третьем этапе с) сердцевину забирает штамповочное кольцо или что сердцевину после вырубки из полностью сформованного кольца сбрасывают в зазор межу двумя, расположенными на расстоянии друг от друга транспортировочными лентами, или что сердцевину всасывают с помощью отсасывающего устройства или выбрасывают через ременную ленту или транспортировочную ленту.
Для обеспечения более быстрого промышленного производства может быть предусмотрено, что опора выполнена в виде транспортировочной ленты, на которой тестовую заготовку транспортируют в процессе формования, прием прессовальное устройство двигается вместе с транспортировочной лентой и ее скоростью, или что прессовальное устройство выполнено в виде барабанного формовочного устройства и поворачивается со скоростью транспортировочной ленты вместе с ней. За счет движения прессовального устройства вместе с транспортировочной лентой на транспортировочной ленте можно размещать одна за другой несколько тестовых заготовок, которые можно затем обрабатывать по отдельности с помощью прессовального устройства и тем самым обеспечить возможность изготовления в течение непродолжительного времени большего количества колец.
Предпочтительно может быть предусмотрено, что сформованные с помощью способа массовые порции, в частности, тестовые заготовки, представляют собой круглые заготовки в форме кольца, причем введенные в формовочное устройство массовые порции, в частности, тестовые заготовки, представляют собой сплющенные или предварительно сжатые или шарообразные массовые порции, в частности, тестовые заготовки, и/или что нажимной пуансон двигается синхронно с выдавливающим дорном, а также штамповочным кольцом, так что массовые порции формуют к виду диска.
Следующей задачей изобретения является создание формовочного устройства для формования колец, в частности, тестовых колец, которое позволяет формовать в ходе немногочисленных технологических этапов кольца, в частности, тестовые кольца и при этом достигать высокого качества и минимальной доли остаточного теста.
Эта задача решена с помощью признаков п. 6 формулы изобретения. При этом предусмотрено, что нажимной пуансон содержит выемку, что прессовальное устройство содержит, далее, выдавливающий дорн для формирования центрального отверстия кольца, причем выдавливающий дорн расположен в выемке нажимного пуансона с возможностью перемещения в его направлении регулировки относительно нажимного пуансона, что между нажимным пуансоном и выдавливающим дорном расположено штамповочное кольцо, которое расположено, в частности, вокруг выдавливающего дорна, причем нажимной пуансон, выдавливающий дорн и штамповочное кольцо можно перемещать независимо друг от друга в направлении опоры, и что прессовальное устройство содержит, в частности, состоящее из нескольких частей центрирующее кольцо, которое образует формовочное кольцо для внешнего контура массовой порции, в частности, тестовой заготовки.
За счет расположения выдавливающего дорна, штамповочного кольца и центрирующего кольца внутри прессовального устройства отдельные этапы обработки при формовке кольца можно выполнять в одной единственной секции, в результате чего отпадает необходимость центрирования формовочных инструментов в отдельных секциях относительно тестовой заготовки. Так обеспечивают возможность более простой и, прежде всего, более рентабельной обработки теста, которая позволяет, далее, добиться высокого качестве изготовленных колец.
Дальнейшие предпочтительные исполнения соответствующих изобретению формовочных устройств поясняются более подробно зависимыми пунктами формулы изобретения:
Предпочтительно может быть предусмотрено, что центрирующее кольцо выполнено состоящим из одной или нескольких частей, в частности, двух частей, причем центрирующее кольцо можно плавно перемещать между открытым и закрытым состояниями, причем в открытом состоянии центрирующего кольца части центрирующего кольца в направлении, поперечном направлению регулировки нажимного пуансона, расположены на расстоянии друг от друга и причем части центрирующего кольца в закрытом состоянии прилегают друг к другу или расположены на меньшем, нежели в открытом состоянии, расстоянии друг от друга и образуют формовочное кольцо для внешнего контура массовой порции, в частности, тестовой заготовки.
При этом предпочтительно предусмотрено, что центрирующее кольцо, выдавливающий дорн, штамповочное кольцо и нажимной пуансон расположены концентрично по отношению друг к другу, в частности, на оси выемки нажимного пуансона.
Для того, чтобы обеспечить возможность несложного формования колец вдоль транспортировочной ленты, может быть предусмотрено, что опора выполнена в виде транспортировочной ленты, на которой можно транспортировать тестовую заготовку, причем прессовальное устройство, центрирующее кольцо, выдавливающий дорн, штамповочное кольцо и нажимной пуансон могут двигаться в направлении движения транспортировочной ленты со скоростью транспортировочной ленты.
Предпочтительно предусмотрено, что опора выполнена в виде транспортировочной ленты, транспортных гребенок или муфты или количества транспортных гребенок, муфт или в качестве многоповерхностного транспортировочного барабана.
Для дальнейшего улучшения синхронизации центрирующего кольца с нажимным пуансоном может быть предусмотрено, что центрирующее кольцо может двигаться с нажимным пуансоном вдоль его направления движения, в частности, вместе с нажимным пуансоном.
Параллельного, промышленного изготовления колец можно особенно несложным образом добиться, размещая вдоль длины и/или ширины опоры, в частности, вдоль длины и/или ширины транспортировочной ленты определенное количество выполненных соответственно одинаково прессовальных устройств. За счет расположения нескольких прессовальных устройств вдоль транспортировочной ленты или вдоль опоры можно на каждом технологическом этапе параллельно или поочередно изготавливать большое количество колец и добиваться за счет этого высокой пропускной способности производственной секции по кольцам или тестовым заготовкам.
Предпочтительная форма исполнения предлагается для случая, когда формовочное устройство содержит главный пуансон, который может двигаться, в частности, перпендикулярно опоре в направлении прессования, причем прессовальное устройство расположено на главном пуансоне, причем формовочное устройство содержит перемещаемые, в частности, на направляющих или рельсах или штангах транспортировочные салазки, причем транспортировочные салазки могут двигаться перпендикулярно направлению прессования главного пуансона и/или вдоль ширины или длины опоры, и причем главный пуансон соединен с помощью структурных элементов с транспортировочными салазками таким образом, что главный пуансон может перемещаться вместе с транспортировочными салазками перпендикулярно направлению прессования главного пуансона и/или вдоль ширины или длины опоры.
Для того, чтобы несложным образом обеспечить возможность движения главного пуансона вместе с транспортировочной лентой, может быть предусмотрено, что главный пуансон с помощью направляющих, рельсов и/или штанг расположен на транспортировочный салазках с возможностью перемещения в направлении прессования главного пуансона.
Экономную в отношении потребной площади и несложную регулировку главного пуансона и, тем самым, процесса прессования колец или регулировку нажимного пуансона, выдавливающего дорна, центрирующего кольца и штамповочного кольца можно обеспечить в случае, когда главный пуансон можно перемещать с помощью расположенного на транспортировочных салазках привода в его направлении прессования, причем главный пуансон соединен с приводом, в частности, через кривошипно-шатунный механизм.
Для обеспечения возможности несложной регулировки прессовального устройства, центрирующего кольца, выдавливающего дорна, штамповочного кольца и/или нажимного пуансона может быть предусмотрена возможность перемещения прессовального устройства, центрирующего кольца, выдавливающего дорна, штамповочного кольца и/или нажимного пуансона с помощью кулачкового механизма или электромеханически или пневматически или гидравлически.
Для обеспечения возможности исполнения различных форм тестовой заготовки может быть предусмотрено, что контур центрирующего кольца и/или нажимного пуансона (4) и/или выдавливающего дорна или штамповочного кольца имеет вращательно-симметричную, звездообразную, овальную или другую форму.
Дальнейшие преимущества и исполнения изобретения вытекают из описания и приложенных чертежей.
Изобретение схематически изображено на чертежах на основании особенно предпочтительных примеров исполнения, которые, однако, не следует толковать как ограничительные, и описано со ссылкой на чертежи:
фиг. 1-6 показывают первую форму исполнения соответствующего изобретению устройства;
фиг. 7 показывает альтернативное получение сердцевины;
фиг. 8 и 9 показывают форму исполнения соответствующего изобретения способа, при которой сердцевину тестовой заготовки принимает штамповочное кольцо;
фиг. 10 показывает вторую форму исполнения соответствующего изобретению устройства с различными состояниями обработки тестовой заготовки;
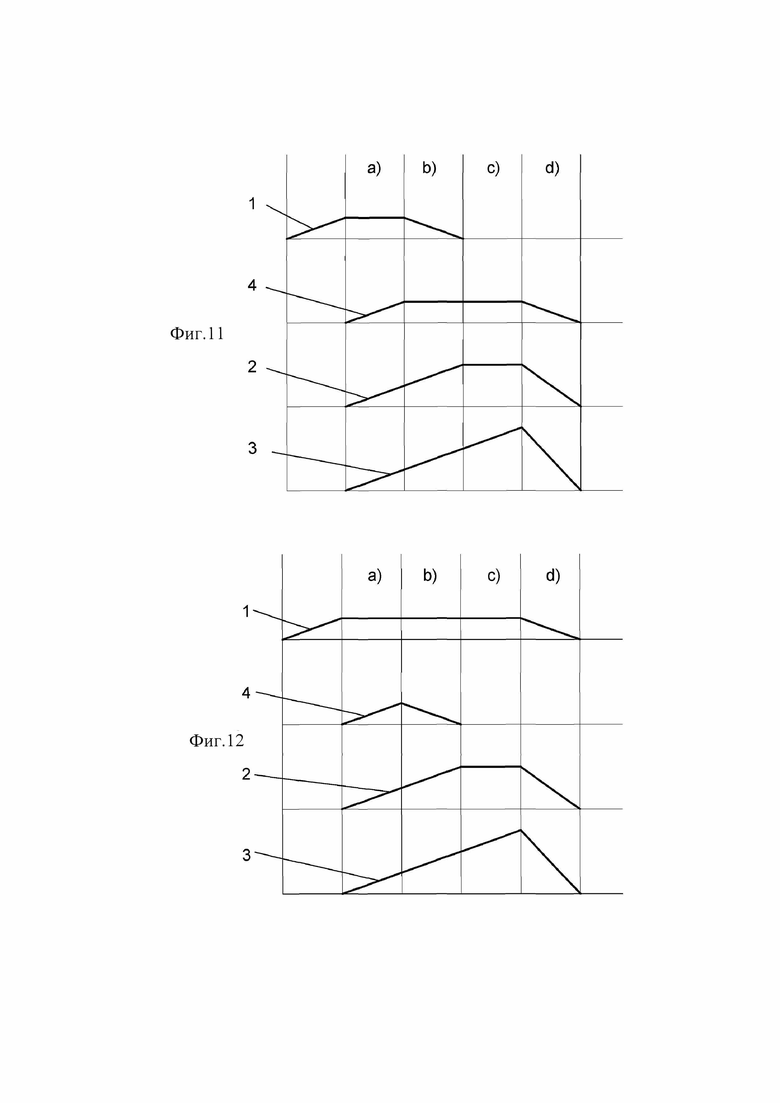
фиг. 11 показывает структурную схему пути перемещения частей прессовального устройства формы исполнения соответствующего изобретению способа; и
фиг. 12 показывает структурную схему пути перемещения частей прессовального устройства следующей формы исполнения соответствующего изобретению способа.
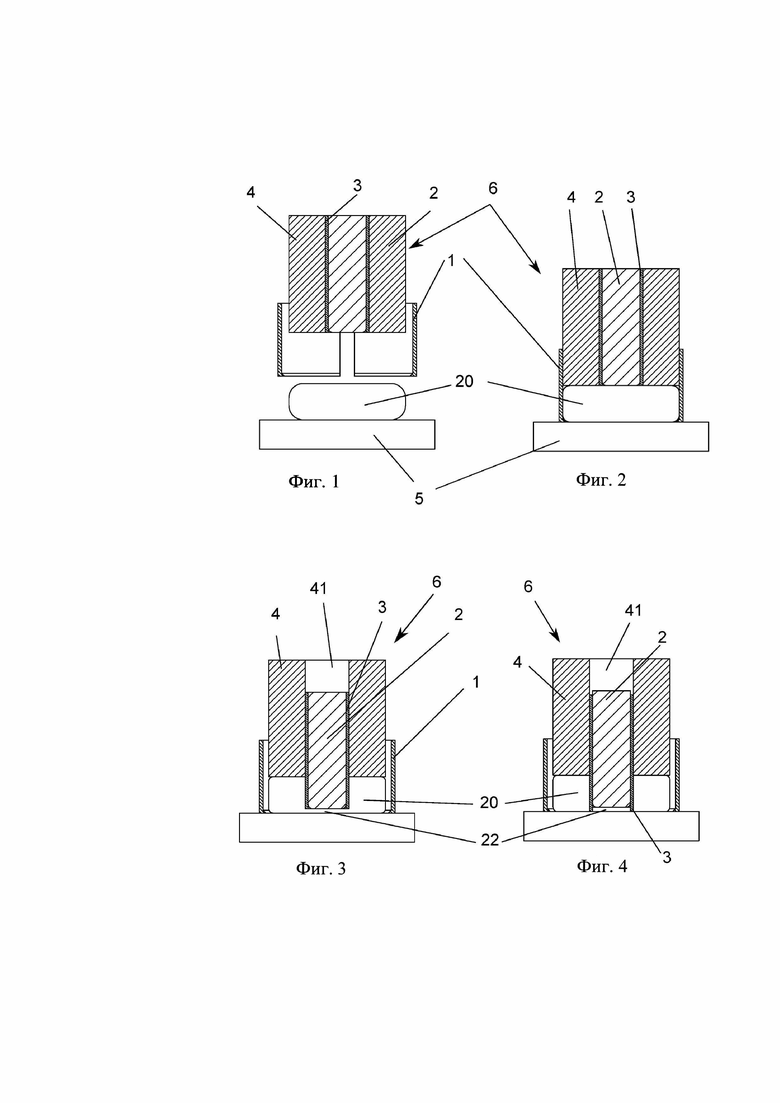
На фиг. 1-6 изображена первая форма исполнения соответствующего изобретению формовочного устройства 10 в различных эксплуатационных состояниях формирования тестовой заготовки. Формовочное устройство 10 содержит опору 5, на которую укладывают массовую порцию, в случае настоящей формы исполнения – тестовую заготовку 20 (фиг. 1). Далее, формовочное устройство 10 содержит прессовальное устройство 6, под которым позиционирована тестовая заготовка 20. Прессовальное устройство 6 содержит состоящее из нескольких частей центрирующее кольцо 1 и нажимной пуансон 4. Нажимной пуансон 4 позиционирован над тестовой заготовкой 20 на расстоянии от опоры 5 и может перемещаться в направлении опоры 5 перпендикулярно опорной поверхности опоры 5, на которую уложена тестовая заготовка 20, так что расстояние между опорой 5 и нажимным пуансоном 4 уменьшается или увеличивается. Далее, прессовальное устройство 6 содержит выдавливающий дорн 2, который расположен в выемке 42 нажимного пуансона 4 и также является перемещаемым в направлении перемещения нажимного пуансона 4 перпендикулярно опорной поверхности опоры 5 в выемке 41 нажимного пуансона 4. При этой форме исполнения нажимной пуансон 4 и выдавливающий дорн 2 выполнены с цилиндрической формой, однако могут иметь также другие формы. Между нажимным пуансоном 4 и выдавливающим дорном 2 расположено штамповочное кольцо 3, которые выполнено в форме полого цилиндра и расположено при форме исполнения по фиг. 1-6 вокруг выдавливающего дорна 2 между ним и нажимным пуансоном 4. Центрирующее кольцо 1 состоит при этой форме исполнения из двух частей, которые можно перемещать между открытым состоянием, в которой обе части расположены на расстоянии поперечно направлению перемещения нажимного пуансона 4 (фиг. 1), и закрытым состоянием, в котором обе половины или части центрирующего кольца 1 прилегают с соприкосновением друг к другу (фиг. 2). Как показано в форме исполнения фиг. 1-6, центрирующее кольцо 1 опционально с нажимным пуансоном 4 или прессовальным устройством 6 может быть также дополнительно выполнено с возможностью перемещения в направлении перемещения нажимного пуансона 4, причем расстояние между опорой 5 и центрирующим кольцом 1 можно дополнительно изменять. В случае изображенной на фиг. 1-6 формы исполнения формовочного устройства 10 центрирующее кольцо 1, выдавливающий дорн 2, штамповочное кольцо 3 и нажимной пуансон 4 расположены концентрично по отношению друг к другу на оси выемки 41 нажимного пуансона 4.
Альтернативно может быть предусмотрено, что центрирующее кольцо 1 может быть выполнено также состоящим из одной части и может перемещаться в направлении перемещения нажимного пуансона 4. Так, центрирующее кольцо 1 можно уложить на опору 5, так что центрирующее кольцо 1 окружает тестовую заготовку, а затем наложить нажимной пуансон 4 на тестовую заготовку 20 и деформировать его приблизительно к форме цилиндра на первом этапе а).
Ниже на основании формовочного устройства 10 по фиг. 1-6 поясняется предпочтительная, но не ограничительная форма исполнения соответствующего изобретению способа.
Как показано на фиг. 1, тестовую заготовку 20 укладывают на опору 5 напротив или под прессовальным устройством 6, причем прессовальное устройство 6 позиционировано на расстоянии от опоры 5, так что между нажимным пуансоном 4, выдавливающим дорном 2, штамповочным кольцом 3, центрирующим кольцом 1 и опорой 5 остается свободное расстояние.
На первом этапе а) центрирующее кольцо 1 накладывают на опору 5 и тестовую заготовку 20 охватывают сбоку с помощью центрирующего кольца 1, причем центрирующее кольцо перемещают из открытой позиции (фиг. 1), в которой части центрирующего кольца 2в направлении, перпендикулярном направлению перемещения нажимного пуансона 4, расположены на расстоянии друг от друга, в закрытое состояние, в котором части центрирующего кольца 11 соприкасаются друг с другом. В закрытом состоянии центрирующее кольцо 1 ограничивает тестовую заготовку 20 сбоку, за счет чего задают диаметр тестовой заготовки 20. После закрывания центрирующего кольца 1 нажимной пуансон 4 с выдавливающим дорном 2 и штамповочным кольцом 3 накладывают на тестовую заготовку 20, в результате чего от нажимного пуансона 4 к тестовой заготовке 20 в направлении против опоры 5 прикладывают давление. Под давлением нажимного пуансона 4 происходит сжатие тестовой заготовки приблизительно к цилиндрической форме с равномерной длиной и происходит выравнивание массы тестовой заготовки 20 или достигается равномерная плотность и распределение теста внутри тестовой заготовки 20 (фиг. 2).
На втором этапе b) (фиг. 3) выдавливающий дорн 2 со штамповочным кольцом 3 совместно перемещают далее в направлении опоры, что обуславливает вытеснение теста тестовой заготовки 20 в центре предварительно сформованной к цилиндрической форме тестовой заготовки 20 и выдавливание теста тестовой заготовки 20 сбоку. Расстояние между выдавливающим дорном 2 и штамповочным кольцом уменьшается в направлении опоры 5, причем выдавливающий дорн 2 и штамповочное кольцо 3 прижимают к опоре 5 не полностью и между опорой 5 и выдавливающим дорном 2 и остается небольшой зазор в качестве так называемой тонкой сердцевины 22 тестовой заготовки. За счет проникновения выдавливающего дорна 2 в тестовую заготовку 20 выполняют центрально расположенное в тестовой заготовке центральное отверстие 21, которое затем придает сформованному до готовности тестовому кольцу характеристическую кольцевую форму. За счет вытеснения теста из центрального отверстия 21 с помощью выдавливающего дорна 2 получают закрытую кожу тестовой заготовки 20, то есть закрытую, однородную поверхность в области центрального отверстия 21 и, тем самым, при последующей жарке во фритюре или последующей обработке сформованных тестовых колец предотвращают проникновение масла или жира в тесто тестового кольца.
Затем на третьем этапе с) (фиг. 4) штамповочное кольцо 3 полностью прижимают к опоре 5 и за счет этого происходит отделение оставшейся на втором этапе b) сердцевины 22 от тестовой заготовки 20 и замыкание кожи теста в области сердцевины 22 тестовой заготовки 20.
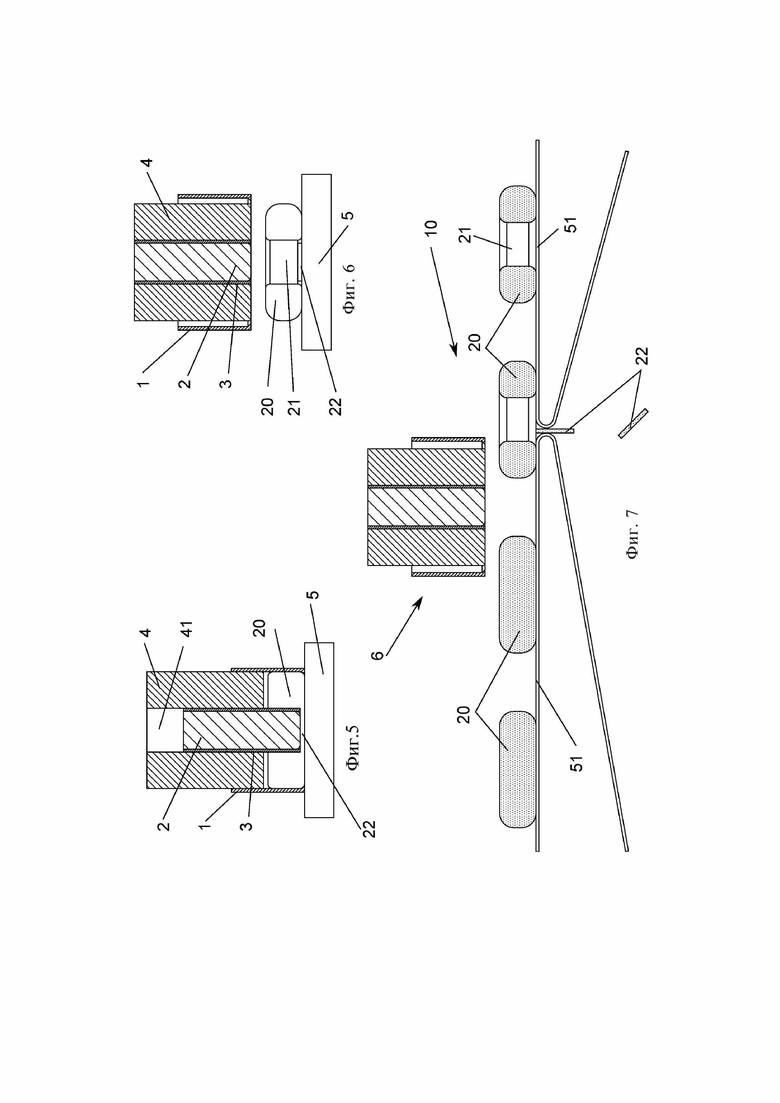
Затем на четвертом этапе d) (фиг. 5 и 6) нажимной пуансон 4 поднимают над сформованным тестовым кольцом и центрирующее кольцо 1 вновь открывают с выводом из закрытой позиции. В завершение прессовальное устройство 6, то есть нажимной пуансон 4, выдавливающий дорн 2, штамповочное кольцо 3 и альтернативно центрирующее кольцо 1 поднимают над опорой 5 и после этого достают или извлекают сформованное тестовое кольцо из формовочного устройства 10.
Как изображено на фиг. 3 и 4, во время второго этапа b), то есть во время выдавливания теста тестовой заготовки 20 выдавливающим дорном 2 опциально может происходить пошаговое открывание центрирующего кольца 1, в результате чего образуется пространство для теста, в котором может протекать вытесненное выдавливающим дорном 2 тесто, за счет чего можно сохранить равномерную плотность и распределение теста внутри тестовой заготовки 20 или сформованного тестового кольца без какого-либо влияния на сгущение теста тестовой заготовки 20. Альтернативно - как показано на фиг. 5 – может быть предусмотрено, что нажимной пуансон 4 при выдавливании теста с помощью выдавливающего дорна 2 вместо центрирующего кольца 1 несколько поднимают над тестовой заготовкой1 20 и выдавленное тесто может быть, тем самым, выдавлено или протекать в освобожденное нажимным пуансоном 4 пространство.
Как показывает фиг. 6, вырубленная сердцевина может оставаться внутри центрального отверстия 21 сформованного тестового кольца или тестовой заготовки 20 и может быть утилизирована или также удалена после извлечения тестового кольца из формовочного устройства 10.
Следующая форма исполнения соответствующего изобретению способа и соответствующее изобретению формовочное устройство 10 показаны на фиг. 7. При этом опора 5 выполнена в виде транспортировочной ленты 51, причем тестовые заготовки 20 с помощью транспортировочной ленты 51 пошагово подводят под прессовальное устройство 6 и формуют их к виду тестовых колец. Проходящая под прессовальным устройством 6 транспортировочная лента 51 передает затем в направлении транспортировки тестовой заготовки 20 рядом с прессовальным устройством 6 сформованное тестовое кольцо на вторую транспортировочную ленту 51, причем транспортировочные ленты 51 расположены соответственно на расстоянии друг от друга, так что сердцевина 22 тестовой заготовки 20 или сформованного тестового кольца может быть сброшена в зазор или расстояние между транспортировочными лентами 51.
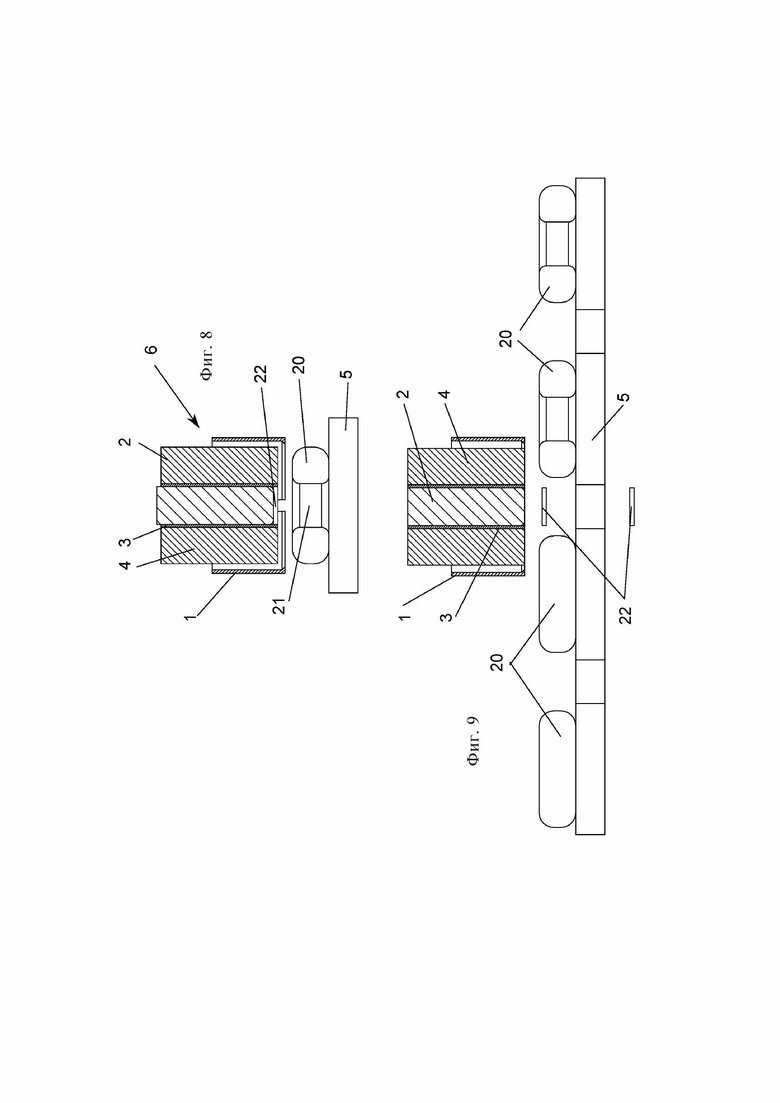
Альтернативно может быть предусмотрено, что - как показано на фиг. 8 и 9 – сердцевина 22 остается в штамповочном кольце 3 и поднимается вместе с ним или с прессовальным устройством 6 над опорой 5. В этом случае вырубленная сердцевина может быть сброшена в предусмотренные для этого выемки, например, в отверстия, которые выполнены в транспортировочной ленте 51 (фиг. 9).
На фиг. 11 изображена структурная схема формы исполнения соответствующего изобретению способа. При этом структурная схема показывает движения перемещения центрирующего кольца 1, нажимного пуансона 4, выдавливающего дорна 2 и штамповочного кольца 3 в зависимости от различных технологических этапов а), b), с) и d). На первом технологическом этапе а) центрирующее кольцо 1 укладывают на опору 5 (фиг. 1) и непрерывно переводят из открытого состояния в закрытое состояние (фиг. 2). После закрывания центрирующего кольца 1 нажимной пуансон 4, выдавливающий дорн 2 и штамповочное кольцо 3 выдвигают в направлении опоры 5 и производят, как описано выше, формование тестовой заготовки 20 к виду приблизительного цилиндрической тестовой заготовки (фиг. 2). На втором этапе b) нажимной пуансон 4 останавливают, а выдавливающий дорн 2 и штамповочное кольцо 3 продолжают вдавливать в тестовую заготовку 20, в результате чего образуется центральное отверстие 21 (фиг. 3). После того, как выдавливающий дорн 2 в конце второго этапа b) достигнет желаемого расстояния до опоры 5, его останавливают, а штамповочное кольцо 3 в ходе третьего этапа с) подают дальше, в результате чего происходит вырубка сердцевины 22 из тестовой заготовки 20 (фиг. 4). После завершения процесса штампования или третьего этапа с) штамповочное кольцо 3, выдавливающий дорн 2 и нажимной пуансон 4 вновь поднимают над тестовой заготовкой 20 и в завершение готовую сформованную заготовку извлекают из формовочного устройства 10. Как изображено на фиг. 11, во время процесса выдавливания теста из центрального отверстия 21 центрирующее кольцо 1 можно открывать аналогично фиг. 3 и 4 и освобождать, тем самым, пространство для теста. Это показано на фиг. 11 на примере отвода центрирующего кольца 1 в исходное состояние на этапе b), причем центрирующее кольцо 1 пребывает в открытом положении на этапах с) и d) или на протяжении третьего и четвертного этапов.
Альтернативно во время процесса выдавливания или в течение второго и третьего этапов b) и с) нажимной пуансон можно – как изображено на фиг. 12 - поднимать или отводить в исходное положение аналогично фиг. 5 и тем самым освобождать пространство для теста тестовой заготовки 20, причем центрирующее кольцо 1 остается в закрытой позиции до конца третьего этапа с) и в завершение на четвертом этапе d) вместе с выдавливающим дорном 2 и штамповочным кольцом 3 переходит в исходную позицию.
В формовочное устройство 10 можно загружать, например, сплюснутые или предварительно сжатые или имеющие сферическую форму тестовые заготовки 20, которые затем формуют к виду круглых тестовых колец. Так, например, можно изготавливать пончики, багеты, кольца из заварного теста, коричные кольца и другие мучные изделия или заготовки этих мучных изделий.
Предпочтительная форма исполнения способа предусматривает, что опора 5 выполнена в виде транспортировочной ленты 51, на которой непрерывно транспортируют тестовую заготовку 20, причем прессовальное устройство 6, то есть нажимной пуансон 4, центрирующее кольцо 1, выдавливающий дорн 2 и штамповочное кольцо 3, двигаются вместе с транспортировочной лентой 51 с ее скоростью. Таким образом можно реализовать промышленное производство на транспортировочных лентах, причем отдельные тестовые заготовки 20 (фиг. 10) транспортируют с помощью транспортировочной ленты 51 под прессовальное устройство 6 и во время процесса прессования транспортируют транспортировочной лентой 51 далее вместе с прессовальным устройством 6. После завершения процесса прессования прессовальное устройство 6 затем вновь отводят назад против направления движения транспортировочной ленты 51 и позиционируют над следующей тестовой заготовкой 20 и процесс прессования начинают вновь.
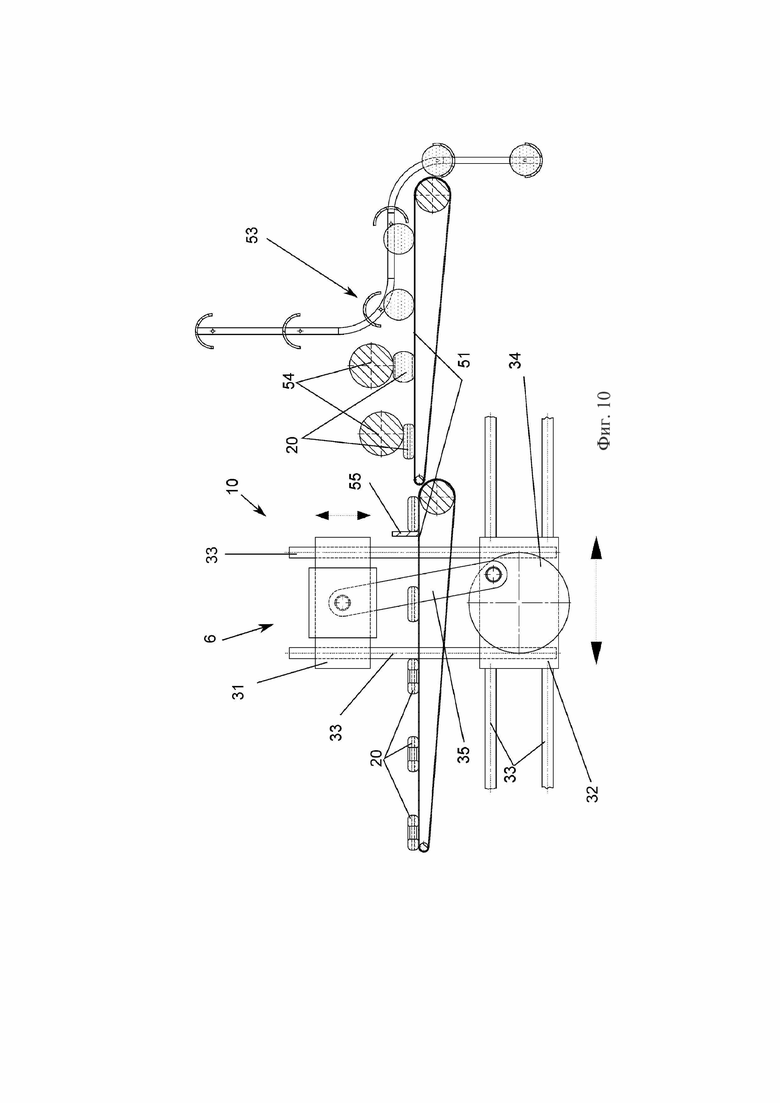
На фиг. 10 показана следующая форма исполнения соответствующего изобретению формовочного устройства 10. С помощью первой транспортировочной ленты 51 тесто в форме тестовых шариков укладывают с помощью транспортировочного устройства 53 на первую транспортировочную ленту 51 и с помощью формовочных валков 54 предварительно формуют к цилиндрической форме. В конце предварительного формования тестовую заготовку 20 передают с первой транспортировочной ленты 51 на вторую транспортировочную ленту 51 и предварительно позиционируют ее, например, с помощью подвижного упора 55. Выполненная в виде второй транспортировочной ленты 51 опора 5 перемещает затем предварительно позиционированную тестовую заготовку 20 в область прессовального устройства 6, причем затем начинается процесс формования. Формовочное устройство 10 содержит главный пуансон 31, который расположен на направляющих или штангах 33 с возможностью перемещения в направлении опоры 5 или транспортировочной ленты 51. Прессовальное устройство 6 с центрирующим кольцом 1, нажимным пуансоном 4, выдавливающим дорном и штамповочным кольцом 3 расположено на главном пуансоне 31. Далее, формовочное устройство 10 содержит транспортировочные салазки 32, на которых укреплены или расположены главный пуансон 31 или направляющие или штанги 33. Транспортировочные салазки 32 могут перемещаться вдоль направления движения транспортировочной ленты 51, например, на направляющих или штангах 33, в результате чего прессовальное устройство 6 с транспортировочными салазками 32 можно перемещать вместе с транспортировочной лентой 51. Так, например, во время транспортировки тестовые заготовки можно в процессе формования или перед или после процесса формования одновременно перемещать на транспортировочной ленте 51, достигая тем самым несложного промышленного изготовления при непрерывной транспортировке отдельных тестовых заготовок. Как показано на фиг. 10, главный пуансон 31 можно с помощью расположенного на транспортировочных салазках 32 привода 34 перемещать в направлении опоры 5 или транспортировочной ленты 51, причем привод 34 можно альтернативно регулировать, как показано на фиг. 10, с помощью кривошипно-шатунного механизма или других, известных из уровня техники регулировочных устройств, например, электромеханических двигателей или шпинделей и пневматических или гидравлических цилиндров.
Опционально может быть предусмотрено, что прессовальное устройство 6 содержит кулачковый контроллер или другие электромеханические регулировочные устройства, с помощью которых центрирующее кольцо 1, выдавливающий дорн 2, штамповочное кольцо 3 и нажимной пуансон 4 можно перемещать независимо друг от друга.
Далее, опционально может быть предусмотрено, что опора 5 выполнена в виде транспортировочной ленты 51, транспортных гребенок или муфты или в качестве определенного количества транспортных гребенок, муфт или в качестве транспортирующего барабана. Так, например, процесс формовки можно осуществлять также напротив транспортирующего барабана, который поворачивается непрерывно или по тактам после завершения процесса формования.
Далее, для массового производства или для параллельного производства нескольких тестовых заготовок может быть предусмотрено, что вдоль длины и/или ширины опоры 5 или, в частности, вдоль длины и/или ширины транспортировочной ленты 51 расположены несколько соответственно одинаково выполненных прессовальных устройств 6, с помощью которых из тестовых заготовок 20 можно параллельно формовать несколько тестовых колец.
Вместо описанных тестовых колец или пончиков с помощью соответствующего изобретению способа и устройства 10 можно изготавливать также багеты, кольца из заварного теста, коричные кольца и другие круглые кольца-заготовки. Формованные тестовые заготовки могут альтернативно иметь угловую форму, например, квадратную форму, шарообразную или другую форму.
Также альтернативно может быть предусмотрено, что нажимной пуансон 4 двигается синхронно с выдавливающим дорном 2, а также штамповочным кольцом 1, так что массовую форму формуют к виду диска.
Альтернативно может быть предусмотрено, что для формования вместо тестовых заготовок выбраны другие массовые формы.
Контур центрирующего кольца 1 и/или нажимного пуансона 4 и/или выдавливающего дорна 2 или штамповочного кольца 3 может быть вращательно-симметричным, звездообразным, овальным или иметь другую форму. Так, например, можно изготавливать тестовую заготовку в виде звезды или придавать тестовой заготовке также другие формы.
Альтернативно показанным формам исполнения прессовальное устройство 6 может быть выполнено в виде барабанного формующего устройства и может одновременно поворачиваться со скоростью транспортировочной ленты 51. При этом, например, несколько прессовальных устройств 6 могут быть встроены в одно барабанное формовочное устройство и могут таким образом одновременно параллельно или поочередно обрабатывать несколько тестовых заготовок 20.
Альтернативно может быть предусмотрено, что сердцевину можно всасывать с помощью отсасывающего устройства или отсасывать с транспортировочной ленты 51 или из прессовального устройства 6 или сбрасывать через ременную ленту или транспортировочную ленту 51.
Альтернативно описанным формам исполнения может быть предусмотрено, что тестовые заготовки 20 или кольца-заготовки штампуют прессовальным устройством 6 или отдельными штампующими элементами из движущейся на транспортировочной ленте 51 тестовой полосы и затем формуют прессовальным устройством 6.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕСТА С НАЧИНКОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2262232C2 |
| ЭЛЕМЕНТ КОНСТРУКЦИИ ДЛЯ СОЕДИНЕНИЯ КОЛЕНЧАТОГО ВАЛА С МАХОВИКОМ, А ТАКЖЕ СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТА КОНСТРУКЦИИ | 1999 |
|
RU2237830C2 |
| МЕХАНИЗМ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ТЕСТА С НАЧИНКОЙ | 2011 |
|
RU2500106C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ТЕСТОВЫХ ЗАГОТОВОК С НАЧИНКОЙ | 1992 |
|
RU2016514C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕСТА С НАЧИНКОЙ, ДОЗАТОР НАЧИНКИ И ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕСТА С НАЧИНКОЙ | 2004 |
|
RU2269896C2 |
| АППАРАТ ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ТЕСТА С НАЧИНКОЙ | 2011 |
|
RU2522516C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕСТА С НАЧИНКОЙ | 2013 |
|
RU2541387C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕСТА С НАЧИНКОЙ | 2013 |
|
RU2597083C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНИТЕЛЬНОЙ ПРОКЛАДКИ | 1992 |
|
RU2041757C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНИТЕЛЬНЫХ КОЛЕЦ | 1991 |
|
RU2031791C1 |
Изобретение относится к способу формования колец из теста, а также к формовочному устройству для формования колец из теста. Предложен способ формования колец из теста в виде пончиков, колец из заварного теста, коричных колец и других колец-заготовок, причем массовую порцию тестовой заготовки (20) позиционируют в формовочном устройстве (10) на опоре (5) в виде транспортировочной ленты (51) под прессовальным устройством (6), причем прессовальное устройство (6) содержит состоящее из двух частей центрирующее кольцо (1), выдавливающий дорн (2), штамповочное кольцо (3) и нажимной пуансон (4), причем формование кольца осуществляют в соответствии со следующими этапами: на первом этапе а) центрирующее кольцо (1) накладывают на опору (5), причем массовую порцию тестовой заготовки (20) охватывает сбоку центрирующее кольцо (1) и ее с помощью нажимного пуансона (4) спрессовывают в направлении против опоры (5) к в основном цилиндрической форме с равномерной толщиной и предпочтительно выравнивают массу массовой порции тестовой заготовки (20), причем на втором этапе b) с помощью выдавливающего дорна (2) в тестовой заготовке (20) выполняют расположенное в центре центральное отверстие (21), причем выдавливающий дорн (2) проникает в массовую порцию тестовой заготовки (20) на расстояние, которое меньше толщины предварительно спрессованной на первом этапе а) тестовой заготовки (20), так что между опорой (5) и выдавливающим дорном (2) остается тонкая сердцевина (22) массовой порции тестовой заготовки (20), причем на третьем этапе с) с помощью штамповочного кольца (3) вырубают сердцевину (22), и причем на четвертом этапе d) нажимной пуансон (4) поднимают над сформованной к форме кольца массовой порцией тестовой заготовки (20), причем открывают центрирующее кольцо (1) и/или поднимают его над опорой (5). Также предложено формовочное устройство (10) для формования колец из теста для осуществления указанного способа, содержащее опору (5) в виде транспортной ленты (51), на которую уложена массовая порция тестовой заготовки (20), и расположенное напротив опоры (5), перпендикулярно опоре (5), расположенное на расстоянии прессовальное устройство (6), причем прессовальное устройство (6) содержит нажимной пуансон (4), который расположен с возможностью перемещения в направлении опоры (5) с уменьшением расстояния, причем нажимной пуансон (4) содержит выемку (41), причем прессовальное устройство (6) содержит также выдавливающий дорн (2) для выполнения центрального отверстия в массовой порции тестовой заготовки (20), причем выдавливающий дорн (2) расположен в выемке (41) нажимного пуансона (4) с возможностью перемещения в его направлении перемещения к нажимному пуансону (4), причем между нажимным пуансоном (4) и выдавливающим дорном (2) расположено штамповочное кольцо (3), которое расположено вокруг выдавливающего дорна (2), причем нажимной пуансон (4), выдавливающий дорн (2) и штамповочное кольцо (3) перемещаются независимо друг от друга в направлении опоры (5), и причем прессовальное устройство (6) содержит состоящее из двух частей центрирующее кольцо (1) для ограничения диаметра сформованного тестового кольца, которое образует формовочное кольцо для внешнего контура массовой порции тестовой заготовки (20). Изобретение позволяет добиться высококачественной обработки и изготовления колец из теста и одновременно уменьшить отходы или остатки теста при изготовлении колец, при этом решает проблемы, связанные с повреждением так называемой кожи теста, в результате чего при последующей обжарке колец во фритюре жир или масло могут проникнуть в тесто и ухудшить качество и вкус теста. 2 н. и 15 з.п. ф-лы, 12 ил.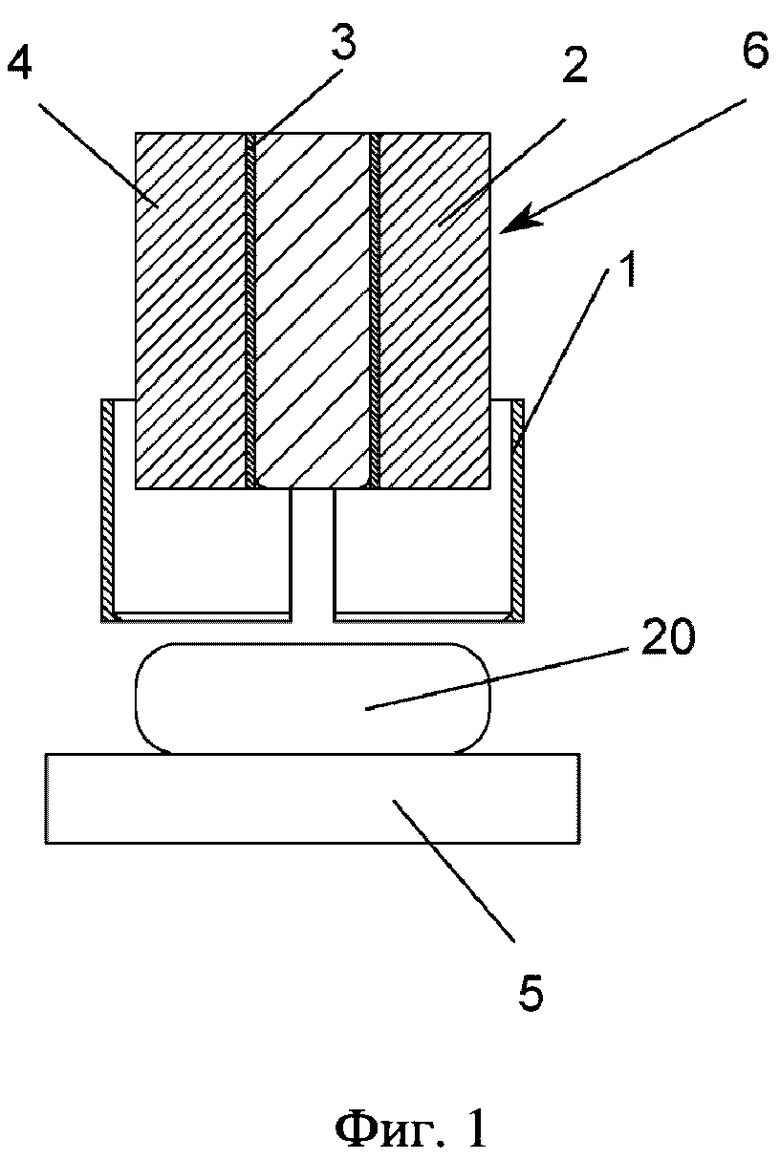
1. Способ формования колец из теста в виде пончиков, колец из заварного теста, коричных колец и других колец-заготовок, причем массовую порцию тестовой заготовки (20) позиционируют в формовочном устройстве (10) на опоре (5) в виде транспортировочной ленты (51) под прессовальным устройством (6), причем прессовальное устройство (6) содержит состоящее из двух частей центрирующее кольцо (1), выдавливающий дорн (2), штамповочное кольцо (3) и нажимной пуансон (4), причем формование кольца осуществляют в соответствии со следующими этапами:
на первом этапе а) центрирующее кольцо (1) накладывают на опору (5), причем массовую порцию тестовой заготовки (20) охватывает сбоку центрирующее кольцо (1) и ее с помощью нажимного пуансона (4) спрессовывают в направлении против опоры (5) к в основном цилиндрической форме с равномерной толщиной и предпочтительно выравнивают массу массовой порции тестовой заготовки (20),
причем на втором этапе b) с помощью выдавливающего дорна (2) в тестовой заготовке (20) выполняют расположенное в центре центральное отверстие (21), причем выдавливающий дорн (2) проникает в массовую порцию тестовой заготовки (20) на расстояние, которое меньше толщины предварительно спрессованной на первом этапе а) тестовой заготовки (20), так что между опорой (5) и выдавливающим дорном (2) остается тонкая сердцевина (22) массовой порции тестовой заготовки (20),
причем на третьем этапе с) с помощью штамповочного кольца (3) вырубают сердцевину (22), и
причем на четвертом этапе d) нажимной пуансон (4) поднимают над сформованной к форме кольца массовой порцией тестовой заготовки (20), причем открывают центрирующее кольцо (1) и/или поднимают его над опорой (5).
2. Способ по п. 1, отличающийся тем, что на втором этапе b) во время проникновения выдавливающего дорна (2) центрирующее кольцо (1) непрерывно открывают и/или нажимной пуансон (4) непрерывно отводят назад, при этом осуществляют выдавливание вытесненного объема массовой порции тестовой заготовки (20) в освобожденное центрирующим кольцом (1) пространство.
3. Способ по п. 1 или 2, отличающийся тем, что на третьем этапе с) сердцевину (22) принимает штамповочное кольцо (3) или сердцевину (22) после вырубки из сформованного до готового состояния кольца сбрасывают в зазор между расположенными на расстоянии друг от друга транспортировочными лентами (51), или сердцевину (22) всасывают отсасывающим устройством или сбрасывают через ременную ленту или транспортировочную ленту (51).
4. Способ по любому из пп. 1-3, отличающийся тем, что опора (5) выполнена в виде транспортировочной ленты (51), на которой тестовую заготовку (20) транспортируют во время формования, причем прессовальное устройство движется вместе с транспортировочной лентой (51) с ее скоростью, или прессовальное устройство (6) выполнено в виде барабанного формовочного устройства и одновременно поворачивается со скоростью транспортировочной ленты (51).
5. Способ по любому из пп. 1-4, отличающийся тем, что сформованные с помощью способа массовые порции тестовых заготовок (20) представляют собой круглые кольца-заготовки, причем введенные в формовочное устройство (10) массовые порции тестовых заготовок (20) представляют собой сплюснутые, или предварительно сжатые, или имеющие сферическую форму массовые порции тестовых заготовок (20), и/или нажимной пуансон (4) движется синхронно с выдавливающим дорном (2), а также со штамповочным кольцом (3), так что массовую порцию (2) формуют к виду диска.
6. Формовочное устройство (10) для формования колец из теста для осуществления способа по любому из пп. 1-5, содержащее опору (5) в виде транспортной ленты (51), на которую уложена массовая порция тестовой заготовки (20), и расположенное напротив опоры (5), перпендикулярно опоре (5), расположенное на расстоянии прессовальное устройство (6), причем прессовальное устройство (6) содержит нажимной пуансон (4), который расположен с возможностью перемещения в направлении опоры (5) с уменьшением расстояния,
- причем нажимной пуансон (4) содержит выемку (41), причем прессовальное устройство (6) содержит также выдавливающий дорн (2) для выполнения центрального отверстия в массовой порции тестовой заготовки (20), причем выдавливающий дорн (2) расположен в выемке (41) нажимного пуансона (4) с возможностью перемещения в его направлении перемещения к нажимному пуансону (4), причем между нажимным пуансоном (4) и выдавливающим дорном (2) расположено штамповочное кольцо (3), которое расположено вокруг выдавливающего дорна (2), причем нажимной пуансон (4), выдавливающий дорн (2) и штамповочное кольцо (3) перемещаются независимо друг от друга в направлении опоры (5), и
- причем прессовальное устройство (6) содержит состоящее из двух частей центрирующее кольцо (1) для ограничения диаметра сформованного тестового кольца, которое образует формовочное кольцо для внешнего контура массовой порции тестовой заготовки (20).
7. Формовочное устройство (10) по п. 6, отличающееся тем, что центрирующее кольцо (1) выполнено из одной или двух частей, причем центрирующее кольцо (1) выполнено с возможностью плавного перемещения между открытым и закрытым состояниями, причем в открытом состоянии центрирующего кольца (1) части центрирующего кольца (1) в поперечном направлению перемещения нажимного пуансона (4) направлении расположены на расстоянии друг от друга или на меньшем, чем в открытом состоянии, расстоянии, и причем части центрирующего кольца (1) в закрытом состоянии прилегают друг к другу и образуют формовочное кольцо для внешнего контура массовой порции тестовой заготовки (20).
8. Формовочное устройство (10) по п. 6 или 7, отличающееся тем, что центрирующее кольцо (1), выдавливающий дорн (2), штамповочное кольцо (3) и нажимной пуансон (4) расположены концентрично относительно друг друга на оси выемки (41) нажимного пуансона (4).
9. Формовочное устройство (10) по п. 6 или 8, отличающееся тем, что опора (5) выполнена в виде транспортировочной ленты (51), на которой транспортируется тестовая заготовка (20), причем прессовальное устройство (6), центрирующее кольцо (1), выдавливающий дорн (2), штамповочное кольцо (3) и нажимной пуансон (4) перемещаются в направлении движения транспортировочной ленты со скоростью транспортировочной ленты (51).
10. Формовочное устройство (10) по любому из пп. 6-9, отличающееся тем, что опора (5) может быть выполнена в виде транспортных гребенок, или муфты, или нескольких транспортных гребенок, муфт, или многоповерхностного транспортировочного барабана.
11. Формовочное устройство (10) по любому из пп. 6-10, отличающееся тем, что центрирующее кольцо (1) может перемещаться с нажимным пуансоном (4) вдоль его направления движения вместе с нажимным пуансоном (4).
12. Формовочное устройство (10) по любому из пп. 6-11, отличающееся тем, что вдоль длины и/или ширины опоры (5), вдоль длины и/или ширины транспортировочной ленты (51), расположено заданное количество выполненных соответственно одинаковым образом прессовальных устройств (6).
13. Формовочное устройство (10) по любому из пп. 6-12, отличающееся тем, что формовочное устройство (10) содержит главный пуансон (31), который движется перпендикулярно опоре (5) в направлении прессования, причем прессовальное устройство (6) расположено на главном пуансоне (31), причем формовочное устройство (10) содержит перемещаемые на направляющих, или рельсах, или штангах транспортировочные салазки (32), причем транспортировочные салазки (32) перемещаются перпендикулярно направлению прессования главного пуансона (31) и/или вдоль ширины или длины опоры (5), причем главный пуансон (31) соединен с транспортировочными салазками (32) через структурные элементы таким образом, что главный пуансон (31) перемещается перпендикулярно направлению прессования главного пуансона (31) и/или вдоль ширины или длины опоры (5) вместе с транспортировочными салазками.
14. Формовочное устройство (10) по п. 13, отличающееся тем, что главный пуансон (31) укреплен с помощью направляющих, рельсов и/или штанг на транспортировочных салазках (32) с возможность перемещения в направлении прессования главного пуансона (31).
15. Формовочное устройство (10) по п. 13 или 14, отличающееся тем, что главный пуансон (31) с помощью расположенного на транспортировочных салазках (32) привода (34) перемещается в его направлении прессования, причем главный пуансон (31) соединен с приводом (34) через кривошипно-шатунный механизм (35).
16. Формовочное устройство (10) по любому из пп. 6-15, отличающееся тем, что прессовальное устройство (6), центрирующее кольцо (1), выдавливающий дорн (2), штамповочное кольцо (3) и/или нажимной пуансон (4) выполнены с возможностью перемещения с помощью кулачкового контроллера, или электромеханически, или пневматически, или гидравлически.
17. Формовочное устройство (10) по любому из пп. 6-16, отличающееся тем, что контур центрирующего кольца (1), и/или нажимного пуансона (4), и/или выдавливающего дорна (2) или штамповочного кольца (3) выполнен вращательно-симметричным, звездообразным, овальным.
| КРЫШКА С КОНТРОЛЕМ ВСКРЫТИЯ | 2012 |
|
RU2612853C2 |
| US 2012207899 A1, 16.08.2012 | |||
| DE 102013104716 A1, 13.11.2014 | |||
| Погружной индукционный нагреватель для металлического расплава | 1984 |
|
SU1236620A2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ТЕСТОВЫХ ЗАГОТОВОК В ФОРМЕ ТОРА | 2000 |
|
RU2169467C1 |

