Область техники, к которой относится изобретение
Изобретение относится к способу для лазерной сварки встык одной или нескольких заготовок из отверждаемой под прессом стали, в частности марганцево-борной стали, при котором заготовка или заготовки имеют толщину, по меньшей мере, 1,8 мм и/или на стыке возникает скачок толщины, по меньшей мере, 0,4 мм, и при котором лазерная сварка происходит с введением присадочной проволоки в созданный лазерным лучом расплав.
Уровень техники
Адаптированные листовые заготовки из стального листа (так называемые Tailored Blanks) применяются в автомобилестроении, чтобы отвечать высоким требованиям к аварийной надежности при как можно меньшем весе кузова. Для этого отдельные листовые заготовки или полосы из разных марок материала и/или листов разной толщины соединяются встык лазерной сваркой. Таким путем разные места готовой кузовной детали могут адаптироваться к разным нагрузкам. Так, на местах с высокой нагрузкой может использоваться более толстый или же более прочный стальной лист, а на остальных местах более тонкие листы или же листы из относительно мягкой стали для глубокой вытяжки. Благодаря таким адаптированным листовым заготовкам становятся ненужными дополнительные места усиления на кузове. Это экономит материал и дает возможность уменьшить общий вес кузова.
В последние годы разработаны легированные бором стали, в частности марганцево-борные стали, которые при горячем превращении структуры быстрым охлаждением достигают высокой прочности, например пределов прочности при растяжении в диапазоне от 1500 до 2000 МПа. В исходном состоянии марганцево-борные стали имеют обычно ферритно-перлитную структуру и обладают прочностью порядка 600 МПа. Путем отверждения под прессом, т.е. путем нагревания до температуры аустенитизации и последующего быстрого охлаждения в формовочном прессе может, однако, устанавливаться мартенситная структура, поэтому обработанные так стали могут достигать предела прочности при растяжении в диапазоне от 1500 до 2000 МПа.
Изготовленные из таких адаптированных стальных листовых заготовок детали кузова, например В-стойки кузова, имеют до определенной толщины листа или определенного скачка толщины безупречное распределение твердости. Было, однако, установлено, что при толщине листа больше/равной примерно 1,8 мм, особенно больше/равной примерно 2,0 мм, или при скачке толщины больше/равном примерно 0,4 мм возникает проблема, что шов лазерной сварки при горячем превращении структуры (отверждении под прессом) недостаточно отвержден. В области сварного шва мартенситная структура формируется тогда только частично, так что при нагрузке на готовую деталь может произойти повреждение в сварном шве. Эта проблема связана, вероятно, с тем, что, в частности, при скачке толщины, как правило, не может гарантироваться достаточного контакта с охлажденным формовочным устройством или охлаждающим устройством и вследствие этого сварной шов не может полностью превращаться в мартенсит.
В US 2008/0011720 A1 описан способ гибридной лазерно-электродуговой сварки, при котором листовые заготовки из марганцево-борной стали, которая имеет содержащий алюминий поверхностный слой, соединяются одна с другой встык, причем лазерный луч скомбинирован, по меньшей мере, с одной электрической дугой, чтобы расплавить металл в месте стыка и сварить листовые заготовки одна с другой. Электрическая дуга создается при этом посредством вольфрамового сварочного электрода или образуется на конце присадочной проволоки при применении сварочной горелки MIG. Присадочная проволока может содержать элементы (например, Mn, Ni и Cu), которые инициируют превращение стали в аустенитную структуру и способствуют поддержанию аустенитного превращения в расплаве.
Этот известный способ гибридной лазерно-электродуговой сварки направлен на то, чтобы поддающиеся горячему превращению структуры листовые заготовки из марганцево-борной стали, которые обеспечены покрытием на алюминиево-кремниевой основе, могли свариваться без предварительного удаления материала покрытия в области подлежащего созданию сварного шва, причем, однако же, должно достигаться, что находящийся на стыковочных кромках листовых пластин алюминий не приводит к уменьшению предела прочности при растяжении у детали в сварном шве. Вследствие наличия электрической дуги позади лазерного луча должны гомогенизироваться расплав и благодаря этому исключаться локальные концентрации алюминия больше 1,2 вес. %, обусловливающие ферритную структуру.
Этот известный способ гибридной лазерно-электродуговой сварки в отношении энергопотребления на создание электрической дуги является относительно затратным.
Раскрытие изобретения
В изобретении поставлена задача создания способа лазерной сварки, при котором заготовки из отверждаемой под прессом стали, в частности марганцево-борной стали, которые имеют толщину, по меньшей мере, 1,8 мм и/или при которых на стыке возникает скачок толщины, по меньшей мере, 0,4 мм, могут пристыковываться к адаптированным заготовкам, в частности к адаптированным листовым заготовкам, сварной шов которых при горячем превращении структуры (отверждении под прессом) может надежно отверждаться в мартенситную структуру. К тому же, способ должен отличаться высокой производительностью, а также относительно малым потреблением энергии.
Решение этой задачи осуществляется в способе признаками пункта 1 формулы изобретения. Предпочтительные и обеспечивающие преимущество исполнения соответствующего изобретению способа приведены в зависимых пунктах.
Соответствующий изобретению способ предназначен для лазерной сварки встык одной или нескольких заготовок из отверждаемой под прессом стали, в частности марганцево-борной стали, при котором заготовка или заготовки имеют толщину, по меньшей мере, 1,8 мм, в частности, по меньшей мере, 2,0 мм и/или на стыке возникает скачок толщины, по меньшей мере, 0,4 мм. Лазерная сварка при этом происходит с введением присадочной проволоки в созданный лазерным лучом расплав. Соответствующий изобретению способ отличается, кроме того, тем, что присадочная проволока содержит, по меньшей мере, один легирующий элемент из группы, включающей в себя марганец, хром, молибден, кремний и/или никель, который способствует образованию аустенита в созданном лазерным лучом расплаве, причем этот, по меньшей мере, один легирующий элемент содержится в присадочной проволоке в массовой доле, по меньшей мере, на 0,1 вес. % больше, чем в отверждаемой под прессом стали заготовки или заготовок.
Изготовленные согласно изобретению заготовки или адаптированные листовые заготовки предоставляют в отношении горячего превращения структуры (отверждение под прессом) большее процессное окно, в котором достигается достаточное отверждение детали, в частности и в ее сварном шве.
Соответствующий изобретению способ может быть использован не только при соединении одна с другой встык нескольких стальных листовых пластин с разным качеством материала и/или толщиной листа, но и, например, также при лазерной сварке отдельного стального листа в форме пластины или полосы, причем в упомянутом последним случае подлежащие свариванию одна с другой кромки заготовки посредством формования, например способом гибки или роликового формования, перемещаются одна к другой, так что они, в конце концов, оказываются обращенными одна к другой и соединенными встык.
В одном из предпочтительных осуществлений соответствующего изобретению способа заготовка или заготовки выбраны с таким расчетом, чтобы их сталь имела следующий состав: 0,10-0,50 вес. % С, максимум 0,40 вес. % Si, 0,50-2,00 вес. % Μn, максимум 0,025 вес. % Р, максимум 0,010 вес. % S, максимум 0,60 вес. % Сr, максимум 0,50 вес. % Mo, максимум 0,050 вес. % Ti, 0,0008-0,0070 вес. % В и минимум 0,010 вес. % Al, остальное Fe и неизбежные примеси. Изготовленные из такой стали детали имеют после отверждения под прессом относительно высокий предел прочности при растяжении.
Особенно предпочтительно в соответствующем изобретению способе применяются заготовки в форме листовых пластин или полос из отверждаемой под прессом стали, которые после отверждения под прессом имеют предел прочности при растяжении в диапазоне от 1500 до 2000 МПа.
Другое предпочтительное исполнение соответствующего изобретению способа отличается тем, что применяемая в нем присадочная проволока имеет следующий состав: 0,05-0,15 вес. % С, 0,5-2,0 вес. % Si, 1,0-2,5 вес. % Μn, 0,5-2,0 вес. % Сr+Mo и 1,0-4,0 вес. % Ni, остальное Fe и неизбежные загрязняющие примеси. Опыты показали, что посредством такой присадочной проволоки при применении соответствующего изобретению способа особо надежным путем может обеспечиваться полное превращение сварного шва в мартенситную структуру при последующем отверждении под прессом.
Согласно другому предпочтительному исполнению соответствующего изобретению способа применяемая в нем присадочная проволока имела, по меньшей мере, на 0,1 вес. % меньшую массовую долю углерода, чем отверждаемая под прессом сталь заготовки или заготовок. За счет относительно низкого содержания углерода в присадочной проволоке может предотвращаться охрупчивание сварного шва. В частности, за счет относительно низкого содержания углерода в присадочной проволоке может достигаться хорошая остаточная растяжимость на сварном шве.
Другое обеспечивающее преимущество исполнение соответствующего изобретению способа предусматривает, что присадочная проволока подводится в расплав в нагретом состоянии. Благодаря этому достигается более высокая скорость процесса и соответственно более высокая производительность. Так как при этом исполнении лазерным лучом не должно потребляться так много энергии, чтобы расплавить присадочную проволоку, преимущественно присадочная проволока перед подведением в расплав нагревается, по меньшей мере, на одном продольном участке до температуры, по меньшей мере, 50°С.
Чтобы предотвратить охрупчивание сварного шва, другое предпочтительное исполнение соответствующего изобретению способа предусматривает, что расплав во время лазерной сварки обрабатывается защитным газом (инертный газ). Особенно предпочтительно при этом в качестве защитного газа применяется чистый аргон, гелий, азот или смесь из них или смесь из аргона, гелия, азота и/или диоксида углерода и/или кислорода.
Чтобы предотвратить образование слоя окалины на стальных полосах или стальных листах, обычно они обеспечиваются покрытием на основе алюминия или алюминия-кремния. Соответствующий изобретению способ может применяться также при применении таких имеющих покрытие стальных листовых пластин или стальных полос. Не имеющие покрытия стальные пластины или стальные полосы также могут свариваться одна с другой соответствующим изобретению способом. Согласно другому обеспечивающему преимущество исполнению соответствующего изобретению способа перед лазерной сваркой покрытие на основе алюминия или алюминия-кремния может удаляться в краевой области вдоль подлежащих свариванию одна с другой стыковых кромок. Это может происходить посредством, по меньшей мере, одного энергетического луча, преимущественно лазерного луча. Возможно также механическое или высокочастотное (HF-) удаление покрытия. Таким путем может надежно предотвращаться в противном случае повреждение сварного шва вследствие непреднамеренно внесенного в него материала покрытия, который при горячем превращении структуры (отверждение под прессом) мог бы приводить или приводил бы к нарушению равномерности распределения показателя твердости.
Краткое описание чертежей
Изобретение рассматривается подробнее на основе отображающего примеры исполнения чертежа. Схематически показывают:
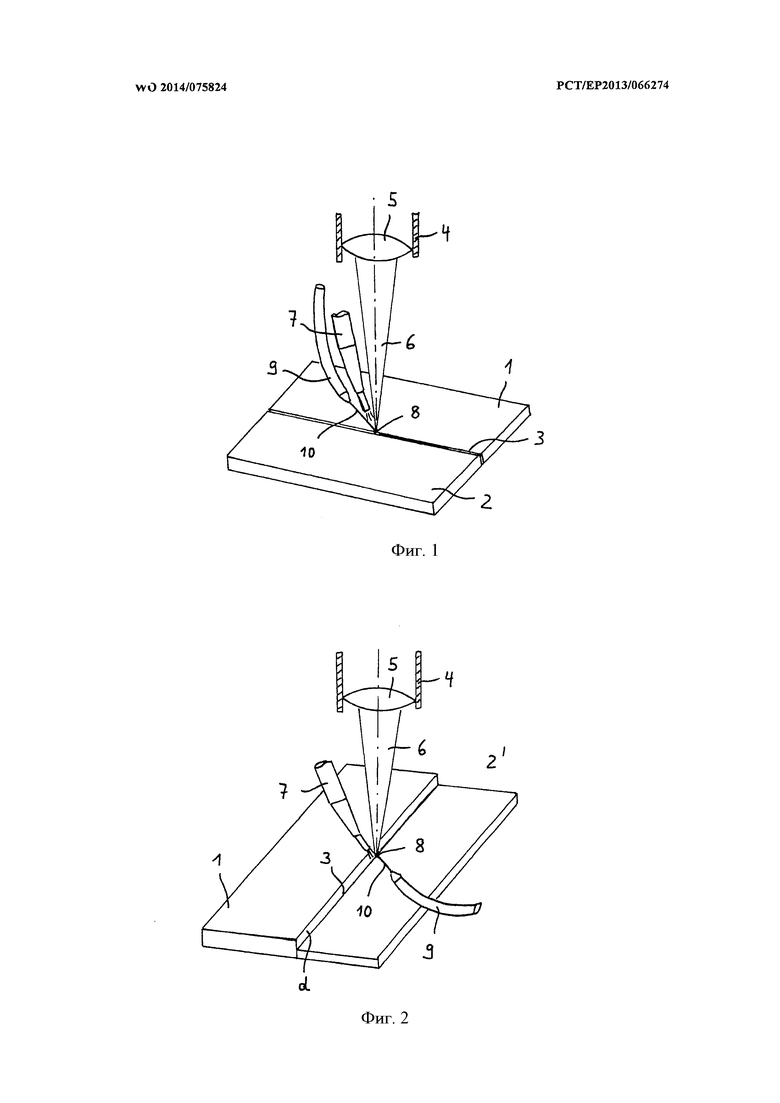
фиг. 1 - перспективный вид частей устройства для проведения соответствующего изобретению способа лазерной сварки, причем две по существу одинаковой толщины отверждаемые под прессом стальные листовые пластины свариваются встык одна с другой; и
фиг. 2 - перспективный вид частей устройства для проведения соответствующего изобретению способа лазерной сварки, причем здесь свариваются одна с другой встык две разной толщины отверждаемые под прессом стальные листовые пластины.
Осуществление изобретения
На фиг. 1 схематично изображено устройство, которым может проводиться соответствующий изобретению способ лазерной сварки. Устройство включает в себя основание (не показано), на котором две полосы или листовые пластины 1, 2 из стали разного качества примыкают вплотную одна к другой вдоль соединяемого стыка 3. Например, одна заготовка 1 или 2 имеет относительно мягкую сталь для глубокой вытяжки, в то время как другая заготовка 2 или 1 изготовлена из стального листа большей твердости. По меньшей мере, одна из заготовок 1, 2 изготовлена из отверждаемой под прессом стали, например из марганцево-борной стали.
Заготовки 1, 2 имеют по существу одинаковую толщину. Их толщина составляет, по меньшей мере, 1,8 мм, например, по меньшей мере, 2,0 мм.
Выше заготовок 1, 2 схематически изображен участок лазерной сварочной головки 4, которая обеспечена оптикой (не показана) для подведения лазерного луча, а также фокусирующей линзой 5 для лазерного луча 6. Кроме того, на лазерной сварочной головке 4 расположена трубка 7 для подведения защитного газа. Выходное отверстие трубки 7 для подведения защитного газа по существу направлено на фокусную область лазерного луча 6 или созданный лазерным лучом 6 расплав 8. В качестве защитного газа преимущественно применяется чистый аргон или, например, смесь из аргона, гелия и/или диоксида углерода. К тому же, с лазерной сварочной головкой 4 сопряжено устройство 9 для подведения проволоки, посредством которого к расплаву 8 подводится специальный присадочный материал в форме проволоки 10, который также расплавляется лазерным лучом 6. Присадочная проволока 10 подводится к расплаву 8 в нагретом состоянии. Для этого устройство 9 для подведения проволоки оборудовано, по меньшей мере, одним нагревательным элементом (не показан), например окружающей проволоку 10 нагревательной спиралью. Нагревательным элементом присадочная проволока 10 преимущественно нагревается до температуры, по меньшей мере, 50°С, особенно предпочтительно, по меньшей мере, до 90°С.
Отображенный на фиг. 2 пример исполнения отличается от примера исполнения согласно фиг. 1 тем, что заготовки 1, 2' имеют разную толщину, так что на стыке 3 имеется скачок толщины d, по меньшей мере, 0,4 мм. Например, заготовка 2' имеет толщину листа в диапазоне от 0,5 мм до 1,2 мм, в то время как другая заготовка 1 толщину листа в диапазоне от 1,6 мм до 2,5 мм. Кроме того, в стыке 3 подлежащие соединению одна с другой заготовки 1, 2' могут отличаться одна от другой качеством своего материала. Например, более твердая пластина 1 изготовлена из стального листа большей твердости, тогда как более тонкая стальная пластина 2' имеет относительно мягкую сталь для глубокой вытяжки.
Отверждаемая под прессом сталь, из которой состоит, по меньшей мере, одна из подлежащих соединению одна с другой в стыке 3 заготовок 1, 2 или 2', может, например, иметь следующий химический состав:
максимум 0,45 вес. % С,
максимум 0,40 вес. % Si,
максимум 2,0 вес. % Μn,
максимум 0,025 вес. % Р,
максимум 0,010 вес. % S,
максимум 0,8 вес. % Cr+Mo
максимум 0,05 вес. % Ti,
максимум 0,0050 вес. % В и
минимум 0,010 вес. % Al,
остальное Fe и неизбежные загрязняющие примеси.
Заготовки или стальные пластины 1, 2 или 2' могут быть без покрытия или обеспечены покрытием, в частности слоем Al-Si. В поставочном состоянии, т.е. перед горячей обработкой и быстрым охлаждением, предел Re прочности при растяжении составляет у отверждаемых под прессом стальных пластин 1,2 и/или 2' преимущественно, по меньшей мере, 300 МПа; их прочность Rm при растяжении составляет, по меньшей мере, 480 МПа, и их удлинение A80 при разрыве составляет, по меньшей мере, порядка 10%. После горячего превращения (отверждение под прессом), т.е. аустенитизирования приблизительно при 900-920°С и последующем быстром охлаждении эти стальные пластины имеют предел прочности Re порядка 1100 МПа, предел прочности Rm при растяжении порядка 1500-2000 МПа и удлинение A80 при разрыве порядка 5,0%.
Если заготовки или стальные пластины 1, 2 и/или 2' обеспечены алюминиевым покрытием, в частности покрытием Al-Si, покрытие в краевых областях вдоль подлежащих свариванию одна с другой стыковых кромок перед лазерной сваркой снимается или частично удаляется. При определенных условиях удаляется также и прилипающий на стыковых или обрезных кромках 3 алюминиевый материал покрытия. Снятие (удаление) алюминиевого материала покрытия может происходить преимущественно с использованием, по меньшей мере, одного лазерного луча.
Применяемая присадочная проволока 10 имеет, например, следующий химический состав:
0,1 вес. %С,
0,8 вес. % Si,
1,8 вес. % Μn,
0,35 вес. % Сr,
0,6 вес. % Mo и
2,25 вес. % Ni,
остальное Fe и неизбежные загрязняющие примеси.
Содержание марганца в присадочной проволоке 10 при этом всегда выше, чем содержание марганца в отверждаемых под прессом заготовках 1, 2 или 2'. Преимущественно содержание марганца в присадочной проволоке 10 примерно на 0,2 вес. % выше, чем содержание марганца в отверждаемых под прессом заготовках 1, 2 или 2'. Кроме того, выгодно, если и содержание хрома и молибдена в присадочной проволоке 10 выше, чем в отверждаемых под прессом заготовках 1, 2 или 2'. Преимущественно общее содержание хрома и молибдена в присадочной проволоке 10 примерно на 0,2 вес. % выше, чем общее содержание хрома и молибдена в отверждаемых под прессом заготовках 1, 2 или 2'. Содержание Ni в присадочной проволоке составляет преимущественно 1-4 вес. %. К тому же, присадочная проволока 10 имеет преимущественно меньшее содержание углерода, чем отверждаемая под давлением сталь заготовок 1, 2 или 2'.
Изобретение относится к способу для лазерной сварки встык по меньшей мере одной заготовки (1, 2) из отверждаемой под прессом марганцево-борной стали. Заготовка (1) или заготовки (1, 2) имеют толщину по меньшей мере 1,8 мм и/или на стыке (3) имеется скачок (d) толщины по меньшей мере 0,4 мм. Лазерную сварку осуществляют с подведением присадочной проволоки (10) в созданный лазерным лучом (6) расплав (8). Для обеспечения того, чтобы сварной шов при отверждении под прессом мог надежно отверждаться в мартенситную структуру, используют присадочную проволоку (10), которая содержит по меньшей мере один легирующий элемент из группы, состоящей из марганца, хрома, молибдена, кремния и/или никеля, который способствует образованию аустенита в созданном с лазерным лучом (6) расплаве (8). По меньшей мере один легирующий элемент представлен в присадочной проволоке (10) с большей по меньшей мере на 0,1 вес.% массовой долей, чем в отверждаемой под прессом стали заготовки или заготовок (1, 2). 10 з.п. ф-лы, 2 ил.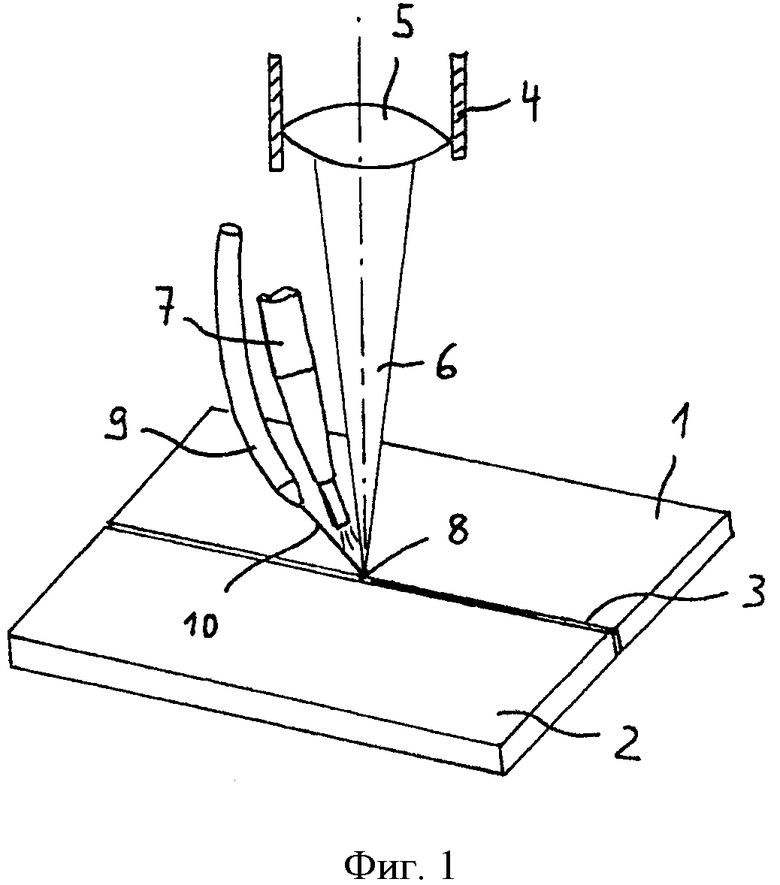
1. Способ лазерной сварки по меньшей мере одной заготовки из отверждаемой под прессом марганцовистой боросодержащей стали, при котором кромки стыка по меньшей мере одной заготовки (1, 2; 1, 2') сваривают встык лазерным лучом (6), причем по меньшей мере одна заготовка (1, 2; 1, 2') не имеет покрытия или частично лишена покрытия путем его снятия в краевых зонах вдоль свариваемых друг с другом кромок стыка перед лазерной сваркой и причем по меньшей мере одна заготовка (1, 2; 1, 2') имеет толщину по меньшей мере 1,8 мм и/или на стыке (3) возникает скачок (d) толщины по меньшей мере 0,4 мм, отличающийся тем, что лазерную сварку осуществляют с вводом присадочной проволоки (10) в созданный лазерным лучом (6) расплав (8), причем присадочная проволока (10) содержит по меньшей мере один легирующий элемент из группы, состоящей из марганца, хрома, молибдена, кремния и/или никеля, который способствует образованию аустенита в созданном с использованием лазерного луча (6) расплаве (8), причем этот по меньшей мере один легирующий элемент представлен в присадочной проволоке (10) с большей по меньшей мере на 0,1 вес.% массовой долей, чем в отверждаемой под прессом стали по меньшей мере одной заготовки (1, 2; 1, 2'), причем присадочная проволока (10) имеет следующий состав, вес.%:
0,05-0,15 С,
0,5-2,0 Si,
1,0-2,5 Mn,
0,5-2,0 Cr+Мо
1,0-4,0 Ni,
остальное - Fe и неизбежные загрязняющие примеси
и причем присадочная проволока (10) имеет по меньшей мере на 0,1 вес.% меньшую массовую долю углерода, чем отверждаемая под прессом сталь по меньшей мере одной заготовки (1, 2; 1, 2').
2. Способ по п. 1, отличающийся тем, что отверждаемая под прессом марганцовистая боросодержащая сталь имеет следующий состав, вес.%:
0,10-0,50 С,
не более 0,40 Si,
0,50-2,00 Mn,
не более 0,025 Р,
не более 0,010 S,
не более 0,60 Cr,
не более 0,50 Mo,
не более 0,050 Ti,
0,0008-0,0070 В,
не менее 0,10 А1,
остальное Fe и неизбежные примеси.
3. Способ по п. 1 или 2, отличающийся тем, что используют присадочную проволоку (10) в нагретом состоянии.
4. Способ по п. 3, отличающийся тем, что присадочную проволоку (10) перед введением в расплав (8) нагревают по меньшей мере на одном продольном участке до температуры по меньшей мере 50°С.
5. Способ по п. 1 или 2, отличающийся тем, что расплав (8) во время лазерной сварки обрабатывают защитным газом.
6. Способ по п. 5, отличающийся тем, что в качестве защитного газа применяют чистый аргон или смесь из аргона и диоксида углерода.
7. Способ по п. 1 или 2, отличающийся тем, что, по меньшей мере, заготовка, частично лишенная покрытия, имеет поверхностный слой на основе алюминия или алюминия-кремния.
8. Способ по п. 1, отличающийся тем, что, по меньшей мере, заготовка, частично лишенная покрытия, имеет поверхностный слой на основе алюминия или алюминия-кремния, при этом присадочную проволоку (10) вводят в расплав (8) в нагретом состоянии.
9. Способ по п. 8, отличающийся тем, что присадочную проволоку (10) перед введением в расплав (8) нагревают по меньшей мере на одном продольном участке до температуры по меньшей мере 50°С.
10. Способ по п. 8 или 9, отличающийся тем, что расплав (8) во время лазерной сварки обрабатывают защитным газом.
11. Способ по п. 10, отличающийся тем, что в качестве защитного газа применяют чистый аргон или смесь из аргона и диоксида углерода.
| WO2012007664 A1, 19.01.2012 | |||
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ | 1992 |
|
RU2038937C1 |
| СОСТАВ СВАРОЧНОЙ ПРОВОЛОКИ | 2008 |
|
RU2373037C1 |
| US2008011720 A1, 17.01.2008 | |||
| WO2012079007663 A1, 19.01.2012. | |||

