Область техники настоящего изобретения
Настоящее изобретение относится, в общем, к бумажным изделиям и, более конкретно к бумажным изделиям, имеющим повышенную жесткость при изгибе и прочность в поперечном направлении, а также к способам их изготовления.
Уровень техники настоящего изобретения
Жесткость при изгибе, прочность при растяжении и прочность при сжатии представляют собой важные характеристики многих бумажных изделий, таких как, например, изделия, используемые для изготовления складных картонных коробок, упаковок для жидкостей и гофрированных контейнеров. Многослойные или многопластные бумажные материалы, которые обычно являются более жесткими и проявляют более высокую прочность при растяжении и сжатии, чем соответствующие однослойные изделия, широко используются в изготовлении таких изделий. В некоторых традиционных технологиях бумажного производства водные суспензии древесных волокон вводят в многослойный напорный ящик, который обеспечивает изготовление бумажного изделия, включающее два или более слоев или пластов.
Каждая из водных суспензий может содержать волокна, которые имеют определенные свойства (такие как, например, длина волокон, вид древесины, повторно используемые или необработанные волокна и т.д.), и/или которые были подвергнуты одному или нескольким видам технологической обработки (например, рафинированные), таким образом, что каждый слой или пласт содержит волокна, имеющие различные свойства, что обеспечивает изготовление бумажных изделий, имеющих специализированные характеристики. Кроме того, как известно, формование бумажного изделия, улучшают колебания или вибрации одного или нескольких компонентов бумагоделательной машины, таких как, например, формующая сетка, на которую помещают водные суспензии, и/или грудной вал.
Однако по-прежнему требуются бумажные изделия, имеющие повышенную жесткость при изгибе и прочность при растяжении и сжатии в поперечном направлении, а также способы их изготовления.
Краткое описание фигур
Хотя описание изобретения согласовано с формулой изобретения, раскрывая и определенно заявляя настоящее изобретение, авторы считают, что настоящее изобретение станет более понятным из следующего описания в сочетании с сопровождающими графическими фигурами, на которых аналогичными условными номерами обозначены аналогичные элементы, и при этом:
на фиг. 1 представлен вид сбоку части формующей секции Фудринье бумагоделательной машины с двухслойным напорным ящиком;
на фиг. 2 представлен вид сбоку части формующей секции Фудринье бумагоделательной машины с трехслойным напорным ящиком;
на фиг. 3 представлен вид сбоку части двух штабелированных формующих секций Фудринье бумагоделательной машины, причем в каждой формующей секция Фудринье использован трехслойный напорный ящик;
на фиг. 4 представлен вид сверху расположенной выше по потоку части формующей секции Фудринье бумагоделательной машины, включающей вибрационное устройство бумагоделательной машины, известное как вибрационный стол;
на фиг. 5 представлено изображение частичного поперечного сечения грудного вала, включающего вибрационное устройство грудного вала одного вида;
на фиг. 6 представлено перспективное изображение сечения трехслойного полотна, сформованного в соответствии с настоящим изобретением;
на фиг. 7А и 7В представлены перспективные изображения штабелированных коробок;
на фиг. 8 представлено перспективное изображение примерного конечного бумажного изделия;
на фиг. 9 представлена технологическая схема, иллюстрирующая примерный способ изготовления бумажного изделия;
на фиг. 10 представлено перспективное изображение сечения двухслойного полотна, сформованного в соответствии с настоящим изобретением;
на фиг. 11 представлена другая технологическая схема, иллюстрирующая примерный способ изготовления бумажного изделия;
на фиг. 12 представлены гистограммы, сравнивающие жесткость при изгибе (в поперечном направлении (CD)) листов, содержащих смесь 25% крафт-волокон и 75% старого контейнера из гофрированного картона (ОСС), сформованных без вибрации; листов, содержащих смесь 25% крафт-волокон и 75% ОСС, сформованных с вибрацией; расслоенных листов, содержащих 75% ОСС и 25% крафт-волокон, причем крафт-волокна образуют нижний слой, ближайший к формующей сетке; и расслоенных листов, содержащих 75% ОСС и 25% крафт-волокон, причем ОСС образует нижний слой, ближайший к формующей сетке; и
на фиг. 13 представлены гистограммы, сравнивающие прочность при сжатии (в поперечном направлении) листов, содержащих смесь 25% крафт-волокон и 75% ОСС, сформованных без вибрации; листов, содержащих смесь 25% крафт-волокон и 75% ОСС, сформованных с вибрацией; расслоенных листов, содержащих 75% ОСС и 25% крафт-волокон, причем крафт-волокна образуют нижний слой, ближайший к формующей сетке; и расслоенных листов, содержащих 75% ОСС и 25% крафт-волокон, причем ОСС образует нижний слой, ближайший к формующей сетке.
Подробное раскрытие настоящего изобретения
В следующем подробном описании предпочтительных вариантов осуществления содержатся ссылки на сопровождающие фигуры, которые составляют его часть, и на которых представлены в качестве иллюстрации, а не в качестве ограничения конкретные предпочтительные варианты осуществления, в которых может быть практически реализовано настоящее изобретение. Следует понимать, что могут быть использованы и другие варианты осуществления, и что могут быть произведены изменения без отклонения от идеи и выхода за пределы объема настоящего изобретения.
Согласно одному варианту осуществления объекта изобретения, заявленного в настоящем документе, предложены бумажное изделие и способ его изготовления, причем формующая сетка колеблется в течение формования полотна, состоящего из множества слоев или пластов, таким образом, что это заставляет множество первых волокон, находящихся вблизи формующей сетки, ориентироваться в направлении, которое отклоняется от машинного направления. Термины «машинное направление» или «MD» могут быть использованы в настоящем документе для обозначения направления потока материала в процессе производства. Кроме того, относительное положение и движение материала могут быть описаны как соответствующие машинному направлению в процессе производства от технологического положения, находящегося выше по потоку, к технологическому положению, находящемуся ниже по потоку. Термины «поперечное машинному направление», «поперечное направление» или «CD» могут быть использованы в настоящем документе для обозначения направления, которое обычно является перпендикулярным или поперечным по отношению к машинному направлению, в том числе в плоскости формующей сетки и в плоскости листа, который находится в процессе формования.
Одно преимущество объекта изобретения, заявленного в настоящем документе, заключается в том, что бумажное изделие проявляет повышенную прочность при сжатии в поперечном направлении по сравнению с бумажными изделиями, изготовленными без колебательного движения. Другое преимущество объекта изобретения, заявленного в настоящем документе, заключается в том, что бумажное изделие проявляет повышенную жесткость при изгибе в поперечном направлении по сравнению с бумажными изделиями, изготовленными без колебательного движения. Следующее преимущество заключается в том, что состав каждого пласта или слоя можно индивидуально регулировать для достижения желательных свойств. Дополнительные преимущества представлены в настоящем документе.
Согласно одному варианту осуществления объекта изобретения, заявленного в настоящем документе, предложено бумажное изделие, включающее первые волокна и вторые волокна, причем:
первые волокна имеют меньшую среднюю длину, чем средняя длина вторых волокон;
большинство волокон, расположенных вблизи одной наружной поверхности, составляют первые волокна, и большинство волокон, расположенных вблизи противоположной наружной поверхности, составляют вторые волокна; и
первые волокна отклонены от направления, в котором ориентировано большинство вторых волокон.
Согласно одному варианту осуществления большинство вторых волокон ориентировано практически в машинном направлении, и большинство первых волокон отклонено к поперечному направлению.
Согласно другому варианту осуществления первые волокна отклонены в направлении, проходящем под углом в диапазоне между >0 и ≤90 градусов по отношению к машинному направлению. Этот диапазон включает все промежуточные значения и поддиапазоны, в том числе +5, +10, +15, +20, +25, +30, +35, +40, +45, +50, +55, +60, +65, +70, +75, +80 и +85 градусов и -5, -10, -15, -20, -25, -30, -35, -40, -45, -50, -55, -60, -65, -70, -75, -80 и -85 градусов.
Согласно другому варианту осуществления объекта изобретения, заявленного в настоящем документе, предложено бумажное изделие, изготовленное способом, включающим:
обеспечение формующей сетки, которую поддерживают грудной вал и по меньшей мере один дополнительный вал;
приведение формующей сетки во вращение таким образом, что верхняя поверхность формующей сетки движется в машинном направлении;
обеспечение многослойного напорного ящика, включающего первый и второй впускные коллекторы и слоевой выпуск многослойного напорного ящика, причем первый впускной коллектор расположен ниже второго впускного коллектора;
введение первой водной суспензии первых волокон в первый впускной коллектор и второй водной суспензии вторых волокон во второй впускной коллектор, причем первые волокна имеют меньшую среднюю длину, чем средняя длина вторых волокон;
объединение потоков первой и второй водных суспензий в области слоевого выпуска многослойного напорного ящика с образованием струи, выходящей через слоевой выпуск многослойного напорного ящика;
направление струи объединенных и при этом расслоенных суспензий на верхнюю поверхность формующей сетки, причем струя объединенных суспензий образует полотно на формующей сетке, и при этом вблизи формующей сетки первые волокна присутствуют в большем процентном содержании, чем вторые волокна;
приведение формующей сетки в колебательное движение в поперечном направлении по отношению к машинному направлению, в результате чего обеспечивается ориентация по меньшей мере значительного числа первых волокон в направлении, которое отклоняется от машинного направления; и
изготовление бумажного изделия из полотна.
Хотя это не ограничено определенным образом, согласно одному варианту осуществления по меньшей мере один дополнительный вал включает приводной вал, и приведение формующей сетки во вращение включает приведение в движение приводного вала.
Согласно одному варианту осуществления способ дополнительно включает поддержание потоков первой и второй водных суспензий, отделенных друг от друга, когда первая и вторая водные суспензии движутся из первого и второго впускных коллекторов в область слоевого выпуска многослойного напорного ящика.
Согласно одному варианту осуществления приведение формующей сетки в колебательное движение включает приведение в колебательное движение структуры в контакте с формующей сеткой. Согласно другому варианту осуществления приведение формующей сетки в колебательное движение включает приведение грудного вала в движение в направлении, обычно параллельном по отношению к оси грудного вала.
Согласно одному варианту осуществления формующая сетка колеблется, заставляя значительное число первых волокон ориентироваться в направлении, проходящем под углом в диапазоне между>0 и *<90 градусов по отношению к машинному направлению. Этот диапазон включает все промежуточные значения и поддиапазоны, в том числе +5, +10, +15, +20, +25, +30, +35, +40, +45, +50, +55, +60, +65, +70, +75, +80 и +85 градусов и -5, -10, -15, -20, -25, -30, -35, -40, -45, -50, -55, -60, -65, -70, -75, -80 и -85 градусов.
Хотя это не ограничено определенным образом, согласно одному варианту осуществления бумажное изделие включает бумагу, и согласно другому варианту осуществления бумажное изделие включает картон.
Согласно следующему варианту осуществления объекта изобретения, заявленного в настоящем документе, предложен способ изготовления бумажного изделия, причем способ включает:
обеспечение формующей сетки, которую поддерживают грудной вал и по меньшей мере один дополнительный вал;
приведение формующей сетки во вращение таким образом, что верхняя поверхность формующей сетки движется в машинном направлении;
обеспечение многослойного напорного ящика, включающего первый и второй впускные коллекторы и слоевой выпуск многослойного напорного ящика, причем первый впускной коллектор расположен ниже второго впускного коллектора;
введение первой водной суспензии первых волокон в первый впускной коллектор и второй водной суспензии вторых волокон во второй впускной коллектор, причем первые волокна имеют меньшую среднюю длину, чем средняя длина вторых волокон;
объединение потоков первой и второй водных суспензий в области слоевого выпуска многослойного напорного ящика с образованием струи, выходящей через слоевой выпуск многослойного напорного ящика;
направление струи объединенных и при этом расслоенных суспензий на верхнюю поверхность формующей сетки, причем струя объединенных суспензий образует полотно на формующей сетке, и при этом вблизи формующей сетки первые волокна присутствуют в большем процентном содержании, чем вторые волокна;
приведение формующей сетки в колебательное движение в поперечном направлении по отношению к машинному направлению, в результате чего обеспечивается ориентация по меньшей мере значительного числа первых волокон в направлении, которое отклоняется от машинного направления; и изготовление бумажного изделия из полотна.
Хотя это не ограничено определенным образом, согласно одному варианту осуществления по меньшей мере один дополнительный вал включает приводной вал, и приведение формующей сетки во вращение включает приведение в движение приводного вала.
Согласно одному варианту осуществления способ дополнительно включает поддержание потоков первой и второй водных суспензий, отделенных друг от друга, когда первая и вторая водные суспензии движутся из первого и второго впускных коллекторов в область слоевого выпуска многослойного напорного ящика.
Согласно одному варианту осуществления приведение формующей сетки в колебательное движение включает приведение в колебательное движение волокнистой ориентированной структуры в контакте с формующей сеткой. Согласно другому варианту осуществления приведение формующей сетки в колебательное движение включает приведение грудного вала в движение в направлении, обычно параллельном по отношению к оси грудного вала.
Согласно другому варианту осуществления формующая сетка колеблется, заставляя значительное число первых волокон ориентироваться в направлении, проходящем под углом в диапазоне между >0 и ≤90 градусов по отношению к машинному направлению. Этот диапазон включает все промежуточные значения и поддиапазоны, в том числе +5, +10, +15, +20, +25, +30, +35, +40, +45, +50, +55, +60, +65, +70, +75, +80 и +85 градусов и -5, -10, -15, -20, -25, -30, -35, -40, -45, -50, -55, -60, -65, -70, -75, -80 и -85 градусов.
Хотя это не ограничено определенным образом, согласно одному варианту осуществления бумажное изделие включает бумагу, и согласно другому варианту осуществления бумажное изделие включает картон.
На фиг. 1 представлена часть формующей секции Фудринье 100 бумагоделательной машины в соответствии с настоящим изобретением, в которой формующая секция Фудринье 100 включает двухслойный напорный ящик 10, который представлен в частичном поперечном сечении. На фиг. 2 представлена аналогичная часть формующей секции Фудринье 100 бумагоделательной машины с трехслойным напорным ящиком 50, которая представлена в частичном поперечном сечении, причем соответствующие части обозначены одинаковыми условными номерами. Как представлено на фиг. 1 и 2, формующая секция Фудринье 100 включает формующую сетку 102, которую поддерживают грудной вал 104, один или несколько приводных валов 106 и возвратные валы 108 обратно к грудному валу 104. Хотя проиллюстрированы два приводных вала 106 и четыре возвратных вала 108, формующая секция Фудринье 100 может включать любое число приводных и/или возвратных валов 106, 108. Формующая сетка 102 может включать бесконечную сетку или ленту, и ее приводят в движение один или несколько приводных валов 106, таким образом, что формующая сетка 102 вращается, и верхняя поверхность 102А формующей сетки 102 движется в машинном направлении, представленном стрелкой А.
Как представлено на фиг. 1, двухслойный напорный ящик 10 может включать первый впускной коллектор 12 и второй впускной коллектор 14, причем первый впускной коллектор 12 расположен ниже второго выпускного коллектора 14. В первый впускной коллектор 12 поступает первая водная суспензия 20, содержащая первые волокна, и во второй впускной коллектор 14 поступает вторая водная суспензия 22, содержащая вторые волокна. Как описано в настоящем документе, вторая водная суспензия 22 может иметь иные характеристики или свойства, чем первая водная суспензия 20. В частности, вторые волокна могут иметь иные характеристики или свойства по сравнению с первыми волокнами. Из первого впускного коллектора 12 первая водная суспензия 20 проходит в генератор турбулентности 26, включающий трубы турбулентности от 26-1 до 26-n, а затем в первую впускную камеру 30 в слоевом конусе 40. Слоевой конус 40 образован в суженном расположенном ниже по потоку конце напорного ящика 10. Из второго впускного коллектора 14 вторая водная суспензия 22 проходит в генератор турбулентности 28, включающий трубы турбулентности от 28-1 до 28-n, а затем во вторую впускную камеру 32 в слоевом конусе 40. Первая и вторая впускные камеры 30, 32 определены и отделены друг от друга посредством пластины 34, общеизвестной как ламеллярная пластина. Отдельные потоки водных суспензий 20, 22 поддерживаются в внутри напорного ящика 10 посредством пластины 34 до тех пор, пока водные суспензии 20, 22 не объединяются в области (не имеющей отдельного номера) слоевого выпуска многослойного напорного ящика 42 с определением струи 44. Струя 44, включающая объединенные и при этом расслоенные водные суспензии 20, 22, выходит из слоевого выпуска 42 на верхнюю поверхность 102А формующей сетки 102. Слоевой конус 40 может необязательно включать слоевой регулятор 41, как представлено на фиг. 1, что обеспечивает регулирование размера слоевого выпуска 42, т.е. площади слоевого выпуска, проходящей в поперечном направлении (не представлено; см. фиг. 4) и обычно в вертикальном направление, обозначенном стрелкой V на фиг. 1.
Струя 44 образует слой водной волокнистой суспензии 46 (также называется полотном) на формующей сетке 102. Хотя объединение водных суспензий 20, 22 с образованием струи 44 вызывает некоторое смешивание водных суспензий 20, 22, известно, что разделение водных суспензий 20, 22 в слоях по меньшей мере частично поддерживается в полотне 46, которое формируется, когда объединенные водные суспензии 20, 22 осаждаются на формующую сетку 102. Таким образом, на фиг.1 проиллюстрировано полотно 46, которое включает первый слой или пласт 46-1, содержащий, главным образом, первую водную суспензию 20, и второй слой или пласт 46-2, содержащий, главным образом, вторую водную суспензию 22, причем присутствующие в большем процентном содержании первые волокна в первой водной суспензии 20 расположены ближе к формующей сетке 102, чем вторые волокна во второй водной суспензии 22. После этого бумажное изделие может быть изготовлено из полотна 46 с применением известных способов.
Как представлено на фиг. 2, трехслойный напорный ящик 50 может включать первый впускной коллектор 52, второй впускной коллектор 54 и третий впускной коллектор 56. Первый впускной коллектор 52 представляет собой самый нижний впускной коллектор, который расположен ниже второго впускного коллектора 54. Второй впускной коллектор 54 расположен ниже третьего впускного коллектора 56. В первый впускной коллектор 52 поступает первая водная суспензия 60, содержащая первые волокна, во второй впускной коллектор 54 поступает вторая водная суспензия 62, содержащая вторые волокна, и в третий впускной коллектор 56 поступает третья водная суспензия 64, содержащая третьи волокна. Как описано в настоящем документе, первая, вторая и третья водные суспензии 60, 62, 64 могут иметь различные характеристики или свойства по сравнению друг с другом. Из первого впускного коллектора 52 первая водная суспензия 60 проходит в генератор турбулентности 66, включающий трубы турбулентности (не имеющие отдельных номеров; см. фиг. 1), а затем в первую впускную камеру 80 в слоевом конусе 90, который образован в суженном расположенном ниже по потоку конце напорного ящика 50. Из второго впускного коллектора 54 вторая водная суспензия 62 проходит в генератор турбулентности 68, включающий трубы турбулентности (не имеющие отдельных номеров; см. фиг. 1), а затем во вторую впускную камеру 82 в слоевом конусе 90. Из третьего впускного коллектора 56 третья водная суспензия 64 проходит в генератор турбулентности 70, включающий трубы турбулентности (не имеющие отдельных номеров), а затем в третью впускную камеру 84 в слоевом конусе 90. Первая, вторая и третья впускные камеры 80, 82 и 84 определены и отделены друг от друга посредством первой и второй пластин или ламеллярных пластин 86, 88.
Кроме того, как представлено на фиг.2, отдельные потоки водных суспензий 60, 62, 64 поддерживаются внутри напорного ящика 50 посредством пластин 86, 88 до тех пор, пока водные суспензии 60, 62, 64 не выходят через слоевой выпуск многослойного напорного ящика 92 в струе 94, включающей объединенные и при этом расслоенные водные суспензии 60, 62, 64. Слоевой конус 90 может необязательно включать слоевой регулятор 91, который может быть использован для регулирования размера слоевого выпуска 92, как описано по отношению к фиг. 1. Струя 94 формирует слой водной волокнистой суспензии 96 (также называется полотном) на формующей сетке 102. Хотя объединение водных суспензий 60, 62, 64 с образованием струи 94 вызывает некоторое смешивание водных суспензий 60, 62, 64, известно, что разделение водных суспензий 60, 62, 64 в слоях по меньшей мере частично поддерживается в полотне 96, которое формируется, когда объединенные водные суспензии 60, 62, 64 осаждаются на формующую сетку 102. Таким образом, полотно 96, которое проиллюстрировано на фиг. 2, включает первый слой или пласт 96-1, содержащий, главным образом, первую водную суспензию 60, второй слой или пласт 96-2, содержащий, главным образом, вторую водную суспензию 62, и третий слой или пласт 96-3, содержащий, главным образом, третью водную суспензию 64. После этого бумажное изделие может быть изготовлено из полотна 96 с применением известных способов.
На фиг. 3 представлены две формующие секции Фудринье, например, первая формующая секция Фудринье 100-1 и вторая формующая секция Фудринье 100-2, бумагоделательной машины, причем формующие секции Фудринье 100-1, 100-2 являются штабелированными, и каждая из них включает соответствующий трехслойный напорный ящик 50-1, 50-2, представленный в частичном поперечном сечении. Каждая формующая секция Фудринье 100-1, 100-2 включает соответствующую формующую сетку 102-1, 102-2, которую поддерживают грудной вал 104-1, 20104-2, один или несколько приводных валов 106-1, 106-2 и возвратные валы 108-1, 108-2, ведущие обратно к грудному валу 104-1, 104-2. Формующая сетка 102-1, 102-2 может включать бесконечную сетку или ленту, которую приводят в движение один или несколько приводных валов 106-1, 106-2, таким образом, что верхняя поверхность формующей сетки 102А-1, 102А-2 движется в машинном направлении, которое представлено стрелкой А-1 на фиг. 3 для первой формующей секции Фудринье 100-1 и стрелкой А-2 для второй формующей секции Фудринье 100-2. Хотя формующие секции Фудринье 100-1, 100-2 проиллюстрированы как имеющие два приводных вала 106-1, 106-2 и три или четыре возвратных вала 108-1, 108-2, каждая формующая секция Фудринье 100-1, 100-2 может включать любое число приводных и возвратных валов.
Напорные ящики 50-1, 50-2 на фиг. 3 могут быть практически аналогичными по своей конструкции трехслойному напорному ящику 50, проиллюстрированному на фиг. 2, или двухслойному напорному ящику 10, проиллюстрированному на фиг.1. Обозначения некоторых компонентов на фиг. 3 отсутствуют для подробной иллюстрации других аспектов формующих секций Фудринье 100-1, 100-2. Каждый трехслойный напорный ящик 50-1, 50-2 может включать первый впускной коллектор 52-1, 52-2, второй впускной коллектор 54-1, 54-2 и третий впускной коллектор 56-1, 56-2. Первый впускной коллектор 52-1, 52-2 представляет собой самый нижний впускной коллектор, который расположен ниже соответствующего второго впускного коллектора 54-1, 54-2. Второй впускной коллектор 54-1, 54-2 расположен ниже соответствующего третьего впускного коллектора 56-1, 56-2. В первый впускной коллектор 52-1, 52-2 каждого напорного ящика 50-1, 50-2 поступает первая водная суспензия 60-1, 60-2, содержащая первые волокна, во второй впускной коллектор 54-1, 54-2 поступает вторая водная суспензия 62-1, 62-2, содержащая вторые волокна, и в третий впускной коллектор 56-1, 56-2 поступает третья водная суспензия 64-1, 64-2, содержащая третьи волокна. Как описано в настоящем документе, первая, вторая и третья водные суспензии 60-1, 60-2, 62-1, 62-2, 64-1, 64-2 могут иметь иные характеристики или свойства по сравнению с другими водными суспензиями внутри соответствующего напорного ящика 50-1, 50-2.
Из первого впускного коллектора 52-1, 52-2 первая водная суспензия 60-1, 60-2 проходит в генератор турбулентности, включающий трубы турбулентности (не имеющие отдельных номеров; см. фиг. 1 и 2), а затем в первую впускную камеру 80-1, 80-2 в слоевом конусе 90-1, 90-2, который образован в соответствующем суженном расположенном ниже по потоку конце каждого напорного ящика 50-1, 50-2. Из второго впускного коллектора 54-1, 54-2 вторая водная суспензия 62-1, 62-2 проходит в генератор турбулентности, включающий трубы турбулентности (не имеющие отдельных номеров; см. фиг. 1 и 2), а затем во вторую впускную камеру 82-1, 82-2 в слоевом конусе 90-1, 90-2. Из третьего впускного коллектора 56-1, 56-2 третья водная суспензия 64-1, 64-2 проходит в генератор турбулентности, включающий трубы турбулентности (не имеющие отдельных номеров), а затем в третью впускную камеру 84-1, 84-2 в слоевом конусе 90-1, 90-2. Первая, вторая и третья впускные камеры 80-1, 80-2, 82-1, 82-2, 84-1, 84-2 определены и отделены друг от друга посредством соответствующих первой и второй пластин или ламеллярных пластин (не имеющих номеров; см. фиг. 1 и 2).
Кроме того, как представлено на фиг. 3, отдельные потоки водных суспензий 60-1, 60-2, 62-1, 62-2, 64-1, 64-2 поддерживаются внутри соответствующих напорных ящиков 50-1, 50-2 посредством первой и второй пластин (не имеющих номеров) до тех пор, пока водные суспензии 60-1, 60-2, 62-1, 62-2, 64-1, 64-2 не выходят через слоевой выпуск многослойного напорного ящика 92-1, 92-2 в струе 94-1, 94-2. Струя 94-1, выходящая из напорного ящика 50-1, включает объединенные и при этом расслоенные водные суспензии 60-1, 62-1, 64-1, а струя 94-2, выходящая из напорного ящика 50-2 включает объединенные водные суспензии 60-2, 62-2, 64-2. Слоевой конус 90-1, 90-2 может необязательно включать слоевой регулятор (не имеющий номера; см. фиг. 1 и 2). Каждая струя 94-1, 94-2 формирует слои водной волокнистой суспензии 96А, 96В (также называются первым и вторым полотном) на соответствующей формующей сетке 102-1, 102-2. Хотя объединение водных суспензий 60-1, 62-1, 64-1 с образованием струи 94-1 вызывает некоторое смешивание водных суспензий 60-1, 62-1, 64-1, известно, что разделение водных суспензий 60-1, 62-1, 64-1 в слоях по меньшей мере частично поддерживается в первом полотне 96А, которое формируется, когда объединенные водные суспензии 60-1, 62-1, 64-1 осаждаются на формующую сетку 102-1. Таким образом, первое полотно 96А, которое проиллюстрировано на фиг.3, включает первый слой или пласт 96А-1, содержащий, главным образом, первую водную суспензию 60-1, второй слой или пласт 96А-2, содержащий, главным образом, вторую водную суспензию 62-1, и третий слой или пласт 96А-3, содержащий, главным образом, третью водную суспензию 64-1. Аналогичным образом, второе полотно 96В, которое формируется из струи 94-2, проиллюстрировано как включающее первый слой или пласт 96В-1, содержащий, главным образом, первую водную суспензию 60-2, второй слой или пласт 96В-2, содержащий, главным образом, вторую водную суспензию 62-2, и третий слой или пласт 96В-3, содержащий, главным образом, третью водную суспензию 64-2.
Как представлено на фиг. 3, вторая формующая секция Фудринье 100-2 расположена таким образом, что она движется «против» первой формующей секции Фудринье 100-1. Грудной вал 104-2, приводные валы 106-2 и формующая сетка 102-2 второй формующей секции Фудринье 100-2 могут быть расположены таким образом, что второе полотно 96 В начинает движение в направлении, которое является обратным или противоположным по отношению к направлению первого полотна 96-2. В положении ниже по потоку относительно грудного вала 104-2 направление второго полотна 96 В изменяется на противоположное, таким образом, что второе полотно 96 В движется в таком же направлении, как первое полотно 96А. После этого полотна 96А, 96В могут быть объединены или уложены друг на друга с образованием шестислойного полотна 98, как представлено на фиг.3, причем полотна 96А, 96В могут быть объединены или уложены друг на друга таким образом, чтобы третьи слои 96А-3, 96В-3 соответствующих полотен 96А, 96В находились в контакте друг с другом, а соответствующие первые слои 96А-1, 96В-1 образовывали наружную поверхность шестислойного полотна 98, как описано более подробно в настоящем документе. После этого бумажное изделие может быть изготовлено из полотна 98 с применением известных способов.
Хотя на фиг. 1-3 проиллюстрированы двухслойные и трехслойные напорные ящики 10, 50, 50-1, 50-2, следует понимать, что настоящее изобретение также может быть реализовано с применением четырехслойных напорных ящиков, пятислойных напорных ящиков и т.д. Дополнительные примеры многослойных напорных ящиков, которые могут быть использованы, описаны в патентах США №№6,544,387; 6,962,646 и 7,381,295, описания которых во всей своей полноте включены в настоящий документ посредством ссылки.
Согласно всем вариантам осуществления каждый водная суспензия может иметь одну или несколько иных характеристик или свойств по сравнению с водной суспензией в одном или нескольких соседних впускных коллекторах. В частности, каждая из водных суспензий может содержать волокна с различной средней длиной волокон. Можно использовать одну или несколько технологий, известных в технике, чтобы получать водные суспензии, содержащие волокна с различной средней длиной. В одном или нескольких исходных или вводимых материалах, используемых для получения водных суспензий, могут присутствовать необработанные материалы, повторно используемые материалы или их смеси. В качестве одного примера, среднюю длину волокон можно по меньшей мере частично регулировать посредством выбора исходных материалов из одного или нескольких тюков волокон, содержащих, например, волокна, получаемые преимущественно из конкретного типа или вида растения (например, хвойного или лиственного). Химически изготовленные способом сульфатной (крафт) варки древесной массы хвойные волокна, как правило, представляют собой наиболее длинные и прочные изготавливаемые хвойные волокна, которые могут включать волокна со средней длиной, составляющей, например, приблизительно от 3 до 4 мм. Эта средняя длина включает все промежуточные значения и поддиапазоны, в том числе 3,20, 3,25, 3,30, 3,35, 3,40, 3,45, 3,50, 3,55, 3,60, 3,65, 3,70, 3,75, и 3,80 мм. Лиственные древесные волокна, как правило, являются короче и могут включать волокна со средней длиной, составляющей, например, приблизительно от 1 до 1,2 мм. Эта средняя длина включает все промежуточные значения и поддиапазоны, в том числе 1,05, 1,10 и 1,15 мм. Типичные размеры волокон исходных материалов может включать, например, следующие (в зависимости от географической области происхождения и способа варки древесной массы):
хвойные крафт-волокна: от 2,4 до 3,6 мм;
волокна из беленой химикотермомеханической/термомеханической (ВСТМ/ТМР) хвойной древесной массы: от 1,45 до 2,0 мм; и
лиственные крафт-волокна: от 0,9 до 1,1 мм.
Указанные значения средней длины включают все промежуточные значения и поддиапазоны, в том числе 2,45, 2,50, 2,55, 2,60, 2,65, 2,70, 2,75, 2,80, 2,85, 2,90, 2,95, 3,00, 3,05, 3,10, 3,15, 3,20, 3,25, 3,30, 3,35, 3,40, 3,45, 3,50 и 3,55 для хвойных крафт-волокон; 1,50, 1,55, 1,60, 1,65, 1,70, 1,75, 1,80, 1,85, 1,90 и 1,95 мм для хвойных волокон ВСТМ/ТМР; и 0,95, 1,00 и 1,05 мм для лиственных крафт-волокон.
Как представлено на фиг. 1-3, первая водная суспензия 20, 60, 60-1, 60-2 может содержать волокна, имеющие наибольшую среднюю длину и используемые для формования полотна. Первая водная суспензия 20, 60, 60-1, 60-2 может быть получена, например, посредством выбора исходных материалов, содержащих, главным образом, необработанные хвойные волокна, хотя каждая из второй водной суспензии 22, 62, 62-1, 62-2 и третьей водной суспензии 64, 64-1, 64-2 может быть получена посредством выбора исходных материалов, содержащих, главным образом, необработанные лиственные волокна. Как известно в технике, каждая из первой, второй и третьей водных суспензий может быть получена с применением отдельной суспензии древесной массы (не представленной), которая поступает в каждый соответствующий впускной коллектор из отдельного резервуара исходного материала (не представленного).
В качестве альтернативы или в качестве дополнения, может быть использовано фракционирование для классификации и разделения волокон в суспензии древесной массы по размеру на фракцию коротких волокон («SF») и фракцию длинных волокон («LF»). Например, фракционирование может быть использовано, когда исходные материалы включают повторно используемые материалы, например, старые контейнеры из гофрированного картона, газеты, журналы и т.д., и/или материалы с более высокой степенью изменчивости длины волокон. Повторно используемые материалы могут включать волокна, имеющие длину, например, от 0,9 до 2,7 мм. Эта средняя длина включает все промежуточные значения и поддиапазоны, в том числе 0,95, 1,00, 1,05, 1,10, 1,15, 1,20, 1,25, 1,30, 1,35, 1,40, 1,45, 1,50, 1,55, 1,60, 1,65, 1,70, 1,75, 1,80, 1,85, 1,90, 1,95, 2,00, 2,05, 2,10, 2,15, 2,20, 2,25, 2,30, 2,35, 2,40, 2,45, 2,50, 2,55, 2,60 и 2,65 мм. Как представлено на фиг. 1-3, первая водная суспензия 20, 60, 60-1, 60-2 может содержать один или несколько потоков, содержащих длинные волокна, которые получают в результате одной или несколько стадий фракционирования, в то время как каждая из второй водной суспензии 22, 62, 62-1, 62-2 и третьей водной суспензии 64, 64-1, 64-2 может содержать один или несколько потоков, содержащих короткие волокна, которые получают в результате одной или несколько стадий фракционирования. Как известно в технике, каждая из первой, второй и третьей водных суспензий может быть получена посредством фракционирования одной или нескольких суспензий древесной массы (не представленных), которые поступают из одного или нескольких резервуаров исходных материалов (не представленных), причем получаемые в результате потоки коротких волокон и длинных волокон поступают в соответствующие впускные коллекторы.
Кроме того, можно использовать одну или несколько добавок, чтобы, например, изменять количество свободных мелких частиц в водной суспензии, увеличивать прочность конечного бумажного изделия и т.д. Волокна также могут проходить одну или несколько дополнительных стадий до или после фракционирования, таких как очистка, диспергирование и/или рафинирование.
В этом примере первая водная суспензия 20, 60, 60-1, 60-2 на фиг. 1-3, т.е. часть полотна 46, 96, 96А, 96В, которая находится в контакте с верхней поверхностью 102А, 102А-1, 102А-1 формующей сетки 102, 102-1, 102-2, содержит первые волокна с первой (наибольшей) средней длиной, и вторая водная суспензия 22, 62, 62-1, 62-2 содержит вторые волокна со второй средней длиной, которая составляет менее чем первая средняя длина. Как представлено на фиг. 2 и 3, когда присутствует третий впускной коллектор 56, 56-1, 56-2, третья водная суспензия 64, 64-1, 64-2 может содержать третьи волокна с третьей средней длиной. В некоторых конкретных случаях третья средняя длина может составлять менее чем первая средняя длина. В других конкретных случаях третья средняя длина может составлять менее чем первая и вторая средние длины. Например, первые волокна в первой водной суспензии 20, 60, 60-1, 60-2 могут включать волокна, которые приблизительно в три раза превышают по длине вторые и/или третьи волокна, например, когда первая водная суспензия 20, 60, 60-1, 60-2 содержит хвойные волокна, а вторая и/или третья водные суспензии 22, 62, 62-1, 62-2, 64, 64-1, 64-2 содержат лиственные волокна. В следующих конкретных случаях согласно варианту осуществления, который представлен на фиг. 2, третья средняя длина может быть практически такой же или составлять более чем первая средняя длина, как описано в настоящем документе.
Как представлено на фиг. 1, В качестве другого примера, первая водная суспензия 20 может содержать волокна, имеющие среднюю длину, которая составляет менее чем средняя длина волокон во второй водной суспензии 22. Первая и вторая водные суспензии 20, 22 могут быть получены таким образом, как описано в настоящем документе, что может необязательно включать применение одной или нескольких добавок, что также описано в настоящем документе. В этом примере первая водная суспензия 20, т.е. часть полотна 46, которая находится в контакте с верхней поверхностью 102А формующей сетки 102, включает первые волокна, имеющие первую среднюю длину, и вторая водная суспензия 22 содержит вторые волокна, имеющие вторую среднюю длину, которая составляет более чем первая средняя длина. В некоторых случаях вторые волокна во второй водной суспензии 22 могут включать волокна, которые многократно превышают по длине первые волокна (например, являются в два раза длиннее, в три раза длиннее и т.д.). Как представлено на фиг.2, когда присутствует третий впускной коллектор 56, третья водная суспензия 64 может содержать третьи волокна, имеющие третью среднюю длину, которая составляет более чем первая средняя длина. В некоторых случаях вторая средняя длина может составлять менее чем первая средняя длина. В других случаях вторая средняя длина может составлять более чем или быть такой же, как первая средняя длина, и составлять менее чем или быть такой же, как третья средняя длина.
Как представлено на фиг. 1-3, когда водные суспензии объединяют с образованием соответствующих струй 44, 94, 94-1, 94-2 и осаждают на формующую сетку 102, 102-1, 102-2, большинство волокон в каждом слое или пласте получаемых в результате полотен 46, 96, 96А, 96 В с более высоким преобладанием ориентируются в машинном направлении, как проиллюстрировано соответствующими стрелками А, А-1, А-2. Ориентированные в поперечном направлении колебания формующей сетки 102, 102-1, 102-2, т.е. колебания формующей сетки в направлении, которое является поперечным или практически перпендикулярным по отношению к машинному направлению, могут быть использованы для улучшения формования конечного бумажного изделия посредством возбуждения гидродинамических и механических сдвигающих сил в полотне 46, 96, 96А, 96В на формующей сетке 102, 102-1, 102-2. В частности, поскольку первый пласт 46-1, 96-1, 96А-1, 96В-1 каждого полотна 46, 96, 96А, 96В, содержащего, главным образом, первую водную суспензию 20, 60, 60-1, 60-2, содержащую волокна с первой (наибольшей) средней длиной, находится в контакте с формующей сеткой 102, 102-1, 102-2, авторы считают, что первые волокна подвергаются наибольшему воздействию поперечных сдвигающих сил.
Поперечные или ориентированные в поперечном направлении колебания формующей сетки 102, 102-1, 102-2 согласно любому из вариантов осуществления, которые проиллюстрированы на фиг. 1-3, могут быть достигнуты посредством одной или нескольких структур, известных в технике. В качестве одного примера, как представлено на фиг. 4, волокнистая ориентированная структура, включающая устройство 200 вибрационного стола бумагоделательной машины заставляет формующую сетку 102 колебаться в направлении, поперечном по отношению к машинному направлению, т.е. заставляет формующую сетку 102 колебаться в поперечном направлении. Устройство 200 вибрационного стола бумагоделательной машины может быть использовано с грудным валом 104 и напорным ящиком 10, что может соответствовать любому из вариантов осуществления, описанных в настоящем документе, в том числе вариант осуществления, представленный на фиг.3 и включающий две формующие секции Фудринье. Устройство 200 вибрационного стола бумагоделательной машины может включать множество тавровых балок 202, 204 и боковую раму (не представленную), причем к боковой раме прикреплены чередующиеся тавровые балки, например, тавровые балки 202 или тавровые балки, подвижные по отношению к боковой раме в направлении, указанном стрелкой В, например, тавровые балки 204. Устройство 200 вибрационного стола бумагоделательной машины описано более подробно в патенте США №4,055,460, описание которого во всей своей полноте включено в настоящий документ посредством ссылки.
Кроме того, как представлено на фиг. 4, подвижные тавровые балки 204 могут быть установлены посредством стержней 206 на эксцентрики 208, 210, которые установлены на вал 212. Вращение вала 212 вокруг продольной оси С заставляет эксцентрики 208, 210 вращаться, что заставляет подвижные тавровые балки 204 скользить, т.е. двигаться назад и вперед, из стороны в сторону в направлении, указанном стрелкой В. Стрелка В ориентирована в поперечном направлении, т.е. практически перпендикулярно по отношению к машинному направлению, которое представлено стрелкой А. В некоторых случаях, как представлено на фиг.3, соседние эксцентрики 208, 210 могут быть установлены под углом 180° по отношению друг к другу, таким образом, что соседние эксцентрики подвижных тавровых балок 204 будут двигаться из стороны в сторону в противоположных направлениях вследствие действия эксцентриков 208, 210. В других случаях (не представленных) эксцентрики 208, 210 могут быть установлены в фазе друг с другом таким образом, что подвижные тавровые балки 204 совместно движутся из стороны в сторону.
Во всех случаях движение эксцентриков 208, 210 заставляет формующую сетку 102 колебаться в поперечном направлении по отношению к фиксированным тавровым балкам 202. Трение между формующей сеткой 102 и тавровыми балками 202, 204 обеспечивает передачу колебаний подвижных тавровых балок 204 формующей сетке 102 и полотну 96, которое формируется на формующей сетке 102, как описано более подробно по отношению к фиг.6. Нормальное (прямое) положение формующей сетки 102 без применения устройства 200 вибрационного стола бумагоделательной машины проиллюстрировано на фиг. 4 сплошной линией, в то время как положение формующей сетки 102' в движении (с преувеличением) в течение применения устройства 200 вибрационного стола бумагоделательной машины проиллюстрировано пунктирной линией.
В качестве другого примера, вибрационное устройство 300 грудного вала, которое представлено в частичном поперечном сечении на фиг.5, может быть использовано согласно любому из вариантов осуществления, которые описаны в настоящем документе (в том числе вариант осуществления, представленный на фиг. 3, включающий две формующие секции Фудринье), чтобы стимулировать ориентированные в поперечном направлении колебания формующей сетки (не представлены; см. фиг. 1-4). Вибрационное устройство 300 грудного вала описано более подробно в патенте США №5,560,808, описание которого во всей своей полноте включено в настоящий документ посредством ссылки. Как представлено на фиг. 5, грудной вал 104 выполнен с возможностью вращения на опоре внутри подшипниковые установки 302, которые присоединены к фиксированной части 304 посредством подвижного элемента 306. В некоторых примерах подвижные элемент 306 может включать стекловолоконные пружины. Одна из подшипниковых установок 302 присоединена к вибрационному устройству 300 грудного вала посредством рычага 308. Вибрационное устройство 300 грудного вала может включать одну или несколько гидравлических ползунов в сборе (не представленных), которые заставляют рычаг 308, подшипниковые установки 302, грудной вал 104 и подвижные элементы 306 двигаться из стороны в сторону в направлении, указанном стрелкой В, которое является поперечным по отношению к машинному направлению (не представлено; см. фиг. 1-4) и обычно параллельным по отношению к оси D грудного вала 104. Штриховые линии на фиг.5 показывают положение грудного вала 104, подшипниковых установок 302 и подвижных элементов 306, когда они движутся назад и вперед под действием вибрационного устройства 300 грудного вала посредством рычага 308. Аналогично устройству 200 вибрационного стола бумагоделательной машины, которое проиллюстрировано на фиг.4, движение грудного вала 104 из стороны в сторону на фиг.5 заставляет формующую сетку (не представленную; см. фиг. 1-4) колебаться в поперечном направлении, когда формующая сетка проходит над грудным валом 104. Согласно некоторым вариантам осуществления (не представленным) устройство 200 вибрационного стола бумагоделательной машины на фиг. 4 и вибрационное устройство 300 грудного вала на фиг. 5 могут быть использованы совместно в единственной формующей секции Фудринье.
Согласно всем вариантам осуществления авторы считают, что поперечные или ориентированные в поперечном направлении колебания формующей сетки, как описано в настоящем документе, заставляют по меньшей мере часть волокон в составе полотна ориентироваться в большей степени в направлении, которое отклоняется от машинного направления, причем на волокна, занимающие ближайшее положение к формующей сетке, как правило, действуют наибольшие поперечные сдвигающие силы, таким образом, что указанные волокна ориентируются в направлении, которое в наибольшей степени отклоняется от машинного направления. Согласно предшествующему уровню техники, когда однослойный напорный ящик используют в сочетании с ориентированными в поперечном направлении колебаниями формующей сетки, или водные суспензии каждого слоя в многослойном напорном ящике имеют одинаковый состав, авторы считают, что наиболее длинные волокна, как правило, равномерно распределены по всей толщине полотна и конечного бумажного изделия, изготовленного из полотна (см. фиг. 6 и 7). Наиболее длинные волокна, как правило, представляют собой наиболее прочные волокна в отношении обеспечения желательных свойств прочности и жесткости при изгибе конечного бумажного изделия. Когда формующая сетка подвергается ориентированным в поперечном направлении колебаниям, поскольку все слои, как правило, содержат в одинаковое количество наиболее длинных волокон, только на ограниченное число наиболее длинных волокон в полотне, т.е. только на те волокна, которые занимают ближайшее положение к формующей сетке, будут воздействовать поперечные сдвигающие силы достаточной величины, чтобы заставлять эти волокна ориентироваться в направлении, которое отклоняется от машинного направления. Большинство остальных наиболее длинных волокон будет, как правило, ориентироваться в машинном направлении.
В качестве одного примера, в соответствии с настоящим изобретением, авторы считают, что первый слой или пласт, занимающий ближайшее положение к формующей сетке, будет содержать значительное количество наиболее длинных волокон, присутствующих в полотне, и, кроме того, что значительная часть наиболее длинных волокон будет ориентироваться, располагаться или выравниваться в направлении, которое отклоняется от машинного направления. Как описано в настоящем документе по отношению к фиг. 1 и 2, в самый нижний впускной коллектор исходного материала, т.е. в первый впускной коллектор 12, 52, соответствующего многослойного напорного ящика 10, 50 поступает первая водная суспензия 20, 60, содержащая первые волокна, которые имеют большую среднюю длину, чем средняя длина волокон водной суспензии, поступающей по меньшей мере во впускной коллектор, расположенный выше первого впускного коллектора (например, во второй впускной коллектор 14, 54). Хотя объединение водных суспензий с образованием соответствующей струи 44, 94 обеспечивает некоторое смешивание водных суспензий, известно, что разделение водных суспензий по меньшей мере частично поддерживается в соответствующем полотне 46, 96, которое формируется, когда объединенные водные суспензии осаждаются на формующую сетку 102, таким образом, что полотно 46, 96 содержит два или более слоев или пластов. Таким образом, авторы считают, что первый слой или пласт 46-1, 96-1 каждого полотна 46, 96 будет, как правило, содержать волокна, у которых средняя длина составляет более чем средняя длина волокон первого слоя или пласта, сформированного в соответствии со способами предшествующего уровня техники. Аналогичным образом, как представлено на фиг. 3, в самый нижний впускной коллектор, т.е. в первый впускной коллектор 52-1, 52-2, каждого соответствующего напорного ящика 50-1, 50-2 поступает первая водная суспензия 60-1, 60-2, содержащая первые (более длинные) волокна, таким образом, что первый слой или пласт 96А-1, 96В-1 каждого соответствующего полотна 96А, 96В, которое занимает ближайшее положение к соответствующей формующей сетке 102-1, 102-2, как правило, будет содержать волокна, имеющие большую среднюю длину.
На фиг. 6 представлен вид сверху сечения трехслойного полотна 96, проиллюстрированного на фиг. 4 и изготовленного в соответствии с этим примером, где вырезаны части второго и третьего слоев 96-2, 96-3. Полотно 96 может быть аналогичным трехслойному полотну 96, проиллюстрированному на фиг. 2, и может иметь толщину TW, которая, как правило, проходит перпендикулярно как машинному направлению, так и поперечному направлению. На фиг. 6, машинное направление представлено стрелкой А, и поперечное направление представлено стрелкой В. На вставках представлены идеализированные изображения первых, вторых и третьих волокон 97-1, 97-2, 97-3, 97-3', которые расположены, соответственно, в первом, втором и третьем слоях 96-1, 96-2, 96-3 полотна 96, которое следует поперечным колебаниям формующей сетки, как описано в настоящем документе. Как представлено на фиг.6, первые волокна 97-1 имеют первую среднюю длину, и вторые волокна 97-2 имеют вторую среднюю длину, причем первая средняя длина составляет более чем вторая средняя длина. Третьи волокна 97-3, 97-3' имеют третью средняя длина. В некоторых случаях третья средняя длина третьих волокон, например, волокон 97-3, составляет менее чем одна или обе из первой длины и второй средней длины. В других случаях третья средняя длина третьих волокон, например, волокон 97-3', является такой же или составляет более чем первая средняя длина первых волокон 97-1.
Кроме того, как представлено на фиг. 6, значительную часть первых волокон 97-1 заставляют ориентироваться под углом по отношению к машинному направлению. В некоторых случаях авторы считают, что по меньшей мере большинство (>50%) первых волокон 97-1 ориентируется под углом по отношению к машинному направлению. Поскольку вторые и третьи волокна 97-2, 97-3, 97-3', расположенные во втором и третьем слоях 96-2, 96-3, расположены дальше от формующей сетки, авторы считают, что на вторые и третьи волокна 97-2, 97-3, 97-3' будут воздействовать поперечные сдвигающие силы в значительно меньшей степени, и они будут проявлять значительно меньшую степень отклонения по отношению к машинному направлению по сравнению с первыми волокнами 97-1.
Число первых волокон 97-1, проходящих под углом по отношению к машинному направлению, и величины углов, под которыми первые волокна 97-1 проходят по отношению к машинному направлению, могут изменяться в зависимости от величины и частоты сдвигающих сил, которые прилагает формующая сетка к первым волокнам 97-1, а также от скорости движения формующей сетки в машинном направлении и в поперечном направлении. Авторы считают, что углы, под которыми первые волокна 97-1 могут проходить по отношению к машинному направлению, могут находиться в диапазоне от +1 градуса до +90 градусов и от -1 градуса до -90 градусов, причем машинному направлению соответствует угол, составляющий 0 градусов, как представлено на фиг.6. Например, отклонение первых волокон 97-1 по отношению к машинному направлению направление может составлять >0 градусов и ≤90 градусов. Указанные диапазоны включают все промежуточные значения и поддиапазоны, в том числе +5, +10, +15, +20, +25, +30, +35, +40, +45, +50, +55, +60, +65, +70, +75, +80 и +85 градусов и -5, -10, -15, -20, -25, -30, -35, -40, -45, -50, -55, -60, -65, -70, -75, -80 и -85 градусов.
Хотя полотно 96, представленное на фиг. 6, включает три слоя, авторы считают, что указанные принципы распространяются в равной степени на полотна, включающие два слоя (например, полотно 46, проиллюстрированное на фиг. 1), четыре слоя и т.д. Кроме того, авторы также считают, что указанные принципы распространяются на варианты осуществления, такие как вариант осуществления, проиллюстрированный на фиг. 3, согласно которому два трехслойных полотна 96А, 96В, сформованных в отдельных формующих секциях Фудринье 100-1, 100-2, объединяются с образованием одного шестислойного полотна 98, и на фиг. 5, согласно которому вибрационное устройство 300 грудного вала используют, чтобы стимулировать ориентированные в поперечном направлении колебания формующей сетки 102 (см. фиг. 1-4).
Как представлено на фиг. 1, 6 и 13, бумажные изделия, которые изготовлены в соответствии с настоящим изобретением, и в которых наиболее длинные волокна занимают ближайшее положение к формующей сетке (например, расслоенный образец 1), проявляют повышенную прочность при сжатии в поперечном направлении по сравнению с бумажным изделием, изготовленным способами в соответствии с предшествующим уровнем техники (например, контрольные и контрольные вибрационные образцы; см. также пример 3). Авторы считают, что увеличение прочности при сжатии в поперечном направлении обусловлено по меньшей мере частично ориентированными в поперечном направлении колебаниями формующей сетки, на которой происходит формование полотна, что заставляет значительную часть наиболее длинных волокон ориентироваться под углом по отношению к машинному направлению. Авторы считают, что это повышение прочности при сжатии в поперечном направлении переходит в повышение прочности при сжатии коробки или другого контейнера, изготовленного из бумажного изделия. Как представлено на фиг. 7А, на штабелированные коробки 400 действует сжимающая сила, как представлено стрелкой F. Вследствие склонности волокон к ориентации в машинном направлении и ограничений традиционных машин для изготовления коробок, коробки 400, изготовленные из традиционных бумажных изделий, как представлено на фиг. 7А как правило, имеют наибольшую величину прочности при сжатии в окружном направлении, как указано стрелкой CD. Поскольку традиционные коробки проявляют наибольшую величину прочности при сжатии в направлении, которое является практически перпендикулярным по отношению к направлению сжимающей силы F, указанные коробки могут быть более склонными к ослаблению и разрушению. Авторы считают, что способы, описанные в настоящем документе, помогают решить эту проблему, заставляя по меньшей мере часть наиболее длинных волокон ориентироваться под углом по отношению к машинному направлению, что увеличивает прочность при сжатии, в частности, прочность при сжатии коробок, изготовленных из указанных бумажных изделий. Как представлено на фиг. 7В, авторы считают, что коробка 400', изготовленная их бумажного изделия, сформованного в соответствии с настоящим изобретением, будет иметь повышенную прочность при сжатии в вертикальном направлении, как указано стрелками VD, которое является практически параллельным по отношению к направлению сжимающей силы F.
Кроме того, бумажные изделия, которые изготовлены в соответствии с настоящим изобретением, и в которых наиболее длинные волокна занимают ближайшее положение к формующей сетке (расслоенный образец 1), проявляют повышенную жесткость при изгибе по сравнению с бумажными изделиями, изготовленными с применением традиционных способов (контрольные и контрольные вибрационные образцы; см. пример 2 ниже и фиг. 12). На фиг. 8 представлено примерное конечное бумажное изделие 500, изготовленное в соответствии с настоящим изобретением. Бумажное изделие 500 включает первую наружную поверхность 502, вторую противоположную наружную поверхность 504 и толщину TF. Бумажное изделие 500 может быть изготовлено из полотна, включающего два или более слоев или пластов, как описано в настоящем документе, и может включать, например, бумагу или картон. Как представлено на фиг. 1, 6 и 8, первый слой или пласт 46-1, 96-1, ближайший к формующей сетке 102, включает, главным образом, первую водную суспензию 20, содержащую первые наиболее длинные волокна 97-1, и второй слой или пласт 46-2, 96-2 включает, главным образом, вторую водную суспензию 22, содержащую вторые менее длинные волокна 97-2. Авторы считают, что большинство волокон, расположенных на одной наружной поверхности или вблизи нее, например, на первой наружной поверхности 502 конечного бумажного изделия 500, будут представлять собой наиболее длинные первые волокна 97-1 из первого слоя или пласта 46-1, 96-1, хотя большинство волокон, расположенных вблизи противоположной наружной поверхности, например, второй наружной поверхности 504, будут представлять собой вторые волокна 97-2 из второго слоя или пласта 46-2, 96-2. По меньшей мере часть первых волокон 97-1 может отклоняться от направления, в котором ориентировано большинство вторых волокон 97-2, как описано в настоящем документе. Например, большинство вторых волокон 97-2 может быть ориентировано в машинном направлении, и большинство первых волокон 97-1 может быть ориентировано в направлении, которое отклоняется от машинного направления. В некоторых случаях, как представлено на фиг. 1, второй слой или пласт 46-2, 96-2 может представлять собой конечный слой или пласт полотна 46, 96, и в других случаях один или несколько дополнительных слоев или пластов могут быть сформированы поверх второго слоя или пласта 46-2, 96-2 (см. фиг. 2 и 3). Поскольку наиболее длинные волокна, как правило, обеспечивают повышенную жесткость при изгибе, авторы считают, что повышенная жесткость при изгибе бумажного изделия 500, изготовленного в соответствии с фиг. 1 и 6, обусловлено по меньшей мере частично тем, что наиболее длинные первые волокна 97-1 расположены преимущественно на одной наружной поверхности 502 или вблизи нее, по сравнению с бумажным изделием, изготовленным способами в соответствии с предшествующим уровнем техники, в котором наиболее длинные волокна, как правило, равномерно распределены по всей толщине TF бумажного изделия (см. пример 2 и фиг. 12).
Кроме того, авторы считают, что бумажное изделие 500, изготовленное из полотна 96, 96А, 96В, в котором наиболее длинные волокна занимают ближайшее положение к формующей сетке, и которое включает три или более слоев, как представлено на фиг. 2 и 3 будет также проявлять увеличение жесткости при изгибе. Как представлено на фиг. 2, 6 и 8, первый слой или пласт 96-1, ближайший к формующей сетке 102 включает, главным образом, первую водную суспензию 60, содержащую первые волокна 97-1; второй средний слой или пласт 96-2 включает, главным образом, вторую водную суспензию 62, содержащую вторые волокна 97-2; и третий наружный слой или пласт 96-3 включает, главным образом, третью водную суспензию 64, содержащую третьи волокна 97-3, 97-3'. Авторы считают, что большинство волокон, расположенных на одной наружной поверхности или вблизи нее, например, на первой наружной поверхности 502, конечного бумажного изделия 500 будут составлять наиболее длинные первые волокна 97-1 из первого слоя или пласта 96-1. Большинство волокон, расположенных вблизи противоположной поверхности, например, второй наружной поверхности 504, будут составлять вторые волокна 97-2 из второго слоя или пласта 96-2, и большинство волокон, расположенных на противоположной поверхности 504 или вблизи нее будет составлять третьи волокна 97-3, 97-3' из третьего слоя или пласта 96-3, причем по меньшей мере некоторые из вторых волокон 97-2 расположены между первыми и третьими волокнами 97-1, 97-3, 97-3'.
Кроме того, как представлено на фиг. 2, 6 и 8, в некоторых примерах, которые описаны в настоящем документе, третья средняя длина третьих волокон, например, волокон 97-3 на фиг. 6, может составлять менее чем первая средняя длина первых волокон 97-1, и в других примерах третья средняя длина может составлять менее чем первая и вторая средние длины первых и вторых волокон 97-1, 97-2. В обоих примерах вторая средняя длина составляет менее чем первая средняя длина, и авторы считают, что первые волокна 97-1, т.е. волокна, имеющие наибольшее значение средней длины, будут расположены на одной наружной поверхности или вблизи нее, например, первой наружной поверхности 502, бумажного изделия 500 таким образом, что бумажное изделие 500 будет проявлять повышенную жесткость при изгибе (по сравнению с традиционным бумажным изделием), как описано выше по отношению к фиг. 1. В других примерах третья средняя длина третьих волокон, например, волокон 97-3' на фиг. 6, может быть такой же или составлять более чем первая средняя длина, таким образом, что обе наружные поверхности 502, 504 бумажного изделия 500 включают волокна со средней длиной, которая составляет более чем средняя длина волокон, находящихся внутри бумажного изделия 500. Авторы считают, что это бумажное изделие 500 с более длинными волокнами, расположенными на обеих наружных поверхностях 502, 504 или вблизи них, может проявлять повышенную жесткость при изгибе по сравнению традиционными бумажными изделиями. Авторы считают, что указанные бумажные изделия также могут проявлять более высокую жесткость при изгибе, чем бумажные изделия 500, описанные в настоящем документе, в которых наиболее длинные волокна расположены только на одной наружной поверхности 502 или вблизи нее.
Как представлено на фиг. 3, 6 и 8, первый слой или пласт 96А-1, 96 В-1, ближайший к соответствующей формующей сетке 102-1, 102-2, включает, главным образом, первую водную суспензию 60-1, 60-2, содержащую наиболее длинные первые волокна 97-1; второй средний слой или пласт 96А-2, 96В-2 включает, главным образом, вторую водную суспензию 62-1, 62-2, содержащую вторые менее длинные волокна 97-2; и третий наружный слой или пласт 96А-3, 96В-3 включает, главным образом, третью водную суспензию 64-1, 64-2, содержащую третьи менее длинные волокна, например, волокна 97-3 на фиг. 6. Вторая средняя длина вторых волокон 97-2 составляет менее чем первая средняя длина первых волокон 97-1, и третья средняя длина третьих волокон 97-3 может составлять менее чем одно или оба значения из первой и второй средней длины первых и вторых волокон 97-1, 97-2. В конечном бумажном изделии 500 полотна 96А, 96В могут быть объединены таким образом, что авторы считают, что большинство волокон, расположенных на одной наружной поверхности или вблизи нее, например, первой наружной поверхности 502, конечного бумажного изделия 500 будут составлять первые волокна 97-1 из первого слоя или пласта 96А-1 первого полотна 96А, и большинство волокон, расположенных на противоположной наружной поверхности или вблизи нее, например, на второй наружной поверхности 504, конечного бумажного изделия 500 будут составлять первые волокна 97-1 из первого слоя или пласта 96В-1 второго полотна 96В. По меньшей мере некоторые вторые волока 97-2 из соответствующих вторых слоев или пластов 96А-2, 96В-2 и третьи волокна 97-3 из соответствующих третьих слоев или пластов 96А-3, 96В-3 каждого полотна 96А, 96В расположены между первыми волокнами 97-1 первых слоев или пластов 96А-1, 96В-1. Поскольку первые волокна 97-1 включают волокна, имеющие наибольшее значение средней длины, авторы считают, что обе наружные поверхности 502, 504 бумажного изделия 500, изготовленного с применением варианта осуществления, представленного на фиг. 3, будут содержать волокна со средней длиной, которая составляет более чем средняя длина волокон, находящихся внутри бумажного изделия 500. Как описано по отношению к фиг. 2, авторы считают, что бумажные изделия 500 с более длинными волокнами, расположенными на обеих наружных поверхностях 502, 504 или вблизи них, могут проявлять повышенную жесткость при изгибе по сравнению традиционными бумажными изделиями, а также по сравнению с бумажными изделиями 500, описанными в настоящем документе, в которых наиболее длинные волокна расположены только на одной наружной поверхности 502 или вблизи нее.
В другом примере, в соответствии с настоящим изобретением, авторы считают, что первый слой или пласт, ближайший к формующей сетке, будет содержать значительное количество волокон наименьшей длины, присутствующих в полотне, и, кроме того, что значительная часть волокон наименьшей длины будет ориентироваться, располагаться или выравниваться в направлении, которое отклоняется от машинного направления. Как описано в настоящем документе по отношению к фиг. 1, в самый нижний впускной коллектор исходного материала, т.е. в первый впускной коллектор 12, многослойного напорного ящика 10 может поступать первая водная суспензия 20, содержащая первые волокна, имеющие среднюю длину, которая составляет менее чем средняя длина волокон водной суспензии 22, поступающей во впускной коллектор, расположенный выше первого впускного коллектора 12 (например, во второй впускной коллектор 14). Хотя объединение водных суспензий 20, 22 с образованием струи 44 вызывает некоторое смешивание водных суспензий 20, 22, известно, что разделение водных суспензий 20, 22 по меньшей мере частично поддерживается в полотне 46, которое формируется, когда объединенные водные суспензии осаждаются на формующую сетку 102, и в результате этого полотно 46 включает два слоя или пласта. Таким образом, авторы считают, что первый слой или пласт 46-1 полотна 46 в этом примере будет, как правило, содержать волокна со средней длиной, которая составляет менее чем средняя длина волокон во втором слое или пласте 46-2.
На фиг. 10 представлен вид сверху сечения двухслойного полотна 196, изготовленного в соответствии с этим примером, в котором вырезана часть второго пласта 196-2. Полотно 196 может иметь толщину TW, которая, как правило, проходит перпендикулярно по отношению к машинному направлению и поперечному направлению. На фиг. 10 машинное направление представлено стрелкой А, и поперечное направление представлено стрелкой В. На вставках представлены идеализированные изображения первых и вторых волокон 197-1, 197-2, расположенных, соответственно, в первом и втором слоях 196-1, 196-2 полотна 196, следующего поперечным колебаниям формующей сетки, как описано в настоящем документе. Первые волокна 197-1 имеют первую среднюю длину, и вторые волокна 197-2 имеют вторую среднюю длину, причем первая средняя длина составляет менее чем вторая средняя длина.
Кроме того, как представлено на фиг. 10, авторы считают, что значительная часть первых волокон 197-1 вынуждена ориентироваться под углом по отношению к машинному направлению. В некоторых случаях авторы считают, что по меньшей мере большинство (>50%) первых волокон 197-1 ориентируется под углом по отношению к машинному направлению. Поскольку вторые волокна 197-2, расположенные во втором слое 196-2, находятся дальше от формующей сетки, авторы считают, что на вторые волокна 197-2 будут воздействовать поперечные сдвигающие силы в значительно меньшей степени, и они будут проявлять значительно уменьшенную величину отклонения по отношению к машинному направлению по сравнению с первыми волокнами 197-1.
Число первых волокон 197-1, проходящих под углом по отношению к машинному направлению, и величина углов, под которыми первые волокна 197-1 проходят по отношению к машинному направлению, могут изменяться в зависимости от величины и частоты сдвигающих сил, которые прилагает формующая сетка к первым волокнам 197-1, а также от скорости движения формующей сетки в машинном направлении и в поперечном направлении. Авторы считают, что углы, под которыми первые волокна 197-1 могут проходить по отношению к машинному направлению, могут находиться в диапазоне от +1 градуса до +90 градусов и от -1 градуса до -90 градусов, причем машинному направлению соответствует угол, составляющий 0 градусов, как представлено на фиг. 10. Например, отклонение первых волокон 197-1 по отношению к машинному направлению направление может составлять >0 градусов и ≤90 градусов. Указанные диапазоны включают все промежуточные значения и поддиапазоны, в том числе +5, +10, +15, +20, +25, +30, +35, +40, +45, +50, +55, +60, +65, +70, +75, +80 и +85 градусов и -5, -10, -15, -20, -25, -30, -35, -40, -45, -50, -55, -60, -65, -70, -75, -80 и -85 градусов.
Хотя полотно 196, представленное на фиг. 10, включает два слоя, авторы считают, что указанные принципы распространяются в равной степени на полотна, включающие три слоя, как описано в настоящем документе (например, полотно 96, проиллюстрированное на фиг. 2). Например, как представлено на фиг. 2 и 10 и как описано выше, первый слой или пласт 96-1, ближайший к формующей сетке 102, включает, главным образом, первую водную суспензию 60, содержащую первые (имеющие меньшую длину) волокна, которые могут быть практически аналогичными волокнам 197-1; второй средний слой или пласт 96-2 включает, главным образом, вторую водную суспензию 62, содержащую вторые волокна (не представленные); и третий наружный слой или пласт 96-3 включает, главным образом, третью водную суспензию 64, содержащую третьи (более длинные) волокна, которые могут быть практически аналогичными волокнам 197-2.
Как представлено на фиг. 1, 10 и 13, авторы считают, что бумажное изделие, которое изготовлено в соответствии с настоящим изобретением, и в котором волокна наименьшей длины занимают ближайшее положение к формующей сетке (см., например, расслоенный образец 2), будет проявлять повышенную прочность при сжатии в поперечном направлении по сравнению с бумажным изделием, изготовленным способами в соответствии с предшествующим уровнем техники (см., например, контрольные и контрольные вибрационные образцы), но при этом будет проявлять уменьшенную прочность при сжатии в поперечном направлении по сравнению с бумажным изделием, в котором наиболее длинные волокна занимают ближайшее положение к формующей сетке (расслоенный образец 1). Однако, как подробно обсуждается ниже, неожиданно было обнаружено, что прочность при сжатии в поперечном направлении (которую отражают разъясняемые ниже результаты исследования сжатия на коротких катках (SCT) в поперечном направлении) бумажного изделия, изготовленного из полотна, в котором волокна наименьшей длины занимают ближайшее положение к формующей сетке (см. расслоенный образец 2), когда в производстве использован определяемый верхним сукном пресс), составляет более чем прочность при сжатии в поперечном направлении, которую проявляют оба традиционных бумажных изделия (контрольный и контрольный вибрационный образец) и бумажное изделие, изготовленное из полотна, в котором наиболее длинные волокна занимают ближайшее положение к формующей сетке (расслоенный образец 1). Авторы считают, что эта повышенная прочность при сжатии в поперечном направлении определяет повышенную прочность при сжатии коробки или другого контейнера, изготовленного из бумажного изделия, как описано выше по отношению к фиг. 7А и 7В.
Кроме того, авторы считают, что бумажное изделие, которое изготовлено в соответствии с настоящим изобретением, и в котором волокна наименьшей длины занимают ближайшее положение к формующей сетке (расслоенный образец 2), будет проявлять повышенную жесткость при изгибе по сравнению с бумажным изделием, изготовленным способами в соответствии с предшествующим уровнем техники (контрольные и контрольные вибрационные образцы на фиг. 12), но при этом будет проявлять уменьшенную жесткость при изгибе по сравнению с бумажным изделием, в котором наиболее длинные волокна занимают ближайшее положение к формующей сетке (расслоенный образец 1 на фиг. 12). Как представлено на фиг. 1, 8, и 10, первый слой или пласт 196-1, ближайший к формующей сетке 102 включает, главным образом, первую водную суспензию 20, содержащую первые волокна наименьшей длины 197-1, и второй слой или пласт 196-2 включает, главным образом, вторую водную суспензию 22, содержащую вторые волокна 197-2 большей длины. Авторы считают, что большинство волокон, расположенных на одной наружной поверхности или вблизи нее, например, на первой наружной поверхности 502, конечного бумажного изделия 500 будут составлять первые волокна 197-1 меньшей длины из первого слоя или пласта 196-1, хотя большинство волокон, расположенных вблизи противоположной наружной поверхности, например, второй наружной поверхности 504, будут составлять вторые волокна 197-2 большей длины из второго слоя или пласта 196-2. По меньшей мере некоторые из первых волокон 197-1 могут отклоняться от направления, в котором ориентировано большинство вторых волокон 197-2, как описано в настоящем документе. Например, большинство вторых волокон 197-2 может быть ориентировано в машинном направлении, и большинство первых волокон 197-1 может быть ориентировано в направлении, которое отклоняется от машинного направления. Как обсуждается в примере 2 и представлено на фиг. 12, экспериментальные результаты в отношении жесткости при изгибе отражают указанные ожидания, причем расслоенный образец 2 бумажного изделия проявляет индекс жесткости при изгибе в поперечном направлении, который составляет незначительно более чем индекс жесткости при изгибе в поперечном направлении контрольного вибрационного бумажного изделия, но составляет менее чем индекс жесткости при изгибе в поперечном направлении расслоенного образца 1 бумажного изделия. Авторы считают, что повышенная жесткость при изгибе расслоенного образца 2 бумажное изделие по сравнению с контрольными и контрольными вибрационными бумажными изделиями обусловлена по меньшей мере частично тем, что более длинные вторые волокна 197-2 расположены на одной наружной поверхности или вблизи нее 504, в отличие от традиционного бумажного изделия, в котором наиболее длинные волокна, как правило, равномерно распределены по всей толщине TF бумажного изделия.
Аналогичным образом, авторы считают, что бумажное изделие 500, изготовленное из полотна, в котором волокна наименьшей длины занимают ближайшее положение к формующей сетке, и которое включает три слоя как представлено на фиг. 2 и описано выше, также будет проявлять увеличение жесткости при изгибе по сравнению с бумажным изделием, изготовленным способами в соответствии с предшествующим уровнем техники. Как представлено на фиг.2 и 8, авторы считают, что большинство волокон, расположенных на одной наружной поверхности или вблизи нее, например, первой наружной поверхности 502, конечного бумажного изделия 500, будут составлять первые волокна меньшей длины, например, волокна 197-1 на фиг. 10, из первого слоя или пласта 96-1. Большинство волокон, расположенных вблизи противоположной поверхности, например, второй наружной поверхности 504, будут составлять вторые волокна (не представленные) из второго слоя или пласта 96-2, и большинство волокон, расположенных на противоположной поверхности 504 или вблизи нее, будет составлять третьи (более длинные) волокна, например, волокна 197-2 на фиг. 10, из третьего слоя или пласта 96-3, причем по меньшей мере некоторые из вторых волокон расположены между первыми и третьими волокнами 197-1, 197-2. Поскольку более длинные волокна расположены на одной из наружных поверхностей 502, 504 или вблизи нее, авторы считают, что бумажное изделие 500, изготовленное из полотна, в котором волокна наименьшей длины занимают ближайшее положение к формующей сетке, и которое включает три слоя, может проявлять повышенную жесткость при изгибе по сравнению традиционными бумажными изделиями.
Во всех примерах, вследствие ориентации первых наиболее длинных волокон под углом по отношению к машинному направлению, отдельно или в сочетании с расположением наиболее длинных волокон на или вблизи одной или обеих наружных поверхностей конечного бумажного изделия, авторы считают, что бумажное изделие согласно настоящему изобретению может быть изготовлено из меньшего количества исходного материала по сравнению с традиционным бумажным изделием, хотя при этом сохраняются практически такие же значения прочности при сжатии в поперечном направлении и жесткости при изгибе в поперечном направлении свойства, как у традиционного бумажного изделия. Таким образом, авторы считают, что бумажное изделие, изготовленное в соответствии с настоящим изобретением с применением приблизительно на n процентов меньше исходного материала (например, на n процентов меньше волокон) по сравнению с традиционным бумажным изделием, может иметь соотношение значений прочности при растяжении в машинном направлении и в поперечном направлении, которое является таким же или составляет менее чем соотношение значений прочности при растяжении в машинном направлении и в поперечном направлении традиционного бумажного изделия. Авторы считают, что другие свойства, такие как прочность при сжатии и жесткость при изгибе, бумажных изделий, изготовленных в соответствии с настоящим изобретением, можно аналогичным образом поддерживать на уровне традиционного бумажного изделия при сокращении требуемого количества исходного материала.
На фиг. 9 представлена технологическая схема, иллюстрирующая примерный способ изготовления бумажного изделия. Хотя упомянуты компоненты двухслойного напорного ящика 10 на фиг. 1, следует понимать, что способ не ограничен только этой структурой. Способ может начинаться на стадии 600 с обеспечения формующей сетки 102, которую поддерживают грудной вал 104 и по меньшей мере один дополнительный вал 106. Способ может продолжаться на стадии 610 с приведением формующей сетки 102 во вращение таким образом, что верхняя поверхность 102А формующей сетки 102 движется в машинном направлении (как показано стрелкой А на фиг. 1). В некоторых примерах по меньшей мере один дополнительный вал может включать приводной вал 106, и приведение формующей сетки 102 во вращение может включать приведение в движение приводного вала 106. На стадии 620 обеспечивают многослойный напорный ящик 10, включающий первый и второй впускные коллекторы 12, 14 и слоевой выпуск многослойного напорного ящика 42, причем который первый впускной коллектор 12 расположен ниже второго впускного коллектора 14. На стадии 630 первая водная суспензия 20 первых волокон поступает в первый впускной коллектор 12, и вторая водная суспензия 22 вторых волокон поступает во второй впускной коллектор 14, причем первые волокна имеют большую среднюю длину, чем средняя длина вторых волокон (см. фиг. 6).
Способ может продолжаться на стадии 640 с объединением потоков первой и второй водных суспензий 20, 22 в области слоевого выпуска многослойного напорного ящика 42 с образованием струи 44, выходящей через слоевой выпуск многослойного напорного ящика 42. На стадии 650 струя 44 объединенных и при этом расслоенных суспензий 20, 22 поступает на верхнюю поверхность 102А формующей сетки 102. Струя 44 объединенных суспензий образует полотно 46 на формующей сетке 102, причем вблизи формующей сетки 102 присутствует большее процентное содержание первых волокон, чем вторых волокон. На стадии 660 формующая сетка 102 приводится в колебательное движение в поперечном направлении по отношению к машинному направлению (см. фиг. 4 и 5), в результате чего обеспечивается ориентация по меньшей мере значительного числа первых волокон в направлении, которое отклоняется от машинного направления (см. фиг. 6). На стадии 670 бумажное изделие (см. фиг. 8) образуется из полотна 46, и после этого способ может быть завершен. Бумажное изделие, изготовленное этим способом, может включать, например, бумагу или картон.
Согласно некоторым аспектам способ может дополнительно включать поддержание потоков первой и второй водных суспензий 20, 22 отдельно друг от друга, когда первая и вторая водные суспензии 20, 22 движутся из первого и второго впускных коллекторов 12, 14 в область слоевого выпуска 42 многослойного напорного ящика.
В качестве одного примера, приведение формующей сетки 102 в колебательное движение на стадии 660 может включать приведение в колебательное движение волокнистой ориентированной структуры (например, устройства 200 вибрационного стола бумагоделательной машины как представлено на фиг. 4) в контакте с формующей сеткой 102. В качестве другого примера, приведение формующей сетки 102 в колебательное движение на стадии 660 может включать приведение грудного вала 104 в движение в направлении, обычно параллельном по отношению к оси грудного вала 104 (например, посредством вибрационного устройства 300 грудного вала, как представлено на фиг. 5). В качестве следующего примера, формующая сетка 102 может быть приведена в колебательное движение, что заставляет значительное число первых волокон ориентироваться в направлении, проходящем под углом в диапазоне между >0 и ≤90 градусов по отношению к машинному направлению (см. фиг. 6). Первые волокна могут ориентироваться по отношению к машинному направлению под углом от +1 градуса до +90 градусов и от -1 градуса до -90 градусов, причем машинному направлению соответствует угол, составляющий 0 градусов. Указанные диапазоны включают все промежуточные значения и поддиапазоны, в том числе +5, +10, +15, +20, +25, +30, +35, +40, +45, +50, +55, +60, +65, +70, +75, +80 и +85 градусов и -5, -10, -15, -20, -25, -30, -35, -40, -45, -50, -55, -60, -65, -70, -75, -80 и -85 градусов.
Согласно другим аспектам как представлено на фиг. 2, многослойный напорный ящик 50 может дополнительно включать третий впускной коллектор 56, расположенный выше второго впускного коллектора 54, и способ может дополнительно включать: введение третьей водной суспензии 64 третьих волокон в третий впускной коллектор 56; и объединение потока третьей водной суспензии 64 с потоками первой и второй водных суспензий 60, 62 в области слоевого выпуска многослойного напорного ящика 92 с образованием струи 94, выходящей через слоевой выпуск многослойного напорного ящика 92 (см. также фиг. 3). В некоторых примерах третьи волокна могут иметь меньшую среднюю длину, чем средняя длина первых волокон (см. фиг. 56). В других примерах третьи волокна могут иметь равную или большую среднюю длину, чем средняя длина первых волокон (см. фиг. 6).
На фиг. 11 представлена технологическая схема, иллюстрирующая другой примерный способ изготовления бумажного изделия. Способ может начинаться на стадии 700 с обеспечения формующей сетки 102, которую поддерживают грудной вал 104 и по меньшей мере один дополнительный вал 106. Способ может продолжаться на стадии 710 с приведением формующей сетки 102 во вращение таким образом, что верхняя поверхность 102А формующей сетки 102 движется в машинном направлении (как показано стрелкой А на фиг. 1). В некоторых примерах по меньшей мере один дополнительный вал может включать приводной вал 106, и приведение формующей сетки 102 во вращение может включать приведение в движение приводного вала 106. На стадии 720 предложен многослойный напорный ящик 10, включающий первый и второй впускные коллекторы 12, 14 и слоевой выпуск многослойного напорного ящика 42, в котором первый впускной коллектор 12 расположенный ниже второго впускного коллектора 14. На стадии 730 первая водная суспензия 20 первых волокон поступает в первый впускной коллектор 12, и вторая водная суспензия 22 вторых волокон поступает во второй впускной коллектор 14, причем первые волокна имеют меньшую среднюю длину, чем средняя длина вторых волокон (см. фиг. 10).
Способ может продолжаться на стадии 740 с объединением потоков первой и второй водных суспензий 20, 22 в области слоевого выпуска многослойного напорного ящика 42 с определением струи 44, выходящей через слоевой выпуск многослойного напорного ящика 42. На стадии 750 струя 44 объединенных и при этом расслоенных суспензий 20, 22 поступает на верхнюю поверхность 102А формующей сетки 102. Струя 44 объединенных суспензий образует полотно 46 на формующей сетке 102, причем вблизи формующей сетки 102 присутствует большее процентное содержание первых волокон, чем вторых волокон. На стадии 760 формующую сетку 102 заставляют колебаться в поперечном направлении по отношению к машинному направлению (см. фиг. 4 и 5), в результате чего обеспечивается ориентация по меньшей мере значительного числа первых волокон в направлении, которое отклоняется от машинного направления (см. фиг. 10). На стадии 770 бумажное изделие (см. фиг. 8) изготавливают из полотна 46, и после этого способ может быть завершен. Бумажное изделие, изготовленное этим способом, может включать, например, бумагу или картон.
Согласно некоторым аспектам способ может дополнительно включать поддержание потоков первой и второй водных суспензий 20, 22 отдельно друг от друга, когда первая и вторая водные суспензии 20, 22 движутся из первого и второго впускных коллекторов 12, 14 в область слоевого выпуска многослойного напорного ящика 42.
В качестве одного примера, приведение формующей сетки 102 в колебательное движение на стадии 760 может включать приведение в колебательное движение волокнистой ориентированной структуры (например, устройство 200 вибрационного стола бумагоделательной машины как представлено на фиг. 4) в контакте с формующей сеткой 102. В качестве другого примера, приведение формующей сетки 102 в колебательное движение на стадии 760 может включать приведение грудного вала 104 в движение в направлении, обычно параллельном по отношению к оси грудного вала 104 (например, посредством вибрационного устройства 300 грудного вала, как представлено на фиг. 5). В качестве следующего примера, формующая сетка 102 может быть приведена в колебательное движение, что заставляет значительное число первых волокон ориентироваться в направлении, проходящем под углом в диапазоне между >0 и ≤90 градусов по отношению к машинному направлению (см. фиг. 10). Первые волокна могут ориентироваться по отношению к машинному направлению под углом от +1 градуса до +90 градусов и от -1 градуса до -90 градусов, причем машинному направлению соответствует угол, составляющий 0 градусов. Указанные диапазоны включают все промежуточные значения и поддиапазоны, в том числе +5, +10, +15, +20, +25, +30, +35, +40, +45, +50, +55, +60, +65, +70, +75, +80 и +85 градусов и -5, -10, -15, -20, -25, -30, -35, -40, -45, -50, -55, -60, -65, -70, -75, -80 и -85 градусов.
Примеры
Следующие примеры представлены, чтобы проиллюстрировать определенные конкретные варианты осуществления настоящего изобретения. Следует понимать, что дополнительные варианты осуществления, не ограниченные конкретными описанными признаками, соответствуют следующим экспериментальным примерам.
Основные изделия
Крафт-волокна (длинные волокна) изготовлены из древесной крафт-целлюлозы компанией International Paper (Пенсакола, штат Флорида, США), средняя длина волокон составляет приблизительно 2,6 мм; и
старые контейнеры из гофрированного картона (ОСС; короткие волокна) предоставлены компанией International Paper (Хендерсон, штат Кентукки, США), средняя длина волокон составляет приблизительно 1,6 мм.
Пример 1. Изготовление образцов
Листы образцов, имеющих четыре различных состава, изготовлены с применением одной формующей секции Фудринье. Первый набор составляют листы образцов («контрольные образцы»), содержащие смесь 25% крафт-волокон и 75% ОСС и сформованные с применением двухслойного напорного ящика, моделирующего однослойное формование со скоростью 1640 футов в минуту (фут/мин). Вибрация отсутствовала в течение формования листов контрольных образцов. Второй набор составляют листы образцов («контрольные вибрационные образцы»), имеющие такой же состав, как контрольные листы образцов, и сформованные с применением двухслойного напорного ящика, моделирующего однослойное формование со скоростью 1640 фут/мин с применением вибрации грудного вала (Valmet® FormMaster, шаг 30 мм, 7 Гц) в течение формования. Третий набор составляют листы образцов («расслоенный образец 1»), изготовленные с применением двухслойного или расслоенного напорного ящика, в котором верхний впускной коллектор содержит 100% ОСС, и нижний впускной коллектор содержит 100% крафт-волокон, причем листы образцов содержат 75% ОСС и 25% крафт-волокон. Листы расслоенного образца 1 сформованы с применением двухслойного напорного ящика при скорости 1640 фут/мин при осуществлении вибрации грудного вала, как описано по отношению к листам контрольного вибрационного образца. Четвертый набор составляют листы образцов («расслоенный образец 2»), изготовленных с применением двухслойного или расслоенного напорного ящика, в котором верхний впускной коллектор содержит 100% крафт-волокон, и нижний впускной коллектор содержит 100% ОСС, причем листы образцов содержат 75% ОСС и 25% крафт-волокон. Листы расслоенного образца 2 сформованы с применением двухслойного напорного ящика при скорости 1640 фут/мин при осуществлении вибрации грудного вала, как описано по отношению к листам контрольного вибрационного образца.
Листы образцов изготавливают, используя единственный определяемый верхним сукном пресс, включающий секцию четырехвального мокрого пресса с башмачным прессом у третьего вала. Как правило, ожидают, что применение определяемого верхним сукном пресса приводит к градиенту плотности, причем сторона листа вблизи сукна («сторона сукна») имеет более высокую плотность по сравнению с удаленной от сукна стороной листа.
Для исследования случайным образом выбирают по три листа из каждого набора. По пять полосок вырезают в поперечном направлении из каждого листа для измерения жесткости при изгибе в поперечном направлении, и по пять полосок вырезают в поперечном направлении из каждого листа для измерения прочность при сжатии в поперечном направлении, получая, таким образом, по 15 исследуемых образцов из каждого набора листов образцов для каждого параметра прочности. Полоски, используемые для измерения жесткости при изгибе, имеют размеры, составляющие приблизительно 12,7 мм × 152,4 мм, и полоски, используемые для измерения прочности при сжатии, имеют размеры, составляющие 15 мм × 100 мм. Полоски вырезают из центральной трети каждого листа при измерении в поперечном направлении, чтобы исключить потенциальные эффекты краевой неустойчивости. Каждую полоску индивидуально взвешивают и вычисляют поверхностную плотность (не представлено).
Пример 2. Жесткость при изгибе
Жесткость при изгибе в поперечном направлении измеряют для каждого из 15 исследуемых образцов, и индекс жесткости при изгибе вычисляют для каждого исследуемого образца (жесткость при изгибе делят на поверхностную плотность). Измерение жесткости при изгибе осуществляют в соответствии с известным способом исследования Технической ассоциации целлюлозно-бумажной промышленности (TAPPI) Τ 543, который включен в настоящий документ посредством ссылки. Результаты, проиллюстрированные на фиг. 12, представляют средние индексы жесткости при изгибе (индексы жесткости при изгибе в поперечном направлении) для всех исследуемых образцов из каждого набора листов образцов.
Можно ожидать, что контрольные вибрационные исследуемые образцы будут проявлять более высокий индекс жесткости при изгибе в поперечном направлении, чем контрольные исследуемые образцы, и что исследуемые расслоенные образцы 1 будут проявлять более высокий индекс жесткости при изгибе в поперечном направлении, чем контрольные вибрационные исследуемые образцы. Кроме того, можно ожидать, что исследуемые расслоенные образцы 2 будут проявлять меньший индекс жесткости при изгибе в поперечном направлении, чем исследуемые расслоенные образцы 1. Как представлено на фиг.12, индексы жесткости при изгибе в поперечном направлении соответствуют этой ожидаемой тенденции.
Пример 3. Исследования сжатия на коротких катках (SCT)
Прочность при сжатии в поперечном направлении измеряют для каждого из 15 исследуемых образцов, и для каждого исследуемого образца вычисляют индекс SCT (результат деления прочности при сжатии на поверхностную плотность). Измерение прочности при сжатии осуществляют в соответствии с известным способом исследования TAPPI Τ 543, который включен в настоящий документ посредством ссылки. Результаты, проиллюстрированные на фиг. 13, представляют средние индексы SCT для всех исследуемых образцов (индекс CD-SCT) из каждого набора листов образцов.
Можно ожидать, что контрольные вибрационные исследуемые образцы будут проявлять более высокий индекс CD-SCT, чем контрольные исследуемые образцы, поскольку колебания формующей сетки, как описано в настоящем документе, заставляют по меньшей мере некоторые из волокон в составе полотна ориентироваться в направлении, которое отклоняется от машинного направления. Кроме того, можно ожидать, что исследуемые расслоенные образцы 1 будут проявлять более высокий индекс CD-SCT, чем контрольные вибрационные исследуемые образцы, поскольку более длинные волокна занимают ближайшее положение к формующей сетке, и можно ожидать, что они будут ориентироваться в направлении, которое отклоняется от машинного направления. Кроме того, можно ожидать, что исследуемые расслоенные образцы 2 будут проявлять меньший индекс CD-SCT, чем исследуемые расслоенные образцы 1, поскольку ближайшие к формующей сетке волокна имеют меньшую длину.
Как представлено на фиг. 13, исследуемые контрольные, контрольные вибрационные и расслоенные образцы 1 соответствуют ожидаемой тенденции, причем контрольные вибрационные исследуемые образцы проявляют более высокий индекс CD-SCT, чем контрольные исследуемые образцы и исследуемые расслоенные образцы 1 проявляют более высокий индекс CD-SCT, чем контрольные вибрационные исследуемые образцы. Однако неожиданно обнаружено, что индекс CD-SCT исследуемых расслоенных образцов 2 составляет более чем индекс CD-SCT исследуемых расслоенных образцов 1.
Авторы считают, что этот неожиданно обнаруженный факт в отношении индекса CD-SCT исследуемых расслоенных образцов 2 может быть обусловлен по меньшей мере частично видом или типом пресса, используемого для формования листов образцов. В одиночном определяемом верхним сукном прессе обезвоживание происходит преимущественно от верхней стороны листа вблизи формующей сетки к верхней стороне листа вблизи сукна. Мелкие частицы в составе листа будут перемещаться к стороне листа вблизи сукна. Кроме того, применение четырехвального мокрого пресса с башмачным прессом у третьего вала дополнительно обеспечивает обезвоживание по направлению к верхней части листа, где находятся мелкие частицы. Таким образом, лист может иметь более высокую плотность на стороне листа вблизи сукна по сравнению с плотностью на удаленной от сукна стороне. Для определяемого нижним сукном пресса можно ожидать, что такой же градиент плотности возникает на (нижней) стороне листа вблизи сукна. Можно ожидать, что содержащий два сукна пресс создает лист с двумя областями повышенной плотности на верхней и нижней сторонах листа, прилегающих к сукну.
Осуществлено имитационное моделирование листов, изготовленных с применением определяемого верхним сукном, определяемого нижним сукном и содержащего два сукна пресса (данные не представлены). В случае контрольных и контрольных вибрационных листов длинные и короткие волокна практически равномерно распределяются во всем листе, и, таким образом, можно ожидать, что тип пресса будет оказывать меньшее воздействие на относительные индексы CD-SCT и жесткости при изгибе в поперечном направлении. Поскольку листы расслоенных образцов 1 и 2 содержат более длинные волокна, расположенные на одной или другой стороне, можно ожидать, что тип пресса будет производить более значительное воздействие на относительные индексы CD-SCT и жесткости при изгибе в поперечном направлении.
Имитационное моделирование индексов CD-SCT для определяемого верхним сукном пресса близко совпадает с экспериментальными данными, описанными в примерах и представленными на фиг.12 и 13. В частности, как показывает моделирование, можно ожидать, что индекс CD-SCT листов расслоенного образцов 2, изготовленных посредством определяемого верхним сукном пресса, составляет более чем для всех других листов, включая листы расслоенных образцов 1. Кроме того, как правильно прогнозирует моделирование, можно ожидать, что индекс жесткости при изгибе в поперечном направлении листов расслоенных образцов 2 составляет менее чем индекс жесткости при изгибе в поперечном направлении листов расслоенных образцов 1.
Для определяемого нижним сукном пресса, как показывает моделирование, можно ожидать, что индекс CD-SCT и индекс жесткости при изгибе в поперечном направлении для контрольных вибрационных листов составляют более чем соответствующие индексы для контрольных листов, а также можно ожидать, что индексы для листов расслоенных образцов 1 составляют более чем соответствующие индексы для контрольных вибрационных листов. Кроме того, как показывает моделирование, можно ожидать, что индекс CD-SCT и индекс жесткости при изгибе в поперечном направлении для листов расслоенного образца 2 составляют менее чем соответствующие индексы листов расслоенных образцов 1, причем индекс CD-SCT листов расслоенных образцов 2 является практически таким же, как индекс CD-SCT контрольных вибрационных листов, и индекс жесткости при изгибе в поперечном направлении листов расслоенных образцов 2 составляет незначительно более чем индекс жесткости при изгибе в поперечном направлении контрольных вибрационных листов.
Для содержащего два сукна пресса, как показывает моделирование, можно ожидать, что индекс CD-SCT и индекс жесткости при изгибе в поперечном направлении контрольных вибрационных листов составляет более чем соответствующие индексы для контрольных листов, и что индексы листов расслоенных образцов 1 составляют более чем соответствующие индексы контрольных вибрационных листов. Кроме того, как показывает моделирование, можно ожидать, что индекс CD-SCT и индекс жесткости при изгибе в поперечном направлении листов расслоенных образцов 2 составляют менее чем соответствующие индексы листов расслоенных образцов, причем индекс CD-SCT листов расслоенных образцов 2 составляет лишь незначительно менее чем для листов расслоенных образцов 1 и значительно более чем для контрольных вибрационных листов. В случае содержащего два сукна пресса прогнозируемый индекс жесткости при изгибе в поперечном направлении листов расслоенных образцов 2 является практически таким же, как индекс жесткости при изгибе в поперечном направлении контрольных вибрационных листов. Таким образом, экспериментальные данные и результаты моделирования одновременно предполагают, что градиент плотности, создаваемый прессами различных типов может воздействовать на свойства листа, в частности, прочность при сжатии, в зависимости от типа волокон (например, длинных или коротких), которые преобладают в области повышенной плотности.
Во всем тексте настоящего описания диапазоны использованы для краткости представления каждого и любого значения, которое находится в пределах данного диапазона, включая все находящиеся в нем поддиапазоны.
Хотя были проиллюстрированы и описаны конкретные варианты осуществления настоящего изобретения, следует понимать, что могут быть произведены разнообразные изменения и модификации без отклонения от идеи и выхода за пределы объема настоящего изобретения. Таким образом, прилагаемая формула изобретения предназначена для распространения на все такие изменения и модификации, которые находятся в пределах объема настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| БУМАЖНЫЕ ИЗДЕЛИЯ, ИМЕЮЩИЕ ПОВЫШЕННУЮ ЖЕСТКОСТЬ ПРИ ИЗГИБЕ И ПРОЧНОСТЬ В ПОПЕРЕЧНОМ НАПРАВЛЕНИИ, И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2771697C2 |
| ФАСОННЫЙ ЛОТОК ИЛИ ТАРЕЛКА ИЗ ВОЛОКНИСТОГО МАТЕРИАЛА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2715652C2 |
| СПОСОБ КОНТРОЛЯ УДЕРЖАНИЯ И ПРОМЕЖУТОЧНЫЙ ПРОДУКТ, ИСПОЛЬЗУЕМЫЙ В СПОСОБЕ | 2012 |
|
RU2597619C2 |
| МНОГОРЕЖИМНЫЙ НАПОРНЫЙ ЯЩИК | 2007 |
|
RU2443822C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОПЛАСТИЧЕСКОГО ВОЛОКНИСТОГО КОМПОЗИТНОГО МАТЕРИАЛА И ПОЛОТНА | 2015 |
|
RU2683092C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ВСПЕНЕННОГО МАТЕРИАЛА | 2002 |
|
RU2304187C2 |
| САНИТАРНО-ГИГИЕНИЧЕСКАЯ БУМАГА, СОДЕРЖАЩАЯ ВОЛОКНИСТЫЕ ПОЛУФАБРИКАТЫ, ПРОИСХОДЯЩИЕ ИЗ МИСКАНТУСА, И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2015 |
|
RU2670867C9 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БУМАГИ ИЛИ КАРТОНА | 2010 |
|
RU2524893C2 |
| БУМАЖНЫЕ ПРОДУКТЫ С УПРАВЛЯЕМЫМИ СВОЙСТВАМИ ВОРСИСТОСТИ | 2007 |
|
RU2430709C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВОЛОКНИСТОГО ПРОДУКТА И ВОЛОКНИСТЫЙ ПРОДУКТ | 2018 |
|
RU2777732C2 |
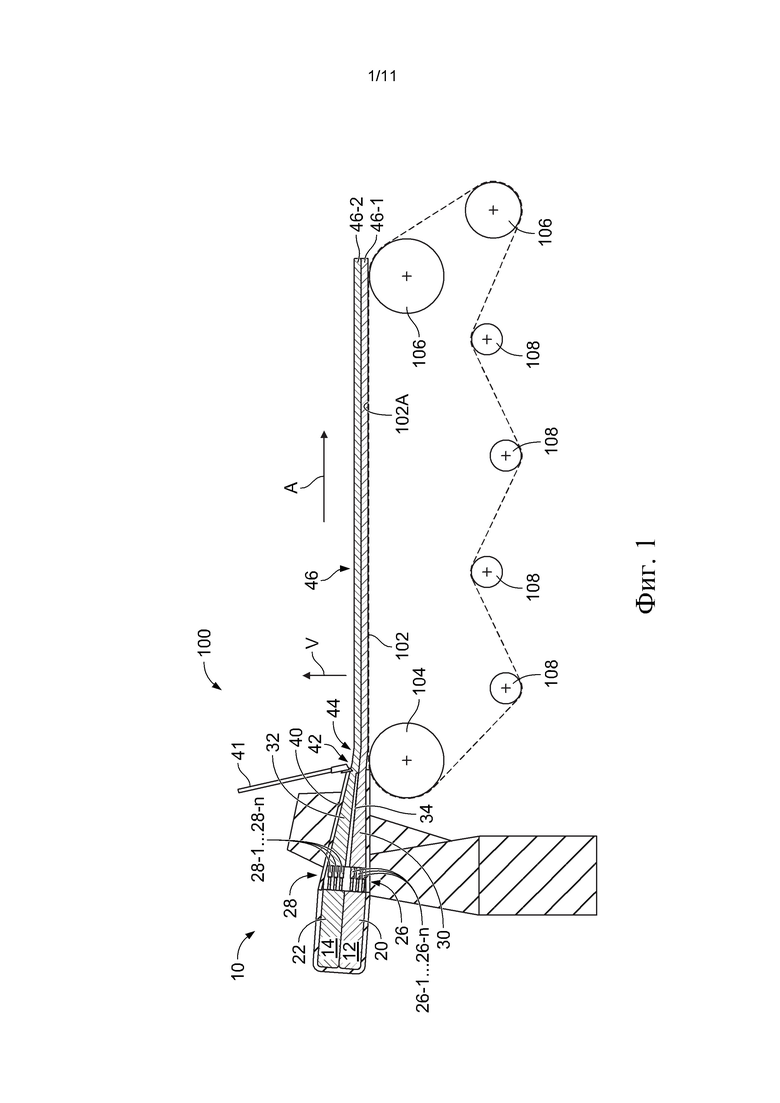
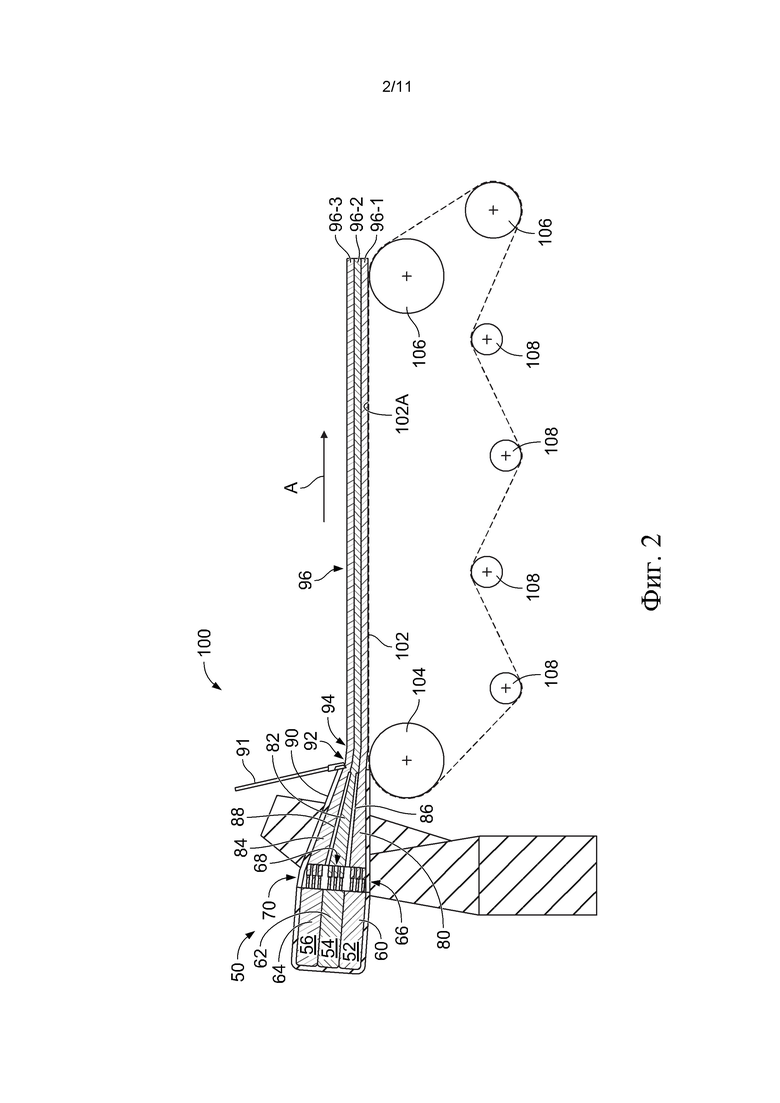
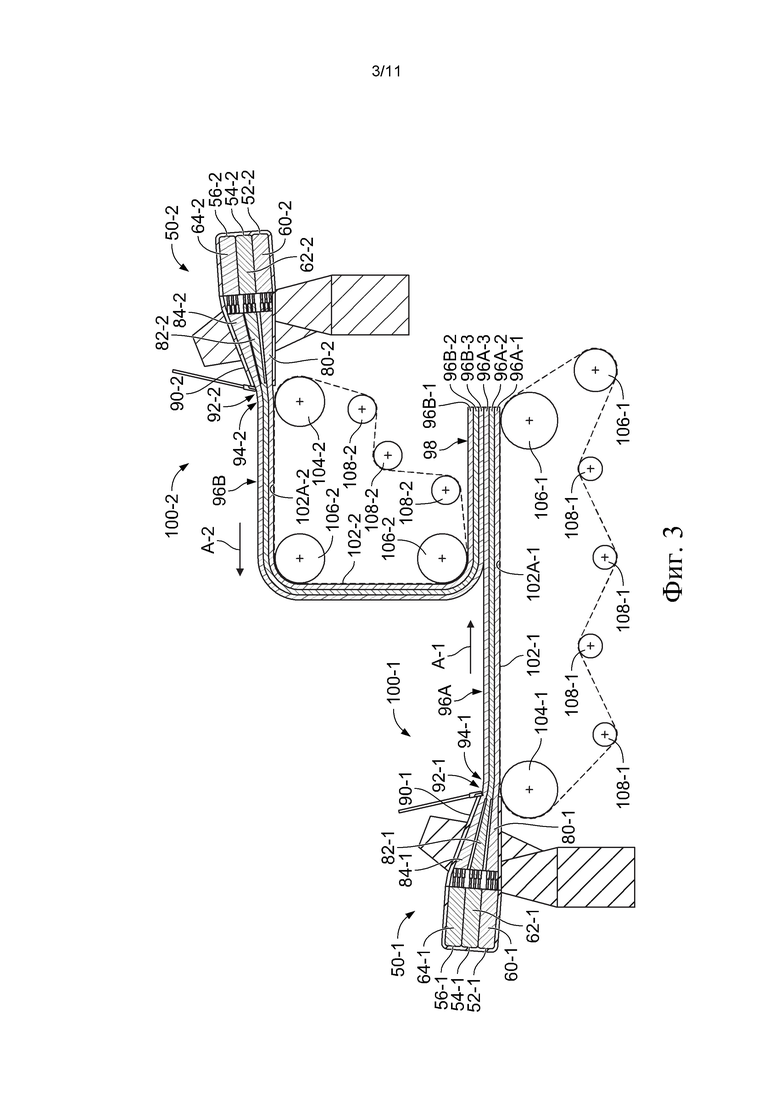
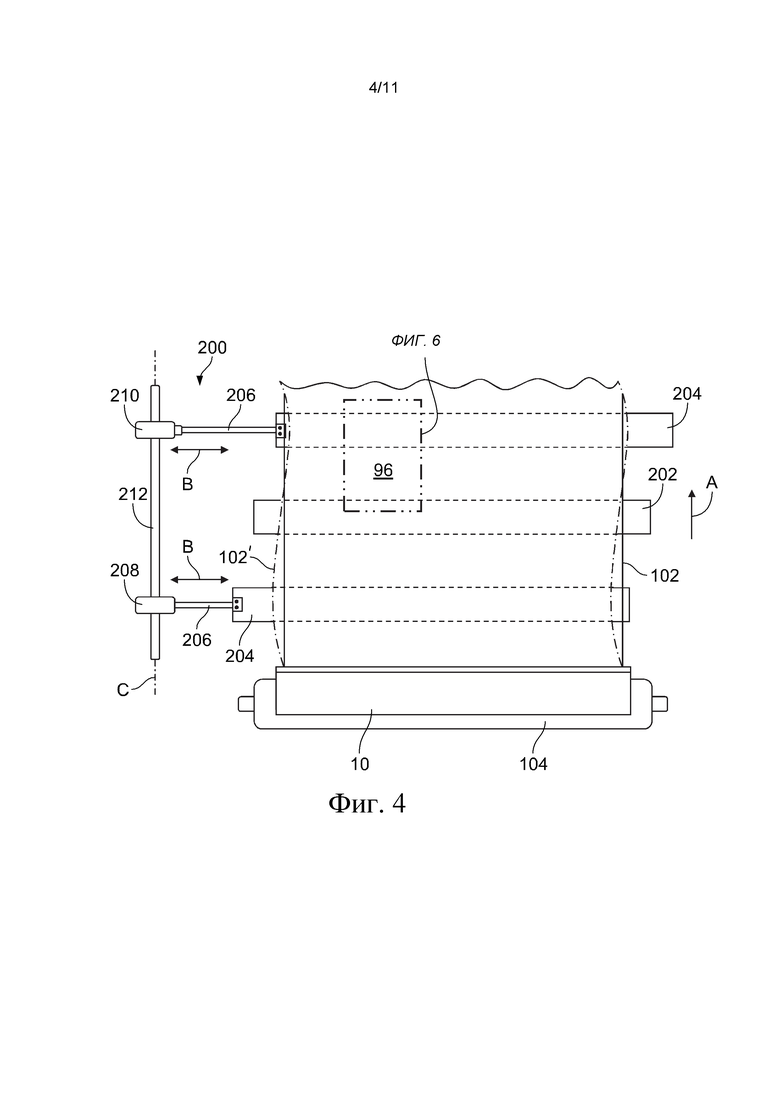
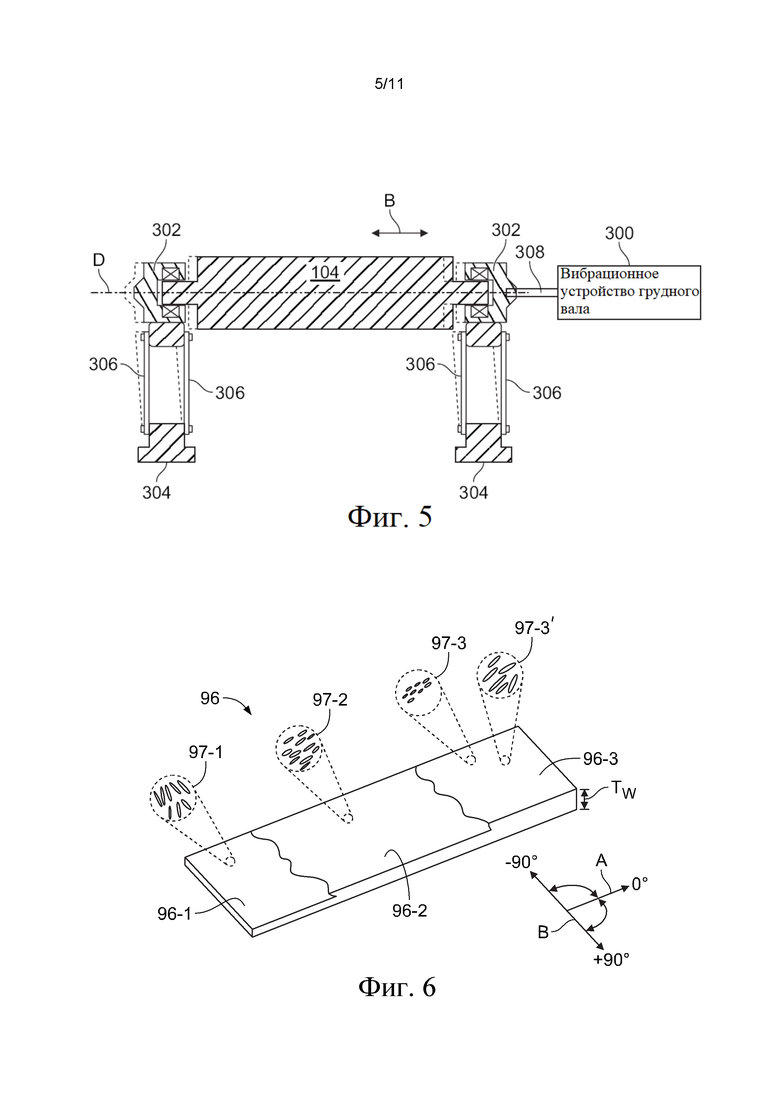
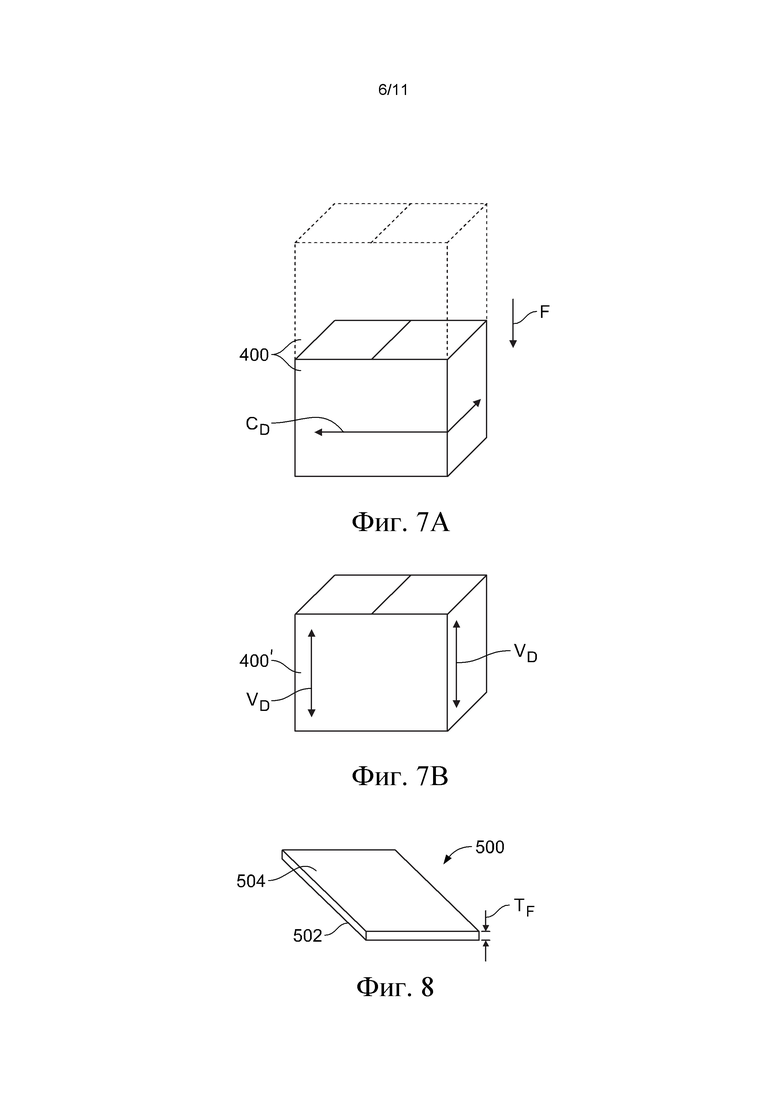
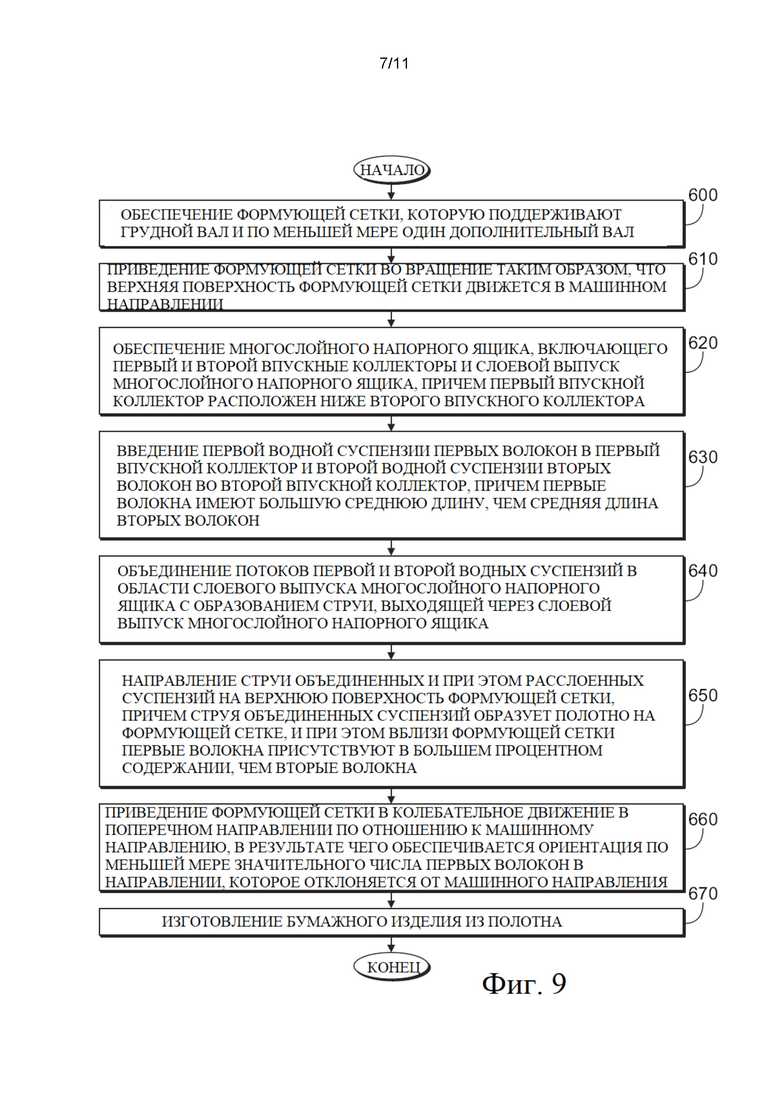
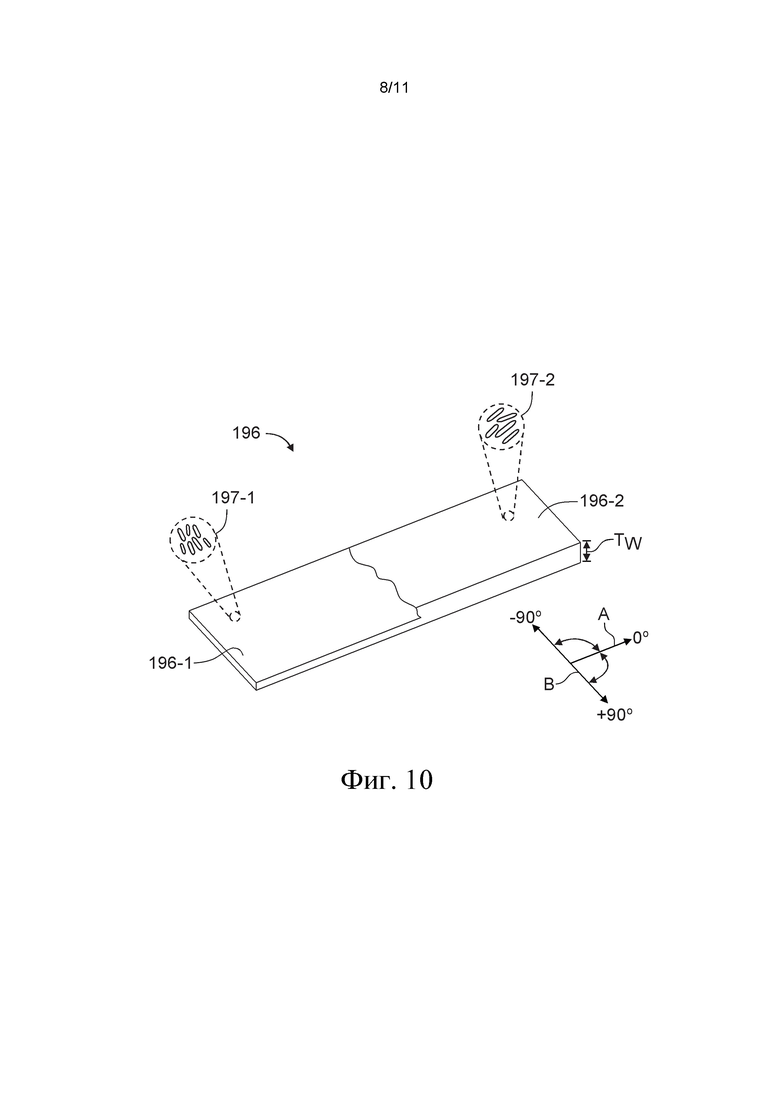
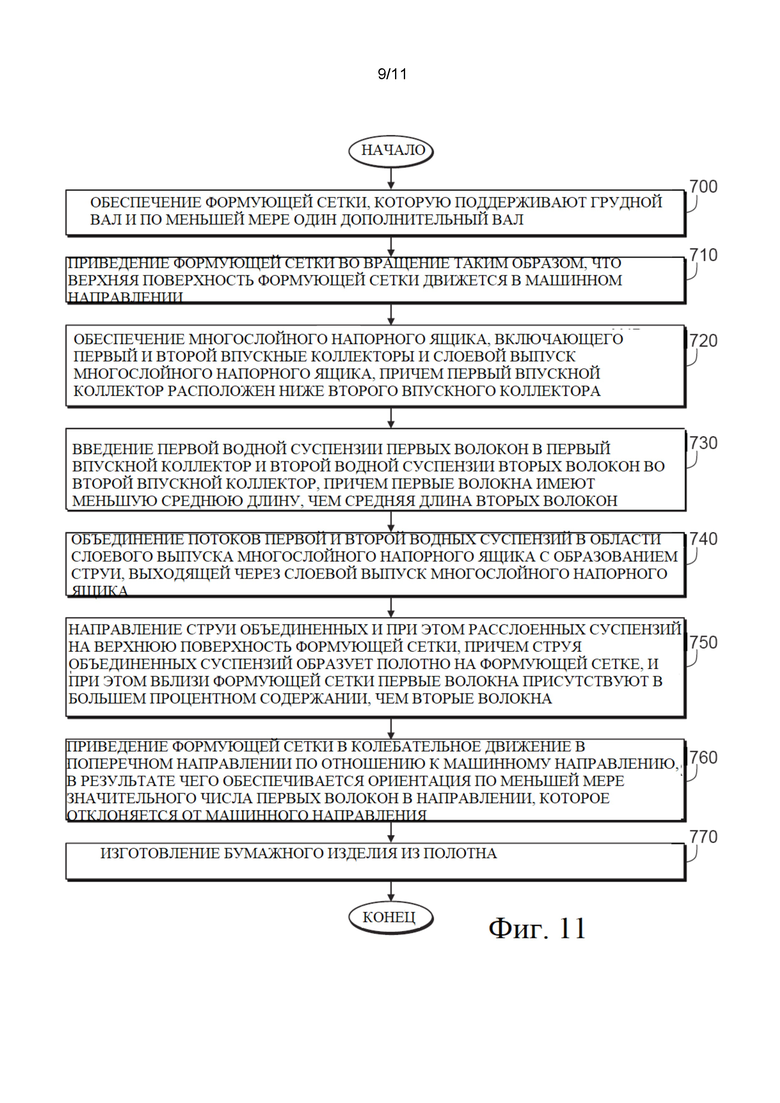
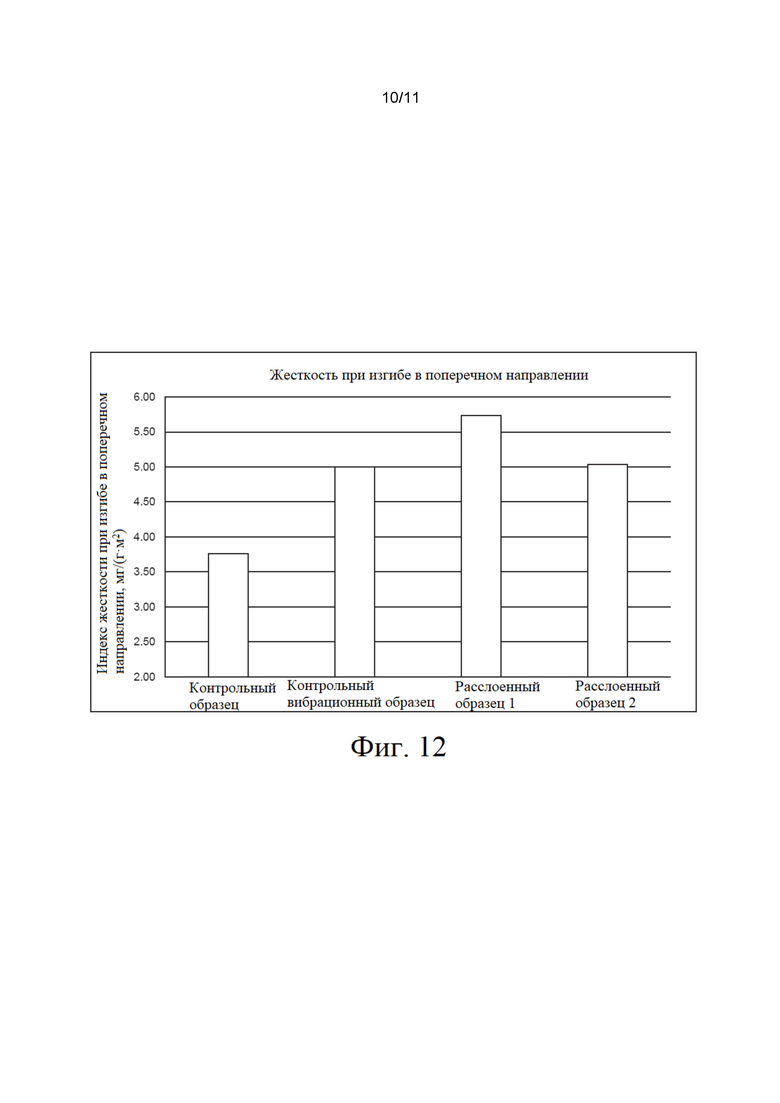
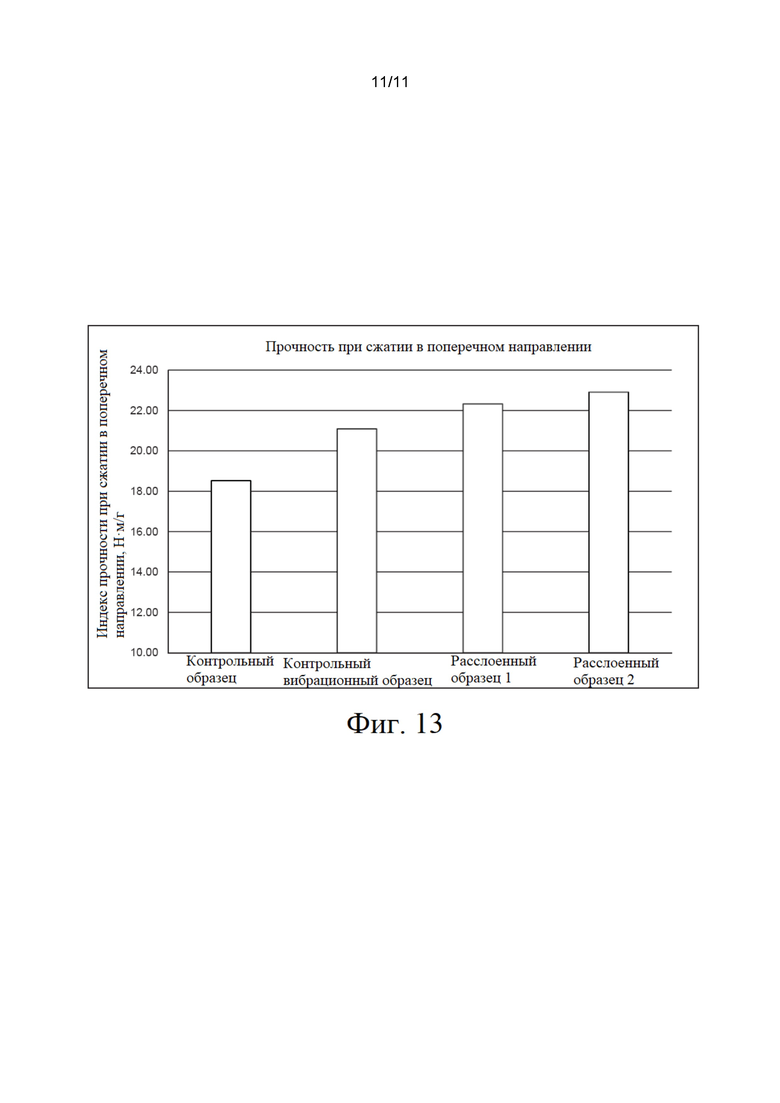
Группа изобретений относится к бумажному изделию и способу изготовления бумажного изделия, включающему: обеспечение формующей сетки; приведение формующей сетки во вращение таким образом, что верхняя поверхность формующей сетки движется в машинном направлении; обеспечение многослойного напорного ящика, включающего первый и второй впускные коллекторы и слоевой выпуск; введение первой водной суспензии первых волокон в первый впускной коллектор и второй водной суспензии вторых волокон во второй впускной коллектор; объединение потоков первой и второй водных суспензий с образованием струи, выходящей через слоевой выпуск; направление струи на верхнюю поверхность формующей сетки с формованием полотна; приведение формующей сетки в колебательное движение в поперечном направлении по отношению к машинному направлению, в результате чего обеспечивается ориентация по меньшей мере значительного числа первых волокон в направлении, которое отклоняется от машинного направления; и изготовление бумажного изделия из полотна. Полученное бумажное изделие имеет повышенную жесткость при изгибе и прочность в поперечном направлении. 2 н. и 8 з.п. ф-лы, 14 ил.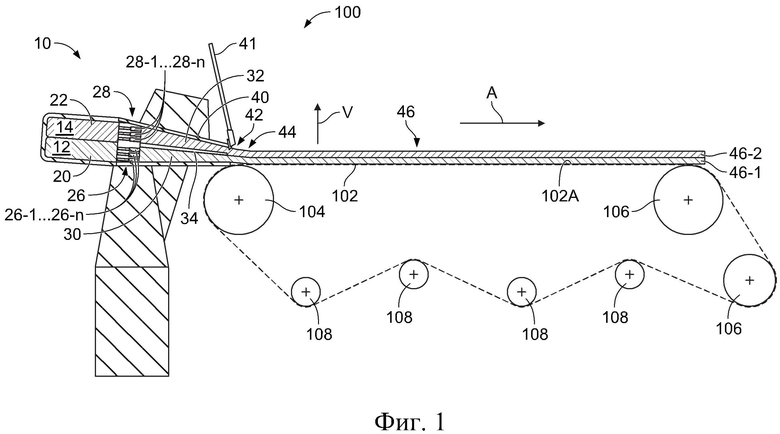
1. Способ изготовления бумажного изделия, причем способ включает:
обеспечение формующей сетки, которую поддерживают грудной вал и по меньшей мере один дополнительный вал;
приведение формующей сетки во вращение таким образом, что верхняя поверхность формующей сетки движется в машинном направлении;
обеспечение многослойного напорного ящика, включающего первый и второй впускные коллекторы и слоевой выпуск многослойного напорного ящика, причем первый впускной коллектор расположен ниже второго впускного коллектора;
введение первой водной суспензии первых волокон в первый впускной коллектор и второй водной суспензии вторых волокон во второй впускной коллектор, причем первые волокна имеют меньшую среднюю длину, чем средняя длина вторых волокон;
объединение потоков первой и второй водных суспензий в области слоевого выпуска многослойного напорного ящика с образованием струи, выходящей через слоевой выпуск многослойного напорного ящика;
направление струи объединенных и при этом расслоенных суспензий на верхнюю поверхность формующей сетки, причем струя объединенных суспензий образует полотно на формующей сетке, и при этом вблизи формующей сетки первые волокна присутствуют в большем процентном содержании, чем вторые волокна;
приведение формующей сетки в колебательное движение в поперечном направлении по отношению к машинному направлению, в результате чего обеспечивается ориентация первых волокон в направлении, которое отклоняется от машинного направления; и
изготовление бумажного изделия из полотна.
2. Способ по п. 1, в котором:
по меньшей мере один дополнительный вал включает приводной вал; и
приведение формующей сетки во вращение включает приведение в движение приводного вала.
3. Способ по п. 1, дополнительно включающий: поддержание потоков первой и второй водных суспензий, отделенных друг от друга, когда первая и вторая водные суспензии движутся из первого и второго впускных коллекторов в область слоевого выпуска многослойного напорного ящика.
4. Способ по п. 1, в котором приведение формующей сетки в колебательное движение включает приведение в колебательное движение волокнистой ориентированной структуры в контакте с формующей сеткой.
5. Способ по п. 1, в котором приведение формующей сетки в колебательное движение включает приведение грудного вала в движение в направлении, обычно параллельном по отношению к оси грудного вала.
6. Способ по п. 1, в котором формующая сетка колеблется, заставляя первые волокна ориентироваться в направлении, проходящем под углом в диапазоне между >0 и ≤90 градусов по отношению к машинному направлению.
7. Способ по п. 1, в котором бумажное изделие включает бумагу.
8. Способ по п. 1, в котором бумажное изделие включает картон.
9. Бумажное изделие, включающее первую наружную поверхность, вторую наружную поверхность и толщину, и дополнительно включающее первые волокна и вторые волокна, причем
первые волокна имеют меньшую среднюю длину, чем средняя длина вторых волокон;
большинство волокон, расположенных вблизи одной из первой и второй наружных поверхностей, включают первые волокна, и большинство волокон, расположенных вблизи другой из первой и второй наружных поверхностей, включают вторые волокна; и
большинство волокон, расположенных вблизи другой наружной поверхности, включая вторые волокна, ориентированы практически в машинном направлении и большинство волокон, расположенных вблизи одной наружной поверхности, включая первые волокна, отклонены к поперечному направлению, причем направление толщины обычно является перпендикулярным по отношению к машинному и поперечному направлениям.
10. Бумажное изделие по п. 9, в котором первые волокна отклонены в направлении, проходящем под углом в диапазоне между >0 и ≤90 градусов по отношению к машинному направлению.
| US 3994771 A1, 30.11.1976 | |||
| US 6146496 A1, 14.11.2000 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО МАТЕРИАЛА | 2008 |
|
RU2482234C2 |
| EP 1911879 A1, 16.04.2008. | |||

