Настоящее изобретение относится к холоднокатаному и термообработанному стальному листу, который является подходящем для использования в качестве стального листа для транспортных средств.
От автомобильных деталей требуется, чтобы они удовлетворяли двум несовместимым потребностям, а именно, легкость формовки и прочность, но в последние годы с учетом глобальных проблем с окружающей средой к автомобилям также было предъявлено и третье требование: улучшение потребления топлива. Таким образом, теперь автомобильные детали должны быть изготовлены из материала, обладающего высокой формуемостью, чтобы соответствовать критериям легкости установки в сложной автомобильной сборке и в то же время должны иметь повышенную прочность для ударопрочности и долговечности транспортного средства при одновременном уменьшении веса транспортного средства для улучшения эффективности топлива.
В связи с этим предпринимаются интенсивные попытки в области научно-исследовательских и опытно-конструкторских разработок для уменьшения количества материала, использующегося в автомобиле, за счет увеличения прочности материала. В противовес этому, увеличение прочности стальных листов уменьшает деформируемость, и, таким образом, необходимой является разработка материалов, характеризующихся как высокой прочностью, так и высокой деформируемостью.
Результаты более ранних научно-исследовательских и опытно-конструкторских разработок в сфере стальных листов, характеризующихся высокой прочностью и высокой деформируемостью, привели к появлению нескольких способов производства стальных листов, характеризующихся высокой прочностью и высокой деформируемостью, некоторые из которых перечисляются в настоящем документе для окончательной оценки настоящего изобретения:
В публикации US 9074272 описываются стали, которые характеризуются химическим составом: 0,1-0,28 % C, 1,0-2,0 % Si, 1,0-3,0 % Mn и остальное состоит из железа и неизбежных примесей. Микроструктура включает остаточный аустенит в количестве в диапазоне от 5 до 20 %, бейнитный феррит в количестве в диапазоне от 40 до 65 %, полигональный феррит в количестве в диапазоне от 30 до 50 % и менее чем 5 % мартенсита. Публикация US 9074272 относится к холоднокатаному стальному листу, характеризующемуся превосходным относительным удлинением, но описанное изобретение, не способно обеспечить достижения прочности 900 МПа, которая является обязательным условием для уменьшения массы при одновременном сохранении надежности сложной автомобильной детали.
В публикации US2015/0152533 раскрывается способ производства высокопрочной стали, которая содержит С: 0,12-0,18 %, Si: 0,05-0,2 %, Mn: 1,9-2,2 %, Al: 0,2-0,5 %, Cr: 0,05-0,2 %, Nb: 0,01-0,06 %, P: ≤ 0,02 %, S: ≤ 0,003 %, N: ≤ 0,008 %, Mo: ≤ 0,1 %, B: ≤ 0,0007 %, Ti: ≤ 0,01 %, Ni: ≤ 0,1 %, Cu: ≤ 0,1 %, остальное железо и неизбежные примеси. Стальной лист, произведенный при использовании способа, описанного в патентной заявке US2015/0152533, должен обладать микроструктурой, которая состоит из 50-90 об.% феррита, в том числе бейнитного феррита, 5-40 об.% мартенсита, вплоть до 15 об.% остаточного аустенита и вплоть до 10% об. других составных частей структуры. Даже несмотря на то, что публикация US2015/0152533 включает указание существенного количества мартенсита (то есть вплоть до 40 %) все еще невозможно обеспечить достижения предела прочности при растяжении 900 МПа.
В публикации US2014/170439 предлагается холоднокатаный стальной лист. Стальной лист характеризуется прочностью, составляющей более чем 1000 МПа, равномерным относительным удлинением, составляющим более чем 12 %, и V-образной изгибаемостью, составляющей более чем 90°. Композиция стального листа включает, при выражении через массовые проценты, 0,15 % ≤ С ≤ 0,25 %, 1,8 % ≤ Mn ≤ 3,0 %, 1,2 % ≤ Si ≤ 2 %, 0 % ≤ Al ≤ 0,10 %, 0 % ≤ Cr ≤ 0,50 %, 0 % ≤ Cu ≤ 1 %, 0 % ≤ Ni ≤ 1 %, 0 % ≤ S ≤ 0,005 %, 0 % ≤ P ≤ 0,020 %, Nb ≤ 0,015 %, Ti ≤ 0,020 %, V ≤ 0,015 %, Co ≤ 1 %, N ≤ 0,008 %, B ≤ 0,001 %, при этом Mn + Ni + Cu ≤ 3 %. Остаток композиции состоит из железа и неизбежных примесей, получающихся в результате переработки. Микроструктура включает, при выражении через уровни поверхностного процентного содержания, от 5 до 20 % полигонального феррита, от 10 до 15 % остаточного аустенита, от 5 до 15 % мартенсита и остаток в виде бейнита. Бейнит присутствует в форме реек и включает карбиды между рейками. Количество N единиц счета карбидов между рейками, более крупных чем 0,1 микрометра при расчете на единицу площади поверхности, является меньшим или равным 50000/мм2. Также предлагаются способ изготовления и моторное транспортное средство. Но в публикации US2014/170439 не упоминается о фосфатируемости стали.
Известный уровень техники, связанный с изготовлением стальных листов высокой прочности и высокой формуемости, имеет те или иные пробелы: таким образом, существует потребность в холоднокатаном стальном листе, характеризующемся прочностью, составляющей более чем 1000 МПа, и способе его изготовления.
Цель настоящего изобретения заключается в решении данных проблем путем создания холоднокатаных стальных листов, которые одновременно характеризуются:
- пределом прочности при растяжении, большим или равным 1000 МПа, а предпочтительно составляющим более чем 1180 Па или даже более чем 1220 МПа,
- хорошей фосфатируемостью при охвате, по меньшей мере, 96 % от поверхности.
В одном предпочтительном варианте осуществления стальной лист по изобретению, может характеризоваться значением предела текучести при растяжении, составляющим более чем 700 МПа или более.
Предпочтительно такая сталь также характеризуется хорошей пригодностью для формовки, в частности для прокатки, совместно с хорошими свариваемостью и пригодностью для нанесения покрытия.
Другая цель настоящего изобретения также состоит в том, чтобы сделать доступным способ изготовления этих листов, который совместим с обычными промышленными применениями, и в то же время устойчив к изменениям производственных параметров. Холоднокатаный термообработанный стальной лист настоящего изобретения необязательно может иметь покрытие из цинка или цинковых сплавов или из алюминия или алюминиевых сплавов для улучшения противокоррозионной стойкости.
Краткое описание чертежей
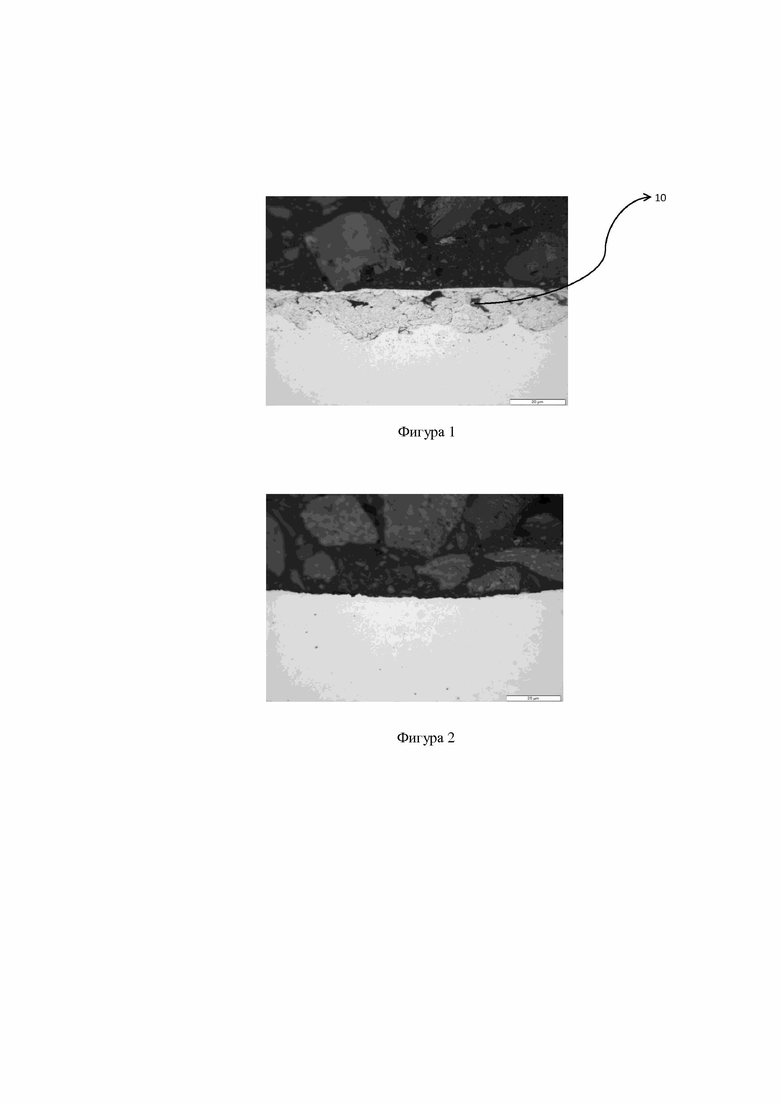
Фиг. 1 не соответствует настоящему изобретению. Фиг. 1 представляет собой микрофотографию, иллюстрирующую трещины, образованные вследствие присутствия внутренних оксидов на поверхности холоднокатаного стального листа и слоя внутренних оксидов, сформированного из них. Для демонстрации трещин одна из трещин промаркирована обозначением 10. Холоднокатаный стальной лист относится к сорту стали 7 из таблицы 1.
Фиг. 2 представляет собой микрофотографию, иллюстрирующую поверхность холоднокатаного стального листа, который соответствует настоящему изобретению. Холоднокатаный стальной лист не содержит слоя внутренних оксидов. Холоднокатаный стальной лист относится к сорту стали 2 из таблицы 1.
Фиг. 3 не соответствует настоящему изобретению. Фиг. 3 представляет собой микрофотографию, иллюстрирующую трещины, образованные вследствие присутствия внутренних оксидов на поверхности холоднокатаного и термообработанного стального листа и слоя внутренних оксидов, сформированного из них. Для демонстрации трещин одна из трещин промаркирована обозначением 20. Холоднокатаный стальной лист относится к сорту стали 7 из таблицы 1.
Фиг. 4 представляет собой микрофотографию, иллюстрирующую поверхность холоднокатаного и термообработанного стального листа, который соответствует настоящему изобретению. Холоднокатаный стальной лист включает слой внутренних оксидов, составляющий менее чем 3 микрона. Холоднокатаный стальной лист относится к сорту стали 2 из таблицы 1.
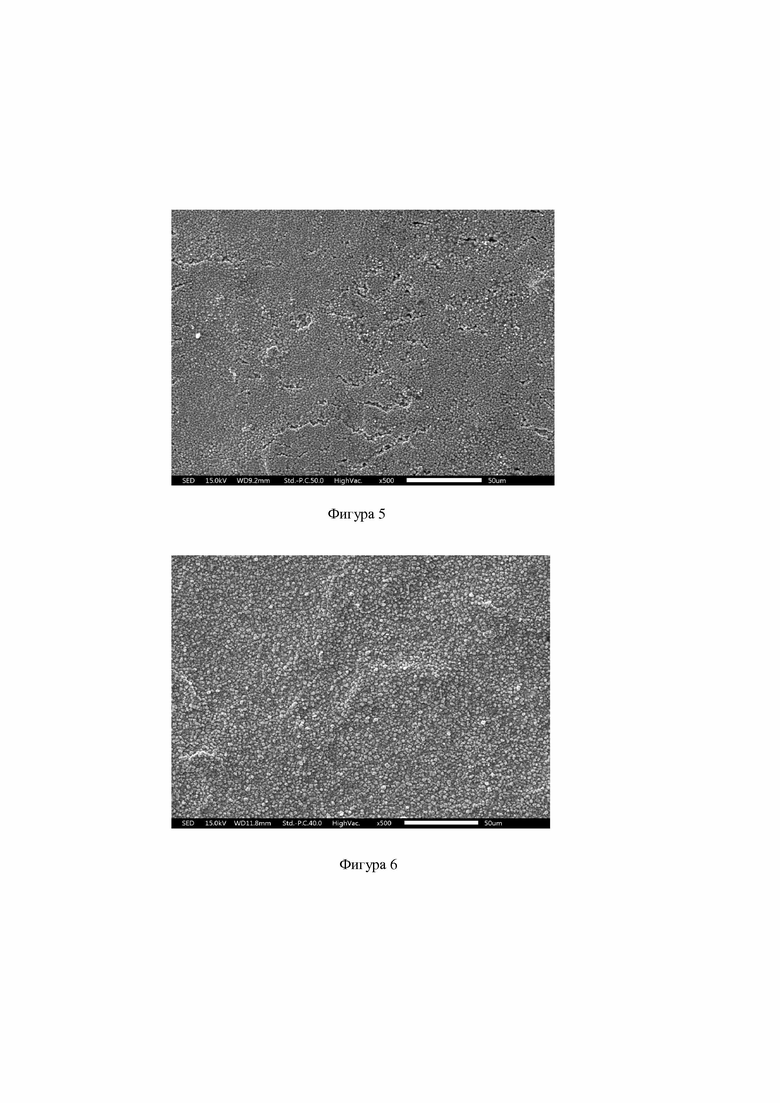
Фиг. 5 представляет собой микрофотографию, демонстрирующую фосфатирование на холоднокатаном и термообработанном стальном листе, не соответствующем изобретению. Фиг. 5 демонстрирует пористость при покрытии поверхности. Одна из отметок пористости выделена обозначением 30. Фиг. 5 относится к сорту стали 7 из таблицы 1.
Фиг. 6 представляет собой микрофотографию, демонстрирующую фосфатирование холоднокатаного и термообработанного стального листа, который соответствует изобретению. Продемонстрированный стальной лист относится к сорту стали 2 из таблицы 1 для 100 %-ной степени покрытия при фосфатировании.
Другие характеристики и преимущества изобретения станут очевидными, исходя из следующего далее подробного описания изобретения.
Углерод присутствует в стали при уровне содержания в диапазоне от 0,18 % до 0,24 %. Углерод представляет собой элемент, необходимый для увеличения прочности стального листа в результате образования фазы, характеризующейся низкотемпературным превращением, такой как мартенсит. Дополнительное количество углерода также играет ключевую роль при стабилизировании аустенита. Уровень содержания углерода, составляющий менее чем 0,18 %, не будет давать возможности стабилизирования аустенита, что, тем самым, уменьшает прочность, а также тягучесть. С другой стороны, при уровне содержания углерода, превышающем 0,24 %, зона сварного шва и зона термического воздействия значительно упрочняются, и, таким образом, механические свойства в зоне сварного шва ухудшаются.
Уровень содержания марганца в стали настоящего изобретению находится в диапазоне между 1,5 % и 2,5 %. Марганец представляет собой элемент, который придает прочность, а также стабилизирует аустенит с образованием остаточного аустенита. Было установлено, что для получения прочности и упрочняемости стального листа, а также стабилизирования аустенита количество марганца составляет, по меньшей мере, приблизительно 1,5 мас.%. Таким образом, предпочтительным является более высокий уровень процентного содержания марганца, такой как от 1,9 % до 2,2 %. Но содержание марганца, составляющее более, чем 2,5 %, будет приводить к получению неблагоприятных эффектов, таких как замедление превращения аустенита в бейнит во время проведения изотермической выдержки для бейнитного превращения, что приводит к уменьшению пластичности. Помимо этого, уровень содержания марганца, составляющий более чем 2,5 %, также приводил бы к уменьшению свариваемости настоящей стали.
Уровень содержания кремния в стали настоящего изобретения находится в диапазоне между 1,2 % и 2 %. Кремний в качестве составной части задерживает формирование выделений углерода из аустенита. Вследствие наличия 1,2 % кремния аустенит, обогащенный по углероду, стабилизируется при комнатной температуре. Однако добавление более чем 2 % кремния не улучшает упомянутый эффект и приводит к возникновению проблем, таких как охрупчивание при горячей прокатке. Поэтому концентрацию контролируемо выдерживают в границах верхнего предельного значения в 2 %.
Уровень содержания алюминия в стали настоящего изобретения находится в диапазоне между 0,01 % и 0,06 %. В пределах такого диапазона алюминий связывает азот в стали с образованием нитрида алюминия, таким образом, уменьшается размер зерен. Но превышение содержания алюминия 0,06 % в настоящем изобретении будет увеличивать температуру Ас3, что, тем самым, уменьшает производительность.
Уровень содержания хрома в стали настоящего изобретения находится в диапазоне между 0,2 % и 0,5 %. Хром представляет собой существенный элемент, который придает стали прочность и упрочнение, но при использовании более чем 0,5 % ухудшает качество отделки поверхности стали.
Уровень содержания фосфора в стали настоящего изобретения ограничивается значением в 0,02 %. Фосфор представляет собой элемент, который обеспечивает упрочнение в твердом растворе, а также вмешивается в образование карбидов. Поэтому маленькое количество фосфора, составляющее, по меньшей мере, 0,002 %, может оказаться выгодным, но фосфор также демонстрирует и свои неблагоприятные эффекты, такие как ухудшение свариваемости при контактной точечной сварке и пластичности в горячем состоянии, в частности, вследствие его тенденции к ликвации на границах зерен или к совместной ликвации с марганцем. По данным причинам на его уровень содержания предпочтительно ограничивают максимальным значением в 0,015 %.
Сера не представляет собой существенный элемент, но может содержаться в стали в качестве примеси. Уровень содержания серы предпочтительно является по возможности наиболее низким, но составляет 0,03 % и менее, а предпочтительно, самое большее, 0,003 %, с точки зрения производственной себестоимости. Кроме того, в случае присутствия более высокого уровня содержания серы в стали она будет объединяться в особенности с Mn и Ti с образованием сульфида и уменьшать их благоприятное воздействие на настоящее изобретение.
Ниобий представляет собой необязательный элемент, который может быть добавлен к стали в количестве в диапазоне между 0 % и 0,06 %, предпочтительно между 0,0010 и 0,06 %. Он является подходящим для использования при получении карбонитридов в целях придания прочности стали, соответствующей изобретению, в результате дисперсионного упрочнения. Вследствие замедления ниобием рекристаллизации во время проведения нагревания, микроструктура, полученная в конце воздействия температуры выдержки и, как следствие, после проведения полного отжига, является более мелкой, это приводит к упрочнению продукции. Но в случае содержания ниобия, составляющего более чем 0,06 %, количество карбонитридов не является благоприятным для настоящего изобретения, поскольку большое количество карбонитридов имеет тенденцию к уменьшению пластичности стали.
Титан представляет собой необязательный элемент, который может быть добавлен к стали настоящего изобретения в количестве в диапазоне между 0 % и 0,08 %, предпочтительно между 0,001 % и 0,08 %. Как и ниобий, он вовлекается в карбонитриды и, таким образом, играет роль при упрочнении. Но он также вовлекается в образование TiN, что проявляется во время прохождения затвердевания отлитой продукции. На количество титана, таким образом, накладывают ограничения значением в 0,08 % во избежание формирования крупных частиц TiN, пагубных в отношении раздачи отверстия. В случае уровня содержания титана, составляющего менее чем 0,001 %, он не будет придавать какой-либо эффект стали настоящего изобретения.
Ванадий представляет собой необязательный элемент, который может быть добавлен к стали настоящего изобретения в количестве в диапазоне между 0 % и 0,1 %, предпочтительно между 0,001 % и 0,01 %. Как и ниобий, он вовлекается в карбонитриды и, таким образом, играет роль при упрочнении. Но он также вовлекается в образование VN, что проявляется во время прохождения затвердевания отлитой продукции. На количество V, таким образом, накладывают ограничения значением в 0,1 % во избежание формирования крупных частиц VN, пагубных в отношении раздачи отверстия. В случае уровня содержания ванадия, составляющего менее чем 0,001 %, он не будет придавать какой-либо эффект стали настоящего изобретения.
Кальций представляет собой необязательный элемент, который может быть добавлен к стали настоящего изобретения в количестве в диапазоне между 0 % и 0,005 %, предпочтительно между 0,001 % и 0,005 %. Кальций добавляют к стали настоящего изобретения в качестве необязательного элемента, в особенности во время проведения обработки для образования включений. Кальций вносит свой вклад в рафинирование стали в результате купирования пагубного уровня содержания серы при ее глобуляризации.
Другие элементы, такие как церий, бор, магний или цирконий, могут быть добавлены по отдельности или в комбинации в следующих далее долях: Се ≤ 0,1 %, В ≤ 0,01 %, Mg ≤ 0,05 % и Zr ≤ 0,05 %. Вплоть до указанных максимальных уровней содержания данные элементы делают возможным измельчение зерна во время прохождения затвердевания.
В числе легирующих элементов, присутствующих в стали настоящего изобретения, кремний, марганец, алюминий и хром являются более окисляемыми, чем железо, и, как это хорошо известно, упомянутые элементы подвергаются селективному окислению в дополнение к железу во время проведения смотки в рулон, отжига в зоне горячих состояний, отжига, а также во время осуществления других подобных технологических процессов термической обработки при образовании, тем самым, внутренних оксидов.
Фиг. 1 представляет собой микрофотографию, демонстрирующую холоднокатаный стальной лист, который не соответствует настоящему изобретению, при этом холоднокатаный стальной лист включает слой внутренних оксидов, где данные селективные оксиды образуются во время проведения смотки в рулон горячекатаного стального листа вследствие наличия пониженного парциального давления кислорода, данные селективные оксиды также приводят к возникновению трещинообразования на границах зерен холоднокатаного стального листа во время проведения холодной прокатки. На фиг. 1 на поверхности холоднокатаного стального листа также демонстрируется трещина (10). На фиг. 1 также демонстрируются внутренние оксиды на поверхности холоднокатаного стального листа, имеющего толщину, составляющую более чем 1 микрон. Подобным образом, селективное окисление также имеет место и во время проведения отжига.
Фиг. 2 представляет собой микрофотографию, демонстрирующую холоднокатаный стальной лист, соответствующую настоящему изобретению, где холоднокатаный стальной лист не содержит слоя внутренних оксидов.
Фиг. 3 представляет собой микрофотографию, демонстрирующую термообработанный холоднокатаный стальной лист, который не соответствует настоящему изобретению, при этом термообработанный холоднокатаный стальной лист включает слой внутренних оксидов, где данные селективные оксиды образуются во время проведения смотки в рулон горячекатаного стального листа или во время проведения отжига в зоне горячих состояний горячекатаного стального листа или отжига холоднокатаного стального листа вследствие наличия пониженного парциального давления кислорода, данные селективные оксиды также приводят к возникновению трещинообразования на границах зерен холоднокатаного стального листа во время проведения холодной прокатки, что усугубляется во время проведения отжига. На фиг. 3 на поверхности термообработанного холоднокатаного стального листа также демонстрируется трещина (20). На фиг. 3 также демонстрируются внутренние оксиды на поверхности холоднокатаного стального листа, имеющего толщину, составляющую более, чем 3 микрона.
Фиг. 4 представляет собой микрофотографию, демонстрирующую термообработанный холоднокатаный стальной лист, соответствующую настоящему изобретению, где термообработанный холоднокатаный стальной лист включает слой внутренних оксидов, и в соответствии с настоящим изобретением слой оксида, имеющий толщину, доходящую вплоть до 3 микрон, является приемлемым для термообработанного холоднокатаного листа.
Следовательно, настоящее изобретение предусматривает введение определенных параметров процесса, таких как поддержание температуры смотки ниже 500°С и выполнение по меньшей мере одного обязательного травления перед холодной прокаткой для контроля образования внутренних оксидов. Настоящее изобретение сохраняет внутренний оксидный слой до 3 микрон на конечном холоднокатаном и термообработанном стальном листе. В предпочтительном варианте такой слой состоит из железа, кремния, марганца и хрома.
В еще одном варианте осуществления на холоднокатаном листе после проведения холодной прокатки предпочтительным является наличие слоя внутренних оксидов, имеющего толщину, составляющую 1 микрон и менее.
Остаток композиции стали состоит из железа и неизбежных примесей, получающихся в результате переработки.
Микроструктура стального листа, соответствующей изобретению, содержит от 0 % до 15 % отпущенного мартенсита, от 10 % до 15 % остаточного аустенита и необязательно вплоть до 30 % феррита, при выражении через поверхностные долевые концентрации, при этом остаток образован из бейнита, уровень содержания бейнита составляет, по меньшей мере, 55 %.
Бейнит представляет собой матрицу стали и содержится в минимальном количестве, составляющем 55 %, предпочтительно 60 %. В рамках настоящего изобретения бейнит состоит из реечного бейнита и гранулярного бейнита. Гранулярный бейнит является бейнитом, характеризующимся очень низкой плотностью карбидов, что означает включение в сталь менее чем 100 единиц счета карбидов при расчете на единичную площадь поверхности в 100 мкм2. Реечный бейнит имеет форму тонких ферритных реек с карбидом, образованным в промежутке между рейками. Размер карбидов, присутствующих между рейками, является таким, чтобы количество карбидов, более крупных чем 0,1 микрона, составлял бы менее, чем 50000/мм2. Реечный бейнит придает стали надлежащую раздачу отверстия, в то время как гранулярный бейнит придает улучшенное относительное удлинение.
Отпущенный мартенсит содержится в количестве в диапазоне от 0 % до 15 %. Предпочтительным является уровень содержания отпущенного мартенсита, обеспечивающий достижение уровня прочности, составляющего 1000 МПа и более, при этом, если количество мартенсита имело бы значение, выходящее за пределы 15 %, это оказывало бы пагубное воздействие на пластичность.
Остаточный аустенит содержится в количестве в диапазоне от 10 % до 15 %. Он, как это известно, характеризуется большей растворимостью углерода в сопоставлении с бейнитом и, таким образом, исполняет функцию эффективной ловушки углерода, что задерживает образование карбидов в бейните. Остаточный аустенит настоящего изобретения предпочтительно содержит углерод в количестве в диапазоне между 0,9 и 1,15 %, при этом средний уровень содержания углерода в аустените составляет 1,00 %. Аустенит также придает пластичность настоящей стали.
Мартенсит и аустенит в стали, соответствующей изобретению, могут присутствовать в виде изолированных фаз или в форме мартенситно-аустенитных островков, что является предпочтительным.
Феррит может присутствовать в стали в количестве в диапазоне между 0 % и 30 %. Такой феррит может включать полигональный феррит, реечный феррит, игольчатый феррит, пластинчатый феррит или эпитаксиальный феррит. Присутствие феррита в настоящем изобретении может придавать стали деформируемость и относительное удлинение. Присутствие феррита в настоящем изобретении может придать стали формуемость и удлинение. Присутствие феррита оказывает негативное влияние из-за того, что феррит увеличивает разрыв в твердости с такими твердыми фазами, как мартенсит и бейнит, и снижает локальную пластичность. Если присутствие феррита выше 30%, целевой предел прочности не достигается.
Стальной лист, соответствующий изобретению, может быть произведен любым надлежащим способом. Один предпочтительный способ состоит из получения отлитого полуфабриката из стали, характеризующейся химическим составом, соответствующим изобретению. Отливка может быть изготовлена в результате либо разливки в слитки, либо непрерывной разливки в форме тонких слябов или тонких штрипсов, то есть, толщиной, например, в диапазоне от приблизительно 220 мм для слябов вплоть до нескольких десятков миллиметров для тонких штрипсов.
Например, в качестве полуфабриката будет рассматриваться сляб. Сляб, характеризующийся описанным выше химическим составом, изготавливают путем непрерывной разливки, где сляб предпочтительно подвергнут прямому мягкому обжатию во время проведения разливки для исключения возникновения осевой ликвации и уменьшения пористости. Сляб, полученный при использовании технологического процесса непрерывной разливки, может быть использован непосредственно при высокой температуре после проведения непрерывной разливки или может быть сначала охлажден до комнатной температуры, а после этого повторно нагрет для горячей прокатки.
Температура сляба, который подвергают горячей прокатке, предпочтительно составляет, по меньшей мере, 1000°С, предпочтительно более чем 1200°С, и должна составлять менее чем 1280°С. В случае температуры сляба, составляющей менее чем 1000°С, на прокатный стан будет воздействовать избыточное давление, и, кроме того, температура стали может уменьшиться до температуры ферритного превращения во время завершения прокатки, в результате чего сталь будет подвергаться прокатке в состоянии, в котором в структуре содержался бы превращенный феррит. Кроме того, температура не должна составлять более чем 1280°С, поскольку тогда существовал бы риск формирования грубых ферритных зерен, что в результате привело бы получению крупного ферритного зерна, что стало бы причиной уменьшения способности данных зерен подвергаться перекристаллизации во время проведения горячей прокатки. Чем более крупным будет первоначальный размер ферритного зерна, тем с меньшей легкостью оно будет рекристаллизоваться, что приводит к необходимости избегать температур повторного нагревания, составляющих более чем 1280°С, поскольку они являются дорогостоящими с промышленной точки зрения и неблагоприятными применительно к рекристаллизации феррита.
Температура сляба предпочтительно является достаточно высокой для того, чтобы горячая прокатка могла бы быть полностью осуществлена в аустенитном диапазоне, и конечная температура завершения горячей прокатки составляла бы более 850°С, а предпочтительно более чем 900°С. Чистовую прокатку необходимо проводить при температуре, составляющей более чем 850°С, поскольку ниже данной температуры стальной лист демонстрирует значительное падение прокатываемости. В целях получения структуры, которая является благоприятной для рекристаллизации и прокатки, предпочтительной является температура чистовой прокатки в диапазоне между 900 и 950°С.
После этого лист, полученный данным образом, охлаждают при скорости охлаждения, составляющей более чем 30°С/сек, до температуры, которая составляет менее чем 500°С. Температуру охлаждения выдерживают меньшей чем 500°С во избежание селективного окисления легирующих элементов, таких как марганец, кремний и хром. Предпочтительно скорость охлаждения будет меньшей или равной 65°С/сек и большей чем 35°С/сек. После этого горячекатаный стальной лист сматывают в рулон, и на протяжении того времени, когда горячекатаный лист остается смотанным в рулон, происходит превращение аустенита в бейнит, и температура смотанного в рулон горячекатаного листа увеличивается вследствие рекалесценции. Температура смотанного в рулон горячекатаного стального листа должна оставаться меньшей чем 570°С во избежание селективного внутреннего окисления кремния, марганца, алюминия и хрома на поверхности горячекатаного рулона, поскольку данные оксиды формируют трещины на поверхности горячекатаного стального листа. После этого смотанному в рулон горячекатаному стальному листу дают возможность охладиться до комнатной температуры. Вслед за этим горячекатаный лист подвергают технологическому процессу удаления окалины, такому как декапирование (травление), в целях удаления окалины, образовавшейся во время проведения горячей прокатки, и обеспечения отсутствия окалины на поверхности горячекатаного стального листа до проведения отжига в зоне горячих состояний.
После этого горячекатаный лист подвергают отжигу в зоне горячих состояний при температуре в диапазоне между 350°С и 750°С на протяжении от 1 до 96 часов. Температуру и время такого отжига в зоне горячих состояний выбирают таким образом, чтобы обеспечить размягчение горячекатаного листа для облегчения холодной прокатки горячекатаного стального листа. Кроме того, атмосферу отжига в зоне горячих состояний контролируемо выдерживают во избежание окисления во время проведения отжига в зоне горячих состояний. Технологический процесс удаления окалины до проведения отжига в зоне горячих состояний не будет обязательным в случае, если отжиг в зоне горячих состояний проводят в диапазоне температур между 350°С и 500°С на протяжении от 1 до 96 часов, поскольку в данном диапазоне температур имеется меньшая возможность увеличения толщины слоя оксида. Однако в случае проведения отжига в зоне горячих состояний при температуре в диапазоне между 500 и 750°С технологический процесс удаления окалины, осуществляемый до проведения такого отжига, является обязательным.
После этого горячекатаный стальной лист охлаждают до комнатной температуры для получения отожженного горячекатаного листа. Вслед за этим отожженный горячекатаный лист может быть подвергнут необязательному технологическому процессу удаления окалины. В соответствии с настоящим изобретением до проведения холодной прокатки должен быть осуществлен, по меньшей мере, один технологический процесс удаления окалины.
После этого отожженный горячекатаный лист подвергают холодной прокатке при обжатии по толщине в диапазоне от 35 до 70 % для получения холоднокатаного стального листа. Полученный холоднокатаный стальной лист по существу не содержит внутренних оксидов.
Фиг. 2 представляет собой микрофотографию, демонстрирующую холоднокатаный стальной лист, соответствующий настоящему изобретению, где холоднокатаный стальной лист не содержит слоя внутренних оксидов, но в соответствии с настоящим изобретением на холоднокатаном листе после проведения травления и отжига в зоне горячих состояний приемлемым является слой оксидов, доходящий по толщине вплоть до 1 микрона.
После этого холоднокатаный стальной лист подвергают отжигу для придания стали настоящего изобретения целевых микроструктуры и механических свойств.
Для проведения непрерывного отжига холоднокатаного стального листа его сначала нагревают при скорости нагревании, находящейся в диапазоне между 1 и 20°С/сек, предпочтительно составляющей более чем 3°С/сек, до температуры томления в диапазоне между Ас1 и Ас3 + 50°С на протяжении, по меньшей мере, 100 сек, а предпочтительно не более чем 1000 сек, для прохождения надлежащих рекристаллизации и превращения с получением как минимум 70 %-ной аустенитной микроструктуры. Ас1 для стали, соответствующей изобретению, обычно находится в диапазоне между 680 и 750°С. Ас3 для стали, соответствующей изобретению, обычно находится в диапазоне между 820 и 900°С.
После этого лист охлаждают при скорости охлаждения, составляющей более чем 10°С/сек, в диапазоне температур охлаждения между Ms – 20°C и Ms + 40°C, где Ms рассчитывают в соответствии со следующей далее формулой:
Ms = 565 – (31 ⋅ [Mn] + 13 ⋅ [Si] + 10 ⋅ [Cr] + 18 ⋅ [Ni] + 12 ⋅ [Mo]) – 600 ⋅ (1 – EXP(– 0,96 ⋅ [C]))
В одном предпочтительном варианте осуществления скорость охлаждения составляет более чем 30°С/сек.
После этого температуру холоднокатаного стального листа доводят до диапазона температур между Ms + 10 и Ms + 100°C, который в общем случае заключен в пределах между 350°С и 450°С, и выдерживают в данных условиях на протяжении периода времени, составляющего, по меньшей мере, 200 сек, но не более чем 1000 сек. Данное изотермическое перестаривание стабилизирует аустенит, обогащенный по углероду, и вносит свой вклад в формирование и стабилизирование содержащего карбид бейнита низкой плотности, что придает стали настоящего изобретения целевые механические свойства.
После этого холоднокатаный стальной лист охлаждают до комнатной температуры при скорости охлаждения составляющей не более чем 200°С/сек. Во время проведения данного охлаждения нестабильный остаточный аустенит может превратиться в свежий мартенсит в форме островков фазы МА.
На данной ступени может быть проведена необязательная операция прокатки в дрессировочной клети или обработки в правильной машине при степени обжатия, составляющей менее чем 0,8 %.
Фиг. 4 представляет собой микрофотографию, демонстрирующую термообработанный холоднокатаный стальной лист, соответствующий настоящему изобретению, лист относится к образцу стали 2, где термообработанный холоднокатаный стальной лист включает слой внутренних оксидов, составляющий менее чем 3 микрона, что соответствует настоящему изобретению.
После этого на термообработанный холоднокатаный лист необязательно может быть нанесено покрытие путем электроосаждения или вакуумного нанесения покрытия или при использовании любого другого подходящего для использования технологического процесса.
После проведения отжига продукт без нанесенного покрытия или продукт с нанесенным покрытием необязательно может быть подвергнут отжигу в камерной печи, предпочтительно проводимому при температуре в диапазоне от 170 до 210°С на протяжении от 12 часов до 30 часов, в целях уменьшения градиента твердости между фазами и обеспечения дегазирования для продукта с нанесенным покрытием.
ПРИМЕРЫ
Следующие далее испытания и примеры, представленные в настоящем документе, являются неограничивающими по своей природе и должны рассматриваться только для целей иллюстрирования, они будут демонстрировать выгодные признаки настоящего изобретения и разъяснять значение параметров, выбранных изобретателями после проведения обширных экспериментов, и, кроме того, устанавливать свойства, достижения которых можно добиться при использовании стали, соответствующей изобретению.
Образцы стальных листов, соответствующих изобретению и сравнительным сортам, получали при использовании композиций, собранных в таблице 1, и технологических параметров, собранных в таблице 2. Соответствующие микроструктуры данных стальных листов собраны в таблице 3, а свойства – в таблице 4.
В таблице 1 демонстрируются стали, характеризующиеся композициями, при выражении через уровни массового процентного содержания.
Таблица 1: композиция в экспериментах
В таблице 2 собраны технологические параметры отжига, воплощенные в отношении сталей из таблицы 1.
В таблице 2 также демонстрируются температуры бейнитного превращения Bs и мартенситного превращения Ms для изобретенной стали и стали сравнения. Вычисление значений Bs и Ms проводят при использовании формул Ван Бохемена, опубликованных в публикации Materials Science and Technology (2012), vol. 28, No. 4, pp. 487-495, которые представляют собой нижеследующее:
Bs = 839 – (86 ⋅ [Mn] + 23 ⋅ [Si] + 67 ⋅ [Cr] + 33 ⋅ [Ni] + 75 ⋅ [Mo]) – 270 ⋅ (1 – EXP(– 1,33 ⋅ [C]))
Ms = 565 – (31 ⋅ [Mn] + 13 ⋅ [Si] + 10 ⋅ [Cr] + 18 ⋅ [Ni] + 12 ⋅ [Mo]) – 600 ⋅ (1 – EXP(– 0,96 ⋅ [C]))
Кроме того, до проведения отжига сталей изобретения, а также сталей сравнения, образцы нагревали до температуры в диапазоне между 1000°С и 1280°С, а после этого подвергали горячей прокатке при конечной температуре, составляющей более чем 850°С.
Таблица 2
I = в соответствии с изобретением; R = вариант сравнения; подчеркнутые значения: не в соответствии с изобретением.
Таблица 3
В таблице 3 собраны результаты испытания, проводимого в соответствии со стандартами для различных микроскопов, например, сканирующего электронного микроскопа, для определения композиции микроструктуры как стали по изобретению, так и стали сравнения.
Таблица 3: микроструктуры экспериментов
В таблице 4 собраны механические и поверхностные свойства как стали по изобретению, так и стали сравнения. Испытания на предел прочности при растяжении и предел текучести при растяжении проводят в соответствии со стандартами JIS Z2241.
Таблица 4: механические и поверхностные свойства для экспериментов
I = в соответствии с изобретением; R = вариант сравнения; подчеркнутые значения: не в соответствии с изобретением.
Как это демонстрируют примеры, стальные листы, соответствующие изобретению, являются единственными стальными листами, которые демонстрируют все целевые свойства, благодаря своим конкретным композиции и микроструктурам.

Изобретение относится к области металлургии, а именно к термообработанному и холоднокатаному стальному листу, используемому для изготовления конструкционных деталей или деталей, отвечающих за безопасность, в транспортном средстве. Лист выполнен из стали, содержащей, в мас.%: 0,18 ≤ углерод ≤ 0,24, 1,5 ≤ марганец ≤ 2,5, 1,2 ≤ кремний ≤ 2, 0,01 ≤ алюминий ≤ 0,06, 0,2 ≤ хром ≤ 0,5, фосфор ≤ 0,02, сера ≤ 0,03, при необходимости по меньшей мере один элемент из: ниобий ≤ 0,06, титан ≤ 0,08, ванадий ≤ 0,1 и кальций ≤ 0,005, остальное - железо и неизбежные примеси. Лист имеет микроструктуру, содержащую, при выражении через поверхностные долевые концентрации, от 0 % до 15 % отпущенного мартенсита, от 10 % до 15 % остаточного аустенита и необязательно вплоть до 30 % феррита, остальное образовано из бейнита. Содержание бейнита составляет не менее 55 %. На обеих поверхностях стального листа образован слой внутреннего оксида, имеющий толщину, составляющую 3 мкм или менее. Стальной лист обладает требуемыми прочностными характеристиками и высокой фосфатируемостью. 7 н. и 11 з.п. ф-лы, 4 табл., 6 ил.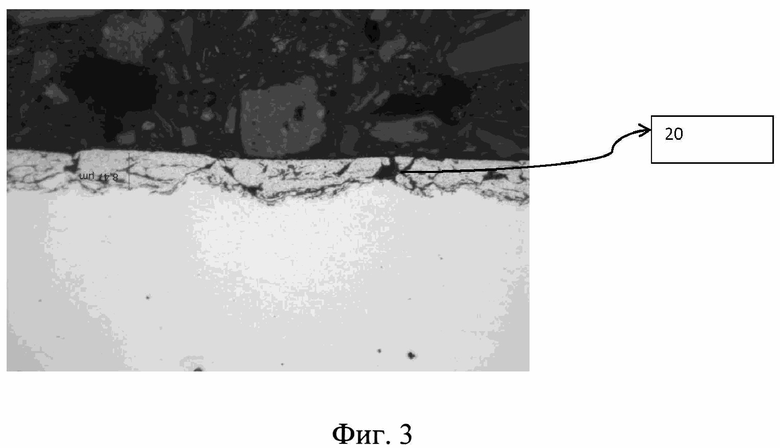
1. Термообработанный и холоднокатаный стальной лист, композиция стали, которого содержит, в мас.%:
0,18 % ≤ углерод ≤ 0,24 %,
1,5 % ≤ марганец ≤ 2,5 %,
1,2 % ≤ кремний ≤ 2 %,
0,01 % ≤ алюминий ≤ 0,06 %,
0,2 % ≤ хром ≤ 0,5 %,
фосфор ≤ 0,02 %,
сера ≤ 0,03 %,
и необязательно один или несколько следующих далее элементов:
ниобий ≤ 0,06 %,
титан ≤ 0,08 %,
ванадий ≤ 0,1 %,
кальций ≤ 0,005 %,
остальное железо и неизбежные примеси, причем стальной лист имеет микроструктуру, содержащую от 0 % до 15 % отпущенного мартенсита, от 10 % до 15 % остаточного аустенита и необязательно вплоть до 30 % феррита, при выражении через поверхностные долевые концентрации, остальное образовано из бейнита, причем содержание бейнита составляет, по меньшей мере, 55 %, и включает на обеих поверхностях упомянутого стального листа слой внутреннего оксида, имеющий толщину, составляющую 3 микрона и менее.
2. Термообработанный и холоднокатаный стальной лист по п. 1, в котором композиция стали включает от 2,0 % до 2,3 % марганца.
3. Термообработанный и холоднокатаный стальной лист по п. 1 или 2, в котором композиция стали включает максимум 0,013 % фосфора.
4. Термообработанный и холоднокатаный стальной лист по любому из пп. 1 - 3, в котором микроструктура содержит более чем 60 % бейнита.
5. Термообработанный и холоднокатаный стальной лист по любому из пп. 1 - 4, в котором остаточный аустенит характеризуется концентрацией углерода в диапазоне между 0,9 и 1,15 %.
6. Термообработанный и холоднокатаный стальной лист по любому из пп. 1 - 5, характеризующийся пределом прочности при растяжении больше или равным 1000 МПа, и степенью покрытия при фосфатировании, составляющей 96 % и более.
7. Термообработанный и холоднокатаный стальной лист по любому из пп. 1 - 6, характеризующийся пределом прочности при растяжении больше или равным 1050 МПа, и степенью покрытия при фосфатировании, составляющей 98 % и более.
8. Термообработанный и холоднокатаный стальной лист по любому из пп. 1 - 7, характеризующийся толщиной слоя внутренних оксидов вплоть до 2 микронов и менее на обеих поверхностях.
9. Термообработанный и холоднокатаный стальной лист по п. 8, характеризующийся толщиной слоя внутренних оксидов вплоть до 1 микрона и менее на обеих поверхностях.
10. Способ изготовления термообработанного и холоднокатаного стального листа, включающий следующие далее последовательные стадии:
- создание стали с композицией, указанной в любом из пп. 1 - 3 для получения полуфабриката;
- повторное нагревание упомянутого полуфабриката до температуры в диапазоне между 1000°С и 1280°С;
- прокатка упомянутого полуфабриката в полностью аустенитном диапазоне, где температура завершения горячей прокатки выше или равна 850°С, для получения горячекатаного стального листа;
- охлаждение листа при скорости охлаждения, составляющей более чем 30°С/сек, до температуры ниже или равной 500°С; смотка в рулон упомянутого горячекатаного листа и выдержка температуры смотанного в рулон листа ниже 570°С;
- охлаждение упомянутого горячекатаного листа;
- удаления окалины с упомянутого горячекатаного стального листа;
- проведение отжига горячекатаного стального листа при температуре в диапазоне между 500°С и 750°С на протяжении от 1 часа до 96 часов;
- необязательное удаление окалины с упомянутого горячекатаного отожженного стального листа;
- холодная прокатка упомянутого горячекатаного стального листа со степенью обжатия в диапазоне между 35 и 90 % для получения холоднокатаного стального листа;
- после этого проведение непрерывного отжига упомянутого холоднокатаного стального листа при скорости в диапазоне между 1 и 20°С/сек до температуры томления в диапазоне между Ас1 и Ас3 + 50°С на протяжении, по меньшей мере, 100 сек, при этом температуру и время выбирают таким образом, чтобы получить минимальный уровень процентного содержания аустенита 70 %;
- после этого охлаждение листа при скорости, составляющей более чем 10°С/сек, до температуры в диапазоне между Ms – 20°C и Ms + 40°C, где Ms представляет собой температуру Ms для первоначального аустенита до проведения охлаждения, а после этого
- выдержка холоднокатаного стального листа при температуре в диапазоне между 350°С и 450°С на протяжении периода времени в диапазоне от 200 сек до 1000 сек; затем
- охлаждение листа до комнатной температуры при скорости охлаждения, составляющей не более чем 200°С/сек.
11. Способ изготовления термообработанного и холоднокатаного стального листа, включающий следующие далее последовательные стадии:
- создание стали с композицией, указанной в любом из пп. 1 - 3 для получения полуфабриката;
- повторное нагревание упомянутого полуфабриката до температуры в диапазоне между 1000°С и 1280°С;
- прокатка упомянутого полуфабриката в полностью аустенитном диапазоне, где температура завершения горячей прокатки выше или равна 850°С, для получения горячекатаного стального листа;
- охлаждение листа при скорости охлаждения, составляющей более чем 30°С/сек, до температуры ниже или равной 500°С; смотка в рулон упомянутого горячекатаного листа и выдержка температуры смотанного в рулон листа ниже 570°С;
- охлаждение упомянутого горячекатаного листа;
- проведение отжига горячекатаного стального листа при температуре в диапазоне между 350°С и 500°С на протяжении от 1 часа до 96 часов;
- удаление окалины с упомянутого горячекатаного отожженного стального листа до или после отжига;
- холодная прокатка упомянутого горячекатаного стального листа со степенью обжатия в диапазоне между 35 и 90 % для получения холоднокатаного стального листа;
- после этого проведение непрерывного отжига упомянутого холоднокатаного стального листа при скорости в диапазоне между 1 и 20°С/сек до температуры томления в диапазоне между Ас1 и Ас3 + 50°С на протяжении, по меньшей мере, 100 сек, при этом температуру и время выбирают таким образом, чтобы получить минимальный уровень процентного содержания аустенита 70 %;
- после этого охлаждение листа при скорости, составляющей более чем 10°С/сек, до температуры в диапазоне между Ms – 20°C и Ms + 40°C, где Ms представляет собой температуру Ms для первоначального аустенита до проведения охлаждения, а после этого
- выдержка холоднокатаного стального листа при температуре в диапазоне между 350°С и 450°С на протяжении периода времени в диапазоне от 200 сек до 1000 сек; затем
- охлаждение листа до комнатной температуры при скорости охлаждения, составляющей не более чем 200°С/сек.
12. Способ по п. 10 или 11, в котором температуру охлаждения горячекатаной стального листа задают в диапазоне между 150°С и 500°С.
13. Способ по любому из пп. 10 - 12, в котором холоднокатаный стальной лист подвергают непрерывному отжигу при температуре в диапазоне между 800°С и 900°С на протяжении периода времени в диапазоне между 100 сек и 1000 сек.
14. Способ по любому из пп. 10 - 13, в котором на холоднокатаный стальной лист дополнительно наносят покрытие из цинка или сплава на цинковой основе.
15. Термообработанный и холоднокатаный стальной лист, изготовленный способом по любому из пп. 10-14.
16. Применение стального листа по любому из пп. 1 - 9 или стального листа по п. 15 для изготовления конструкционных деталей или деталей, отвечающих за безопасность, в транспортном средстве.
17. Деталь, выполненная из термообработанного и холоднокатаного стального листа по любому из пп. 1-9 или из термообработанного и холоднокатаного стального листа по п.15.
18. Транспортное средство, включающее деталь по п. 17.
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |
| ВЫСОКОПРОЧНЫЙ СТАЛЬНОЙ ЛИСТ С ПОКРЫТИЕМ ИЗ РАСПЛАВЛЕННОГО ЦИНКА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2312162C2 |
| ЛЕГИРОВАННЫЙ СТАЛЬНОЙ ЛИСТ С ПОКРЫТИЕМ ИЗ РАСПЛАВЛЕННОГО ЦИНКА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2312920C2 |
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |

