Область техники
Предлагаемое изобретение относится к технологиям строительства скважин добывающей промышленности, а именно, к способу соединения труб для бурения и крепления скважин.
Уровень техники
При обустройстве скважин для добычи нефти и газа для закрепления стенок скважины, сложенных недостаточно устойчивыми горными породами, разобщения различных пластов и создания долговременного канала для извлечения ресурсов используются обсадные колонны, которые могут служить каналом для нагнетания в скважины жидкости и газа. Обсадная колонна собирается из последовательно соединенных обсадных труб.
Обсадная колонна скважины постоянно испытывает воздействия давления извне пластовой жидкости и пластового газа, которые находятся в горных породах. Также эта колонна подвергается воздействиям, вызываемым внутренним давлением газа и нефти, а также воздействиям, оказываемым изнутри буровым раствором, от собственной массы и от усилий натяжения колонн, что объясняется влиянием температурных значений и перепадов давления. Таким образом, для долговременной эксплуатации скважин обсадные колонны должны обладать герметичностью, достаточной прочностью и износостойкостью.
Как правило, обсадные трубы изготавливают из бесшовных стальных труб, на концах которых нарезают соединительную резьбу. При свинчивании труб с муфтами применяются смазки или другие уплотнители, обеспечивающие герметичность соединения и предохраняющие его от задиров и коррозии. Следовательно, механические свойства обсадной колонны зависят не только от свойств используемых труб, но и от способа их соединения и применяемых при таком соединении материалов.
Так, из патентного уровня техники известен способ соединения обсадных труб при выполнении работ по строительству скважин, которые скрепляются между собой специальными соединениями при помощи соединительной муфты (RU 2687499 C1, 14.05.2019). В известном решении резьбовое соединение обсадной трубы включает тело трубы с низкопрофильной конической трапецеидальной резьбой на концах, а также муфту с ответно выполненной резьбой на концах.
В целях увеличения предельных значений таких функциональных показателей как крутящий момент, усилие сжатия растяжения, давление смятия и разрыва, температура эксплуатации и изгибающие деформации, наружный диаметр муфты больше наружного диаметра трубы. Вследствие этого по наружному контуру колонна не является равно проходной и ограничением по применимости для спуска в стволе скважины является не наружный диаметр самой трубы, а больший диаметр муфты, что является недостатком данного решения.
Другие способы увеличения порога ключевых функциональных показателей узлов соединения обсадных труб, такие как изменение материала и геометрии, так или иначе подразумевают применение резьбового соединения. Кроме того, для эксплуатации узлов соединения обсадных труб резьбовым соединением требуется применение специальных, наносимых на профиль резьбы при соединении труб смазочных материалов, которые обладают антифрикционными при свинчивании, минимизирующими при соединении риск повреждения резьбы, а также герметизирующими и склеивающими резьбовое соединение при спуске и эксплуатации скважины функциональными показателями применимости.
Соединение обсадных труб на резьбовом соединении является наиболее часто применяемым известным способом соединения труб при выполнении работ по креплению открытого ствола скважины, но несмотря на это способ обладает рядом существенных недостатков, с которыми сталкиваются при их эксплуатации и изготовлении.
Недостатками при изготовлении является сложность и трудоемкость соблюдения производителем условий, обеспечивающих качество во время нарезания резьбы на трубе, к которым предъявляется высокоточное изготовление. Технологически, погрешность в протекании кинематического процесса нарезания резьбы могут сочетаться с ошибками инструмента и его установками, геометрическими ошибками станка и установкой заготовки. Совокупность этих ошибок порождает неточности формы и размеров параметров профиля резьбы. Эти неточности формы и размеров вызывают неравномерное распределение нагрузки на боковых поверхностях профиля и, как следствие, приводят к нарушению герметичности резьбового соединения.
Ресурсоемкость предупреждения рисков некачественного изготовления резьбы вызвано наличием большого количества переменных, требующих контроля и соответствующих им критериям качества.
Также к недостаткам при эксплуатации резьбовых соединений обсадных труб является сложность соблюдения условий, обеспечивающих правильную их транспортировку, свинчивание и спуск в скважину, которые напрямую влияют на качество бурения или крепления ствола скважины.
В частности, условия транспортировки должны обеспечить отсутствие механических повреждений и следов коррозии на резьбе обсадных труб до момента свинчивания в процессе спуска обсадной колонны.
При свинчивании также присутствует риск механического повреждения резьбы или тела трубы сжимающим усилием задерживающих и свинчивающих инструментов, ударным воздействием при движении труб в зоне проведения работ по свинчиванию, превышением допустимого крутящего момента при свинчивании.
Все это приводит к невозможности дальнейшего использования и отбраковке обсадной трубы, т.к. невозможно оперативно отремонтировать обсадные трубы с резьбовыми концами в условиях скважины.
Также присутствует риск неправильного нанесения специальной резьбовой смазки, которая является неотъемлемой переменной такого качества соединения как герметичность, склеиваемость и правильная свинчиваемость без превышения крутящего момента и деформации соединения.
При спуске обсадной колонны, состоящей из обсадных труб, соединенных между собой через муфты резьбовым соединением, даже допуская их правильное соединение, присутствует ряд недостатков касающиеся контакта со стенкой ствола скважины при движении колонны в стволе, гидродинамических потерь за трубным пространством при циркуляции промывочной жидкости в сечении расположения муфт соединения. Возникающие из-за этого осложнения, такие как закупоривание за трубного кольцевого пространства (например наработка шламовых сальников), гидравлический разрыв пластов, потеря циркуляции промывочной жидкости и т.д. подразумевают меры предупреждения возможных и ликвидации возникших осложнений, которые, обычно, приводят к удорожанию строительства скважины за счет увеличения стоимости и количества выполняемых операций, или вовсе к отбраковке ствола скважины, то есть отсутствия возможности дальнейших работ, что приводит к утере всех ресурсов, направленных на строительство скважины.
Кроме того, в случае применения резьбового способа соединения обсадных труб для бурения ствола (т.е. при одновременном осуществлении бурения и крепления ствола скважины) исключается ключевое преимущество бурильных труб, а именно – возможность многократного использования труб с резьбовым соединением. Эта функция рабочей колонны необходима, так как по тем или иным техническим и технологическим причинам процесс бурения приостанавливают и породоразрушающий инструмент поднимают на устье для замены, при этом рабочую колонну при подъеме разбирают, а резьбы обсадных труб рассчитаны только на однократное свинчивание, а в иных случаях, где применяются склеивающие материалы наносимые перед свинчиванием на резьбы обсадных труб для бурения ствола, не предусматривают возможность сохранения целостности резьбы при демонтаже рабочей колонны.
В общем случае резьбовое соединение на концах обсадных труб всегда имеет меньший порог прочности и герметичности в сравнении с телом трубы, причиной которого являются геометрические и структурные характеристики резьбы.
С развитием уровня техники в данной области свое применение нашел способ лазерного соединения труб при строительстве скважин.
Например, известен способ соединения и разъединения труб лазерной сваркой (RU 2752905, 11.08.2021) применительно к креплению скважин ПВХ трубами с усиливающими компонентами для лазерного излучения.
Однако данный способ неприменим для осуществления бурения скважины обсадной колонной, т.е. одновременного бурения и укрепления скважины.
В качестве наиболее близкого аналога предлагаемого изобретения можно указать способ соединения и разъединения труб для добычи битуминозной нефти и устройства для лазерной сварки и резки при реализации способа (RU 2630327, 07.09.2017), применительно к креплению наклонно-горизонтальных скважин, включающий спуск труб в скважину с соединением лазерной сваркой и подъем труб с разъединением лазерной резкой за один оборот вокруг места соединения.
Повышение надежности работы колонн труб при закачке теплоносителя в известном решении обеспечивается за счет замены резьбового соединения труб сварным. Однако, по существу, известное решение направлено на достижение экономического эффекта, поскольку обеспечивает повышение производительности труда при строительстве скважины, а также сокращение затрат вследствие применения более дешевых труб (а именно, труб из низкоуглеродистой стали).
Недостатком известного способа является узконаправленная применимость, исключающая возможность бурения скважины обсадной колонной, собранной способом лазерной сварки с последующим ее креплением, в том числе вследствие применения труб из материалов с низкими прочностными характеристиками.
Раскрытие изобретения.
Предлагаемое изобретение направлено на преодоление отмеченных выше недостатков уровня техники и при своем осуществлении позволяет обеспечить достижение технических результатов, которые заключаются, в частности, в обеспечении возможности одновременного бурения скважины и организации обсадной колонны, повышении прочностных характеристик и долговечности обсадной колонны, снижении материалоемкости бурильных комплексов в целом, повышении безопасности работ.
Согласно изобретению, в его предпочтительном варианте осуществления, предлагается способ соединения обсадных труб лазерной сваркой при бурении и креплении скважин, включающий вертикальное или наклонное позиционирование и фиксацию соединяемых обсадных труб лазерной сваркой стыковочным орбитальным инструментом, отличающийся тем, что используют среднеуглеродистые металлические трубы, перед сваркой стык соединяемых труб предварительно прогревают, сварку производят в среде подаваемых независимо противоокислительных защитных, а также искроотводящих и/или искрогасящих барьерных газов с автоматической подачей легированной проволоки на стык соединяемых труб, причем при сварке поддерживают заданную температуру в рабочей зоне соединения труб, используя циркуляционную систему хладоносителя.
В дополнительном варианте осуществления изобретения стык соединения прогревают воздействием индукционного поля или лазерным излучением за один оборот нагревательного индуктора или лазерной головки вокруг неподвижной зоны стыка.
В нижеследующем разделе описания приведены подробные сведения, касающиеся осуществления изобретения, на основании которых специалисту в данной области техники будет понятна возможность достижения как указанных выше технических результатов, так и иных эффектов, в явном виде не отмеченных в описании в качестве технических результатов. Также далее показаны предпочтительные технические средства, использование которых позволяет осуществить изобретение с достижением совокупности технических результатов.
Осуществление изобретения
Представленные далее примеры осуществления изобретения приведены в иллюстративных целях и не призваны для ограничения объема охраны, определяемого пунктами формулы изобретения. Для специалиста будет понятно, что любые частные случаи используемых в описании общих понятий или альтернативные варианты их осуществления, способные к выполнению функционала изобретения, могут быть использованы при осуществлении изобретения и должны быть отнесены к предмету изобретения.
Для более полного понимания сущности изобретения описание дополнено отсылками на поясняющие чертежи, согласно котором представлено:
фиг. 1 – стыковка торцованных труб;
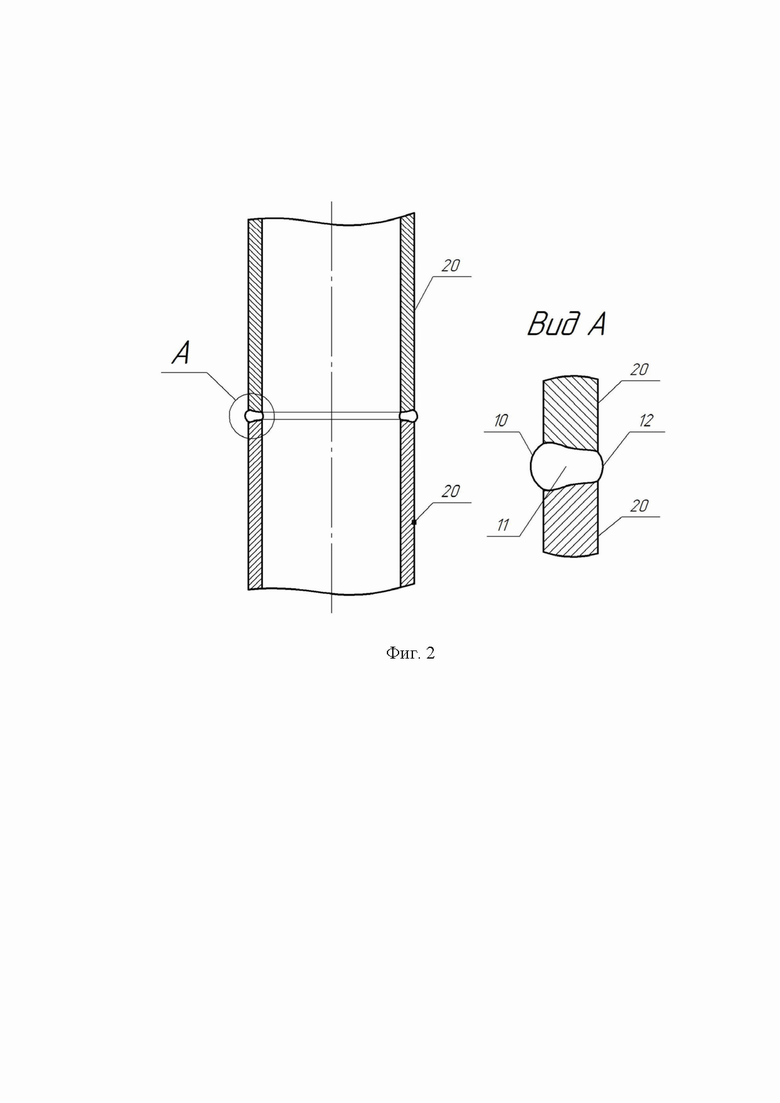
фиг. 2 – лазерное сварное соединение обсадных труб;
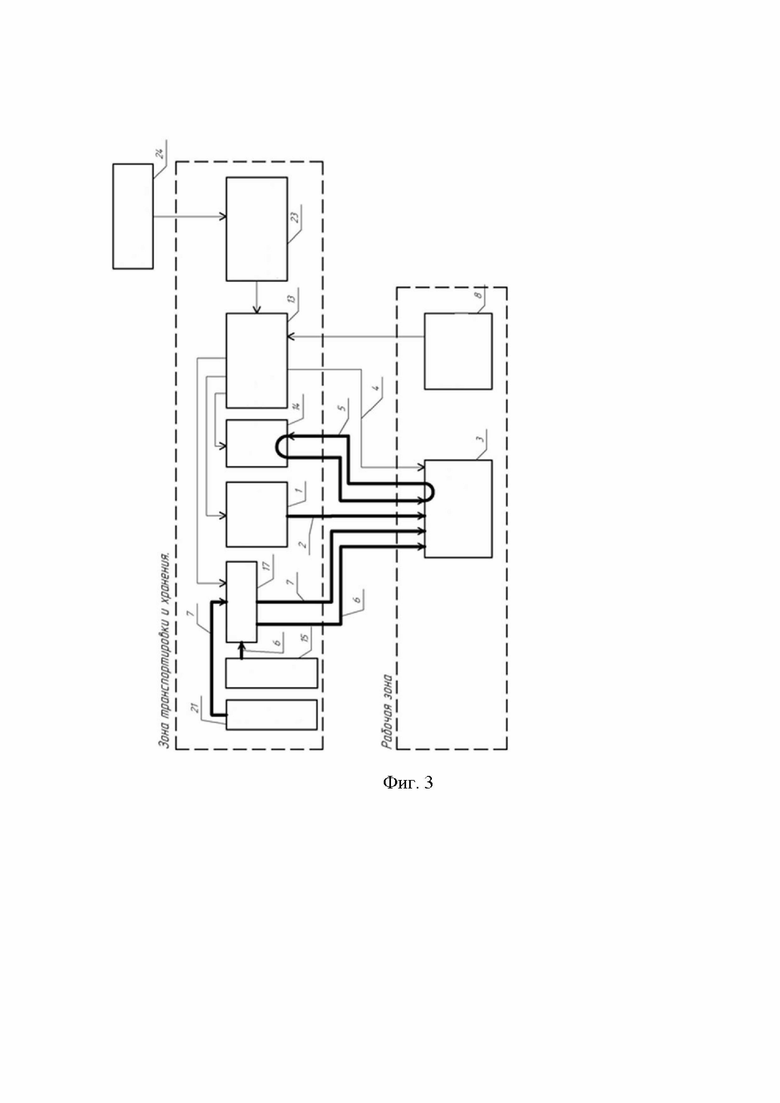
фиг. 3 – общая техническая схема способа соединения обсадных труб лазерной сваркой.
Под понятием среднеуглеродистых металлических труб в рамках данной заявки понимается, в частности, бесшовное изделие, выполненное из стали, имеющей в себе 0,25-0,6% углерода и постоянные примеси, которая не содержит легирующих элементов или легирована никелем, хромом, марганцем или кремнием с содержанием этих элементов не более 3%. Марки стали, в зависимости от условий применения изделий, могут быть выбраны специалистом на основании сведений, содержащихся, например, в ГОСТ 1050-2013 или в ГОСТ 380-88, включенных в данное описание в качестве составной части для целей раскрытия смыслового содержания указанного понятия.
Наряду с технологическими, эксплуатационными и экономическими факторами при выборе и расчете конструкций скважин необходимо учитывать параметры и режимы работы буровых машин, обеспечивающих бурение и крепление скважины. Недооценка этого фактора приводит к неоправданному увеличению мощности буровых лебедок, насосов, ротора, забойных двигателей. В результате возрастает масса буровых комплексов, ухудшаются их транспортабельность и монтажеспособность (Р.А. Баграмов, Буровые машины и комплексы: Учебник для вузов, М.: Недра, 1988, с. 93).
Поэтому одним из важных факторов совершенствования конструкций скважин является снижение веса обсадных колонн при сохранении способности труб к сопротивлению наружному и внутреннему давлению.
В предложенном изобретении использование среднеуглеродистых металлических труб позволяет сохранить способность труб к сопротивлению наружному и внутреннему давлению при возможности уменьшении их толщины, что позволяет снизить вед обсадной колонны в целом. Также на уменьшение веса обсадной колонны влияет тот факт, что в предложенном решении отсутствует необходимость использования соединительных муфт вследствие перехода от резьбового соединения в лазерному таким образом, как это показано далее.
Выпущенный прокат трубы, при отсутствии особых требований к герметичности, можно транспортировать непосредственно на скважину, минуя ресурсоемкий процесс изготовления резьбы на концах трубы, что значительно уменьшает стоимость конечного продукта в виде обсадной трубы для строительства скважин.
Перед началом работ на стеллажах буровой установки производят визуально-измерительный контроль торцов трубы и, при необходимости, используя любой известный торцовочный или трубонарезной инструмент для соответствующего типоразмера трубы, торцы 21а труб 20 приводятся в соответствие (фиг.1, 2). Таким образом, в связи с исключением требования к высокоточному изготовлению и ремонту соединения в специальных производственных условиях, предлагаемый способ дает возможность производить эти работы в условиях скважины, так как единственным требованием для соединяемых изделий, помимо материала, является ровный торец трубы. По сравнению с резьбовым соединением исключаются и особые к транспортировке и подготовке к выполнению соединения.
При подъеме трубы со стеллажей на буровую установку для проведения работ по соединению достаточно использовать любые известные применительно к буровой установке трубозахватные инструменты и приспособления соответствующего типоразмера («хомуты», «спайдер-элеваторы» и т.д.). Тем не менее, выполнение соединения требует применения предложенного способа соединения обсадных труб лазерной сваркой при помощи комплекса электронно-механических автоматизированных устройств.
Для осуществления способа в предпочтительном варианте в качестве периферийной системы к буровой установке предложено использовать мобильный автоматический лазерный комплекс электронно-механических устройств, оборудования и инструментов, обеспечивающих одностороннее стыковое сварное соединение в газовой среде (фиг. 3).
Комплекс условно разделяется на зону транспортировки и хранения и рабочую зону. В обобщенном виде, комплекс включает в своем составе внешний источник электроэнергии 24, соединенный с резервным источником электроэнергии 23. Источники электроэнергии обеспечивают питание оборудования комплекса, к которому относится, в частности, автоматический шкаф управления 13, соединенный с пультом управления и контроля 8. Шкаф управления, в свою очередь, предназначен для контроля и управления такими элементами, как: орбитальный инструмент 3, предназначенный для расположения в рабочей зоне; чиллер 14, квантовый генератор 1, шкаф контроля газа 17, источники искроотводящего и/или искрогасящего барьерного 21 и противоокислительного защитного 15 газа.
Все или часть отмеченных выше средств могут быть размещены на грузовом шасси для обеспечения мобильности комплекса с последующим размещением средств согласно указанным зонам расположения, в процессе осуществления способа.
Для осуществления бурения с одновременным креплением скважин, с вертикальным или наклонным позиционированием и фиксацией соединяемых обсадных труб действия осуществляют следующим образом.
Для среднеуглеродистых сталей характерной особенностью является образование закалочных структур в шве и зоне термического влияния, создающих опасность хрупкого разрушения, поэтому для получения надежных сварных соединений при соединении труб из сталей этой группы необходимо выбирать марку стали не только исходя из показателей прочности основного металла, но и с учетом возможности получения необходимых стабильных механических свойств сварных соединений в условиях выполнения сварного соединения обсадных труб и полной реализации этих свойств при работе соединения. Достигается это тем, что перед процессом сварки стык соединяемых труб предварительно прогревают, используя для этого термическое воздействие на прилегающую к шву металла основу, например, при помощи индукционного поля или расфокусированного лазерного излучения за один оборот нагревательного индуктора или лазерной головки вокруг неподвижной зоны стыка, при этом температура нагрева имеет корреляционную зависимость от таких ключевых величин как марка стали и условия рабочей среды. Требуемая корреляция достигается тем, что нагревательный индуктор или лазерная головка входят в состав орбитального инструмента и режимы их работы могут настраиваться и управляться оператором. При этом выбор марки стали может быть осуществлен специалистом по табличным данным, представленным, например, в ГОСТ 380-71 с учетом параметров обустраиваемой скважины. Применение этапа предварительного нагрева может быть использовано, в частности, для обеспечения более прочного сварного соединения за счет удаления окислов, предупреждения образования трещин за счет снижения скорости остывания наплавленного и основного металла, позволяет снизить усадочное напряжение шва и прилегающего металла основы, обеспечивает требуемые механические свойства сварного шва и прилегающего материала, такого, как ударная вязкость, что необходимо, так как шов в составе колонны в процессе спуско-подъемных операций при бурении и креплении ствола постоянно подвергается механическим усилиям и гидравлическим давлениям, при которых шов многократно подвергается сжатию, растяжению, изгибу и кручению.
В качестве механической части орбитального инструмента может быть использована, например, известная из уровня техники орбитальная сварочная каретка производства UniversalBug-O-Matic с дополнительно установленными твердотельной лазерной головкой, средством прогрева (либо без дополнительного средства прогрева, если прогрев осуществляют лазерной головкой), средствами юстировки и контроля, средствами крепления газовых, охлаждающих магистралей, газовыми форсунками и т.п.
В предложенном способе осуществление лазерной сварки подразумевает подачу электричества в квантовый генератор 1 в оптическом диапазоне электромагнитных волн (лазер) в котором электричество, использующееся в качестве энергии накачки, преобразуется в энергию когерентного, монохроматического, поляризованного и узконаправленного потока излучения, транспортируемого по легированному оптическому волоконному кабелю 2 до лазерной головки, расположенной на орбитальном устройстве 3 лазерной сварки.
Лазерное излучение подается на свариваемый стык соединяемых между собой обсадных труб, при этом в качестве наплавляемого на стык элемента служит легированная проволока с диаметром в сечении 1÷1,2 мм, намотанная на сменную бобину в составе орбитального инструмента, с автоматической подачей на точку контакта излучаемого лазерной головкой направленного потока излучения с поверхностью стыка обсадных труб.
Сварочная проволока имеет функцию необходимого наружного усиления 10 (выпуклости) сварного шва (фиг. 2), высота/ширина которой регулируется отношением скоростей подачи проволоки и движения головки лазерного излучения в процессе термического воздействия на свариваемый лазерным излучением стык труб. Сцепление же торцов труб в процессе воздействия геометрически параллельно направленного к ним лазерного излучения, происходит за счет сцепления материала труб на молекулярном уровне 11 (фиг. 2). Внутренне усиление 12 (фиг. 2) образуется за счет «выдавливания» расплавленного лазерным излучением материала трубы по торцу, при этом высота усиления, уменьшающая внутренний проходной диаметр колонны, не превышает требования предъявляемые к минимальному проходному диаметру по телу трубы.
Стыковочный орбитальный инструмент лазерной сварки 3, предназначенный для соединения обсадных труб, обеспечивает действия по стыковке, фиксации от смещения во время сварки и непосредственно сварку подвешенной трубы на трубозахватном инструменте к предыдущей трубе, спущенной и зафиксированной на клиньях ротора буровой установки.
Следует отметить, что орбитальный инструмент может быть использован и для разъединения труб, что включает такие действия как фиксацию от перемещений отрезаемой трубы в процессе резки, срезку лазерным излучением или механически при помощи режущих дисков на электрическом приводе, расположенных перпендикулярно к оси разъединяемых труб над и под сварным швом, которые могут подаваться и отводиться от трубы под управлением оператора лазерного сварочного комплекса.
К стыковочному орбитальному инструменту, которым непосредственно производится процесс соединения, одновременно подводятся линии транспортировки лазерного излучения 2, электричества 4, хладоносителя 5, противоокислительного защитного газа 6, искроотводящего и/или искрогасящего барьерного газа 7. В составе комплекса, применяемые в работе газы можно извлекать с применением известных из уровня техники баллонов хранения газа под высоким давлением или использовать генераторы газов путем их выделения из состава окружающего воздуха. Защитный и барьерный газы могут быть как инертными, так и активными, и для случая применения разных газов должны иметь независимые отдельные лини подачи. При этом защитный газ позволяет обеспечить отсутствие окисления элементов труб при сварке, что повышает качество сварного соединения и его тип зависит от конкретного применяемого материала соединяемых труб, а барьерный газ служит для обеспечения безопасность выполнения работ, например обеспечить защиту оптической системы лазерной головки направляющих и фокусирующих лазерное излучение. Подача защитного газа должна быть сконфигурирована таким образом, чтобы среда защитного газа была обеспечена непосредственно у точки контакта лазерного луча со свариваемыми деталями. Подача барьерного газа должна быть сконфигурирована таким образом, чтобы среда барьерного газа была обеспечена на некотором расстоянии от свариваемого стыка путем отведения ее струи от защитного газа так, чтобы контролировать распространение искр в пределах рабочего участка орбитального инструмента.
Человек-оператор, выполняющий соединение при помощи орбитального инструмента, подает команды в автоматический шкаф управления 13 посредством пульта управления и контроля 8. Команды включают функции настройки, позиционирования и фиксации труб в стыковочном орбитальном инструменте 3 и начала сварки. Алгоритм выполнения сварки также может быть реализован в виде машиночитаемого кода с последующим его выполнением процессорным устройством. Такой вариант осуществления позволяет осуществлять процесс сварки в автоматическом режиме. В процессе автоматической сварки процессорное устройство, основываясь на показаниях датчиков, осуществляет управление средствами, входящими в состав автоматизированного комплекса, предусмотренного в рамках данного изобретения.
В орбитальном инструменте 3 движение лазерной головки, подача наплавляемой проволоки сварочной, защитного и барьерного газа происходит вокруг неподвижного свариваемого стыка труб 20.
Защитный газ/газовая смесь, требующийся для образования качественного сварного шва, отводящий вредные вещества внешней среды и определяющий химический состав сварного шва, хранится в баллонах 15 под давлением.
Барьерный газ/газовая смесь, требующийся для отвода и гашения возникающих в процессе сварки брызг расплавленного металла и искр, также хранится в баллонах 21 под давлением. С целью контроля режимов подачи защитного и барьерных газов на орбитальный инструмент применен узел контроля газа 17, который регулирует давление и скорость подачи газов и при нарушении требуемых условий подачи газов сигнализирует об этом на пульт управления и не дает произвести запуск процесса автоматической лазерной сварки до устранения нарушений.
В качестве источников указанных газов также могут выступать генераторы газов, выделяющие соответствующий(ие) газ(ы) из состава окружающего воздуха. В качестве противоокислительного защитного газа могут выступать газы, выбранные из аргона, гелия, азота, углекислого газа или смеси этих газов в различных пропорциях. В качестве искроотводящего и/или искрогасящего газа могут выступать газы, выбранные из аргона, азота или из смеси этих газов в различных пропорциях.
Так как сам процесс сварки происходит в автоматическом режиме, при определенных обстоятельствах функцию человека-оператора можно заменить роботизированным комплексом, выполняющим электронные инструкции, в частности, программой-оператором, под управлением которой процессорное устройство, размещенное, например, в пульте управления 8, будет выполнять этапы способа.
Согласно способу, при сварке поддерживают заданную температуру в рабочей зоне соединения труб, используя в стыковочном орбитальном инструменте циркуляционную систему хладоносителя. Хладоноситель (например, этиленгликоль), выполняющий функцию охлаждения нагревающихся участков элементов орбитального инструмента (например, лазерной головки), циркулирует по каналу 5, отводя тепло через чиллер 14. Величина температуры в зоне сварки (например, измеряемая соответствующим датчиком, входящим в состав орбитального инструмента), может быть использована для регулирования подачи хладоносителя (например, его скорости) в зону сварки. Предусматриваемый способом контроль и регулировка температуры позволяет исключить влияние перегрева на конструктивные элементы обсадной колонны и, соответственно, повысить надежность ее функционирования.
Так как сбой в подаче электроэнергии в процессе сварки может привести к сбою физических и логических элементов системы, помимо общего централизованного источника 24 предусмотрен автономный резервный источник электроэнергии 23 (например, аккумуляторы) в объеме, достаточном для выполнения не менее одного цикла соединения труб, для возможности завершения запущенного автоматического процесса сварки.
Лазерная сварка торцевого сварного соединения требует подачи лазерного излучения геометрически параллельно к торцам труб и строго на стык сопряженных торцов труб с погрешностью не более 0,5 мм. Геометрическая параллельность к торцам сопряженных труб предпочтительно обеспечивается за счет предусмотренных на орбитальном инструменте трубозахватных механизмов, фиксирующих трубы в нужном положении и предупреждающих осевые и радиальные перемещения труб в процессе сварки.
Контроль подачи лазерного излучения строго на стык сопряженных торцов труб предпочтительно осуществлен за счет того что, на пульте управления и контроля 8, расположено средство удаленного визуального контроля позиционирования лазерной головки с цифровой сеткой нитей, а сам процесс позиционирования лазерной головки относительно зафиксированного стыка торцов труб осуществляется зафиксированным на орбитальном инструменте относительно лазерной головки прибором юстировки расположения лазерной головки как вручную так и в автоматическом режиме посредством привода продольного к оси труб движения лазерной головки. Юстировку расположения лазерной головки относительно стыка труб предпочтительно осуществляют лазерным излучением отражательного действия с диаметром луча 0,5-1,0 мм.
Неразрушающий контроль качества каждого выполненного лазерного сварного соединения предпочтительно выполняют путем установки на радиальном приводе орбитального инструмента прибора ультразвукового контроля сварного соединения с автоматической регистрацией и записью данных, при этом сам процесс контроля может быть осуществлен как в процессе выполнения лазерной сварки с автоматическим вращением орбитального привода вокруг свариваемого стыка труб, так и после ее выполнения, то есть в процессе автоматического возврата орбитального привода в исходное положение.
В качестве дополнительных преимуществ предложенного решения можно отметить значительное уменьшение рисков некачественной работы за счет исключения необходимости высокоточного изготовления узлов соединения спускаемой колонны из стальных труб, обсаживающих ствол скважины. Кроме того, благодаря отсутствию высадок наружу в виде муфт (в качестве отдельных деталей так и цельными с трубой), исключаются технологические осложнения, связанные с соединением - гидродинамические осложнения в процессе спуска стальной колонны, в том числе с циркуляцией жидкости и механические осложнения, возникающие вследствие прямого контакта соединения со стенкой пробуренного и обсаживаемого ствола скважины, образованного воздействием породоразрушающего инструмента.
Практика показывает, что при реализации процессов строительства скважины с запланированными и прогнозируемыми показателями качества ствола скважины, такими как стабильность стенки, коэффициент кавернозности, интенсивность искривления, зачастую требуются действия, направленные на решение задач, не выявленных при планировании строительства. К самым распространенным решаемым задачам в процессе строительства скважин относится механический прихват колонны, потеря циркуляции, самопроизвольное (незапланированное) искривление ствола скважины при бурении, загрязнение бурового раствора, повреждение продуктивного пласта понижающую проницаемость флюида в околоскважинной зоне, недостаточная очистка ствола скважины, падение посторонних предметов в скважину. Поэтому, вследствие обеспечения возможности данным способом не только крепления скважины, но и ее бурения, еще одним преимуществом предложенного способа является то, что он позволяет улучшить гидромеханические функциональные показатели соединений труб обсадных колонн – крутящий момент, усилие сжатия и растяжения, давление смятия и разрыва, допустимые температуры и изгибающие деформации при бурении, креплении и эксплуатации скважины за счет применимости труб из среднеуглеродистых сталей.
Таким образом, выше представлены средства и методы, которые могут быть использованы для осуществления предложенного изобретения, а также показана причинно-следственная связь между существенными признаками формулы и совокупностью обеспечиваемых изобретением технических результатов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формирования монолитной буровой колонны из обсадных труб орбитальной лазерной сваркой | 2021 |
|
RU2776125C1 |
| Способ соединения и разъединения труб лазерной сваркой | 2020 |
|
RU2752905C1 |
| Способ соединения и разъединения труб для добычи битуминозной нефти и устройство для лазерной сварки и резки при реализации способа | 2016 |
|
RU2630327C1 |
| Способ монтажа монолитной колонны стальных труб орбитальной лазерной сваркой и устройство для его осуществления | 2023 |
|
RU2824906C2 |
| СПОСОБ БУРЕНИЯ СКВАЖИН | 1998 |
|
RU2147664C1 |
| УЗЕЛ СОЕДИНЕНИЯ ОБСАДНЫХ ТРУБ | 2014 |
|
RU2655137C1 |
| Способ орбитальной лазерной сварки нефтяных стальных труб, устройство и система, его реализующие | 2020 |
|
RU2759457C1 |
| Устройство для бурения на обсадной колонне | 2022 |
|
RU2792480C1 |
| СПОСОБ И УСТРОЙСТВО СПУСКА И ЦЕМЕНТИРОВАНИЯ ОБСАДНЫХ КОЛОНН | 2021 |
|
RU2765934C1 |
| ДОЛОТО ДЛЯ БУРЕНИЯ С ОБСАДНОЙ ТРУБОЙ ИЛИ ОБСАДНОЙ КОЛОННОЙ-ХВОСТОВИКОМ И ЕГО ИЗГОТОВЛЕНИЕ | 2017 |
|
RU2719868C2 |
Изобретение относится к способу соединения обсадных труб лазерной сваркой при бурения и креплении скважин. Технические результаты заключаются в обеспечении возможности одновременного бурения скважины и организации обсадной колонны, повышении прочностных характеристик и долговечности обсадной колонны, снижении материалоемкости бурильных комплексов в целом, повышении безопасности работ. Осуществляют лазерную сварку среднеуглеродистых металлических труб. Перед сваркой стык соединяемых труб предварительно прогревают. Сварку производят в среде подаваемых независимо противоокислительного и искрогасящего газов с автоматической подачей легированной проволоки на стык соединяемых труб. При сварке поддерживают заданную температуру в рабочей зоне соединения труб, используя циркуляционную систему хладоносителя. 4 з.п. ф-лы, 3 ил.
1. Способ соединения обсадных труб лазерной сваркой при бурении и креплении скважин, включающий вертикальное или наклонное позиционирование и фиксацию соединяемых обсадных труб лазерной сваркой стыковочным орбитальным инструментом, отличающийся тем, что используют среднеуглеродистые металлические трубы, при этом перед сваркой стык соединяемых труб предварительно прогревают, причем сварку осуществляют в автоматическом режиме в среде подаваемых независимо противоокислительных защитных, искроотводящих и/или искрогасящих барьерных газов с автоматической подачей легированной проволоки на стык соединяемых труб, при этом при сварке поддерживают заданную температуру в рабочей зоне соединения труб, используя циркуляционную систему хладоносителя, при этом в состав орбитального инструмента входит датчик температуры.
2. Способ по п. 1, отличающийся тем, что предварительный прогрев стыка осуществляют индуцированным полем или лазерным излучением за один оборот соответственно индуктора поля или лазерной головки вокруг неподвижной зоны стыка.
3. Способ по п. 2, отличающийся тем, что противоокислительный защитный газ выбирают из группы, включающей одно из: аргон, гелий, азот, углекислый газ или из смеси указанного; искроотводящий и/или искрогасящий газ выбирают из группы, включающей одно из: аргон, азот или из смеси указанного, а в качестве хладоносителя используют этиленгликоль.
4. Способ по п. 3, отличающийся тем, что используют орбитальный инструмент, дополнительно снабженный средством резки труб.
5. Способ по п. 1, отличающийся тем, что источником противоокислительных, искроотводящих и/или искрогасящих газов служат баллоны хранения газа под высоким давлением или генераторы газов из состава окружающего воздуха.
| Способ соединения и разъединения труб для добычи битуминозной нефти и устройство для лазерной сварки и резки при реализации способа | 2016 |
|
RU2630327C1 |
| Способ изготовления труб нефтяного сортамента (варианты) | 2017 |
|
RU2686405C1 |
| Способ сварки сформованной трубной заготовки с индукционным подогревом | 2017 |
|
RU2660540C1 |
| СПОСОБ ДЛЯ ЛАЗЕРНОЙ СВАРКИ ВСТЫК ОДНОЙ ИЛИ НЕСКОЛЬКИХ ЗАГОТОВОК ИЗ ОТВЕРЖДАЕМОЙ СТАЛИ С ПРИМЕНЕНИЕМ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 2013 |
|
RU2635050C2 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ ТОНКОСТЕННЫХ ТРУБ | 2012 |
|
RU2533572C2 |
| WO 2014096653 A, 26.06.2014 | |||
| WO 2005056230 A1, 23.06.2005. | |||

