Изобретение относится к области обработки металлов давлением, а именно к способам изготовления листовых полуфабрикатов из двухфазных титановых сплавов с применением пакетной прокатки, которые могут быть использованы в аэрокосмической, энергетической, химической отраслях промышленности, машиностроении и других областях производства.
Титановые сплавы являются перспективными конструкционными материалами для различных отраслей промышленности. Широкое их применение связано с присущим титану и его сплавам комплексу свойств: высокой удельной прочности, коррозионной стойкости во многих агрессивных средах, сопротивлению усталостным нагрузкам, повышенной жаропрочности при температурах эксплуатации до 600°С.
Одним из изделий повышенного спроса являются тонкие листы из двухфазных титановых сплавов, характеризующихся пониженной технологической пластичностью, высоким сопротивлением деформации, узким температурным интервалом обработки давлением, высокой чувствительностью к перегреву, активным взаимодействием с окружающей атмосферой. Например, тонкие листы из этих сплавов широко применяются для дальнейшей формовки в режиме сверхпластичности, что требует повышенной пластичности материала листов. С ростом потребности в листовых материалах с повышенными свойствами в промышленности возникает потребность в усовершенствовании методов прокатки.
Вследствие повышенной склонности двухфазных титановых сплавов к упрочнению при холодной пластической деформации, сопровождающейся потерей пластичности, получение тонких листов холодной прокаткой затруднено, поэтому листы традиционно получают горячей прокаткой. Однако, горячая прокатка в обычных условиях возможна при наличии большого числа проходов и, соответственно, нагревов, что приводит к значительному окислению и газонасыщенности металла. При этом полистный способ не обеспечивает требуемое текстурное состояние, формирование которого осуществляется в узком температурном интервале. Поэтому получение тонких листов производят с использованием на заключительных этапах пакетной прокатки. Пакет собирается из нескольких листовых заготовок подката титанового сплава, сверху и снизу закрывается металлическими крышками - обкладками, которые обвариваются между собой с помощью металлических стержней - вкладышей. Собранный таким образом пакет помещается в печь для нагрева, после чего он прокатывается за регламентированное количество проходов до заданной толщины, с наличием в отдельных случаях промежуточных подогревов.
Следует отметить, что изготовление тонких листов с применением пакетной прокатки является весьма затратным и трудоемким процессом, вызывающим высокие потери металла. При этом существенную долю в структуре затрат занимает процесс подготовки листовой заготовки - подката, который, как правило, получают посредством полистной прокатки.
Поэтому при увеличении потребности в тонких листах перед специалистами возникает задача в повышении эффективности способов изготовления листов при обеспечении высокого качества материала.
Известен способ изготовления тонких листов из псевдо-альфа титановых сплавов, включающий деформацию слитка в сляб, механическую обработку сляба, многопроходную прокатку сляба на подкат, резку подката на листовые заготовки, их сборку в пакет и его прокатку и адъюстажные операции, при этом деформацию слитка в сляб осуществляют путем его нагрева до температуры на 150÷250°С выше температуры полиморфного превращения (далее - ТПП) и деформации с суммарной степенью деформации 30÷60%, последующего нагрева до температуры на 100÷200°С выше ТПП и деформации с суммарной степенью деформации 40÷70%, многопроходную прокатку сляба осуществляют в несколько этапов, на которых сляб нагревают до температуры на 90÷150°С выше ТПП и прокатывают с суммарной степенью деформации при этой температуре 50÷80%, степенью деформации за проход 10÷20% и дополнительными нагревами после достижения степени деформации 25÷35%, подкат нагревают до температуры на 30÷60°С ниже ТПП и прокатывают с суммарной степенью деформации при этой температуре 15÷25% и степенью деформации за проход 5÷10%, подкат нагревают до температуры на 80÷120°С выше ТПП и прокатывают с суммарной степенью деформации при этой температуре 50÷80%, степенью деформации за проход 10÷20% и дополнительными нагревами после достижения степени деформации 25÷35%, подкат нагревают до температуры на 50÷70°С ниже ТПП и прокатывают с суммарной деформацией при этой температуре 40÷65%, степенью деформации за проход 5÷10% и дополнительными нагревами после достижения степени деформации 15÷25%, после разрезки подката на листовые заготовки проводят их адъюстажные операции, сборку листовых заготовок в пакет осуществляют с укладкой таким образом, чтобы направление листов предыдущей прокатки было перпендикулярно направлению листов последующей прокатки, прокатку пакета на готовый размер ведут путем нагрева до температуры на 70÷100°С ниже ТПП и прокатки с суммарной степенью деформации 55÷70%, степенью деформации за проход 10÷20% и дополнительными нагревами пакета после достижения степени деформации 25÷35%, затем из пакета извлекают полученные листы и проводят адъюстажные операции (Патент РФ №2522252, публ. 10.07.2014, МПК C22F 1/18, В21В 3/00).
Известный способ разработан для производства тонких листов из псевдо-α-титановых сплавов и не учитывает особенности термомеханической обработки двухфазных титановых сплавов.
Известен способ изготовления тонких листов из высокопрочных титановых сплавов, включающий подготовку карточных заготовок, сборку пакета в стальном кейсе, нагрев и горячую прокатку пакета, термообработку, раскрой пакета и отделочные операции листов, при этом перед первой прокаткой карточные заготовки нагревают до температуры на 50-150°С выше температуры полиморфного превращения, выдерживают в течение 15-50 мин и закаливают с охлаждением в воде, горячую прокатку пакета в кейсе, нагретом до температуры 650-750°С, первоначально осуществляют в продольном или поперечном направлении относительно направления прокатки исходной заготовки с суммарной степенью деформации 61-70%, а последующую горячую прокатку пакета в кейсе осуществляют в направлении, перпендикулярном направлению первой прокатки пакета при тех же температурно-деформационных параметрах, после прокатки кейс подвергают отжигу при температуре 650-700°С с выдержкой 30-60 мин (Патент РФ №2243833, публ. 10.01.2005, МПК В21В 1/38).
В известном способе подготовка листовых заготовок - подката осуществляется карточным способом, применение которого снижает выход годного металла из-за необходимости деления заготовок на части и дополнительных травлений на промежуточных этапах, а также приводит к повышению трудоемкости из-за наличия двух этапов пакетной прокатки. Карточный способ требует проведения дополнительных горячих прокаток и осмотров подката. Кроме того, использование пониженной температуры прокатки пакетов служит причиной формирования неблагоприятного текстурного состояния листов.
Известен способ изготовления особо тонких листов из высокопрочных титановых сплавов, включающий получение исходной листовой заготовки, сборку пакета из листовых заготовок с обмазывающим покрытием с использованием кейса, горячую прокатку и термообработку пакета, разделение и отделку поверхности полученных листов. В известном способе получение исходной заготовки осуществляют прокаткой сляба в полосу до определенной толщины, смоткой ее в рулон и последующей резкой на листы, а прокатку пакета проводят при температуре ниже температуры рекристаллизации сплава, при этом кейс состоит, по крайней мере, из одной секции, внутри которой размещают не более трех листов, секции между собой разделены обкладками, аналогичными обкладкам кейса, выполненным из титановых сплавов с меньшим сопротивлением деформации, чем сплав заготовок, и с толщиной, обеспечивающей устойчивость формы сечения при прокатке (Патент РФ №2381297. МПК В21В 3/00, C22F 1/18, публ. 10.02.2010) - прототип.
Листы, изготовленные в соответствии с прототипом, обладают низким уровнем механических свойств, в частности пластичности, из-за недостаточной проработки структуры. Кроме того, указанное в способе получение исходной заготовки для пакетной прокатки относительной толщиной h3/hk=2,0-6,0 где h3 - толщина исходной листовой заготовки, мм, hk-конечная толщина готовых листов, мм, при hk менее 0,3 мм является затруднительным, т.к. требует большого количества технологических операций, что влечет за собой снижение выхода годного и повышение трудоемкости.
Задачей, на решение которой направлено данное изобретение, является разработка низкозатратного способа изготовления тонких листов из двухфазных титановых сплавов при обеспечении высокого качества листов.
Техническими результатами, достигаемыми при осуществлении изобретения, являются увеличение производительности процесса, повышение выхода годного металла, улучшение значений механических свойств и структуры листов.
Технический результат достигается тем, что в способе получения тонких листов из двухфазных титановых сплавов, включающий предварительную термомеханическую обработку слитка в β и (α+β)-области с получением сляба, многоэтапную прокатку сляба с получением подката, резку подката на листовые заготовки, прогладку листовых заготовок, сборку их в пакет, прокатку листовых заготовок в листы в составе пакета и термоадъюстажные операции листов после пакетной прокатки, согласно изобретению предварительную термомеханическую обработку слитка осуществляют в два этапа: на первом этапе слиток деформируют в β-области со степенью относительной деформации не менее 50% за этап, на втором этапе проводят деформацию заготовки в (α+β)-области со степенью 25…50% за этап с получением сляба, многоэтапную прокатку сляба проводят в три этапа: на первом этапе осуществляют прокатку сляба в полосу при температуре нагрева металла выше ТПП на 90…180°С со степенью относительной деформации за этап 50…95%, на втором этапе полосу прокатывают при температуре нагрева металла выше ТПП на 30…80°С со степенью относительной деформации за этап 30…70% с последующей смоткой полосы в рулон, на третьем этапе проводят рулонную прокатку полосы с получением подката при температуре нагрева металла выше ТПП на 70…120°С со степенью относительной деформации за этап 30…70%, а пакетную прокатку проводят в поперечном направлении при температуре нагрева пакета ниже ТПП на 50…100°С со степенью суммарной относительной деформации листовой заготовки 50…80%. Кроме того, прогладку листовых заготовок осуществляют при температуре нагрева металла 650…850°С.
Способ реализуется следующим образом.
Для изготовления листового проката выплавленный и механически обработанный слиток нагревают до температур β-области и деформируют со степенью относительной деформации не менее 50%. Деформация слитка на первом этапе разрушает литую структуру, усредняет химический состав сплава, уплотняет заготовку, устраняя такие литейные дефекты, как пустоты, раковины и др. Второй этап термомеханической обработки слитка проводят после нагрева заготовки до температур (α+β)-области и деформации со степенью 25…50% за этап с получением сляба, что разрушает большеугловые границы зерен, увеличивая плотность дислокаций, т.е. осуществляется деформационный наклеп. Для полного удаления поверхностных дефектов полученного сляба целесообразно проводить его механическую обработку со всех сторон на глубину не менее 5 мм. Металл сляба имеет повышенную внутреннюю энергию для создания деформационного наклепа, и первый этап прокатки сляба в полосу при температуре нагрева металла выше ТПП на 90…180°С со степенью относительной деформации за этап 50…95% сопровождается рекристаллизацией с измельчением зерна. На втором этапе полосу прокатывают при температуре нагрева металла выше ТПП на 30…80°С со степенью относительной деформации за этап 30…70% с последующей смоткой полосы в рулон, что позволяет за счет оптимального сочетания температуры и деформации получить нужную толщину полосы под последующую рулонную прокатку. Дальнейшая смотка полосы в рулон дает возможность получить полосу нужной длины без ограничения по длине раскатного рольганга.
На третьем этапе проводят рулонную прокатку полосы с получением подката при температуре нагрева рулона между проходами выше ТПП на 70…120°С со степенью относительной деформации за этап 30…70%. Рулонная прокатка за счет применения вышеперечисленных параметров, а так же благодаря созданию переднего и заднего натяжения позволяет за регламентированное количество проходов получить полосу заданной минимальной толщины приемлемого качества, обойти ограничения раскатного рольганга по длине, а также исключить промежуточные этапы изготовления (дополнительные прокатки, деление заготовок на части, травления заготовок), значительно повышающие операционные затраты.
После рулонной прокатки осуществляют резку подката на листовые заготовки. Для выравнивания рулонной кривизны листовые заготовки подвергают прогладке при температуре нагрева металла 650…850°С.
Далее заготовки укладывают в пакет и прокатывают в поперечном направлении при температуре нагрева пакета ниже ТПП на 50…100°С со степенью суммарной относительной деформации листовой заготовки 50…80%. Изменение направления прокатки позволяет получить минимальную анизотропию механических свойств. Температурный интервал нагрева и степень деформации на данном этапе позволяет увеличить уровень измельчения и коагулирования первичной α-фазы. что способствует получению равноосного зерна обеспечивающего равномерные показатели механических свойств во всех направлениях.
Промышленная применимость подтверждается конкретным примером выполнения изобретения.
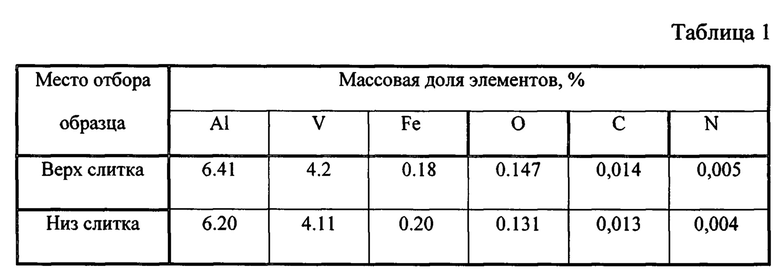
Для получения листов толщиной 0,6 мм был выплавлен слиток из двухфазного титанового сплава Ti-6A1-4V, химический состав которого приведен в табл. 1. Температура полиморфного превращения сплава, определенная металлографическим методом, составила 968°С.
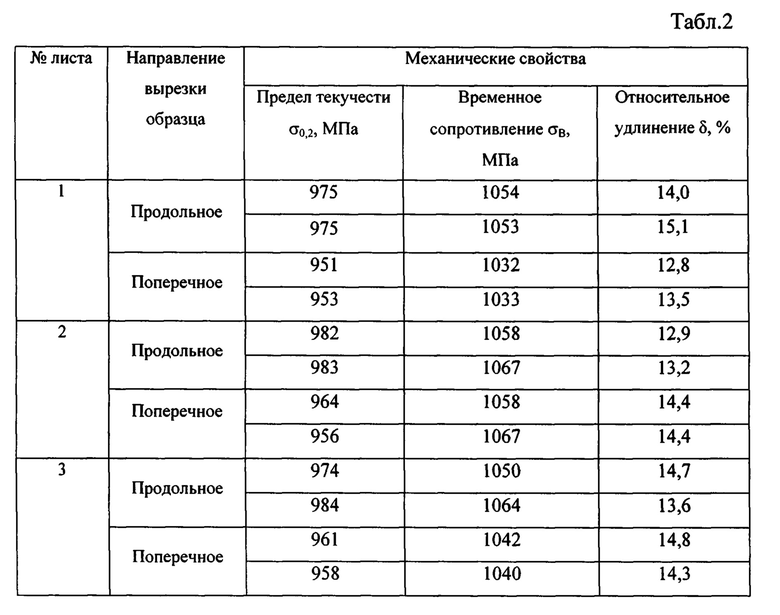
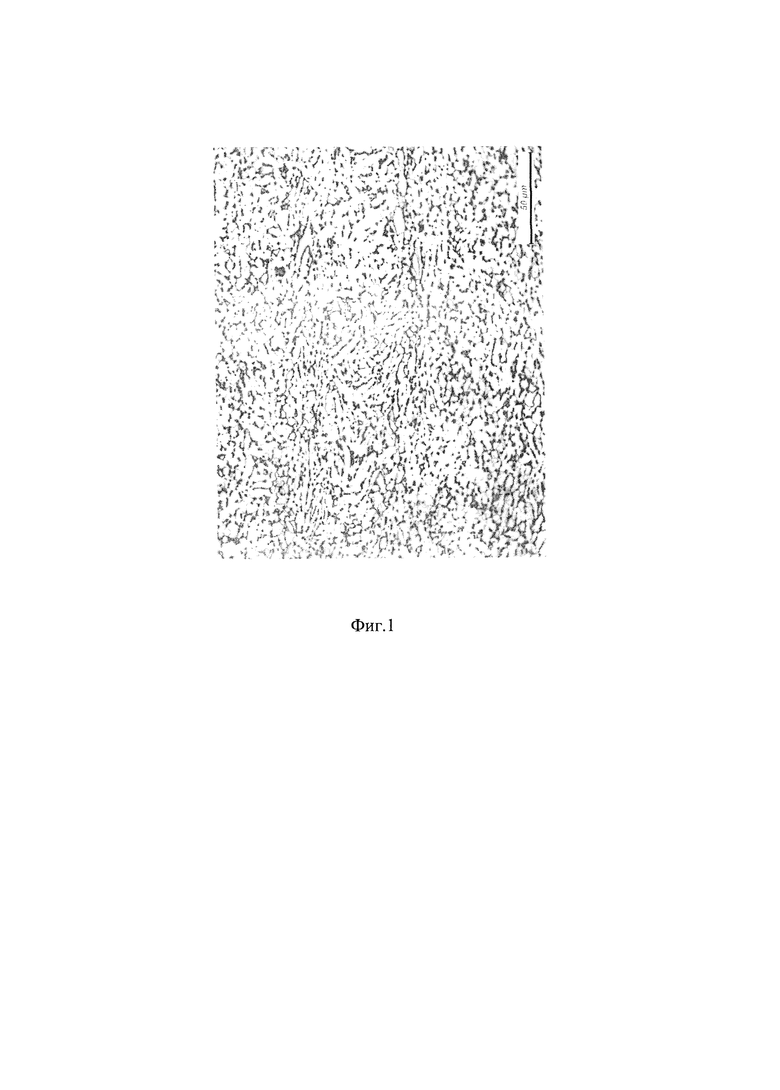
После проведения деформации посредством ковки при температурах, соответствующих β-области, а затем ковки при температурах (α+β)-области, из слитка получали сляб толщиной 210 мм с последующей механической обработкой всех граней сляба. Затем сляб нагревали до температуры 1068°С (на 100°С выше ТПП) и прокатывали в полосу на толщину 17,5 мм (степень деформации за этап 91%). На втором этапе полосу нагревали до температуры 1000°С (на 32°С выше ТПП), прокатывали на толщину 7 мм (степень деформации за этап 60%) и сматывали полосу в рулон. После чего рулоны нагревали в моталках прокатного стана до температуры 1050°С (на 82°С выше ТПП) и осуществляли рулонную прокатку полосы в подкат на толщину 2,8 мм (степень деформации за этап 60%). После рулонной прокатки проводили резку рулона на листовые заготовки, прогладку листовых заготовок при температуре 750°С. Далее заготовки укладывали в пакет и прокатывали пакетом в поперечном направлении при температуре нагрева пакета 900°С (на 68° ниже ТПП) на толщину листовой заготовки 0,9 мм (степень деформации за этап 60%). После извлечения из пакетов и разделения на прокатанных листах осуществляли термоадъюстажные операции, механические испытания, резку в готовый размер, в результате чего получены готовые листы толщиной 0,6 мм. Механические свойства листов на растяжение при комнатной температуре в отожженном состоянии приведены в табл. 2. Угол изгиба в продольном и поперечном направлениях листов составил 105° на оправке диаметром 5,4 мм. Фотография типичной микроструктуры листов в поперечном направлении при 500-кратном увеличении представлена на фиг. 1.
Анализ микроструктуры листов показал, что структура равноосная, близка к глобулярной, с размером зерен 5 мкм. Качество поверхности листов соответствовало всем требованиям нормативной документации, трещин и расслоений не зафиксировано.
Таким образом, предлагаемый способ позволяет получать высококачественные листы из двухфазных титановых сплавов с высокой производительностью и увеличением выхода годного металла в среднем на 7%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ОСОБО ТОНКИХ ЛИСТОВ ИЗ ТИТАНОВОГО СПЛАВА Ti-6,5Al-2,5Sn-4Zr-1Nb-0,7Mo-0,15Si | 2015 |
|
RU2583567C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ДВУХФАЗНОГО ТИТАНОВОГО СПЛАВА И ИЗДЕЛИЕ ИЗ ЭТИХ ЛИСТОВ | 2013 |
|
RU2555267C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВ ИЗ ТИТАНОВОГО СПЛАВА Ti-6Al-4V | 2008 |
|
RU2381296C1 |
| ХОЛОДНОКАТАНАЯ ПОЛОСА ДЛЯ ИЗГОТОВЛЕНИЯ КОРРОЗИОННО-СТОЙКИХ КОМПОНЕНТОВ ОБОРУДОВАНИЯ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2022 |
|
RU2808020C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ | 2013 |
|
RU2522252C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВ ИЗ ПСЕВДО-АЛЬФА ТИТАНОВЫХ СПЛАВОВ | 2015 |
|
RU2595196C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ | 2011 |
|
RU2487962C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВ ИЗ ТИТАНОВОГО СПЛАВА ОТ4 | 2017 |
|
RU2641214C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОКАТА ИЗ ТИТАНОВОГО СПЛАВА МАРКИ ВТ8 | 2018 |
|
RU2691471C1 |
| Способ изготовления листов из сплава Ti - 6Al - 2Sn - 4Zr - 2Mo с регламентированной текстурой | 2015 |
|
RU2624748C2 |
Изобретение относится к изготовлению тонких листов из двухфазных титановых сплавов. Осуществляют предварительную термомеханическую обработку слитка в β и α+β-области с получением сляба, многоэтапную прокатку сляба с получением подката, резку подката на листовые заготовки, прогладку листовых заготовок, сборку их в пакет, прокатку листовых заготовок в листы в составе пакета и термоадъюстажные операции листов после пакетной прокатки. Предварительную термомеханическую обработку слитка осуществляют в два этапа: на первом этапе слиток деформируют в β-области со степенью относительной деформации не менее 50% за этап, на втором этапе проводят деформацию заготовки в (α+β)-области со степенью 25-50% за этап с получением сляба. Многоэтапную прокатку сляба проводят в три этапа: на первом этапе осуществляют прокатку сляба в полосу при температуре нагрева металла выше температуры полиморфного превращения (ТПП) на 90-180°С со степенью относительной деформации за этап 50-95%, на втором этапе полосу прокатывают при температуре нагрева металла выше ТПП на 30-80°С со степенью относительной деформации за этап 30-70% с последующей смоткой полосы в рулон, на третьем этапе проводят рулонную прокатку полосы с получением подката при температуре нагрева металла выше ТПП на 70-120°С со степенью относительной деформации за этап 30…70%. Пакетную прокатку проводят в поперечном направлении при температуре нагрева пакета ниже ТПП на 50-100°С со степенью суммарной относительной деформации листовой заготовки 50-80%. В результате увеличивается производительность процесса, повышается выход годного металла, улучшаются механические свойства и структура листов. 1 з.п. ф-лы, 1 ил., 2 табл., 1 пр.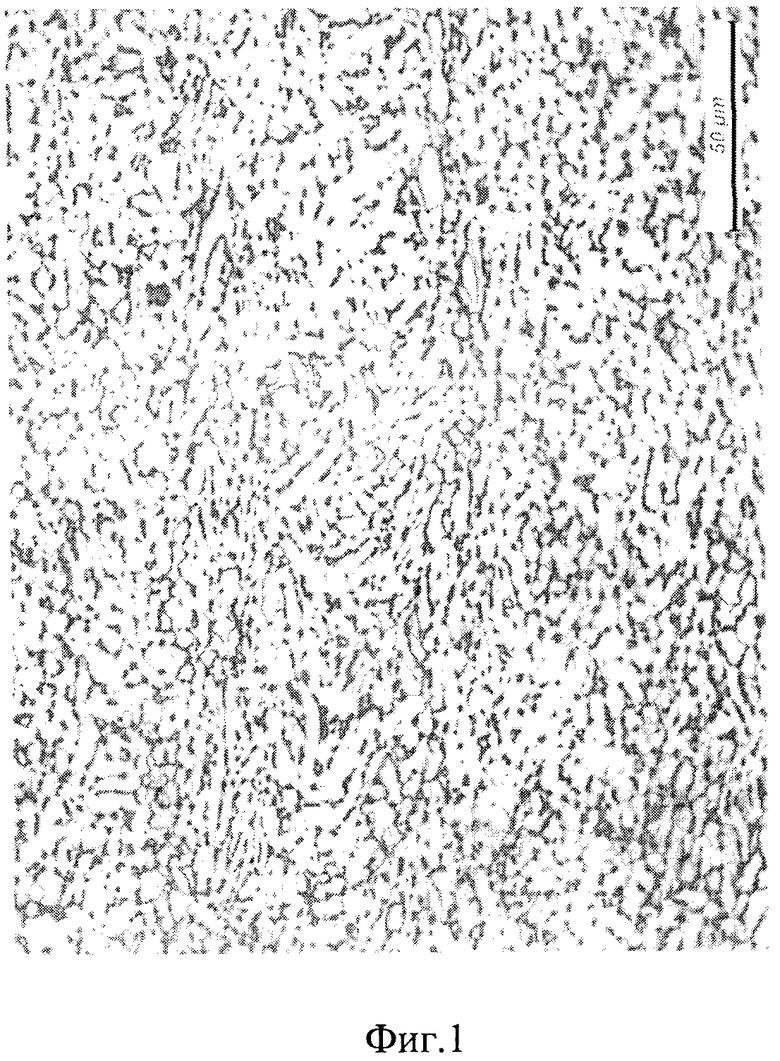
1. Способ изготовления тонких листов из двухфазных титановых сплавов, включающий предварительную термомеханическую обработку слитка в β и α+β-области с получением сляба, многоэтапную прокатку сляба с получением подката, резку подката на листовые заготовки, прогладку листовых заготовок, сборку их в пакет, прокатку листовых заготовок в листы в составе пакета и термоадъюстажные операции листов после пакетной прокатки, отличающийся тем, что предварительную термомеханическую обработку слитка осуществляют в два этапа: на первом этапе слиток деформируют в β-области со степенью относительной деформации не менее 50% за этап, на втором этапе проводят деформацию заготовки в (α+β)-области со степенью 25-50% за этап с получением сляба, многоэтапную прокатку сляба проводят в три этапа: на первом этапе осуществляют прокатку сляба в полосу при температуре нагрева металла выше температуры полиморфного превращения (ТПП) на 90-180°С со степенью относительной деформации за этап 50-95%, на втором этапе полосу прокатывают при температуре нагрева металла выше ТПП на 30-80°С со степенью относительной деформации за этап 30-70% с последующей смоткой полосы в рулон, на третьем этапе проводят рулонную прокатку полосы с получением подката при температуре нагрева металла выше ТПП на 70-120°С со степенью относительной деформации за этап 30-70%, а пакетную прокатку проводят в поперечном направлении при температуре нагрева пакета ниже ТПП на 50-100°С со степенью суммарной относительной деформации листовой заготовки 50-80%.
2. Способ по п. 1, отличающийся тем, что прогладку листовых заготовок осуществляют при температуре нагрева металла 650-850°С.
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСОБО ТОНКИХ ЛИСТОВ ИЗ ВЫСОКОПРОЧНЫХ ТИТАНОВЫХ СПЛАВОВ | 2008 |
|
RU2381297C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ | 2011 |
|
RU2487962C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ ИЗ ВЫСОКОЛЕГИРОВАННОГО ТИТАНОВОГО СПЛАВА | 2014 |
|
RU2569611C1 |
| US 4799975 A1, 24.01.1989. | |||

