Изобретение относится к электроэрозионной обработке, в частности к электроэрозионной прошивке отверстий труднообрабатываемых слоисто-волокнистых композитов, к которым относится угле-стеклопластики.
Оно может быть использовано для создания сквозных или глухих отверстий в слоисто-волокнистых пластиках, в частностях угле стеклопластиках, преимущественно в листовых любой толщины изделиях, которые применяются в авио- ракетостроении, и в машиностроительной промышленности.
Известен способ электроэрозионной обработки диэлектриков (пат. 2024367, МПК В23Н 1/00 от 07.05.1992 г.), заключающиеся в воздействии на заготовку СВЧ-полем. Предварительно обрабатываемый участок поверхности заготовки подвергают энергетическому воздействию, локализующему зону диссипации СВЧ-поля, до возникновения локального электрического разряда. Энергетическое воздействие осуществляют ионным пучком в вакууме, пучком ультрафиолетового излучения или теплового излучения. Способ рассчитан на обработку однородного, изотропного, сплошного материала, обладающего диэлектрическими свойствами, что сложно применимо к анизотропным труднообрабатываемым слоисто-волокнистым композитам, материалам, например к угле-стеклопластикам. Использование его не позволяет в этих материалах получить качественную поверхность ни на лицевой стороне изделия ни внутри отверстия. Способ конструктивно усложнен. Соответственно, и технологически представляет собой сложную систему. Он обеспечивает только точность и управляемость процесса электроэрозионного удаления материала с поверхности детали.
Известен способ электроэрозионной прошивки отверстий (патент 2522864, МПК В23Н7/38, от 06.07.2012 г.), включающий наложения на электрод ультразвуковых колебаний, согласованных с подачей импульсов рабочего напряжения, которые синхронизируют с фазой сближения электродов по зависимости (ϕ=2πƒt+kπ, где f - частота подачи ультразвуковых колебаний, t - время, с, 1<k>1,5, а частоту подачи электрических импульсов ƒЭ дискретно изменяют по мере углубления электрода в заготовку, причем частота подачи ультразвуковых колебаний составляет 18-88 кГц, а амплитуда 50-30 мкм.
Способ ограничен воздействием на металл и прошивкой отверстий только малого диаметра. Звукокапиллярный эффект отрицательно влияет на полимерные материалы и особенно композиционные слоисто-волокнистые материалы, т.к. жидкость (электролит) проникающее в капилляры такого материала ослабляет адгезионные связи да и когезионные тоже, т.к. наполнитель, особенно если он смачивается маслом, становится антифрикционным, а связующее пластифицируется ускоренно из-за наличия высоких температур в зоне обработки и пластифицирующего свойства жидкости на полимер. Способ способен обеспечить прошивание отверстия и получение качественно поверхности металла с использованием стрежневого или трубчатого электрода, и, таким образом, ограничивает получение отверстия, даже в металле, иных форм, кроме цилиндрической. Реализацию способа осуществляют в устройстве, содержащим магнитострикционный преобразователь, соединенный с источником питания и связанный по средствам волновода с ванной, в которую размещают подлежащую обработке заготовку, и заполняют электролитом, который термически разлагается с получением продуктов разложения. Что неприемлемо при прошивке отверстий слоисто-волокнистого композита, т.к. возможна химическая реакция связующего в слоях и на поверхности заготовки или готового изделия, и в отверстии, между слоями, приводящая к ухудшению качества изделия в целом.
Известен способ обработки композиционного материала, имеющего матрицу из эпоксидной смолы, армированную углесодержащими волокнами (А.А. Углов. Состояние и перспективы лазерной технологии "Физика и химия обработки материалов", 1992, с. 342-343), согласно которому предлагают использовать первую, вторую и третью гармоники излучения твердотельного лазера на алюмоиттриевом гранате с неодимом, работающим в режиме модулированной добротности. Обработку осуществляют в атмосфере азота. Воздействуют на обрабатываемый материал лазерным излучением с длинной волны 265, 530, 1060 Нм или комбинацией этих длин (патент США 5500505, В23К 26/00, 19.03.1996 г., пат. РФ 2219029, МПК В23К 26/38, от 10.06.2002 г.).
Способы усложнены в конструкторско-технологическом плане. При использовании их при обработке диэлектриков с высокой температурой разрушения и большой разницей температур разрушения, каковыми являются слоистые листовые изделия (те же, имеющие в качестве связующего эпоксидный полимер, типа ВСЭ-12-1, а в качестве наполнителя - угле волокно расположенное в слоях композита в виде ткани (с разницей температур 220-2800 С - соответственно), для создания сквозных или глухих отверстий в листе, приведут к появлению на поверхности изделия (заготовки), вокруг отверстий прижогов, вскрытие слоя связующего на кромках отверстия и распушение ткани из углеволокна. Способы сложно реализуемы для размерной электроэрозионной прошивки отверстий.
Известен способ электроэрозионной прошивки глубоких отверстий (пат. 2538456, МПК В23Н9/14, от 06.03.2003 г.), с использованием известного устройства, включающий обработку заготовки электрод-инструментом с втулкой, на которую подают импульсы тока, обеспечивающие черновую обработку. Причем на электрод-инструмент подают импульсы тока, обеспечивающие бездефектной поверхности по всей глубине отверстий. При этом на размещенные внутри втулки разрядники последовательно подают импульсы тока для поддержания течения рабочей среды с продуктами обработки из межэлектродного зазора, при этом втулку в электрод-инструменте перемещают независимо от его подачи с поддержанием торцевого межэлектродного зазора.
Способ имеет ограничения. Он применим для металлических материалов и при изготовлении неглубоких и малого диаметра отверстий и сложно применим к полимерам, и еще сложнее к диэлектрикам в виде композита анизотропного слоисто-волокнистого типа, например, угле-стеклопластикам. Предлагаемый режим обработки электроэрозионной большего диаметра прошивки глубоких отверстий даже в металле недостаточен по задаваемому напряжению и другим параметрам режима и разрушителен. Для прошивки отверстий глухих или сквозных, в обрабатываемом материале, относящемся к труднообрабатываемым, анизотропным диэлектрикам, невозможен, т.к. разрушителен. В качестве жидкой среды используют воду, которая в данном случае функционирует как среда, интенсифицирующая вывод продуктов обработки из межэлектродного зазора (пример 1), т.к. разрядники подают на втулку импульсы тока мощностью, обеспечивающей огромную скорость движения воды, организуя ударную волну, ускоряющую вывод продуктов обработки из межэлектродного зазора. Если же использовать электролит (пример 2, 3), то он не позволяет получить качественную поверхность ни отверстия ни поверхностей, и в исходном состоянии поверхности с обеих сторон листа из угле-стеклопластика из-за химической реакции между электрод-инструментом и углеволокном в слоях отверстия (электролиз), набухания и отслоения связующего, войлокование углепластика.
Известны способы изготовления сквозных отверстий в тонколистовых материалах (а.с. №1839126, 1657301, пат. №2275994), в которых для ограничения зоны обработки используют трафареты (шаблон), которые укладывают на обрабатываемую заготовку.
Недостатками способов являются: ограничение зоны обработки диэлектриком неприменимо для слоистых волокнистых композитов типа углепластика, так как он является диэлектриком, что усиливает теплоотвод и приводит к вспучиванию и отходу связующего от поверхности заготовки под трафаретом (шаблоном), вскрытием кромки у отверстия в процессе электроэрозионной прошивки отверстий из-за высокотемпературного режима. Способ ограничен электрохимической обработкой, а это касается только металла и не может быть распространен на вышеуказанный диэлектрик для получения качественной поверхности и отверстий в ней.
Известен способ изготовления отверстий в тонкостенных деталях (Б.А. Артамонов, А.В. Глазков, Размерная электрическая обработка металлов. 1978 г. - с. 145-153).
Недостатки способа: способ ограничен обработкой металлов и неприменим с диэлектрикам. Низкая точность обработки, низкое качество обрабатываемой поверхности, сложность оборудования.
Известен способ изготовления отверстий (а.с. №1484503, МПК В23Н 3/50, 9/14), при котором между обрабатываемой деталью и катодом размещают токопроводящий трафарет со сквозными просечками по форме прошиваемых фигур и подсоединенной его к положительному полюсу источника тока.
Недостатки способа - способ усложнен химической обработкой получаемых отверстий, неприменим к электроэрозионной прошивке диаэлектриков, ограничен воздействием на металлическую составляющую и конусность образования отверстий, не защищает поверхности диэлектрика -труднообрабатываемого композита, снимаемого материала типа углепластика.
В качестве прототипа к заявляемому способу выбран способ электроэрозионной прошивки отверстий (пат. 2537410, МПК В23Н 7/22 от 18.09.2012 г), как наиболее близкий по технической сущности, заключающийся в использовании электрод-инструмента, который дополняют диэлектрической направляющей, размещенной на внешней стороне металлического электрода-инструмента. При этом на обоих элементах выполняют пазы для вывода продуктов обработки из межэлектродного зазора. Через гидравлический коллектор жидкая среда - вода попадает в одни пазы на электроде, проходит к межэлектродному зазору, пополняется газообразными и твердыми продуктами обработки и выводится по другим пазам в отверстие, через скосы на границе диэлектрической направляющей, со стороны рабочего торца металлической рабочей части электрода со скоростью перемещения продуктов обработки, близкой к скорости движения рабочей среды (воды) по гидравлическому тракту. Электрод-инструмент и диэлектрическая направляющая в процессе электроэрозионной прошивке заготовки из металла, при получении отверстии малого диаметра, вращаются со скоростью 80 об/с при напряжении 85-100 В и силе тока 2.2-8 А.
Недостатками способа являются:
- ограничение заявляемых возможностей (обрабатываемый материал - металл, отверстие - малого диаметра, обязательный, постоянный контроль за скоростью ввода жидкой среды в электрод и вывода продуктов обработки), что усложняет способ обработки металлических материалов, но еще большие проблемы создает при электроэрозионной прошивки диэлектриков, обладающих анизотропией, слоисто-волокнистых композитов (например, углепластиков),
- при подаче под большим давлением жидкой среды по каналам, пазам в электроде к продуктам обработки и выводе их в случае обработке диэлектрика из слоисто-волокнистого материала, типа углепластика, получают поверхность отверстия в виде войлока из смеси углеволокон с эпоксидной смолой. То есть не позволяет получить качественную поверхность отверстий любого диаметра, особенно большого в таких материалах.
- Как показали эксперименты, использование указанного диапазона напряжения и силы тока для электроэрозионной прошивки глухих или сквозных отверстий приводит к прижогам вокруг зоны обработки диэлектрических слоисто-волокнистых материалов типа углепластиков, относящихся к труднообрабатываемым и из-за огромной разницы температур эксплуатации компонентов композита, и из-за перекрытия электрод-инструмента диэлектрической направляющей, создающий экран для отвода тепла из зоны обработки. Что, в конечном счете, приводит к получению дефектных материалов изделий заготовок.
Техническим результатом настоящего изобретения является возможность оптимизации режима электроэрозионной обработке прошивкой отверстий, позволяющий получить качественное изделия из труднообрабатываемого диэлектрика каким является, например, слоисто-волокнистый композит, содержащий в качестве связующего эпоксидную смолу, а в качестве наполнителя ткань из углеволокна, то есть улучшение качества обработанной поверхности композита по всей глубине отверстия и сохранение исходного состояния поверхностных слоев связующего.
Задачей настоящего изобретения является снятие ограничений по глубине изготавливаемых отверстий (глухих или сквозных) в труднообрабатываемых диэлектриках типа углепластика, повышение качества как поверхностного слоя его, так и поверхностей отверстий.
Технический результат достигается тем что, в способе электроэрозионной прошивки отверстий, включающим подключение к источнику тока электрод-инструмента, подключение к узлу устройства для направления течения рабочей среды к продуктам обработки в межэлектродном зазоре, обработку проводят электрод-инструментом, с подачей силы тока и напряжения, электрод-инструмент подключен к минусу (катод), а обрабатываемый материал к плюсу (анод), согласно изобретению для обработки используют листовой материал, представляющий собой слоисто-волокнистый композит, преимущественно углепластик, обработку проводят в охлаждающей рабочей среде, в качестве которой используют трансформаторное масло, масло в зону обработки подают непрерывно из сопел с возможностью турбулентного перемещения по поверхности обрабатываемого листа с возможностью интенсивного проникновения в межэлектродный зазор и интенсивного вывода из него продуктов обработки, обрабатывают материал в режиме: сила тока (I) равная 0,5-2 А в зависимости от толщины обрабатываемого материала и глубины выполняемого отверстия, скорости возвратно-поступательного движения электрода, в строго вертикальном положении и вглубь обрабатываемого материала, относящегося к типу труднообрабатываемых диэлектриков, напряжение (U), равное 100-120 В, время действия импульса (τ) 150-200 мкс, при этом, в процессе обработки, обрабатываемый материал сохраняет поверхности листа (лицевую и тыльную) открытыми или закрывает поверхность листа путем плотного закрепления на нем токопроводящего, интенсивного теплопроводящего металла в виде сплошного листа - накладки или листа - шаблона, с предварительно выполненными отверстиями в нем, профилированными под профиль, с задаваемых профильным электродом глухих или сквозных отверстий в обрабатываемом материале, для сохранения в исходном состоянии поверхностей листа с обеих сторон, независимо от толщины обрабатываемого листа.
Сопоставительный анализ заявляемого способа с прототипа показал, что обрабатываемый заявляемый материл отличается от материала прототипа, т.к. в прототипе используют металл в качестве обрабатываемого материла, а в заявляемом - диэлектрик, анизотропный, слоисто-волокнистый, например углепластика, содержащего эпоксидную смолу (реактопласт) - связующее и углеволокно в виде ткани - наполнитель, который как заявлено (смотри А.А. Углов. Состояние и перспективы лазерной технологии "Физика и химия обработки материалов", 1992, с. 342-343) - «с использованием электронно-лучевых и электроэрозионных методов даже размерная обработка практически неосуществима из-за большой разницы температур разрушения структурных составляющих». Поэтому, в первую очередь предметом изобретения является в заявляемом способе возможность обработки слоисто-волокнистого композита электроэрозионной прошивкой с созданием в изделии (заготовке) глухих или сквозных отверстий с сохранением исходной структуры материла на лицевой и тыльных сторонах листа и получение качественной (без ворсования в отверстии продуктов обработки, без отхода от связующего наполнителя) поверхности отверстия. Для этого в качестве рабочей среды используют жидкость, являющуюся охлаждающей зону обработки и способствующей интенсификации выноса продуктов обработки (смолы и измельченного волокна). Используют масло (преимущественно трансформаторное), которое более эффективно, чем вода - в прототипе, за счет большей вязкости и лучшей способности удержаться, локализоваться в зоне обработки и таким образом выровнять разницу температур в слоях (масло - диэлектрик, вода -электролит) для повышения качества обработки поверхностей отверстий при турбулентном перемещении масла в зоне обработке. Турбулентное движение масла из сопел позволяет локализовать его воздействие, ускоряя сбор и отвод продуктов обработки из межэлектродного зазора и интенсифицировать процесс охлаждения - как охлаждающая среда, способствуя минимальному контакту остальной части листа на лицевой или тыльной поверхностях при открытой, не защищенной зоне обработки с сохранением исходного состояния и свойства эпоксидной смолы, покрывающей лист углепластика сверху и снизу, а так же в слоях, то есть с сохранением защитных свойств связующего. Вариант использования токопроводящего и интенсивно теплопроводного материала на поверхности обрабатываемого металла, например, кремнистой стали, алюминия, качественно, плотно прилегающего к поверхности обрабатываемого листа, гарантирует, что режим обработки в пределах заявленного обеспечивает бездефектность поверхностных слоев и повышение качества и точность профилирования обработки отверстия. Экспериментально установлено, что увеличение толщины материала (пластины листа) более чем на 1,5 мм затрудняет процесс обработки увеличивается время обработки. Толщина же материала в пределах 1-1,5 мм ускоряет процесс и повышает гарантию получения бездефектной поверхности обеих сторон обрабатываемого листа и удовлетворяет требование оптимизации сочетания качество - производительность. Обработка заявляемого материала с открытыми для контакта с маслом поверхностями позволяют выиграть в производительности и гарантировать получение сквозного отверстия. Используя режим более жесткий - за пределами заявляемых параметров I, U, t или более мягкий - за пределами заявляемого, не гарантирует качество обработки этих поверхностей (снимается слой связующего, обнажается волокно), не гарантирует качества поверхности отверстия или не дает возможности проведения обработки, соответственно.
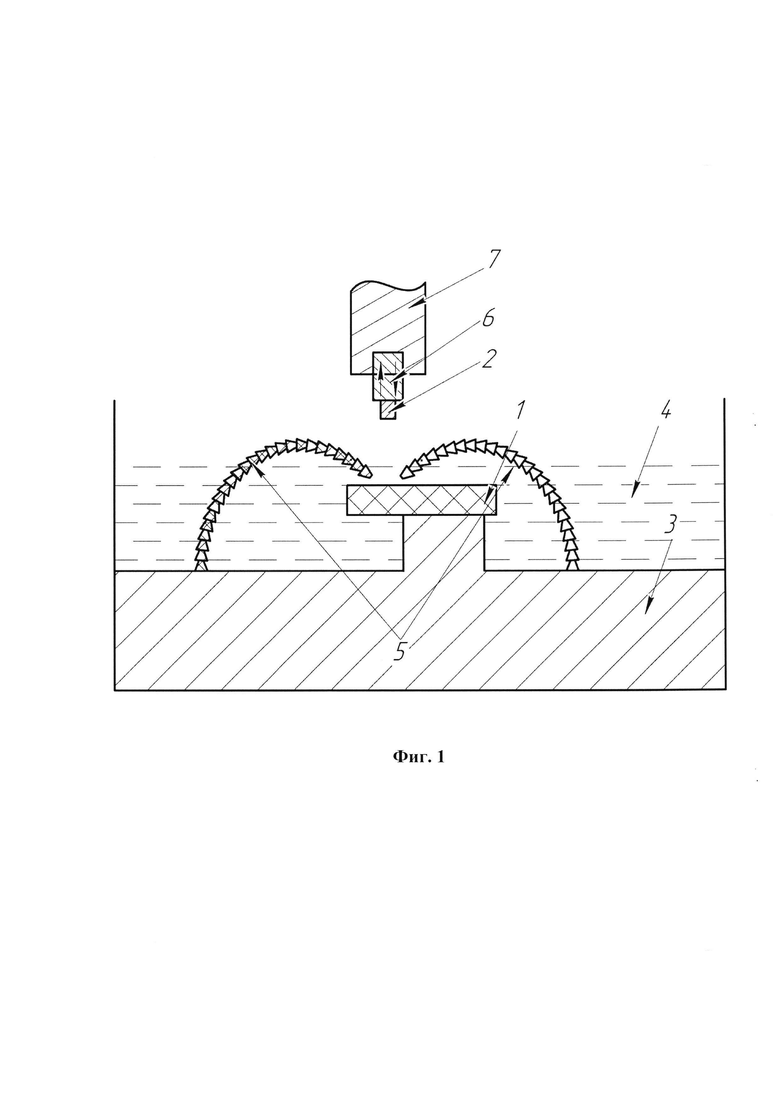
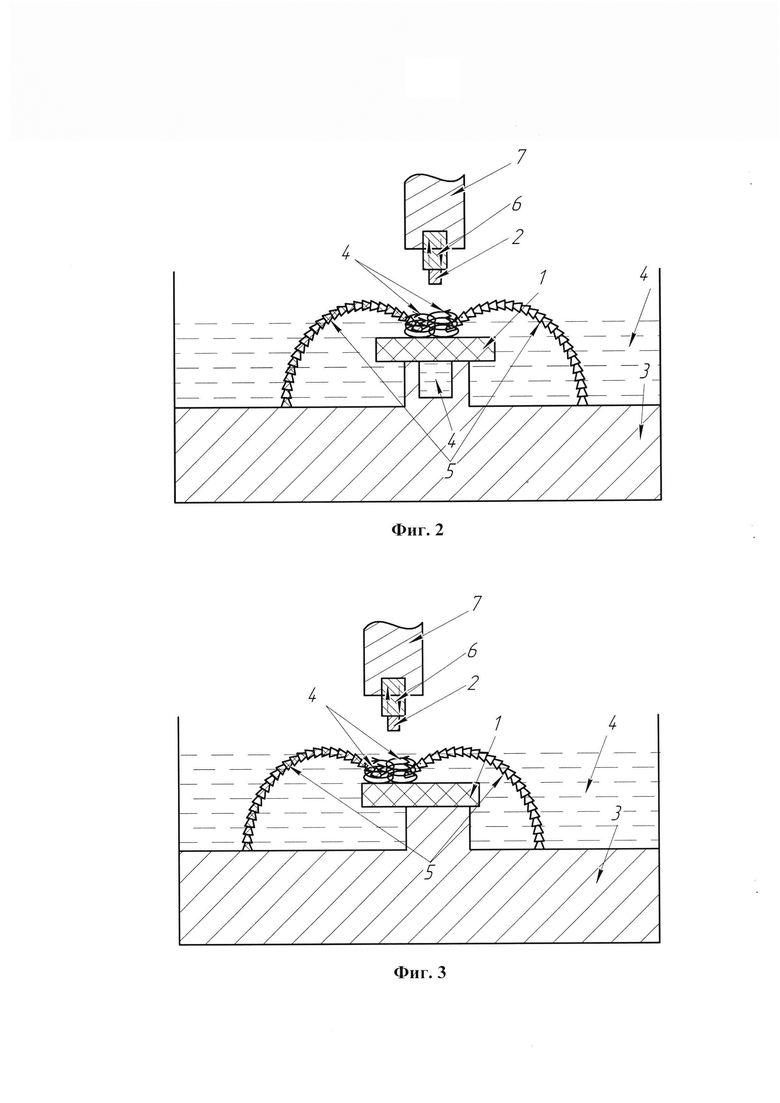
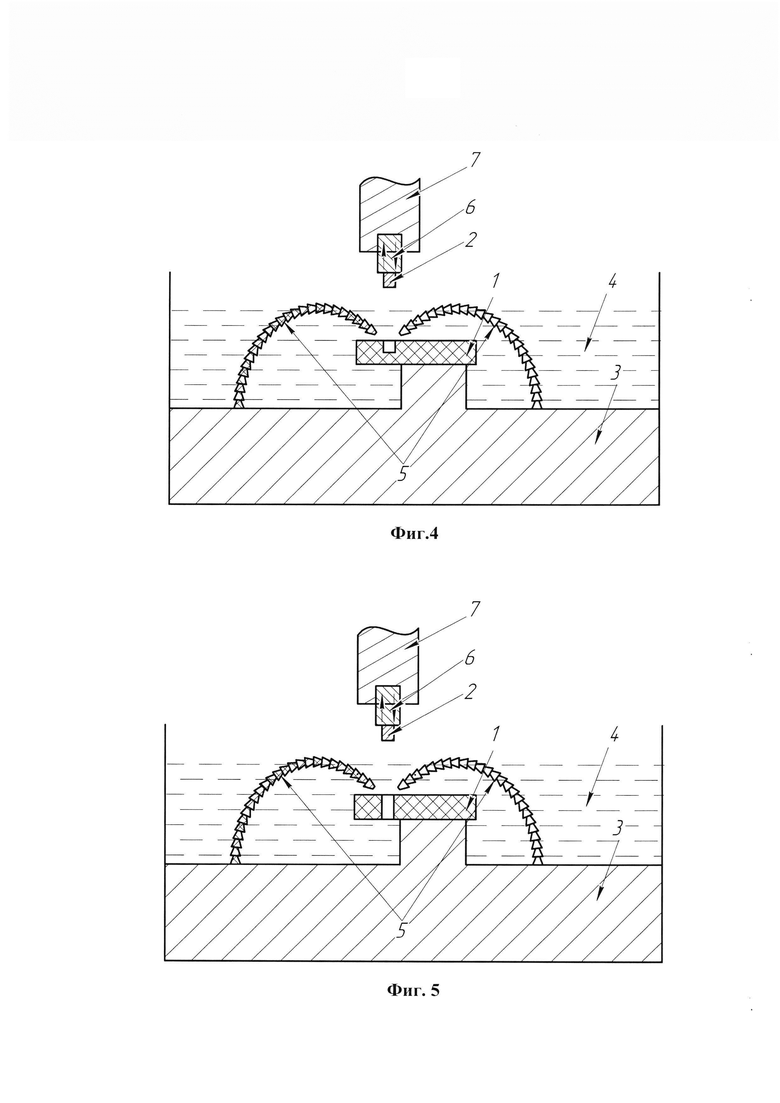
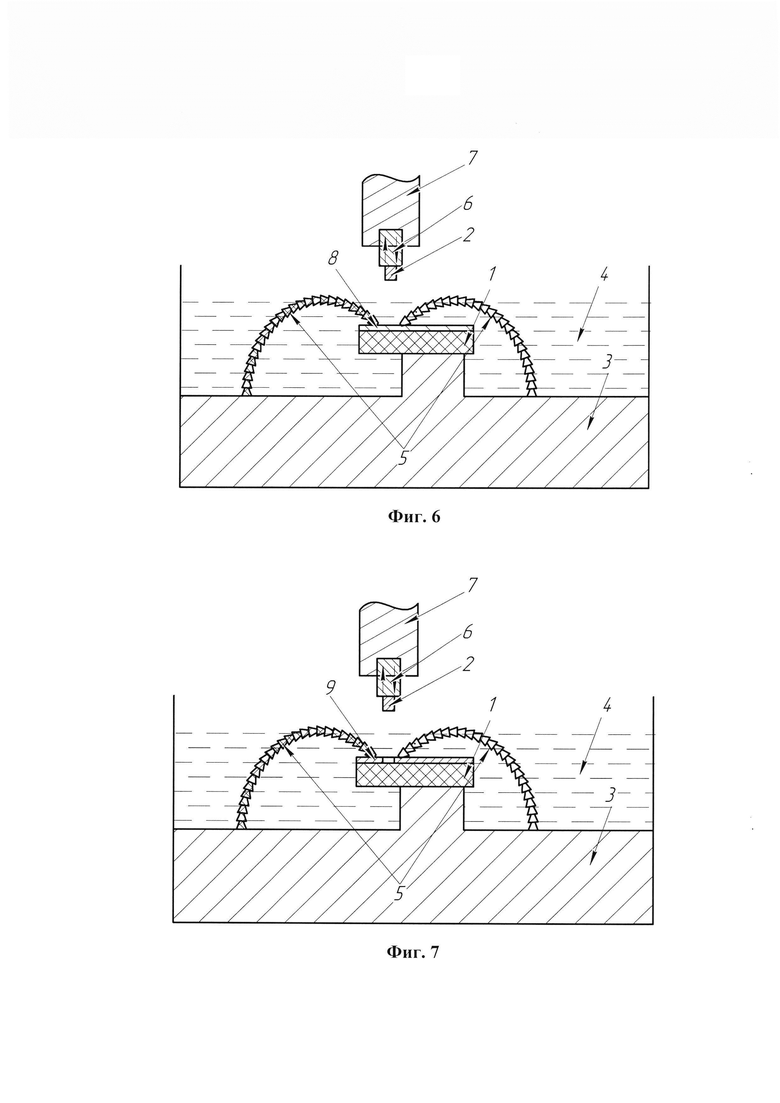
Изобретение поясняется иллюстративным материалом на фиг. 1-14, где 1 - композитный материал, 2 - электрод, 3 - опора, 4 - масло, 5 - сопло, 6 - державка, 7 - патрон, 8 - сплошной лист, 9 - шаблон:
Фиг. 1 - Схема установки;
Фиг. 2 - Схема турбулентного подвода охлаждающего реагента к зоне обработки при выполнении на опоре с глухим отверстием;
Фиг. 3 - Схема турбулентного подвода охлаждающего реагента к зоне обработки при выполнении на сплошной опоре, но с размещением обрабатываемого листа на опоре со смещением от центра той части, в которой предполагается создание глухого или сквозного отверстия;
Фиг. 4, 5 - Схема получения глухого (фиг. 4) и сквозного (фиг. 5) отверстий при незащищенной поверхности обрабатываемого листа по открытому типу (пример 1);
Фиг. 6 - Схемы защиты поверхности обрабатываемого диэлектрика путем плотного закрепления на нем сплошного листа-накладки из металла повышенной теплопроводности (пример 2);
Фиг. 7 - Схема защиты поверхности обрабатываемого диэлектрика путем плотного закрепления на нем металлического листа-шаблона, в котором предварительно выполнены сквозные отверстия с профилем, соответствующим профилю задаваемого отверстия в обрабатываемом диэлектрике (пример 3);
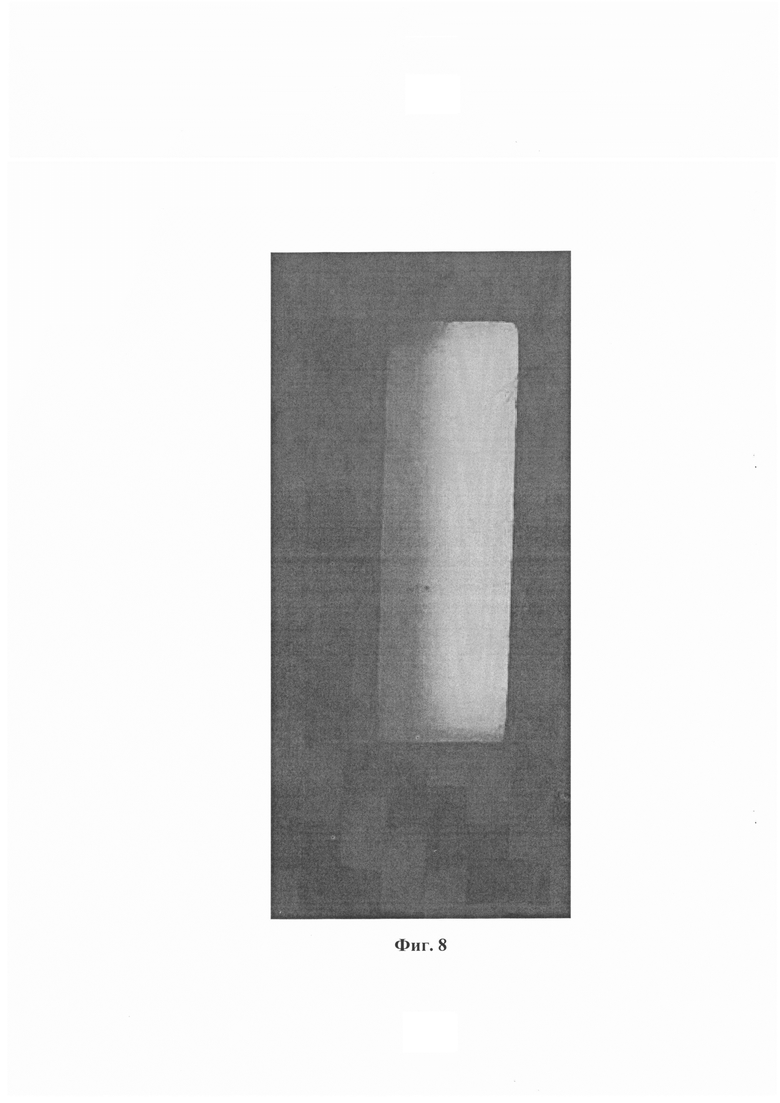
Фиг. 8 - Общий вид отверстия прямоугольного сечения, созданного в процессе прошивки листа из слоисто-волокнистого композита;
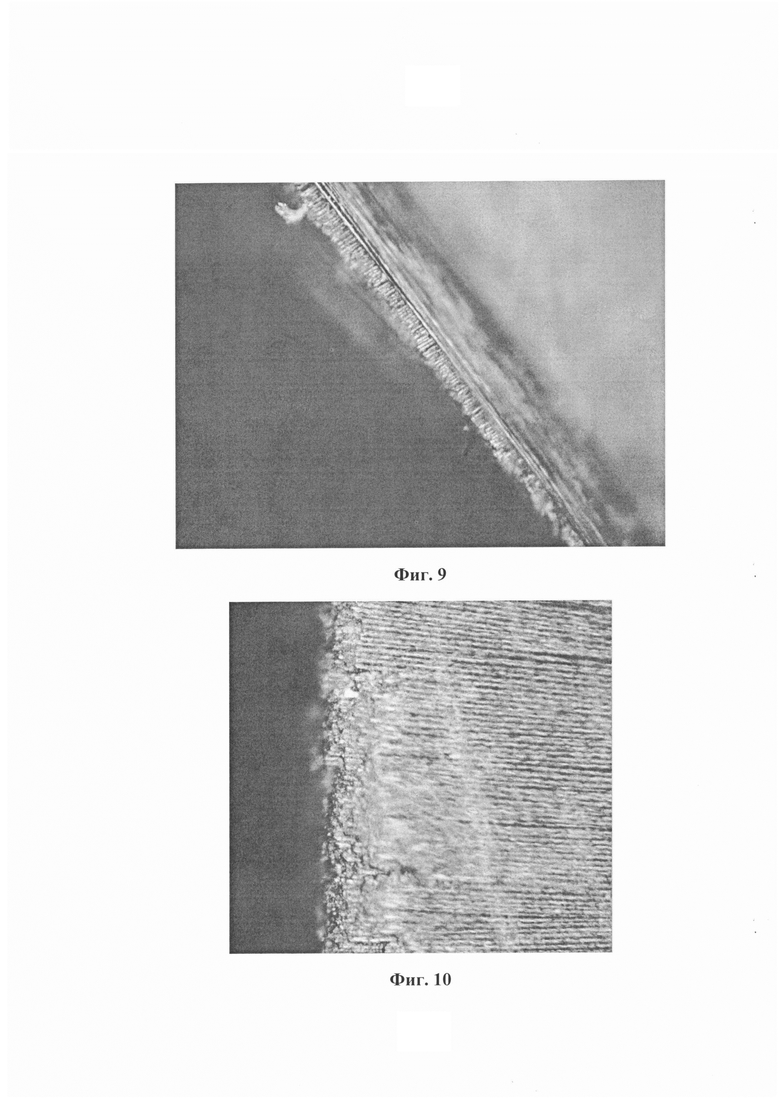
Фиг. 9, 10 - Поверхность листа, обработанного по примеру 1, в зоне обработки (кромка) (фиг. 9) и в отверстии (фиг. 10);
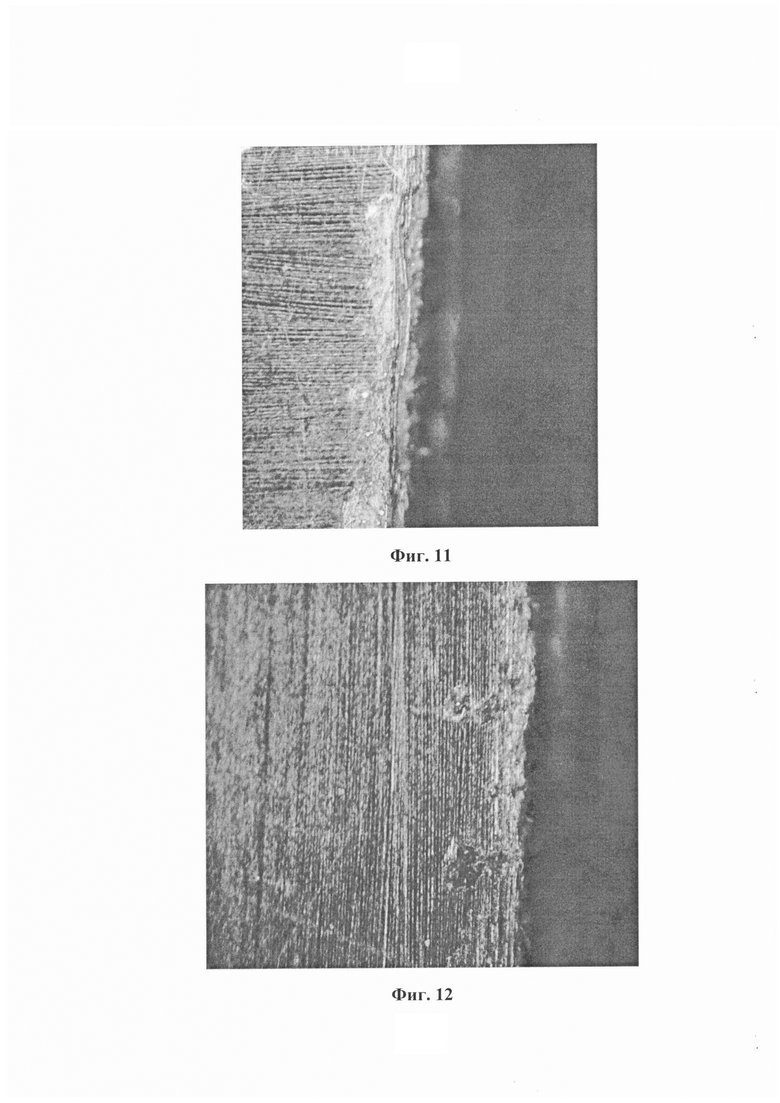
Фиг. 11, 12 - Поверхность листа, обработанного по примеру 2, в зоне обработки (кромка) (фиг. 11) и в отверстии (фиг. 12);
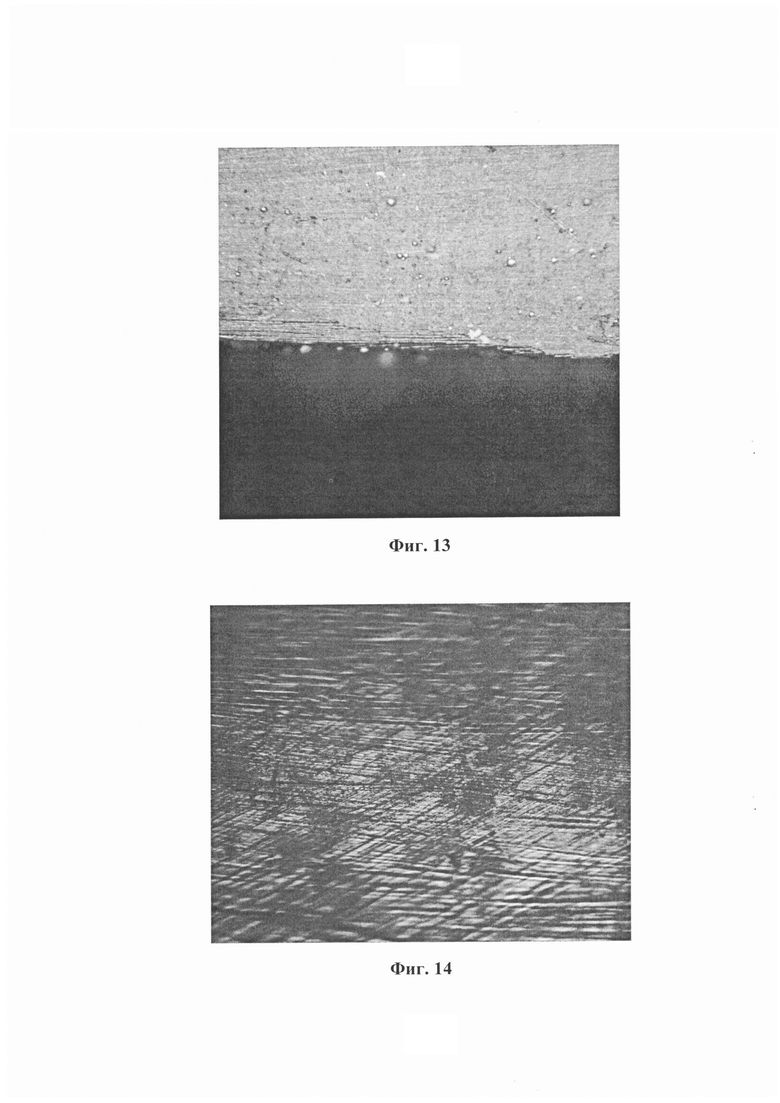
Фиг. 13, 14 - Поверхность листа, обработанного по примеру 3, в зоне обработки (кромка) (фиг. 13) и в отверстии (фиг. 14).
Способ осуществляют следующим образом.
В качестве материала обработки используют углепластик или стеклопластик - труднообрабатываемый диэлектрик. Например, ВКУ-2 - композиционный слоисто-волокнистый материал в виде листа, в котором в качестве наполнителя используют углеволокно в виде ткани, в качестве связующего - эпоксидное связующее типа ВСЭ-12-1.
Для создания глухих или сквозных профилированных (цилиндрическая, квадратная и др.) форм используют стационарное оборудование: электроэрозионный копировально-прошивной станок Electronica Smart cnc, или иное, которое способно решить поставленную трудную задачу - путем электроэрозионной прошивки листа слоисто-волокнистого анизотропного материала, к тому же диэлектрика, создать глухие или сквозные отверстия с заданным профилем сечения. Кроме того, что материал трудно обрабатываемый, то есть на получение результата требуется затраты большого количества времени, он покрыт связующим -эпоксидной смолой, которая в процессе обработки при возвратно-поступательном перемещении электрод-инструмента, разрушается на кромках отверстий за счет скалывания, развития высоких температур и неэффективного охлаждения поверхности в зоне обработки. При этом открывается доступ к ткани углеволокна или стекловолокна, распушая его в открытой части кромки, делая зону обработки в и вокруг отверстия дефектной, а изделие - с ухудшенными эксплуатационными свойствами. По этому, в электродержателе жестко, строго вертикально закрепляют электрод-инструмент над зоной обработки, над опорой листа композита обрабатываемого электроэрозионной прошивкой (фиг. 1). При этом для более эффективного отвода тепла из зоны обработки лист труднообрабатываемого материала (диэлектрика - волокнисто слоистого угле- или стеклопластика) или укладывают на опору, в котором выполнено отверстие для подвода охлаждающей среды к нижней поверхности листа, или укладывают со смещеним зоны обработки, позволяющей жидкой среде, охлаждающему реагенту, контактировать с обеими поверхностями обрабатываемого листа. В качестве охлаждающего реагента используют масло, которое подают к зоне обработки и в зону обработки следующим образом. После того как лист закрепили на опоре, масло из емкости в устройстве подают непрерывно к месту обработке в сопла, а из сопел на гибких трубопроводах подают с возможностью турбулентного перемещения по поверхности и с проникновением вглубь отверстия. При этом сопла размещены в зоне обработке один относительно другого так, чтобы обеспечить вращательное, турбулентное движение масла, усиливая отвод тепла в локальной зоне - зоне обработки для лучшего и более быстрого вывода продуктов обработки из отверстия и преимущественно для повышения точности и качества получаемого отверстия, и в конечном счете, повышения качества изделия как на поверхности листа, так и в отверстии. Степень качества и точности создаваемых отверстий в целом могут быть регулируемы за счет того что: электроэрозионную обработку проводят при открытой поверхности листа, только с жидкой средой - охлаждающим реагентом - маслом и оптимизацией режима обработки, обеспечивающего производительность процесса, удовлетворяющих заказчика в получении создаваемого, проектируемого отверстия и точность обработки. При этом всегда получают требуемое качество кромок у отверстий, поверхности отверстия (пример 1). Или электроэрозионную обработку проводят при предварительной защите листа обрабатываемого углепластика или стеклопластика сплошным тонким листом-накладкой токопроводящего материала (пример 2), интенсивно отводящего тепло от обрабатываемой поверхности (например, кремнистая нержавеющая сталь, алюминий и т.д.), при условии плотного прилегания поверхностей друг к другу для защиты от проникновения между ними жидкого реагента (масла к связующему), так как в зависимости от режима обработки оно может оказать разрушающее действие на связующее на поверхности листа. Электроэрозионную обработку проводят оптимизируя режим обработки, позволяющий электрод-инструменту прошить задаваемую толщину листа-накладки в начале, а затем и лист обрабатываемого волокнисто-слоистого пластика так, чтобы кромки отверстия в изделии сохранили исходные свойства, а поверхность отверстия была выполнена без войлокования и распушки волокон в отверстии. При этом варианте получают качественный профиль отверстий, но обработка длится дольше (пример 2). Или электроэрозионную обработку проводят при предварительной защите (кроме масла соответственно) обрабатываемого листа, так называемым шаблоном, путем создания в нем качественных сквозных отверстий заданного профиля, аналогично в обрабатываемом материале (пример 3). В качестве шаблона используют тонкий лист токопроводящего металла. Плотно закрепляют шаблон к обрабатываемому листу и, оптимизируя режим электроэрозионной обработки прошивкой, получают, соответственно параметрам отверстия в шаблоне, задаваемый профиль, глубину и размер отверстия в листе пластика, при этом обеспечивая строго вертикальное возвратно-поступательное перемещение электрод-инструмента перпендикулярно поверхности листа обрабатываемого композита, повышенное качество поверхности композита в зоне обработке (без реакции связующего на температуру и без пластифицирующего маслом воздействия на него, гарантируя повышение качества по сравнению с известными аналогичными решениями и заявленными вариантами 1 и 2) - ровная поверхность отверстия без структурных и других нарушений в слоях волокнисто-слоистого труднообрабатываемого материала. В данном варианте при оптимизации режима обработки (пример 3) процесс длится, в зависимости от глубины прошивки и создании глухих или сквозных отверстий, близко ко времени, затрачиваемом на обработку с использованием сплошной защиты (пример 2) токопроводящим материалом. В зависимости от варианта обработки (пример 1, 2, 3) оптимизируют подачу электроэнергии в условиях постоянного тока и учета силы тока, напряжения, время действия импульса тока к обрабатываемому материалу, соблюдая строго вертикальное перемещение электрод-инструмента в процессе создания отверстия и вращательное, турбулентное перемещение охлаждающего реагента в локализованной зоне обработки. Получают результат - повышение точности размера отверстий, качества поверхности на и в отверстии обрабатываемого материала, которое ранее признано исключительно труднообрабатываемым (пат. 2219029 МПК В23К 26/38).
Пример 1
Для обработки используют изделие в виде листа из труднообрабатываемого диэлектрика, представляющего собой слоисто-волокнистый материал - композит ВКУ-29 содержащий в слоях ткань из углеволокна, пропитанную эпоксидной смолой (ВСЭ-12-1). Для получения заданных свойств композит выполнен с поверхностями лицевой и тыльной качественной заливкой слоя эпоксидной смолы, надежно изолировав углеволокно от агрессивного внешнего воздействия и распушения. В качестве электрод-инструмента используют прямоугольный брусок из спресованной меди (Ml) размером 20×5 мм, который закрепляют жестко строго вертикально в держателе в установке Electronica smart cnc (фиг. 1). Обрабатываемый лист диэлектрика закрепляют на опоре. Охлаждающую среду (масло трансформаторное ГОСТ 982-80) подводят к месту, зоне обработки, под напором из сопел таким образом, чтобы она перемещалась турбулентно в локализованной части, где непосредственно создают отверстие в листе (фиг. 2, 3). На электрод-инструмент подают напряжение U=100 B, силу тока I=0,5-1 А, время действия импульса t=150 мкс. Опускают его на обрабатываемую поверхность листа и совершают возвратно-поступательно движение вдоль оси создаваемого отверстия. Обрабатываемые поверхности, лицевая и тыльная, полностью открыты для контакта с охлаждающей средой - маслом (фиг. 2, 3), которое за счет турбулентного перемещения в зоне обработке способствует интенсификации эффекта охлаждения этой поверхности, сохранению исходного состояния кромки отверстия, интенсивности процесса выноса продуктов разрушения из отверстия, интенсивнее проникая в межэлектродное пространство, и не задерживают их на поверхности, обеспечивая при искрении короткую дугу, ускоряя, тем самым, процесс прошивки в заданном режиме, а следовательно обеспечивается получение глухого или сквозного отверстия (фиг. 4, 5) за относительно короткое время. Для этого процесса режим обработки ниже указанного - недостаточен, а выше - приводит к сильному прижогу. Ограничение для получения качественной поверхности с обеих сторон обрабатываемого листа - гарантия создания сквозного отверстия с соблюдением точного профиля отверстия возможно при толщине обрабатываемого листа 1-1,5 мм. Глухие отверстия обрабатывают при силе тока 0,5 А, а сквозные - 1 А (фиг. 9, 10).
Пример 2
При использовании обрабатываемого листа из материала, описанного в примере 1, толщиной 2-3 мм, используют режим обработки: напряжение U=120 B, сила тока I=1-1.5 А, время действия импульса t=l50 мкс. Охлаждающая среда, масло трансформаторное, подают в режиме турбулентного перемещения в зону обработки (как в примере 1).
Поверхность листа до обработки плотно закрывают сплошным листом - накладкой из токопроводящего и интенсивно теплопроводящего материала (кремнистая сталь и т.д.) толщиной 1-1,5 мм (фиг. 6) для обеспечения сохранения поверхности с обеих сторон листа в исходном структурном состоянии без прижогов и деформации и для увеличения скорости обработки, а, следовательно, и производительности. Более тонкий лист легко деформируется, а более толстый требует большее время на обработку в целом, т.к. вначале получают отверстия в листе-накладке, затем продолжают прошивку и задают отверстия уже по шаблону с этим отверстием. В обрабатываемом диэлектрике получают задаваемые параметры отверстия. Для создания глухих отверстий используют режим обработки в пределах силы тока I=1 А, напряжение U=120 B, время действия импульса t=170 мкс. Для создания сквозных отверстий используют режим обработки в пределах: силы тока I=1.5 А, напряжение U=120 B, время действия импульса t=170 мкс. Последовательность обработки та же, что и в примере 1. Охлаждают зону обработки маслом, поступающим из сопел таким же образом, что и в примере 1. Использование режимов обработки с более низкими параметрами крайне не производительно, а с более высокими - приводит к ухудшению качества поверхности отверстия (раскрытию, распушению углеволокна и накоплению продуктов разрушения за счет плавления меди в этих продуктах и торможению процесса обработки).
Обработка, проводимая в пределах заявляемого режима, позволяет получить поверхности кромок с обеих сторон листа композита без прижогов бездефектную, сохранившую исходную структуру, а поверхность отверстия с минимальной шероховатостью (фиг. 11, 12).
Пример 3
Используют тот же электрод-инструмент что и в примере 2. Обработку проводят в той же последовательности, как и в примере 1, но на лист обрабатываемого композита (ВКУ-29 углепластик) плотно закрепляют перед обработкой тонкий лист - шаблон из токопроводящего, теплопроводного материала, толщиной 1-1,5 мм, после предварительно созданных в шаблоне сквозных отверстий в нем, с заданным электродом профилем (фиг. 7).
Прошивку проводят, заглубляя вначале электрод-инструмент в отверстие шаблона, а затем создают сквозное или глухое отверстие в обрабатываемом листе диэлектрика. Этот вариант обработки следует применять, создавая сквозные отверстия в листах большей, чем 3 мм толщины, в связи с большими сложностями как в обработке, так и в выводе продуктов обработки по мере углубления электрода-инструмента в толщину обрабатываемого листа. Обработку электроэрозионной прошивкой, с созданием, как глухих, так и сквозных отверстий (фиг. 8) проводят при режиме: напряжение U=150 B, а сила тока I=1,5-2 А, время действия импульса t=200 мкс. Охлаждающая среда - масло трансформаторное. Охлаждение и промывку межэлектродного зазора от продуктов обработки проводят при турбулентном движении охлаждающей среды, локализованном в зоне обработки, как и в примерах 1 и 2. В данном варианте обработки исключительно труднодеформируемого и большой толщины листа обязательным соблюдением является строгое сохранение вертикального положения электрод-инструмента в процессе обработки до его полного завершения, т.к. возвратно-поступательное перемещение внутри толстого листа постепенно приводит к увеличению межэлектродного зазора, как показали эксперименты. При этом искрение создает длинную дугу и, следовательно, температура в зоне обработке уменьшается, еще более затрудняя продвижение электрод-инструмента вглубь материала. При упоре в «дно» - еще необработанной части листа, электрод-инструмент, за счет увеличения межэлектродного зазора может отклониться от вертикали, если плохо закреплен, и приподнять шаблон. При этом охлаждающая среда успевает заполнить пространство между листами, и пластифицировать полимерную составляющую (эпоксидную смолу), ускорить нанесение на полимер покрытия в виде тонкого слоя меди. В результате получают дефектное изделие с размерами отверстия, не соответствующими проектируемым. В случае сохранения вертикального положения электрод-инструмента в процессе обработки и качественного выполнения отверстия в шаблоне получают поверхности изделия с обеих сторон обрабатываемого листа ВКУ-29 в исходном состоянии, края отверстия ровными, кромку отверстия - без дефектов (фиг. 13, 14), поверхность отверстия с минимальной шероховатостью. Проблему не соблюдения размера отверстия (если она важна) решают путем уменьшения параметров электрод-инструмента на величину зазора (проделав эксперимент перед обработки и установив величину этого зазора). Отклонение режима обработки от заявляемого режима в сторону увеличения параметров приводит к взаимодействию материала шаблона с материалом обрабатываемого листа, делая зону обработки дефектной. В отверстии же происходит войлокование продуктов обработки с получением дефектного изделия. В целом, при соблюдении режимов обработки в пределах заявленного получают основное - создают отверстия, как глухие, так и сквозные. При этом края отверстий ровные бездефектные (без прижога) с сохранением исходного состояния поверхности с обеих сторон листа, а качество поверхности отверстия удовлетворяет требованием условий эксплуатации изделия. Отклонение режима обработки от заявляемого в сторону уменьшения - затрудняет процесс обработки в создании глухих отверстий и делает не реальным созданием сквозных отверстий.
Заявляемый способ электроэрозионной прошивки отверстий имеет следующие преимущества перед прототипом:
- впервые электроэрозионной прошивкой обрабатывают детали, относящиеся к углепластикам, стеклопластикам, то есть к исключительно труднообрабатываемым материалам, так как это композиты, состоящие из наполнителя, волокнистого, анизотропного, с высокой температурой разрушения наполнителя и низкой - связующего, а тем более для получения качественной поверхности отверстий в изделии, тем более - поверхностей обрабатываемого диэлектрика.
- способ позволяет получить качественно выполненную заготовку изделия, оптимизировав режим обработки.
- способ расширяет функциональные возможности жидкой среды: масло используют в качестве охлаждающей жидкой среды (в отличие от прототипа). Масло функционирует и как среда, интенсифицирующая вывод продуктов обработки из межэлектродного зазора, но не вступающая в реакцию с материалами, не контактирующая в слоях с ним, и обладающая диэлектрическими свойствами (в отличие от электролита - воды, в прототипе) и более высокой вязкостью, а так же за счет турбулентного движения масла и возвратно-поступательного перемещения электрода при прошивке отверстий усиливающей действие охлаждающей среды (в отличие от прототипа).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ПРОВОЛОЧНОЙ ВЫРЕЗНОЙ ОБРАБОТКИ | 2021 |
|
RU2772410C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ПРОШИВКИ ОТВЕРСТИЯ ЭЛЕКТРОД-ИНСТРУМЕНТОМ | 2022 |
|
RU2802609C1 |
| СПОСОБ ТЕКСТУРИРОВАНИЯ ПОВЕРХНОСТИ МЕТАЛЛА | 2019 |
|
RU2721245C1 |
| Способ микротекстурирования поверхностного слоя керамических пластин электроэрозионной обработкой | 2020 |
|
RU2751606C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ОТВЕРСТИЙ | 2009 |
|
RU2430816C2 |
| Роботизированное устройство для прошивки и обработки отверстий в изделии | 2023 |
|
RU2824368C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2707672C2 |
| Способ электроэрозионной обработки отверстий малого диаметра | 2020 |
|
RU2747841C1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ ПОРОШКОВОЙ МЕДИ | 2021 |
|
RU2773060C1 |
| Способ изготовления глубоких отверстий малых диаметров с повышенными точностными характеристиками в корпусных деталях, изготовляемых из деформируемых материалов | 2020 |
|
RU2751934C1 |
Изобретение относится к электроэрозионной обработке, в частности к электроэрозионной прошивке отверстий в труднообрабатываемых композиционных слоисто-волокнистых материалах, содержащий углеволокно. Способ включает обработку листового композиционного слоисто-волокнистого материала, содержащего углеволокно, электродом-инструментом, подключаемым к минусу источника тока. Охлаждающую рабочую среду в виде трансформаторного масла непрерывно подают в зону обработки с обеспечением его турбулентного перемещения по поверхности обрабатываемого листа, интенсивного проникновения в межэлектродный зазор и вывода из него продуктов обработки. Обеспечивают строго вертикальное возвратно-поступательное перемещение электрода-инструмента, перпендикулярное поверхности листового материала, который обрабатывают при следующем режиме: сила тока 0,5-2 А, напряжение 100-120 В, время действия импульса 150-200 мкс. Поверхность листового материала сохраняют открытой или закрывают путем плотного закрепления на нем тонкого листа из токопроводящего, теплопроводного металла толщиной 1-1,5 мм в виде сплошного листа - накладки или листа-шаблона, имеющего сквозные отверстия заданного профиля, аналогичные прошиваемым. Техническим результатом является оптимизация режима электроэрозионной прошивки отверстий, обеспечивающего улучшение качества обработанной поверхности композиционного слоисто-волокнистого материала по всей глубине отверстия и сохранение исходного состояния поверхностных слоев связующего. 3 пр., 14 ил.
Способ электроэрозионной прошивки отверстий в листовом материале, включающий обработку листового материала электродом-инструментом при подаче охлаждающей рабочей среды в зону обработки, при которой электрод-инструмент подключают к минусу источника тока, а обрабатываемый материал - к плюсу, отличающийся тем, что в качестве обрабатываемого листового материала используют композиционный слоисто-волокнистый материал, содержащий углеволокно, а в качестве охлаждающей рабочей среды используют трансформаторное масло, которое в зону обработки подают непрерывно из сопел с обеспечением его турбулентного перемещения по поверхности обрабатываемого листа, интенсивного проникновения в межэлектродный зазор и вывода из него продуктов обработки, а при обработке обеспечивают строго вертикальное возвратно-поступательное перемещение электрода-инструмента, перпендикулярное поверхности листового материала, который обрабатывают при следующем режиме: сила тока 0,5-2 А, напряжение 100-120 В, время действия импульса 150-200 мкс, причем в процессе обработки поверхность листового материала сохраняют открытой, обеспечивая контактирование охлаждающей рабочей среды с обеими поверхностями листа, или поверхность листового материала закрывают путем плотного закрепления на нем тонкого листа из токопроводящего, теплопроводного металла толщиной 1-1,5 мм в виде сплошного листа - накладки или листа-шаблона, имеющего сквозные отверстия заданного профиля, аналогичные прошиваемым глухим или сквозным отверстиям в обрабатываемом листовом материале.
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ПРОШИВКИ ОТВЕРСТИЙ | 2012 |
|
RU2522864C2 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ПРОШИВКИ ОТВЕРСТИЙ | 2012 |
|
RU2537410C2 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ДИЭЛЕКТРИКОВ | 1992 |
|
RU2024367C1 |
| Автомобильная газонаполнительная компрессорная станция | 2015 |
|
RU2617539C1 |
| US 5500505 A1, 19.03.1996. | |||

