Изобретение касается способа гибки, а также гибочного устройства для гибки по меньшей мере одного композитного стержня в месте изгиба. Одновременно могут подвергаться изгибанию несколько композитных стержней, которые представляют собой, например, компоненты решетчатых тел. Такое решетчатое тело имеет ячейки, которые ограничены несколькими композитными стержнями. Пластиковая матрица решетчатого тела, соответственно, композитных стержней может быть интегрально образована, так что образовано однородное (единое) решетчатое тело. Альтернативно, стержни также могут быть соединены друг с другом в нескольких слоях на местах пресечения и образовывать решетчатое тело.
Такие композитные стержни могут использоваться во многих технических областях при сооружении предметов, в которых используются композитные материалы, как например, в производстве транспортных средств (велосипеды, суда, летательные аппараты, автомобили и т.д.).
Стержни используются в качестве арматурных стержней также в строительном секторе, чтобы усиливать строительные тела, такие как бетонные конструктивные части или цементные конструктивные части. Часто применяются арматурные стержни из стали, которые с помощью традиционных способов гибки и гибочных устройств могут очень просто подгоняться к геометрическим требованиям изготавливаемого строительного тела.
С другой стороны, также известны арматурные стержни из композитных материалов, у которых пучок усиливающих волокон (так называемый ровинг) заделан в пластиковую матрицу. В случае таких арматурных стержней до сих пор осуществлялись различные подходы к тому, чтобы ход (форму) композитного стержня адаптировать к требуемой геометрии. Например, пластиковая матрица при изготовлении композитного стержня может не полностью отверждаться, чтобы ее перед полным отверждением приводить в желательную форму. Правда, это требует трудоемкого хранения еще не отвержденного композитного стержня, которое, как правило, делает необходимым охлаждение, чтобы предотвратить полное отверждение. Это подход используется в случае термореактивной пластиковой матрицы. В случае термопластичной пластиковой матрицы даже после отверждения может осуществляться формование. Для этого термопластичная матрица нагревается до тех пор, пока она не приобретет возможность формования (пригодность к обработке давлением), чтобы затем формовать (обрабатывать давлением) композитный стержень и вновь отверждать.
Армированный волокнам композитный стержень известен из US 2008/0141614 А1. Пластиковая матрица является термопластичной и поэтому для гибки и деформирования композитного стержня нагревается и затем снова отверждается посредством охлаждения.
US 5,456,591 А описывает способ для изготовления теннисной ракетки, у которой композитный стержень подогревается и укладывается в форму. Затем композитный стержень охлаждается, вследствие чего каркас теннисной ракетки сохраняет свою желаемую форму. Похожий способ также известен из WO 2007/118643 А1.
В известном из WO 2013/006964 А1 способе композитный материал сначала изгибается в желаемую форму и затем отверждается посредством связующего.
Для нагревания термопластичной пластиковой матрицы используются различные способы. Например, нагревание выполняется в конвекционной печи или контактным нагреванием посредством нагретых инструментов. Однако это требует, чтобы теплопроводность внутри конструктивной части была достаточно большой. Этот способ является затратным по времени и энергии.
Кроме того, пластиковая матрица может осуществляться посредством теплоизлучения (инфракрасное излучение) или посредством облучения электронами. Например, DE 102 222 56 B4 описывает нагревание пластиковой трубки посредством инфракрасного излучения перед гибкой. При этом правда, глубина проникновения является небольшой и в зависимости от диаметра композитного стержня такое нагревание является непригодным, соответственно, очень длительным. Кроме того, облучение электронами обнаруживает опасность, что электроны повреждают полимер термопластичной пластиковой матрицы. Кроме того, рабочее окружение должно трудоемко защищаться в целях техники безопасности.
Далее, является известным подогревать термопластичную пластиковую матрицу высокочастотным возбуждением посредством электродов. Способ нагрева диэлектрического полого тела высокой частотой известен из DE 10 2014 116 819 А1. В особом выполнении этого способа, соответственно, этого устройства внутри полого тела может воспламеняться плазма и использоваться в качестве плазменного электрода (DE 10 2014 116 818 А1). Для этого, в подлежащем нагреванию материале должны содержаться возбуждаемые группы, что значительно ограничивает выбор материала. Кроме того, форма электродов должна согласовываться с геометрией подлежащих нагреванию компоненты, что в свою очередь означает дополнительные расходы, если должны нагреваться и деформироваться по-разному отформованные армированные компоненты.
Наконец, также не нашло распространения использование микроволновой техники для нагрева, так как микроволновая техника ограничивает используемые материалы. У усиленных стекловолокном армированных компонентов в результате микроволн осуществляется лишь незначительный нагрев. Кроме того, должно достигаться однородное микроволновое излучение, что, как правило, может достигаться только в закрытых печах.
ЕР 2 399 717 А2 описывает устройство и способ для емкостного нагревания трубы или трубного участка и для последующей гибки, соответственно, деформирования трубы посредством приложения высокочастотного напряжения между двумя электродами.
US 3,890,108 А1 описывает выполнение угловой области сэндвич-компонента. На внутренней стороне изгиба «сэндвича» выполнено углубление.
ЕР 309 55 89 А1 касается способа для соединения двух частей посредством ультразвуковой сварки.
US 6,519,500 А1 описывает аддитивные способы изготовления, в которых слои укладываются друг на друга, под давлением прессуются друг с другом и посредством введения ультразвуковых вибраций соединяются друг с другом. Такой способ также известен из статьи «Ультразвуковое отверждение термопластичного композитного материала для автоматизированной выкладки волокон» Robert H. Rozzolo и Daniel F. Walczyk, журнал Thermalplastic Composite Materials 1-18, 2015, DOI: 10.1177/0892705714565705.
Следовательно, в качестве задачи настоящего изобретения может рассматриваться создание гибочного устройства, соответственно, способа гибки, у которого гибка композитного стержня может выполняться быстро, просто и энергетически эффективно вне зависимости от конкретной геометрии композитного стержня. Гибка композитного стержня должна быть осуществимой быстро и экономично, в частности, как в случае изготовителя арматуры на заводе, так и на месте на стройплощадке.
Эта задача решается способом гибки с признаками пункта 1 формулы изобретения, а также гибочным устройством с признаками пункта 19 формулы изобретения.
Для этого соответствующий изобретению способ гибки, а также соответствующее изобретению гибочное устройство предназначены для гибки, по меньшей мере, одного композитного стержня в месте изгиба. Композитный стержень имеет заделанный в пластиковую матрицу пучок усиливающих волокон. Усиливающие нити, соответственно, элементарные нити усиливающих волокон могут быть искусственными волокнами и/или натуральными волокнами. Могут использоваться элементарные нити, такие как стекловолокна различных типов (например, AR-стекловолокна), карбоновые волокна, базальтовые волокна или их комбинации. Пластиковая матрица может иметь термопластичный пластик и/или реверсивный поперечно-сшитый пластик.
В месте изгиба, в котором должен изгибаться упомянутый по меньшей мере один композитный стержень, посредством волновода-концентратора ультразвукового устройства энергия вводится в композитный стержень, чтобы нагреть пластиковую матрицу в месте изгиба и сделать композитный стержень деформируемым, соответственно, изгибаемым. В исходном состоянии оба, примыкающих к месту изгиба участка композитного стержня проходят предпочтительно в первом пространственном направлении относительно системы координат, которая во время изгибания неподвижна относительно волновода-концентратора. Сначала волновод-концентратор в месте изгиба вводится в контакт с композитным стержнем и пластиковая матрица нагревается тем, что ультразвуковые волны вводятся в композитный стержень. После нагревания происходит движение подачи между волноводом-концентратором и композитным стержнем во втором пространственном направлении, которое ориентировано радиально изготавливаемому изгибанию в месте изгиба. Для осуществления движения подачи может перемещаться, например, только волновод-концентратор. Предпочтительно, движение подачи происходит исключительно посредством линейного движения во втором пространственном направлении. Движение подачи, альтернативно, может осуществляться посредством перемещения композитного стержня или посредством перемещения как волновода-концентратора, так и композитного стержня.
Посредством движения подачи волновод-концентратор деформирует композитный стержень в месте изгиба и образует деформационный участок на композитном стержне. В частности, вследствие этого образуется галтель или желобчатое углубление в деформационном участке композитного стержня.
Композитный стержень гнется вокруг по меньшей мере одной оси в месте изгиба, причем упомянутая по меньшей мере одна ось проходит параллельно третьему пространственному направлению, которое ориентировано под прямым углом ко второму пространственному направлению. После изгибания пластиковая матрица в месте изгиба отверждается.
Посредством ультразвукового устройства с волноводом-концентратором энергия для нагрева композитного стержня целенаправленно локально вводится в месте изгиба в композитный стержень. Нагревание всего композитного стержня предотвращено. Ультразвуковой нагрев применим для любого материала пластиковой матрицы, соответственно, пучка усиливающих волокон. Посредством волновода-концентратора в пределах достаточно короткого времени может создаваться достаточное тепло в месте изгиба, чтобы иметь возможность согнуть композитный стержень. Способ с учетом техники безопасности является некритичным. Кроме того, он может выполняться относительно простыми средствами. Он может использоваться как в сборочном цеху, так и прямо на месте на стройплощадке.
Является предпочтительным, если ориентация прилегающих к месту изгиба участков композитного стержня во время деформирования для образования деформационного участка остается неизменной. В частности, прилегающие к месту изгиба участки композитного стержня перед гибкой проходят вдоль общей прямой и эта ориентация сохраняется до гибки композитного стержня в месте изгиба.
Посредством создания деформационного участка перед гибкой участок пучка усиливающих волокон укладывается вдоль места изгиба под действием растягивающих усилий и приводится в желаемое положение. Вследствие этого прочность на растяжение изогнутого композитного стержня может сохраняться.
После деформации композитный стержень в деформационном участке предпочтительно имеет ширину в третьем пространственном направлении, которая больше, чем размер прилегающих к месту изгиба участков стержня в третьем пространственном направлении. При этом деформационный участок композитного стержня может иметь толщину во втором пространственном направлении, которая меньше, чем размер прилегающих к месту изгиба участков стержня во втором пространственном направлении. Таким образом, деформационный участок во втором пространственном направлении может быть более плоским, а в третьем пространственном направлении более широким, чем прилегающие к деформационному участку участки стержня. Деформационный участок образует галтель или желобок, которая(ый) проходит в третьем пространственном направлении.
После гибки композитный стержень в месте изгиба имеет внутреннюю сторону изгиба с внутренней кривизной и внешнюю сторону изгиба с внешней кривизной. Внутренняя сторона изгиба и внешняя сторона изгиба расположены радиально - если смотреть к изгибу - на противоположных сторонах композитного стержня. Внутренняя сторона изгиба предпочтительно обращена к волноводу-концентратору. Внутренняя кривизна в только рассматриваемой радиальной плоскости изгиба имеет соответственно большую величину, чем внешняя кривизна в этой же радиальной плоскости. В каждой рассматриваемой радиальной плоскости усиливающие волокна пучка усиливающих волокон имеют кривизну, которая предпочтительно является меньшей или максимум равной внутренней кривизне в радиальной плоскости.
Вместо отдельных композитных стержней могут также одновременно гнуться несколько композитных стержней, которые, например, являются составной частью решетчатого тела. Решетчатое тело имеет ячейки, которые образуются несколькими композитными стержнями решетчатого тела. Пластиковая матрица решетчатого тела, соответственно, композитных стержней может быть выполнена интегрально, так что имеется цельное решетчатое тело. Альтернативно, также композитные стержни могут быть соединены в нескольких положениях в точках перекрещивания и образуют решетчатое тело. В точках перекрещивания решетчатого тела композитные стержни могут интегрально переходить друг в друга или закреплены прилегая друг к другу.
Упомянутый по меньшей мере один композитный стержень, соответственно, решетчатое тело может использоваться в качестве арматуры для строительного тела.
Является предпочтительным, если во время движения подачи для образования деформационного участка и/или во время гибки от волновода-концентратора испускаются по меньшей мере периодические (пофазные), соответственно, временные ультразвуковые волны. В результате этого мероприятия энергетические потери за счет конвекции от поверхности стержня могут компенсироваться и композитный стержень в месте изгиба остается деформируемым, соответственно, изгибаемым.
Дополнительно или альтернативно во время гибки по меньшей мере периодическая энергия может вводиться посредством другого источника энергии для нагрева композитного стержня в месте изгиба. Этот другой источник энергии дополнительно или альтернативно может использоваться для генерирования ультразвуковых волн во время гибки, чтобы компенсировать теплопотери за счет конвекции от поверхности стержня.
В одном другом примере осуществления способа может быть предпочтительным, не предпринимать выдачу ультразвуковых волн во время движения подачи для образования деформационного участка и/или во время гибки. Подача и гибка стержня в этом примере осуществления может выполняться достаточно быстро, так что во время образования деформационного участка и во время гибки для поддержания гибкости не требуется другой ввод ультразвуковых волн и/или другое нагревание места изгиба. В этом примере осуществления энергетическая эффективность может также улучшаться.
Если во время образования деформационного участка, соответственно, во время гибки выдается ультразвуковая энергия, то выданная ультразвуковая энергия может регулироваться в зависимости от параметра. При этом могут использоваться следующие параметры:
- выдаваемая во время движения подачи и/или во время гибки ультразвуковая энергия,
- длительность времени, в течение которого выдаются ультразвуковые волны во время движения подачи и/или во время гибки и/или мощность выдаваемых ультразвуковых волн во время движения подачи и/или во время гибки,
- температура подаваемого стержня в деформационном участке или в месте изгиба,
- прижимное усилие между волноводом-концентратором и композитным стержнем,
- положение движения подачи, соответственно, волновода-концентратора, в частности, достижение предварительно задаваемого конечного положения,
- гибочное или угловое положение участка стержня смежно с местом изгиба.
Посредством регулирования выдаваемой ультразвуковой энергии создается и выдается только ровно столько ультразвуковой энергии, сколько необходимо для деформации, соответственно, гибки композитного стержня. Вследствие этого энергетическая эффективность может еще повышаться.
Кроме того, является предпочтительным, если движение подачи во время образования деформационного участка регулируется в зависимости от по меньшей мере одного из последующих параметров регулирования:
- относительное положение между волноводом-концентратором и композитным стержнем,
- скорость движения подачи,
- ускорение движения подачи.
В одном примере осуществления гибка композитного стержня осуществляется вокруг изогнутой поверхности волновода-концентратора. Поверхность волновода-концентратора изогнута вокруг по меньшей мере одной оси, которая проходит параллельно третьему пространственному направлению. Дополнительно поверхность волновода-концентратора также может быть изогнута вокруг по меньшей мере одной другой оси, которая проходит в первом пространственном направлении. Форма поверхности волновода-концентратора задает внутреннюю кривизну композитного стержня в месте изгиба. Таким образом, волновод-концентратор одновременно служит частью инструмента при гибке композитного стержня.
В одном примере осуществления способа волновод-концентратор во время гибки может стоять неподвижно. Альтернативно этому волновод-концентратор во время гибки также может перемещаться, в частности во втором пространственном направлении и в частности в направлении к внешней стороне изгиба.
В одном предпочтительном примере осуществления для отверждения композитного стержня к месту изгиба может подводиться охлаждающая среда. В качестве охлаждающей среды может использоваться, например, газообразная среда и/или текучая среда. Для охлаждения к месту изгиба может направляться, например, воздух или другой газ и/или может создаваться туман разбрызгиваемой охлаждающей жидкости, в частности воды, и направляться в место изгиба. Альтернативно или дополнительно также может охлаждаться волновод-концентратор и/или опорное устройство для опирания композитного стержня на противоположной волноводу-концентратору стороне.
Если в качестве пластиковой матрицы используется реверсивно поперечно-сшиваемый пластик, то она предпочтительно имеет несколько компонентов, из которых по меньшей мере один является полимером. (Поперечное) Сшивание между молекулярными, соответственно, полимерными цепями имеет возможность разъединения в результате подвода энергии, в частности, тепловой энергии. Под возможностью разъединения сшивания следует понимать, что сшивания молекулярных цепей в месте, в которое подводится энергия, разъединяются в результате подвода энергии не обязательно полностью, а в достаточной мере. Таким образом, в результате подвода энергии имеют возможность разъединения по меньшей мере 25% или по меньшей мере 50% или по меньшей мере 70% или по меньшей мере 90% созданных поперечных сшиваний. Обрабатываемость в этом состоянии соответствует примерно одному термопласту. Является предпочтительным, если реверсивно поперечно-сшиваемый пластик сшит при комнатной температуре. Пластик может быть самосшивающимся (самоотверждающимся) с или без подачи сшивающего агента. Предпочтительно пластик имеет температуру перехода в стеклообразное состояние (температура стеклования) в по меньшей мере 50°С или по меньшей мере 80°С или по меньшей мере 90°С или по меньшей мере 100°С. Предпочтительно температура перехода в стеклообразное состояние составляет самое высокое 130°С или самое высокое 140°С или самое высокое 150°С. Реверсивно поперечно-сшитый пластик может быть выполнен с возможностью сшивки посредством реакции Дильса-Альдера и с возможностью разъединения посредством ретро реакции Дильса-Альдера.
Реверсивно поперечно-сшитый пластик может иметь первый компонент с по меньшей мере двумя диенофильными двойными связями и второй компонент с по меньшей мере двумя диеновыми функциональностями. При этом первый компонент и/или второй компонент могут иметь больше двух функциональностей.
Предпочтительно первый компонент и/или второй компонент является полимером, например, полиакрилатом, полиметакрилатом, полистиролом, сополимером одного или нескольких вышеупомянутых полимеров, полиакрилонитрилом, полиэфиром, полиэстром (РЕ), полиамидом, полиэфирамидом, полиуретаном (PU), поликарбонатом (РС), аморфным или частично-кристаллическим поли-α-олефином, этилен-пропилен-диеновым каучуком (EPDM), этилен-пропиленовым каучуком (ЕРМ), полибутадиеном, акрилонитрил-бутадиен-стиролом (ABC), стирол-бутадиеновым каучуком (SBR), полисилоксаном и/или блок- и/или гребнеобразным и/или звездообразным сополимером одного или нескольких из указанных полимеров.
Первый компонент может быть диенофильным компонентом с двумя диенофильными двойными связями или изоцианатом или амином с по меньшей мере двумя функциональными группами на молекулу. При этом речь может идти об амине, диамине, компоненте с одной двойной связью углерод-сера и с принимающей электроны группой, о трифункциональном дитиоэфирным соединителем, бифункциональном полимере из полимеризации (ATRP), изоцианурате и предпочтительно об изоцианате. Далее, предпочтительным образом изоцианат может представлять собой диизоцианат, как например, 2,2,4-триметил-1,6-гексаметилен-диизоцианат (TMDI) и/или 3-изоцианотометил-3,5,5-триметилциклогексилзизоцианат (изофорон-диизоцианат, IPDI).
В качестве второго компонента с по меньшей мере двумя диеновыми функциональностями могут использоваться диены со спиртовой или аминовой функциональностью, как например, многоатомные спирты и/или полифункциональные полиамины. В частности, речь может идти о сорбиновом спирте и/или сорбиновой кислоте. Также возможно полимеры, которые получены в результате полимеризации (ATPR) и функционализированы с сопряженными диеновыми группами, использовать в качестве второго компонента, как циклопентадиенил-терминированный поли-(метил)-метакрилат (PMMA-Cp2).
Примеры других реверсивно поперечно-сшитых пластиков указаны в DE 10 2010 001 987 А1 и могут использоваться для арматурных стержней.
Как пояснено вначале, пластиковая матрица альтернативно или дополнительно к реверсивно поперечно-сшитым пластикам также может иметь один или несколько термопластичных полимеров.
Гибочное устройство имеет опорное устройство для опирания композитного стержня на противоположной волноводу-концентратору стороне. Предпочтительно имеется по меньшей мере один гибочный инструмент, чтобы осуществить гибочное движение для гибки композитного стержня в месте изгиба.
Опорное устройство может иметь по меньшей мере одно неподвижно установленное опорное тело и/или несколько подвижных относительно друг друга, соответственно, имеющих возможность позиционирования опорных тел. Каждое опорное тело может иметь ровную опорную поверхность, которая согласована с волноводом-концентратором, соответственно, композитным стержнем и к которой во время гибки прилегает композитный стержень.
Опорная поверхность у неподвижно установленного опорного тела может иметь по меньшей мере один вогнуто изогнутый участок опорной поверхности.
Кроме того, опорное тело и, в частности, опорная поверхность упомянутого по меньшей мере одного опорного тела выполнена с возможностью частично отражать ультразвуковые волны. Проходящие через композитный стержень ультразвуковые волны отражаются обратно в композитный стержень на противоположной волноводу-концентратору стороне по меньшей мере частично, а предпочтительно по возможности полностью. Вследствие этого могут образовываться также стоячие волны. Отражение ведет к быстрому установлению гибкости на месте изгиба. Опорная поверхность, соответственно, упомянутое по меньшей мере одно опорное тело состоит, например, из материала с высокой эхогенностью, например, из металла.
Является предпочтительным, если опорная поверхность упомянутого по меньшей мере одного опорного тела выполнена таким образом, что композитный стержень предпочтительно после образования деформационного участка на месте изгиба в процессе гибки по существу полностью прилегает к опорной поверхности. В этом случае упомянутая по меньшей мере одна опорная поверхность имеет изгиб, который соответствует изгибу упомянутого по меньшей мере одного композитного стержня после образования деформационного участка.
Предпочтительные осуществления изобретения следуют из зависимых пунктов формулы изобретения, описания и чертежей. Далее, подробно поясняются предпочтительные примеры осуществления изобретения на основании прилагаемых чертежей, которые показывают:
Фиг.1 принципиальное изображение примера осуществления устройства и способа для изготовления композитного стержня,
Фиг.2 композитный стержень в схематичном, разрезанном перспективном изображении,
Фиг.3-5 соответствующий схематичный, аналогичный блок-схеме вариант осуществления способа гибки и гибочного устройства в различных фазах гибки композитного стержня,
Фиг.6-8 схематичное, аналогичное блок-схеме изображение одного другого примера осуществления способа гибки, соответственно, гибочного устройства в различных фазах в процессе гибки композитного стержня,
Фиг.9 измененного варианта осуществления гибочного устройства из фиг.6-8 в схематичном, аналогичном блок-схеме изображения,
Фиг.10-12 схематичное, аналогичное блок-схеме изображение одного другого примера осуществления способа гибки, соответственно, гибочного устройства в различных ситуациях в процессе гибки композитного стержня,
Фиг.13-15 изображение примера осуществления ультразвукового устройства с волноводом-концентратором в различных видах,
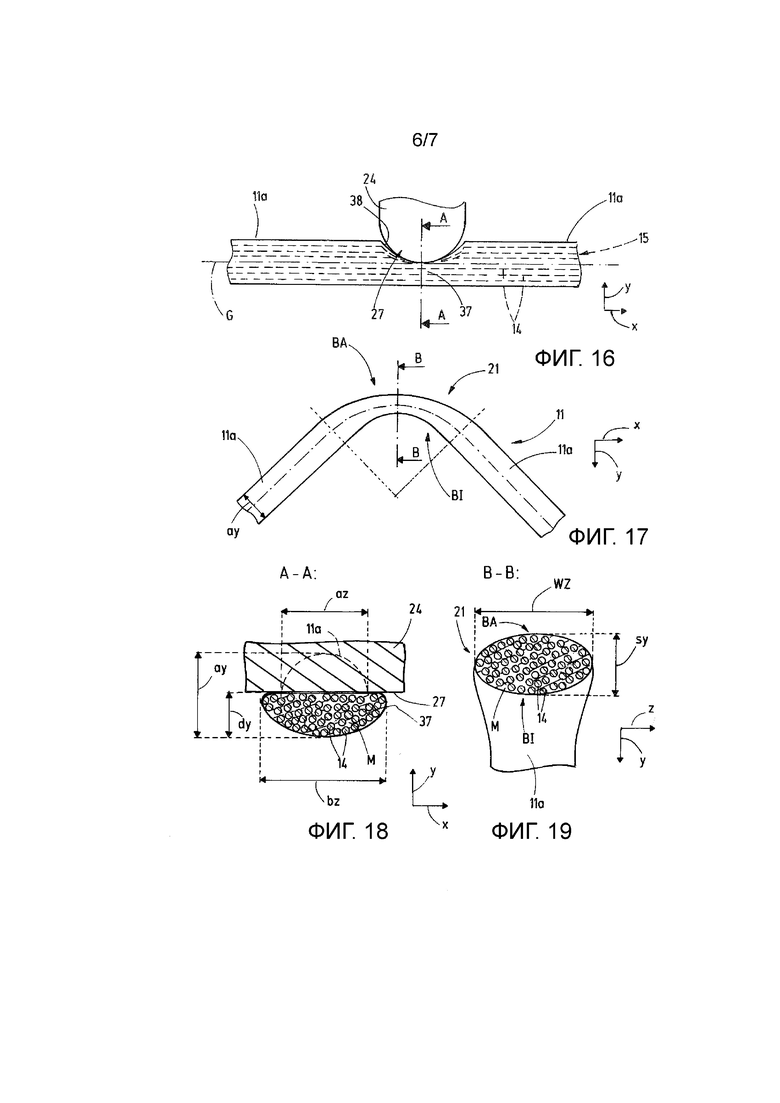
Фиг.16 схематичное принципиальное изображение деформации композитного стержня для образования деформационного участка,
Фиг.17 композитный стержень из фиг.16 в схематичном принципиальном изображении, после того как он был изогнут в месте изгиба,
Фиг.18 поперечное сечение деформационного участка композитного стержня из фиг.16 согласно линии А-А сечения на фиг.16,
Фиг.19 поперечное сечение места изгиба композитного стержня из фиг.17 согласно линии В-В сечения на фиг.17,
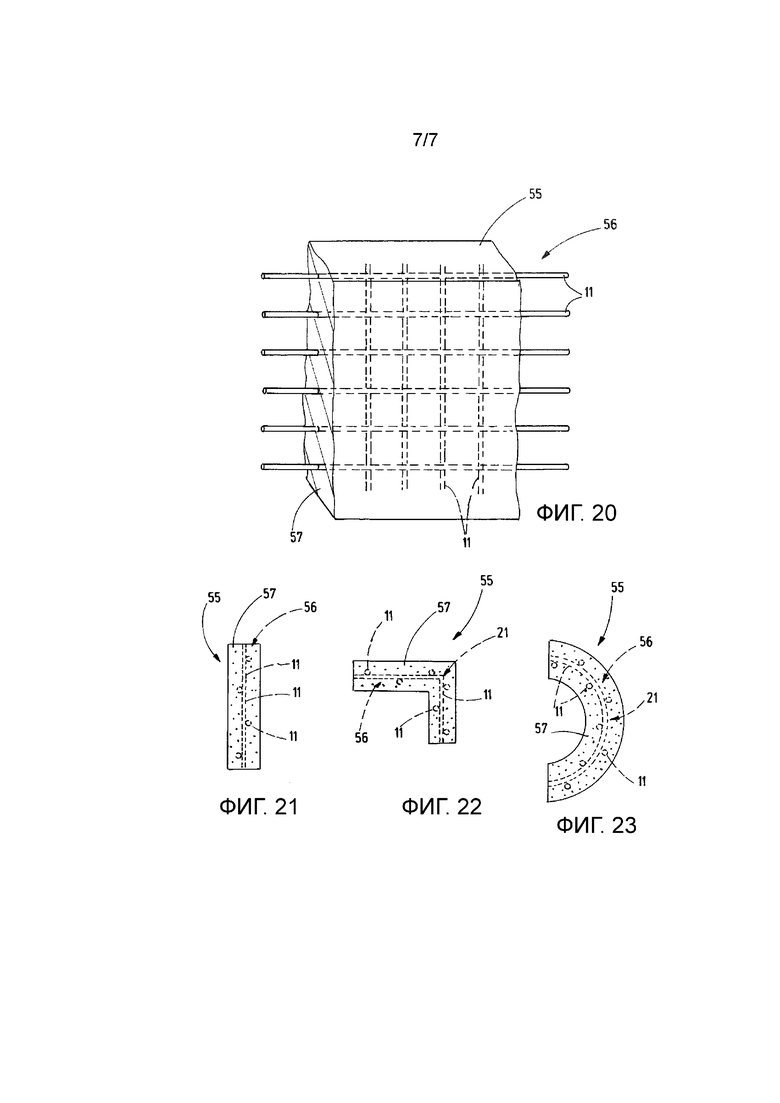
Фиг.20 схематичное принципиальное изображение строительного тела в перспективном, частично разрезанном изображении, и
Фиг.21-23 соответствующее схематичное изображение различных примерных форм строительных тел на виде сверху.
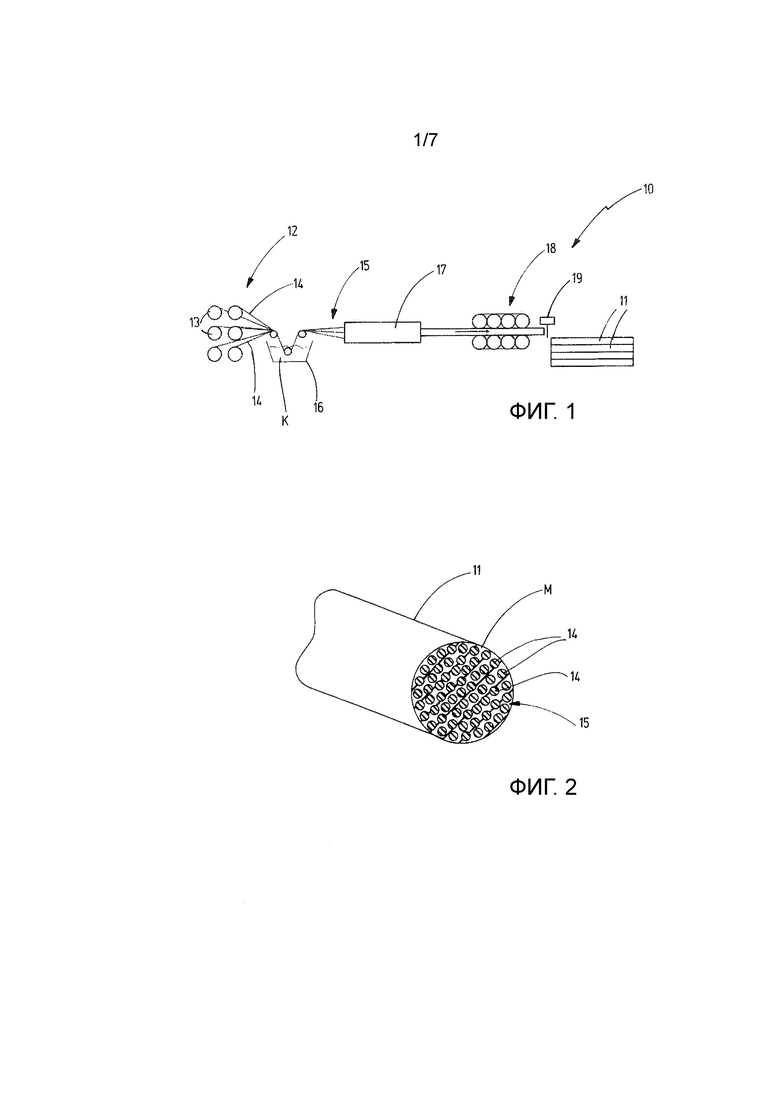
Фиг.1 показывает принципиальную структуру пультрузионного устройства 10 для изготовления композитного стержня 11. Пультрузионное устройство 10 имеет катушечную раму 12 с несколькими катушками 13. На каждой из катушек 13 намотана усиливающая нить, соответственно, усиливающее волокно 14. Количество усиливающих волокон 14 и, таким образом, количество катушке 13 может варьироваться. Усиливающие волокна 14 совместно образуют пучок 15 усиливающих волокон. Усиливающие волокна 14 сматываются с катушек 13 и погружаются в ванную 16 из по меньшей мере одного жидкого пластика К. Упомянутый по меньшей мере один пластик К пристает к наружной поверхности усиливающих волокон 14 и/или пропитывает усиливающие волокна 14.
Вслед за этим усиливающие волокна 14 с образованием пучка 15 усиливающих волокон направляются в форму 17 и там в желательном контуре поперечного сечения отверждаются, в частности, полностью отверждаются. В процессе полного отверждения сохраняется растягивающее напряжение, которое накладывается на пучок 15 усиливающих волокон, даже в отвержденном состоянии. Посредством вытяжного устройства 18, которое может иметь приводные ролики или валки, отвержденный штранговый (прутковый) материал транспортируется из формы 17 и с помощью отрезного инструмента 19 разделяется на желательные длины. Отведенный штранговый материал образует арматурные стержни.
В примере осуществления арматурные стержни 11 имеют круглое поперечное сечение (фиг.2). Понимается, что также отклоняющиеся от этого, любые другие контуры поперечного сечения могут изготавливаться в указанной форме 17.
Упомянутый по меньшей мере один пластик К образует пластиковую матрицу М, в которую заделаны усиливающие волокна 14, соответственно, пучок 15 усиливающих волокон (фиг.2). Упомянутый по меньшей мере один пластик К может быть термопластичным пластиком и/или реверсивно поперечно-сшитым пластиком.
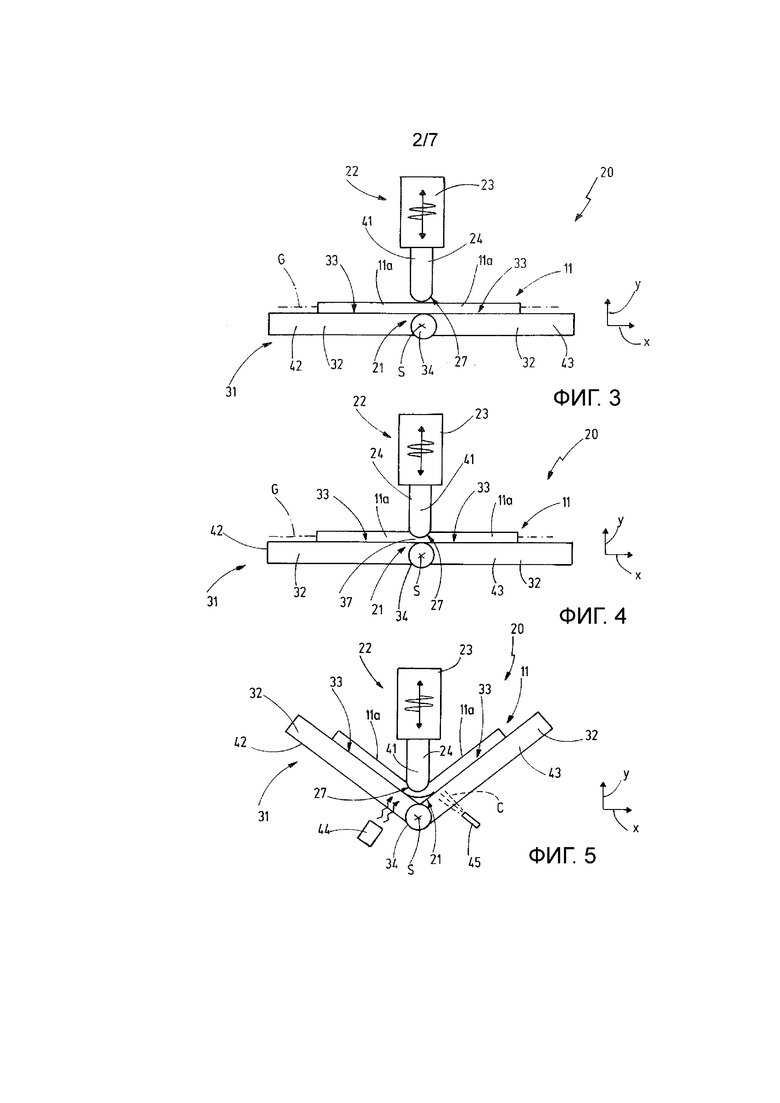
На фиг.3-5 показан первый пример гибочного устройства 20. Гибочное устройство 20 выполнено таким образом, чтобы гнуть композитный стержень 11 в месте 21 изгиба. До гибки по меньшей мере оба участка 11а стержня, которые расположены на противоположных сторонах места 21 изгиба, проходят вдоль общей прямой G. В показанном здесь примере осуществления композитный стержень 11 еще не имеет других мест изгиба, так что он в целом проходит вдоль общей прямой G. Прямая G ориентирована параллельно первому пространственному направлению х.
Гибочное устройство 20 имеет ультразвуковое устройство 22 с ультразвуковым источником 23, а также волноводом-концентратором 24. Ультразвуковой источник 23 генерирует ультразвуковые волны, которые посредством волновода-концентратора 24 могут вводиться в месте 21 изгиба в композитный стержень 11 и локально нагревают композитный стержень 11 в месте 21 изгиба.
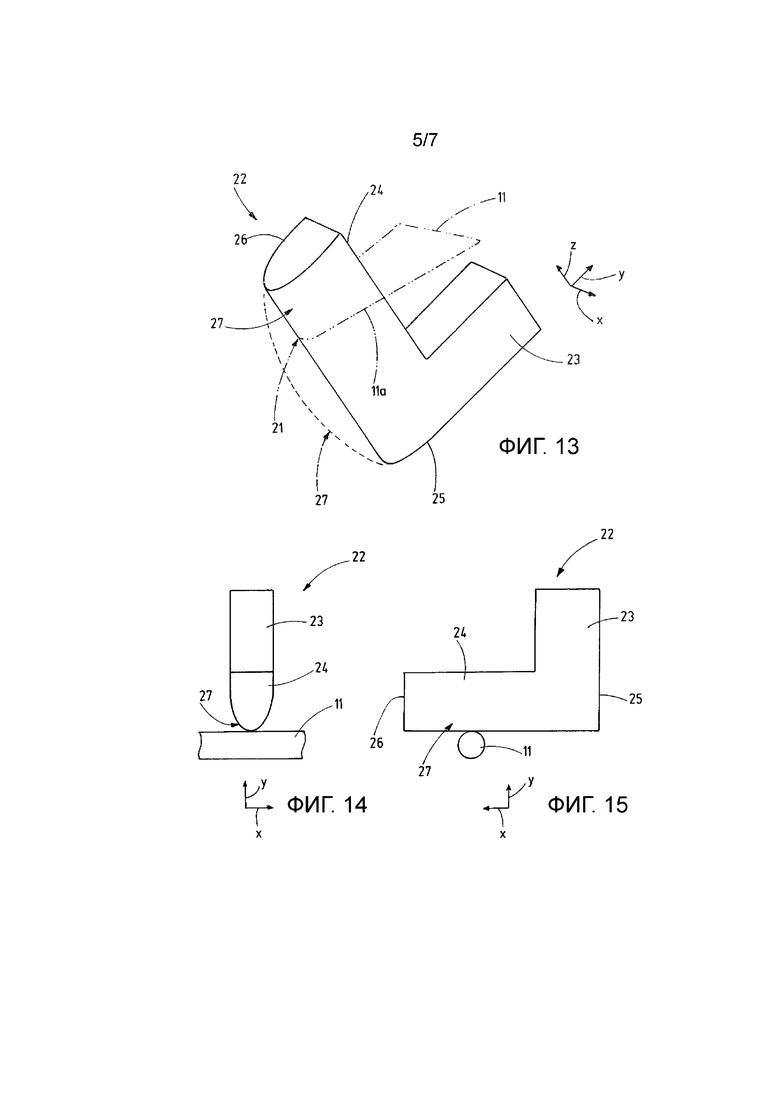
Пример осуществления ультразвукового устройства 22 показан на фиг.13-15. Волновод-концентратор 24 проходит в третьем пространственном направлении z, которое ориентировано под прямым углом к первому пространственному направлению х, от первого конца 25 к противоположному концу 26. На одном из обоих концов 25, 26 и, например, на первом конце 25 волновод-концентратор 24 соединен с ультразвуковым источником 23. Вследствие этого, ультразвуковое устройство 22 имеет по существу L-образную форму. Ультразвуковой источник 23 на чертеже показан лишь сильно упрощенно посредством окружной корпусной части, которая на первом конце 25 соединена с волноводом-концентратором. Исходя от первого конца 25, корпус ультразвукового источника 23 проходит по существу во втором пространственном направлении y прочь от волновода-концентратора 24. Второе пространственное направление y ориентировано под прямым углом к первому и третьему направлению x, z.
Волновод-концентратор 24 имеет поверхность 27 волновода-концентратора. Согласно примеру, поверхность волновода-концентратора находится снаружи на передней области волновода-концентратора 24, которая образует, если смотреть во втором пространственном направлении y, конечную область волновода-концентратора 24. Поверхность 24 волновода-концентратора изогнута вокруг по меньшей мере одной оси, причем эта по меньшей мере одна ось проходит параллельно третьему пространственному направлению z. Кривизна поверхности 27 волновода-концентратора может быть постоянной, так что образует постоянный радиус кривизны. Кривизна также может иметь изменяющийся радиус, соответственно, величины кривизны.
Дополнительно к этой кривизне вокруг упомянутой по меньшей мере одной проходящей в третьем пространственном направлении z оси поверхность 27 волновода-концентратора может иметь другую кривизну, которая на фиг.13 показана штриховой линией. Кроме того, посредством этой дополнительной кривизны поверхность 27 волновода-концентратора может изгибаться вокруг по меньшей мере одной оси, которая ориентирована параллельно первому пространственному направлению х. Вследствие этого сферические или асферические поверхности 27 волновода-концентратора могут предоставляться с ходом кривизны в двух пространственных направлениях.
Как следует, в частности, из фиг.13 и 15, волновод-концентратор 24 в примыкании ко второму концу 26 имеет участок, в котором может гнуться композитный стержень 11 вокруг поверхности 27 волновода-концентратора, без того чтобы этой гибке препятствовала геометрия, соответственно, трехмерная форма изогнутого композитного стержня 11 или ультразвуковой источник 23. На фиг.13 исключительно примерно и схематично показан штрихпунктирной линией неоднократно изогнутый композитный стержень 11. Если на композитном стержне 11 выполняются подряд несколько изгибов в различных местах 21 изгиба, то изогнутый участок композитного стержня 11 может охватывать волновод-концентратор 24 на противоположной поверхности 27 волновода-концентратора стороне. Вследствие этого беспрепятственно посредством ультразвукового источника 23 может производиться также несколько изогнутых трехмерных форм или ходов композитного стержня 11.
Показанный на фиг.13-15 вариант осуществления ультразвукового устройства 22 может использоваться во всех вариантах осуществления гибочного устройства 20.
Кроме того, в состав гибочного устройства 20 входит опорное устройство 31. Опорное устройство 31 имеет по меньшей мере одно опорное тело 32, причем каждое опорное тело 32 имеет опорную поверхность 33. Опорная поверхность 33 находится на обращенной к ультразвуковому устройству 22 стороне опорного устройства 31 и соответственно приспособлено для того, чтобы подпирать по меньшей мере один участок композитного стержня 11.
Опорная поверхность 33 упомянутого по меньшей мере одного опорного тела 32 приспособлена для того, чтобы по меньшей мере частично отражать ультразвуковые волны. Проходящие через композитный стержень 11 ультразвуковые волны на противоположной волноводу-концентратору 24 стороне по возможности полностью отражаются обратно в композитный стержень 11. Вследствие этого образуются согласно примеру стоячие ультразвуковые волны между волноводом-концентратором 24 и опорной поверхностью 33. Отражение ведет к быстрому образованию гибкости на месте 21 изгиба. Опорная поверхность 33, соответственно, упомянутое по меньшей мере одно опорное тело 32 состоит, например, из звукоотражающего материала, который отражает высокую долю ультразвуковых волн на пограничном слое к композитному стержню 11.
По не изображенному детально расположению осей между волноводом-концентратором 24 и опорным устройством 31 может осуществляться движение подачи во второе пространственное направление y. В примере осуществления это перемещение происходит посредством линейного перемещения волновода-концентратора 24 и, согласно примеру, ультразвукового устройства 22. Дополнительно или альтернативно также опорное устройство 31 могло бы иметь возможность перемещения линейно во второе пространственное направление y. В описанном здесь примере осуществления такое линейное перемещение опорного устройства 31 во второе пространственное направление y не предусмотрено.
В показанном на фиг.3-5 примере осуществления гибочного устройства 20 по меньшей мере некоторые или все имеющиеся опорные тела 32 опорного устройства 31 выполнены с возможностью перемещения друг относительно друга и, согласно примеру, два опорных тела 32 расположены с возможностью поворота вокруг проходящей в третье пространственное направление z оси. Согласно примеру, оба этих опорных тела 32 могут быть соединены друг с другом через поворотный шарнир 34. Однако, такое непосредственное соединение не является необходимым. Оба опорных тела 32 могли бы также иметь возможность отдельного перемещения и/или быть расположены с возможностью поворота на соответствующем устройстве.
Гибочное устройство 20 согласно фиг.3-5 работает следующим образом:
Вначале композитный стержень 11 располагают на опорном устройстве 31, соответственно, опорных поверхностях 33 опорного тела 32. Затем волновод-концентратор 24 приводят в контакт с композитным стержнем 11. При этом, может управляться или регулироваться прижимное усилие между волноводом-концентратором 24 и композитным стержнем 11. Посредством ультразвукового источника 23 генерируются ультразвуковые волны и вводятся в месте 21 изгиба, на котором поверхность 27 волновода-концентратора прилегает к композитному стержню 11, в композитный стержень 11, вследствие чего он локально нагревается в месте 21 изгиба (фиг.3).
Вслед за этим и/или одновременно с вводом ультразвуковых волн происходит движение подачи волновода-концентратора 24 относительно опорного устройства 31, вследствие чего поверхность 21 волновода-концентратора деформирует композитный стержень 11 в месте 21 изгиба и за счет этого образует деформационный участок 37 на композитном стержне 11 (фиг.4). Эта ситуация схематично проиллюстрирована также на фиг.16. Деформационный участок 17 посредством вдавливания волновода-концентратора 24, соответственно, поверхности 27 волновода-концентратора получает углубление 38 в форме галтели или желобка. В случае изогнутой опорной поверхности 33 на этом этапе способа уже образуется изгибание на композитном стержне 11, причем прилегающая к опорной поверхности 33 сторона композитного стержня 11 получает кривизну, которая по существу соответствует кривизне опорной поверхности 33.
На фиг.18 показано сечение деформационного участка 37 и можно видеть, что деформационный участок 37 композитного стержня 11 имеет ширину bz в третьем пространственном направлении z, которая больше, чем величина (размер) az следующего за деформационным участком 37 участка 11а стержня в третьем пространственном направлении z. Одновременно толщина dy деформационного участка 37 во втором пространственном направлении y меньше, чем величина (размер) ay участка 11а стержня вслед за деформационным участком 37. В результате этого изменения контура поперечного сечения, соответственно, размеров в деформационном участке усиливающие волокна 14 смещаются от последующей внутренней стороны BI изгиба композитного стержня 11 к последующей внешней стороне ВА изгиба. Вследствие этого в месте 21 изгиба сохраняется растягивающее напряжение на усиливающие волокна 14, когда композитный стержень 11 в дельнейшем способе изгибается в месте 21 изгиба. Пучок 15 усиливающих волокон в месте 21 изгиба остается так сказать растянутым в направлении хода композитного стержня 11 и не имеет или имеет лишь несущественную (пренебрежимую) волнистость или перегибы.
Движение подача для выполнения деформационного участка 37 в месте 21 изгиба схематично показана на фиг.4. Движение подачи может выполняться управляемо или регулируемо. Во время движения подачи может регулироваться относительное положение волновода-концентратора 24 относительно композитного стержня 11, соответственно, опорного устройства 31, скорость движения подачи, соответственно, волновода-концентратора 24, ускорение движения подачи, соответственно, волновода концентратора 24 или комбинация этих параметров регулирования. Во время выполнения движения подачи выдача ультразвуковых волн посредством ультразвукового устройства 22 может отсутствовать. Также может быть преимуществом выдавать по меньшей мере временные, соответственно, периодические ультразвуковые волны, чтобы поддерживать деформируемость композитного стержня 11 в месте 21 изгиба, поскольку композитный стержень в результате конвекции от поверхности стержня охлаждается.
Гибочное устройство 20 имеет по меньшей мере один гибочный инструмент, который приспособлен для гибки композитного стержня в месте изгиба. В примере осуществления согласно фиг.3-5 предусмотрены три гибочных инструмента: первый гибочный инструмент 41 образован посредством волновода-концентратора 24, соответственно, поверхности 27 волновода-концентратора, а второй гибочный инструмент 42 и третий гибочный инструмент 43 образованы посредством соответственно одного из обоих опорных тел 32. Для гибки композитного стержня 11 в месте 21 изгиба оба образующих второй и третий гибочный инструмент 42 и 43 опорных тела 32 наклоняются, соответственно, поворачиваются относительно друг друга, вследствие чего прилегающие к опорным поверхностям 33 участки 11а стержня отгибаются относительно друг друга (фиг.5). Образованный волноводом-концентратором 24 первый опорный инструмент 41 подпирает композитный стержень на внутренней стороне изгиба в месте 21 изгиба. Внутренняя кривизна внутренней стороны изгиба определена поверхностью 27 волновода-концентратора.
Во время гибки энергия подводится к композитному стержню 11 в месте 21 изгиба, чтобы поддержать гибкость, когда стержень охлаждается, например, в результате конвекции, излучения или теплопроводности. Для этого ультразвуковое устройство 22 может выдавать по меньшей мере временные, соответственно, периодические (пофазные) ультразвуковые волны и вводить в композитный стержень 11. Предпочтительно опорная поверхность 33, на которую опирается композитный стержень 11 в месте 21 изгиба, выполнена вогнутой, в частности вогнуто изогнутой таким образом, что кривизна соответствует внешнему радиусу кривизны деформационного, соответственно, согнутого композитного стержня 11. Вследствие этого опционное быстрое введение является наиболее эффективным. Альтернативно или дополнительно может быть предусмотрен отдельный источник 44 энергии, который подводит к композитному стержню 11 в месте 21 изгиба тепло, чтобы поддержать температуру в месте 21 изгиба, которая обеспечивает гибкость композитного стержня 11. Дополнительный источник 44 энергии может быть, например, источником теплового излучения, как например инфракрасный излучатель.
Вслед за гибкой композитного стержня композитный стержень 11 снова отверждается в месте 21 изгиба. Это согласно примеру происходит посредством охлаждения пластиковой матрицы М в месте 21 изгиба. Охлаждение может ускоряться, если композитный стержень 11 в месте 21 изгиба снабжается охлаждающей средой С. Согласно примеру, гибочное устройство 20 имеет охлаждающее устройство 45, посредством которого охлаждающая среда С может подаваться на композитный стержень 11 в месте 21 изгиба. Охлаждающее устройство 45 может генерировать или выдавать, например, туман разбрызгиваемой жидкости или газовый, соответственно, воздушный поток в виде охлаждающей среды С.
Альтернативно или дополнительно может охлаждаться по меньшей мере один компонент гибочного устройства, например, волновод-концентратор 24 и/или опорное устройство 31 и/или по меньшей мере одно из опорных тел 32 и/или по меньшей мере один гибочный инструмент 41, 42, 43. Например, сквозь охлажденный, соответственно, охлаждаемый компонент могут проходить каналы для охлаждающего средства, через которые во время охлаждения может течь охлаждающая среда. Вследствие этого длительность времени охлаждения может уменьшаться.
Дополнительный источник 44 энергии и охлаждающее устройство 45 являются опцией.
В показанном на фиг.3-5 примере осуществления опорные поверхности 33 опорных тел 32 в направлении протяженности участков 11а стержня являются настолько длинными, что соответственно согласованный участок 11а стержня опирается не только точечно на месте, но и по продольной области и предпочтительно по всей его длине до места 21 изгиба. При этом опорные тела 32 могут быть выполнены в виде полосы и/или пластины. Опорная поверхность 33 может быть образована внутренней поверхностью канавки или желобка, в которой лежит соответственно согласованный участок 11а стержень. Например, каждый участок 11а стержня прилегает к боковой стороне канавки опорной поверхности 33 и вследствие этого перемещается при гибке направляемо вдоль хода канавки.
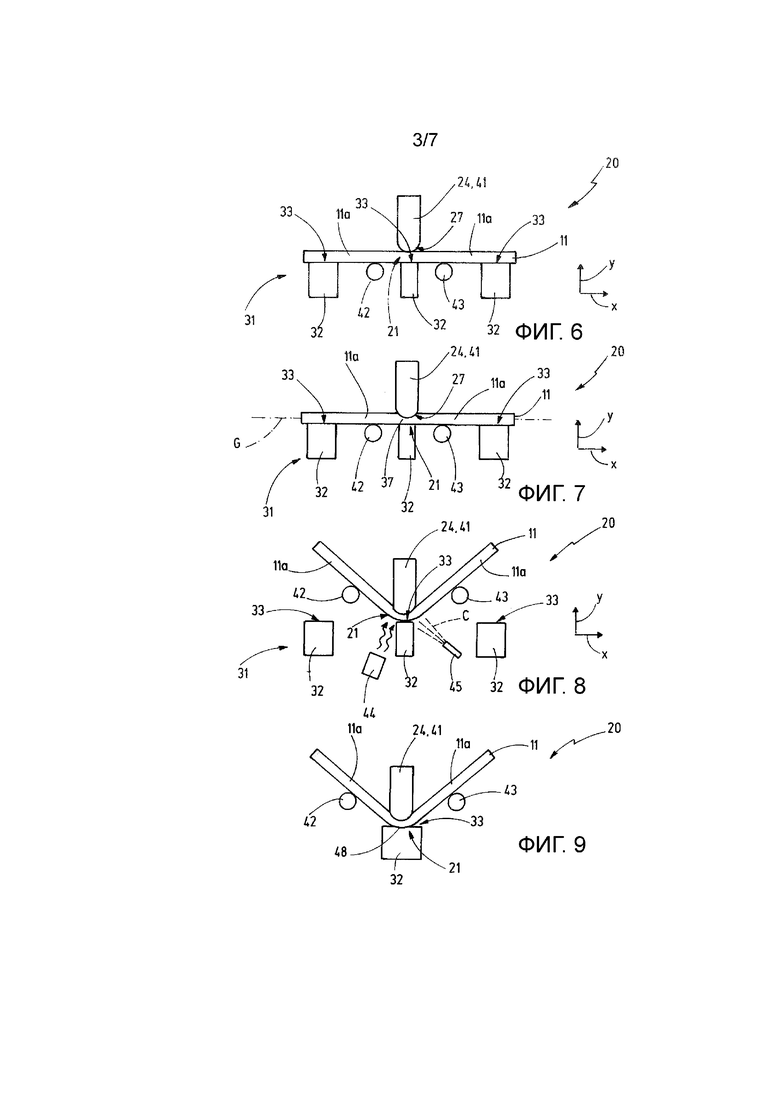
На фиг.6-8 показан другой пример осуществления гибочного устройства 20. Конструкция соответствует, по существу, примеру осуществления согласно фиг.3-5, так что можно сослаться на предыдущее описание. Главное отличие состоит в выполнении опорного устройства 31, а также гибочных инструментов. Опорное устройство 31 имеет несколько и, согласно примеру, три неподвижных опорных тела 32, которые соответственно имеют плоские опорные поверхности 33. Опорные поверхности 33 некоторых или всех имеющихся опорных тел 32 могут проходить в общей плоскости.
Первый гибочный инструмент 41 также в этом варианте осуществления образован волноводом-концентратором 24. Второй и третий гибочный инструмент 42, 43 выполнены отдельно от опорного устройства 31 и могут быть образованы соответственно стержнем или роликом. Центральное опорное тело 32 расположено соосно с волноводом-концентратором 24 на противоположной стороне композитного стержня 11 и подпирает композитный стержень 11 в месте 21 изгиба против прижимного усилия волновода-концентратора 24. На обеих сторонах центрального опорного тела, если смотреть в первом пространственном направлении х, расположен соответственно гибочный инструмент 42, соответственно, 43. Для гибки гибочные инструменты 42, 43 перемещаются относительно первого гибочного инструмента 41 (волновода-концентратора 24), например, во втором пространственном направлении y, соответственно, внутри заданной первым и вторым пространственным направлением х, y плоскости. Вследствие этого композитный стержень 11 в месте 21 изгиба изгибается вокруг поверхности 27 волновода-концентратора.
В остальном ход способа соответствует тому, который объяснялся в связи с фиг.3-5, так что можно сослаться на предыдущее описание.
Установка параметров способа во время способа гибки зависит от размера и материала композитного стержня 11.
Общая продолжительность для нагревания стержня ультразвуком, выполнение деформационного участка 37 и гибка составляет примерно 10-20 сек (у композитного стержня с примерно 55% объемной долей волокон и диаметром 8 мм). Подача волновода-концентратора может составлять 1 мм/сек.
Выдача (испускание) ультразвуковых волн в этом примере осуществления запускается, когда достигается значение порога срабатывания, с которым волновод-концентратор прижимается к композитному стержню 11. Значение порога срабатывания может составлять, например, 50 Ньютонов. Усилие, с которым волновод-концентратор 24 прижимается к композитному стержню 11, может ограничиваться максимальным значением, например, значением в 400 Ньютонов.
В случае этого примера осуществления выдача ультразвуковых волн прекращается, когда было выдано в целом количество суммарной энергии ультразвуковых волн, например, 2600 Джоулей (в случае композитного стержня с примерно 55% объемной долей волокон и диаметром 8 мм).
Имеющиеся гибочные инструменты 41, 42, 43 прикладывают предварительно настроенное усилие к композитному стержню 11. Поэтому, как только обеспечивается гибкость в месте 21 изгиба, начинается гибка композитного стержня в этом месте 21 изгиба.
Согласно примеру, охлаждение стержня началось, как только достигнуто пороговое значение для количества суммарной энергии. Без подвода отдельной охлаждающей среды С, продолжительность охлаждения до тех пор, пока композитный стержень 11 в месте 21 изгиба вновь не станет жестким на изгиб, может составлять 20 секунд (в случае композитного стержня с 55% объемной долей волокон и диаметром 8 мм). Эта продолжительность может сокращаться за счет подвода охлаждающей среды С в или снаружи компонента гибочного устройства 20.
Технологические параметры подгоняются в зависимости от выполнения гибочного устройства 20, пластика композитного стержня 11 (аморфный/частично кристаллический, коэффициент демпфирования, соответственно, механический коэффициент потерь, температура размягчения, температура плавления, температура стеклования, и т.п.), типа использованных волокон, доли волокон к объему, соответственно, массе композитного стержня, диаметра композитного стержня, и т.п.
Фиг.9 схематично иллюстрирует отклонение от примера осуществления гибочного устройства 20 из фиг.6-8. При этом, центральное опорное тело 32 не имеет полностью ровной опорной поверхности 33, а опорная поверхность 33 имеет вогнутое опорное углубление 48. Кривизна вогнутого опорного углубления 48 примерно соответствует внешней кривизне, которую композитный стержень 11 имеет в месте 21 изгиба после образования деформационного участка 37, соответственно, должен иметь в конце гибки. Посредством, соответственно, после образования деформационного участка 37 и/или при гибке композитного стержня 11 этот композитный стержень 11 в месте 21 изгиба входит в зацепление с опорным углублением 48 и вдоль внешней кривизны по плоскости подпирается опорным углублением 48.
Другой пример осуществления гибочного устройства 20 показан на фиг.10-12. В случае этого примера осуществления валковая система или роликовая система 49 с несколькими валками или роликами 50 служит для транспортировки композитного стержня 11 в желательную позицию, так что место 21 изгиба расположено между волноводом-концентратором 24 и опорным телом 32 опорного устройства 31. При этом, один из обоих указанных участков 11а стержня остается нагруженным роликовой системой 49, когда деформационный участок 37 деформируется и композитный стержень 11 изгибается (фиг.11 и 12). В этом примере осуществления волновод-концентратор 24, в свою очередь, представляет собой первый гибочный инструмент 41. В отличие от других примеров осуществления имеется лишь один другой гибочный инструмент, а именно второй гибочный инструмент 42, который является подвижным относительно первого гибочного инструмента 41 во втором пространственном направлении y или в плоскости, заданной первым пространственным направлением х и вторым пространственным направлением y. Второй гибочный инструмент 42, по аналогии с предшествующим вариантом осуществления согласно фиг.6-9, образован стержнем или роликом. Роликовая система 49 предназначена для зажимания, соответственно, фиксации композитного стержня 11 на упомянутом одном участке 11а стержня, в то время как соответствующий другой участок 11а стержня нагружен вторым гибочным инструментом 42 и изгибается вокруг поверхности 27 волновода-концентратора. Вместо роликовой системы 49 могло бы иметься также другое устройство для зажимания упомянутого одного участка 11а стержня.
В остальном, гибочное устройство 20, а также осуществленный с его помощью способ соответствует предшествующему примеру осуществления, так что можно сослаться на указанные выше пояснения.
На фиг.10 схематично изображено факультативное выполнение с дополнительным нагревательным устройством 51. Дополнительное нагревательное устройство 51 служит для того, чтобы предварительно нагревать композитный стержень 11 перед тем, как он транспортируется в позицию, в которой он деформируется, соответственно, изгибается. Такое нагревательное устройство 51 может иметься во всех примерах осуществления гибочного устройства 20. Нагрев композитного стержня 11 нагревательным устройством 51 может локально ограничиваться областью, которая содержит место 21 изгиба.
Описанные на основе чертежей конкретные примеры осуществления представляют изобретение, например, при помощи гибки композитного стержня 11. Для гибки нескольких композитных стержней 11, соответственно, решетчатого тела поверхность 27 волновода-концентратора и/или упомянутой по меньшей мере опорной поверхности 33 и/или других частей гибочного устройства 20 в третьем пространственном направлении z выполнены соответствующей длины. Это относится ко всем примерам осуществления. Описанная посредством композитного стержня 11 функция имеет место соответственно для нескольких композитных стержней 11, соответственно, решетчатого тела.
На фиг.17 и 19 схематично показан изогнутый композитный стержень 11. В месте 21 изгиба изгибной стержень, если смотреть во втором пространственном направлении y, имеет внутреннюю сторону ВI изгиба с внутренней кривизной и отличающуюся от нее, противолежащую внешнюю сторону ВА изгиба с внешней кривизной. Внутренняя кривизна и внешняя кривизна могут иметь постоянное значение или могут иметь варьируемую вдоль хода изгиба кривизну, соответственно, радиус. Внутренняя сторона ВI изгиба при гибке прилегает к поверхности 27 волновода-концентратора. Таким образом, внутренняя кривизна задается посредством хода кривизны поверхности 27 волновода-концентратора. Внешняя сторона ВА изгиба при гибке прилегает предпочтительно к опорной поверхности 33.
В месте 21 изгиба изогнутый композитный стержень 11 имеет, если смотреть во втором пространственном направлении y, толщину sy и, если смотреть в третьем пространственном направлении z, ширину bz. Ширина bz больше, чем ширина, соответственно, величина az участка 11а стержня вне места 21 изгиба в третьем пространственном направлении z и примерно равна ширине bz деформационного участка 37 или немного меньше. Полнота или толщина sy в втором пространственном направлении y является в месте 21 изгиба меньшей, чем величина ay участка 11а стержня вне места 21 изгиба и по меньшей мере равна толщине dy деформационного участка 37 во втором пространственном направлении y. За счет этого изменения формы поперечного сечения композитного стержня 11 в месте 21 изгиба усиливающие волокна 14 остаются растянутыми, соответственно, под действием тягового усилия и не имеют никакой волнистости за счет изготовления изгиба (осуществления гибки) в области внутренней стороны ВI изгиба. Вследствие этого сохраняется прочность на растяжение изогнутого композитного стержня 11.
Во всех без исключения примерах осуществления является возможным то, что во время деформации (обработки давлением) для образования деформационного участка 37 и/или во время гибки ультразвуковые волны вводятся в месте 21 изгиба в композитный стержень 11. Вследствие этого в композитный стержень 11 вводится энергия и место 21 изгиба композитного стержня 11 может соответствовать по меньшей мере требуемой минимальной температуре, чтобы поддерживать деформируемость, соответственно, гибкость. Вследствие этого могут компенсироваться тепловые потери из-за конвекции. При этом может быть предусмотрено, что температура композитного стержня 11 регулируется в месте 21 изгиба. Также является возможным регулирование продолжительности времени, в течение которого ультразвуковые волны вводятся в композитный стержень и/или ультразвуковая мощность введенных ультразвуковых волн во время деформирования или гибки. Также введенная в целом во время деформации или гибки ультразвуковая энергия может управляться или регулироваться. Наконец, также может управляться или регулироваться прижимное усилие между волноводом-концентратором 24 и композитным стержнем 11. Также возможна комбинация выше упомянутых управлений и регулирований.
На фиг.20-23 соответственно схематично показано строительное тело 55 с арматурной системой 56. Арматурная система 56 содержит один или несколько арматурных стержней 11. Они включены в матрицу 57 строительного материала строительного тела 55. Арматурные стержни 11 могут образовывать решетку или другую подходящую двухмерную или трехмерную арматурную систему 56. Как это показано на фиг.22 и 23, в зависимости от формы строительного тела 55 может быть необходимым или предпочтительным изгибать один или несколько арматурных стержней 11 в одном или нескольких мест 21 изгиба. Это может осуществляться на заводе или прямо на месте на строительной площадке с помощью описанного выше способа гибки и описанного выше гибочного устройства 20. Таким образом, при применении указанного гибочного устройства 20, соответственно, при использовании указанного способа гибки может изготавливаться строительное тело 55 с по меньшей мере одни изогнутым композитным стержнем 11.
Изобретение касается способа гибки и гибочного устройства 20, причем композитный стержень 11 с пучком 15 усиливающих волокон, который заделан в пластиковую матрицу М, изгибают в месте 21 изгиба. Чтобы обеспечить гибкость, композитный стержень 11 локально нагревают в месте 21 изгиба. Для этого служит ультразвуковое устройство 22 с волноводом-концентратором 24. После нагрева места изгиба - посредством движения подачи между композитным стержнем 11 и волноводом-концентратором 24 - область композитного стержня 11 в месте 21 изгиба деформируют в деформационный участок 37, внешние размеры которого являются отличными от внешних размеров участков 11а композитного стержня 11, которые примыкают к месту 21 изгиба. Затем, оба участка 11а стержня перемещают, соответственно, отгибают друг относительно друга, так что композитный стержень 11 изгибается в месте 21 изгиба. Предпочтительным образом, композитный стержень 11 опирается на волновод-концентратор 24. Когда достигнуто желательное изгибание, композитный стержень 11 отверждается в месте 21 изгиба.
Список ссылочных позиций
10 пультрузионное устройство
11 композитный стержень
11а участок стержня
12 катушечная рама
13 катушка
14 усиливающее волокно
15 пучок усиливающих волокон
16 ванна
17 форма
18 вытяжное устройство
19 отрезной инструмент
20 гибочное устройство
21 место изгиба
22 ультразвуковое устройство
23 ультразвуковой источник
24 волновод-концентратор
25 первый конец волновода-концентратора
26 второй конец волновода-концентратора
27 поверхность волновода-концентратора
31 опорное устройство
32 опорное тело
33 опорная поверхность
34 поворотный шарнир
37 деформационный участок
38 углубление
41 первый гибочный инструмент
42 второй гибочный инструмент
43 третий гибочный инструмент
44 источник энергии
45 охлаждающее устройство
48 опорное углубление
49 роликовая система
50 ролик
51 нагревательное устройство
55 строительное тело
56 арматурная система
57 матрица строительного материала
ay величина (размер) участка стержня во втором пространственном направлении
az величина (размер) участка стержня в третьем пространственном направлении
bz ширина деформационного участка
С охлаждающая среда
dy толщина деформационного участка
К пластик
М пластиковая матрица
S ось поворота
Х первое пространственное направление
Y второе пространственное направление
Z третье пространственное направление

Изобретение относится к способу гибки композитного стержня. Техническим результатом является ускорение и упрощение гибки композитного стержня. Технический результат достигается способом гибки композитного стержня (11) в месте (21) изгиба, который имеет заделанный в отвержденную пластиковую матрицу пучок (15) усиливающих волокон с несколькими усиливающими волокнами (14). Способ включает расположение волновода-концентратора (24) ультразвукового устройства (22) в месте (21) изгиба. Причем оба примыкающих к месту (21) изгиба участка (11а) композитного стержня (11) проходят в первом пространственном направлении (х). Нагревание пластиковой матрицы (М) композитного стержня (11) в месте (21) изгиба посредством ввода ультразвуковых волн. Деформацию композитного стержня (11) для образования деформационного участка (37) в месте (21) изгиба посредством движения подачи между волноводом-концентратором (24) и композитным стержнем (11) во втором пространственном направлении (y), которое ориентировано радиально изготавливаемому изгибу в месте (21) изгиба, так что участок пучка усиливающих волокон подвергается растяжению вдоль места изгиба и приводится в желаемое положение. Изгибание композитного стержня (11) в месте (21) изгиба. Отверждение пластиковой матрицы (М) в месте (21) изгиба. 2 н. и 18 з.п. ф-лы, 23 ил.
1. Способ гибки для гибки по меньшей мере одного композитного стержня (11) в месте (21) изгиба, который имеет заделанный в отвержденную пластиковую матрицу пучок (15) усиливающих волокон с несколькими усиливающими волокнами (14), со следующими этапами:
- расположение волновода-концентратора (24) ультразвукового устройства (22) в месте (21) изгиба, причем оба примыкающих к месту (21) изгиба участка (11а) упомянутого по меньшей мере одного композитного стержня (11) проходят в первом пространственном направлении (х),
- нагрев пластиковой матрицы (М) упомянутого по меньшей мере одного композитного стержня (11) в месте (21) изгиба посредством ввода ультразвуковых волн в упомянутый по меньшей мере один композитный стержень (11) в месте (21) изгиба (21),
- деформация упомянутого по меньшей мере одного композитного стержня (11) для образования деформационного участка (37) в месте (21) изгиба посредством движения подачи между волноводом-концентратором (24) и упомянутым по меньшей мере одним композитным стержнем (11) во втором пространственном направлении (y), которое ориентировано радиально изготавливаемому изгибу в месте (21) изгиба, так что участок пучка усиливающих волокон подвергается растяжению вдоль места изгиба и приводится в желаемое положение,
- изгибание упомянутого по меньшей мере одного композитного стержня (11) в месте (21) изгиба,
- отверждение пластиковой матрицы (М) в месте (21) изгиба.
2. Способ по п.1, отличающийся тем, что ориентация примыкающих к месту (21) изгиба участков (11а) упомянутого по меньшей мере одного композитного стержня (11) относительно друг друга остается неизменной во время образования деформационного участка (37).
3. Способ по п.1 или 2, отличающийся тем, что деформационный участок (37) упомянутого по меньшей мере одного композитного стержня (11) имеет ширину (bz) в третьем пространственном направлении (z), которая больше, чем величина (az) примыкающих к месту (21) изгиба участков (11а) стержня в третьем пространственном направлении (z), причем третье пространственное направление (z) ориентировано под прямым углом к первому пространственному направлению (х) и ко второму пространственному направлению (y).
4. Способ по одному из предыдущих пунктов, отличающийся тем, что деформационный участок (37) упомянутого по меньшей мере композитного стержня (11) имеет толщину (dy) во втором пространственном направлении (y), которая меньше, чем величина (ay) примыкающих к месту (21) изгиба участков (11а) стержня во втором пространственном направлении (y).
5. Способ по одному из предшествующих пунктов, отличающийся тем, что упомянутый по меньшей мере один композитный стержень (11) в месте (21) изгиба имеет внутреннюю сторону (BI) изгиба с внутренней кривизной и противолежащую внутренней стороне (BI) изгиба относительно средней оси упомянутого по меньшей мере одного композитного стержня (11) внешнюю сторону (ВА) изгиба с внешней кривизной, причем внутренняя кривизна упомянутого по меньшей мере одного композитного стержня (11) больше, чем внешняя кривизна, и причем усиливающие волокна (14) в месте (21) изгиба не имеют кривизны, которая больше, чем упомянутая внутренняя кривизна.
6. Способ по одному из предшествующих пунктов, отличающийся тем, что во время движения подачи для образования деформационного участка (37) и/или во время гибки ультразвуковые волны по меньшей мере пофазно выдаются волноводом-концентратором (24).
7. Способ по одному из предшествующих пунктов, отличающийся тем, что в упомянутый по меньшей мере один композитный стержень (11) в месте (21) изгиба во время гибки по меньшей мере пофазно подают энергию посредством одного другого источника (44) энергии.
8. Способ по одному из предшествующих пунктов, отличающийся тем, что во время образования деформационного участка (37) и/или во время гибки регулируют по меньшей мере один из следующих параметров:
- выдаваемую во время движения подачи и/или во время гибки ультразвуковую энергию,
- длительность времени, в течение которого выдаются ультразвуковые волны во время движения подачи и/или во время гибки,
- мощность выдаваемых ультразвуковых волн,
- температура упомянутого по меньшей мере одного композитного стержня (11) на деформационном участке (37) или на месте (21) изгиба,
- прижимное усилие между волноводом-концентратором (24) и упомянутым по меньшей мере одним композитным стержнем (11),
- позиция движения подачи,
- изогнутое или угловое положение участков стержня смежно с местом изгиба.
9. Способ по одному из пп.1-5, отличающийся тем, что во время движения подачи для образования деформационного участка (37) и/или во время гибки отсутствует выдача ультразвуковых волн волноводом-концентратором (24).
10. Способ по одному из предшествующих пунктов, отличающийся тем, что движение подачи во время образования деформационного участка (37) регулируется по меньшей мере одним из следующих параметров:
- относительное положение между волноводом-концентратором (24) и упомянутым по меньшей мере одним композитным стержнем (11),
- скорость движения подачи,
- ускорение движения подачи.
11. Способ по одному из предшествующих пунктов, отличающийся тем, что гибка осуществляется вокруг изогнутой поверхности (27) волновода-концентратора (24), причем поверхность (27) волновода-концентратора изогнута вокруг по меньшей мере одной оси, которая проходит параллельно третьему пространственному направлению (z), причем третье пространственное направление (х) ориентировано под прямым углом к первому пространственному направлению (х) и второму пространственному направлению (y).
12. Способ по п.11, отличающийся тем, что поверхность (27) волновода-концентратора дополнительно изогнута вокруг по меньшей мере одной оси, которая проходит параллельно первому пространственному направлению (х).
13. Способ по одному из предшествующих пунктов, отличающийся тем, что волновод-концентратор (24) остановлен по время гибки.
14. Способ по одному из пп.1-12, отличающийся тем, что волновод-концентратор (24) во время гибки перемещается во втором пространственном направлении (y).
15. Способ по одному их предшествующих пунктов, отличающийся тем, что для отверждения упомянутого по меньшей мере одного композитного стержня (11) к месту (21) изгиба подается охлаждающая среда (С).
16. Способ по п.15, отличающийся тем, что охлаждающая среда течет внутри компонента, находящегося в контакте в месте (21) изгиба с упомянутым по меньшей мере одним композитным стержнем (11), и/или что охлаждающая среда (С) приводится в непосредственный контакт с композитным стержнем (11).
17. Способ по одному из предшествующих пунктов, отличающийся тем, что пластиковая матрица (М) упомянутого по меньшей мере одного композитного стержня (11) имеет реверсивно поперечно-сшитый пластик (К).
18. Способ по одному из предшествующих пунктов, отличающийся тем, что пластиковая матрица (М) упомянутого по меньшей мере одного композитного стержня (11) имеет термопластичный пластик (К).
19. Гибочное устройство (20), которое образовано так, чтобы изгибать по меньшей мере один композитный стержень (11) в месте (21) изгиба, который имеет заделанный в отвержденную пластиковую матрицу (М) пучок (15) усиливающих волокон с несколькими усиливающими волокнами (14), причем оба примыкающих к месту (21) изгиба участка (11а) упомянутого по меньшей мере одного композитного стержня (11) проходят в первом пространственном направлении (х),
с имеющим волновод-концентратор (24) и ультразвуковой источник (23) ультразвуковым устройством (22), причем волновод-концентратор (24) является подвижным во втором пространственном направлении (y) под прямым углом к первому пространственному направлению (х),
с опорным устройством (31) для опирания упомянутого по меньшей мере одного композитного стержня (11) на противоположной волноводу-концентратору (24) стороне,
причем гибочное устройство (20) образовано так, чтобы осуществлять способ гибки по одному из предшествующих пунктов.
20. Устройство по п.19, отличающееся тем, что имеется по меньшей мере один гибочный инструмент (41, 42, 43), который предназначен для гибки упомянутого по меньшей мере одного композитного стержня (11) в месте (21) гибки.
| US 20080141614 A1, 19.06.2008 | |||
| US 5422048 A1, 06.06.1995 | |||
| DE 102012005973 A1, 08.11.2012 | |||
| Устройство для гибки термопластичных труб | 1987 |
|
SU1435477A1 |
| WO 2016166399 A1, 20.10.2016 | |||
| 0 |
|
SU311764A1 | |
| US 20170066209 A1, 09.03.2017. | |||

