Область техники
Изобретение относится к области бурения стальными трубами, сваренными лазером, а именно к формированию буровой колонны лазерной сваркой обсадных стальных труб при вертикальной или наклонной проходке скважины при добыче нефти, газа или воды, а так же при строительстве буронабивных опор мостов, платформ и высотных строений.
Уровень техники
Почти сто лет как известен способ бурения на обсадной колонне: «Второе дыхание» технологии бурения на обсадной колонне - Бурение и Нефть - журнал про газ и нефть (bumeft.ru)(«Второе дыхание» технологии бурения на обсадной колонне THE SECOND WIND OF CASING WHILE DRILLING TECHNOLOGY). Первые идеи бурить на колонне из обсадных труб возникли еще в начале XX века. Так, в патенте от 1923 г. описывалось специальное извлекаемое долото и выделялось 17 преимуществ данной технологии. Обсадная труба имеет больший диаметр по сравнению с бурильными трубами. Благодаря этому постоянно происходит контакт со стенкой скважины. Появляется эффект механической кольматации - выбуренный шлам вдавливается обсадной трубой в стенки скважины, поры и трещины закупориваются, а в случае наличия поглощения оно уменьшается или совсем ликвидируется. Наличие набухающих и пластичных глин, текучих солей или обвальных пород, риск растепления зоны вечной мерзлоты - часто встречающиеся факторы при бурении под кондуктор или техническую колонну на многих месторождениях России. Они ведут к следующей проблеме - неустойчивости стенок скважины, которая приводит к продолжительным шаблонировкам и проработкам. Это сильно увеличивает срок строительства даже коротких секций. Но и после всех операций по подготовке ствола часто происходит авария - прихват, которая может вызвать потерю оборудования и необходимость перебура интервала. В таком случае бурение на колонне также является эффективным решением, так как обсадные трубы постоянно находятся в скважине. Обсаживание проблемных интервалов происходит сразу же в процессе бурения. Чаще всего в обсадных трубах используются стандартные резьбы ОТТМ или Buttress, которые рассчитаны на большие растягивающие нагрузки, но имеют низкие допустимые значения по моменту. Расширить данный лимит позволяют многомоментные разгрузочные кольца (MLT). Они обеспечивают соединение с упором металл-металл и увеличивают допустимый крутящий момент.
Однако наличие таких разгрузочных колец приводит к увеличению диаметра места резьбового соединения и это отрицательно сказывается на глубине проходки скважины и ее диаметре, кроме того, прочностные характеристики места резьбового соединения по допустимому крутящему моменту уступают сварному соединению, тем более лазерному и критичны к ударным нагрузкам, которые могут привести по меньшей мере к нарушению герметичности уплотнителя резьбы.
Аналогичная проблема возникает и в строительстве буронабивных опор (https://asuneft.ru/oborudovanie/obsadnye-truby-dlya-neftyanyh-skvazhin-vidy-trub-obsadnaya-kolonna.html 23.10.2019. Обсадные трубы для нефтяных скважин: виды труб, обсадная колонна), где обсадные трубы получили широкое распространение. Работы выполняются методом бетонирования готового колодца. Диаметр такой конструкции может быть от 300 до 1500 мм. Наиболее популярными являются изделия с диаметром от 300 до 600 мм. Для монтажа буронабивных колонн используется стальная обсадная труба секционного типа. Нижняя секция такой колонны обладает специальным буровым элементом, который уходит в грунт при ударном бурении, что вызывает значительные осевые и поперечные нагрузки на колонну. Соединение такой конструкции происходит с помощью резьбы или раструбов со всеми их прочностными недостатками и отсутствием герметичности. Стальные трубы во многих случаях соединяются сваркой, но это достаточно трудоемкий метод.
Известна группа изобретений RU2630327C1, которая относится к способу соединения и разъединения труб для добычи битуминозной нефти и устройству для лазерной стыковой сварки и резки труб. Техническим результатом является повышение надежности колонны труб при закачке теплоносителя. Способ соединения и разъединения труб для добычи битуминозной нефти включает спуск труб в скважину с соединением лазерной сваркой и подъем труб с разъединением лазерной резкой за один оборот вокруг места соединения. При этом применяют трубы из низкоуглеродистой стали. Трубы оснащены по верхнему краю кольцевыми упорами, позволяющими при взаимодействии с устьевым оборудованием взаимодействовать лазерной сваркой и резкой так, чтобы луч лазера сварки или резки располагался в зоне стыка труб при вращении вокруг свариваемых или разрезаемых труб. При спуске в скважину первую стыкуемую трубу фиксируют устьевым оборудованием от осевого перемещения и поворота, ограничивая вылет из скважины ее кольцевым упором. Вторую трубу стыкуют торец в торец с первой трубой. После этого область стыка охватывают устройством лазерной сварки, ориентируясь на упор первой трубы, с возможностью вращения со скоростью, позволяющей качественно и герметично сварить стыкуемые трубы. При первом вращении устройства лазерной сварки производят контроль расположения стыка. При втором вращении сваривают лазером стык труб, после чего производят обследование качества сварного шва. Трубы спускают и вторую трубу фиксируют благодаря ее кольцевому упору в устьевом оборудовании. Процесс сварки труб повторяют до спуска всех свариваемых труб в скважину. При извлечении из скважины труб первую с края трубу извлекают, а вторую фиксируют устьевым оборудованием от осевого перемещения и поворота, ограничивая вылет из скважины ее кольцевым упором. После этого область стыка охватывают устройством лазерной резки, ориентируясь на упор второй трубы, с возможностью вращения со скоростью, позволяющей качественно разрезать стыкуемые трубы. При вращении устройства лазерной резки разрезают лазером трубы. Первую трубу отправляют на стеллажи для труб, а вторую извлекают из скважины. Фиксируют следующую трубу в устьевом оборудовании. Процесс резки труб повторяют до извлечения необходимого количества труб из скважины. Недостатком этой группы изобретений является сварка специально подготовленных труб с наличием упорных колец на внешней стороне трубы, что резко снижает область применения способа и делает невозможным сварку и резку стандартных обсадных труб без кольцевого упора. Также требуется два медленных обхода трубы, первый - для оцифровки и введения данных в вычислительную программу о границе кромок совмещенных труб для привязки сварочного процесса к периметру кромок по всей его длине, а второй - для самого процесса сварки, что замедляет процесс. Орбитальный механизм движется по всем неровностям трубы и вибрирует из-за приводных контактирующих с трубой роликов, что приводит к случайным скачкам и отрицательно сказывается на качестве сварки. Расположение обхватов вблизи кромок создает при сварке попадание брызг на ролики и засоряет их, а также не обеспечивает достаточного усилия для удержания контакта труб и может привести к их неконтролируемому смещению, возникнет недопустимый косой зазор при сварке и качество не будет достигнуто. Кроме того, для качественной лазерной сварки и резки обычно используют разные специализированные головки, здесь же делают одной и той же, что не может сказаться на качестве кромки после обрезания сварочной лазерной головкой, которую далее предлагают снова применить при повторной сварке, отрезанной таким образом трубы. Более того при такой обрезке предлагают отвести устройства 22 и 23 - это сопло с защитным газом для отсекания продуктов и брызг металла при сварке. Сопла не выдувают и не выжигают расплавленный металл из шва, а только сдувают продукты сварки в сторону для защиты оптики лазерной головки. А без сильной струи воздуха (кислорода), которая имелась бы в режущей лазерной головке, резка пучком лазера сварочной головкой малоэффективна и некачественная. На сварку и резку вертикальных расположенных нефтяных стальных труб и тем более обсадных труб, формирующих буровую колонну, действие изобретения не распространяют, и, со всей очевидностью, эта реализация невозможна ввиду перечисленных выше недостатков.
Предлагаемое изобретение лишено указанных выше недостатков, может быть использовано для качественной сварки нефтяных стальных труб, в том числе и обсадных, и насосно-компрессорных в вертикальных или наклонных буровых скважинах.
Раскрытие изобретения В изобретения предлагается способ формирования монолитной буровой колонны путем соединения труб в буровой колонне орбитальной лазерной сваркой, а именно при осуществлении механического контакта в торце свариваемых труб путем их осевого совмещения, при котором нижнюю трубу фиксируют устьевым обхватом в буровой скважине, оставляя свободный конец, а верхнюю трубу подводят к нижней трубе сверху для осуществления лазерной сварки, отличающийся, тем, что буровую колонну формируют из обсадных труб с возможностью соединения на ее нижнем конце бура-долота, верхнюю обсадную трубу подводят к нижней обсадной трубе сверху свободно подвешенной, осуществляют предварительную установку и фиксацию сварочного аппарата на свободном конце нижней обсадной трубы, при этом сварочный аппарат монтируют на обсадную трубу посредством двухсегментного кольцевого нижнего обхвата таким образом, чтобы обеспечить вращающемуся бесконтактно с обсадной трубой над этим обхватом соосно установленному лазерному односегментному орбитальному модулю сварочного аппарата по меньшей мере полный оборот вокруг нижнего обхвата на расстоянии от кромки вдоль обсадной трубы, обеспечивающем частичное совмещение на кромке присадочной проволоки и радиально подводимого лазерного пучка в области перетяжки пучка при сварке, затем выполняют опускание верхней обсадной трубы до контакта с торцом нижней, осуществляют обхват и фиксацию конца верхней обсадной трубы двухсегментным верхним обхватом, соосным с нижним и жестко скрепленным с ним стальной силовой дугообразной конструкцией, которую располагают снаружи и за пределами орбитального модуля для предотвращения ограничения его вращения и обеспечения его соосности с захватами, затем выполняют намотку висящей сбоку на корпусе силовой конструкции петли энергетического защитного кабель-канала на барабан упомянутого модуля на один по меньшей мере полный оборот и в таком исходном положении с намотанным кабель-каналом осуществляют лазерную сварку с формированием сплошного сварного шва по меньшей мере за один проход, при этом в процессе полного автоматического обратного поворота орбитальной части сварочного аппарата осуществляют разматывание кабель-канала с барабана, причем по окончании процесса формирования сплошного сварного шва по меньшей мере за один проход освобождают обсадные трубы от обхватов сварочного аппарата, который отводят в сторону.
Заметим, что этим способом формируют буровую колонну из обсадных труб для нефтяных, газовых, водяных скважин или для строительства буронабивных опор мостов, платформ и высотных строений.
Технический результат: улучшение качественных и прочностных характеристик монолитной буровой колонны из обсадных труб, сваренных встык орбитальной лазерной сваркой, причем герметичные сплошные соединения по сварному шву более чем в 2 раза превышают по крутящему моменту допустимые значения для традиционного соединения обсадных труб резьбой и муфтой, что ведет к увеличению надежности формирования и эксплуатации монолитной буровой колонны, увеличению скорости и глубины бурения, положительно сказывается на сроке и условиях эксплуатации обсадной колонны.
Краткое описание чертежей
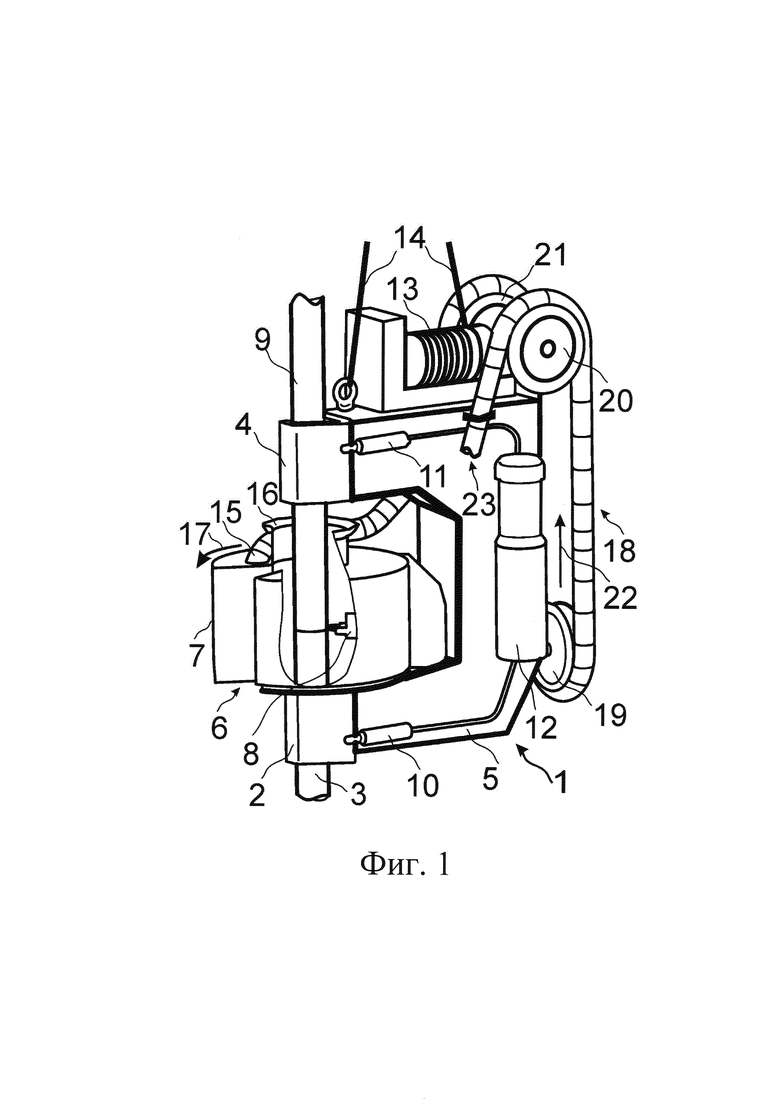
Фиг. 1 - общий вид сварочного аппарата, закрепленного на вылете нижней трубы и удерживающего соосно верхнюю привариваемую по стыку трубу, с местным графическим разрезом на орбитальном модуле в области сварки.
Осуществление изобретения
Для формирования буровой колонны из обсадных стальных труб на буровой платформе используют оборудование для удержания труб в устье скважины и подачи новых монтируемых труб. Для монтажа лазерной сваркой свободно подвешенную верхнюю обсадную трубу на тросе подводят к стыку удерживаемой нижней обсадной трубы, на вылете которой предварительно закрепляют лазерный сварочный аппарат (вид 1, фиг. 1) посредством нижнего обхвата 2 свободного вылета нижней трубы 3. Нижний обхват 2 жестко и соосно скреплен с верхним 4 дугообразным корпусом 5 несущей конструкции, на нем же смонтирован орбитальный модуль 6. Секторный вырез по образующей 7 позволяет устанавливать и снимать орбитальный модуль, и сам сварочный аппарат в месте сварки, таким образом, чтобы кромка нижней трубы была в центральной области орбитального модуля, где установлена лазерная головка с механизмом 8 подачи присадочной проволоки.
Оптическую настройку лазерного пучка осуществляют с выхода лазерной головки на кромку нижней обсадной трубы в два этапа: сначала «грубо» в область сварки в пределах ±40 мм от края кромки, при установке и фиксации нижнего обхвата, и затем «точно», путем автоматического смещения лазерной головки вдоль трубы внутри орбитального односегментного модуля по данным датчика положения. Далее верхнюю трубу 9, подвешенную на тросе, подводят соосно к стыку нижней, совмещая кромки торцов и зажимают ее верхним обхватом 4. Точную настройку на кромку, можно проводить как до опускания верхней трубы 9, так и после ее фиксации верхним обхватом 4.
На корпусе 5 монтируют гидравлические приводы обхватов - манипуляторы 10 и 11, нижнего и верхнего обхвата, соответственно, приводимые в движение посредством гидрокомпрессора 12. В верхней части корпуса 5 монтируют лебедку 13 (тельфер), который через трос 14 подвешен к крану буровой платформы и позволяет устанавливать в область сварки и затем снимать сварочный аппарат 1.
В исходном положении после фиксации стыка обсадных труб обхватами 2 и 4, орбитальный модуль 6 находится в положении, как показано на фиг. 1, со свободным от защитного кабель-канала 15 барабаном 16 для его намотки при повороте в сторону стрелки 17. При этом исходном состоянии барабана, на задней стенке корпуса 5 несущей конструкции 5 кабель-канал образует петлю 18 между роликами 19-21 с подтяжкой механизмом (внутри корпуса 5) натяжения ролика 19 при его движении по направлению 22 (при вращении барабана 16) и при фиксации входной части 23 на корпусе 5. По мере намотки кабель-канала 15 на барабан 16 петля 18 уменьшается и орбитальный модуль, выполнив быстрый, ускоренный поворот не менее, чем на один оборот, приходит в исходное положение - начала сварки без особой потери времени, за несколько секунд.
Кабель-канал 15 фиксируют подвижно на корпусе несущей конструкции 5 и часть его в виде весящей на корпусе петли 18 для намотки на барабан 16 натягивают на ее задней стенке с регулируемым натяжением, препятствующим обвисанию кабеля при намотке (или при обратном ходе) на барабан 16 орбитального модуля 6.
На корпусе 5 несущей конструкции монтируют гидрокомпрессор 12, механизм натяжения петли 18 кабеля-канала, электропривод орбитального модуля, два гидропривода 10-11 для приведения в действие обхватов труб от гидрокомпрессора, а для более плавного подведения сварочного аппарата 1 к месту сварки на трубе, помимо его предварительного подвеса на тросе крана буровой вышки, устанавливают тельфер 11 на верхнюю часть корпуса 5 несущей конструкции.
Применение орбитальной лазерной сварки при формировании буровой колонны из обсадных труб повышает качественные и прочностные характеристики буровой колонны, причем герметичное сплошное сварное соединение по стыку обсадных труб допускают крутящий момент более 30 кНм, что более чем в 2 раза превышает по крутящему моменту допустимые значения для обсадных труб с традиционным соединением стыков резьбой и муфтой, не требует дополнительной герметизации стыка. Например, для обсадной трубы 114 мм с толщиной стенки 7,6 мм, группы прочности стали Д. Премиальное высокопрочное резьбовое соединение производства ТМК (ТМК UP™ PF (ТМК UP™ PF, URL: https://www.tmkup.ru/ru/connections/pf) - это официальный сайт ТМК) выдерживает крутящий момент не более 13 кНм. Такая же обсадная труба, сваренная предложенным в изобретении способом, выдержала крутящий момент 35 кНм и не повредилась. Больший момент скручивания создать не удалось из-за проскальзывания кулачков испытательной установки. При этом сварной шов был далеко не идеальным и специально выбран по нижнему критерию качества. Указанный тип резьбы ТМК самый прочный с точки зрения свинчивания. Для трубы 114×7,36 при группе прочности N80 предельный момент свинчивания - 12,9 кНм. Мы для такой трубы получили более 35 кНм при формировании монолитной колонны по способу настоящего изобретения. ТМК гарантируют предельный момент 20,7 кНм для труб из стали запредельной группы прочности ТМК 150!
Формирование буровой колонны по предложенному способу позволяет выдерживать запредельные ударные нагрузки, сравнимые с монолитным металлом, при строительстве буронабивных опор, что особенно важно при сооружении мостов, платформ и высотных строений. Все это ведет к увеличению надежности формирования и эксплуатации монолитной буровой колонны, увеличению скорости и глубины бурения, положительно сказывается на сроке и условиях эксплуатации обсадной колонны.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ орбитальной лазерной сварки нефтяных стальных труб, устройство и система, его реализующие | 2020 |
|
RU2759457C1 |
| Способ монтажа монолитной колонны стальных труб орбитальной лазерной сваркой и устройство для его осуществления | 2023 |
|
RU2824906C2 |
| Способ соединения и разъединения труб для добычи битуминозной нефти и устройство для лазерной сварки и резки при реализации способа | 2016 |
|
RU2630327C1 |
| Способ соединения обсадных труб оптоволоконной лазерной сваркой при выполнении спускоподъемных операций обсадной колонны в процессе бурения и крепления скважин | 2021 |
|
RU2772002C1 |
| Способ соединения и разъединения труб лазерной сваркой | 2020 |
|
RU2752905C1 |
| СПОСОБ СВАРКИ С ЛАЗЕРНЫМ НАНЕСЕНИЕМ МЕТАЛЛА, ДЕТАЛИ, ПОЛУЧЕННЫЕ ЭТИМ СПОСОБОМ, И ПРИМЕНЕНИЕ В НЕФТЯНОЙ, ГАЗОВОЙ И НЕФТЕХИМИЧЕСКОЙ ПРОМЫШЛЕННОСТИ | 2017 |
|
RU2746510C2 |
| СПОСОБ БЕСТРАНШЕЙНОЙ ПРОКЛАДКИ ТРУБОПРОВОДОВ ПРЕИМУЩЕСТВЕННО ПОД ВОДНЫМИ ПРЕГРАДАМИ И ЗАПОВЕДНЫМИ ЗОНАМИ | 2007 |
|
RU2330917C1 |
| Способ соединения труб, выполненных из плавкого материала | 1990 |
|
SU1776775A1 |
| СПОСОБ ПЕРЕМЕЩЕНИЯ ТРУБЫ В СКВАЖИНЕ ПРИ БУРЕНИИ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ПАКЕР ДЛЯ УПЛОТНЕНИЯ ТРУБЫ | 1999 |
|
RU2230170C2 |
| Буровая колонна для возведения буронабивной сваи в грунтоцементной оболочке | 2019 |
|
RU2735077C1 |
Изобретение относится к области бурения стальными трубами, сваренными лазером, а именно к формированию буровой колонны лазерной сваркой обсадных стальных труб при вертикальной или наклонной проходке скважины при добыче нефти, газа или воды, а также при строительстве буронабивных опор. Буровую колонну формируют из обсадных труб с возможностью присоединения на ее нижнем конце бура-долота. Верхнюю обсадную трубу подводят к нижней обсадной трубе сверху свободно подвешенной. Осуществляют предварительную установку и фиксацию сварочного аппарата на свободном конце нижней обсадной трубы. Сварочный аппарат монтируют на обсадную трубу посредством двухсегментного кольцевого нижнего обхвата таким образом, чтобы обеспечить вращающемуся бесконтактно с обсадной трубой над этим обхватом соосно установленному лазерному односегментному орбитальному модулю сварочного аппарата по меньшей мере полный оборот вокруг нижнего обхвата на расстоянии от кромки вдоль обсадной трубы, обеспечивающем частичное совмещение на кромке присадочной проволоки и радиально подводимого лазерного пучка в области перетяжки пучка при сварке. Выполняют опускание верхней обсадной трубы до контакта с торцом нижней. Осуществляют обхват и фиксацию конца верхней обсадной трубы двухсегментным верхним обхватом, соосным с нижним и жестко скрепленным с ним стальной силовой дугообразной конструкцией, которую располагают снаружи и за пределами орбитального модуля для предотвращения ограничения его вращения и обеспечения его соосности с захватами. Выполняют намотку висящей сбоку на корпусе силовой конструкции петли энергетического защитного кабель-канала на барабан упомянутого модуля на один по меньшей мере полный оборот и в таком положении осуществляют лазерную сварку с формированием сплошного сварного шва по меньшей мере за один проход. В процессе полного автоматического обратного поворота орбитальной части сварочного аппарата осуществляют разматывание кабель-канала с барабана. По окончании процесса формирования сплошного сварного шва по меньшей мере за один проход освобождают обсадные трубы от обхватов сварочного аппарата, который отводят в сторону. Обеспечивается улучшение качественных и прочностных характеристик монолитной буровой колонны, увеличение ее надежности, скорости и глубины бурения, срока эксплуатации. 1 ил.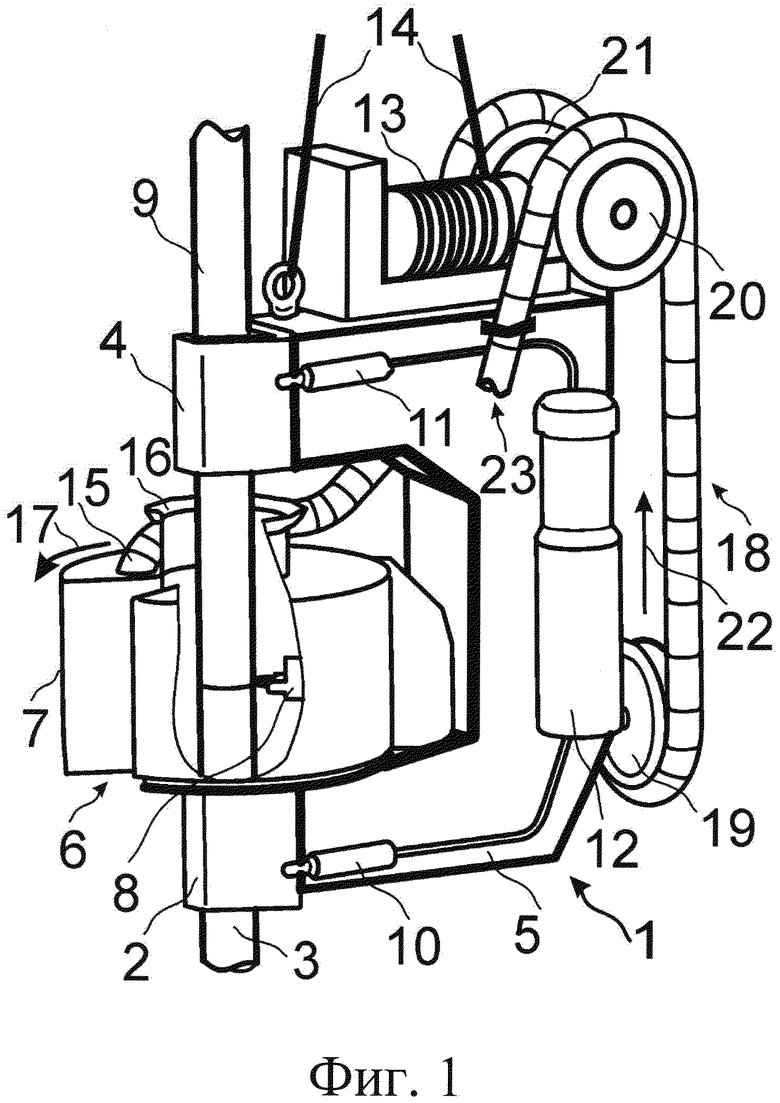
Способ формирования монолитной буровой колонны путем соединения труб в буровой колонне орбитальной лазерной сваркой, а именно при осуществлении механического контакта в торце свариваемых труб путем их осевого совмещения, при котором нижнюю трубу фиксируют устьевым обхватом в буровой скважине, оставляя свободный конец, а верхнюю трубу подводят к нижней трубе сверху для осуществления лазерной сварки, отличающийся тем, что буровую колонну формируют из обсадных труб с возможностью присоединения на ее нижнем конце бура-долота, верхнюю обсадную трубу подводят к нижней обсадной трубе сверху свободно подвешенной, осуществляют предварительную установку и фиксацию сварочного аппарата на свободном конце нижней обсадной трубы, при этом сварочный аппарат монтируют на обсадную трубу посредством двухсегментного кольцевого нижнего обхвата таким образом, чтобы обеспечить вращающемуся бесконтактно с обсадной трубой над этим обхватом соосно установленному лазерному односегментному орбитальному модулю сварочного аппарата по меньшей мере полный оборот вокруг нижнего обхвата на расстоянии от кромки вдоль обсадной трубы, обеспечивающем частичное совмещение на кромке присадочной проволоки и радиально подводимого лазерного пучка в области перетяжки пучка при сварке, затем выполняют опускание верхней обсадной трубы до контакта с торцом нижней, осуществляют обхват и фиксацию конца верхней обсадной трубы двухсегментным верхним обхватом, соосным с нижним и жестко скрепленным с ним стальной силовой дугообразной конструкцией, которую располагают снаружи и за пределами орбитального модуля для предотвращения ограничения его вращения и обеспечения его соосности с захватами, затем выполняют намотку висящей сбоку на корпусе силовой конструкции петли энергетического защитного кабель-канала на барабан упомянутого модуля на один по меньшей мере полный оборот и в таком исходном положении с намотанным кабель-каналом осуществляют лазерную сварку с формированием сплошного сварного шва по меньшей мере за один проход, при этом в процессе полного автоматического обратного поворота орбитальной части сварочного аппарата осуществляют разматывание кабель-канала с барабана, причем по окончании процесса формирования сплошного сварного шва по меньшей мере за один проход освобождают обсадные трубы от обхватов сварочного аппарата, который отводят в сторону.
| Способ соединения и разъединения труб для добычи битуминозной нефти и устройство для лазерной сварки и резки при реализации способа | 2016 |
|
RU2630327C1 |
| Установка для контактной стыковой сварки обсадных труб над устьем скважины | 1971 |
|
SU446164A1 |
| СПОСОБ ПЕРЕМЕЩЕНИЯ ТРУБЫ В СКВАЖИНЕ ПРИ БУРЕНИИ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ПАКЕР ДЛЯ УПЛОТНЕНИЯ ТРУБЫ | 1999 |
|
RU2230170C2 |
| УЗЕЛ СОЕДИНЕНИЯ ОБСАДНЫХ ТРУБ | 2010 |
|
RU2425947C1 |
| Способ соединения и разъединения труб лазерной сваркой | 2020 |
|
RU2752905C1 |
| Способ восстановления спиралей из вольфрамовой проволоки для электрических ламп накаливания, наполненных газом | 1924 |
|
SU2020A1 |

