Область техники, к которой относится изобретение
Настоящее раскрытие относится к установке для обработки прокатываемого материала, и к способу обработки, обеспечивающим предотвращение возникновения окалины и окисления границ зерен на поверхности, когда прокатываемый материал нагревают.
Уровень техники
Когда выполняют горячую прокатку, прокатываемый материал, такой как фрагмент отливки и сталь, нагревают до 1100 градусов или более в нагревательной печи, и затем подают в прокатный стан. Поскольку прокатываемый материал быстро окисляется в окислительной атмосфере, такой как кислород и водяной пар, внутри нагревательной печи, на поверхности образуется окалина.
Образованная на поверхности прокатываемого материала окалина вызывает растрескивание на поверхности прокатываемого материала вследствие высокотемпературного окисления границ зерен, приводя к линейным дефектам по направлению прокатки во время процесса прокатки, и, разрушаясь на поверхности, ухудшает качество поверхности прокатанного изделия. В дополнение, эта окалина создает локально упрочненный слой в результате поверхностного обезуглероживания, приводя к снижению фактического выхода продукта вследствие образования окалины.
Как правило, чтобы сократить образование окалины, имела место ситуация, в которой нагревательную печь заполняют инертным газом с образованием неокислительной атмосферы. Однако, в этом способе нелегко контролировать условия внутри нагревательной печи с атмосферой инертного газа.
Сущность изобретения
Техническая задача
Настоящее изобретение направлено на создание установки для обработки прокатываемого материала, и способа обработки, способных предотвращать возникновение окалины и окисление границ зерен на поверхности, когда прокатываемый материал нагревают.
Решение технической задачи
Один аспект настоящего изобретения представляет установку для обработки прокатываемого материала, включающей устройство предварительной обработки для удаления дефектов и посторонних материалов с поверхности прокатываемого материала, выводимого из машины непрерывного литья, и устройство нанесения защитного временного слоя, предназначенное для нанесения сопутствующего продукта производства железа способом термического напыления на поверхность прокатываемого материала, прошедшего через устройство предварительной обработки, с образованием защитного временного слоя для формирования окалины во время термической обработки в нагревательной печи.
Устройство предварительной обработки и устройство нанесения защитного временного слоя могут быть предусмотрены на транспортной линии, соединенной с выходной стороной машины непрерывного литья, для непрерывного продвижения, пока не будет создан защитный временный слой при непрерывном литье.
Устройство предварительной обработки может включать вращающуюся щетку, предназначенную для удаления посторонних материалов с поверхности прокатываемого материала, и инжектор для подачи сжатого воздуха, предназначенный для нагнетания сжатого воздуха на поверхность прокатываемого материала.
Устройство предварительной обработки может включать по меньшей мере одно из устройства газопламенной очистки, предназначенного для удаления дефектов на поверхности прокатываемого материала способом газопламенной очистки, и шлифовального устройства для шлифования поверхности прокатываемого материала.
Устройство нанесения защитного временного слоя может включать многочисленные сопла термического напыления, последовательно размещенные по направлению ширины продвигаемого прокатываемого материала, для расплавления сопутствующего продукта производства железа, и напыления расплавленного сопутствующего продукта производства железа на поверхность прокатываемого материала, и устройство подачи сопутствующего продукта производства железа, предназначенное для подачи сопутствующего продукта производства железа в порошкообразной форме к многочисленным соплам термического напыления.
Один аспект настоящего изобретения представляет способ обработки прокатываемого материала, включающий операцию непрерывного литья для получения прокатываемого материала в результате непрерывного литья, операцию предварительной обработки для удаления дефектов и посторонних материалов на поверхности прокатываемого материала, образованного в операции непрерывного литья, операцию нанесения защитного временного слоя с нанесением сопутствующего продукта производства железа на поверхность прокатываемого материала, прошедшего через операцию предварительной обработки, способом термического напыления с образованием защитного временного слоя для формирования окалины, и операцию нагрева поступающего прокатываемого материала, в котором защитный временный слой нанесен на его поверхность, в нагревательной печи для нагревания прокатываемого материала до температуры прокатки.
Операция нанесения защитного временного слоя может включать поддерживание прокатываемого материала при температуре от 500 до 800 градусов так, что нанесенный термическим напылением сопутствующий продукт производства железа легко присоединяется к поверхности.
Операция нанесения защитного временного слоя может включать операцию фильтрации, чтобы обеспечить однородный размер частиц фильтрацией сопутствующего продукта производства железа в порошкообразной форме с использованием сита, и операцию напыления с расплавлением порошка сопутствующего продукта производства железа, прошедшего через операцию фильтрации, с использованием сопла термического напыления по время продвижения прокатываемого материала, и напыления расплавленного сопутствующего продукта производства железа на поверхность прокатываемого материала.
Сопутствующий продукт производства железа может включать по меньшей мере одну из окалины от пылеулавливания, окалины от газопламенной очистки и железосодержащей пыли.
Преимущественные результаты изобретения
В соответствии со способом обработки прокатываемого материала согласно одному варианту осуществления настоящего изобретения, поскольку защитный временный слой на поверхности прокатываемого материала образует окалину вместо поверхности прокатываемого материала в нагревательной печи для защиты поверхности прокатываемого материала, могут быть предотвращены потеря и окисление границ зерен на поверхности прокатываемого материала. Поэтому может быть увеличен фактический выход прокатываемого материала, подаваемого в прокатный стан после нагрева.
В соответствии со способом обработки прокатываемого материала согласно одному варианту осуществления настоящего изобретения, поскольку операцию предварительной обработки проводят после операции непрерывного литья, и затем немедленно выполняют операцию нанесения защитного временного слоя, температуру, при которой защитный временный слой легко присоединяется к прокатываемому материалу, поддерживают без отдельного нагревания прокатываемого материала, так что защитный временный слой может быть равномерно нанесен на поверхность прокатываемого материала.
В соответствии со способом обработки прокатываемого материала согласно одному варианту осуществления настоящего изобретения, поскольку защитный временный слой создают на поверхности прокатываемого материала с использованием сопутствующего продукта производства железа, такого как окалина от пылеулавливания, окалина от газопламенной очистки и железосодержащая пыль, которые могут быть легко получены из сталелитейного завода, могут быть не только снижены затраты на обработку, но также может быть осуществлена экологически благоприятная обработка.
[Описание чертежей]
Фиг. 1 иллюстрирует установка для непрерывного литья и прокатки, к которому применимо установка для обработки прокатываемого материала согласно варианту осуществления настоящего изобретения.
Фиг. 2 иллюстрирует установка для обработки прокатываемого материала согласно варианту осуществления настоящего изобретения.
Фиг. 3 иллюстрирует устройство нанесения защитного временного слоя в установке для обработки прокатываемого материала согласно варианту осуществления настоящего изобретения.
Фиг. 4 иллюстрирует состояние каждой операции при обработке прокатываемого материала с использованием установки для обработки прокатываемого материала согласно варианту осуществления настоящего изобретения.
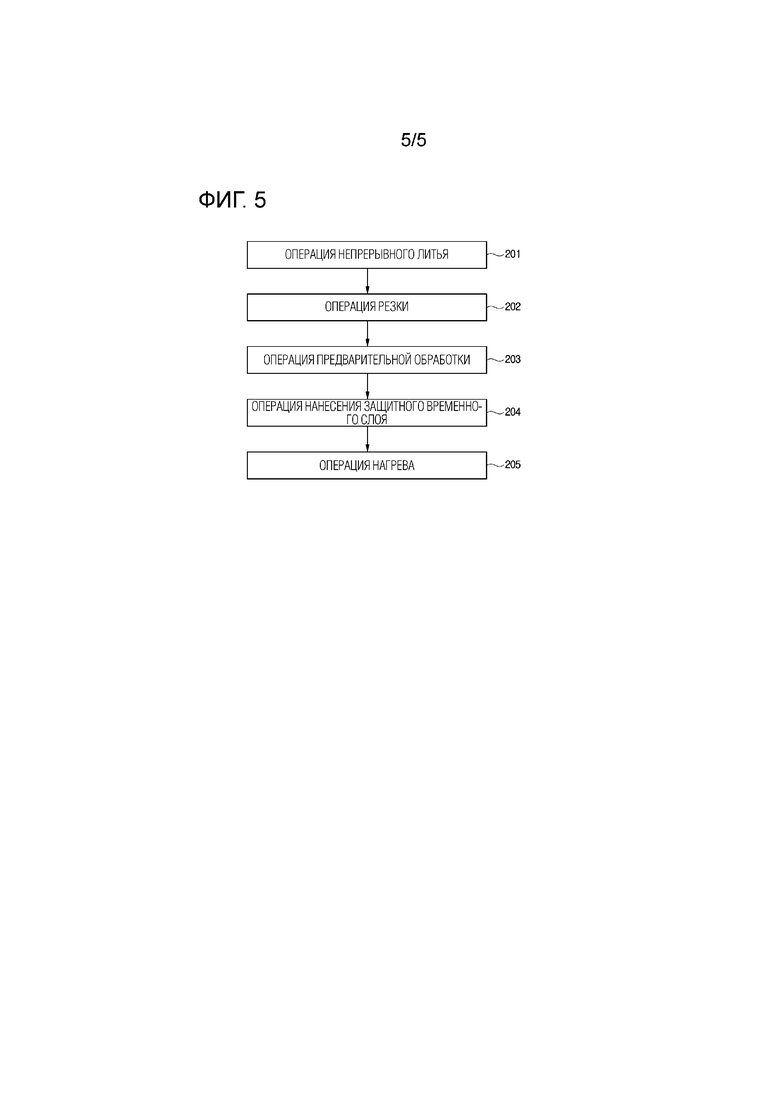
Фиг. 5 иллюстрирует операции способа обработки прокатываемого материала согласно варианту осуществления настоящего изобретения.
Варианты осуществления изобретения
Далее вариант осуществления настоящего изобретения будет описан подробно со ссылкой на сопроводительные чертежи. Нижеследующий вариант осуществления приведен для полного раскрытия смысла настоящего изобретения специалисту, имеющему обычную квалификацию в данной области технологии, к которой принадлежит настоящее изобретение, и настоящее изобретение не ограничено показанным здесь вариантом осуществления, но может быть осуществлено в других формах. Чертежи никоим образом не предполагают ограничения области охраны настоящего изобретения, и размер компонентов может быть преувеличен для ясности иллюстрирования.
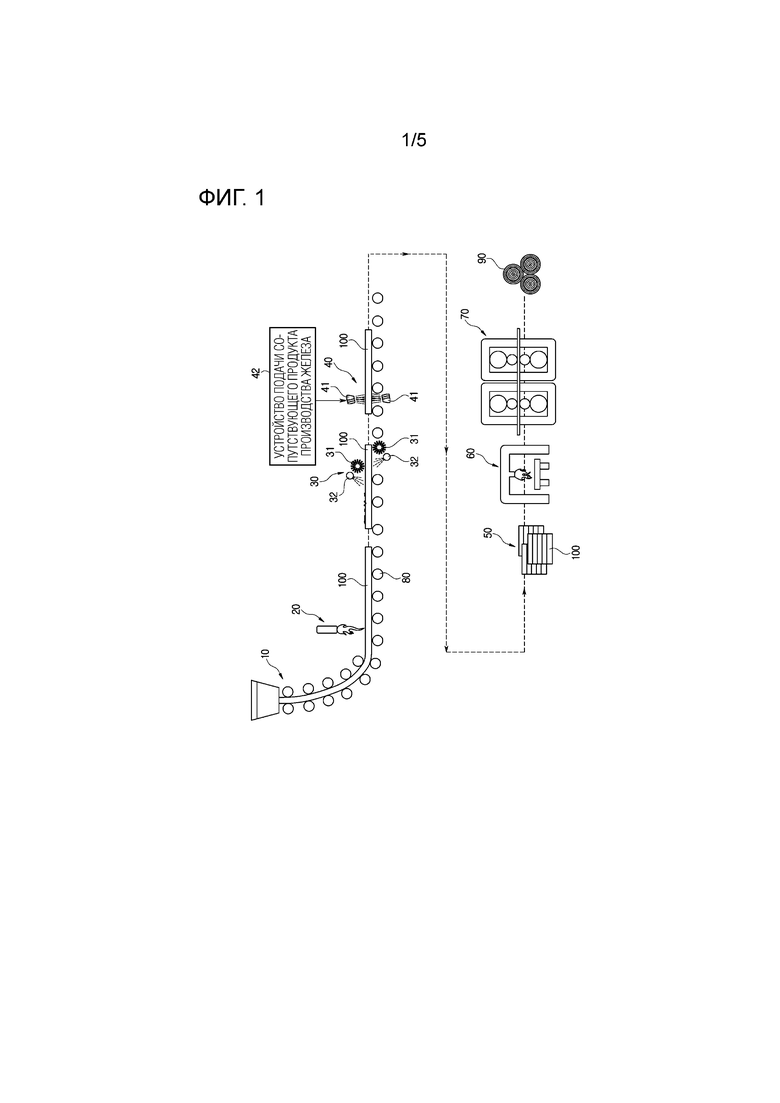
ФИГ. 1 иллюстрирует установку для непрерывного литья и прокатки, к которой применима установка для обработки прокатываемого материала согласно варианту осуществления настоящего изобретения.
Со ссылкой на ФИГ. 1, установка для непрерывного литья и прокатки может включать машину 10 непрерывного литья, резак 20, устройство 30 предварительной обработки, устройство 40 нанесения защитного временного слоя, загрузочную зону 50, нагревательную печь 60, прокатный стан 70, охлаждающий стол (не показан), намоточное устройство (не показано), и тому подобные.
Машина 10 непрерывного литья может формировать прокатываемый материал 100 в виде сляба, блюма и биллета, резак 20 может разрезать непрерывно формируемый прокатываемый материал 100 на фрагменты определенной длины. После этого прокатываемый материал 100 может быть пропущен через устройство 30 предварительной обработки, будучи протягиваемым вдоль транспортной линии 80 так, что удаляются дефекты и посторонние материалы на его поверхности, и может быть загружен в загрузочную зону 50 после того, как защитный временный слой был сформирован на его поверхности при проходе через устройство 40 нанесения защитного временного слоя.
Прокатываемый материал 100 в загрузочной зоне 50 может быть нагрет в нагревательной печи 60 до температуры для прокатки, и затем направлен в прокатный стан 70 для прокатки, и прокатанный продукт, такой как полоса, может быть охлажден с использованием охлаждающего стола, и затем смотан с образованием рулонного продукта 90 в намоточном устройстве.
В этом варианте осуществления установка для обработки прокатываемого материала включает устройство 30 предварительной обработки и устройство 40 нанесения защитного временного слоя, как описано выше, и эти устройства могут быть последовательно размещены на транспортной линии 80, соединенной с выходной стороной машины 10 непрерывного литья.
Поскольку установка для обработки прокатываемого материала последовательна размещена на транспортной линии 80, на которой устройство 30 предварительной обработки и устройство 40 нанесения защитного временного слоя соединены с выходной стороной машины 10 непрерывного литья, установка для обработки прокатываемого материала может непрерывно выполнять операцию формирования прокатываемого материала 100 и создания защитного временного слоя 110 на его поверхности при непрерывном литье.
Поэтому, как иллюстрировано в Фиг. 5, после выполнения операции 201 непрерывного литья с образованием прокатываемого материала 100 в результате непрерывного литья, и операции 202 резки для разрезания полученного прокатываемого материала 100 резаком 20, установка для непрерывного литья и прокатки может непрерывно выполнять операцию 203 предварительной обработки для удаления дефектов и посторонних материалов на поверхности прокатываемого материала 100, протягиваемого к устройству 30 предварительной обработки вдоль транспортной линии 80, и в операции 204 нанесения защитного временного слоя для формирования защитного временного слоя 110 может быть выполнено нанесение сопутствующего продукта производства железа на поверхность прокатываемого материала 100, продвигаемого к устройству 40 нанесения защитного временного слоя. Кроме того, установка для непрерывного литья и прокатки может выполнять операцию 205 нагрева подачей прокатываемого материала 100, размещенного в загрузочной зоне 110, в состоянии, в котором нанесен защитный временный слой 110, в нагревательной печи 60 для нагревания прокатываемого материала 100 до температуры прокатки.
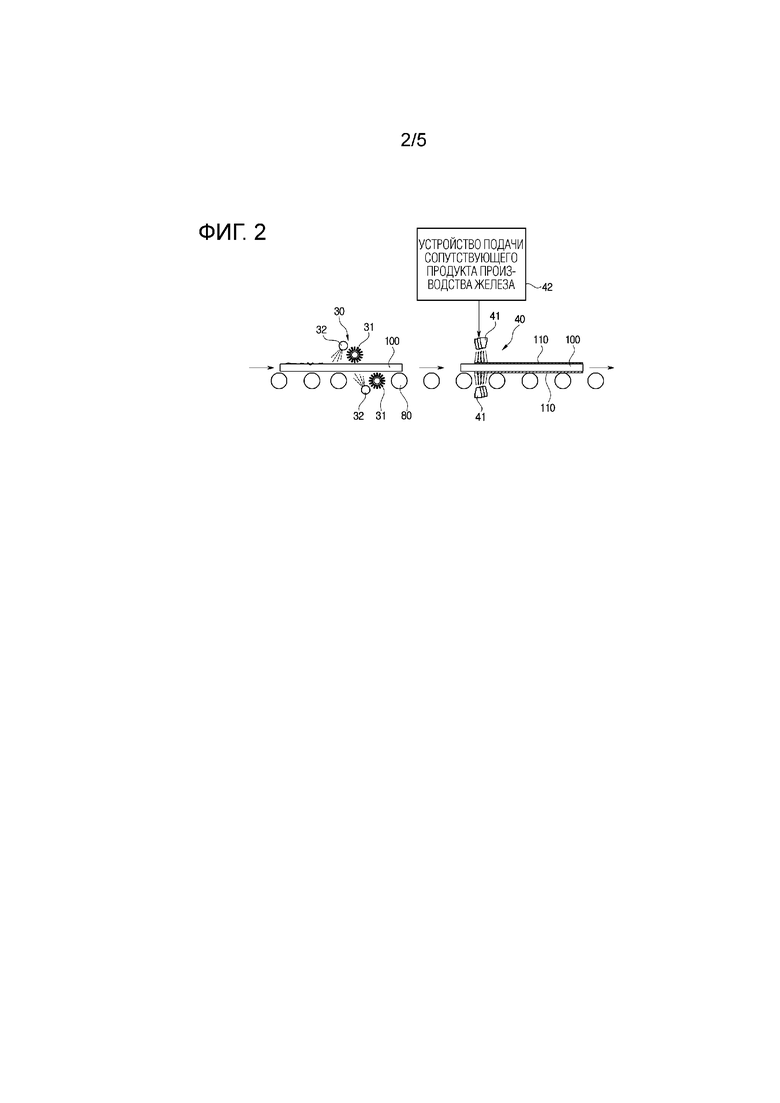
Со ссылкой на фиг. 1 и 2, устройство 30 предварительной обработки выполняет операцию 203 предварительной обработки для удаления дефектов и посторонних материалов на поверхности прокатываемого материала 100, выводимого из машины 10 непрерывного литья.
Устройство 30 предварительной обработки может включать вращающуюся щетку, предназначенную для удаления посторонних материалов с поверхности прокатываемого материала 100, и инжектор 32 для подачи сжатого воздуха, предназначенный для удаления посторонних материалов нагнетанием сжатого воздуха под высоким давлением на поверхность прокатываемого материала 100, как в примере согласно ФИГ. 2.
Хотя это не показано в чертежах, устройство 30 предварительной обработки может включать устройство газопламенной очистки, предназначенное для удаления дефектов на поверхности способом газопламенной очистки направлением пламени на прокатываемый материал 100, и шлифовальное устройство, предназначенное для удаления дефектов шлифованием поверхности прокатываемого материала 100. Устройство газопламенной очистки или шлифовальное устройство могут удалять не только грубые окалины, образованные на поверхности прокатываемого материала 100 в процессе охлаждения операции 201 непрерывного литья, но также слои окалины и дефекты, проникшие в поверхность.
Устройство 40 нанесения защитного временного слоя выполняет операцию 204 нанесения защитного временного слоя с формированием защитного временного слоя 110 нанесением сопутствующего продукта производства железа в порошкообразной форме на поверхность прокатываемого материала 100, прошедшего через устройство 30 предварительной обработки, способом термического напыления. Сопутствующий продукт производства железа может включать по меньшей мере одну из порошкообразной окалины от пылеулавливания, окалины от газопламенной очистки и железосодержащей пыли. Сопутствующий продукт производства железа пригоден в качестве материала для защитного временного слоя 110, поскольку сопутствующий продукт производства железа имеет относительно однородный размер частиц, хорошую текучесть, и образуется на сталеплавильном заводе в большом количестве.
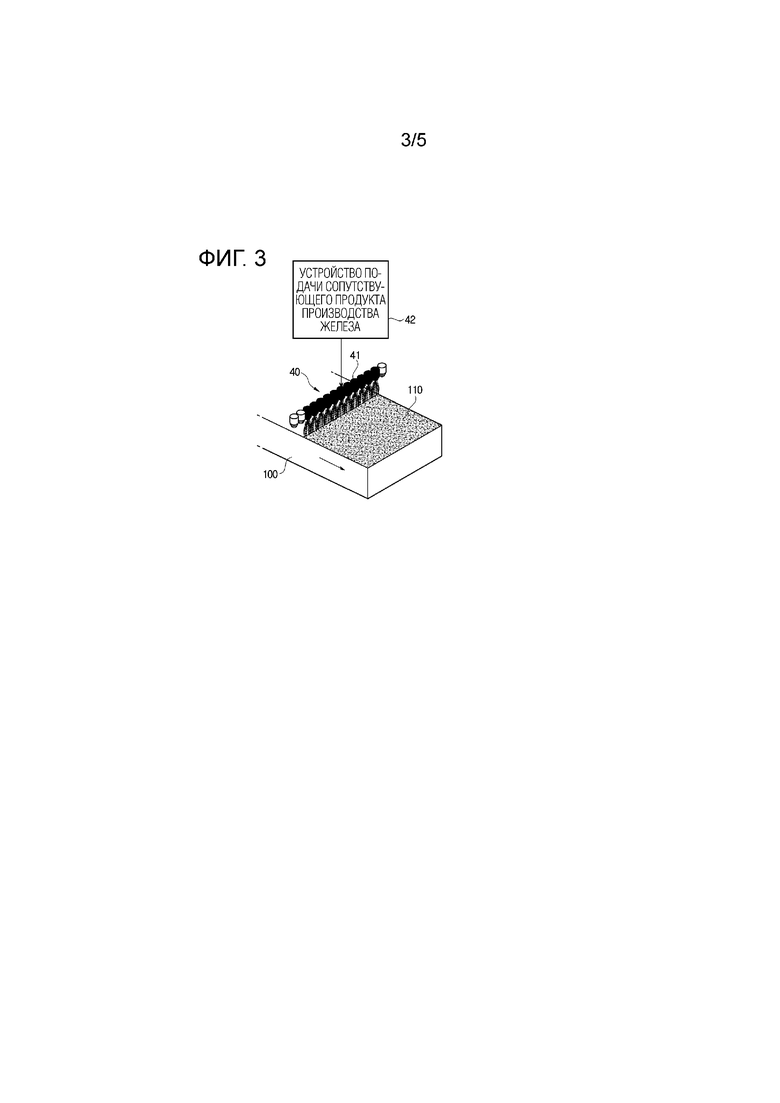
Как иллюстрировано в Фиг. 2 и 3, устройство 40 нанесения защитного временного слоя может включать многочисленные сопла 41 термического напыления, последовательно размещенные по направлению ширины продвигаемого прокатываемого материала 100, для расплавления сопутствующего продукта производства железа, и напыления расплавленного сопутствующего продукта производства железа на поверхность прокатываемого материала 100, и устройство 42 подачи сопутствующего продукта производства железа, предназначенное для подачи сопутствующего продукта производства железа к многочисленным соплам 41 термического напыления.
Устройство 42 подачи сопутствующего продукта производства железа может выполнять операцию фильтрации, чтобы обеспечить однородный размер частиц фильтрацией сопутствующего продукта производства железа в порошкообразной форме с использованием сита, и многочисленные сопла 41 термического напыления могут выполнять операцию напыления расплавлением порошка сопутствующего продукта производства железа, прошедшего через операцию фильтрации, когда прокатываемый материал 100 продвигают и напыляют расплавленный сопутствующий продукт производства железа на поверхность прокатываемого материала 100.
В операции 204 нанесения защитного временного слоя прокатываемый материал 100 поддерживают при температуре от 500 до 800 градусов так, что нанесенный термическим напылением сопутствующий продукт производства железа легко присоединяется к поверхности прокатываемого материала 100. В этом варианте осуществления, поскольку операцию 204 нанесения защитного временного слоя проводят непосредственно после того, как выполнена операция 203 предварительной обработки после операции 201 непрерывного литья, температура прокатываемого материала 100 может поддерживаться при 500-800 градусах даже без отдельного нагревания прокатываемого материала 100. Поэтому слой 110 защитного временного слоя может быть равномерно нанесен на поверхность прокатываемого материала 100. Слой 110 защитного временного слоя может иметь толщину от 50 мкм до 1 мм.
Как иллюстрировано в Фиг. 3, многочисленные сопла 41 термического напыления могут быть последовательно размещены шире, чем ширина прокатываемого материала 100 по направлению ширины прокатываемого материала 100, и многочисленные сопла 41 термического напыления могут действовать по отдельности под управлением так, что зона термического напыления соответствует ширине прокатываемого материала 100.
Как в примере согласно Фиг. 3, только сопла 41 термического напыления, размещенные над прокатываемым материалом 100, могут быть регулируемыми для термического напыления сопутствующего продукта производства железа, и сопла 41 термического напыления, размещенные на противолежащих сторонах прокатываемого материала 100, могут быть управляемыми для ограничения напыления. Таким же образом многочисленные сопла 41 термического напыления могут быть по-разному настроены на ширину термического напыления или область термического напыления. То есть, термическое напыление может быть отрегулировано так, что слой 110 защитного временного слоя формируют только в центральной части или на противолежащих сторонах продвигаемого прокатываемого материала 100, или может быть отрегулировано так, что слой 110 защитного временного слоя формируют только на переднем конце или заднем конце прокатываемого материала 100.
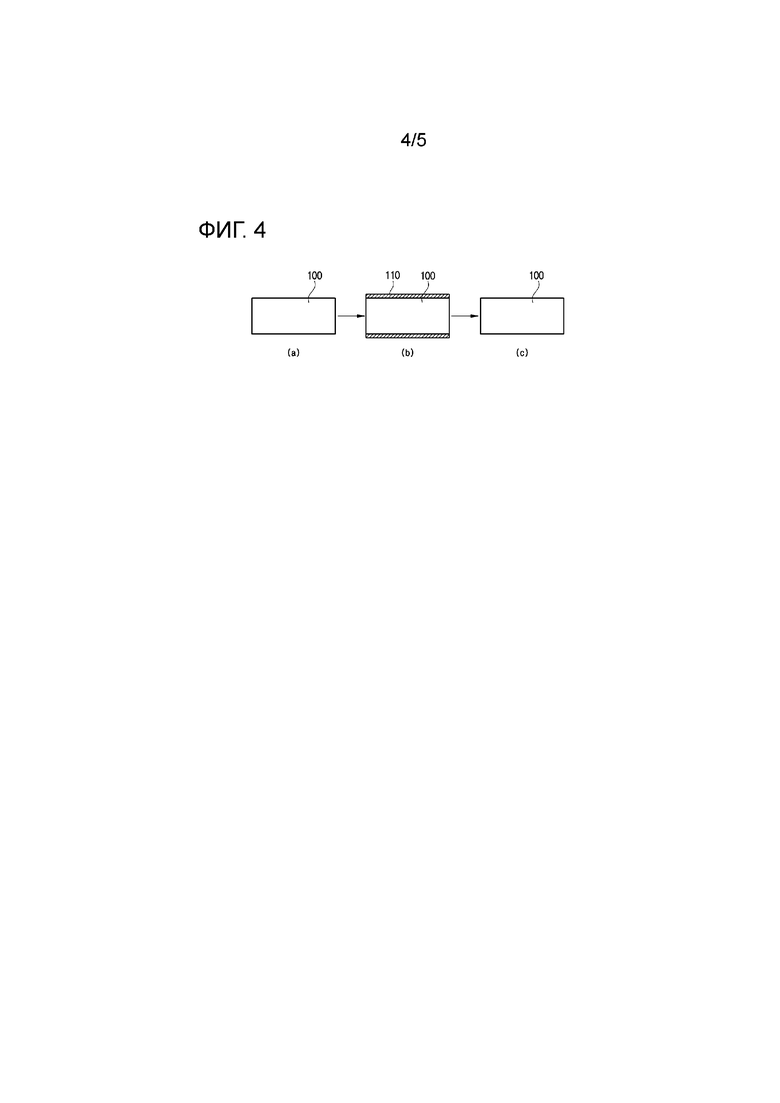
Со ссылкой на Фиг. 4, прокатываемый материал 100, который прошел через операцию 203 предварительной обработки, находится в состоянии, в котором дефекты и посторонние материалы удалены с его поверхности, как иллюстрировано в Фиг. 4а. В этом состоянии прокатываемый материал 100 проходит через операцию 204 нанесения защитного временного слоя, и на его поверхности формируется защитный временный слой 110, как в примере согласно Фиг. 4b. После этого, как в примере согласно Фиг. 4b, прокатываемый материал 100, на поверхности которого сформирован защитный временный слой 110, загружают в загрузочную зону 50, и затем вводят в нагревательную печь 60 для нагревания до температуры прокатки.
Когда прокатываемый материал 100, имеющий защитный временный слой 110, вводят в нагревательную печь 60, защитный временный слой 110 образует окалину вместо поверхности прокатываемого материала 100 так, что поверхность прокатываемого материала 100 может быть защищена. Соответственно этому, могут быть предотвращены потеря и окисление границ зерен на поверхности прокатываемого материала 100, и тем самым может быть увеличен фактический выход продукта.
В результате этого прокатываемый материал 100, с которого были удалены окалина и посторонние материалы на его поверхности, после нагрева в нагревательной печи 60 едва ли проявит любую потерю на его поверхности, как иллюстрировано в Фиг. 4с. То есть, поскольку защитный временный слой 110 окисляется в нагревательной печи 60 вместо прокатываемого материала 100, как в Фиг. 4с, который находится в состоянии, в котором нагревание завершается, и прокатываемый материал 100 может быть почти в эквивалентном состоянии, как согласно ФИГ. 4а, который находится в состоянии до нанесения защитного временного слоя 100.
Изобретение относится к установке для обработки прокатываемого материала. Установка включает устройство предварительной обработки, предназначенное для удаления дефектов на поверхности прокатываемого материала, устройство нанесения защитного временного слоя и нагревательную печь. Устройство нанесения защитного временного слоя предназначено для нанесения сопутствующего продукта производства железа способом термического напыления на поверхность прокатываемого материала, прошедшего через устройство предварительной обработки, с образованием защитного временного слоя для формирования окалины во время термической обработки. Нагревательная печь предназначена для нагрева прокатываемого материала, на поверхность которого нанесен защитный временный слой, до температуры прокатки. Защитный временный слой на поверхности прокатываемого материала образует окалину вместо поверхности прокатываемого материала. В результате предотвращается возникновение окалины и окисление границ зерен на поверхности, когда прокатываемый материал нагревают. 2 н. и 7 з.п. ф-лы, 5 ил.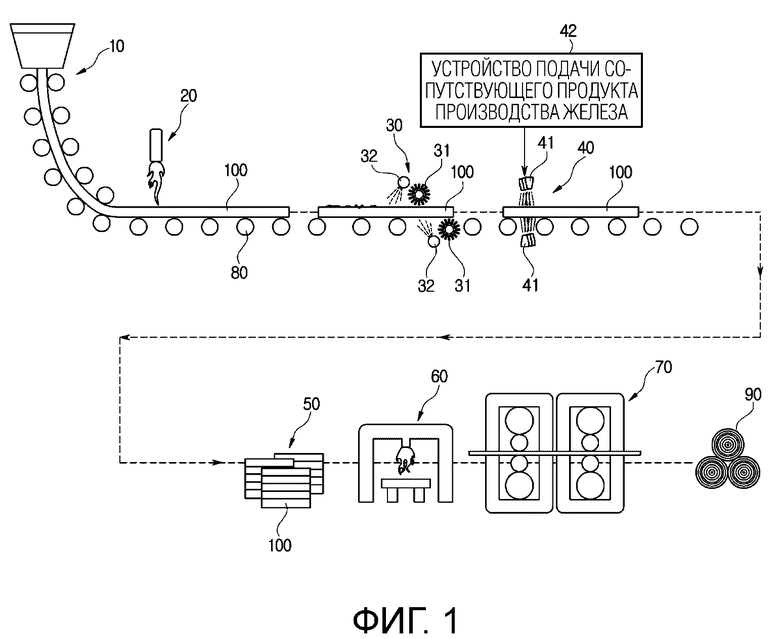
1. Установка для обработки прокатываемого материала, включающая:
устройство предварительной обработки, предназначенное для удаления дефектов и посторонних материалов на поверхности прокатываемого материала, выводимого из машины непрерывного литья;
устройство нанесения защитного временного слоя, предназначенное для нанесения сопутствующего продукта производства железа способом термического напыления на поверхность прокатываемого материала, прошедшего через устройство предварительной обработки, с образованием защитного временного слоя для формирования окалины во время термической обработки и
нагревательную печь, предназначенную для нагрева прокатываемого материала, на поверхность которого нанесен защитный временный слой, до температуры прокатки,
причем защитный временный слой на поверхности прокатываемого материала образует окалину вместо поверхности прокатываемого материала,
причем сопутствующий продукт производства железа представляет собой по меньшей одно из окалины или пыли.
2. Установка для обработки прокатываемого материала по п. 1, в которой
устройство предварительной обработки и устройство нанесения защитного временного слоя последовательно размещены на транспортной линии, соединенной с выходной стороной машины непрерывного литья, для непрерывного продвижения, пока не будет создан защитный временный слой при непрерывном литье.
3. Установка для обработки прокатываемого материала по п. 1, в которой
устройство предварительной обработки включает вращающуюся щетку, предназначенную для удаления посторонних материалов с поверхности прокатываемого материала, и инжектор для подачи сжатого воздуха, предназначенный для нагнетания сжатого воздуха на поверхность прокатываемого материала.
4. Установка для обработки прокатываемого материала по п. 1, в которой
устройство предварительной обработки включает по меньшей мере одно из устройства газопламенной очистки, предназначенного для удаления дефектов на поверхности прокатываемого материала способом газопламенной очистки, и шлифовального устройства для шлифования поверхности прокатываемого материала.
5. Установка для обработки прокатываемого материала по п. 1, в которой
устройство нанесения защитного временного слоя включает:
многочисленные сопла термического напыления, последовательно размещенные по направлению ширины продвигаемого прокатываемого материала, для расплавления сопутствующего продукта производства железа и напыления расплавленного сопутствующего продукта производства железа на поверхность прокатываемого материала; и
устройство подачи сопутствующего продукта производства железа, предназначенное для подачи сопутствующего продукта производства железа в порошкообразной форме к многочисленным соплам термического напыления.
6. Способ обработки прокатываемого материала, включающий:
операцию непрерывного литья для получения прокатываемого материала в результате непрерывного литья;
операцию предварительной обработки для удаления дефектов и посторонних материалов на поверхности прокатываемого материала, образованного в операции непрерывного литья;
операцию нанесения защитного временного слоя с нанесением сопутствующего продукта производства железа на поверхность прокатываемого материала, прошедшего через операцию предварительной обработки, способом термического напыления с образованием защитного временного слоя для формирования окалины; и
операцию нагрева поступающего прокатываемого материала, в котором защитный временный слой нанесен на его поверхность, в нагревательной печи для нагревания прокатываемого материала до температуры прокатки,
при этом защитный временный слой на поверхности прокатываемого материала образует окалину вместо поверхности прокатываемого материала,
причем сопутствующий продукт производства железа представляет собой по меньшей одно из окалины или пыли.
7. Способ по п. 6, в котором
операция нанесения защитного временного слоя включает поддерживание прокатываемого материала при температуре от 500 до 800 градусов так, что нанесенный термическим напылением сопутствующий продукт производства железа легко присоединяется к поверхности.
8. Способ по п. 7, в котором
операция нанесения защитного временного слоя включает:
операцию фильтрации, чтобы обеспечить однородный размер частиц фильтрацией сопутствующего продукта производства железа в порошкообразной форме с использованием сита; и
операцию напыления с расплавлением порошка сопутствующего продукта производства железа, прошедшего через операцию фильтрации, с использованием сопла термического напыления по время продвижения прокатываемого материала и напыления расплавленного сопутствующего продукта производства железа на поверхность прокатываемого материала.
9. Способ по п. 6, в котором
сопутствующий продукт производства железа включает по меньшей мере одну из окалины от пылеулавливания, окалины от газопламенной очистки и железосодержащей пыли.
| JP 2009514684 A, 09.04.2009 | |||
| JP 2003268526 A, 25.09.2003 | |||
| KR 20110034459 A, 05.04.2011 | |||
| СПОСОБ И ПРОКАТНАЯ КЛЕТЬ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА, В ЧАСТНОСТИ ПОЛОСЫ, СНАБЖЕННАЯ ФОРСУНКАМИ ДЛЯ ГАЗООБРАЗНЫХ ИЛИ ЖИДКИХ ОБРАБАТЫВАЮЩИХ СРЕД | 2005 |
|
RU2372162C2 |

