Настоящее изобретение относится к холоднокатаному стальному листу с высокой прочностью и высокой формуемостью.
Автомобильные детали необходимы для удовлетворения двух противоречивых потребностей, а именно, простота формования и прочность, но в последние годы третье требование по снижению расхода топлива также предъявляется к автомобилям с учётом глобальных экологических проблем. Таким образом, теперь автомобильные детали должны быть изготовлены из материала, обладающего высокой формуемостью, чтобы соответствовать критериям лёгкости установки в сложной автомобильной сборке, и в то же время должны повышать прочность для безопасности при аварии и долговечности автомобиля при одновременном снижении веса автомобиля для улучшения эффективности расхода топлива.
Поэтому предпринимаются интенсивные исследования и разработки, чтобы уменьшить количество материала, используемого в автомобиле, за счёт увеличения прочности материала. И наоборот, повышение прочности стальных листов снижает формуемость, и поэтому возникает необходимость в разработке материалов, обладающих как высокой прочностью, так и высокой формуемостью.
Предыдущие исследования и разработки в области высокопрочных стальных листов с высокой формуемостью привели к нескольким способам производства высокопрочных стальных листов с высокой формуемостью, некоторые из которых перечислены здесь для убедительной оценки настоящего изобретения:
EP3187608 предлагает высокопрочный оцинкованный горячим погружением стальной лист с пределом прочности при растяжении (TS) 1300 МПа или более, подходящей пластичностью и однородность свойств материала в плоскости, и способ изготовления стального листа. Высокопрочный оцинкованный горячим погружением стальной лист с имеет определённый состав, включающий C, Si, Mn и т.д. В этом химическом составе содержание Ti [Ti] и содержание N [N] удовлетворяют неравенству [Ti] > 4[N]. Высокопрочный оцинкованный горячим погружением стальной лист имеет микроструктуру, включающую мартенсит в долях площади 60% и более до 90% или менее, полигональный феррит в долях площади более 5% и 40% или менее и остаточный аустенит в долях площади менее 3% (включая 0%). Средняя твёрдость мартенсита составляет 450 или более и 600 или менее по Виккерсу, и средний диаметр кристаллического зерна мартенсита составляет 10 мкм или менее. Стандартное отклонение диаметров кристаллических зёрен мартенсита составляет 4,0 мкм или менее. EP3187608 способен обеспечить предел прочности при растяжении выше 980 МПа, но не имеет относительного удлинения 8% или более.
EP3473741 предлагает стальной лист с пределом прочности при растяжении 950 МПа или более и подходящей ударной вязкостью, а также способ его изготовления. Стальной лист имеет определённый состав и металлографическую структуру, содержащую: в долях площади 30% или менее (включая 0%) феррита, 70% или более (включая 100%) мартенсита отпуска и 4,5% или менее (включая 0%), остаточного аустенита, котором среднее соотношение размеров выделений карбида на основе железа в зёрнах мартенсита отпуска, имеющего размер зерна в наиболее крупных 10%, составляет 3,5 или более. Но сталь ЕР3473741 не способна обеспечить предел прочности при растяжении 950 или более как в направлении прокатки, так и в поперечном направлении.
Известный уровень техники, относящийся к изготовлению высокопрочных стальных листов с высокой формуемостью, имеет тот или иной пробел: отсюда возникает потребность в холоднокатаном стальном листе, обладающем высокой прочностью и высокой формуемостью, и в способе его изготовления.
Цель настоящего изобретения состоит в решении этих проблем, сделав доступными холоднокатаные стальные листы, которые одновременно имеют:
- предел прочности при растяжении 980 - 1150 МПа как в поперечном направлении, так и в направлении прокатки и предпочтительно 980 - 1150 МПа как в поперечном направлении, так и в направлении прокатки.
В предпочтительном осуществлении общее удлинение стального листа более или равно 8%.
В предпочтительном осуществлении предел текучести составляет 700 - 850 МПа как в поперечном направлении, так и в направлении прокатки, и предпочтительно 720 - 850 МПа как в поперечном направлении, так и в направлении прокатки.
Предпочтительно такая сталь также может иметь соответствующую пригодность для формовки, в частности для прокатки, с хорошей свариваемостью и пригодностью к нанесению покрытия.
Другая цель настоящего изобретения также состоит в предложении способа изготовления этих листов, совместимый с обычными промышленными применениями, и в то же время устойчивый к изменениям производственных параметров.
Другие характеристики и преимущества изобретения станут очевидными из последующего подробного описания изобретения.
Содержание углерода в стали составляет 0,1 - 0,2%. Углерод является элементом, необходимым для повышения прочности стального листа за счёт образования фазы низкотемпературного превращения, такой как мартенсит. Содержание менее 0,1% не допускало бы формирования мартенсита за счёт мартенсита отпуска, тем самым снижая прочность, а также пластичность. С другой стороны, при содержании углерода более 0,2% происходит значительное упрочнение зоны сварки и зоны термического влияния, что ухудшает механические свойства зоны сварки. Предпочтительный предел содержания углерода составляет 0,12 - 0,19% и более предпочтительно составляет 0,13 - 0,17%.
Содержание марганца в стали по настоящему изобретению составляет 1,2 - 2,2%. Марганец является элементом, придающим прочность. Было найдено количество марганца, по меньшей мере, около 1,2% масс. необходимое для обеспечения прочности и упрочняемости стального листа. Таким образом, предпочтителен более высокий процент марганца, такой как 1,3 - 2,1%. Но когда содержание марганца превышает 2,2%, это вызывает неблагоприятные эффекты, такие как замедление превращения аустенита в феррит во время медленного охлаждения после отжига, что приводит к снижению пластичности. Более того, содержание марганца выше 2,2% также снижает свариваемость данной стали. Поэтому предпочтительно предел содержания в стали по настоящему изобретению составляет 1,3 - 2,1% и более предпочтительно 1,6 - 2,0%.
Кремний является важным элементом для стали по настоящему изобретению. Содержание кремния составляет 0,05 - 0,6%. Кремний добавляют в сталь по настоящему изобретению для придания прочности за счёт твёрдорастворного упрочнения. Кремний играет роль в формировании микроструктуры, предотвращая выделение карбидов и способствуя формированию мартенсита. Но, когда содержание кремния составляет более 0,6%, свойства поверхности и свариваемость стали ухудшаются, поэтому содержание кремния предпочтительно составляет 0,1 - 0,5% и более предпочтительно 0,1 - 0,4%.
Содержание алюминия по настоящему изобретению составляет 0,001 - 0,1%. Алюминий добавляют для раскисления стали по настоящему изобретению. Алюминий является альфагенным элементом. Это может повысить формуемость и пластичность стали. Для получения такого эффекта требуется содержание алюминия 0,001% и более. Однако, когда содержание алюминия превышает 0,1%, точка Ac3 превышает приемлемый уровень, однофазный аустенит очень трудно получить в промышленных масштабах, поэтому горячая прокатка в полностью аустенитной области невозможна. Поэтому содержание алюминия не должно превышать 0,1%. Предпочтительно предел содержания алюминия составляет 0,001 - 0,09% и более предпочтительно 0,001 - 0,06%.
Содержание хрома в стали по настоящему изобретению составляет 0,01 - 0,5%. Хром является важным элементом, обеспечивающим прочность и упрочнение стали, но при содержании выше 0,5% ухудшает чистоту поверхности стали. Предпочтительно содержание хрома составляет 0,1 - 0,4% и более предпочтительно 0,1 - 0,3%.
Содержание фосфора в стали по настоящему изобретению ограничено 0,09%. Фосфор представляет собой элемент, который вызывает твёрдорастворное упрочнение, а также препятствует образованию карбидов. Поэтому небольшое количество фосфора, не менее 0,002%, может быть полезным, но фосфор также оказывает неблагоприятное воздействие, такое как снижение способности к точечной сварке и пластичность в горячем состоянии, особенно из-за его склонности к ликвации по границам зёрен или совместной ликваации с марганцем. По этим причинам его содержание предпочтительно ограничено максимальным значением 0,09%.
Сера не является необходимым элементом, но может содержаться в качестве примеси в стали до 0,09%. Содержание серы предпочтительно как можно меньше, но предпочтительно 0,001 - 0,03% с точки зрения себестоимости. Кроме того, если в стали присутствует более высокое содержание серы, она взаимодействует с образованием сульфидов, особенно с Mn и Ti, и снижает их положительный эффект в настоящем изобретении.
Содержание азота ограничено 0,09% во избежание старения материала. Азот может образовывать нитриды или карбонитриды вместе с углеродом, которые могут придавать прочность стали по настоящему изобретению за счёт дисперсионного упрочнения с ванадием и ниобием, но, когда содержание азота превышает 0,09% он может образовывать большое количество нитридов алюминия, которые вредны для настоящего изобретения, поэтому предпочтительно предел содержания азота составляет 0,001 - 0,01%.
Молибден является необязательным элементом, составляющим 0 - 0,5% стали по настоящему изобретению; Молибден повышает упрочняемость стали по настоящему изобретению и влияет на превращение аустенита в феррит и бейнит во время охлаждения после отжига. Однако добавление молибдена чрезмерно увеличивает стоимость добавления легирующих элементов, так что по экономическим причинам его содержание ограничено 0,5%.
Ниобий является необязательным элементом, который может добавляться к стали в количестве до 0,1%, предпочтительно 0,0010 - 0,1%. Он подходит для формирования карбонитридов для придания прочности стали согласно изобретению путём дисперсионного упрочнения. Поскольку ниобий задерживает рекристаллизацию при нагреве, микроструктура, формирующаяся в конце температуры выдержки и, как следствие, после полного отжига более мелкодисперсная, это приводит к упрочнению изделия. Но когда содержание ниобия превышает 0,1%, количество карбонитридов не является соответствующим для настоящего изобретения, поскольку большое количество карбонитридов имеет тенденцию снижать пластичность стали.
Титан является необязательным элементом, который может быть добавлен в сталь по настоящему изобретению в количестве до 0,1%, предпочтительно 0,001 - 0,1%. Как и ниобий, он входит в состав карбонитридов, поэтому играет роль в упрочнении. Но он также участвует в образовании TiN, появляющегося при твердении отливки. Таким образом, количество Ti ограничено 0,1%, чтобы избежать образование крупнозернистого TiN, вредного для расширения отверстия. Если содержание титана ниже 0,001%, это не оказывает никакого влияния на сталь по настоящему изобретению.
Ванадий является необязательным элементом, который может быть добавлен в сталь по настоящему изобретению в количестве до 0,1%, предпочтительно 0,001 - 0,01%. Как и ниобий, он входит в состав карбонитридов, поэтому играет роль в упрочнении. Но он же участвует и в образовании VN, возникающего при твердении отливки. Количество V ограничено 0,1%, чтобы избежать образование крупнозернистого VN, вредного для расширения отверстия. Если содержание ванадия ниже 0,001%, это не оказывает никакого влияния на сталь по настоящему изобретению.
Никель может быть добавлен как необязательный элемент в количестве 0 - 1% для увеличения прочности стали и улучшения её ударной вязкости. Для получения таких эффектов требуется минимум 0,01%. Однако при его содержании выше 1% никель вызывает ухудшение пластичности.
Медь может быть добавлена как необязательный элемент в количестве 0 - 1% для увеличения прочности стали и улучшения ее коррозионной стойкости. Для получения таких эффектов требуется минимум 0,01%. Однако при содержании меди выше 1% медь вызывает ухудшение горячей пластичности при горячей прокатке.
Кальций является необязательным элементом, который может быть добавлен в сталь по настоящему изобретению в количестве до 0,005%, предпочтительно 0,001 - 0,005%. Кальций добавляют в сталь по настоящему изобретению в качестве необязательного элемента, особенно во время обработки включений. Кальций способствует рафинированию стали, снижая вредное содержание серы при её глобулизации.
Другие элементы, такие как церий, бор, магний или цирконий, можно добавлять по отдельности или совместно в следующих пропорциях: Ce≤0,1%, B≤0,05%, Mg≤0,05% и Zr≤0,05%. До указанных максимальных уровней содержания эти элементы позволяют измельчать зерно при твердении.
Остальной состав стали состоит из железа и неизбежных примесей, образующихся в результате обработки.
Микроструктура стального листа согласно изобретению, включает 60 - 85% мартенсита отпуска, 0 - 5% остаточного аустенита, 0 - 5% свежего мартенсита и совокупное количество феррита и бейнита 15 - 38% в долях площади. Мартенсит отпуска составляет матричную фазу стали по настоящему изобретению.
Мартенсит отпуска составляет 60 - 85% микроструктуры в долях площади. Мартенсит отпуска формируется из мартенсита, который образуется во время второй стадии охлаждения после отжига и, в частности, когда температура уменьшается ниже температуры Ms и, в частности, от Ms-10°C до 15°C. Такой мартенсит затем подвергается отпуску во время выдержки при температуре отпуска 150 - 300°C. Мартенсит по настоящему изобретению придаёт такой стали пластичность и прочность. Предпочтительно содержание мартенсита составляет 62 - 80% и более предпочтительно 62 - 75%.
Свежий мартенсит представляет собой необязательный микрокомпонент, количество которого в стали ограничено 0 - 5%, предпочтительно 0 - 2% и даже 0%. Свежий мартенсит может образоваться во время окончательного охлаждения после отпуска.
Совокупное количество феррита и бейнита составляет 15 - 38% микроструктуры. Совокупное количество бейнита и феррита более 15% является обязательным для обеспечения баланса между прочностью и удлинением, при котором присутствие бейнита обеспечивает предел прочности при растяжении 980 МПа, а феррит обеспечивает удлинение. Бейнит образуется во время повторного нагрева перед отпуском. Бейнит может придать стали прочность, но в слишком большом количестве он может отрицательно влиять на предел текучести стали. Феррит обеспечивает стали по настоящему изобретению удлинение, а также формуемость. Для обеспечения удлинения 8%, предпочтительно иметь 9% или более предпочтительно 10% феррита. Феррит образуется на первой стадии охлаждения после отжига. Но когда совокупное содержание бейнита и феррита превышает 38%, могут ухудшиться механические свойства, в частности, предел прочности при растяжении и предел текучести в поперечном направлении. Поэтому предпочтительный предел совокупного присутствия феррита и бейнита составляет 20 - 37% и более предпочтительно 25 - 36%.
Остаточный аустенит является необязательной микроструктурой, который может присутствовать в стали в количестве 0 - 5%. Наличие остаточного аустенита до 5% не ухудшает механические свойства. До 5% остаточный аустенит придаёт стали пластичность и удлинение. Предпочтительно содержание остаточного аустенита составляет 0 - 3% и более предпочтительно 0 - 2%.
В дополнение к вышеупомянутой микроструктуре микроструктура холоднокатаного стального листа не содержит таких компонентов, как перлит и цементит.
Сталь, согласно изобретению, может быть изготовлена любым подходящим способом. Однако предпочтительно использовать способ согласно изобретению, который будет подробно описан, в качестве неограничивающего примера.
Такой предпочтительный способ заключается в получении отливки-полуфабриката из стали с химическим составом исходной стали согласно изобретению. Разливка может производиться как в слитки, так и непрерывно в виде тонких слябов или тонких полос, т.е. толщиной от около 220 мм для слябов до нескольких десятков миллиметров для тонких полос.
Например, сляб, имеющий химический состав в соответствии с изобретением, изготавливают способом непрерывной разливки, при этом сляб необязательно подвергается прямому мягкому обжатию в процессе непрерывной разливки, чтобы избежать осевой ликвации и обеспечить отношение локального содержания углерода к расчётному содержанию углерода ниже 1,10. Сляб, полученный в процессе непрерывной разливки, может быть использован непосредственно при высокой температуре после непрерывной разливки или может быть сначала охлаждён до комнатной температуры, а затем повторно нагрет для горячей прокатки.
Температура сляба, подвергаемого горячей прокатке, должна быть, по меньшей мере, 1000°С и ниже 1280°С. В случае, если температура сляба ниже 1000°С, прокатный стан будет подвергаться чрезмерной нагрузке и, кроме того, температура стали может снизиться до температуры превращения феррита при окончательной прокатке, при этом сталь будет прокатываться в состоянии, в котором превращённый феррит содержится в структуре. Поэтому температура сляба должна быть достаточно высокой, чтобы горячая прокатка проходила в диапазоне температур от Ас3 до Ас3+100°С. Следует избегать повторного нагрева до температур выше 1280°C, поскольку это повышает затраты.
Полученный таким образом лист затем охлаждают со скоростью охлаждения, по меньшей мере, 20°С/с до температуры намотки, которая должна быть ниже 650°С. Предпочтительно скорость охлаждения будет менее или равна 200°C/с.
Затем горячекатаный стальной лист сматывают в рулон при температуре намотки ниже 650°С, чтобы избежать овализации, и предпочтительно 475 - 625°С, чтобы избежать образования окалины, с ещё более предпочтительным диапазоном такой температуры намотки 500 - 625°С. Смотанный в рулон горячекатаный стальной лист затем охлаждают до комнатной температуры перед тем, как подвергнуть его дополнительному отжигу в зоне горячих состояний.
Горячекатаный стальной лист может быть подвергнут необязательной стадии удаления окалины для удаления окалины, образовавшейся во время горячей прокатки, перед необязательным отжигом в зоне горячих состояний. Затем горячекатаный лист может быть подвергнут необязательному отжигу в зоне горячих состояний. В предпочтительном осуществлении такой отжиг в зоне горячих состояний проводят при температурах 400 - 750°С, предпочтительно в течение, по меньшей мере, 12 часов и не более 96 часов, при этом температура предпочтительно остаётся ниже 750°С во избежание частичного превращения горячекатаной микроструктуры и, следовательно, возможной потери однородности микроструктуры. После этого может быть выполнена необязательная стадия удаления окалины с этого горячекатаного стального листа посредством, например, травления такого листа.
Этот горячекатаный стальной лист затем подвергают холодной прокатке для получения холоднокатаного стального листа с уменьшением толщины на 35 - 90%.
После этого холоднокатаный стальной лист подвергают термообработке, которая придаёт стали по настоящему изобретению требуемые механические свойства и микроструктуру. Затем холоднокатаный стальной лист нагревают в двухстадийном процессе нагрева, в котором первая стадия нагрева начинается с комнатной температуры, при этом холоднокатаный стальной лист нагревают со скоростью нагрева HR1, по меньшей мере, 10°C/с до температуры HT1, которая находится в диапазоне 550 - 750°C. В предпочтительном осуществлении скорость нагрева HR1 для такой первой стадии нагрева составляет, по меньшей мере, 12°С/с и более предпочтительно, по меньшей мере, 15°С/с. Предпочтительная температура НТ1 такой первой стадии составляет 575 - 725°С и более предпочтительно 575 - 700°С.
На второй стадии нагрева холоднокатаный стальной лист нагревают от НТ1 до температуры отжига Tвыдержки, которая составляет от Ас3 до Ас3 + 100°С, предпочтительно от Ас3 +10°С до Ас3 + 100°С, при скорости нагрева HR2, которая составляет 1 - 15°C/с. В предпочтительном осуществлении скорость нагрева HR2 второй стадии нагрева составляет 1 - 8°C/с и более 1 - 4°C/с, где Ac3 для стального листа рассчитывают по формуле используя следующую формулу:
Ac3=910-203[C]^(1/2)-15,2[Ni]+44,7[Si]+104[V]+31,5[Mo]+13,1[W]-30[Mn]-11[Cr]- 20[Cu]+700[P]+400[Al]+120[As]+400[Ti]
в которой содержание элементов в холоднокатаном стальном листе выражено в массовых процентах.
Холоднокатаный стальной лист выдерживают при Tвыдержки 10 - 500 секунд, чтобы обеспечить полную рекристаллизацию и полное превращение в аустенит сильно нагартованной исходной структуры.
Затем холоднокатаный стальной лист охлаждают в двухстадийном процессе охлаждения, в котором первая стадия охлаждения начинается с Tвыдержки, при этом холоднокатаный стальной лист охлаждают со скоростью охлаждения CR1 1 - 15°C/с до температуры Т1, которая находится в диапазоне 630 - 685°С. В предпочтительном осуществлении скорость охлаждения CR1 для такой первой стадии охлаждения составляет 1 - 10°С/с и более предпочтительно 1 - 4°С/с. Предпочтительная температура Т1 для такой первой стадии составляет 640 - 685°С и более предпочтительно 650 - 685°С.
На второй стадии охлаждения холоднокатаный стальной лист охлаждают от T1 до температуры T2, которая составляет от Ms-10°C до 15°C, при скорости охлаждения CR2, по меньшей мере, 100°C/с. В предпочтительном осуществлении скорость охлаждения CR2 второй стадии охлаждения составляет, по меньшей мере, 200°С/с и более предпочтительно, по меньшей мере, 300°С/с. Предпочтительная температура T2 для такой второй стадии составляет от Ms-20°C до 20°C и более предпочтительно от Ms-50°C до 20°C.
Ms для стального листа рассчитывается по следующей формуле:
Ms=545-601,2*(1-EXP(-0,868[C]))-34,4[Mn]-13,7[Si]-9,2[Cr]-17,3[Ni]-15,4[Mo]+10,8[V]+4,7 [Co]-1,4[Al]-16,3[Cu]-361[Nb]-2,44[Ti]-3448[B]
После этого холоднокатаный стальной лист повторно нагревают до температуры отпуска Tотпуска 150 - 300°С со скоростью нагрева, по меньшей мере, 5°С/с, предпочтительно, по меньшей мере, 10°С/с и более предпочтительно 12°С/с или более в течение 100 - 600 с. Предпочтительный диапазон температур отпуска составляет 175 - 280°С, и предпочтительная продолжительность выдержки при Тотпуска составляет 200 - 500 с.
В соответствии с настоящим изобретением температуру отпуска выбирают таким образом, чтобы разница между Т1 и Тотпуска составляла 415 - 455°С. ∆T определяется следующим образом:
∆T = (T1– Tотпуска)
Когда ∆T составляет менее 415°C, суммарное количество бейнита и феррита превышает 38%, что отрицательно сказывается на механических свойствах, в частности, пределе прочности при растяжении в поперечном направлении. Когда ∆T составляет более 455°C, количество мартенсита отпуска слишком велико, вследствие чего прочность стали по настоящему изобретению в направлении прокатки превышает 1150 МПа. Предпочтительная ∆T составляет 420 - 440°C.
Затем холоднокатаный стальной лист охлаждают до комнатной температуры, чтобы получить термообработанный холоднокатаный стальной лист.
Термообработанный холоднокатаный стальной лист по настоящему изобретению необязательно может быть покрыт цинком или цинковыми сплавами, или алюминием или алюминиевыми сплавами для улучшения его коррозионной стойкости.
Термообработанный холоднокатаный стальной лист также может быть покрыт любым из известных промышленных процессов, таких как электроосаждение, JVD, PVD и т.д. Затем можно провести необязательный отжиг в камерной печи при температуре 150 - 300°C в течение от 30 минут до 120 часов.
Примеры
Следующие тесты и примеры, представленные в описании, не носят ограничительного характера и должны рассматриваться только в целях иллюстрации, они будут отображать преимущества настоящего изобретения и пояснять значение параметров, выбранных изобретателями после многочисленных экспериментов, и дополнительно определять потенциальные свойства стали в соответствии с изобретением.
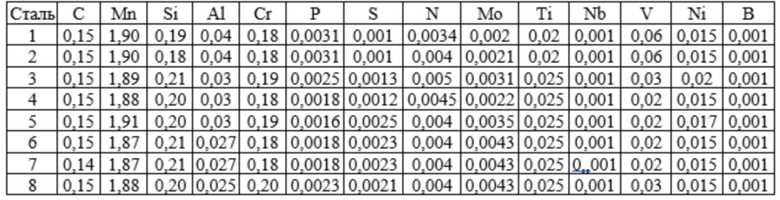
Образцы стальных листов согласно изобретению и некоторые образцы сравнения приготовлены с составами, приведёнными в таблице 1 и параметры обработки приведены в таблице 2. Соответствующие микроструктуры этих сталей приведены в таблице 3 и свойства в таблице 4.
Таблица 1 представляет состав сталей, выраженный в массовых процентах.
Таблица 1. Состав образцов
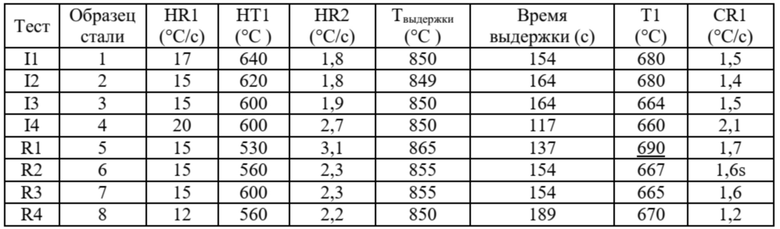
В таблице 2 представлены параметры процесса отжига, реализованные на сталях таблицы 1.
Таблица 2. Параметры процесса испытаний
Все образцы примеров и примеров сравнения повторно нагревают до температуры 1200°С и затем подвергают горячей прокатке, при этом конечная температура горячей прокатки составляет 890°С, после чего горячекатаный стальной лист охлаждают со скоростью 80°С/с и сматывают в рулон при 530°С, а обжатие при холодной прокатке для всех примеров и примеров сравнения составляет 50%.
Таблица 2а
подчёркнутые значения: не соответствуют изобретению
Таблица 2b

подчёркнутые значения: не соответствуют изобретению.
Таблица 3 представляет результаты испытаний, проведённых в соответствии со стандартами на различных микроскопах, таких как сканирующий электронный микроскоп, для определения микроструктурного состава как стали по изобретению, так и образцов сравнения.
Таблица 3. Микроструктуры образцов
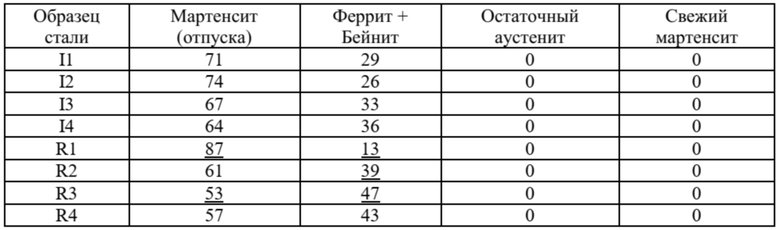
подчёркнутые значения: не соответствуют изобретению.
В таблице 4 представлены механические свойства как стали по изобретению, так и стали сравнения. Испытания на предел прочности при растяжении, предел текучести и общее удлинение проводят в соответствии со стандартами NF EN ISO 6892.
Таблица 4. Механические свойства образцов

подчёркнутые значения: не соответствуют изобретению.
Примеры показывают, что стальные листы согласно изобретению, являются единственными листами, обладающими всеми целевыми свойствами благодаря их специфическому составу и микроструктуре.
Изобретение относится к области металлургии, а именно к получению термообработанного холоднокатаного стального листа, используемого для изготовления автомобильных деталей. Лист имеет химический состав, состоящий из следующих элементов, мас.%: 0,1≤С≤0,2, 1,2≤Mn≤2,2, 0,05≤Si≤0,6, 0,001≤Al≤0,1, 0,01≤Cr≤0,5, 0≤S≤0,09, 0≤Р≤0,09, 0≤N≤0,09, при необходимости по меньшей мере один элемент, выбранный из 0≤Мо≤0,5, 0≤Ti≤0,1, 0≤Nb≤0,1, 0≤V≤0,1, 0≤Ni≤1, 0≤Cu≤1, 0≤Са≤0,005, 0≤В≤0,05, 0≤Ce≤0,1, 0≤Mg≤0,05 и 0≤Zr≤0,05, остальное - железо и неизбежные примеси. Микроструктура стали состоит из, в процентах площади, 60 - 85% мартенсита отпуска, совокупного количества феррита и бейнита, составляющего 15 - 38%, необязательного количества остаточного аустенита, составляющего 0 - 5%, и необязательного количества свежего мартенсита, составляющего 0 - 5%. Лист имеет предел прочности при растяжении 980 - 1150 МПа в направлении, поперечном направлению прокатки, и предел прочности при растяжении 980 - 1150 МПа в направлении прокатки. Лист обладает требуемым уровнем механических свойств и формуемостью как в направлении прокатки, так и в направлении, поперечном направлению прокатки. 3 н. и 14 з.п. ф-лы, 4 табл.
1. Термообработанный холоднокатаный стальной лист, состоящий из следующих элементов, выраженных в массовых процентах:
0,1% ≤ С ≤ 0,2%;
1,2% ≤ Mn ≤ 2,2%;
0,05% ≤ Si ≤ 0,6%;
0,001% ≤ Al ≤ 0,1%;
0,01% ≤ Cr ≤ 0,5%;
0% ≤ S ≤ 0,09%;
0% ≤ Р ≤ 0,09%;
0% ≤ N ≤ 0,09%;
и может содержать один или несколько следующих необязательных элементов
0% ≤ Мо ≤ 0,5%;
0% ≤ Ti ≤ 0,1%;
0% ≤ Nb ≤ 0,1%;
0% ≤ V ≤ 0,1%;
0% ≤ Ni ≤ 1%;
0% ≤ Cu ≤ 1%;
0% ≤ Са ≤ 0,005%;
0% ≤ В ≤ 0,05%;
0% ≤ Ce ≤ 0,1%;
0% ≤ Mg ≤ 0,05%;
0% ≤ Zr ≤ 0,05%;
остальная часть состава состоит из железа и неизбежных примесей, образующихся в результате обработки,
при этом микроструктура указанной стали состоит из, в процентах площади, 60 - 85% мартенсита отпуска, совокупного количества феррита и бейнита, составляющего 15 - 38%, необязательного количества остаточного аустенита, составляющего 0 - 5%, и необязательного количества свежего мартенсита, составляющего 0 - 5%,
причём указанный лист имеет предел прочности при растяжении 980 - 1150 МПа в поперечном направлении и предел прочности при растяжении 980 - 1150 МПа в направлении прокатки.
2. Стальной лист по п. 1, состав которого включает 0,12 - 0,19% углерода.
3. Стальной лист по п. 1 или 2, состав которого включает 0,1 - 0,5% кремния.
4. Стальной лист по любому из пп. 1 - 3, состав которого включает 0,001 - 0,09% алюминия.
5. Стальной лист по любому из пп. 1 - 4, состав которого включает 1,3 - 2,1% марганца.
6. Стальной лист по любому из пп. 1 - 5, состав которого включает 0,1 - 0,4% хрома.
7. Стальной лист по любому из пп. 1 - 6, в котором количество мартенсита отпуска составляет 62 - 80%.
8. Стальной лист по любому из пп. 1 - 7, в котором совокупное количество феррита и бейнита составляет 20 - 37%.
9. Способ изготовления термообработанного холоднокатаного стального листа, включающий следующие последовательные стадии:
- обеспечение полуфабриката из стали с составом по любому из пп. 1 - 6;
- нагрев указанного полуфабриката до температуры 1000 - 1280°С;
- прокатка указанного полуфабриката в диапазоне аустенита, причём конечная температура горячей прокатки составляет от Ac3 до Ac3+100°C для получения горячекатаного стального листа;
- охлаждение листа со скоростью охлаждения, по меньшей мере, 20°С/с до температуры намотки ниже 650°С; и сматывание указанного горячекатаного листа в рулон;
- охлаждение указанного горячекатаного листа до комнатной температуры;
- необязательно выполнение процесса удаления окалины с указанного горячекатаного стального листа;
- необязательно проведение отжига горячекатаного стального листа;
- необязательно выполнение процесса удаления окалины с указанного горячекатаного стального листа;
- холодную прокатку указанного горячекатаного стального листа со степенью обжатия 35 - 90% для получения холоднокатаного стального листа;
- затем нагрев указанного холоднокатаного стального листа в две стадии, при этом:
первая стадия нагрева холоднокатаного стального листа начинается от комнатной температуры до температуры НТ1 550 - 750°С, со скоростью нагрева HR1, по меньшей мере, 10°С/с;
вторая стадия нагрева начинается с НТ1 до температуры Tвыдержки от Ас3 до Ас3+100°С, со скоростью нагрева HR2 1 - 15°С/с, где выдерживается в течение 10 - 500 секунд;
- затем охлаждение указанного холоднокатаного стального листа двухстадийным охлаждением, при этом:
первая стадия охлаждения холоднокатаного стального листа начинается от Твыдержки до температуры Т1 630 - 685°С, со скоростью охлаждения CR1 1 - 15°С/с;
вторая стадия охлаждения начинают с Т1 до температуры Т2 от Ms-10°С до 15°С, со скоростью охлаждения CR2, по меньшей мере, 100°С/с,
- затем повторный нагрев указанного холоднокатаного стального листа со скоростью, по меньшей мере, 5°C/с до температуры отпуска Tотпуск 150 - 300°C, где его выдерживают в течение 100 - 600 секунд, при этом ΔT = (T1 – Tотпуск) должна быть 415 - 455°С;
- затем охлаждение до комнатной температуры со скоростью охлаждения, по меньшей мере, 1°C/с для получения термообработанного холоднокатаного стального листа.
10. Способ по п. 9, в котором указанная температура намотки составляет 475 - 625°С.
11. Способ по п. 9 или 10, в котором Tвыдержки находится в диапазоне от Ac3+10°C до Ac3+100°C.
12. Способ по любому из пп. 9 - 11, в котором CR1 составляет 1 - 10°C/с.
13. Способ по любому из пп. 9 - 12, в котором Т1 составляет 640 - 685°С.
14. Способ по любому из пп. 9 - 13, в котором CR2 составляет, по меньшей мере, 200°C/с.
15. Способ по любому из пп. 9 - 14, в котором T2 составляет от Ms-20°C до 20°C.
16. Способ по любому из пп. 9 - 15, в котором Tотпуск составляет 175 - 280°С.
17. Применение стального листа по любому из пп. 1 - 8 для изготовления конструктивной детали транспортного средства.
| US 2018355453 A1, 13.12.2018 | |||
| ХОЛОДНОКАТАНЫЙ СТАЛЬНОЙ ЛИСТ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2012 |
|
RU2552808C1 |
| ВЫСОКОПРОЧНАЯ СТАЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2689826C1 |
| EP 3473741 A1, 24.04.2019 | |||
| US 2018037969 A1, 08.02.2018 | |||
| EP 3434801 A1, 30.01.2019. | |||

