Область техники, к которой относится изобретение
[0001]
Данное изобретение относится к упаковке композитного жидкого средства для хранения составных компонентов многокомпонентной жидкой композиции вместе в отдельных упаковках, содержащих два или больше жидких средства, соответственно, при этом многокомпонентная жидкая композиция является композицией, которая демонстрирует заданную функцию, например, такой как стоматологическая адгезивная композиция, и которая, при изготовлении после смешивания всех ее компонентов, выполняет свою функцию, изменяя свою форму, или становится нестабильной; и к способу производства упаковки композитного жидкого средства.
Данное изобретение также относится к набору для приготовления многокомпонентной жидкой композиции путем смешивания множества хранящихся вместе жидких средств с применением упаковки композитного жидкого средства.
Уровень техники
[0002]
Стоматологический адгезив обычно включает полимеризуемый мономер, включающий полимеризуемый мономер, имеющий кислотную группу, и инициатор полимеризации для полимеризации и отверждения полимеризуемого мономера. В качестве инициатора полимеризации может использоваться инициатор химической полимеризации, который функционирует без фотооблучения или нагревания. Инициатор химической полимеризации содержит комбинацию множества компонентов, таких как восстановитель и окислитель, которые при контакте могут немедленно вступить в реакцию. Таким образом, эти компоненты необходимо хранить в виде двух или более частей. Для этой цели стоматологический адгезив, в котором используется инициатор химической полимеризации, обычно готовят путем разделения полимеризуемого мономерного компонента, при необходимости, в соответствии с разделением компонентов инициатора химической полимеризации, смешивают полимеризуемый мономерный компонент и компонент инициатора химической полимеризации, после чего хранят смеси в виде множества жидких композиций и смешивают эти отдельные жидкие композиции при использовании для изготовления стоматологического адгезива. Был предложен набор для удобства такого хранения и изготовления (в настоящем документе под набором понимается продукт, полученный путем объединения двух или более фармацевтических средств в единое изделие с целью облегчения изиготовления, предотвращения загрязнения или попадания посторонних веществ и т.д.).
Например, в Патентном документе 1, показанном ниже, в качестве указанного выше набора раскрыта упаковка, которая может быть с преимуществом применена для двухкомпонентного смешанного адгезива. В такой упаковке оба боковых края и один концевой край (нижний концевой край) запаяны, а часть для вставки аппликатора и часть, содержащая пакетики, которые расположены сбоку рядом друг с другом, определены внутри упаковки. Верхний край упаковки запаян на участке, соответствующем части, содержащей пакетики, но открыт на участке, соответствующем части вставки аппликатора. Первый пакетик, заполненный первой жидкостью двухкомпонентного смешанного адгезива, и второй пакетик, заполненный второй жидкостью двухкомпонентного смешанного адгезива, наложены друг на друга в части, содержащей пакетики. Один концевой край (нижний концевой край) первого пакетика и второго пакетика запаяны так, чтобы его можно было открыть, приложив надавливающее усилие на жидкость, которой они наполнены. Противоположный концевой край (верхний концевой край) первого пакетика и второго пакетика плотно запаян, сильнее, чем один концевой край. Эти пакетики содержатся в части упаковки, содержащей пакетики, так, что с одной стороны их концы обращены вниз. Упаковку изготавливают путем термического сваривания обеих боковых секций прямоугольной пленки или листа друг с другом с образованием трубчатой формы, а затем термического сваривания одной концевой части трубчатого материала, при этом выполнят термическое сваривание части их противоположной концевой секции. Перед термическим свариванием части противоположной концевой секции упаковки противоположную концевую секцию первого пакетика и противоположную концевую секцию второго пакетика помещают между передней стенкой и задней стенкой верхней концевой секции упаковки, а часть противоположной концевой части упаковки термически сваривают, в результате чего противоположная концевая часть первого пакетика и противоположная концевая часть второго пакетика удерживаются в противоположной концевой части упаковки.
[0003]
При использовании двухкомпонентного смешанного адгезива усилие сдавливания воздействует через упаковку на первую жидкость, которой заполнен первый пакетик, и на вторую жидкость, которой заполнен второй пакетик, что приводит к распечатыванию одной концевой части первого пакетика, в результате чего первая жидкость вытекает в нижнюю часть упаковки, а также к распечатыванию одной концевой части второго пакетика, в результате чего вторая жидкость вытекает в нижнюю часть упаковки, при этом первая жидкость и вторая жидкость смешиваются. Затем аппликатор вводят в упаковку через незапечатанный участок противоположного концевого края упаковки для нанесения смешанной первой жидкости и второй жидкости на передний конец аппликатора. Смесь наносят на необходимый участок у пациента с помощью аппликатора.
Документы предшествующего уровня техники
Патентные документы
[0004]
Патентный документ 1: Международная публикация WO 2016/104406 A1
Сущность изобретения
Задачи, решаемые изобретением
[0005]
Впрочем, согласно опыту авторов настоящего изобретения, описанная выше упаковка, раскрытая в Патентном документе 1, не совсем удовлетворительна с точки зрения эффективности производства и простоты применения. В частности, относительно эффективности производства, вышеуказанная упаковка требует, чтобы первый пакетик и второй пакетик, изготавливаемые отдельно, накладывались друг на друга, как необходимо, и располагались в необходимом месте внутри упаковки до термической сварки верхнего конца упаковки. Работа, связанная с выполнением таких требований, относительно трудна и сложна, например, по следующим причинам: (1) первый пакетик и второй пакетик в качестве внутреннего слоя имеют герметизируемый слой, который легко сваривается при нагреве (обладает способностью к термической сварке), а в качестве внешнего слоя - слой пленки из смолы, такой как слой полиэтилентерефталата, диоксида кремния, осажденного из паровой фазы, или многослойный алюминием, требуемый благодаря пароизоляционным свойствам, механическим характеристикам и т.д., но при этом не обладающий способностью к термической сварке. Таким образом, сложно заранее сварить первый пакетик и второй пакетик для их соединения. (2) Невозможно термически сварить внешние слои пакетиков с герметизируемым материалом внутренней поверхности упаковки. Следовательно, противоположный конец первого пакетика и противоположный конец второго пакетика не сваривают, а просто механически удерживают между передней стенкой и задней стенкой противоположного конца упаковки и могут упасть в нижнюю часть упаковки. С другой стороны, относительно простоты применения, могут возникать следующие неудобства: (3) Часть противоположного концевого края упаковки не запечатана. Таким образом, когда один конец первого пакетика распечатывается с вытеканием первой жидкости в нижнюю часть упаковки, и один конец второго пакетика распечатывается с вытеканием второй жидкости в нижнюю часть упаковки, существует риск того, что первая и вторая жидкости будут случайно разбрызгиваться из упаковки. (4) Незапечатанный участок противоположного концевого края упаковки относительно небольшой, и ширина его отверстия также мала, поэтому аппликатор не всегда будет легко поместить в упаковку.
[0006]
Настоящее изобретение было выполнено с учетом вышеуказанных фактов. Его технические задачи состоят в решении, по меньшей мере частичном, вышеописанных проблем, присутствующих в упаковке, раскрытой в Патентном документе 1. То есть, технические задачи настоящего изобретения состоят, во-первых, в предоставлении упаковки композитного жидкого средства для решения вышеуказанных задач (1) и (2), препятствующих реализации комбинации первого пакетика и второго пакетика; и способа производства упаковки композитного жидкого средства; и, во-вторых, в предоставлении набора для изготовления многокомпонентной жидкой композиции, приспособленного для решения вышеуказанных задач (3) и (4) с использованием вышеуказанной упаковки; и способа производства набора.
Способы решения задач
[0007]
Авторы настоящего изобретения пришли к идее объединения первого пакетика и второго пакетика с эффективным применением герметизируемого материала, присутствующего на противоположном конце первого и второго пакетиков. На основе этой идеи были проведены тщательные исследования. В результате были получены следующие результаты: при наложении противоположной концевой части первого пакетика и противоположной концевой части второго пакетика их перекрывающиеся части нагревают и спрессовывают для выдавливания герметизируемого материала, присутствующего в противоположных концевых участках, за концы наружных слоев противоположных концов, при этом два выдавленных герметизируемых материала термически свариваются друг с другом, в результате чего два пакетика соединяются. Эта мера используется в качестве основного решения. Кроме того, при необходимости к этому основному решению добавляют другие решения. Таким образом, могут быть решены вышеуказанные технические задачи.
[0008]
Согласно первому аспекту настоящего изобретения предложена упаковка композитного жидкого средства, включающая множество частей, содержащих жидкое средство, и связывающую часть, причем все из множества частей, содержащих жидкое средство, связаны друг с другом связывающей частью для соединения, при этом каждая из множества частей, содержащих жидкое средство, включает пакетик, состоящий из термосвариваемой многослойной пленки или термосвариваемого многослойного листа, включающего по меньшей мере внутренний слой, состоящий из герметизируемого материала, и внешний слой, состоящий из материала оболочки, при этом пакетик имеет одну концевую секцию и противоположную концевую секцию, которые представляют собой запаянные секции, сформированные путем термического сваривания концов термосвариваемой многослойной пленки или термосвариваемого многослойного листа; и жидкое средство, удерживаемое в пакетике, непроницаемом для воздуха и жидкостей, при этом одна концевая секция запаяна так, что ее можно открыть, приложив сдавливающее усилие к жидкому средству, при этом жидкие средства, удерживаемые во множестве частей, содержащих жидкое средство, могут отличаться друг от друга, и на конце каждой из противоположных концевых секций множества частей, содержащих жидкое средство, часть герметизируемого материала, составляющего внутренний слой термосвариваемой многослойной пленки или термосвариваемого многослойного листа, составляющего часть, содержащую жидкое средство, выступает наружу за край внешнего слоя, оставаясь при этом единым целым с остальной частью герметизируемого материала, образуя выступающий участок герметизируемого материала, при этом выступающие участки герметизируемого материала соединяют сваркой и объединяют, получая в результате сваренный герметизируемый материал, который составляет его связывающую часть или основную часть.
[0009]
Упаковка композитного жидкого средства предпочтительно является упаковкой композитного жидкого средства для хранения составляющих компонентов многокомпонентной жидкой композиции, которая выполняет заданную функцию, например, в качестве стоматологической адгезивной композиции, вместе в отдельных упаковках, содержащих два или больше жидких средств, соответственно. Более того, в упаковке композитного жидкого средства предпочтительно, чтобы каждый пакетик на участках, содержащих жидкий агент, представлял собой плоский пакет в форме подушки. Кроме того, предпочтительно, чтобы сквозное отверстие было сформировано в каждой из противоположных концевых секций соответствующих частей, содержащих жидкое средство, составляющих множество частей, содержащих жидкое средство, и чтобы каждый из выступающих герметизируемых материалов, соединенных сваркой друг с другом в связывающей части, включал герметизируемый материал, выступающий за периферийный край сквозного отверстия, сформированного в противоположной концевой секции каждой части, содержащей жидкого средство, по направлению к внутренней части отверстия.
[0010]
Согласно второму аспекту настоящего изобретения предложен способ производства упаковки композитного жидкого средства, в которой все пакетики в соответствующих частях, содержащих жидкого средство, представляют собой плоские пакеты в форме подушки, включающий:
этап предоставления индивидуальной упаковки, предназначенной для содержания жидкого средства, с предоставлением множества отдельных упаковок, предназначенных для содержания жидкого средства, путем вертикальной упаковки в виде подушки, с использованием термосвариваемой многослойной пленки или термосвариваемого многослойного листа, включающих, по меньшей мере, внутренний слой, состоящий из герметизируемого материала, и внешний слой, состоящий из материала оболочки, причем каждая из отдельных упаковок, предназначенных для содержания жидкого средства, приспособлена для непроницаемого для воздуха и жидкости содержания жидкого средства внутри пакетика, включающего плоский пакет в форме подушки, имеющий термосвариваемую секцию на нижнем конце в качестве одной концевую секцию, термосвариваемую секцию на верхней концевой стороне в качестве противоположной концевой секции и, кроме того, на своей задней поверхности, заднюю запаянную секцию, сформированную с помощью термосварки, и
этап соединения, состоящий из наложения всех противоположных концевых секций множества отдельных упаковок, предназначенных для содержания жидкого средства, предоставленных в этапе предоставления отдельной упаковки, предназначенной для содержания жидкого средства, и нагрева и прессования наложенных участков всех перекрывающихся противоположных концевых секций, с выдавливанием части герметизируемого материала, который составляет внутренний слой, в области наложения каждой из противоположных концевых секций, наружу за край внешнего слоя каждой из противоположных концевых секций, при этом производится сваривание выступающих наружу участков герметизируемых материалов, сформированных из выдавленных герметизируемых материалов.
[0011]
Предпочтительно в этапе предоставления индивидуальной упаковки, предназначенной для содержания жидкого средства, в термосвариваемой секции верхней концевой стороны, выступающей в качестве противоположной концевой секции, предусмотрены выступы и углубления, при этом толщина герметизируемого материала в выступе больше, чем толщина герметизируемого материала внутреннего слоя термосвариваемой многослойной пленки или термосвариваемого многослойного листа.
[0012]
В соответствии с третьим аспектом настоящего изобретения предложен набор для хранения составляющих компонентов многокомпонентной жидкой композиции, которая выполняет заданную функцию, в отдельных упаковках, содержащих два или больше жидких средств, соответственно, и для смешивания в процессе применения жидких средств, разделенных в отдельных упаковках, для приготовления многокомпонентной жидкой композиции, где набор включает упаковку композитного жидкого средства согласно пункту 2, и внешний пакет для фиксации упаковки композитного жидкого средства внутри и ее содержания без доступа воздуха,
где внешний пакет имеет пространство для жидкости, способное удерживать все жидкие средства, которые вытекают, когда жидкие средства, удерживаемые в частях, содержащих жидкое средство, упаковки композитного жидкого средства, зафиксированных и размещенных внутри упаковки композитного жидкого средства, вытекают из одних концевых секций частей, содержащих жидкое средство, в результате приложения сдавливающего усилия к жидким средствам без приведения жидких средств в контакт с упаковкой композитного жидкого средства.
[0013]
Предпочтительно, чтобы в наборе для приготовления многокомпонентной жидкой композиции внешний пакет состоял из термосвариваемой многослойной пленки или термосвариваемого многослойного листа, включающего по меньшей мере внутренний слой, содержащий герметизируемый материал, и внешний слой, содержащий материал оболочки, и что фиксация упаковки составного жидкого агента к внутренней части внешнего пакета должна выполняться в месте соединения/фиксации сваркой, где герметизируемый материал, составляющий внутренний слой наружного пакета, и интегрированные герметизируемые слои связывающей части в упаковке композитного жидкого средства сварены вместе.
В наборе для приготовления многокомпонентной жидкой композиции согласно предпочтительному варианту осуществления пакетик в каждой из частей, содержащих жидкое средство, представляет собой плоский пакет в форме подушки;
внешний пакет представляет собой плоский пакет в форме подушки, имеющий запаянную секцию на верхнем конце, запаянную секцию на нижнем конце и запаянную заднюю секцию внешнего пакета, сформированную с помощью термосварки на верхнем конце, нижнем конце и их задней части соответственно;
ширина плоского пакета в форме подушки, составляющего внешний пакет, на заданную длину больше, чем ширина плоского пакета в форме подушки, составляющего пакетик в каждой из частей, содержащих жидкое средство;
фиксация упаковки композитного жидкого средства к внутренней части внешнего пакета выполняется таким образом, что участок соединения/фиксации сваркой расположен, вместе с одним параллельно расположенным боковым концом плоского пакета в форме подушки, составляющего каждый из пакетиков упаковки композитного жидкого средства, на заданном расстоянии от бокового конца, с той же стороны плоского пакета в форме подушки, составляющего внешний пакет, в запечатанной части верхнего конца внешнего пакета, и такая простая запечатанная часть, в которой герметизируемые материалы, составляющие внутренний слой внешнего пакета, сварены вместе, формируется в области, по меньшей мере, рядом с одним боковым концом запаянной секции верхнего конца;
обращенные друг к другу передняя стенка и задняя стенка плоского пакета в форме подушки, составляющего внешний пакет, сформированы с (1) ослабленной линией, начинающейся в точке, расположенной рядом с верхним концевым краем простой запаянной секции верхней концевой запаянной секции и оканчивающейся в точке, расположенной вблизи от верхней части бокового концевого края рядом с простой запаянной секцией во внешнем пакете; (2) ослабленной линией, начинающейся в точке, расположенной рядом с верхним торцевым краем простой запаянной секции верхней концевой запаянной секции и заканчивающейся в точке, расположенной вблизи от верхней части бокового концевого края на противоположной стороне простой запаянной секции во внешнем пакете; или (3) ослабленной линией, начинающейся в точке, расположенной вблизи от верхней части бокового торцевого края на одной стороне и заканчивающейся в точке, расположенной вблизи от верхней части бокового концевого края на противоположной стороне, и
ослабленная линия разрывается с удалением части над ослабленной линией во внешнем пакете, в результате чего образуется отверстие для введения аппликатора.
В случае формирования ослабленной линии (2) или (3), предпочтительно, чтобы при разрыве ослабленной линии для удаления части над ослабленной линии, оставшаяся часть упаковки композитного жидкого средства, которая остается после вытекания жидких средств, удаляется вместе с частью над ослабленной линией внешнего пакета.
[0014]
В соответствии с четвертым аспектом настоящего изобретения предложен способ производства предпочтительного набора для приготовления многокомпонентной жидкой композиции, в которой каждый из пакетиков в соответствующих частях, содержащих жидкое средство, представляет собой плоский пакет в форме подушки, где способ включает:
этап временной фиксации, заключающийся в размещении основного материала в форме полосы, который включает термосвариваемую многослойную пленку или термосвариваемый многослойный лист, включающий, по меньшей мере, внутренний слой, состоящий из герметизируемого материала, и внешний слой, состоящий из материала оболочки, при этом внутренний слой становится верхней поверхностью, размещении множества упаковок композитного жидкого средства на верхней поверхности с заданными интервалами, в продольном направлении относительно основного материала в форме полосы, в центре по ширине или почти в центре по ширине основного материала в форме полосы, в результате чего противоположные концевые секции пакетиков в частях, содержащих жидкое средство, упаковки композитного жидкого средства, располагаются перпендикулярно направлению длины основного материала в форме полосы, и временно фиксируют упаковки;
этап формирования трубки, состоящий из термосваривания обеих боковых концевых участков основного материала в форме полосы, на котором в результате этапа временной фиксации с заданными промежутками временно зафиксировано множество упаковок композитного жидкого средства, таким образом, что они располагаются параллельно направлению длины и соединены вместе с получением заготовки трубчатой формы, внутри которого с заданными промежутками расположены и временно зафиксированы упаковки с композитным жидким средством; а также
этап формирования заготовки в форме пакета, состоящий в термосваривании части между упаковками композитного жидкого средства, временно закрепленными рядом друг с другом, заготовки трубчатой формы, полученной на этапе формирования трубки, в направлении, перпендикулярном продольному направлению, с соединением, таким образом, этой части, и разреза в центре или почти в центре соединенной части в направлении, перпендикулярном продольному направлению, с получением плоского пакета в форме подушки, содержащего одну упаковку композитного жидкого средства,
где способ дополнительно включает
сварку интегрированного сплавленного герметизируемого материала в связывающей части временно зафиксированной упаковки композитного жидкого средства и герметизируемого материала, составляющего внутренний слой основного материала в форме полосы друг с другом, во время термосваривания на этапе формирования заготовки в форме пакета.
[0015]
Вышеуказанный способ предпочтительно включает, перед этапом формирования заготовки в форме пакета, этап формирования ослабленной линии, состоящий в облучении заданного положения основного материала в форме полосы лазерным лучом, уменьшая, таким образом, толщину основного материала в форме полосы с формированием ослабленной линии.
Эффекты изобретения
[0016]
В настоящем изобретении все части, содержащие жидкое средство, в упаковке композитного жидкого средства связаны вместе на связывающей части и, таким образом, объединены. Следовательно, нет необходимости обрабатывать по отдельности множество пакетиков, содержащих жидкие средства, а можно обращаться со всеми из них как с одним продуктом. Таким образом, когда их помещают во внешний пакет для изготовления набора, их можно достаточно легко разместить в нужном месте. Если пакет, изготовленный из термосвариваемой многослойной пленки или термосвариваемого многослойного листа, используется в качестве внешнего пакета, герметизируемый материал внешнего пакета и сплавленный герметизируемый материал связывающей части можно легко соединить сваркой и временно зафиксировать. Таким образом, требуемое место, куда помещают упаковку с жидким составом во время изготовления набора, может быть определено произвольно (степень гибкости в конструкции можно увеличить). Кроме того, отклонение от заданного положения может предотвратить на следующем этапе, благодаря чему можно увеличить производительность производства. Кроме того, временно зафиксированный участок подвергается надлежащему соединению сваркой, в результате чего упаковка композитного жидкого средства может быть зафиксирована. Таким образом, в серийно выпускаемом наборе упаковка с жидким составом не соскальзывает.
В наборе для приготовления многокомпонентной жидкой композиции, с другой стороны, упаковка композитного жидкого средства содержится без доступа жидкости и зафиксирована во внешнем пакете. Таким образом, когда на жидкое средство, удерживаемое в каждой части, содержащей жидкое средство, в упаковке композитного жидкого средства, действует сдавливающее усилие, которое вызывает вытекание жидкого средства из одной концевой секции каждой части, содержащей жидкое средство, жидкое средство не сможет разбрызгиваться наружу из внешнего пакета. Более того, в варианте осуществления, в котором сформирована ослабленная линия, ослабленная линия рвется после вытекания жидкого средства из каждой части, содержащей жидкое средство, в результате чего может быть сформировано отверстие для вставки аппликатора. Положение, в котором фиксируется упаковка композитного жидкого средства, может быть установлено по желанию. Таким образом, такое расположение, когда упаковку композитного жидкого средства помещают рядом с отверстием для вставки, например, может увеличить ширину (ширину отверстия) между обеими боковыми стенками, то есть передней стенкой и задней стенкой, внешнего пакета в отверстии для вставки, и, таким образом, может облегчать операцию по введению аппликатора. В отличие от такого варианта осуществления, может быть вариант осуществления, в котором при разрыве ослабленной линии для удаления части над ослабленной линией оставшуюся часть упаковки композитного жидкого средства, которая остается после выпуска жидкого средства, удаляют вместе с частью над ослабленной линией. В этом случае внутри внешнего пакета остается только жидкое средство, и при этом там отсутствуют какие-либо препятствия. Следовательно, может быть с легкостью выполнена операция перемешивания/смешивания жидких средств с помощью аппликатора или операция нанесения приготовленной многокомпонентной жидкой композиции на аппликатор.
Краткое описание чертежей
[0017]
[Фиг. 1] является видом в перспективе, на котором показан предпочтительный вариант осуществления упаковки композитного жидкого средства, составленной согласно настоящему изобретению.
[Фиг. 2] является видом в перспективе, при взгляде спереди, на котором показана одна из двух частей, содержащих жидкое средство, для создания упаковки композитного жидкого средства, показанного на Фиг. 1, в состоянии перед объединением с другой частью, содержащей жидкое средство.
[Фиг. 3(a), 3(b)] представляют собой виды в перспективе для иллюстрации способа производства пакетика, составляющего часть, содержащую жидкое средство, показанную на Фиг. 2.
[Фиг. 4] является видом в разрезе для иллюстрации способа производства пакетика, показанного на Фиг. 2.
[Фиг. 5] является видом в перспективе, при взгляде сзади, на котором показан другой из двух частей, содержащих жидкое средство, для создания упаковки композитного жидкого средства, показанной на Фиг. 1, в состоянии перед объединением с одной частью, содержащей жидкое средство.
[Фиг. 6] является видом в перспективе, на котором показан предпочтительный вариант осуществления набора для приготовления многокомпонентной жидкой композиции, составленного согласно настоящему изобретению.
[Фиг. 7] является частичным видом в перспективе, на котором показана модификация пары ослабленных линий в наборе для приготовления многокомпонентной жидкой композиции, показанном на Фиг. 6.
[Фиг. 8] является частичным видом в перспективе, на котором показана другая модификация пары ослабленных линий в наборе для приготовления многокомпонентной жидкой композиции, показанном на Фиг. 6.
[Фиг. 9] является видом в перспективе для иллюстрации способа производства набора для приготовления многокомпонентной жидкой композиции, показанного на Фиг. 6.
[Фиг. 10] является видом в перспективе для иллюстрации способа применения набора для приготовления многокомпонентной жидкой композиции, показанного на Фиг. 6.
[Фиг. 11] является видом в перспективе, на котором показан другой предпочтительный вариант осуществления набора для приготовления многокомпонентной жидкой композиции, составленного согласно настоящему изобретению.
[Фиг. 12] является видом в перспективе для иллюстрации способа применения набора для приготовления многокомпонентной жидкой композиции, показанного на Фиг. 11.
[Фиг. 13] является видом в перспективе, на котором показан еще один предпочтительный вариант осуществления набора для приготовления многокомпонентной жидкой композиции, составленного согласно настоящему изобретению.
[Фиг. 14] является видом в перспективе для иллюстрации способа применения набора для приготовления многокомпонентной жидкой композиции, показанного на Фиг. 13.
[Фиг. 15] является схематическим изображением, на котором показан способ производства набора для приготовления многокомпонентной жидкой композиции, показанного на Фиг. 6.
Вариант осуществления изобретения
[0018]
Настоящее изобретение будет описано более подробно со ссылкой на сопровождающие чертежи, на которых показаны предпочтительные варианты осуществления настоящего изобретения.
[0019]
Упаковка композитного жидкого средства
На Фиг. 1 показан предпочтительный вариант осуществления упаковки композитного жидкого средства, составленной в соответствии с настоящим изобретением. Упаковка композитного жидкого средства, обозначенная в целом виде номером 100, разработана для хранения многокомпонентной жидкой композиции, которая демонстрирует заданную функцию, вместе в отдельных пакетах, содержащих два жидких средства, соответственно. Многокомпонентная жидкая композиция, разделенная на отдельные пакеты, обычно содержит "комбинацию множества компонентов, которые при контакте инициируют реакцию", такую как "комбинация окислителя и восстановителя" или "комбинация гидролизуемого соединения и воды". Отдельная упаковка выполнена с целью разделения компонентов, чтобы такая реакция не протекала во время хранения. Химический инициатор полимеризации под радикальной системой полимеризации, использующейся в стоматологической адгезивной композиции, также относится к вышеуказанной "комбинации". При смешивании всех компонентов, составляющих химический инициатор полимеризации, образуются радикалы и, в присутствии полимеризующегося мономера, начинается полимеризация/отверждение. Таким образом, в жидкой композиции, содержащей химический инициатор полимеризации и полимеризующийся мономер, составляющие компоненты химического инициатора полимеризации изготовлены в виде двух отдельных жидких средств и хранятся так, чтобы такая реакция полимеризации не проходила.
В качестве типичных примеров многокомпонентной жидкой композиции может быть указан так называемый двухкомпонентный смешанный стоматологический адгезив (или адгезивный материал), состоящий по существу из полимеризующегося мономера, включающего содержащий кислотные группы полимеризующийся мономер и не содержащий кислотные группы полимеризующийся мономер, химического инициатора полимеризации и водорастворимого органического растворителя и/или воды. Компоненты, которые предпочтительно могут использоваться в двухкомпонентном смешанном стоматологическом адгезиве (или адгезивном материале), являются следующими:
В качестве содержащего кислотные группы полимеризующегося мономера может предпочтительно использоваться соединение, имеющее по меньшей мере одну кислотную группу, такую как фосфатная группа, карбоксильная группа, сульфонатная группа или фосфонатная группа, и по меньшей мере одну полимеризующуюся ненасыщенную группу, в одной молекуле, такой как 2-(мет)акрилоилоксиэтилдигидрофосфат ("(мет)акрилоил" относится к акрилоилу или метакрилоилу, и то же применяется в дальнейшем), 10-(мет)акрилоилоксидецилдигидрофосфат, ди[2-(мет)акрилоил-оксиэтил]гидрофосфат, ди[10-(мет)акрилоилоксидецил]гидрофосфат, 4-(мет)акрилоксиэтилтримеллитовая кислота, 11-(мет)акрилоилокси-1,1-ундекандикарбоновая кислота, 1,4-ди(мет)акрилоилокси-пиромеллитовая кислота, 2-(мет)акрилоилоксиэтилмалеиновая кислота, 2-(мет)акрилоилоксиэтилфталевая кислота, 2-(мет)акрилоилоксиэтилгексагидрофталевая кислота, 2-метакриламидо-2-метилпропансульфоновая кислота, 2-акриламидо-2-метилпропансульфоновая кислота, п-винилбензолсульфоновая кислота или винилсульфоновая кислота.
В качестве полимеризующегося мономера, имеющего кислотную группу, предпочтительно может использоваться 2-гидроксиэтил-(мет)акрилат, 2-гидроксипропил-(мет)акрилат, глицерил-ди(мет)акрилат, 2,2'-бис{4-[3-(мет)акрилоилокси-2-гидрокси-пропокси]фенил}пропан, 2,2'-бис[4-(мет)акрилоилоксифенил]пропан, 2,2'-бис[4-(мет)акрилоилоксиполиэтоксифенил]пропан, 2,2'-бис[4-(мет)акрилоилоксидиэтоксифенил]пропан, 2,2'-бис[4-(мет)акрилоил-окситетраэтоксифенил]пропан, 2,2'-бис[4-(мет)акрилоилокси-пентаэтоксифенил]пропан, 2,2'-бис[4-(мет)акрилоилоксидипропокси-фенил]пропан, 2,2'-бис[4-(мет)акрилоилоксиэтоксиэтоксифенил]-пропан, 2-[4-(мет)акрилоилоксидиэтоксифенил]-2-[4-(мет)акрилоил-окситриэтоксифенил]пропан, 2-[4-(мет)акрилоилоксидипропокси-фенил]-2-[4-(мет)акрилоилокситриэтоксифенил]пропан или 2,2-бис[4-(мет)акрилоилоксипропоксифенил]пропан.
Предпочтительно пригодным в качестве водорастворимого органического растворителя является ацетон, метанол, этанол, н-пропанол, изопропиловый спирт или метилэтилкетон.
В качестве химического инициатора полимеризации предпочтительно может использоваться подходящая комбинация окислителя, восстановителя и ускорителя полимеризации. В качестве окислителя предпочтительно может использоваться органический пероксид, такой как бензоилпероксид, парахлорбензоилпероксид, 2,4-дихлорбензоилпероксид, ацетилпероксид, лауроилпероксид, третбутилпероксид, гидропероксид кумола, 2,5-диметилгексан-2,5-дигидропероксид, пероксид метилэтилкетона или третбутилпероксибензоат; или азосоединение, такое как азобисизобутиронитрил, метил-азобисизобутират или азобисциановалерьяновая кислота. Предпочтительно пригодным в качестве восстановителя является аминосоединение, такое как N, N'-диметил-п-толуидин, N, N'-диметиланилин, N'-β-гидроксиэтил-анилин, N, N'-ди(β-гидроксиэтил)-анилин, N, N'-ди(β-гидроксиэтил)-п-толуидин, N-метил-анилин или N-метил-п-толуидин. Кроме того, в качестве стимулятора полимеризации предпочтительно может использоваться соединение ванадия, соединение меди, соль сульфиновой кислоты, боратное соединение или соединение тиомочевины. Любая из этих химических систем инициатора полимеризации разработана так, чтобы функционировать в качестве инициатора после добавления всех компонентов. Кроме того, способ объединения соответствующих компонентов для хранения в отдельных упаковках при необходимости определяется с учетом стабильности при хранении в зависимости от типов жидких средств и соединений, которые будут применяться конкретно. Например, борат, классифицируемый как ускоритель полимеризации, как указано выше, действует в качестве восстановителя в зависимости от условий, но в отсутствие кислотного соединения (не в кислых условиях) может храниться вместе с окислителем.
[0020]
Упаковка композитного жидкого средства 100 включает множество содержащих жидкое средство частей 200, а именно, первую содержащую жидкое средство часть 200a, заполненную первым жидким средством (не показано) и удерживающую его без доступа воздуха и жидкости, и вторую содержащую жидкое средство часть 200b, заполненную вторым жидким средством (не показано) и удерживающую его без доступа воздуха и жидкости, и одну связывающую часть 300. Жидкие средства, содержащиеся в первой содержащей жидкое средство части 200a и второй содержащей жидкое средство части 200b, могут отличаться друг от друга, но пакетики, содержащие жидкие средства, преимущественно имеют по существу одинаковую форму и размер. При желании, если эти пакетики можно соединить вместе, как требуется, и разместить, как требуется, во внешнем пакете 3, который будет описан ниже, пакетик первой содержащей жидкое средство части 200a и пакетик второй содержащей жидкое средство части 200b могут отличаться друг от друга по форме и размеру. Связывающая часть 300 представляет собой герметизируемые материалы, входящие в состав содержащих частей 200а и 200b, соединенные сваркой. Эта часть 300 может рассматриваться как разделенная на соответствующие частичные связывающие части, объединенные с содержащими частями 200a и 200b, а именно первую частичную связывающую часть 310a (обозначенную штрих-двухпунктирной линией на Фиг. 2) в первой содержащей жидкое средство части 200a и вторую частичную связывающую часть 310b (обозначенная штрих-двухпунктирной линией на Фиг. 5) во второй содержащей жидкое средство части 200b. Таким образом, упаковку композитного жидкого средства 100 также можно указать в качестве такого продукта, в котором множество объединенных содержащих жидкое средство частей 200 и частичных связывающих частей 310 связаны вместе, при этом герметизируемые материалы частичных связывающих частей 310 сварены вместе.
[0021]
Сначала будет описана содержащая жидкое средство часть 200. Содержащая жидкое средство часть 200 (первая содержащая жидкое средство часть 200a и вторая содержащая жидкое средство часть 200b) удерживает жидкое средство (не показано) без доступа воздуха и жидкости внутри пакетика 210, сформированного из термосвариваемой многослойной пленки 10 (может называться термосвариваемым многослойным листом, если его толщина большая) многослойной структуры, имеющей по меньшей мере внутренний слой 11 и внешний слой 12 (см. Фиг. 4), при этом внутренний слой 11 сформирован из герметизируемого материала. Пакет 210 имеет одну концевую секцию 211 и противоположную концевую секцию 212, которые представляют собой запаянные секции, образованные путем термосваривания концевых частей термосвариваемой многослойной пленки 10. Когда упаковка композитного жидкого средства 100 размещена внутри внешнего пакета 3, который будет описан ниже (см. Фиг. 6), для создания набора, первый жидкое средство и второе жидкое средство смешиваются вместе внутри внешнего пакета 3, в результате чего может быть получен вышеуказанный стоматологический адгезив. С этой целью одну концевую секцию 211 содержащей жидкое средство части запаивают так, что ее можно открыть путем приложения сдавливающего усилия к жидкому средству, которое заполняет содержащую жидкое средство часть. Прочность сварки каждой термосвариваемой секции можно регулировать, устанавливая, при необходимости, размер вертикальной ширины термосвариваемой секции. При увеличении вертикальной ширины можно повысить прочность сварки. И, наоборот, при уменьшении вертикальной ширины можно ослабить прочность сварки. Таким образом, в отношении одной концевой части 211, вертикальную ширину термосвариваемой секции устанавливают немного меньше, чем ширина другой термосвариваемой секции, чтобы была достигнута вышеуказанная прочность сварки.
[0022]
Внутренний слой 11 термосвариваемой многослойной пленки 10 (или термосвариваемого многослойного листа) состоит из легко запаиваемой (термосвариваемой) смолы, служащей в качестве герметизируемого материала, например, смеси полиэтилена и полимерного сплава, состоящего по существу из иономера этилен-метакрилат-акрилатного сополимера. Внутренний слой 11 (слой герметизируемого материала) обычно имеет толщину от 10 до 100 мкм, предпочтительно от 30 до 80 мкм. Внешний слой 12 содержит смолу с низкой термоплавкостью (которая не подлежит термосварке), неорганический материал или их композит. В зависимости от жидкого средства, которое должен быть помещено внутрь, материал, который придает функцию, такую как свойства защиты от попадания газообразного кислорода (непроницаемость для газообразного кислорода) или свойства защиты от ультрафиолетового излучения, для такой цели, как повышение стабильности жидкого средства при хранении; материал для повышения прозрачности, который позволяет подтверждать наличие содержимого, или для улучшения возможности печати на внешней поверхности; или для внешнего слоя выбирают что-то подобное, в зависимости от случая. Кроме того, между внутренним и внешним слоями может быть предусмотрен промежуточный слой для придания более высоких функциональных характеристик.
[0023]
В типичном варианте осуществления жидкое средство, состоящее по существу из ацетона, полимеризуемого мономера, содержащего полимеризуемый мономер, содержащий кислотную группу, и ускорителя полимеризации (ванадия) в качестве инициатора химической полимеризации, используется в качестве первого жидкого средства. В качестве многослойной пленки, составляющей первую содержащую жидкое средство часть 200а, используется в целом прозрачная многослойная пленка, включающая в качестве внешнего слоя прозрачную пленку из полиэтилентерефталата с осажденным из паровой фазы диоксидом кремния; в качестве внутреннего слоя - слой, состоящий из герметизируемого материала, включающего смесь полиэтилена и полимерного сплава, состоящего по существу из иономера сополимера этилена и метакрилата-акрилата; и в качестве промежуточного слоя - слой полиэтилена или газонепроницаемый слой на основе нейлона, такой как EVOH. В качестве второго жидкого средства используется жидкое средство, состоящее по существу из ацетона, изопропилового спирта, воды и инициатора химической полимеризации (боратного соединения и пероксида). В качестве многослойной пленки, составляющей вторую содержащую жидкое средство часть 200b, используется в целом непрозрачная многослойная пленка, включающая в качестве внешнего слоя полиэтилентерефталатную пленку; в качестве внутреннего слоя - слой, состоящий из герметизируемого материала, включающего смесь полипропилена и полиолефина, состоящую по существу из полипропилена; и в качестве промежуточного слоя - сухой многослойный слой, ламинированный с использованием адгезива, слоя пленки, осажденного из паровой фазы алюминия или слоя сополимера этилена и метакрилата. Многослойная пленка, составляющая первую содержащую жидкое средство часть 200а, имеет способность селективно пропускать молекулы воды и, даже если вода смешивается с водорастворимым органическим растворителем, содержащимся внутри, позволяет воде селективно испаряться наружу. Таким образом, даже если водорастворимый органический растворитель содержит воду или вода образуется в результате реакции во время хранения, количество воды внутри может быть низким, а гидролиз полимеризуемого мономера, содержащего кислотные группы, подавлен, поэтому первое жидкое средство может храниться стабильно. С другой стороны, многослойная пленка, составляющая вторую содержащую жидкое средство часть 200b, не обладает указанной выше селективной проницаемостью для воды и, таким образом, может сохранять исходную концентрацию воды в случае содержания водного органического растворителя и воды в комбинации. Следовательно, содержащая часть 200b может стабильно сохранять второе жидкое средство без ухудшения характеристик, такого как усиление свойств декальцификации зубов из-за снижения концентрации воды.
[0024]
Пакетик 210 особенно не ограничен, при условии, что он имеет изолированные секции, как указано ранее, но предпочтительно, он представляет собой плоский пакет в форме подушки, как показано на Фиг. 2 и 5, из-за простоты производства. Плоский пакет в форме подушки в настоящем документе может быть просто указан как плоский пакет, пакет, запаянный сверху, снизу и сзади. Как показано на Фиг. 3(a), 3(b), оба боковых края прямоугольной многослойной пленки 10 запаяны (термосварены) с формированием запаянной сзади секции 213, с получением, таким образом, заготовки трубчатой формы (Фиг. 3(a)). Кроме того, один концевой край (нижний концевой край на Фиг. 2 и 3) и другой концевой край (верхний концевой край на Фиг. 2 и 3) полученной заготовки трубчатой формы запаяны (термосварены) с формированием одной концевой секции 211 и противоположной концевой секции 212. Таким способом получают пакетик 210. В этом случае заполнение жидким средством выполняют перед запаиванием на противоположной концевой секции 212 после запаивания в одной концевой секции 211, как показано на Фиг. 3(b).
[0025]
На чертежах показан пример, в котором плоский пакет в форме подушки изготавливают с использованием одинарной прямоугольной многослойной пленки 10. Однако в промышленности предпочтительно изготавливать пакетик и производить наполнение жидким средством непрерывно при использовании способа вертикальной упаковки с формированием подушки (способ изготовления/наполнения пакетиков с использованием машины для вертикального формирования подушек), который позволяет выполнять вышеуказанные этапы непрерывно путем непрерывной подачи многослойной пленки в форме полосы, смотанной в форме рулона. В случае применения способа вертикальной упаковки с формированием подушек, многослойная пленка в форме полосы, непрерывно подаваемая сверху вниз, направляется в направляющую в форме полого цилиндра или (перевернутого) усеченного конуса, расположенную вертикально (относительно центральной оси пленки в вертикальном направлении), и, таким образом, закругляется в направлении ширины (направлении, перпендикулярном направлению потока; горизонтальном направлении), с формированием заготовки трубчатой формы. Оба боковых концевых участка (боковые краевые области) многослойной пленки в форме закругленных полос подвергаются термосварке (в дальнейшем термосварка по направлению потока может называться "продольной сваркой") с непрерывным формированием сваренной сзади секции 213, в результате чего формируется готовая трубчатая заготовка. На стороне выхода трубка трубчатой заготовки подвергается термосварке в направлении, перпендикулярном направлению длины (или задней сваренной секции) (в дальнейшем такая термосварка может называться "горизонтальной сваркой"), с формированием горизонтальной запаянной секции. Затем заданное количество вышеуказанного жидкого средства выливается из полой направляющей в трубчатую заготовку, закрытую на участке ниже горизонтальной запаянной секции. Затем трубчатая заготовка выдвигается на заданную фиксированную длину, а затем снова формируется горизонтальной запаянная секция, в результате чего жидкое средство запечатывается внутри. Горизонтальный запаянный участок, образованный первой горизонтальной сваркой, обозначен как один концевой участок 211, в то время как горизонтальный запаянный участок, образованный второй горизонтальной сваркой, обозначен как противоположный концевой участок 212. В этом случае трубка может быть разрезана между противоположным концевым участком 212 и одним концевым участком 211, сформированными после горизонтальной сварки (один концевой участок следующей плоского пакета в форме подушки), чтобы отрезать плоский пакет в форме подушки. В альтернативе плоский пакет в форме подушки может быть отрезан таким образом, чтобы была выполнена термосварка, при этом вертикальная ширина каждой горизонтальной запаянной секции равна сумме вертикальной ширины одной концевой секции 211 и вертикальной ширины противоположной концевой секции 212, и после второй горизонтальной сварки выполняет разрез, при этом ширина по вертикали горизонтальной запаянной секции ниже на выходе служит шириной по вертикали одной концевой секции 211, а ширина по вертикали горизонтальной запаянной секции на входе используется в качестве ширины по вертикали одной концевой секции 211. В варианте осуществления, показанном на Фиг. 2, круглое сквозное отверстие 214, имеющее заданный диаметр, предусмотрено в противоположной концевой части 212 пакета (плоского пакета в форме подушки) 210, полученного после изготовления/наполнения пакета с целью сделать связывание (соединение) путем сплавления соответствующих герметизируемых материалов в связывающей части более надежным и прочным.
[0026]
Далее будет описана связывающая часть 300. На конце каждой из противоположных концевых секций 212 соответствующих содержащих жидкое средство частей (например, 200a и 200b), составляющих множество содержащих жидкое средство частей 200, часть герметизируемого материала внутреннего слоя 11 термосвариваемой многослойной пленки 10, составляющей каждую содержащую жидкое средство часть (эта часть герметизируемого материала может называться "выступающим герметизируемым материалом 22"), выступает наружу за край внешнего слоя 12, сохраняя при этом единое целое с остальной частью герметизируемого материала (этот остальной герметизируемый материал может называться "подстилающий наружный слой остальной герметизируемый материал"), формируя выступающий герметизируемый материал (соответствующий вышеуказанному выступающему герметизируемому материалу 22), и выступающие герметизируемые материалы соединяются сваркой и объединяют, в результате чего образуется сплавленный герметизируемый материал 320, который составляет связывающую часть 300 или ее основную часть. Связывающая часть 300, всю или основную часть которой составляет сплавленный герметизируемый материал 320, не является отдельно и независимо сформированным элементом, а образована в результате наложения всех противоположных концевых секций 212 "отдельных упаковок, предназначенных в качестве содержащих жидкое средство частей", которые представляют собой пакетики, изготовленные индивидуально, при этом каждый из них содержит жидкое средство без доступа воздуха и жидкости (например, вышеуказанные плоские пакеты в форме подушки, каждый из которых содержит жидкое средство и изготовлен путем вертикального формования подушки), а также нагревание и давление наложенных друг на друга областей всех противоположных концевых секций, перекрывающих друг друга. Таким образом, ниже будет предложено описание способа производства упаковки композитного жидкого средства, в которой все пакетики 210 в соответствующих содержащих жидкое средство частях 200 представляют собой плоские пакеты в форме подушки.
[0027]
Способ производства упаковки композитного жидкого средства
Способ производства упаковки композитного жидкого средства включает: (I) этап предоставления индивидуальной упаковки, предназначенной для содержания жидкого средства, который состоит в предоставлении множества индивидуальных упаковок, предназначенных для содержания жидкого средства, путем вертикальной упаковки с формированием подушки с использованием термосвариваемой многослойной пленки или термосвариваемого многослойного листа, включающего по меньшей мере внутренний слой, состоящий из герметизируемого материала, и внешний слой, состоящий из материала оболочки, где каждая из индивидуальных упаковок, предназначенных для содержания жидкого средства, приспособлена для содержания жидкого средства без доступа воздуха и жидкости в пакетике, включающем плоский пакет в форме подушки, имеющий нижнюю концевую запаянную секцию в качестве одной концевой секции, верхняя концевую запаянную секцию в качестве противоположной концевой секции и, дополнительно на ее задней поверхности, заднюю запаянную секцию, сформированную термосваркой, и (II) этап соединения, который состоит в наложении всех противоположных концевых секций множества индивидуальных упаковок, предназначенных для содержания жидкого средства, предоставленных в этапе предоставления индивидуальной упаковки, предназначенной для содержания жидкого средства, и нагрева и прессование наложенной области всех перекрывающихся противоположных концевых секций, с вытеснением части герметизируемого материала, составляющего внутренний слой в наложенной области каждой из противоположных концевых секций, наружу за край внешнего слоя каждой из противоположных концевых секций, сваривая, таким образом, вместе вытесненные выступающие герметизируемые материалы 22 во время вытеснения.
[0028]
Индивидуальная упаковка, предназначенная для содержания жидкого средства, предоставленная в этапе предоставления индивидуальной упаковки, предназначенной для содержания жидкого средства (I), соответствует плоскому пакету в форме подушки 210, заключающему жидкое средство, полученному путем производства пакета и заполнения жидкостью с применением вышеуказанного метода вертикальной упаковки с формированием подушки. Формирование одной концевой секции 211, противоположной концевой секции 212 и задней запаянной секции 213 путем термосварки, и заполнение (заливку) и заключение жидкого средства также выполняют аналогичным способом. Для вытеснения герметизируемого материала надежно на последующем этапе (II) присоединения, обеспечивая, таким образом, выступающие герметизируемые материалы в достаточном количестве для связывания индивидуальных упаковок, предназначенных для содержания жидкого средства, предпочтительно, что в этапе предоставления индивидуальной упаковки, предназначенной для содержания жидкого средства пакета, выступы и углубления должны присутствовать в верхней концевой стороне термосваренной секции, служащую противоположной концевой секцией, и что толщина герметизируемого материала в части выступающей задней части должна быть больше, чем толщина внутреннего слоя термосвариваемой многослойной пленки или термосвариваемого многослойного листа, как показано на Фиг. 4. Такие выступы и углубления могут быть сформированы, например, путем выполнения термосварки с использованием термосварочного устройства, имеющего запаивающую пластину, образованную выступами и углублениями на поверхности. Когда формирование противоположного концевого участка (запаянного участка), имеющего такие выступы и углубления, выполняется с использованием термосвариваемой многослойной пленки 10 (или термосвариваемого многослойного листа) с внутренним слоем 11 толщиной 50 мкм (герметизируемого материала 20), например, толщина герметизируемого материала в выступе может составлять от 80 до 120 мкм, а толщина герметизируемого материала в углублении может составлять от 10 до 50 мкм.
[0029]
На этапе соединения (II) все противоположные концевые секции множества индивидуальных упаковок, предназначенных для содержания жидкого средства, предоставленных в этапе предоставления индивидуальной упаковки, предназначенной для содержания жидкого средства, накладывают, и наложенные области всех перекрывающихся противоположных концевых секций нагревают и прессуют. В противоположной концевой секции 212 в это время часть герметизируемого материала, составляющего внутренний слой 11 термосвариваемой многослойной пленки 10 выступает за край внешнего слоя 12 с сохранением единого целого с остальным герметизируемым материалом (подстилающим внешний слой остальным герметизируемым материалом), формируя выступающий герметизируемый материал 22, и полученные в результате выступающие герметизируемые материалы 22 сплавляются вместе и объединяются, формируя сплавленный герметизируемый материал 320. В результате множество индивидуальных упаковок, предназначенных для содержания жидкого средства, связываются (соединяются) вместе на участке, выступающем за край внешнего слоя 12. Если в этом случае вышеуказанные выступы и углубления формируются в противоположной концевой секции 212, нагревание и прессование наложенной области во время этапа соединения (II) приводит к тому, что сильное давление приложено в большом количестве к (размягченному в результате нагрева) герметизируемому материалу в выступах. Таким образом, количество герметизируемого материала (выступающего герметизируемого материала 22), вытесняемого наружу за край внешнего слоя 12, может быть увеличено. Кроме того, предпочтительно, что перед этапом соединения (II) круглое сквозное отверстие 214, имеющее заданный диаметр, было предусмотрено почти в центре противоположной концевой секции 212 плоского пакета в форме подушки 210. Проникающее отверстие 214 предпочтительно предусмотрено в одинаковом положении всех противоположных концевых секций 212, при этом такие сквозные отверстия будут образовываться даже в наложенных областях всех перекрывающихся противоположных концевых секций 212. Если предусмотрено такое сквозное отверстие 214, герметизируемый материал выдавливается из края по периферии проникающего отверстия 214 во внутрь проникающего отверстия 214 в качестве части выступающего герметизируемого материала 22, когда наложенные области нагревают и прессуют. Этот герметизируемый материал образует сплавленный герметизируемый материал 320 внутри проникающего отверстия, составляющего часть связывающей части 30. Следовательно, может быть достигнуто более надежное и прочное связывание (соединение).
[0030]
Как описано выше, первую содержащую жидкое средство часть 200a и вторую содержащую жидкое средство часть 200b накладывают друг на друга и сваривают вместе на связывающей части 300 и, таким образом, полностью прочно соединяют вместе, в результате чего изготавливают единую упаковку композитного жидкого средства 100, как показано на Фиг. 1
При использовании вышеуказанной упаковки композитного жидкого средства, составляющие компоненты многокомпонентной жидкой композиции, которая выполняет заданную функцию, можно хранить вместе в отдельных упаковках, содержащих два или более жидких средства. Таким образом, упаковка композитного жидкого средства подходит для хранения многокомпонентной жидкой композиции, такой как стоматологическая адгезивная композиция, которую нельзя стабильно хранить в виде одного жидкого средства, содержащего все составляющие компоненты, в течение длительного периода времени стабильным образом. Однако даже в случае хранения с использованием упаковки композитного жидкого средства множество жидких средств, хранящихся в виде отдельных упаковок внутри пакетиков, необходимо извлечь из пакетиков и смешать для приготовления многокомпонентной жидкой композиции во время применения. В упаковке композитного жидкого средства согласно настоящему изобретению одни концевые секции соответствующих содержащих жидкое средство частей запаяны так, что они могут быть открыты путем приложения сдавливающего усилия к жидким средствам, содержащимся внутри. Сжимая пакет пальцами, например, для приложения сдавливающего усилия к жидкому средству, все количество или почти все количество каждого жидкого средства, содержащегося внутри, может легко вытекать из пакетика. С этой целью количества соответствующих жидких средств, хранящихся в отдельных упаковках, заранее доводят до таких количеств, чтобы получить целевой состав многокомпонентной жидкой композиции после операции смешивания. Таким образом, можно легко приготовить требуемую многокомпонентную жидкую композицию. Если все количество или почти все количество всех жидких средств, хранящихся в отдельных упаковках, не может легко вытекать, с другой стороны, некоторые из жидких средств не вытекают вообще, то внутри пакетика остается существенное количество жидкого средства. Следовательно, существует риск того, что требуемый состав нельзя будет получить после смешивания, и исходная функция не будет достигнута. Упаковка композитного жидкого средства согласно настоящему изобретению, следовательно, превосходна тем, что такой риск отсутствует или является крайне низким.
Впрочем, если упаковка композитного жидкого средства используется и хранится отдельно, отдельный контейнер для смешивания должен быть предоставлен до вытекания жидких средств из пакетов и их смешивания. В этом случае существует риск того, что жидкое средство разольется или будет загрязнено посторонними веществами, например, грязью, при наполнении контейнера. Чтобы избежать такого риска, предпочтительно сконструировать набор согласно настоящему изобретению с использованием внешнего пакета. Набор для приготовления многокомпонентной жидкой композиции в соответствии с настоящим изобретением (в дальнейшем может именоваться "набор согласно настоящему изобретению") будет описан ниже.
[0031]
Набор для приготовления многокомпонентной жидкой композиции
Набор согласно настоящему изобретению является набором для приготовления многокомпонентной жидкой композиции, для хранения составляющих компонентов многокомпонентной жидкой композиции, которая демонстрирует заданную функцию, в отдельных пакетиках, содержащих два или больше жидких средств, и для смешивания, при применении, соответствующих жидких средств, разделенных в отдельных упаковках, с получением многокомпонентной жидкой композиции, и характеризуется выполнением следующих условий (1) и (2):
(1) Набор включает упаковку композитного жидкого средства согласно настоящему изобретению для хранения составляющих компонентов многокомпонентной жидкой композиции, которая демонстрирует заданную функцию, вместе в отдельных пакетах, содержащих два или больше жидких средств; и внешний пакет для фиксации упаковки композитного жидкого средства внутри и ее хранения без доступа жидкости.
(2) Внешний пакет имеет пространство для приема жидкости, способное удерживать все жидкие средства, которые вытекают, когда жидкие средства, удерживаемые в содержащих жидкое средство частях упаковки композитного жидкого средства, зафиксированной и размещенной внутри, вытекут из концевых секций, содержащих жидкое средство частей в результате приложения сдавливающего усилия к жидким средствам, без контакта жидких средств с упаковкой композитного жидкого средства.
Далее, обращаясь к Фиг. 6 и 7, набор для приготовления многокомпонентной жидкой композиции, сконструированный в соответствии с настоящим изобретением и полностью обозначенный номером 1, содержит упаковку композитного жидкого средства 2 и внешний пакет 3, при этом упаковка композитного жидкого средства 2 зафиксирована во внешнем пакете 3. Вышеуказанная упаковка композитного жидкого средства 100 предпочтительно используется в качестве упаковки композитного жидкого средства 2. На чертежах показана такая же упаковка композитного жидкого средства 100, и ее одна концевая секция, противоположная концевая секция, связывающая часть, сквозное отверстие и т.д. обозначены те же номерами, как в упаковке композитного жидкого средства 100. Внешний пакет 3 представляет собой пакетик, который может быть сформирован из подходящей синтетической полимерной пленки или листа, и его боковые края и один конец закрыты. Как раскрыто в Патентном Документе 1, цитируемом ранее, противоположный край конца внешнего пакета 3 может быть закрыт только в одной части и может быть открыт в оставшейся части. С точек зрения предотвращения разбрызгивания во время вытекания жидкого средства и предотвращения загрязнения из-за попадания грязи и т.п., тем не менее, выгодно, чтобы противоположный конец также был закрыт на всем протяжении. В проиллюстрированном предпочтительном варианте осуществления внешний пакет 3 также является плоским пакетом в форме подушки, сформированным из термосвариваемой многослойной пленки (или термосвариваемого многослойного листа) 36, включающей, по меньшей мере, внутренний слой, включающий герметизируемый материал, и внешний слой, включающий материал оболочки. Как показано на Фиг. 9, оба боковых края прямоугольного термосвариваемой многослойной пленки (или термосвариваемого многослойного листа) 36 запаяны (термосварены) вместе с формированием изолированной сзади секции 38, в результате чего получают трубчатую форму. Кроме того, один концевой край (нижний концевой край на Фиг. 6 и 9) и другой концевой край (верхний концевой край на Фиг. 6 и 7) полученной трубчатой заготовки запаяны (термосварены) с формированием нижней концевой запаянной секции (одной концевой секции) 40 и верхней концевой запаянной секции (противоположной концевой секции) 42. Таким образом, изготавливают пакетик в качестве внешнего пакета.
[0032]
Плоский пакет в форме подушки, составляющий внешний пакет, 3, должен иметь пространство для приема жидкости, способное удерживать все жидкие средства, вытекающие, когда жидкие средства, удерживаемые в содержащих жидкие средства частях 200 упаковки композитного жидкого средства 100, вытекают из одной концевой секции 211 содержащих жидкое средство частей в результате приложения сдавливающего усилия к жидкому средству, без контакта жидких средств с упаковкой композитного жидкого средства 100. Чтобы обеспечить такое пространство для приема жидкости, длина плоского пакета в форме подушки, составляющего внешний пакет 3, должна быть установлена больше на заданную длину, чем длина упаковки композитного жидкого средства 100. Чтобы сформировать отверстие для вставки аппликатора, как будет описан ниже, кроме того, предпочтительно, чтобы ширина плоского пакета в форме подушки (горизонтальная длина верхней концевой запаянной секции или нижней концевой запаянной секции) была установлена больше на заданную длину, чем ширина плоского пакета в форме подушки 210 в содержащей жидкое средство части 200 (длина одной концевой секции или противоположной концевой секции), чтобы в результате было обеспечено достаточное для этой цели пространство.
Когда противоположный край набора для приготовления многокомпонентной жидкой композиции полностью закрыт, внешний пакет 3 находится в плотно закрытом состоянии, при этом закрыты его четыре стороны. В этом случае пространство между внешним пакетом 3 и упаковкой композитного жидкого средства 100 может находиться в состоянии вакуума, но обычно внутри пространства заключен воздух (атмосферный). На данном этапе, чтобы облегчить вытекание жидкого средства, удерживаемого в каждой содержащей жидкое средство части 200 в упаковке композитного жидкого средства 100, из одной концевой секции каждой содержащей жидкое средство части путем приложения сдавливающего усилия к жидкому средству, предпочтительно регулировать количество воздуха, заключенного в пространстве между внешним пакетом 3 и упаковкой композитного жидкого средства 100, чтобы объем этого пространства составлял от 1 до 70%, в частности от 5 до 40%, от максимального объема пространства (объема, полученного путем вычитания объема, занимаемого упаковкой композитного жидкого средства 100, размещенной внутри, из объема, когда внешний пакет 3 заполнен воздухом в максимально возможной степени при атмосферном давлении или в условиях такого небольшого давления, чтобы не повредить внешний пакет 3). Причины заключаются в следующем: если количество воздуха внутри внешнего пакета 3 слишком велико, становится трудно приложить сдавливающее усилие к жидкому средству, содержащемуся в каждой части 200 корпуса жидкого средства в упаковке композитного жидкого средства 100, что снижает легкость выхода жидкости. С другой стороны, если количество воздуха во внешнем пакете 3 очень мало, может оказаться невозможным должным образом предохранить пространство для приема жидкости от контакта выходящего жидкого средства с упаковкой композитного жидкого средства 100.
[0033]
Термосвариваемая многослойная пленка (или лист) 36 в целом имеет такую же структуру, как структура термосвариваемой многослойной пленки 10, составляющей упаковку композитного жидкого средства 100, при этом может использоваться такой же термосвариваемый материал, как термосвариваемый материал в термосвариваемой многослойной пленке 10. Однако предпочтительно, чтобы внешний пакет 3 в целом был прозрачным, чтобы было подтверждено положение упаковки композитного жидкого средства 100, которая расположена внутри, чтобы можно было легко надавить на место, в котором расположено жидкое средство, а также было легко подтвердить вытекание жидкого средства при нажиме. С этой целью материал, обладающий прозрачностью, предпочтительно используется в качестве материала оболочки, образующей внешний слой внешнего пакета 3. Предпочтительным в качестве такого материала оболочки является, например, пленка или лист из олефинового полимера, такого как полиэтилен, полипропилен, полибутилен или сополимер, образующийся при сополимеризации по меньшей мере двух олефиновых мономеров, выбранных из этилена, пропилена и бутена; (мет)акриловый полимер, такой как поли(мет)акриловая кислота, или сополимер, образующийся при сополимеризации двух или более (мет)акрилатных мономеров, таких как полиметилметакрилат; полимер стирола, такой как полистирол, полиакрилонитрилстирол, полибутадиенстирол или полимер АБС; гибкий виниловый полимер, такой как поливинилацетат, поливинилхлорид, поливинилиденхлорид, хлорированный поливинилхлорид или сополимер, образующийся при сополимеризации двух или более винилхлоридных мономеров или винилацетатных мономеров; амидный полимер, такой как нейлон 6, нейлон 66, нейлон 610, нейлон 612, нейлон 11, нейлон 12 или нейлон 46; ненасыщенная полиэфирная смола, такая как полиэтилентерефталат; термопластичный эластомер, полученный путем сложноэфирного обмена или реакции поликонденсации при использовании в качестве исходных соединений диметилтерефталата, 1,4-бутандиола или полиокситетраметилен-гликоля; фторпласт, такой как политетрафторэтилен, политрифторэтилен, поливинилиденфторид или сополимер, получаемый при сополимеризации по меньшей мере двух фтормономеров, выбранных из тетрафторэтилена, трифторэтилена и винилфторида; или другой полимер, такой как поликарбонат, полиацеталь, полиэфирсульфон, полифениленоксид, полифениленсульфид или полисульфон. В частности, пленка или лист из олефинового полимера, такого как полиэтилен, полипропилен, полибутилен или сополимер, образующийся при сополимеризации по меньшей мере двух олефиновых мономеров, выбранных из этилена, пропилена и бутена, особенно предпочтительны с точки зрения безопасности для живого организма, а также прозрачности и гибкости исходного материала.
[0034]
При конструировании внешнего пакета 3 из вышеуказанной термосвариваемой многослойной пленки 36, становится возможным прикрепить упаковку композитного жидкого средства 100 к внутренней части внешнего пакета 3 с помощью сварки герметизируемого материала, составляющего внутренний слой наружного пакета 3, и сплавленного герметизируемого материала 320 связывающей части 300 в упаковке композитного жидкого средства 100. Место сварки/фиксации, положение, в котором упаковку композитного жидкого средства 100 фиксируют посредством такой сварки (положение на внутреннем слое внешнего пакета 3), может быть установлено по желанию. Однако по тем причинам того, что пространство для приема жидкости легко ограничить, и что количество операций термосварки в ходе производства может быть уменьшено, предпочтительно определять место соединения сваркой/фиксации так, чтобы в результате фиксации за счет сварки по меньшей мере один боковой конец пакетика 210 упаковки композитного жидкого средства 100 будет параллелен, с заданным интервалом, боковому концу, на той же стороне, внешнего пакета 3 в верхней концевой запаянной секции 42 внешнего пакета 3. Путем такого определения места соединения сваркой/фиксации простая запаянная секция 43, в которой герметизируемые материалы, составляющие внутренний слой внешнего пакета 3, соединены сваркой, формируется в области, расположенной рядом по меньшей мере с одним боковым концом верхней концевой запаянной секции 42 внешнего пакета 3. Путем надреза в простой запаянной секции 43 можно сформировать отверстие для вставки аппликатора, даже если пакет композитного жидкого средства 100 остается внутри внешнего пакета 3.
Чтобы сформировать отверстие для вставки аппликатора, достаточно надрезать верхнюю часть, включая по меньшей мере часть верхней концевой запаянной секции 42 внешнего пакета 3. Например, при надрезе всей, или верхней части, включающей часть, верхней концевой запаянной секции 42, допустимо одновременное удаление упаковки композитного жидкого средства 100, присоединенной к верхней концевой запаянной секции 42. Таким образом, можно легко выполнить операцию, включающую введение аппликатора.
[0035]
Чтобы облегчить вышеуказанный надрез, предпочтительна следующая процедура: В передней стенке и задней стенке внешнего пакета 3, которые обращены друг к другу, формируют: (1) ослабленную линию 44, которая начинается в точке, заданной около места сварки/фиксации верхнего концевого края односторонней простой запаянной секции 43 в верхней концевой запаянной секции 42, и оканчивается в точке, заданной близко к верхней части бокового концевого края на стороне односторонней простой запаянной секции 43 во внешнем пакете 3 (Фиг. 6); (2) ослабленную линию 144, которая начинается в точке, заданной около места сварки/фиксации верхнего концевого края односторонней простой запаянной секции 43 в верхней концевой запаянной секции 42, и оканчивается в точке, заданной близко к верхней части бокового концевого края на противоположной стороне односторонней простой запаянной секции 43 во внешнем пакете 3 (Фиг. 11); или (3) ослабленную линию 244, которая начинается в точке, заданной близко к верхней части бокового концевого края на одной стороне, и оканчивается в точке, заданной близко к верхней части бокового концевого края на противоположной стороне (Фиг. 13). Затем ослабленная линия 44, 144 или 244 разрывается с удалением части над ослабленной линией 44, 144 или 244 во внешнем пакете 3, в результате чего может быть сформировано отверстие для вставки аппликатора.
[0036]
На Фиг. 6 и 10 показан вариант осуществления, обозначенный в (1) выше. При разрыве ослабленной линии 44 для удаления части над ослабленной линией 44 во внешнем пакете 3, может быть сформировано отверстие для вставки аппликатора, при этом упаковка композитного жидкого средства 2 остается позади во внешнем пакете 3. На Фиг. 11 показан вариант осуществления, обозначенный в (2) выше. Как показано на Фиг. 12, когда часть над ослабленной линией 144 во внешнем пакете 3 удаляют, упаковка композитного жидкого средства 2 также удаляется вместе с ней. В результате никакого препятствия не присутствует в области, включающей пространство для приема жидкости, остающееся во внешнем пакете 3, что делает высоким удобство применения вставленного аппликатора. На Фиг. 13 показан вариант осуществления, обозначенный в (3) выше. Как и в варианте осуществления, показанном на Фиг. 11, когда часть над ослабленной линией 244 во внешнем пакете 3 удаляется, упаковка композитного жидкого средства 2 также удаляется вместе с ней. В результате никакого препятствия не присутствует в области включающей пространство для приема жидкости, остающееся во внешнем пакете 3, что делает высоким удобство применения вставленного аппликатора.
[0037]
В варианте осуществления, показанном на Фиг. 6, надрез 46 сделан в исходной точке, предусмотренной на левой концевой стороне (около места сварки/фиксации) на верхнем концевом крае правой простой запаянной секции 43 на Фиг. 6, а на передней стене и задней стенке внешнего пакета 3, которые обращены друг к другу, сформирована пара (две) ослабленных линий 44, идущих с обеих сторон от надреза 46. При желании надрез 46 можно исключить, однако наличие надреза 46 облегчает начало отрыва внешнего пакета 3 по ослабленной линии 44. Соединенные ослабленные линии 44 тянутся линейно вниз от надреза 46, параллельно друг другу на равном расстоянии порядка приблизительно 0,5-3,0 мм, и затем продолжаются дугообразно до одного бокового края (края правой стороны на Фиг. 6) внешнего пакета 3. Предпочтительно сегмент ослабленной линии 44, тянущийся линейно вниз, расположен рядом с одним боковым краем упаковки композитного жидкого средства 2, размещенной во внешнем пакете 3, и, когда отверстие для вставки аппликатора формируется при разрыве ослабленных линий 44, отверстие для вставки аппликатора достаточно обеспечивается в направлении спереди назад вследствие присутствия упаковки композитного жидкого средства 2. Ослабленная линия 44 может быть с преимуществом сформирована при облучении нужного участка многослойной пленки или листа 36 лазерным лучом для локального уменьшения толщины.
При обеспечении пары ослабленных линий, как выше, разрыв во внешнем пакете 3, который начинается от надреза 46, может продолжиться по любой из парных ослабленных линий 44, не отклоняясь от ломаной линии 44 (не выходя за пределы двух ослабленных линий 44).
В варианте осуществления, показанном на Фиг. 6, как правило, разрыв (надрыв), который начинается от надреза 46, соединяется с одной из парных ослабленных линий, продолжается и, на краю одной стороны (краю правой стороны на Фиг. 6) внешнего пакета 3, который является конечной точкой ослабленной линии, внешний пакет 3 разрывается на две части. В этот момент редко случается, что разрыв (надрыв), который начинается от надреза 46, соединяется с ослабленной линией, которая отличается между передней поверхностью и задней поверхностью внешнего пакета 3, и распространяется и продолжается по другой линии. В конечном счете, точка отрыва может немного отличаться между передней поверхностью и задней поверхностью, что делает мягкое отделение оторванной части невозможным. По причине того, что возникновение такого явления может быть предотвращено, предпочтительно, чтобы парные ослабленные линии 44 постепенно приближались друг к другу по дугообразной части и соединялись в или перед конечной точкой, как показано на Фиг. 7; или чтобы вспомогательные ослабленные линии 45, соединяющие параллельные парные ослабленные линии 44, были предусмотрены в дугообразной части перед конечной точкой, как показано на Фиг. 8.
Ослабленная линия 44 не должна обязательно присутствовать, и, в случае присутствия, может быть предусмотрена одна ослабленная линия, а не парные (две) ослабленные линии. С точки зрения предотвращения неожиданного разрыва предпочтительно, чтобы ослабленная линия 44 была сформирована, и также предпочтительно, чтобы была предусмотрена пара ослабленных линий 44, как в вышеописанных вариантах осуществления. При желании подходящая надпись (не показана), соответствующая цели, такой как указание и т.п., показывающая присутствие ослабленной линии 44, может быть нанесена на переднюю стенку и/или заднюю стенку внешнего пакета 3.
[0038]
Способ применения набора для приготовления многокомпонентной композиции жидкого средства
Набор для приготовления многокомпонентной композиции жидкого средства 1 применяется следующим образом: Сначала переднюю стенку и заднюю стенку внешнего пакета 3 удерживают между двумя пальцами, нажимая на внешний пакет 3, при этом сдавливающее усилие прикладывают одновременно к первому жидкому средству и второму жидкому средству, которые содержатся, соответственно, в первой содержащей жидкое средство части 200a и второй содержащей жидкое средство части 200b упаковки композитного жидкого средства 2. В результате одна концевая секция (нижняя концевая секция) 211 содержащих жидкое средство частей 200a и 200b распечатывается. Таким образом, два жидких средства вытекают вниз и накапливаются в пространстве для приема жидкости в нижней части внешнего пакета 3. В этом пространстве оба жидких средства смешиваются, в результате чего приготавливается стоматологическая адгезивная композиция, требуемая жидкая композиция. В это время внешний пакет 3 полностью закрыт, поэтому первое жидкое средство и/или второе жидкое средство не разбрызгивается из внешнего пакета 3. Затем внешний пакет 3 разрывают по любой из парных ослабленных линий 44, начиная с надреза 46, для удаления части над ослабленными линиями 44. В результате отверстие для вставки аппликатора 48, идущее от верхнего края до бокового края, формируется во внешнем пакете 3, как показано на Фиг. 10. Затем внешний пакет 3 захватывают одной из рук, а аппликатор 50 удерживают другой рукой и вставляют аппликатор 50 во внешний пакет 3 через отверстие для вставки аппликатора 48. Аппликатор 50 известной формы по сути имеет удлиненное стержневидное тело 52, а на его переднем конце расположена часть для удерживания жидкости 54. Часть для удерживания жидкости 54 сформирована из множества ворсистых фрагментов. Часть для удерживания жидкости 54 аппликатора 50 погружают в стоматологическую адгезивную композиции, присутствующую во внешнем пакете 3, чтобы удержать стоматологическую адгезивную композицию в части для удерживания жидкости 54 аппликатора 50. Затем аппликатор 50 извлекают из внешнего пакета 3 и наносят стоматологическую адгезивную композицию на нужный участок зуба пациента, подлежащий обработке.
[0039]
На Фиг. 11 показан другой предпочтительный вариант осуществления набора для приготовления многокомпонентной жидкой композиции, составленного согласно настоящему изобретению. В наборе для приготовления многокомпонентной жидкой композиции 1А, показанном на Фиг. 11, надрез 146 сделан в исходной точке, предусмотренной на конце левой стороны (около места сварки/фиксации) на краю верхнего конца правой простой запаянной секции 143 на Фиг. 11, и на передней стенке и задней стенке внешнего пакета 3, обращенным друг к другу, сформирована пара (две) ослабленных линий 144, отходящих по обеим сторонам от надреза 146. Парные ослабленные линии 144 идут вниз от надреза 146, а затем продолжаются почти дугообразно до конечной точки, заданной близко к верхней части бокового концевого края на противоположной стороне внешнего пакета 3. Другая конфигурация набора для приготовления многокомпонентной жидкой композиции 1А, является по существу такой же, как в случае набора для приготовления многокомпонентной жидкой композиции 1. В такой конфигурации набора для приготовления многокомпонентной жидкой композиции 1А, первое жидкое средство и второе жидкое средство вытекают в пространство для приема жидкости во внешнем пакете 3 и смешиваются там. Затем ослабленные линии 144 разрывают, и упаковку композитного жидкого средства 2, расположенную во внешнем пакете 3, отделяют и удаляют вместе с частью над ослабленными линиями 144 во внешнем пакете 3, с формированием отверстия для вставки аппликатора 148, идущего от одного бокового края до другого бокового края (Фиг. 12). Затем нижнюю остающуюся часть внешнего пакета 3, содержащую в пространстве для приема жидкости стоматологическую адгезивную композицию, подготовленную при вышеуказанном смешивании, удерживают в одной из рук, тогда как аппликатор 50 (Фиг. 10) удерживают другой рукой и наносят смесь на нужный участок зуба пациента, подлежащий обработке. При необходимости, вместо того, чтобы удержать нижнюю оставшуюся часть внешнего пакета 3 одной рукой, можно держать ее с использованием подходящего держателя, имеющего удерживающий механизм, который принимает и поддерживает нижнюю оставшуюся часть. При желании, как описано выше в отношении Фиг. 7 и 8, парные ослабленные линии 114 могут постепенно подходить близко друг к другу в дугообразной части и соединятся в или перед конечной точкой, или вспомогательные ослабленные линии, соединяющие параллельные парные ослабленные линии 144, могут быть предусмотрены в дугообразной части перед конечной точкой.
[0040]
На Фиг. 13 показан еще один предпочтительный вариант осуществления набора для приготовления многокомпонентной жидкой композиции, составленный согласно настоящему изобретению. В наборе для приготовления многокомпонентной жидкой композиции 1B, показанном на Фиг. 13, ослабленная линия 244, которая тянется по горизонтали от одного бокового края до края противоположной стороны внешнего пакета 3, расположена над пространства для приема жидкости, сформированным между передней стенкой и задней стенкой внешнего пакета 3. Другая конфигурация набора для приготовления многокомпонентной жидкой композиции 1B является по существу такой же, как в случае набора для приготовления многокомпонентной жидкой композиции 1. Будет описан способ применения набора для приготовления многокомпонентной жидкой композиции 1B в такой конфигурации. Как и в случае набора для приготовления многокомпонентной жидкой композиции 1, первое жидкое средство и второе жидкое средство вытекают в пространство для приема жидкости во внешнем пакете 3 и смешиваются там. Затем ослабленную линию 244 разрывают и упаковку композитного жидкого средства 2, размещенную во внешнем пакете 3, отделяют и удаляют вместе с частью над ослабленной линией 244 во внешнем пакете 3 с формированием отверстия для вставки аппликатора 248, которое тянется от одного бокового края до другого бокового края. Затем, как в наборе для приготовления многокомпонентной жидкой композиции 1А, показанном на Фиг. 11, нижнюю оставшуюся часть внешнего пакета 3, в которой в пространстве для приема жидкости содержится стоматологическая адгезивная композиция, приготовленная при вышеуказанном смешивании, удерживают одной рукой, тогда как аппликатор 50 (Фиг. 10) удерживают другой рукой и наносят смесь на нужный участок зуба пациента, подлежащий обработке. При необходимости, вместо того, чтобы держать нижнюю оставшуюся часть внешнего пакета 3 одной рукой, можно держать его с использованием подходящего держателя, имеющего удерживающий механизм, который принимает и поддерживает нижнюю оставшуюся часть.
[0041]
Способ производства набора для приготовления многокомпонентной жидкой композиции
Как уже был описано на Фиг. 9, внешний пакет набора для приготовления многокомпонентной жидкой композиции согласно настоящему изобретению сформирован, например, следующим образом: Оба боковых края прямоугольной термосвариваемой многослойной пленки сваривают с формированием термосваренной сзади секции, получая в результате заготовку трубчатой формы. Кроме того, нижний концевой край и верхний концевой край полученной трубчатой заготовки сваривают с формированием нижней концевой запаянной секции и верхней концевой запаянной секции, соответственно, получая в результате пакетик в качестве внешнего пакета. В альтернативе прямоугольная термосвариваемая многослойная пленка перед вышеуказанным формированием трубчатой заготовки размещается так, чтобы ее внутренний слой служил верхней поверхностью, и на эту верхнюю поверхность помещают упаковку композитного жидкого средства 2 (то есть упаковку композитного жидкого средства 100, показанную на Фиг.1) так, что его противоположный конец 212 становится перпендикулярным направлению длины прямоугольной пленки (упаковка 100 параллельна направлению длины), и упаковку временно фиксируют. Затем из прямоугольной пленки формируют пакетик в качестве внешнего пакета с помощью вышеуказанной процедуры, в результате чего набор может быть легко изготовлен. В случае производства таким способом надлежащая установка упаковки композитного жидкого средства 2 может быть выполнена в качестве отдельного этапа после производства пакета и может быть выполнена вместо временной фиксации. Однако пространство для приема жидкости должно легко ограничиваться, и, когда требуется сформировать отверстие для вставки аппликатора, присутствие упаковки композитного жидкого средства 2 должно быть желательно сделано пригодным для увеличения ширины отверстия, или упаковка композитного жидкого средства 2 должна удаляться вместе с частью над ослабленной линией 144 или 244. С этих точек зрения предпочтительно поместить упаковку композитного жидкого средства 2 в области, служащей в качестве верхней концевой запаянной секции 42, и зафиксировать ее там временно, а затем выполнить надлежащую фиксацию упаковки композитного жидкого средства 2 одновременно с запаиванием верхнего края. Эти пункты уже были описаны в качестве объяснения предпочтительного положения для места сварки/фиксации.
Объяснение было предложено выше для примера производства набора для приготовления многокомпонентной жидкой композиции согласно настоящему изобретению индивидуально с использованием прямоугольной термосвариваемой многослойной пленки. Впрочем, в промышленных условиях предпочтительно производить фиксацию упаковки композитного жидкого средства и изготовление пакета с применением метода горизонтальной упаковки с формированием подушки (метода фиксации и изготовления пакета в форме подушки с помощью горизонтальной формовочной машины), способного непрерывно выполнять вышеуказанный процесс, постоянно подавая многослойную пленку в форме полосы (основного материала), намотанную в рулон. Данный метод обеспечивает подачу многослойной пленки в форме полосы, внутренний слой которой обращен вверх, к направляющей, расположенной ниже по потоку, закругляет ее в направлении ширины (направлении, перпендикулярном направлению потока: горизонтальном направлении) в направляющей, формируя трубчатую заготовку, выполняет сварку трубчатой заготовки сзади и дополнительно выполняет горизонтальную сварку на выходе для изготовления пакета. Кроме того, этот метод временно фиксирует упаковку композитного жидкого средства перед формированием трубчатой заготовки вместо заполнения жидким средством. За исключением этих этапов, способ по существу такой же, как и способ производства пакетика 210, плоского пакета в форме подушки в упаковке композитного жидкого средства, методом вертикальной упаковки с формированием подушки.
[0042]
Предпочтительный способ производства набора для приготовления многокомпонентной жидкой композиции 1 (1А, 1B) вышеописанным методом будет подробно описан ниже.
Способ включает:
(i) этап временной фиксации для размещения основного материала в форме полосы, который включает термосвариваемую многослойную пленку или термосвариваемый многослойный лист, включающий, по меньшей мере, внутренний слой, составленный из герметизируемого материала, и внешний слой, составленный из материала оболочки, таким образом, что внутренний слой становится верхней поверхностью, помещение множества упаковок композитного жидкого средства 2 ровно на верхней поверхности, на заданных интервалах, в центре по горизонтали, или почти в центре по горизонтали, основного материала в форме полосы, таким образом, что противоположные концевые секции пакетов 2 перпендикулярны направлению длины основного материала в форме полосы, и временную фиксацию упаковок 2;
(ii) этап формирования трубки путем термосварки (продольной сварки) обеих боковых концевых секций основного материала в форме полосы, на котором временно зафиксировано множество упаковок композитного жидкого средства 2 с заданными интервалами и полученный в этапе временной фиксации (i), таким образом, чтобы они были параллельны направлению длины, с соединением их вместе с получением трубчатой заготовки, в которой упаковки композитного жидкого средства 2 расположены и временно зафиксированы внутри с заданными промежутками; и
(iii) этап формирования заготовки в форме пакета путем термосварки (горизонтальной сварки) трубки между упаковками композитного жидкого средства 2, которые были временно зафиксированы рядом друг с другом в трубчатой заготовке, полученной на этапе формирования трубки (ii), таким образом, чтобы они были перпендикулярны направлению длины, соединяя трубку и разрезая по центру или почти по центру соединенной трубки, с получением плоского пакета в форме подушки, содержащего одну упаковку композитного жидкого средства 2,
где способ дополнительно включает
сварку объединенного сплавленного герметизируемого материала связывающей части временно зафиксированной упаковки композитного жидкого средства 100 и герметизируемого материала внутреннего слоя основного материала в форме полосы друг с другом, во время термосварки (горизонтальной сварки) в этапе формирования формы пакета (iii).
Если ослабленная линия 44 (144, 244) должна быть сформирована в данном случае, рекомендуется выполнить этап формирования ослабленной линии путем облучения заданного положения основного материала в форме полосы лазерным лучом, уменьшая, таким образом, толщину основного материала в форме полосы, с формированием ослабленной линии, до этапа формирования заготовки в форме пакета (iii), предпочтительно даже до этапа формирования трубки (ii).
Положение временной фиксации в этапе временной фиксации (i) является положением, служащим в качестве места сварки/фиксации. Это положение предпочтительно находится в области, служащей в качестве верхней концевой запаянной секции 42, более предпочтительно, является таким положением, что простые запаянные секции 43 формируются с обеих сторон упаковки композитного жидкого средства 2. Сварки сплавленного герметизируемого материала и герметизируемого материала внутреннего слоя основного материала в форме полосы на этапе формирования заготовки в форме пакета (iii), предпочтительно выполняются одновременно с горизонтальной сваркой.
Каждый этап вышеуказанного метода повторяется непрерывно. Таким образом, при рассмотрении одного набора для приготовления многокомпонентной жидкой композиции, нижняя концевая секция 40 формируется с помощью горизонтальной сварки в этапе (iii), выполняемом впервые, а верхняя концевая секция 42 формируется с помощью горизонтальной сварки в этапе (iii), выполняемом во второй раз. Кроме того, при выполнении этапа формирования заготовки в форме пакета (iii) получают продукт, в котором множество плоских пакетов в форме подушки соединено вместе (трубчатую заготовку разделяют, как на звенья, множеством горизонтальных сварных швов). Таким образом, для получения индивидуальных наборов для приготовления многокомпонентных жидких композиций трубчатую заготовку требуется разрезать поперек с формированием наборов для приготовления многокомпонентных жидких композиций. В этот момент выполняют поперечную сварку, таким образом, что вертикальная ширина поперечного сварного шва на этапе (iii) будет равна сумме вертикальной ширины нижней концевой секции и вертикальной ширины верхней концевой секции, после чего выполняют резку таким образом, что вертикальная ширина переднего бокового уплотнения станет вертикальной шириной нижней концевой секции. В результате отрезается плоский пакет в форме подушки. Такая процедура является предпочтительной, поскольку формирование нижней концевой секции в наборе для приготовления однокомпонентной жидкой композиции и формирование верхней концевой секции в следующем наборе для приготовления многокомпонентной жидкой композиции может выполняться в одной операции при однократном выполнении этапа (iii).
Расшифровка буквенных обозначений или номеров позиций
[0043]
1: Набор для приготовления многокомпонентной жидкой композиции
1А: Набор для приготовления многокомпонентной жидкой композиции
1B: Набор для приготовления многокомпонентной жидкой композиции
2: Упаковка композитного жидкого средства
3: Внешний пакет
10: Термосвариваемая многослойная пленка
11: Внутренний слой
12: Внешний слой
22: Выступающий герметизируемый материал
36: Термосвариваемая многослойная пленка
38: Запаянная сзади секция
40: Нижняя концевая запаянная секция (одна концевая секция)
42: Верхняя концевая запаянная секцию (противоположная концевая секция)
43: Простая запаянная секция
44: Ослабленная линия
46: Надрез
48: Отверстие для вставки аппликатора
100: Упаковка композитного жидкого средства
144: Ослабленная линия
146: Надрез
148: Отверстие для вставки аппликатора
200: Содержащая жидкое средство часть
200a: Первая содержащая жидкое средство часть
200b: Вторая содержащая жидкое средство часть
210: Пакетик
211: Одна концевая секция пакетика
212: Противоположная концевая секция пакетика
213: Запаянная сзади секция
214: Сквозное отверстие
244: Ослабленная линия
248: Отверстие для вставки аппликатора
300: Связывающая часть
320: Сплавленный герметизируемый материал
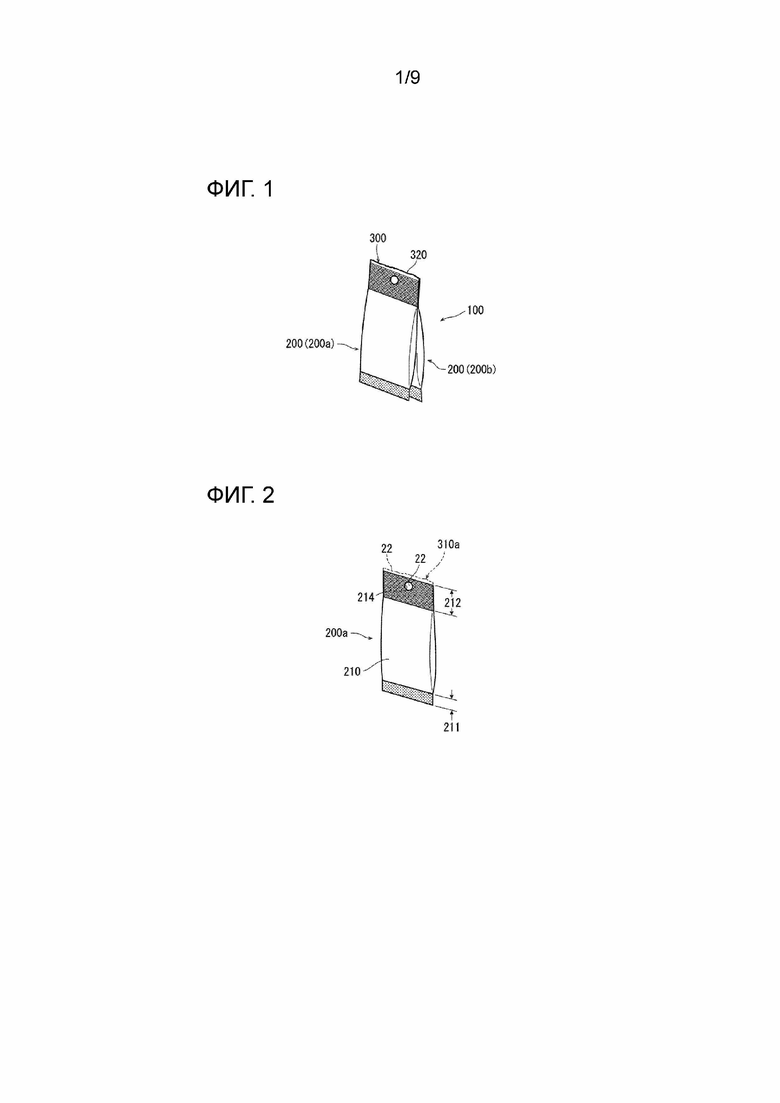
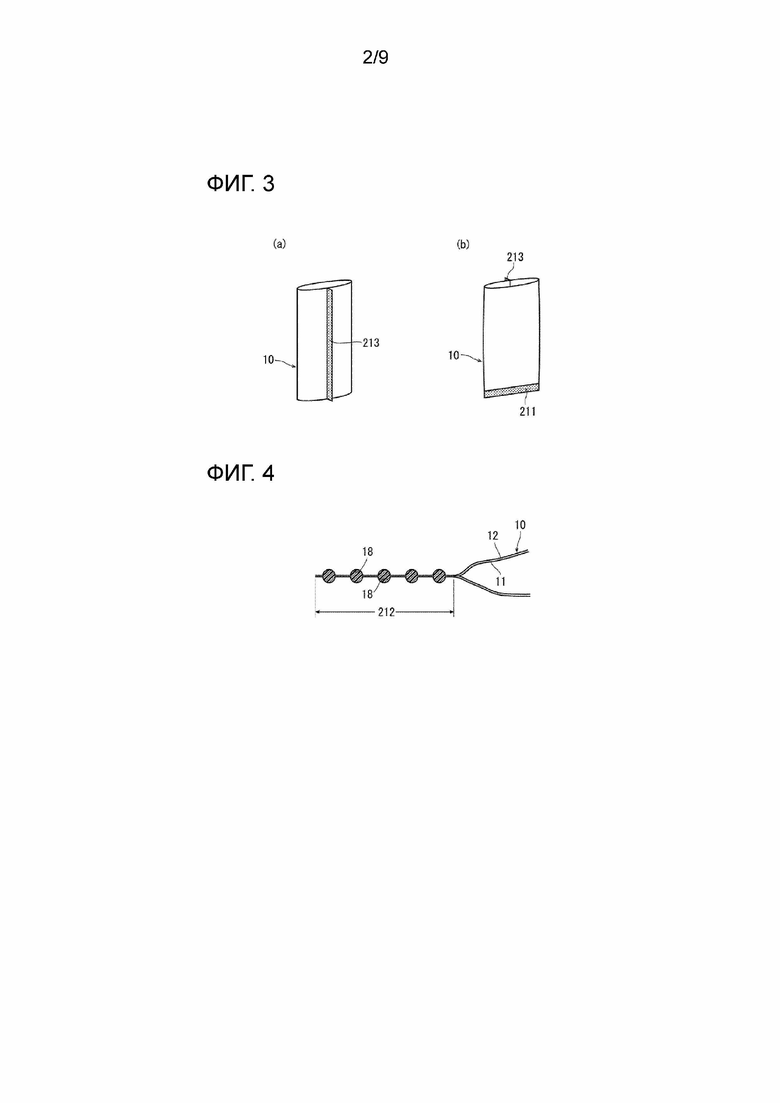
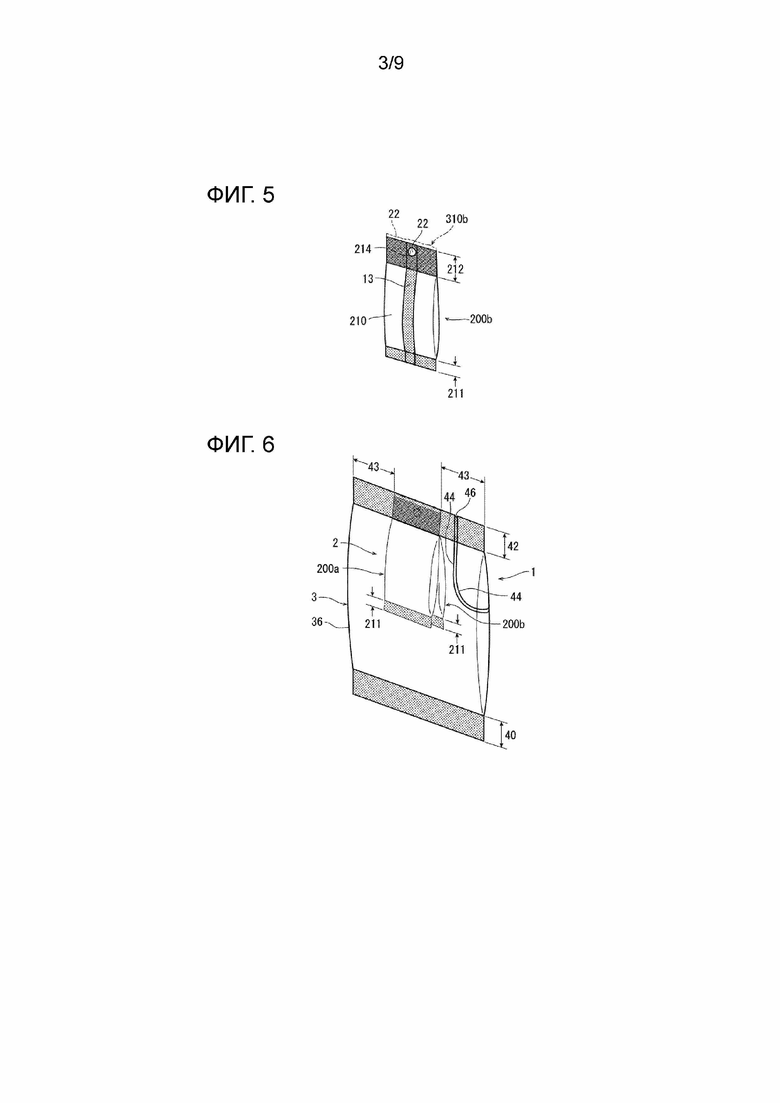
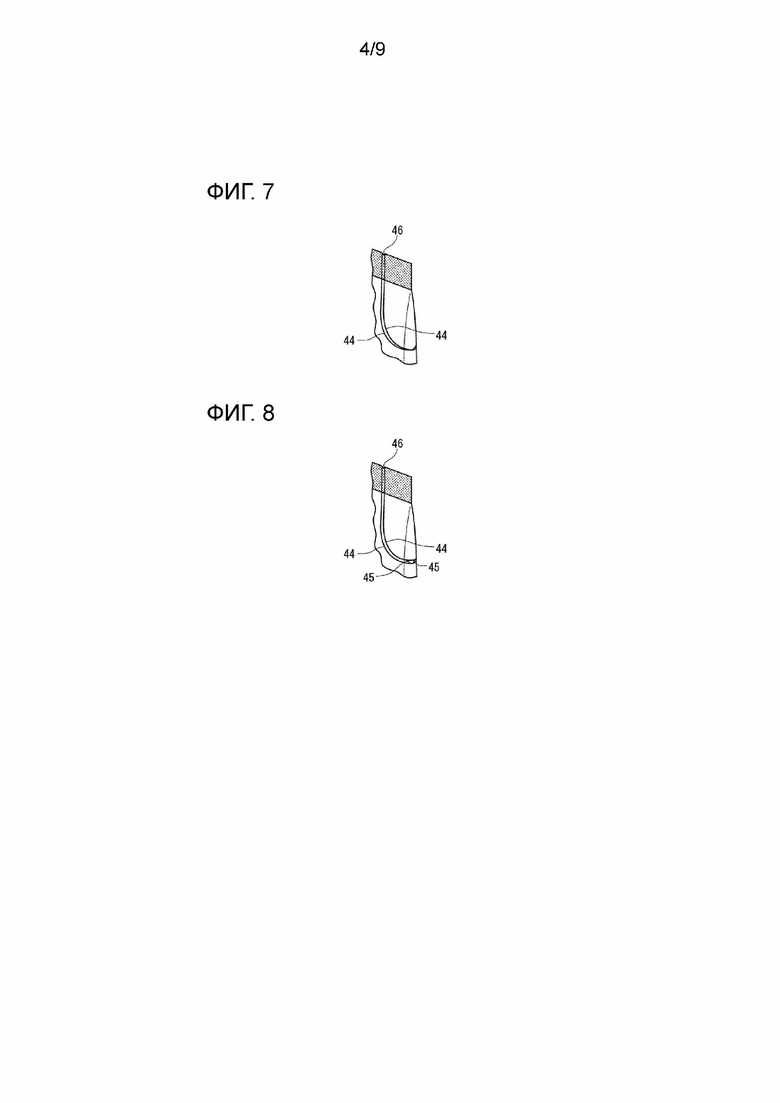
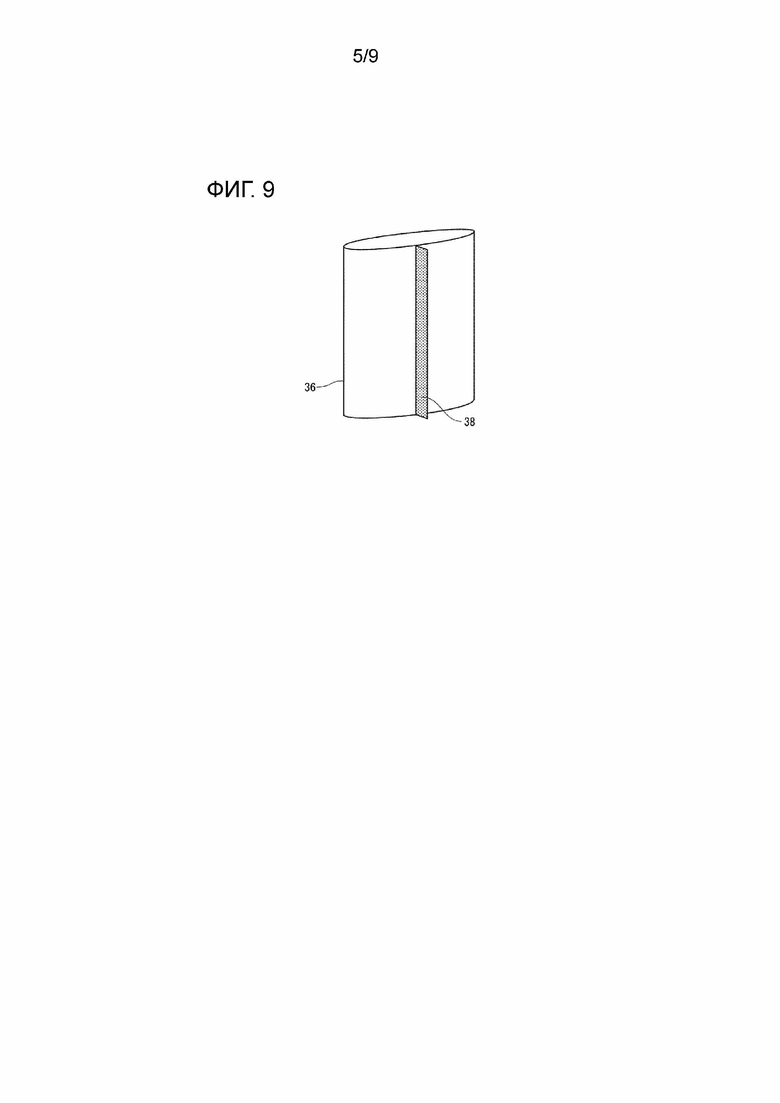
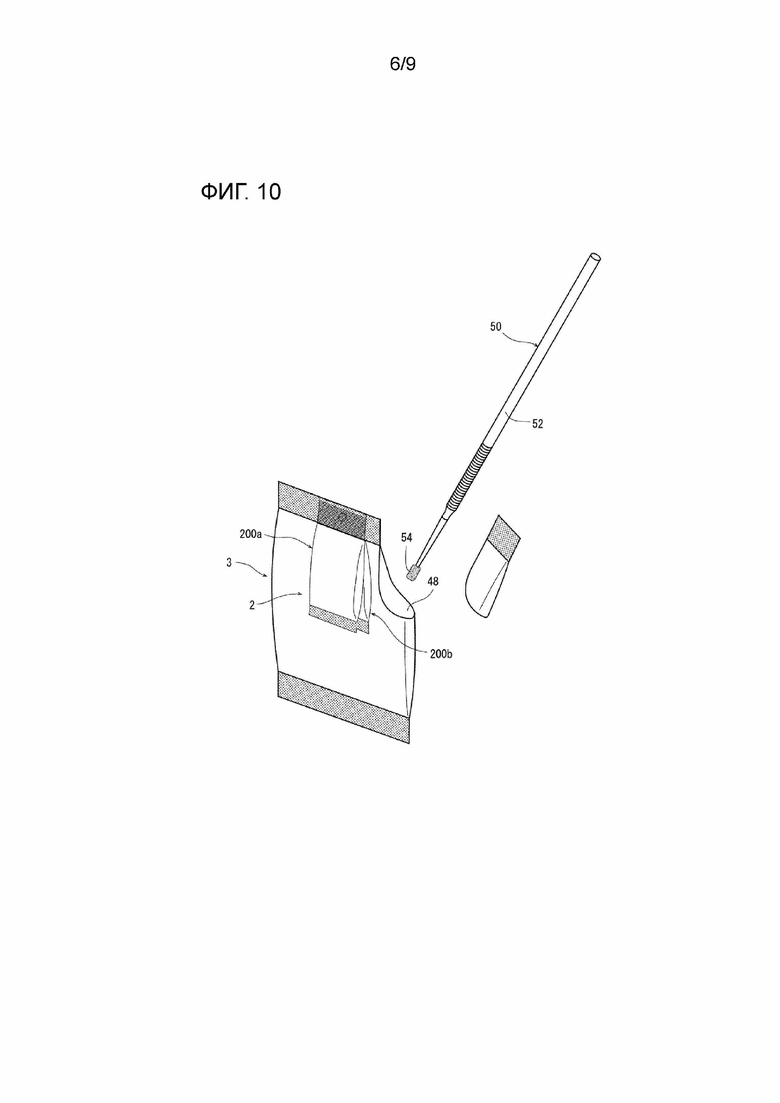
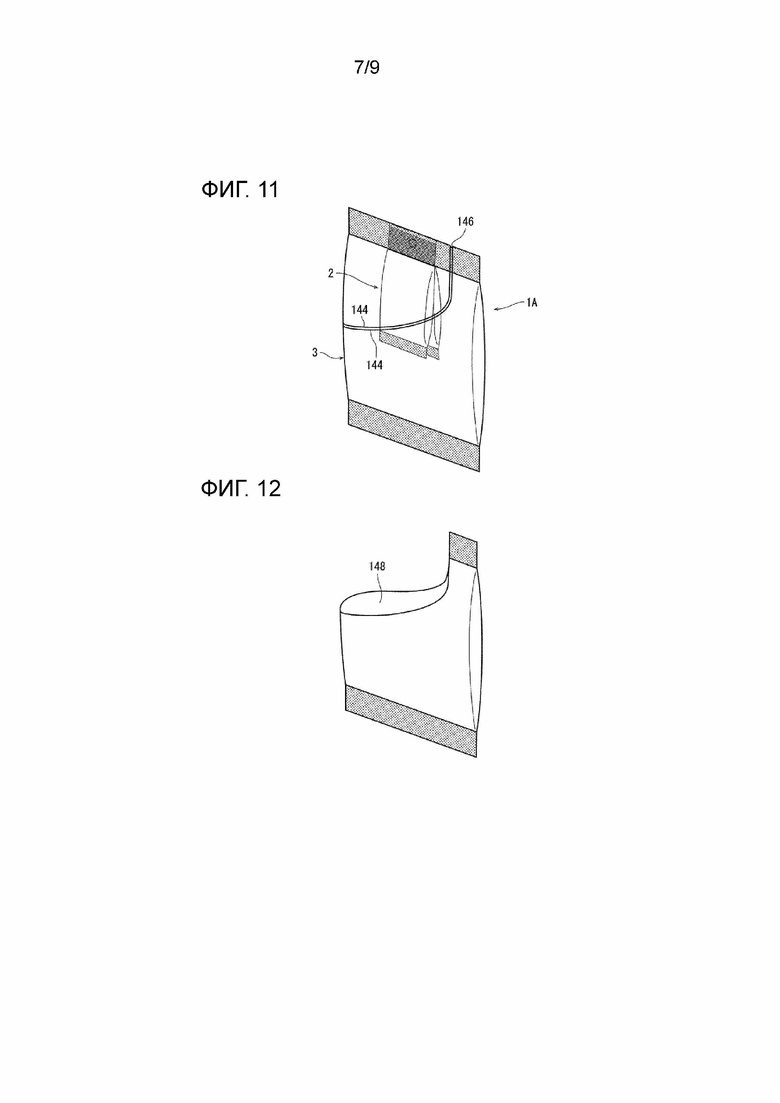
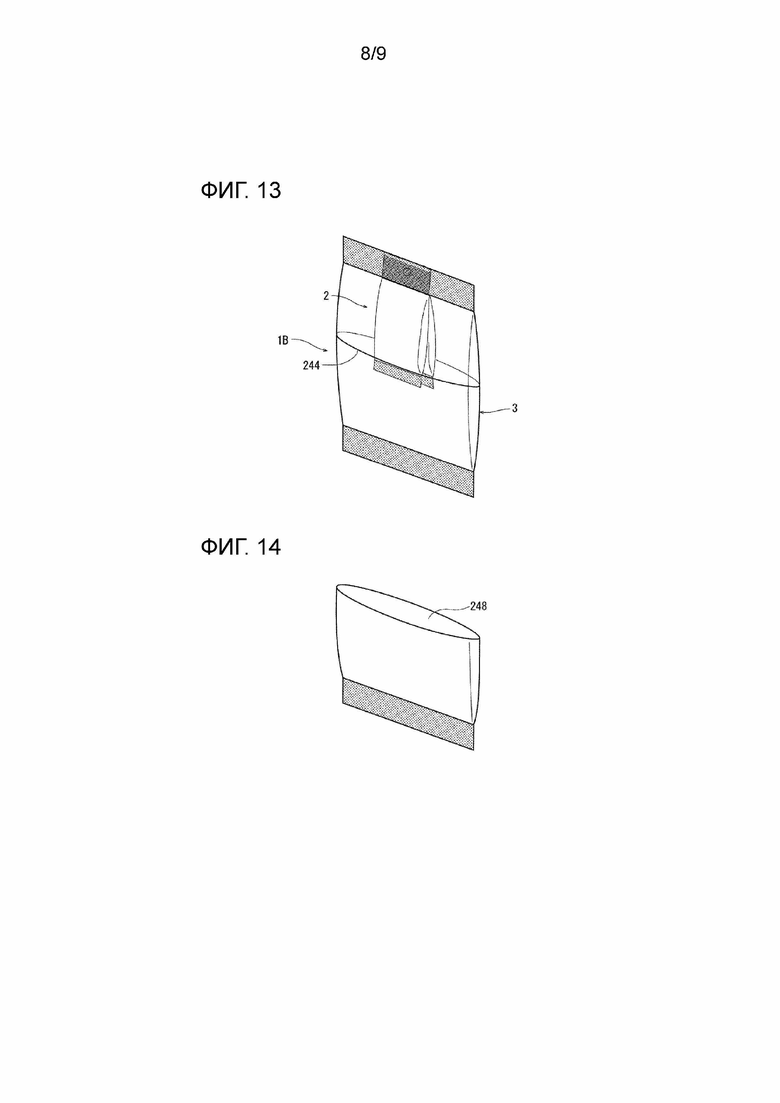
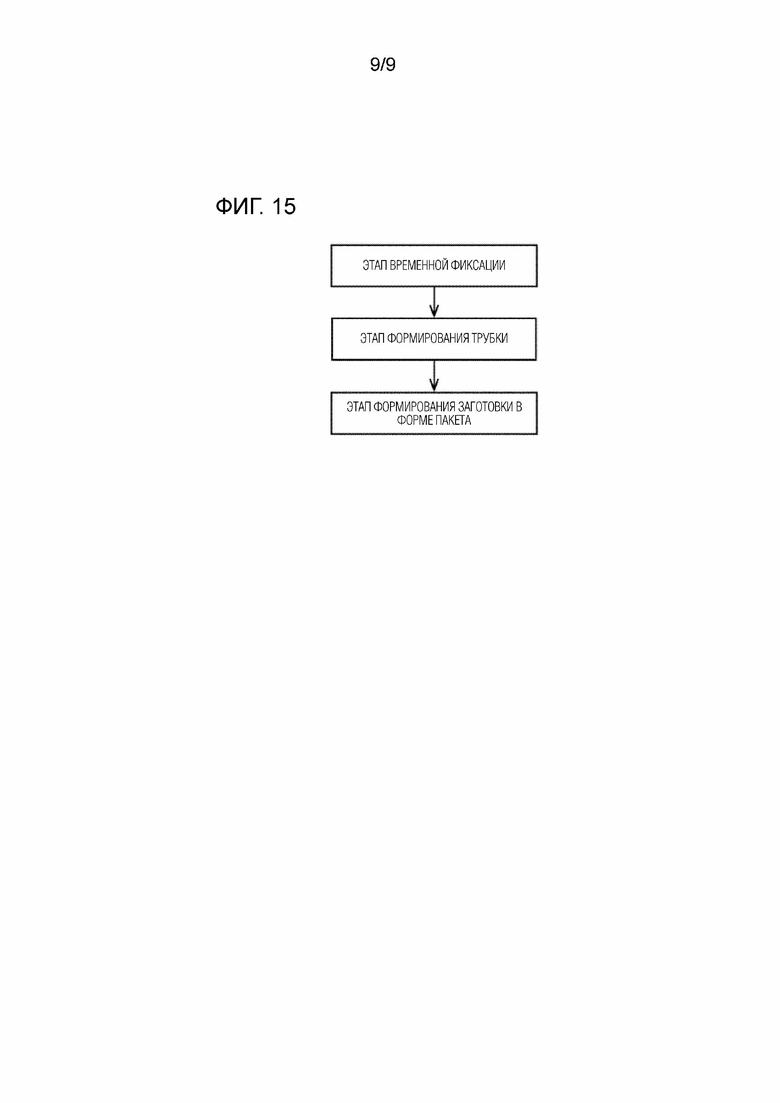
Группа изобретений относится к упаковке композитного жидкого средства для хранения составных компонентов многокомпонентной жидкой композиции вместе в отдельных упаковках, содержащих два или больше жидких средств. Представлена упаковка композитного жидкого средства, включающая по меньшей мере две части, содержащие жидкое средство, и связывающую часть. Причем все части, содержащие жидкое средство, связаны вместе связывающей частью для объединения в единое целое, а каждая из частей, содержащих жидкое средство, включает: пакетик, составленный из термосвариваемой многослойной пленки, включающей, по меньшей мере, внутренний слой, составленный из герметизируемого материала, и внешний слой, составленный из материала оболочки. Пакетик имеет одну концевую секцию и противоположную концевую секцию, которые представляют собой запаянные секции, сформированные термосваркой концов термосвариваемой многослойной пленки; и жидкое средство, удерживаемое в пакетике, непроницаемое для воздуха и жидкости. Одна концевая секция запаяна с возможностью открытия при приложении сдавливающего усилия на заполняющее жидкое средство. Также имеются жидкие средства, удерживаемые в частях, содержащих жидкое средство, имеющие возможность отличаться друг от друга. На конце каждой из противоположных концевых секций частей, содержащих жидкое средство, часть герметизируемого материала, составляющего внутренний слой термосвариваемой многослойной пленки, составляющих часть, содержащую жидкое средство, выступает наружу за конец внешнего слоя при сохранении единого целого с остальной частью герметизируемого материала, с формированием выступающего герметизируемого материала. При этом выступающие герметизируемые материалы сплавлены вместе и объединены таким образом, что сформирован сплавленный герметизируемый материал, составляющий связывающую часть. Также описаны способ изготовления указанной упаковки, набор для хранения составляющих компонентов многокомпонентной жидкой композиции и способ изготовления данного набора. Достигается повышение эффективности использования и надежности конструкции. 4 н. и 10 з.п. ф-лы, 15 ил.
1. Упаковка композитного жидкого средства, включающая по меньшей мере две части, содержащие жидкое средство, и связывающую часть, причем все части, содержащие жидкое средство, связаны вместе связывающей частью для объединения в единое целое, причем каждая из частей, содержащих жидкое средство, включает:
пакетик, составленный из термосвариваемой многослойной пленки, включающей, по меньшей мере, внутренний слой, составленный из герметизируемого материала, и внешний слой, составленный из материала оболочки, причем пакетик имеет одну концевую секцию и противоположную концевую секцию, которые представляют собой запаянные секции, сформированные термосваркой концов термосвариваемой многослойной пленки; и
жидкое средство, удерживаемое в пакетике, непроницаемом для воздуха и жидкости,
одна концевая секция, запаянная с возможностью открытия при приложении сдавливающего усилия на заполняющее жидкое средство,
жидкие средства, удерживаемые в частях, содержащих жидкое средство, имеющие возможность отличаться друг от друга, и
на конце каждой из противоположных концевых секций частей, содержащих жидкое средство, часть герметизируемого материала, составляющего внутренний слой термосвариваемой многослойной пленки, составляющих часть, содержащую жидкое средство, выступает наружу за конец внешнего слоя при сохранении единого целого с остальной частью герметизируемого материала с формированием выступающего герметизируемого материала, при этом выступающие герметизируемые материалы сплавлены вместе и объединены таким образом, что сформирован сплавленный герметизируемый материал, составляющий связывающую часть.
2. Упаковка композитного жидкого средства по п.1, выполненная с возможностью хранения составляющих компонентов многокомпонентной жидкой композиции, которая выполняет заданную функцию, вместе в отдельных пакетах, содержащих по меньшей мере два жидких средства, соответственно.
3. Упаковка композитного жидкого средства по п.2, в которой многокомпонентная жидкая композиция является стоматологической адгезивной композицией.
4. Упаковка композитного жидкого средства по любому из пп.1-3, в которой пакетик в каждой из частей, содержащих жидкое средство, является плоским пакетом в форме подушки.
5. Упаковка композитного жидкого средства по любому из пп.1-4, в которой
сквозное отверстие сформировано в противоположной концевой секции каждой из частей, содержащих жидкое средство, и
каждый из выступающих герметизируемых материалов, сплавленных вместе в связывающей части, включает герметизируемый материал, выступивший из периферического края сквозного отверстия, сформированного в противоположной концевой секции каждой из частей, содержащих жидкое средство, вовнутрь сквозного отверстия.
6. Способ изготовления упаковки композитного жидкого средства по п.4, включающий:
этап предоставления индивидуальных упаковок, предназначенных для содержания жидкого средства, для предоставления по меньшей мере двух индивидуальных упаковок, предназначенных для содержания жидкого средства путем вертикальной упаковки с формированием подушки при использовании термосвариваемой многослойной пленки, включающей, по меньшей мере, внутренний слой, составленный из герметизируемого материала, и внешний слой, составленный из материала оболочки, причем каждая из индивидуальных упаковок, предназначенных для содержания жидкого средства, выполнена с возможностью содержания жидкого средства, непроницаемого для воздуха и жидкости, внутри пакетика, включающего плоский пакет в форме подушки, имеющий нижнюю концевую запаянную секцию в качестве одной концевой секции, верхнюю концевую запаянную секцию в качестве противоположной концевой секции и, дополнительно на его задней поверхности, запаянную сзади секцию, сформированную термосваркой, и
этап соединения всех наложенных противоположных концевых секций индивидуальных упаковок, предназначенных для содержания жидкого средства, предоставленных в этапе предоставления индивидуальных упаковок, предназначенных для содержания жидкого средства, и нагрева и прессования наложенных областей всех перекрывающихся противоположных концевых секций для вытеснения части герметизируемого материала, который составляет внутренний слой, в наложенной области каждой из противоположных концевых секций, наружу за край внешнего слоя каждой из противоположных концевых секций, при этом сплавленные вместе выступающие герметизируемые материалы формируются из вытесненных герметизируемых материалов.
7. Способ по п.6, в котором
в этапе предоставления индивидуальной упаковки, предназначенной для содержания жидкого средства, выступы и углубления обеспечивают в верхней концевой стороне термосваренной секции, служащей в качестве противоположной концевой секцией, и
толщина герметизируемого материала в выступе больше, чем толщина внутреннего слоя термосвариваемой многослойной пленки.
8. Набор для хранения составляющих компонентов многокомпонентной жидкой композиции, которая выполняет заданную функцию, в отдельных пакетах, содержащих по меньшей мере два жидких средства, соответственно, и для смешивания, в процессе применения, жидких средства, разделенных в отдельных упаковках, с получением многокомпонентной жидкой композиции,
набор включает упаковку композитного жидкого средства по п.2 и внешний пакет для фиксации упаковки композитного жидкого средства внутри и его хранения без доступа воздуха,
где внешний пакет имеет пространство для приема жидкости, способное удерживать все жидкие средства, которые вытекают, когда жидкие средства, удерживаемые в частях, содержащих жидкое средство, упаковки композитного жидкого средства, зафиксированной и размещенной внутри, вытекают из концевых секций частей, содержащих жидкое средство, в результате приложения сдавливающего усилия к жидкому средству, без контакта жидких средств с упаковкой композитного жидкого средства.
9. Набор по п.8, в котором
внешний пакет составлен из термосвариваемой многослойной пленки, включающей, по меньшей мере, внутренний слой, включающий герметизируемый материал, и внешний слой, включающий материал оболочки, и
фиксацию упаковки композитного жидкого средства внутри внешнего пакета выполняют в месте сварки/фиксации, где герметизируемый материал, составляющий внутренний слой внешнего пакета, и объединенные герметизируемые материалы связывающей части в упаковке композитного жидкого средства сплавляются вместе.
10. Набор по п.9, в котором
пакетик в каждой из частей, содержащих жидкое средство, упаковки композитного жидкого средства является плоским пакетом в форме подушки,
внешний пакет является плоским пакетом в форме подушки, имеющим верхнюю концевую запаянную секцию, нижнюю концевую запаянную секцию и заднюю запаянную секцию внешнего пакета, сформированные термосваркой в верхней концевой секции, нижней концевой секции и на ее задней стороне соответственно,
ширина плоского пакета в форме подушки, составляющего внешний пакет, больше на заданную длину, чем ширина плоского пакета в форме подушки, составляющего пакетик в каждой из частей, содержащих жидкое средство,
фиксацию упаковки композитного жидкого средства к внутренней поверхности внешнего пакета выполняют так, чтобы место сварки/фиксации было расположено, с одним концом стороны плоского пакета в форме подушки, составляющего каждый из пакетиков упаковки композитного жидкого средства, параллельно, с заданным интервалом, концу стороны, на той же стороне, плоского пакета в форме подушки, составляющего внешний пакет, в верхней концевой запаянной секции внешнего пакета; и чтобы простая запаянная секция, где герметизируемые материалы, составляющие внутренний слой внешнего пакета, сплавлены вместе, были сформированы в области, по меньшей мере, конца одной стороны верхней концевой запаянной секции,
передняя стенка и задняя стенка, которые обращены друг к другу, плоского пакета в форме подушки, составляющего внешний пакет, сформированы с ослабленной линией, которая начинается в точке, расположенной у верхнего концевого края простой запаянной секции верхней концевой запаянной секции, и заканчивается в точке, расположенной у верхней части бокового концевого края простой запаянной секции во внешнем пакете; и
ослабленная линия выполнена с возможностью разрывания для удаления части над ослабленной линией во внешнем пакете, для формирования в результате отверстия для вставки аппликатора.
11. Набор по п.10, в котором
каждая передняя стенка и задняя стенка сформированы с парой ослабленных линий и
парные ослабленные линии соединяются в конечной точке.
12. Набор по п.10, в котором
каждая передняя стенка и задняя стенка сформированы с парой ослабленных линий, и
вспомогательные ослабленные линии, соединяющие парные ослабленные линии, сформированы перед конечной точкой парных ослабленных линий.
13. Способ изготовления набора по любому из пп.10-12, включающий:
этап временной фиксации для размещения основного материала в форме полосы, включающего термосвариваемую многослойную пленку, включающую, по меньшей мере, внутренний слой, составленный из герметизируемого материала, и внешний слой, составленный из материала оболочки, такой, что внутренний слой становится верхней поверхностью, расположения упаковок композитного жидкого средства на верхней поверхности, с заданными интервалами в продольном направлении основного материала в форме полосы, в центре по ширине основного материала в форме полосы, таким образом, что противоположные концевой секции пакетиков в частях, содержащих жидкое средство, упаковки композитного жидкого средства расположены перпендикулярно к направлению длины основного материала в форме полосы, и временной фиксации упаковок;
этап формирования трубки для термосварки обеих областей концевой боковой секции основного материала в форме полосы, на котором временно зафиксированы упаковки композитного жидкого средства, с заданными интервалами, в результате этапа временной фиксации, таким образом, чтобы они были параллельны направлению длины, таким образом, соединяя их вместе, с получением трубчатой заготовки, внутри которой упаковки композитного жидкого средства расположены и временно зафиксированы через заданные промежутки; и
этап формирования заготовки в форме пакета для термосварки части, между упаковками композитного жидкого средства, временно фиксированными рядом друг с другом, трубчатой заготовки, полученной на этапе формирования трубки, в направлении, перпендикулярном продольному направлению, соединяя, таким образом, часть и разрезая по центру соединенной части, в направлении, перпендикулярном продольному направлению, с получением плоского пакета в форме подушки, содержащего одну упаковку композитного жидкого средства,
способ дополнительно включает:
сплавление объединенного сплавленного герметизируемого материала в связывающей части временно зафиксированной упаковки композитного жидкого средства и герметизируемого материала, составляющего внутренний слой основного материала в форме полосы, друг с другом во время термосварки в этапе формирования заготовки в форме пакета.
14. Способ по п.13, дополнительно включающий:
этап формирования ослабленной линии путем облучения заданного положения основного материала в форме полосы лазерным лучом, уменьшая, таким образом, толщину основного материала в форме полосы, с формированием ослабленной линии, до этапа формирования заготовки в форме пакета.
| Автомобиль-сани, движущиеся на полозьях посредством устанавливающихся по высоте колес с шинами | 1924 |
|
SU2017A1 |
| УПАКОВКА | 1992 |
|
RU2094344C1 |
| УПАКОВОЧНЫЙ МАТЕРИАЛ (ВАРИАНТЫ) | 2010 |
|
RU2546511C2 |
| НЕ СОДЕРЖАЩИЙ МЕТАЛЛИЧЕСКОЙ ФОЛЬГИ ЛАМИНИРОВАННЫЙ МАТЕРИАЛ ДЛЯ МЕШКА, СПОСОБ ПРОИЗВОДСТВА МАТЕРИАЛА ДЛЯ МЕШКА И ПОЛУЧЕННЫЙ ИЗ НЕГО УПАКОВОЧНЫЙ МАТЕРИАЛ | 2010 |
|
RU2540605C2 |
| ВЫСОКОБАРЬЕРНЫЙ УПАКОВОЧНЫЙ ЛАМИНИРОВАННЫЙ МАТЕРИАЛ, СПОСОБ ИЗГОТОВЛЕНИЯ УПАКОВОЧНОГО ЛАМИНИРОВАННОГО МАТЕРИАЛА И УПАКОВОЧНЫЙ КОНТЕЙНЕР | 2010 |
|
RU2533128C2 |
| ГИБКИЙ УПАКОВОЧНЫЙ КОНТЕЙНЕР И ПЕРЕХОДНИК ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2011 |
|
RU2457992C1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Автомобиль-сани, движущиеся на полозьях посредством устанавливающихся по высоте колес с шинами | 1924 |
|
SU2017A1 |

