Настоящее изобретение относится к гибочному станку для правосторонней и левосторонней гибки удлиненной детали.
Гибочные станки, которые могут гнуть налево и направо удлиненные детали, такие как трубы, уже существуют на рынке. В числе прочих можно упомянуть гибочный станок от компании BLM S. p. A. (Cantú, Italy), владельца патента США 6434993. В упомянутом патенте раскрыт гибочный станок, имеющий станину с корпусной и рабочей частями, пару продольных направляющих на корпусной части, пару поперечных направляющих на рабочей части, каретку корпуса для установки детали, установленную на продольных направляющих, каретку рабочей части, установленную на поперечных направляющих, узел гибки детали, установленный на каретке рабочей части и включающий в себя удлиненный вал, пару гибочных матриц в области противоположных концов вала, пару гибочных рычагов, каждый из которых выполнен с возможностью гибки детали относительно соответствующей гибочной матрицы, и привод для поворота гибочного узла вокруг оси поворота, параллельной продольной оси, чтобы позиционировать выбранную одну из гибочных матриц относительно детали, подлежащей гибке, при этом привод поворота установлен с возможностью перемещения вдоль поперечной оси с кареткой рабочей части. Станок согласно вышеупомянутому патенту, который помимо прочего позволяет любые операции правосторонней и левосторонней гибки, очень сложен.
Существуют также более простые гибочные станки, чем упомянутые выше, которые позволяют выполнять гибку направо и налево. Примеры таких машин описаны в патенте США 2455138, патентном документе EP 0168331 и в патенте США 8220304. Данные гибочные станки принадлежат к типу, имеющему неподвижную матрицу и гибочный рычаг, поворачивающийся вокруг неподвижной матрицы.
Вместо этого настоящее изобретение направлено на создание гибочного станка с матрицей и контрматрицей. В нем роликовая матрица, выполненная с частично окружной канавкой, которая прерывается с двух концов, приводится в действие валом двигателя, а контрматрица установлена на опорном элементе контрматрицы, поворачиваемом на головке, установленной на ползуне, который выполнен с возможностью обеспечения взаимодействия контрматрицы с матрицей. В этом типе гибочного станка гибка в одном направлении и в противоположном может выполняться посредством переворачивания матрицы и контрматрицы вверх ногами. Эту операцию легко выполнить, когда матрица и контрматрица имеют маленький размер, и она становится сложной и трудной, если они имеют большие размеры и к тому же тяжелые.
Основной задачей настоящего изобретения является создание гибочного станка с матрицей и контрматрицей, посредством которого оператор может менять направление изгиба, не переворачивая матрицу и контрматрицу вверх ногами.
Другая задача настоящего изобретения состоит в создании гибочного станка с матрицей и контрматрицей, посредством которого оператор может выбирать и выполнять гибку в одном направлении, а затем легко переходить к изгибу в противоположном направлении, извлекая подлежащую гибке деталь и повторно устанавливая ее в тот же самый гибочный станок.
Еще одна задача настоящего изобретения состоит в создании гибочного станка с матрицей и контрматрицей, посредством которого оператор может выбирать и выполнять изгиб в одном направлении, а затем легко переходить к гибке в противоположном направлении без извлечения подлежащей гибке детали при помощи подходящего выбора средства удержания и опорной головки контрматрицы.
Данные задачи решаются посредством гибочного станка с матрицей и контрматрицей, в котором предусмотрено, по меньшей мере, одно средство удержания для удержания детали, подлежащей гибке, на матрице, и предусмотрена двойная контрматрица для правосторонней и левосторонней гибки.
Хотя гибочные станки с матрицей и контрматрицей, снабженные парой средств удержания трубы на матрице, уже существуют, они служат только для гибки труб разного диаметра. См., например, патент США 3921424, патент США 4546632 и патент США 5499521. В патенте США 3921424 раскрыт переносной трубогибочный станок, содержащий две матрицы, объединенные в единый элемент, каждая из которых снабжена средством удержания трубы. Средство удержания трубы представляет собой фиксаторы разного размера, выполненные на концах с соответствующими канавками для удержания трубы, имеющей первый диаметр и второй диаметр соответственно. Чтобы сменить трубу второго диаметра после осуществления гибки трубы первого диаметра, необходимо перевернуть матрицу вверх ногами и прикрепить трубу к предназначенному для нее средству удержания. Операция гибки каждой трубы разного диаметра происходит посредством поворота матрицы по часовой стрелке, а извлечение трубы происходит посредством поворота матрицы против часовой стрелки. Контрматрицы состоят из пары роликов, установленной на одном поворотном валу, приспособленном для того, чтобы подходящим образом позиционировать его в зависимости от диаметра трубы, подлежащей гибке.
В патенте США 4546632 раскрыт переносной электрический гибочный станок, в который можно устанавливать трубы различных размеров в поворотную матрицу конической формы. Матрица имеет пару диаметрально противоположных участков матрицы, и каждый участок имеет множество обеспечивающих изгиб канавок, снабженных удерживающими элементами для удержания трубы другого диаметра. Имеется аналогичный узел, состоящий из роликов и действующий в качестве контрматрицы.
В патенте США 5499521 раскрыт гибочный станок, снабженный матрицей, имеющей множество вогнутых канавок на ее наружной поверхности. Матрица диаметрально симметрично выполнена с пространством для размещения разных средств удержания в зависимости от подлежащей удержанию трубы. Пара роликов, установленных на корпусе с возможностью покачивания, действует как контрматрица.
Вкратце, все упомянутые выше гибочные станки предназначены только для гибки в одном направлении, а именно направо, труб разного диаметра, а в случае патента США 4546632 также с возможностью получения изгибов разного радиуса.
В данном контексте, техническое задача, лежащая в основе настоящего изобретения, состоит в том, чтобы предложить гибочный станок с матрицей и контрматрицей для правосторонней и левосторонней гибки удлиненной детали, как описано в независимом пункте формулы изобретения и в зависимых от него пунктах формулы изобретения.
Вариант осуществления изобретения, включающий в себя другое выполнение, описан в нижеследующем подробном описании, как определено в прилагаемых зависимых пунктах формулы изобретения и проиллюстрировано на прилагаемых чертежах, на которых:
Фиг. 1 - вид сверху в плане гибочного станка по настоящему изобретению в исходной фазе операции гибки против часовой стрелки, т.е. налево;
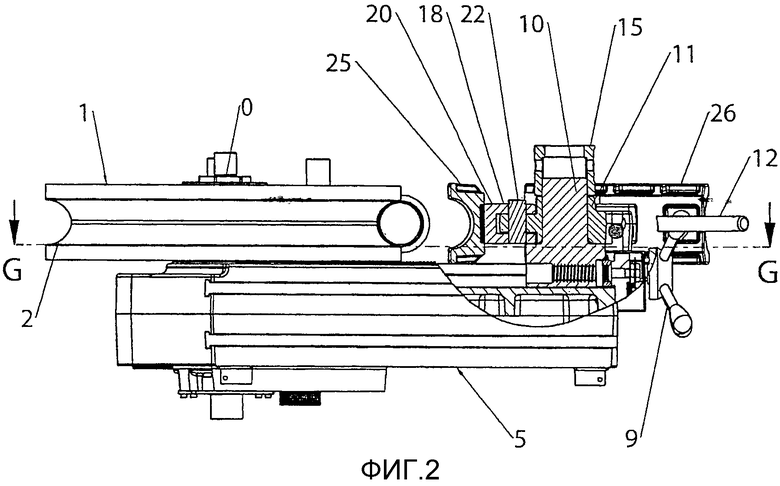
Фиг. 2 - увеличенный вид сбоку гибочного станка, показанного на Фиг. 1, в частичном разрезе по линии B-B;
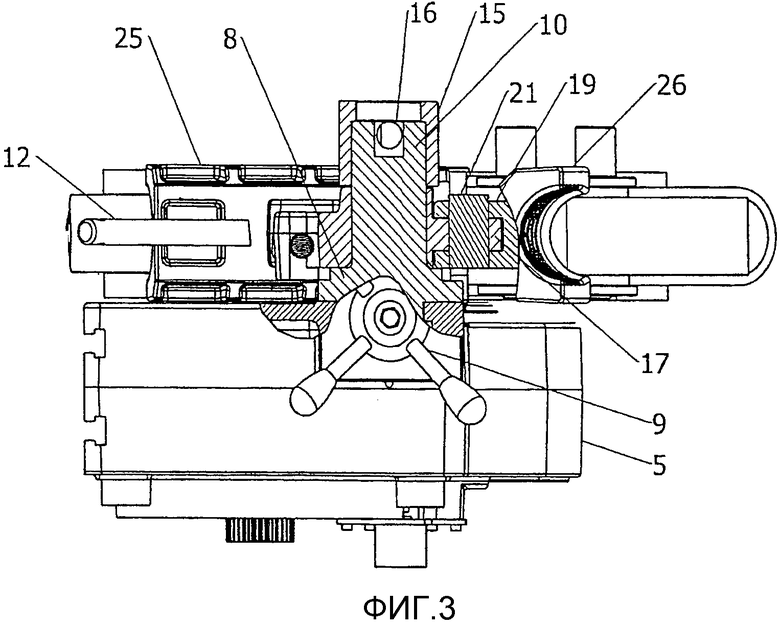
Фиг. 3 - увеличенный вид сбоку гибочного станка, показанного на Фиг. 1, в частичном разрезе по линии F-F;
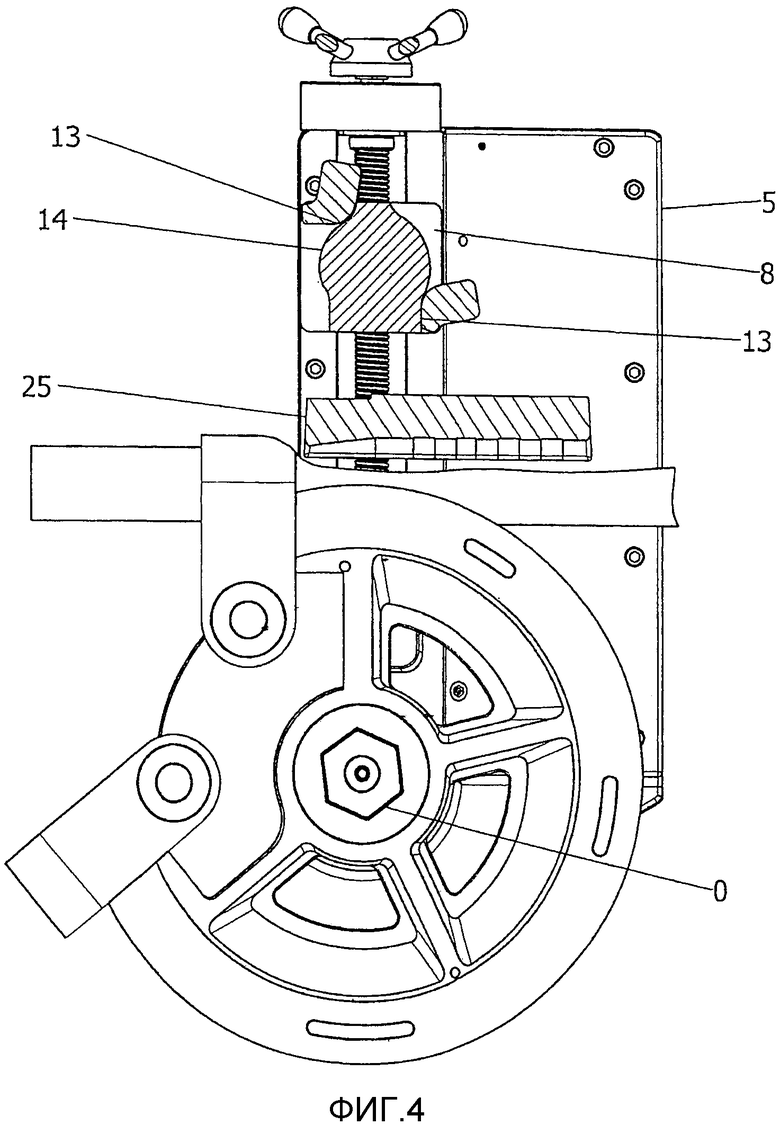
Фиг. 4 - увеличенный вид гибочного станка, показанного на Фиг. 2, в частичном разрезе по линии G-G;
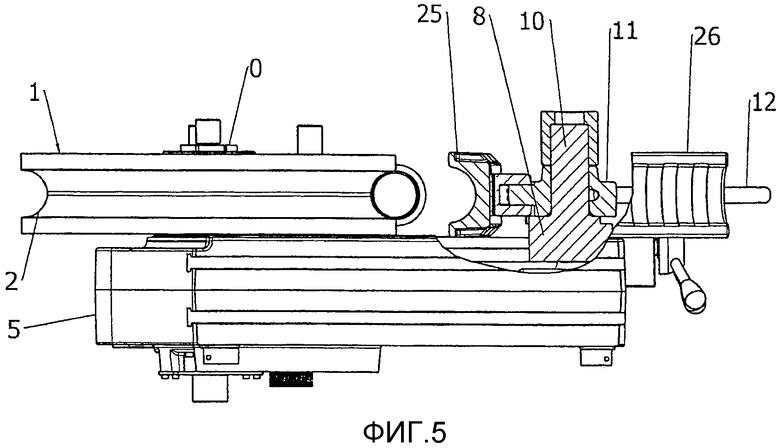
Фиг. 5 - увеличенный вид сбоку гибочного станка, показанного на Фиг. 1, в частичном разрезе по линии H-H;
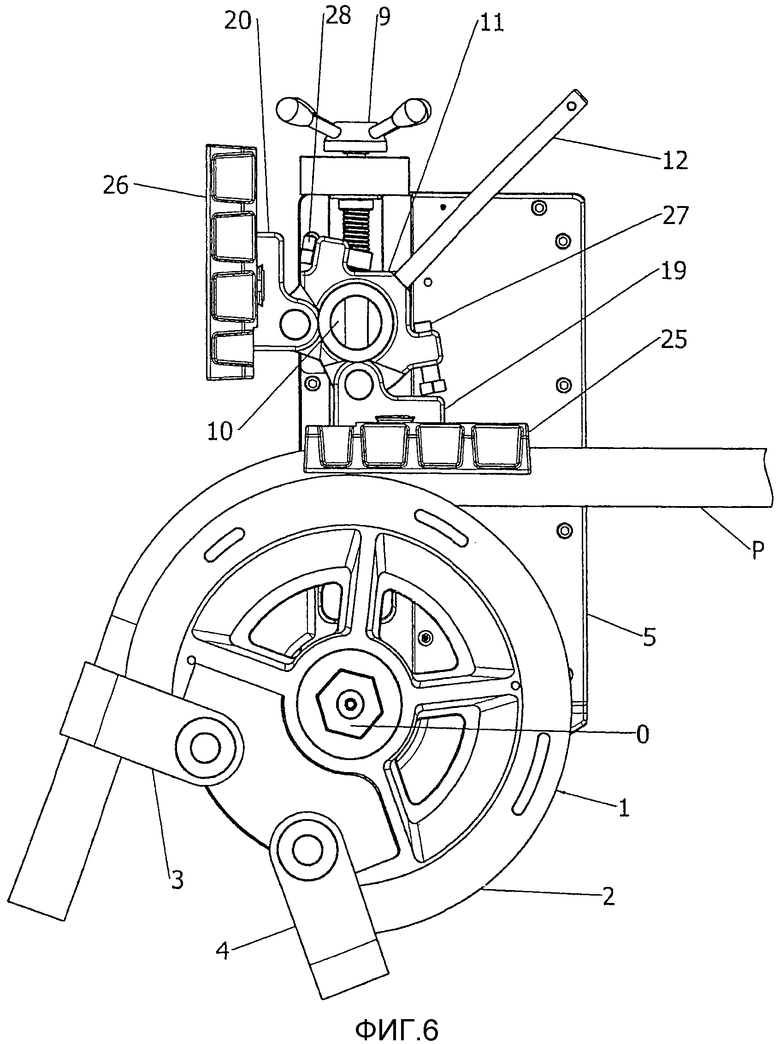
Фиг. 6 - вид сверху в плане гибочного станка, показанного на Фиг. 1, в момент окончания операции гибки против часовой стрелки, т.е. налево;
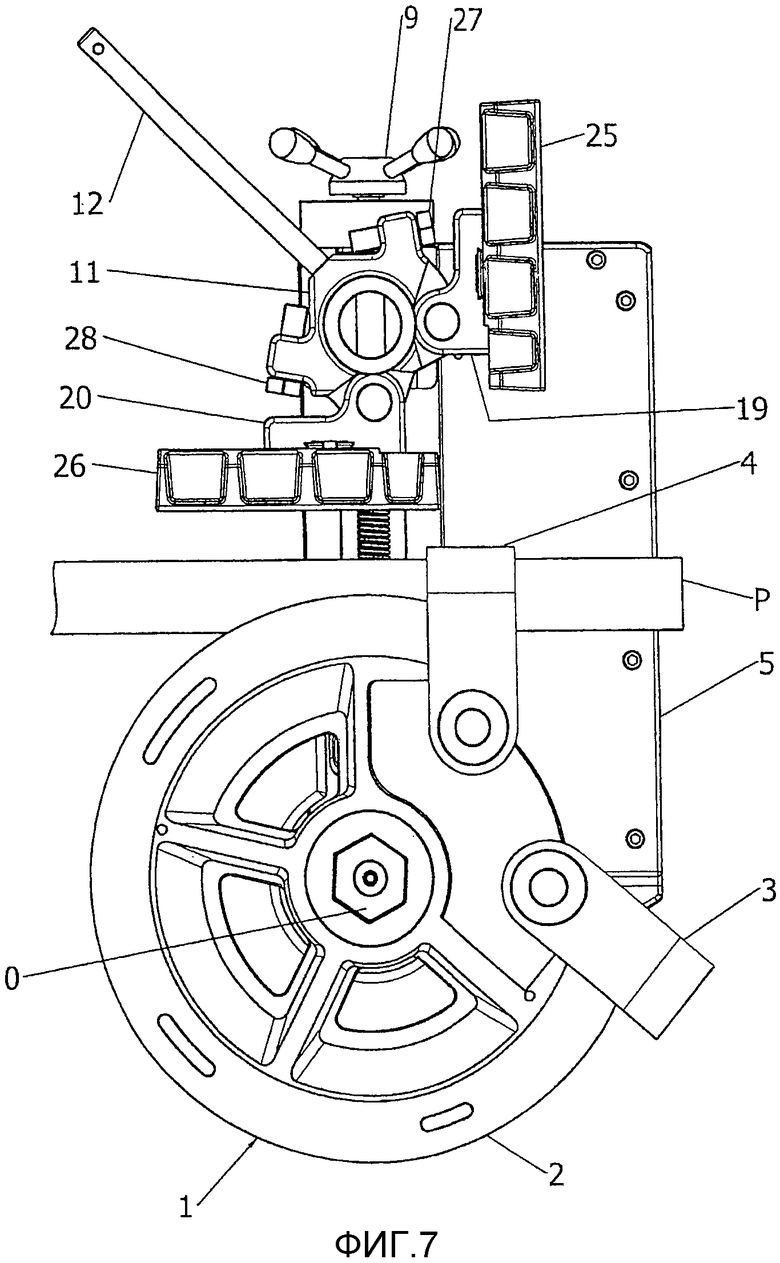
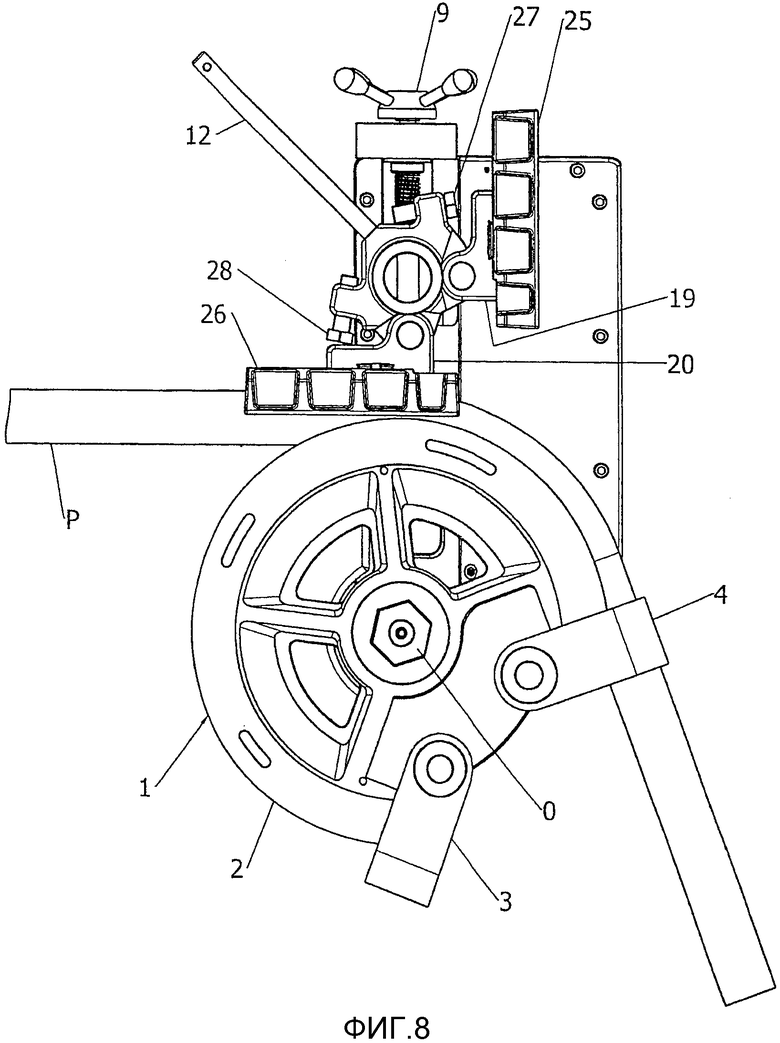
Фиг. 7 и 8 - виды сверху в плане гибочного станка, представленного на Фиг. 1, в моменты начала и окончания операции гибки по часовой стрелке, т. е. направо;
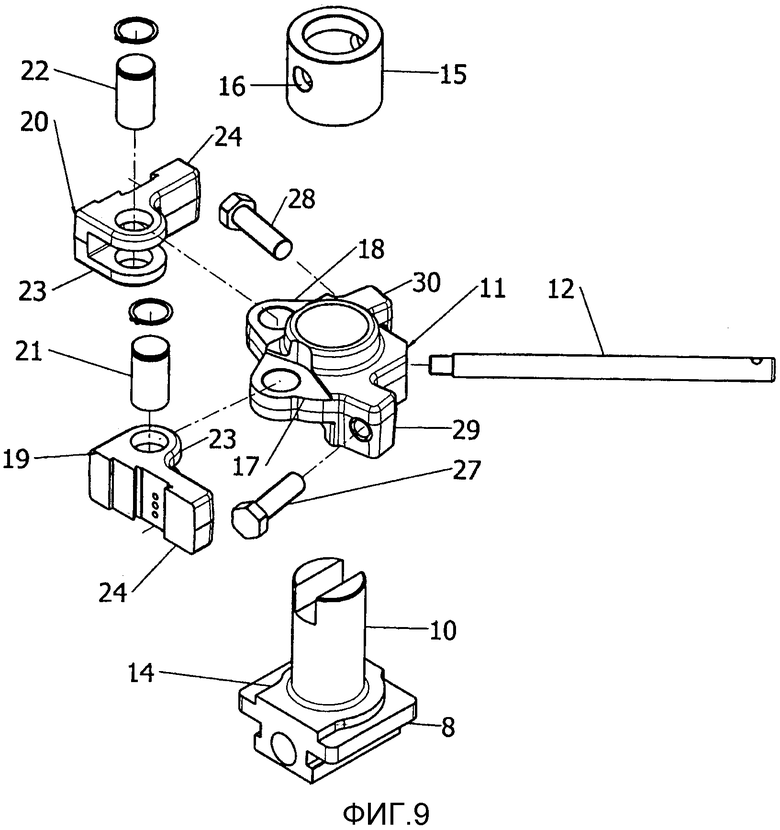
Фиг. 9 - вид в перспективе с пространственным разнесением деталей опорного элемента контрматрицы гибочного станка по настоящему изобретению;
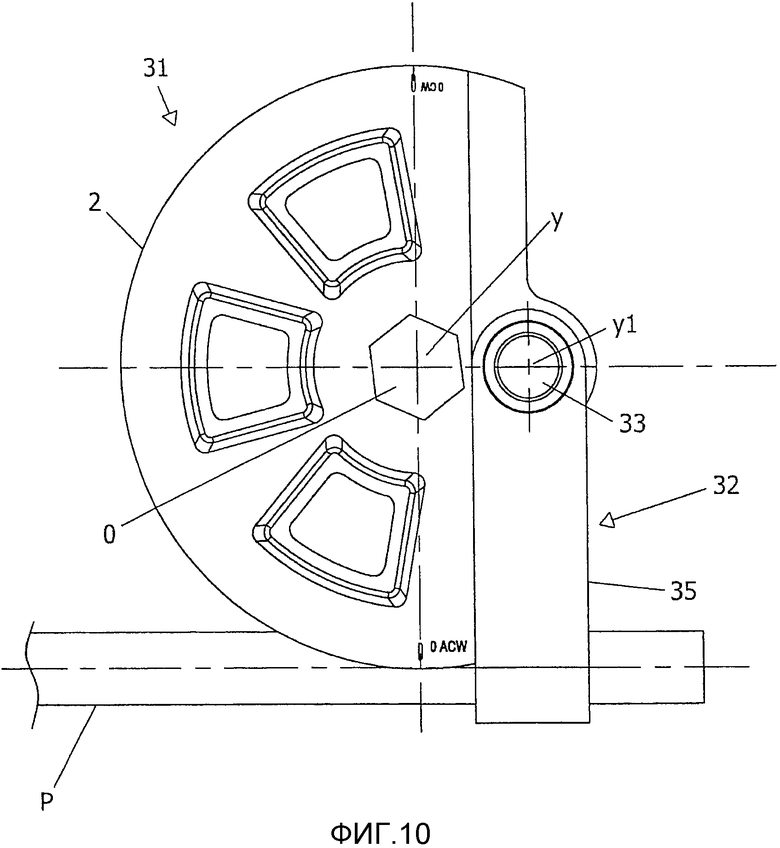
Фиг. 10 - вид сверху в плане выполнения матрицы, относящийся к матрице, показанной в гибочном станке, представленном на предыдущих чертежах, в которой установлена и сцеплена с ней удлиненная деталь в начале этапа гибки против часовой стрелки, т.е. налево;
Фиг. 11 - вид в перспективе с пространственным разнесением деталей выполнения матрицы, представленного на Фиг. 10; и
Фиг. 12а-12g - множество видов сверху в плане выполнения матрицы, представленного на Фиг. 10, в ходе последовательных этапов гибки против часовой стрелки, т.е. налево, удлиненной детали.
Сначала обратимся к Фиг. 1, на которой показан вид сверху в плане гибочного станка по настоящему изобретению на начальном этапе операции гибки. Как было упомянуто выше, гибочный станок является станком с матрицей и контрматрицей. Он содержит роликовую матрицу 1, снабженную частично окружной канавкой 2, лучше всего показанной на Фиг. 2, которая представляет собой вид сбоку в частичном разрезе по линии B-B на виде сверху, представленном на Фиг. 1. Частично окружная канавка 2 прерывается с двух концов, где обеспечены соответствующие средства 3, 4 удержания. Такие средства удержания 3, 4, как известно, имеют, по существу, U-образную форму, причем боковые стороны U-образной формы соединены у ее свободных концов посредством поворотного элемента 34, проходящего через матрицу 1. Матрица 1 приводится в действие валом 0 двигателя (не показан). Корпус 5 такого гибочного станка показан на чертеже лишь частично, а именно показана лишь его верхняя часть 6. На верхней части 6 корпуса 5 расположена направляющая 7, подходящая для обеспечения скольжения ползуна, который лучше виден на видах сбоку, представленных на Фиг. 3 и 5, которые показаны в частичном разрезе по линиям F-F и Н-Н на Фиг. 1, а также на Фиг. 9, которая представляет собой вид в перспективе опорного элемента контрматрицы.
Ползун 8 перемещается вперед посредством винтового средства сцепления, которое приводится в действие маховичком 9, как показано на Фиг. 1, 2, 3, 6, 7 и 8, при этом Фиг. 1, 6 представляют собой виды в плане гибочного станка на Фиг. 1 в начальный и конечный моменты операции гибки против часовой стрелки, т.е. налево, а Фиг. 7 и 8 - в начальный и конечный моменты операции гибки по часовой стрелке, т.е. направо. Ползун 8 продолжается вверх в столбчатом элементе 10, лучше всего показанном на Фиг. 2, 3, 5 и 9. Вокруг столбчатого элемента 10 установлена по втулочной посадке головка 11, которая может поворачиваться на ползуне 8, которая управляется штангой 12, присоединенной к головке 11. Головка 11, как показано на Фиг. 4, имеет пару упорных элементов 13, взаимодействующих с аналогичной парой упорных элементов 14, выполненных на ползуне 8. Таким образом, головка 11 может поворачиваться по заданной дуге поворота на ползуне 8. Головка 11 зафиксирована сверху, чтобы предотвратить ее соскальзывание со столбчатого элемента 10, упорным кольцом 15, конструкция которого обеспечивает прохождение диаметрального штыря, через отверстие 16, как показано, в частности, на Фиг. 3 и 9. Головка 11 имеет пару рычагов 17, 18 (Фиг. 3, 2, 9), на каждом из которых установлен с возможностью поворота опорный элемент 19, 20 контрматрицы посредством штыря, обозначенного позициями 21 и 22 соответственно (Фиг. 3, 2 и 9). Опорные элементы контрматрицы 19, 20 имеют удлиненную форму.
Каждый опорный элемент 19, 20 контрматрицы имеет выступ 23, выполненный со сквозным отверстием для размещения штырей 21, 22 и более узким участком 24, для соединения с контрматрицами 25 и 26 соответственно, чтобы обеспечивать для них опору.
Опорные элементы 19, 20 контрматрицы, поворачивающиеся на головке 11, поворачиваются по дуге, ограниченной соответствующим регулируемым элементом 27, 28, который сцеплен резьбовым соединением с соответствующими выточенными выступами 29, 30 головки 11.
На Фиг. 1 показана удлиненная деталь P, подлежащая гибке, которая вставлена в канавку 2 матрицы 1 и удерживается средством 3 удержания в самой матрице 1.
Удлиненная деталь P готова к гибке против часовой стрелки, т.е. налево. Головку 11 поворачивают направо посредством штанги 12, полностью показанной на Фиг. 1, и нижний упорный элемент 13 зацепляется с соответствующим упорным элементом 14 ползуна 8 (Фиг. 4). Противодействующий регулируемый элемент 27, который ограничивает дугу поворота опорного элемента 19, в общем случае полностью завинчен в выточенный выступ 29 (Фиг. 1). Ползун 8 приближают к матрице 1 посредством маховичка 9 (Фиг. 1). Затем контрматрицу 25 приводят в контакт с удлиненной деталью P. Гибочный станок начинает гнуть налево (Фиг. 6). После того как угол гибки достигает 20 градусов, можно наблюдать, что опорный элемент контрматрицы поворачивается на заданный угол (не показан на Фиг. 6). В этот момент противодействующий регулирующий элемент перемещается, пока не коснется опорного элемента 19 контрматрицы. Данная операция также не показана на чертежах.
По завершении изгиба налево контрматрицу 25 сначала отодвигают от матрицы 1 простым поворотом вала 0 в направлении, противоположном направлению изгиба, на достаточный угол, например на 10 градусов или меньше. После этого контрматрицу 25 полностью отделяют от удлиненной детали P, поворачивая головку 11 посредством рычага 12. В этот момент посредством дальнейшего вращения вала 0 направо матрицу 1 поворачивают с целью отделения изогнутой удлиненной детали от матрицы 1.
Чтобы получить изгиб удлиненной детали P направо, как показано на Фиг. 7, удлиненную деталь P, подлежащую изгибу, вставляют в канавку 2 матрицы 1 и удерживают в средстве удержания самой матрицы 1.
Удлиненная деталь P готова к гибке по часовой стрелке, т.е. направо. Головку 11 полностью поворачивают налево посредством штанги 12, и ее нижний упорный элемент поворачивается против часовой стрелки и входит в зацепление с соответствующим упорным элементом ползуна. Описание процесса регулирования противодействующего регулируемого элемента 28 аналогично описанному выше, поэтому мы его не повторяем.
Ползун 8 приближают к матрице 1 при помощи маховичка 9 (Фиг. 7). Затем контрматрицу 26 приводят в контакт с удлиненной деталью P. Гибочный станок начинает гнуть направо (Фиг. 8). По завершении изгиба направо контрматрицу 26 сначала отодвигают от матрицы 1 простым поворотом вала 0 в направлении, противоположном направлению изгиба, на достаточный угол, например на 10 градусов или меньше, как уже описано в отношении гибки удлиненной детали P налево. После этого контрматрицу 26 полностью отделяют от удлиненной детали P, поворачивая головку 11 посредством рычага 12. В этот момент путем дальнейшего вращения вала 0 налево матрицу 1 поворачивают с целью отделения изогнутой удлиненной детали P от матрицы 1.
Операции гибки налево и направо могут быть выполнены при сохранении одного и того же положения ползуна и посредством поворота головки 11 в соответствующие 5 положения, определяемые двойной парой упорных элементов 13 и 14. Матрица 1 предпочтительно остается установленной на вал 0, который поворачивается в его исходные положения, показанные на Фиг. 1 и 7.
Из вышеупомянутого очевидно, что гибочный станок по изобретению позволяет просто и быстро менять направление изгиба удлиненной детали P без необходимости снятия матрицы или любой модификации гибочного станка.
Теперь обратимся к Фиг. 10, которая представляет собой вид сверху в плане выполнения матрицы, обозначенной позицией 31, которая отличается от показанной в гибочном станке, представленном на предшествующих чертежах (Фиг. 1-9). Остальная часть гибочного станка не представлена, так как она идентична представленной на упомянутых чертежах.
Как показано на Фиг. 10, удлиненная деталь P сцеплена с матрицей 31 в начале этапа гибки против часовой стрелки, т.е. налево.
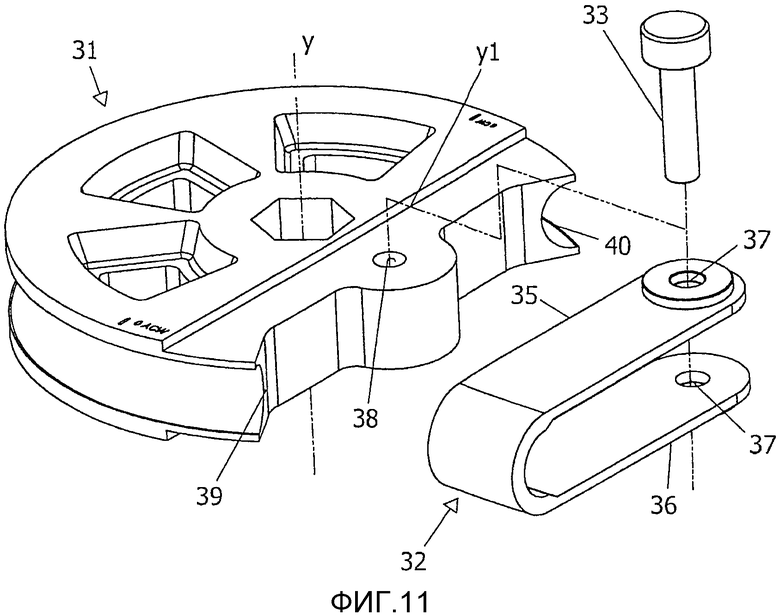
Матрица 31 имеет только одно средство 32 удержания для фиксации удлиненной детали P вблизи каждого из двух концов частично окружной канавки 2 матрицы 1. Средство 32 удержания имеет U-образную форму, как лучше всего видно на Фиг. 11, которая представляет собой вид в перспективе с пространственным разнесением деталей выполнения матрицы, представленного на Фиг. 10.
Средство 32 удержания имеет стороны 35, 36, которые обеспечены вблизи свободных концов сквозных отверстий 37, 37, через которые можно вставить поворотный элемент 33. Матрица 31 выполнена с отверстием 38, имеющим ось y1, параллельную оси y вала 0 двигателя. Ось y1 отверстия 38 в матрице 31 находится на равных расстояниях между двумя концами частично окружной канавки 2 матрицы 31, которые обозначены позициями 39, 40 на Фиг. 11.
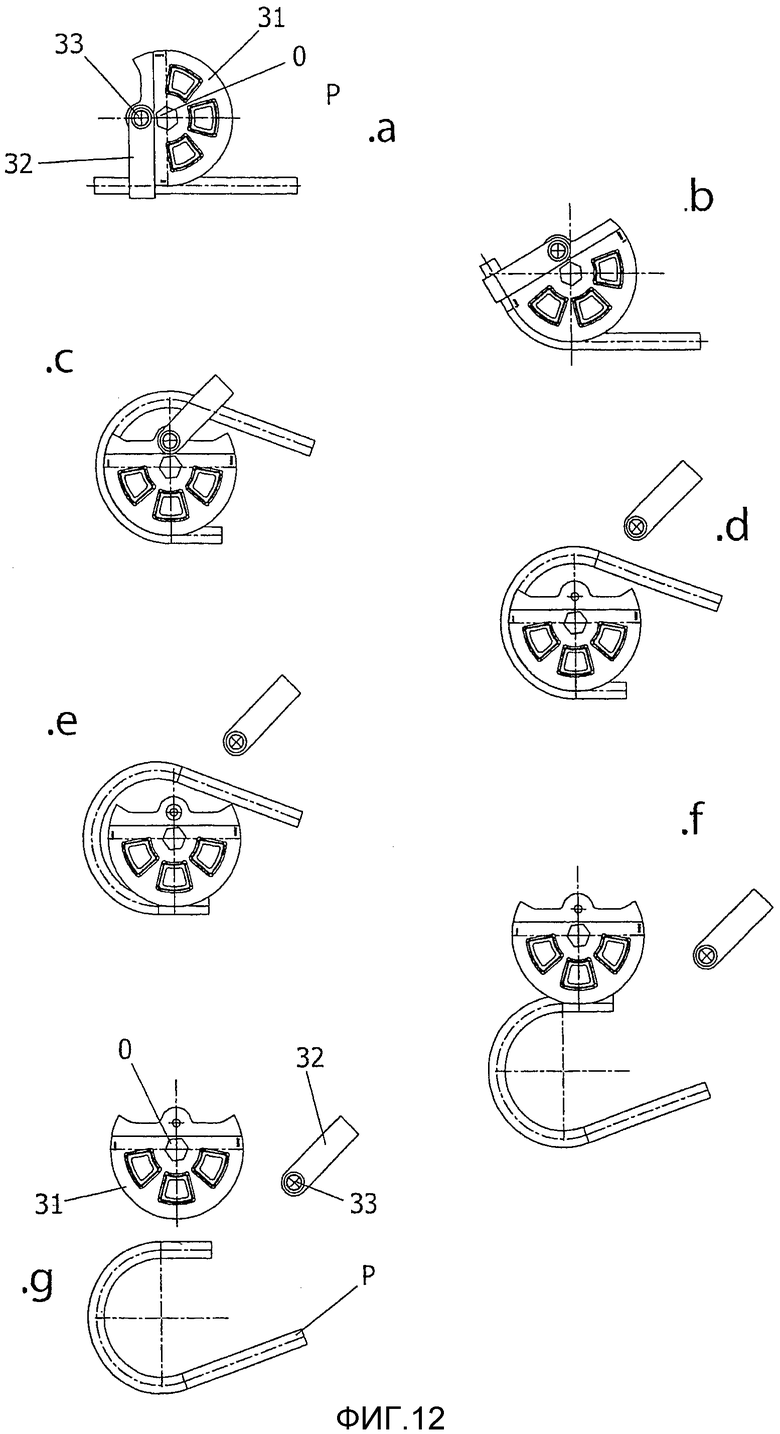
Если поворотный элемент 33 вставить соосно в первое отверстие 37 на боковой стороне 35 средства 32 удержания, в отверстие 38 матрицы 31 и во второе отверстие на боковой стороне 36 удерживающего средства 32, удерживающее средство 32 способно удерживать удлиненную деталь P как для гибки удлиненной детали P против часовой стрелки, как показано на Фиг. 10, так и для гибки по часовой стрелке, как показано на Фиг. 12а-12g, которые представляют собой множество видов сверху в плане выполнения матрицы, представленной на Фиг. 10, в последовательности этапов гибки против часовой стрелки, т.е. направо.
На Фиг. 12а-12g ясно видно то, что матрица 31, снабженная только одним средством 32 удержания удлиненной детали P, позволяет придавать ей кривизну под углом более 180 градусов с обеспечением легкого извлечения удлиненной детали P в конце операции.
В частности, вид, аналогичный виду, представленному на Фиг. 10, показан на Фиг. 12a, но для гибки по часовой стрелке. Первый этап гибки показан на Фиг. 12b, и, как показано на Фиг. 12c, получается кривизна более 180 градусов. Как показано на Фиг. 12d, средство 32 удержания извлекают из матрицы 31; на Фиг. 12е-12g изогнутую удлиненную деталь P отделяют от канавки, переворачивают вверх ногами и извлекают из матрицы 31. Данная последовательность этапов также действительна для матрицы, имеющей два средства удержания, как было ранее описано и проиллюстрировано на Фиг. 1 и 9.
Матрица 31 в качестве выполнения матрицы 1 более экономична в изготовлении и имеет меньшее количество деталей по отношению к матрице 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИБОЧНОЕ УСТРОЙСТВО ДЛЯ ГИБОЧНОЙ МАШИНЫ | 2006 |
|
RU2314888C2 |
| МАШИНА ДЛЯ ГИБКИ УДЛИНЕННОЙ ЗАГОТОВКИ БЕЗ ОБРАЗОВАНИЯ СКЛАДОК | 2019 |
|
RU2803221C2 |
| Станок для гибки стержней обмоток электрических машин | 1982 |
|
SU1051656A1 |
| Станок и способ гибки удлиненных металлических изделий таких, как прутки, стержни, профильные прутки или прочие подобные изделия | 2018 |
|
RU2766591C2 |
| СТАНОК ДЛЯ ГИБКИ ТРУБ | 2019 |
|
RU2772761C2 |
| Устройство для гибки на ребро полосового материала | 1980 |
|
SU961815A1 |
| Способ гибки труб и станок для осуществления способа | 2020 |
|
RU2774676C2 |
| Способ и устройство для гибки тонколистового металла | 2017 |
|
RU2638465C1 |
| СПОСОБ ФОРМИРОВАНИЯ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ, СТАНОК ДЛЯ ФОРМИРОВАНИЯ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ, УСТАНОВКА ДЛЯ ФОРМИРОВАНИЯ ИЗДЕЛИЙ ИЗ ПРОВОЛОКИ, РАБОЧИЙ ИНСТРУМЕНТ ДЛЯ СТАНКА ДЛЯ ФОРМИРОВАНИЯ ИЗДЕЛИЙ ИЗ ПРОВОЛОКИ, СМЕННОЕ ПРИВОДНОЕ УСТРОЙСТВО ДЛЯ ИНСТРУМЕНТА | 1991 |
|
RU2091191C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ГНУТЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И ГИБОЧНО-ПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2191082C2 |
Изобретение относится к гибке металла, а именно к гибочному станку с матрицей и контрматрицей для правосторонней и левосторонней гибки удлиненной детали. Станок содержит роликовую матрицу (1; 31), которая приводится в действие валом (0) двигателя, и первую контрматрицу (25), установленную на опорном элементе (19), поворачиваемом на головке (11), установленной на ползуне (8), который выполнен с возможностью приведения в действие для перемещения первой контрматрицы (25) относительно роликовой матрицы (1; 31). Оси опорного элемента (19) и головки (11) параллельны. Роликовая матрица (1; 31) снабжена средством (3, 4; 42) удержания удлиненной детали, а вторая контрматрица (26) установлена на опорном элементе (20), поворачиваемом на головке (11) вдоль оси, параллельной оси головки (11), которая установлена с возможностью поворота рычагом (12) по заданной дуге поворота вокруг ее оси, перпендикулярной ползуну (8). Станок выполнен с возможностью выбора первой или второй контрматрицы (25, 26) для взаимодействия с роликовой матрицей (1; 31) при гибке удлиненной детали (P) в зависимости от требуемой кривизны изгиба направо или налево. Обеспечивается возможность изменения направления изгиба без переворота матрицы и контрматрицы. 5 з.п. ф-лы, 12 ил.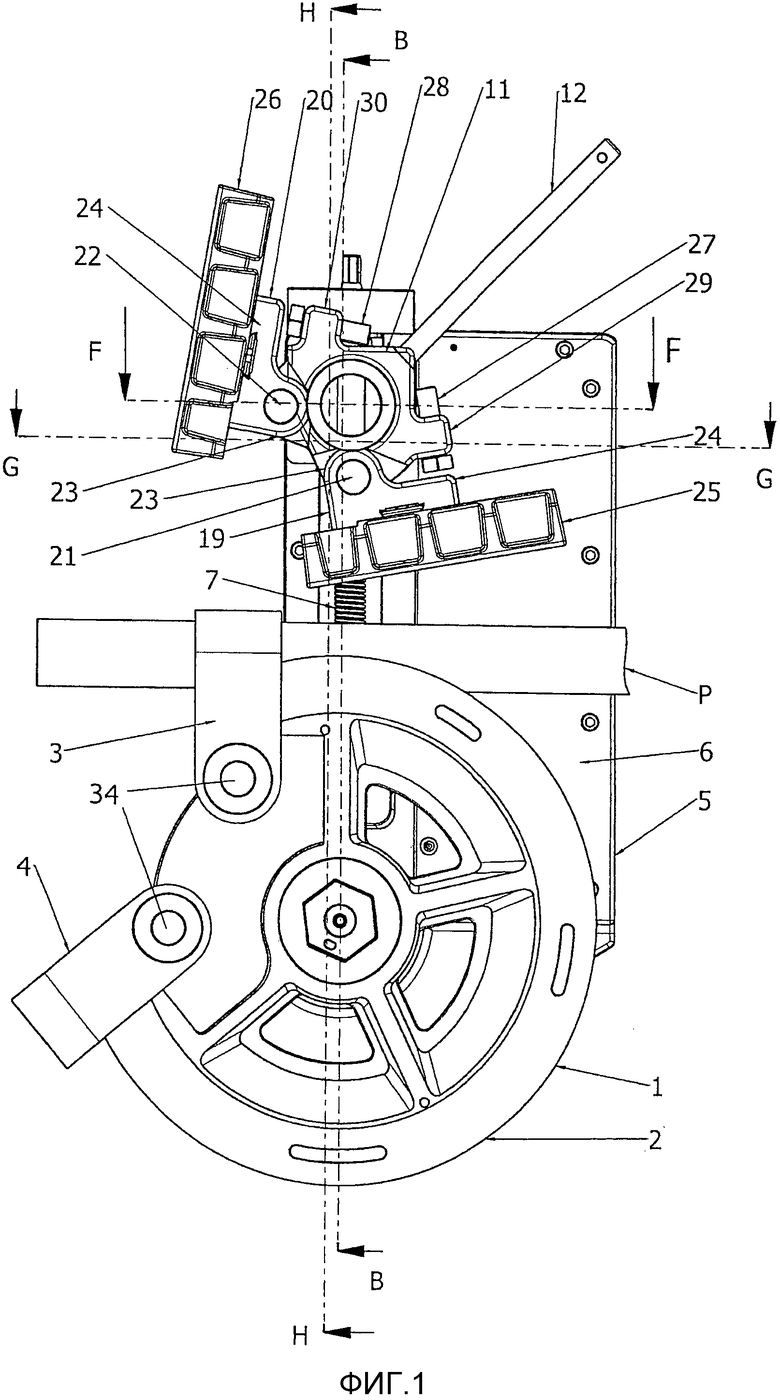
1. Гибочный станок с матрицей и контрматрицей для правосторонней и левосторонней гибки удлиненной детали (P), содержащий роликовую матрицу (1; 31), выполненную с частично окружной канавкой (2), которая прерывается с двух ее концов, причем роликовая матрица (1; 31) приводится в действие валом (0) двигателя, и первую контрматрицу (25), установленную на опорном элементе (19) первой контрматрицы, поворачиваемом на головке (11), установленной на ползуне (8), который выполнен с возможностью приведения в действие для перемещения первой контрматрицы (25) относительно роликовой матрицы (1; 31), при этом оси опорного элемента (19) первой контрматрицы и головки (11) параллельны, отличающийся тем, что роликовая матрица (1; 31) снабжена средством (3, 4; 42) удержания удлиненной детали, а вторая контрматрица (26) установлена на опорном элементе (20) второй контрматрицы, поворачиваемом на головке (11) вдоль оси, параллельной оси головки (11), которая установлена с возможностью поворота рычагом (12) по заданной дуге поворота вокруг ее оси, перпендикулярной ползуну (8), при этом станок выполнен с возможностью выбора первой или второй контрматрицы (25, 26) для взаимодействия с роликовой матрицей (1; 31) при гибке упомянутой удлиненной детали (P) в зависимости от требуемой кривизны изгиба детали направо или налево.
2. Гибочный станок по п. 1, в котором опорные элементы (19, 20) первой и второй контрматриц поворачиваются на головке (11) посредством штырей (21, 22), которые разнесены в окружном направлении на около 90 градусов, а упомянутая заданная дуга поворота головки (11) на ползуне (8) также составляет около 90 градусов.
3. Гибочный станок по п. 2, в котором опорные элементы (19, 20) первой и второй контрматриц, поворачиваемые на головке (11), выполнены с возможностью поворота по заданной дуге поворота, ограниченной соответствующим регулируемым противодействующим элементом (27, 28), который соединен с головкой (11) посредством резьбового соединения.
4. Гибочный станок по п. 2, в котором упомянутая заданная дуга поворота головки (11) на ползуне (8) ограничена посредством двойной пары взаимодействующих упорных элементов (13, 14), выполненных на ползуне (8) и на нижней части головки (11) соответственно, при этом первая пара упорных элементов (13, 14) служит для гибки налево, а вторая пара упорных (13, 14) элементов служит для гибки направо.
5. Гибочный станок по п. 1, в котором матрица (1) имеет средство удержания (3, 4) удлиненной детали с каждого из двух концов ее частично окружной канавки (2), при этом каждое из средств (3, 4) удержания удлиненной детали имеет U-образную форму, при этом боковые стороны U-образной формы соединены у ее свободных концов поворотным элементом (34), проходящим через матрицу (1).
6. Гибочный станок по п. 1, в котором матрица (31) имеет одно средство (32) удержания удлиненной детали, выполненное с возможностью фиксации удлиненной детали (P) с одного или другого конца ее частично окружной канавки (2), при этом упомянутое средство (32) удержания удлиненной детали имеет U-образную форму, причем стороны (35, 36) этой U-образной формы соединены у ее свободных концов посредством поворотного элемента (33), проходящего через обе упомянутые стороны (35, 36) и упомянутую матрицу (31) в концентричных отверстиях (37, 37, 38), имеющих ось (y1), параллельную оси (y) вала (0) двигателя, и разнесенных на равные расстояния между упомянутыми концами частично окружной канавки (2) упомянутой матрицы (31).
| US 4546632 A1, 15.10.1985 | |||
| US 5499521 A1, 19.03.1996 | |||
| ГИБОЧНЫЙ СТАНОК | 0 |
|
SU331837A1 |
| СТАНОК ДЛЯ ИЗГИБАНИЯ ТРУБ | 1934 |
|
SU42399A1 |
| ТРУБОГИБОЧНЫЙ СТАНОК С ОПРАВКОЙ ДЛЯ ГИБКИ, ИМЕЮЩИЙ НЕСУЩУЮ КОНСТРУКЦИЮ, КОТОРАЯ ОСОБЕННО УСТОЙЧИВА К РАБОЧИМ НАПРЯЖЕНИЯМ | 2008 |
|
RU2438819C1 |

