Настоящее изобретение относится к горячекатаным стальным листам, подходящим для использования в качестве стального листа для производства автомобилей.
Необходимо, чтобы части автомобиля удовлетворяли двум несовместимым обязательным требованиям, а именно, лёгкости формования и прочности, но в последние годы, в свете глобальных экологических проблем автомобилям предъявляется также и третье требование, касающееся улучшения расхода топлива. Таким образом, теперь части автомобиля необходимо изготавливать из материала, обладающего высокой формуемостью с целью удовлетворения критериям лёгкости посадки в процессе сложной сборки автомобиля, и в то же время следует повышать прочность в отношении ударостойкости транспортного средства и долговечность при одновременном снижении массы транспортного средства для повышения эффективности топлива.
С учётом вышесказанного, основополагающими являются интенсивные исследования и усилия по разработке, направленные на уменьшение количества материала, используемого в автомашине, за счёт повышения прочности материала. В противоположность этому, увеличение прочности стальных листов ухудшает формуемость, и, таким образом, необходима разработка материалов, обладающих как высокой прочностью, так и очень хорошей формуемостью.
Предшествующие исследования в данной области и разработки стальных листов с высокой прочностью и очень хорошей формуемостью привели к появлению нескольких способов достижения высокой прочности и хорошей формуемости стальных листов, некоторые из которых перечислены в настоящем документе с целью неоспоримого признания настоящего изобретения:
В европейском патенте EP 1138796 заявлена горячекатаная сталь с очень высоким пределом упругости и механическим сопротивлением, применяемая, в частности, при производстве частей автомобилей, отличающаяся следующим массовым составом: 0,08% < углерод < 0,16%; 1% < марганец < 2%; 0,02% < алюминий < 0,1%; кремний < 0,5%; фосфор < 0,03%; сера < 0,01%; ванадий < 0,3%; хром < 1%; азот < 0,015%; молибден < 0,6%. Однако сталь патента EP1138796 не демонстрирует достаточной степени раздачи отверстия, которая является существенно важной для изготовления частей автомобилей.
Европейский патент EP2171112 является изобретением, которое относится к горячекатаному стальному листу, характеризующемуся сопротивлением выше 800 МПа и удлинением при разрыве больше 10% и имеющему следующий массовый состав: 0,050% ≤ С ≤ 0,090%; 1% < Mn ≤ 2%; 0,015% ≤ Al ≤ 0,050%; 0,1% ≤ Si ≤ 0,3%; 0,10% ≤ Mo ≤ 0,40%; S ≤ 0,010%; P ≤ 0,025%; 0,003% ≤ N ≤ 0,009%; 0,12% ≤ V ≤ 0,22%; Ti ≤ 0,005%; Nb ≤ 0,020% и, необязательно, Cr ≤ 0,45%, при этом остальное состоит из железа и неизбежных примесей, образующихся в процессе производства, при этом микроструктура листа или её часть включает в себя, в долях поверхности, по меньшей мере, 80% верхнего бейнита, при этом необязательная остальная часть состоит из нижнего бейнита, мартенсита и остаточного аустенита, причём сумма концентраций мартенсита и остаточного аустенита ниже 5%. Однако в рамках указанного изобретения также невозможно продемонстрировать степень раздачи отверстия, требуемую для частей автомобилей.
Цель настоящего изобретения заключается в решении указанных проблем путём изготовления доступных горячекатаных стальных листов, которые одновременно характеризуются:
- прочностью при растяжении, равной 940 МПа или больше, а предпочтительно выше 960 МПа;
- общим удлинением, равным 8% или больше, а предпочтительно выше 9%;
- степенью раздачи отверстия, равной 40% или больше, а предпочтительно выше 45%.
В предпочтительном варианте осуществления стальные листы, соответствующие изобретению, также могут показывать предел текучести 750 МПа или больше.
В предпочтительном варианте осуществления стальные листы, соответствующие изобретению, также могут демонстрировать отношение предела текучести к прочности при растяжении, равное 0,5 или больше.
Предпочтительно, такая сталь также может быть вполне пригодна для формования, в частности, для прокатки, и нанесения покрытия при хорошей свариваемости.
Другая цель настоящего изобретения состоит также в том, чтобы сделать доступным способ изготовления указанных листов, который является совместимым с обычными промышленными вариантами применения, при этом одновременно устойчивым к смещениям параметров изготовления.
Горячекатаный стальной лист настоящего изобретения, необязательно, можно покрывать цинком или цинковыми сплавами для повышения его коррозионной стойкости.
Углерод присутствует в стали в количестве от 0,11% до 0,16%. Углерод является элементом, необходимым для увеличения прочности стального листа путём регулирования образования феррита, а также углерод придаёт стали прочность за счёт дисперсионного твердения в результате образования карбида ванадия или карбидов ниобия, с учётом вышесказанного, углерод играет решающую роль в повышении прочности. Однако содержание углерода менее 0,11% неспособно придать стали настоящего изобретения прочность при растяжении. С другой стороны, при содержании углерода, превышающем 0,16%, сталь демонстрирует плохую точечную свариваемость, которая ограничивает её применение для производства частей автомобилей. Предпочтительное содержание для настоящего изобретения можно поддерживать в диапазоне от 0,11% до 0,15%.
Содержание марганца в стали настоящего изобретения составляет от 1% до 2%. Данный элемент является гаммагенным, а также оказывает влияние на Bs- и Ms- температуры, следовательно, он играет важную роль в контролировании образования феррита. Цель добавления марганца заключается в придании стали прокаливаемости в существенной степени. Для обеспечения прочности и прокаливаемости стального листа было определено количество, составляющее, по меньшей мере, 1% масс. марганца. Однако, если содержание марганца составляет больше 2%, он производит неблагоприятные воздействия, как например, он замедляет превращение аустенита в ходе охлаждения после горячей прокатки. В дополнение к этому, при содержании марганца выше 1,8% он активирует сегрегацию по центральной линии, следовательно, ухудшает формуемость и свариваемость настоящей стали. Предпочтительное содержание для настоящего изобретения можно поддерживать в диапазоне от 1,3% до 1,8%,
Содержание кремния в стали настоящего изобретения составляет от 0,1% до 0,7%. Кремний является упрочнителем твёрдого раствора, особенно для микроструктур феррита и бейнита. В дополнение к этому, более высокое содержание кремния может замедлять осаждение цементита. Однако непропорциональное содержание кремния приводит к возникновению такой проблемы, как дефекты поверхности, подобные тигровым полосам, что оказывает неблагоприятное воздействие на способность стали настоящего изобретения к восприятию покрытия. С учётом вышесказанного, концентрацию регулируют в рамках верхнего предела, составляющего 0,7%. Предпочтительное содержание для настоящего изобретения можно поддерживать в диапазоне от 0,2% до 0,6%.
Алюминий является элементом, который присутствует в стали настоящего изобретения в количестве от 0,02% до 0,1%. Алюминий представляет собой альфагенный элемент и придаёт пластичность стали настоящего изобретения. Алюминий в стали проявляет тенденцию к связыванию с азотом для образования нитрида алюминия, следовательно, с точки зрения настоящего изобретения, содержание алюминия необходимо поддерживать как можно более низким, а предпочтительно от 0,02% до 0,06%.
Молибден является существенно важным элементом, содержание которого в стали настоящего изобретения составляет от 0,15% до 0,4%; молибден повышает прокаливаемость стали настоящего изобретения и оказывает влияние на превращение аустенита в феррит и бейнит в ходе охлаждения после горячей прокатки. Однако введение молибдена излишне повышает стоимость добавления легирующих элементов, так что по экономическим причинам его содержание ограничивается величиной 0,4%. Предпочтительный предел для молибдена находится в диапазоне от 0,15% до 0,3%.
Ванадий представляет собой существенно важный элемент, содержание которого в стали настоящего изобретения составляет от 0,15% до 0,4%. Ванадий является эффективным в отношении увеличения прочности стали за счёт образования карбидов, нитридов или карбонитридов, а верхний предел составляет 0,4% по экономическим причинам. Указанные карбиды, нитриды или карбонитриды образуются на второй и третьей ступени охлаждения. Предпочтительный предел для ванадия находится в диапазоне от 0,15% до 0,3%.
Фосфорный компонент стали настоящего изобретения содержится в количестве от 0,002% до 0,02%. Фосфор ухудшает точечную свариваемость и пластичность в горячем состоянии, конкретно, вследствие его склонности к сегрегации на границах зёрен или совместной сегрегации с марганцем. По этим причинам его содержание ограничивается величиной 0,02%, а предпочтительно ниже 0,015%.
Сера не является существенно важным элементом, но может содержаться в стали как примесь, и с точки зрения настоящего изобретения, содержание серы, предпочтительно, по возможности низкое, но составляет 0,005% или меньше, в аспекте стоимости изготовления. Кроме того, если в стали имеется более высокое содержание серы, она связывается с образованием сульфидов, в особенности с марганцем, и ослабляет его благоприятное влияние на сталь настоящего изобретения; с учётом вышесказанного, предпочтительным является содержание ниже 0,003%.
Содержание азота ограничивается величиной 0,01% во избежание старения материала, азот образует нитриды, которые придают прочность стали настоящего изобретения за счёт дисперсионного твердения с участием ванадия и ниобия, но в любом случае, при содержании азота в количестве более 0,01% он может образовывать большое количество нитридов алюминия, которые являются неблагоприятными для стали настоящего изобретения, следовательно, предпочтительный верхний предел для азота составляет 0,005%.
Хром является необязательным элементом для настоящего изобретения. В стали настоящего изобретения может содержаться от 0% до 0,5% хрома. Хром представляет собой элемент, который обеспечивает прокаливаемость стали, но более высокое содержание хрома, больше 0,5%, приводит к появлению совместной сегрегации по центральной линии, аналогично случаю марганца.
Ниобий является необязательным элементом для настоящего изобретения. В стали настоящего изобретения ниобий может содержаться в количестве от 0% до 0,05% и добавляется в сталь настоящего изобретения для образования карбидов или карбонитридов с целью придания прочности стали настоящего изобретения за счёт дисперсионного твердения.
Содержание кальция в стали настоящего изобретения составляет от 0,0001% до 0,005%. Кальций добавляют в сталь настоящего изобретения как необязательный элемент, особенно при обработке включений, тормозя таким образом вредные воздействия серы.
0,3 ≤ Mo + V + Nb ≤ 0,6
Совокупное наличие молибдена, ванадия и ниобия поддерживают в диапазоне от 0,3% до 0,6% для придания стали настоящего изобретения прочности и определённой степени раздачи отверстия, поскольку и ниобий, и ванадий образуют нитриды, карбонитриды или карбиды, тогда как молибден обеспечивает образование адекватного количества феррита, следовательно, приведённое уравнение является основой настоящего изобретения в достижении баланса между прочностью при растяжении путём обеспечения формирования выделений и приданием степени раздачи отверстия путём обеспечения формирования адекватного количества феррита.
Можно добавлять и другие элементы, такие как бор или магний, по отдельности или в сочетании в следующих массовых соотношениях: бор  0,001%, магний 0,0010. Вплоть до указанных максимальных уровней содержания данные элементы делают возможным измельчение зерна в ходе затвердевания.
0,001%, магний 0,0010. Вплоть до указанных максимальных уровней содержания данные элементы делают возможным измельчение зерна в ходе затвердевания.
Титан является остаточным элементом и может присутствовать в количестве до 0,01%.
Остальная часть композиции стали состоит из железа и неизбежных примесей, образующихся в результате выполнения обработки.
Микроструктура стального листа заключает в себе следующее:
В случае стали настоящего изобретения бейнит составляет от 70% до 90% микроструктуры по площади. Бейнит образует первичную фазу стали в качестве матрицы и в совокупности состоит из верхнего бейнита и нижнего бейнита. Для обеспечения прочности при растяжении, равной 940 МПа, а предпочтительно, 960 МПа или больше, необходимо иметь 70% бейнита. Бейнит начинает формироваться на третьей ступени охлаждения и образуется до сворачивания в рулон.
В случае стали настоящего изобретения феррит составляет от 10% до 25% микроструктуры по площади. В совокупности феррит содержит полигональный феррит и игольчатый феррит. Феррит сообщает стали настоящего изобретения удлинение, а также формуемость. Для обеспечения удлинения, равного 8%, а предпочтительно, 9% или больше, необходимо иметь 10% феррита. Феррит образуется в стали настоящего изобретения при охлаждении после горячей прокатки. Однако в случае, если содержание феррита в стали настоящего изобретения составляет выше 25%, прочность при растяжении не достигается.
Для обеспечения баланса между прочностью и формуемостью совокупное количество бейнита и феррита составляет больше 90%. Совокупное присутствие бейнита и феррита сообщает прочность при растяжении, равную 940 МПа; вследствие наличия бейнита и феррита обеспечивается формуемость.
Мартенсит и остаточный аустенит являются необязательными компонентами стали настоящего изобретения и могут присутствовать совокупно в количестве от 0% до 10% по площади и обнаруживаются в следовых количествах. В случае настоящего изобретения мартенсит заключает в себе и свежий мартенсит, и отпущенный мартенсит. Мартенсит придаёт прочность стали настоящего изобретения. Когда содержание мартенсита превышает 10%, он придаёт избыточную прочность, и предел текучести выходит за рамки приемлемого верхнего предела. В предпочтительном варианте осуществления совокупное количество мартенсита и остаточного аустенита составляет от 2 до 10%.
В дополнение к описанию вышеупомянутой микроструктуры, микроструктура горячекатаного стального листа не содержит таких микроструктурных компонентов, как перлит и цементит, но они могут обнаруживаться в следовых количествах.
Стальной лист согласно изобретению можно получать любым подходящим способом. Предпочтительный способ состоит в получении полупродукта отливки стали с химическим составом согласно изобретению. Разливку можно выполнять либо в слитках, либо непрерывно в форме тонких слябов или тонких полос, т.е. с толщиной, находящейся в диапазоне приблизительно от 220 мм для слябов до нескольких десятков миллиметров для тонкой полосы.
Например, сляб, имеющий вышеописанный химический состав, изготовляют путём непрерывной разливки, в которой сляб необязательно подвергают прямому мягкому обжатию в ходе процесса непрерывной разливки для исключения сегрегации по центральной линии и обеспечения отношения локального углерода к номинальному углероду, поддерживаемому ниже 1,10. Сляб, полученный при помощи процесса непрерывной разливки, можно использовать непосредственно при высокой температуре после непрерывной разливки или можно сначала охлаждать до комнатной температуры, а затем снова нагревать для горячей прокатки.
Температура сляба, который подвергают горячей прокатке, предпочтительно составляет, по меньшей мере, 1200°С и должна быть ниже 1300°C. В случае, если температура сляба ниже 1200°C, на прокатном стане прилагается избыточная нагрузка. С учётом вышесказанного, температура сляба предпочтительно является достаточно высокой, так что горячую прокатку можно выполнять в 100%-ном аустенитном диапазоне. Следует избегать повторного нагревания при температурах выше 1275°C, поскольку это обусловливает потерю производительности, а также является дорогостоящим в промышленном масштабе. С учётом вышесказанного, предпочтительная температура повторного нагрева составляет от 1200°C до 1275°C.
Конечная температура горячей прокатки для настоящего изобретения составляет от 850°C до 975°C, а предпочтительно от 880°C до 930°C.
Затем горячекатаную полосу, полученную указанным способом, охлаждают в условиях трёхступенчатого процесса охлаждения, при этом ступень один процесса охлаждения начинают сразу после окончания горячей прокатки, и на ступени один горячекатаную полосу охлаждают от конечной температуры горячей прокатки до температуры в диапазоне от 650°C до 720°C со скоростью охлаждения от 40°C/с до 150°C/с. В предпочтительном варианте осуществления скорость охлаждения для ступени охлаждения один составляет от 40°C/с до 120°C/с.
После этого начинают ступень охлаждения два с температуры в диапазоне от 650°C до 725°C в течение периода времени от 1 секунды до 10 секунд, предпочтительно от 2 до 9 секунд, и останавливают ступень два при температуре от 620°C до 690°C. В продолжение указанной ступени охлаждение выполняют путём воздушного охлаждения, и период времени определяется в соответствии с предполагаемой микроструктурой феррита в стали, изготовляемой далее; на данной ступени формируется микроструктура феррита, а микролегирующие элементы, такие как ванадий и/или ниобий, образуют нитриды, карбиды и карбонитриды для придания прочности стали.
Затем начинают ступень охлаждения три с температуры в диапазоне от 620°C до 690°C до достижения диапазона температур сворачивания в рулон, который простирается от 450°C до 550°C, со скоростью охлаждения выше 20°C/с. На данной ступени охлаждения начинается превращение бейнита, и указанное превращение бейнита продолжается до того момента, когда во время охлаждения свёрнутая в рулон горячекатаная полоса проходит через Ms-температуру, и после этого превращение бейнита останавливается. В предпочтительном варианте осуществления диапазон температур сворачивания в рулон простирается от 470°C до 530°C.
После этого горячекатаную полосу сворачивают в рулон при температуре в диапазоне от 450°C до 550°C, а предпочтительно от 470°C до 530°C. Затем свёрнутую в рулон горячекатаную полосу охлаждают до комнатной температуры для получения горячекатаного стального листа.
Примеры
Следующие ниже результаты испытаний, примеры, иллюстративное пояснение примеров и таблицы, которые представлены в настоящем документе, являются неограничивающими по характеру и должны рассматриваться как приведённые только в целях иллюстрации, и они будут отображать преимущественные признаки настоящего изобретения.
Составы стальных листов, изготовленных из сталей различных составов, представлены в таблице 1, при этом стальные листы получены в соответствии с параметрами процесса, приведёнными в таблице 2, соответственно. Далее в таблице 3 показаны микроструктуры стальных листов, полученных в ходе испытаний, а в таблице 4 приведён результат оценок достигнутых свойств.

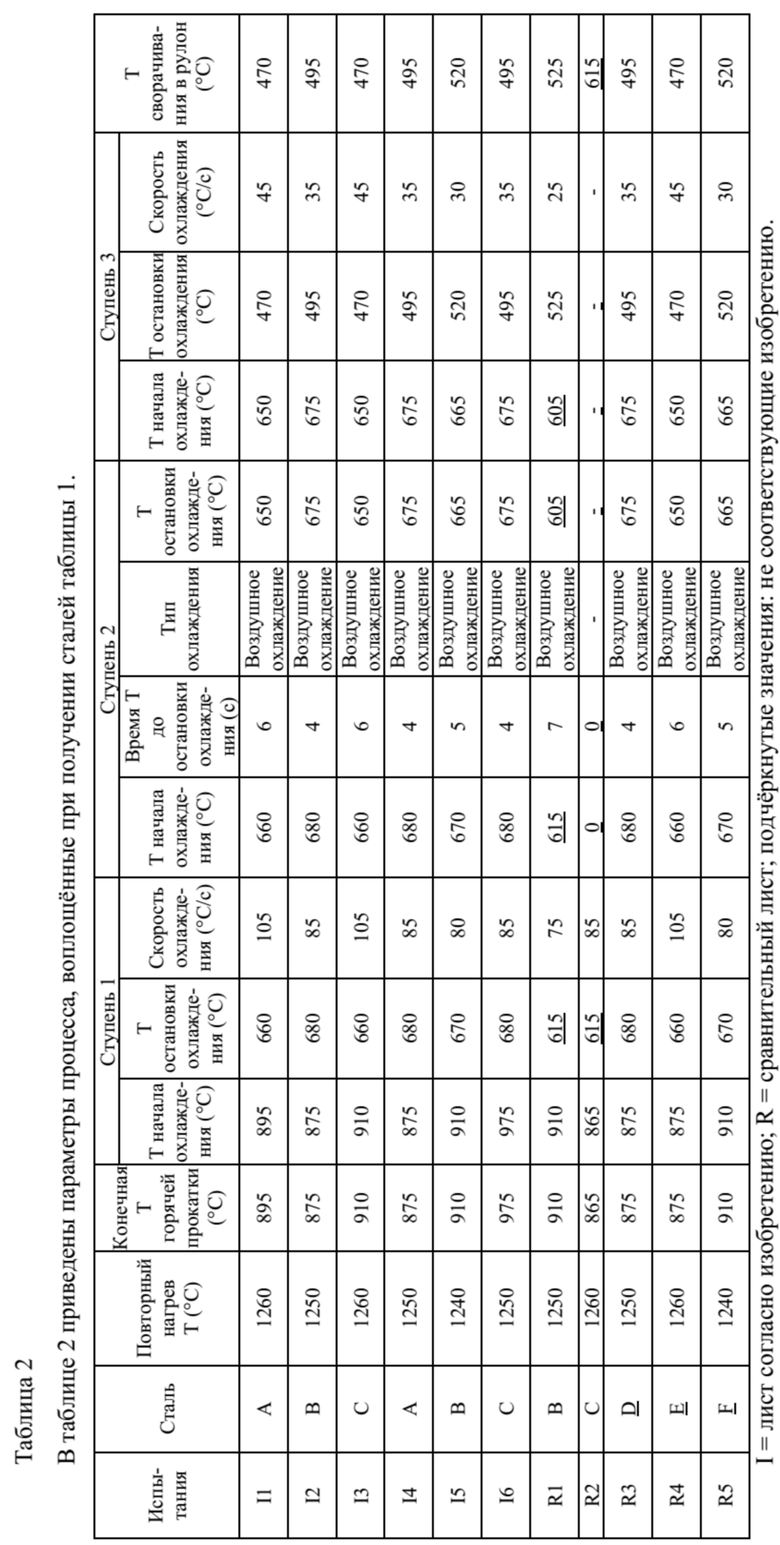
Таблица 3
В таблице 3 приведены в качестве примеров результаты испытаний, проведённых в соответствии со стандартами при использовании различных микроскопов, таких как сканирующий электронный микроскоп, для определения микроструктур сталей, как соответствующих изобретению, так и сравнительных.
Данные результаты представлены в настоящем документе:
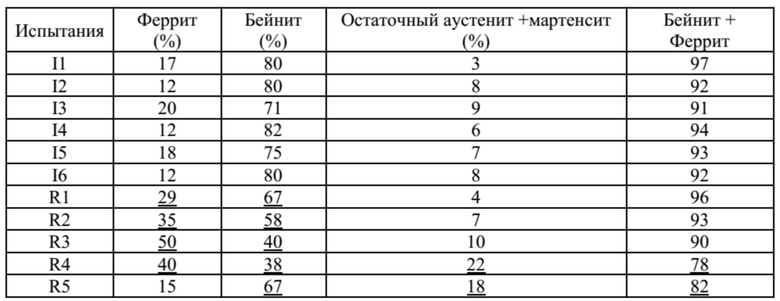
I = лист согласно изобретению; R = сравнительный лист; подчёркнутые значения не соответствуют изобретению.
Таблица 4
В таблице 4 приведены в качестве примеров механические свойства сталей, как соответствующих изобретению, так и сравнительных. С целью определения прочности при растяжении, предела текучести и общего удлинения проводили испытания на растяжение в соответствии со стандартами JIS Z2241.
Результаты различных механических испытаний, проведённых в соответствии со стандартами, представлены ниже.
Таблица 4
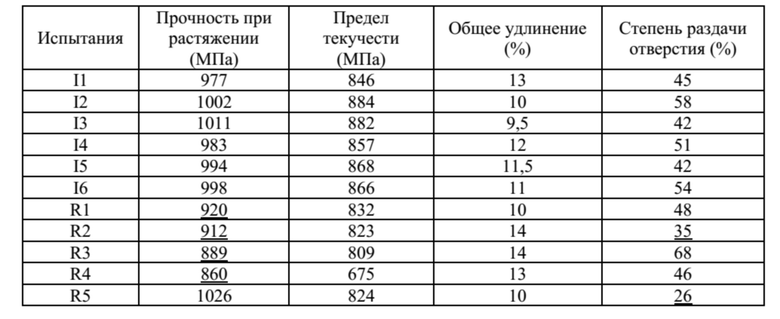
I = лист согласно изобретению; R = сравнительный лист; подчёркнутые значения не соответствуют изобретению.
Изобретение относится к металлургии, а именно к горячекатаной и термообработанной стальной полосе, подходящей для использования в качестве стального листа для производства автомобилей. Горячекатаная и термообработанная стальная полоса содержит, мас.%: 0,11 ≤ углерод ≤ 0,16, 1 ≤ марганец ≤ 2, 0,1 ≤ кремний ≤ 0,7, 0,02 ≤ алюминий ≤ 0,1, 0,15 ≤ молибден ≤ 0,4, 0,15 ≤ ванадий ≤ 0,4, 0,002 ≤ фосфор ≤ 0,02, 0 ≤ сера ≤ 0,005, 0 ≤ азот ≤ 0,01, необязательно один или несколько элементов: 0 ≤ хром ≤ 0,5, 0 ≤ ниобий ≤ 0,05, 0,0001 ≤ кальций ≤ 0,005, 0 ≤ бор ≤ 0,001, 0 ≤ магний ≤ 0,0010, 0 ≤ титан ≤ 0,01, причем 0,3 ≤ Mo+V+Nb ≤ 0,6, железо и неизбежные примеси – остальное. Микроструктура стального листа включает по площади от 70 до 90% бейнита, от 10 до 25% феррита, при этом совокупное количество бейнита и феррита составляет по меньшей мере 90%, а совокупное количество остаточного аустенита и мартенсита составляет от 0 до 10%. Полоса характеризуется хорошей формуемостью, высокой прочностью и ударной стойкостью. 6 н. и 15 з.п. ф-лы, 4 табл.
1. Горячекатаная и термообработанная стальная полоса, содержащая, мас.%:
0,11 ≤ углерод ≤ 0,16,
1 ≤ марганец ≤ 2,
0,1 ≤ кремний ≤ 0,7,
0,02 ≤ алюминий ≤ 0,1,
0,15 ≤ молибден ≤ 0,4,
0,15 ≤ ванадий ≤ 0,4,
0,002 ≤ фосфор ≤ 0,02,
0 ≤ сера ≤ 0,005,
0 ≤ азот ≤ 0,01,
необязательно один или несколько элементов:
0 ≤ хром ≤ 0,5,
0 ≤ ниобий ≤ 0,05,
0,0001 ≤ кальций ≤ 0,005,
0 ≤ бор ≤ 0,001,
0 ≤ магний ≤ 0,0010,
0 ≤ титан ≤ 0,01,
причем 0,3 ≤ Mo+V+Nb ≤ 0,6,
железо и неизбежные примеси - остальное;
микроструктура стального листа включает по площади от 70 до 90% бейнита, от 10 до 25% феррита, при этом совокупное количество бейнита и феррита составляет по меньшей мере 90%, а совокупное количество остаточного аустенита и мартенсита составляет от 0 до 10%.
2. Полоса по п. 1, отличающаяся тем, что содержание кремния в стали составляет от 0,2 до 0,6 мас.%.
3. Полоса по п. 1 или 2, отличающаяся тем, что содержание углерода в стали составляет от 0,11 до 0,15 мас.%.
4. Полоса по п. 3, отличающаяся тем, что содержание ванадия в стали составляет от 0,15 до 0,3 мас.%.
5. Полоса по любому из пп. 1-4, отличающаяся тем, что содержание марганца в стали составляет от 1,3 до 1,8 мас.%.
6. Полоса по любому из пп. 1-5, отличающаяся тем, что содержание молибдена в стали составляет от 0,15 до 0,3 мас.%.
7. Полоса по любому из пп. 1-6, отличающаяся тем, что содержание алюминия в стали составляет от 0,02 до 0,06 мас.%.
8. Полоса по любому из пп. 1-7, отличающаяся тем, что совокупное количество остаточного аустенита и мартенсита в микроструктуре составляет от 2 до 10%.
9. Полоса по любому из пп. 1-8, отличающаяся тем, что она имеет прочность при растяжении 950 МПа или более и степень раздачи отверстия 40% или более.
10. Полоса по п. 9, отличающаяся тем, что она имеет прочность при растяжении 960 МПа или более и общее удлинение 8% или более.
11. Способ получения горячекатаной и термообработанной стальной полосы, включающий следующие последовательные стадии:
отливают сталь с составом по любому из пп. 1-7 в сляб;
нагревают сляб до температуры в диапазоне от 1200 до 1300°C;
прокатывают указанный сляб в аустенитном диапазоне, в котором конечная температура горячей прокатки составляет от 850 до 975°C, с получением горячекатаной стальной полосы;
проводят трехэтапное охлаждение горячекатаной полосы, при котором:
на первом этапе охлаждение горячекатаного стального листа начинают с температурного диапазона от 850 до 975°C и достигают температурного диапазона от 650 до 725°C, причем скорость охлаждения составляет от 40 до 150°C/с;
на втором этапе охлаждение горячекатаного стального листа начинают с температурного диапазона от 650 до 725°C и достигают температурного диапазона от 620 до 690°C, при этом продолжительность указанного второго этапа составляет от 1 до 10 с и представляет собой воздушное охлаждение;
на третьем этапе охлаждение горячекатаного стального листа начинают с температурного диапазона от 620 до 690°C и достигают температурного диапазона от 450 до 550°C; причем скорость охлаждения составляет более 20°C/с;
затем горячекатаную стальную полосу сворачивают в рулон при температуре в диапазоне от 450 до 550°C;
охлаждают свернутую в рулон горячекатаную стальную полосу до комнатной температуры.
12. Способ по п. 11, отличающийся тем, что нагревают сляб до температуры в диапазоне от 1200 до 1275°C.
13. Способ по п. 11 или 12, отличающийся тем, что конечная температура горячей прокатки составляет от 880 до 930°C.
14. Способ по любому из пп. 11-13, отличающийся тем, что горячекатаную стальную полосу сворачивают в рулон от 470 до 530°C.
15. Способ по любому из пп. 11-14, отличающийся тем, что скорость охлаждения на первом этапе охлаждения составляет от 40 до 120°C/с.
16. Способ по любому из пп. 11-15, отличающийся тем, что скорость охлаждения на третьем этапе охлаждения составляет 25°C/с или более.
17. Способ по любому из пп. 11-16, отличающийся тем, что продолжительность второго этапа охлаждения составляет от 2 до 9 с.
18. Применение горячекатаной и термообработанной стальной полосы по любому из пп. 1-10 в качестве материала для изготовления конструктивных элементов или элементов безопасности транспортного средства.
19. Применение способа получения горячекатаной и термообработанной стальной полосы по любому из пп. 11-17 для получения материала для изготовления конструктивных элементов или элементов безопасности транспортного средства.
20. Элемент транспортного средства, представляющий собой конструктивный элемент или элемент безопасности, отличающийся тем, что он изготовлен из горячекатаной и термообработанной стальной полосы по любому из пп. 1-10.
21. Транспортное средство, содержащее элемент по п. 20.
| US 20160017465 A1, 21.01.2016 | |||
| СТАЛЬ С ВЫСОКИМ СОПРОТИВЛЕНИЕМ НА РАЗРЫВ И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 1998 |
|
RU2205245C2 |
| ВЫСОКОПРОЧНАЯ ЛИСТОВАЯ СТАЛЬ С ОТЛИЧНОЙ ДЕФОРМИРУЕМОСТЬЮ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2003 |
|
RU2322518C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ЛИСТОВ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ КЛАССА ПРОЧНОСТИ К60 ДЛЯ ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2015 |
|
RU2613265C1 |
| Вторичный источник питания | 1983 |
|
SU1138796A1 |
| JP 2008202119 A, 04.09.2008. | |||

