Область техники
Настоящее изобретение относится к способу непрерывного литья, в частности к горячекатаному листу/полосе 30CrMo стали.
Уровень техники
В традиционном процессе производства стали олово (Sn) и медь (Cu) являются типичными остаточными элементами или вредными элементами в стали. Полностью удалить Sn и Cu в процессе производства стали очень сложно и дорого. Как правило, если сталь содержит Sn и Cu, их невозможно полностью удалить. Вместо этого содержание Sn и Cu может быть снижено только путем разбавления расплавленной стали, что приводит к увеличению себестоимости выплавки стальных изделий.
В последние годы из-за повторной переработки стального лома, все большего и большего количества ресурсов из стального лома и постоянного снижения цен на электроэнергию короткопоточное производство стали с электрической печью на основе стального лома выросло и стало популяризироваться внутри страны. В результате содержание Sn, Cu и других остаточных элементов в стали становится все выше. Sn и Cu в стали являются элементами, склонными к ликвации, и они могут легко накапливаться на границах зерен, вызывая такие дефекты, как трещины. Поэтому содержание элементов Sn и Cu в традиционном процессе строго контролируют. В обычной конструкционной стали к содержанию как Sn, так и Cu предъявляются определенные требования: Sn (масс. %)≤0,005%; Cu (масс. %)≤0,2%.
Поэтому, если остаточные элементы, такие как Sn и Cu в стали (особенно в стальном ломе), можно будет утилизировать разумно, чтобы «превратить вред в пользу», это окажет положительное влияние на всю металлургическую промышленность. В частности, может быть достигнута эффективная утилизация имеющегося стального лома или минеральных ресурсов низкого качества или плохого качества (руда с высоким содержанием олова, руда с высоким содержанием меди); можно способствовать переработке стали; стоимость производства может быть снижена, и может быть реализовано устойчивое развитие сталелитейной промышленности.
Традиционная тонколистовая сталь в основном производится многопроходной непрерывной прокаткой литого сляба толщиной 200-250 мм. Традиционный процесс горячей прокатки: непрерывное литье + повторный нагрев литых слябов и сохранение тепла + черновая прокатка + чистовая прокатка + охлаждение + сматывание в рулоны. В частности, сначала способом непрерывного литья получают литой сляб толщиной около 200 мм; отлитый сляб повторно нагревают и выдерживают; затем осуществляют черновую прокатку и чистовую прокатку с получением стальной полосы, имеющей толщину обычно более 2 мм, и, наконец, выполняют ламинарное охлаждение стальной полосы и сматывание в рулоны, чтобы завершить весь производственный процесс горячей прокатки. Если необходимо изготовить стальную полосу толщиной менее или равной 2,0 мм, это относительно сложно, поскольку обычно необходимы последующая холодная прокатка и отжиг горячекатаной стальной полосы. Кроме того, длительность технологического процесса, высокое энергопотребление, большое количество единиц оборудования и высокая стоимость капитального строительства приводят к высокой себестоимости производства.
Технологический процесс непрерывного литья и прокатки тонких слябов: непрерывное литье + сохранение тепла и выдержка отлитого сляба + горячая непрерывная прокатка + охлаждение + сматывание в рулоны. Основные отличия этого процесса от традиционного заключаются в следующем: толщина литого сляба в процессе производства тонких слябов значительно уменьшается до 50-120 мм. Поскольку литой сляб тонкий, литой сляб необходимо подвергать только 1-2 проходам черновой прокатки (при толщине литого сляба 70-90 мм) или не нужно подвергать черновой прокатке (при толщине сляба 50 мм). Напротив, сляб непрерывного литья в традиционном процессе необходимо многократно прокатывать во множестве проходов, прежде чем можно будет снизить его толщину до требуемого размера перед окончательной прокаткой. Кроме того, отлитый сляб в процессе производства тонких слябов не подвергается охлаждению, а поступает непосредственно в томильную печь для выдержки и сохранения тепла, или добавляется небольшое количество тепла. Следовательно, процесс производства тонких слябов значительно сокращает технологический процесс, снижает потребление энергии, снижает капитальные затраты и, таким образом, снижает производственные затраты. Однако из-за высокой скорости охлаждения процесс непрерывного литья и прокатки тонких слябов повышает прочность стали и отношение предела текучести к пределу прочности, тем самым увеличивая нагрузку на прокатку, так что величина толщины горячекатаного проката, который может быть произведен экономично, не может быть слишком малой, обычно ≥1,5 мм. См. заявки на патент Китая №№ CN 200610123458.1, CN 200610035800.2 и CN 200710031548.2.
Процесс непрерывного литья и прокатки бесконечных тонких слябов (сокращенно ESP), получивший распространение в последние годы, представляет собой усовершенствованный процесс, разработанный на основе вышеуказанного процесса непрерывного литья и прокатки полубесконечных тонких слябов. При ESP осуществляют бесконечную прокатку для непрерывного литья сляба и исключают газопламенную резку сляба и нагревательную печь, используемую для сохранения тепла, выдержки и перемещения слябов. Длина всей производственной линии значительно сокращается примерно до 190 метров. Сляб, получаемый способом непрерывного литья на машине непрерывного литья, имеет толщину 90-110 мм и ширину 1100-1600 мм. Сляб, полученный способом непрерывного литья, проходит через стол прокатного стана с индукционным нагревом, что обеспечивает сохранение тепла и выдержку сляба. Затем сляб подвергают операциям черновой прокатки, чистовой прокатки, ламинарного охлаждения и сматывания в рулон для получения горячекатаного листа. Поскольку в этом процессе реализуют бесконечную прокатку, можно получить горячекатаный лист с минимальной толщиной 0,8 мм, что расширяет диапазон толщины горячекатаного листа. Кроме того, производительность одной производственной линии может достигать 2,2 млн. т/год. В настоящее время этот процесс быстро развивается и продвигается, и по всему миру работает множество производственных линий ESP.
Способ непрерывного литья и прокатки тонкой полосы имеет более короткую технологическую цепочку, чем способ непрерывного литья и прокатки тонких слябов. Технология непрерывного литья тонкой полосы является передовой технологией в области исследований металлургии и материалов. Его появление произвело революцию в сталелитейной промышленности. Он изменяет процесс производства стальной полосы в традиционной металлургической промышленности, объединяя непрерывное литье, прокатку и даже термообработку, так что полученная заготовка тонкой полосы может быть преобразована в тонкую стальную полосу за один раз после одного прохода горячей прокатки на линии, и таким образом, для тонкого стального проката достигается «прокатка за один нагрев». Таким образом, производственный процесс значительно упрощается, производственный цикл сокращается, а длина технологической линии составляет всего примерно 50 м. Капитальные затраты на оборудование также соответственно снижаются, а себестоимость продукта значительно снижается. Это низкоуглеродистый, экологически чистый процесс производства горячекатаной тонкой полосы. Способ двухвалкового непрерывного литья тонкой полосы является основной формой способа непрерывного литья тонкой полосы, а также единственным способом непрерывного литья тонкой полосы, который был промышленно внедрен в мире.
Типичная технологическая цепочка двухвалкового непрерывного литья тонкой полосы показана на фиг. 1. Расплавленная сталь в разливочном ковше 1 проходит через защитную трубу 2 разливочного ковша, промежуточный ковш 3, погружной стакан 4 и распределитель 5, а затем ее непосредственно выливают в ванну 7 расплава, образованную боковыми уплотнительными устройствами 6а, 6b и двумя вращающимися в противоположных направлениях кристаллизационными валками 8а, 8b, способными к быстрому охлаждению. Расплавленная сталь затвердевает на периферийных поверхностях вращающихся кристаллизационных валков 8а, 8b с образованием затвердевшей корки, которая постепенно растет, а затем образует отлитую полосу 11 толщиной 2-5 мм в минимальном зазоре (зоне сжатия) между двумя кристаллизационными валками. Отлитая полоса направляется направляющей пластиной 9 на прижимные валки 12 и направляется на прокатный стан 13 для прокатки в полосу толщиной 0,7-2,5 мм, а затем охлаждается охлаждающим устройством 14. После того как ее переднюю часть отрезают летучими ножницами 16, ее окончательно направляют на моталку 19 для сматывания в рулон.
Легированная сталь 30CrMo обладает, помимо прочих преимуществ, высокой прочностью и ударной вязкостью, хорошей способностью к закаливанию и отличными комплексными механическими свойствами как после закалки и низкотемпературного отпуска, так и после закалки и высокотемпературного отпуска. После закалки и отпуска сталь обладает высокой прочностью при температуре менее 550°С, хорошей низкотемпературной ударной вязкостью, не обладает отпускной хрупкостью, обладает хорошей свариваемостью, обрабатываемостью и технологичностью. 30CrMo сталь широко используют в машиностроении, нефтехимической промышленности, производстве котлов и производстве штампов для пильных полотен. Согласно рыночной статистике, рыночное потребление тонколистовой 30CrMo стали составляет 100000-150000 т/год. Рыночное потребление и будущий потенциал огромны. Разумная координация элементов Cr и Мо в стали 30CrMo позволяет стали иметь хорошие характеристики при комнатных температурах и высоких температурах. Сталь может приобретать плотную структуру и высокую прочность без существенного ухудшения пластичности. При этом повышается способность к закаливанию стали, улучшается отпускная стойкость, устраняется отпускная хрупкость и склонность к росту зерна при высокой температуре.
В настоящее время основным процессом производства листовой/полосовой стали 30CrMo является: конвертер/электропечь - рафинирование - традиционное непрерывное литье толстых слябов - печь с шагающими балками - черновая прокатка - многоклетевая чистовая прокатка - ламинарное охлаждение - сматывание в рулон. Лист/полоса стали 30CrMo, изготовленные с помощью этого традиционного производственного процесса, в основном имеют следующие проблемы: (1) ликвация компонентов и внутренняя пористость: из-за высокого содержания легирующих элементов в стали низкая скорость вытягивания толстого сляба во время непрерывного литья и медленное затвердевание расплавленной стали, могут легко возникать серьезная ликвация компонентов и внутренняя пористость внутри сляба, что в конечном итоге может привести к неравномерному качеству и рабочим характеристикам продукта; (2) обезуглероживание поверхности: из-за высокого содержания углерода в стали, когда для нагрева сляба используют печь с шагающими балками, длительное время нагрева и высокая температура приводят к серьезному обезуглероживанию поверхности литого сляба, что непосредственно влияет на твердость поверхности, износостойкость и термическую стабильность изделия; (3) серьезные трещины на поверхности и крае литого сляба: низкая температура ликвидуса 30CrMo и низкая скорость непрерывного литья толстого сляба могут привести к низкой температуре отлитого сляба, и на поверхности и крае отлитого сляба могут легко образовываться трещины после того, как отлитый сляб попадает в зону высокотемпературной хрупкости, что напрямую влияет на качество продукта.
Тонколистовой горячекатаный листовой/полосовой прокат стали 30CrMo имеет характеристическую толщину 1,5-3,0 мм. Из-за малой толщины изделий будет сложнее производить эти изделия с использованием вышеуказанной традиционной линии непрерывного литья + горячей непрерывной прокатки. Даже если для производства используют способ непрерывного литья и прокатки тонких слябов, поскольку толщина сляба достигает 70-120 мм, нет существенной разницы на порядки величины между толщиной литого сляба и толщиной традиционного толстого сляба для непрерывного литья (имеющего толщину литого сляба 200-250 мм), поэтому проблема ликвации элементов не может быть решена фундаментально. В то же время сляб непрерывного литья все еще должен проходить через туннельную нагревательную печь или секцию электромагнитного индукционного нагрева, поэтому проблема обезуглероживания поверхности материала не может быть полностью устранена. Кроме того, прокатка более тонкого сляба приведет к большему расходу рулона. Таким образом, независимо от того, используют ли традиционный способ непрерывного литья толстых слябов или способ непрерывного литья тонких слябов, проблемы, связанные с производством стали 30CrMo, не могут быть решены полностью. Более того, стоимость производства тонколистового горячекатаного листа/полосы 30CrMo стали будет очень высокой.
Кроме того, следует отметить, что при использовании горячекатаной полосовой стали в качестве тонколистового горячекатаного листового проката требуется высокое качество поверхности полосовой стали. Обычно требуется, чтобы толщина оксидной окалины на поверхности полосовой стали была как можно меньше. Это требует контроля за образованием оксидной окалины на отлитой полосе на последующих стадиях. Например, в процессе непрерывного литья тонкой полосовой стали используют устройство с закрытой камерой от кристаллизационных валков до входа в прокатный стан для предотвращения окисления отлитой полосы. Добавление водорода в устройство с закрытой камерой, как описано в патенте США №6920912, и регулирование содержания кислорода менее 5% в устройстве с закрытой камерой, как описано в заявке на патент США №20060182989, могут помочь контролировать толщину оксидной окалины на поверхности отлитой полосы. Однако имеется мало патентов, связанных с управлением толщиной оксидной окалины в процессе транспортировки от прокатного стана к моталке, особенно в процессе охлаждения полосовой стали путем ламинарного охлаждения или охлаждения распылением. При контакте высокотемпературной полосовой стали с охлаждающей водой толщина оксидной окалины на поверхности литой полосы быстро увеличивается. В то же время контакт высокотемпературной полосовой стали с охлаждающей водой также может вызывать множество проблем: во-первых, на поверхности полосовой стали могут образовываться водяные пятна (пятна ржавчины), что повлияет на качество поверхности; во-вторых, охлаждающая вода для ламинарного охлаждения или распылительного охлаждения имеет тенденцию вызывать локальное неравномерное охлаждение на поверхности полосовой стали, что приводит к неоднородной микроструктуре внутри полосовой стали, так что свойства полосовой стали неоднородны, а качество продукции ухудшается; в-третьих, локальное неравномерное охлаждение на поверхности полосовой стали может привести к ухудшению формы полосы, что отрицательно скажется на качестве формы.
Действительно, из-за свойственного процессу быстрого затвердевания продукты, произведенные способом непрерывного литья тонкой полосы, обычно имеют такие проблемы, как неоднородная структура, низкое относительное удлинение и неоднородные свойства. Причина в том, что явная неоднородность аустенитных зерен внутри литой полосы приводит к неоднородной структуре конечного продукта, полученного после аустенитного превращения, что приводит к нестабильности свойств продукта, особенно относительного удлинения и формуемости. В то же время, когда способ непрерывного литья тонкой полосы используют для производства высокоуглеродистой стали, из-за усадки при затвердевании расплавленная сталь не успевает компенсировать усадку, и может возникать проблема внутренней усадочной пористости/усадочной полости вблизи центральной части отлитой полосы.
Поэтому производство тонколистового горячекатаного листа/полосы 30CrMo стали с использованием линии непрерывного литья заготовок тонкой полосы также представляет определенные трудности. Необходим прорыв как в отношении состава, так и процесса.
Краткое описание изобретения
Одной из целей настоящего изобретения является предоставление горячекатаного листа/полосы 30CrMo стали и способа их получения. Путем добавления соответствующего количества элемента N в сочетании с разумным процессом горячей прокатки на линии и мерами охлаждения после прокатки, можно эффективно улучшить однородность структуры, так что проблема внутренней усадочной пористости и усадочных полостей может быть решена, качество и свойства продукта могут быть улучшены, и достигают «прокатки за один нагрев» для тонколистового горячекатаного листа/полосы 30CrMo стали. Тонколистовые горячекатаные листы/полосы 30CrMo стали, изготовленные в соответствии с настоящим изобретением, являются идеальным материалом для машиностроения, нефтехимической промышленности, производства котлов и изготовления штампов для пильных полотен, где требуется тонколистовая сталь.
Для достижения вышеуказанной цели техническое решение настоящего изобретения заключается в следующем.
Согласно настоящему изобретению, остаточные элементы, такие как Sn и Cu, в стальном ломе полностью используют для плавки с получением расплавленной стали, а также в сталь выборочно добавляют микролегирующие элементы, такие как Мо, Cr и т.д., а также элементы В, N и т.д. В процессе плавки контролируют основность по шлакообразованию, тип и температуру плавления включений в стали, содержание свободного кислорода в расплавленной стали, содержание кислоторастворимого алюминия Als. Затем осуществляют двухвалковое непрерывное литье тонкой полосы с получением отлитой полосы толщиной 2,0-5,0 мм. После того, как отлитая полоса выходит из кристаллизационных валков, она непосредственно поступает в нижнюю закрытую камеру с неокисляющей атмосферой и поступает в действующий прокатный стан для горячей прокатки с получением полосовой стали толщиной 1,5-3,0 мм в закрытых условиях. Прокатанную полосовую сталь охлаждают методом газового распыления. Охлаждение газовым распылением может эффективно уменьшить толщину оксидной окалины на поверхности полосовой стали, повысить температурную однородность полосовой стали и улучшить однородность свойств и качество поверхности полосовой стали. Тонколистовой горячекатаный лист/полоса 30CrMo стали, изготовленный способом в соответствии с настоящим изобретением, имеет однородную структуру и свойства, не имеет внутренней усадочной пористости/усадочной полости, меньший слой обезуглероживания, хорошую способность к закалке, хорошую обрабатываемость и технологичность. Способ изготовления в соответствии с настоящим изобретением реализует «прокатку за один нагрев» тонколистового горячекатаного листа/полосы 30CrMo стали. Эффективность производства значительно повышается, и себестоимость продукции значительно снижается. Получают экологически чистый продукт с низким содержанием углерода.
В частности, горячекатаный лист/полоса 30CrMo стали в соответствии с настоящим изобретением имеет следующий состав в массовых процентах: С: 0,24-0,34%, Si: 0,1-0,5%, Mn: 0,6-1,5%, Р≤0,03%, S≤0,007%, Cr: 0,80-1,50%, Мо: 0,10-0,30%, N: 0,004-0,010%, Als:<0,001%, возможный В: 0,001-0,006%, общий кислород [О]общ: 0,007-0,020%; и остальное Fe и других неизбежные примеси, и при этом выполняются следующие условия:
состав включает один или оба элемента Cu: 0,10-0,60% и Sn: 0,005-0,04%;
Mn/S≥250.
Горячекатаный лист/полоса 30CrMo стали, описанный в настоящем описании, имеет микроструктуру игольчатого феррита (AF) + полигонального феррита (PF) + перлита (Р) с долей AF 60-80%, долей PF 10-25% и долей Р 5-20%. Присутствие соответствующей доли фосфора положительно влияет на последующую технологичность 30CrMo продукта. В то же время из-за технологических характеристик непрерывного литья тонкой полосы в структуре присутствует большая доля AF, что полезно для улучшения комплексных свойств 30CrMo продукта.
Горячекатаный стальной лист/полоса в соответствии с настоящим изобретением имеет предел прочности при растяжении ≤900 МПа и твердость по Роквеллу ≤25. В некоторых воплощениях горячекатаный лист/полоса 30CrMo стали в соответствии с настоящим изобретением имеет предел прочности при растяжении 780-900 МПа, предел текучести 590-750 МПа, относительное удлинение 11-23% и отношение предела текучести к пределу прочности 0,75-0,83.
В некоторых воплощениях горячекатаный лист/полоса 30CrMo стали в соответствии с настоящим изобретением имеет следующий состав в массовых процентах: С: 0,24-0,34%, Si: 0,1-0,5%, Mn: 0,6-1,5%, Р≤0,03%, S≤0,007%, Cr: 0,80-1,50%, Мо: 0,10-0,30%, N: 0,004-0,010%, Als:<0,001%, В: 0,001-0,006%, общий кислород [О]общ: 0,007-0,020%; и остальное Fe и другие неизбежные примеси, и при этом выполняются следующие условия: состав содержит один или два элемента Cu: 0,10-0,60% и Sn: 0,005-0,04%, Mn/S≥250. Предпочтительно, горячекатаный лист/полоса 30CrMo стали имеет микроструктуру игольчатого феррита (AF) + полигонального феррита (PF) + перлита (Р), с долей AF 60-80%, долей PF 10-25% и долей Р 5-20%.
В некоторых воплощениях горячекатаный лист/полоса 30CrMo стали в соответствии с настоящим изобретением имеет следующий состав в массовых процентах: С: 0,24-0,34%, Si: 0,1-0,5%, Mn: 0,6-1,5%, Р≤0,03%, S≤0,007%, Cr: 0,80-1,50%, Мо: 0,10-0,30%, N: 0,004-0,010%, Als:<0,001%, общий кислород [О]общ: 0,007-0,020%; и остальное Fe и другие неизбежные примеси, и при этом выполняются следующие условия: состав содержит один или два элемента Cu: 0,10-0,60% и Sn: 0,005-0,04%, Mn/S≥250.
Предпочтительно в горячекатаном листе/полосе 30CrMo стали согласно настоящему изобретению Mn/S>250.
В составе горячекатаного листа/полосы 30CrMo стали в соответствии с настоящим изобретением:
С: С является наиболее экономичным и основным упрочняющим элементом в стали. Он увеличивает прочность стали посредством упрочнения твердым раствором и дисперсионного упрочнения. Это важный элемент, обеспечивающий закалочную твердость и способность к закалке. С является важным элементом для выделения цементита во время превращения аустенита. Следовательно, уровень содержания С во многом определяет уровень прочности стали. То есть более высокое содержание С приводит к более высокому уровню прочности. Однако содержание С не должно быть слишком высоким. Чрезмерно высокое содержание приведет к высокому сопротивлению деформации при прокатке и снижению ударной вязкости после термической обработки закалки и отпуска. Кроме того, ухудшается свариваемость. В то же время, при непрерывном литье традиционных слябов, литье в зоне перитектической реакции может вызывать образование трещин на поверхности отлитого сляба, и в тяжелых случаях могут происходить аварийные прорывы. То же самое верно и для непрерывного литья тонкой полосы, т.е. литье в перитектической зоне реакции может приводить образованию трещин на поверхности заготовки отлитой полосы, и в тяжелых случаях полоса будет ломаться. Следовательно, при литье тонкой полосы из сплава Fe-C также следует обходить перитектическую зону реакции. Следовательно, содержание С, используемого в соответствии с настоящим изобретением, составляет 0,24-0,34%.
Si: Si играет роль в упрочнении твердым раствором в стали, и добавление Si в сталь может способствовать дезоксигенации с образованием силикатов, что помогает улучшить обрабатываемость и повысить чистоту стали. Однако чрезмерно высокое содержание Si влияет на свариваемость и повышает хрупкость стали. Следовательно, содержание Si, используемого в соответствии с настоящим изобретением, составляет 0,1-0,5%.
Mn: Mn является одним из самых дешевых легирующих элементов. Он может улучшить способность к закаливанию и закалочную твердость стали. Он обладает значительной растворимостью в твердом состоянии в стали и увеличивает прочность стали посредством упрочнения твердым раствором практически без ущерба для пластичности или ударной вязкости стали. Это самый важный упрочняющий элемент для повышения прочности стали, и в сочетании с Si он также может играть роль в дезоксигенации стали. Однако, если содержание Mn слишком велико, термическое напряжение и структурное напряжение отлитой полосы увеличиваются, и полоса будет легко ломаться. Следовательно, содержание Mn, используемого в соответствии с настоящим изобретением, составляет 0,6-1,5%.
Р: Если содержание Р высокое, он склонен к ликвации на границе зерен, так что хладноломкость стали будет увеличиваться, что ухудшает свариваемость, а пластичность стали снижается, тем самым ухудшая холодную сгибаемость. В процессе непрерывного литья тонкой полосы скорость затвердевания и охлаждения отлитой полосы чрезвычайно высока, и, таким образом, ликвация фосфора может быть эффективно подавлена. В результате можно эффективно избежать недостатков Р и полностью использовать преимущества Р. Следовательно, в соответствии с настоящим изобретением содержание Р выше, чем в традиционном производственном процессе, и ограничение на содержание элемента Р смягчается надлежащим образом. Процесс дефосфорации исключается из процесса производства стали. На практике нет необходимости проводить процесс дефосфорации или преднамеренно добавлять фосфор, и содержание фосфора составляет ≤0,03%.
S: Как правило, S является вредным элементом в стали. В частности, он придает стали горячеломкость, снижает пластичность и ударную вязкость стали и вызывает трещины при прокатке. S также снижает свариваемость и коррозионную стойкость. Следовательно, согласно настоящему изобретению S также контролируют как примесный элемент, и его содержание составляет ≤0,007%; в некоторых воплощениях ≤0,006%. Кроме того, Mn/S≥250. В некоторых воплощениях Mn/S>250.
Als: чтобы ограничить включения в стали, Al нельзя использовать для дезоксигенации, как того требует настоящее изобретение. При использовании огнеупоров также следует по возможности избегать дополнительного введения Al и строго контролировать содержание кислоторастворимого алюминия Als следует строго контролировать на уровне <0,001%.
N: Подобно элементу С, элемент N может улучшить прочность стали посредством твердого раствора внедрения. В некоторых воплощениях в соответствии с настоящим изобретением N в стали используют для взаимодействия с В с образованием выделенной фазы BN, поэтому в стали должно присутствовать определенное количество N. В то же время соответствующее количество N может способствовать выделению карбонитридов во время термической обработки закалки и отпуска и улучшать твердость стали при резании и механической обработке. Однако чрезмерно высокое содержание азота ухудшает ударную вязкость стали, повышает хрупкость отлитой полосы и снижает технологичность. Следовательно, содержание азота, используемого в соответствии с настоящим изобретением, составляет 0,004-0,010%.
Cr: Cr представляет собой элемент, который не только может улучшить способность к закаливанию стали, но также эффективно улучшить стойкость стали к высокотемпературному окислению и сопротивление ползучести. Cr, добавленный в тонкоразмерную горячекатаную сталь 30CrMo, используют для улучшения способности к закалке, жаропрочности и сопротивления ползучести стали, с одной стороны, а с другой стороны, он также обладает эффектом вторичной закалки, который может улучшить твердость и износостойкость стали, не делая ее хрупкой. Сочетание Cr с Cu в стальном ломе также может улучшить коррозионную стойкость стали. Однако при слишком высоком его содержании сопротивление деформации при прокатке будет высоким, а ударная вязкость снизится после термической обработки закалкой и отпуском. Это повлияет на операции резки, выполняемые потребителями. Согласно настоящему изобретению содержание Cr ограничено до 0,80-1,50%.
Мо: Мо может измельчать зерна и повышать прочность и ударную вязкость. Часть Мо находится в твердом растворе в феррите для упрочнения ферритовой матрицы, а другая часть диспергирована в стали в виде карбида. Таким образом, Мо в стали одновременно оказывает эффект упрочнения твердым раствором и дисперсионного упрочнения карбидом. Из-за низкой скорости диффузии Мо в феррите при высокой температуре он также может значительно улучшить жаропрочность и стабильность стали при отпуске. Однако чрезмерно высокое содержание Мо значительно увеличивает стоимость плавки исходного материала для стали. Следовательно, содержание Мо ограничено до 0,10-0,30% в соответствии с настоящим изобретением.
Cu: Cu в основном играет роль в упрочнении твердым раствором и дисперсионном упрочнении стали. Совместное воздействие Cu и Cr также может улучшить коррозионную стойкость стали 30CrMo, так что сталь в соответствии с настоящим изобретением пригодна для некоторых коррозионных воздействий, она устойчива к атмосферным воздействиям и не подвержена ржавчине. Следует отметить, что нет необходимости добавлять дополнительную медь во время плавки, поскольку в качестве исходного материала в соответствии с настоящим изобретением используют стальной лом. Поскольку Cu является элементом, склонным к ликвации, содержание Cu обычно строго контролируют в традиционном процессе. Ввиду эффекта быстрого затвердевания при непрерывном литье тонкой полосы верхний предел содержания Cu увеличен до 0,60% в соответствии с настоящим изобретением. При повышенном содержании Cu можно в определенном смысле полностью использовать стальной лом, и при подготовке стального лома в качестве исходного материала не требуется просеивания. В результате повышается эффективность плавки, снижаются затраты, стимулируется переработка стали и достигается цель устойчивого развития. Кроме того, может быть достигнуто эффективное использование меди в низкокачественных рудных ресурсах, таких как руда с высоким содержанием меди. В некоторых воплощениях содержание Cu, если она присутствует, составляет 0,1-0,6%.
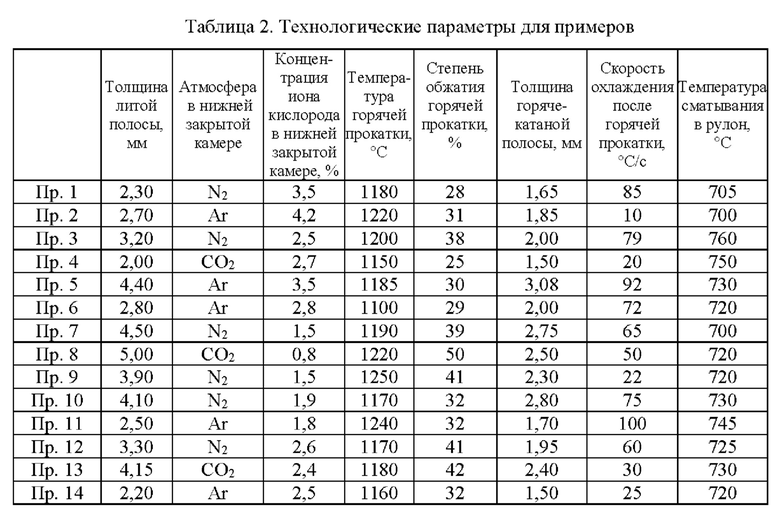
Sn: Sn также является одним из основных остаточных элементов в стальном ломе. Он признан вредным элементом в стали. Поскольку Sn является элементом, склонным к ликвации, Sn даже в небольшом количестве может быть в обогащенном состоянии на границе зерен, что приводит к дефектам, таким как трещины. Поэтому в традиционном процессе содержание элемента Sn строго контролируется. Поскольку непрерывное литье тонкой полосы характеризуется быстрым затвердеванием, междендритная ликвация элемента значительно снижается. В результате растворимость элемента в твердом состоянии может быть значительно увеличена. Следовательно, в условиях процесса непрерывного литья тонкой полосы диапазон содержания элемента Sn может быть расширен, и, таким образом, стоимость производства стали может быть значительно снижена. На фиг. 2 показана зависимость между элементом Sn и средним тепловым потоком. Из фиг. 2 видно, что при добавлении Sn в количестве менее 0,04% влияние на тепловой поток незначительно. То есть никакого влияния на процесс затвердевания тонкой полосы не оказывается. На фиг. 3 показана зависимость между содержанием Sn и шероховатостью поверхности. Поскольку трещины на поверхности отлитой полосы обычно образуются на неровных складках на поверхности отлитой полосы, шероховатость поверхности используется для характеристики возникновения поверхностных трещин. Если шероховатость большая, высока вероятность растрескивания. Из фиг. 3 видно, что увеличение содержания Sn не оказывает негативного влияния на качество поверхности отлитой полосы в условиях быстрого затвердевания. Как видно из результатов на фиг. 2 и 3, Sn не оказывает отрицательного влияния на затвердевание и качество поверхности отлитой полосы. Следовательно, в соответствии с настоящим изобретением ограничение на содержание Sn может быть дополнительно смягчено, и когда Sn присутствует, расчетное содержание Sn составляет 0,005-0,04%.
В: Заметная роль В в стали заключается в том, что незначительное количество бора может увеличить способность к закалке стали. В может обеспечить предпочтительное выделение крупных частиц BN в высокотемпературном аустените, тем самым препятствуя выделению мелкодисперсного AlN, ослабляя эффект закрепления мелкодисперсного AlN на границе зерен и способствуя росту зерен. Следовательно, аустенитные зерна укрупняются и гомогенизируются. Это полезно для улучшения технологичности рулонного стального изделия, что способствует последующим операциям резки или механической обработки, выполняемым потребителем. Кроме того, сочетание В и N может эффективно предотвращать появление легкоплавкой фазы В2О3 на границе зерен, так что предотвращается охрупчивание при высоких температурах.
В является активным элементом, склонным к ликвации, и он склонен к ликвации на границе зерен. Когда В-содержащую сталь производят традиционным способом, содержание В обычно очень строго контролируют, обычно на уровне 0,001-0,003%. В процессе непрерывного литья тонкой полосы скорость затвердевания и охлаждения высокая. Следовательно, можно эффективно ингибировать ликвацию В, и большее количество В может быть растворено в твердом растворе. Следовательно, ограничение на содержание В может быть соответствующим образом смягчено. Крупные частицы BN также могут быть получены путем надлежащего управления процессом для предотвращения выделения мелкодисперсного AlN. Таким образом, В играет роль в связывании азота. Как показали другие исследования, при добавлении В в сочетании с Мо можно добиться лучших эффектов. В частности, можно уменьшить возможность ликвации атомов С и избежать осаждения Fe23(C, B)6 на границах зерен. Следовательно, можно добавлять больше В. Поэтому в некоторых воплощениях согласно настоящему изобретению используют более высокое содержание В, чем в традиционном способе, и диапазон составляет 0,001-0,006%.
Способ получения горячекатаного листа/полосы 30CrMo стали в соответствии с настоящим изобретением включает следующие стадии:
1) Плавка, непрерывное литье,
где осуществляют плавку указанного выше состава; при этом основность a=CaO/SiO2 (массовое отношение) для шлакообразования в сталеплавильном процессе регулируют на уровне а<1,5, предпочтительно а<1,2 или а=0,7-1,0; при этом отношение MnO/SiO2 (массовое отношение) в расплавленной стали для получения легкоплавкого тройного включения MnO-SiO2-Al2O3 регулируют на уровне 0,5-2, предпочтительно 1-1,8; при этом содержание свободного кислорода [О]свободный в расплавленной стали составляет 0,0005-0,005%, и где Mn/S>250;
где для непрерывного литья используют двухвалковое непрерывное литье тонкой полосы, при этом образуют литую полосу толщиной 2,0-5,0 мм (предпочтительно литую полосу такой толщины образуют при наименьшем зазоре между двумя кристаллизационными валками); при этом кристаллизационные валки имеют диаметр 500-1500 мм, предпочтительно 800 мм; при этом внутрь кристаллизационных валков подают воду для охлаждения; при этом литейная машина имеет скорость литья 40-100 м/мин; при этом температуру разливки ковша поддерживают на уровне 1580-1610°С; при этом для подачи расплавленной стали на непрерывное литье используют двухступенчатую систему дозирования и распределения расплавленной стали, т.е. промежуточный ковш + распределитель;
2) Защита нижней закрытой камеры,
где после выхода отлитой полосы из кристаллизационных валков отлитая полоса имеет температуру 1360-1430°С и поступает непосредственно в нижнюю закрытую камеру, при этом в нижнюю закрытую камеру подают неокисляющий газ, при этом концентрацию кислорода в нижней закрытой камере регулируют на уровне <5%, и отлитая полоса имеет температуру 1150-1280°С на выходе из нижней закрытой камеры;
3) Горячая прокатка на линии,
где отлитая полоса через тянущие валки в нижней закрытой камере поступает в прокатный стан и прокатывается в стальную полосу толщиной 1,5-3,0 мм при температуре прокатки 1100-1250°С и степени обжатия горячей прокатки 10-50%, предпочтительно 30-50%;
4) Охлаждение после прокатки,
где полосовую сталь после горячей прокатки на линии подвергают охлаждению, при этом для охлаждения используют охлаждение газовым распылением, при этом охлаждение газовым распылением имеет скорость охлаждения 10-100°С/с, и
5) Сматывание в рулон,
где горячекатаную полосовую сталь сматывают непосредственно в рулон после охлаждения, при этом температуру сматывания горячекатаной полосовой стали регулируют на уровне 700-760°С.
Кроме того, он также включает стадию (6) термической обработки закалкой и отпуском: закалка в масле при 840-880°С и отпуск при 400-440°С. Предпочтительно перед термической обработкой закалкой и отпуском стальной лист/полосу выравнивают и разрезают, затем потребитель выполняет резку и механическую обработку в соответствии с размером конечного изделия, и, наконец, применяют термическую обработку закалкой и отпуском. Термическая обработка закалкой и отпуском может обеспечить то, что материал приобретет однородную структуру сорбита и профиль твердости, а также может уменьшить деформацию листа. После термической обработки закалкой и отпуском материал может приобрести необходимую твердость по Роквеллу: 35±2.
Предпочтительно на стадии (1) в качестве исходного материала для плавки можно выбирать 100% стальной лом без предварительного рассева, и для плавки используют электрическую печь для получения расплавленной стали, чтобы существенно снизить стоимость исходного материала. В качестве альтернативы для плавки используют конвертер, при этом стальной лом добавляют в конвертер в количестве по меньшей мере 20% от количества исходного материала для плавки без предварительного рассева, чтобы максимально увеличить долю стального лома, добавляемого в конвертер, и значительно снизить затраты на плавку и потребление энергии. Затем расплавленную сталь подают в печь LF, печь VD/VOD или печь RH для рафинирования.
Предпочтительно на стадии (2) неокисляющий газ включает инертный газ, N2, газообразный СО2, полученный сублимацией сухого льда, или смесь газов N2 и Н2.
Предпочтительно на стадии (4) при охлаждении газовым распылением используют отношение газ-вода 15:1-10:1, давление газа 0,5-0,8 МПа и давление воды 1,0-1,5 МПа. Используемый здесь термин «отношение газ-вода» относится к отношению расхода сжатого воздуха к воде, а единицей измерения расхода является м3/ч.
Предпочтительно на стадии (5) при сматывании в рулон используют намотку на двойной моталке или карусельную намотку.
Предпочтительно на стадии (5) горячекатаную и охлажденную полосовую сталь непосредственно сматывают в рулон после того, как некачественную переднюю часть полосовой стали отрезают резаком для передней части, и температуру сматывания горячекатаной полосовой стали регулируют на уровне 700-760°С.
В способе получения стали согласно настоящему изобретению:
для улучшения литейных свойств расплавленной стали при непрерывном литье тонкой полосы основность a=CaO/SiO2 для шлакообразования в сталеплавильном процессе регулируют на уровне а<1,5, предпочтительно а<1,2 или а=0,7-1,0.
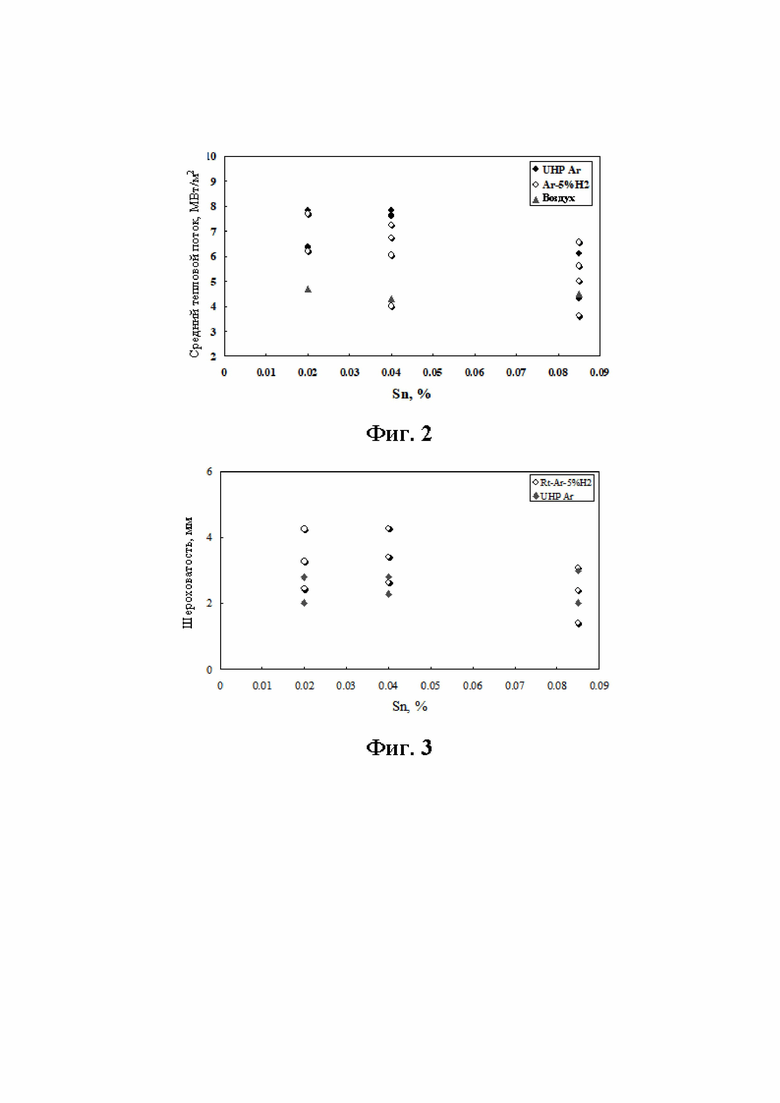
Для улучшения литейных свойств расплавленной стали при непрерывном литье тонкой полосы необходимо получить легкоплавкое тройное включение MnO-SiO2-Al2O3, как показано в заштрихованной области на фиг. 4. Отношение MnO/SiO2 в тройном включении MnO-SiO2-Al2O3 регулируют на уровне 0,5-2, предпочтительно 1-1,8.
Для улучшения литейных свойств расплавленной стали при непрерывном литье тонкой полосы кислород (О) является важным элементом для образования оксидных включений в стали. Поскольку в соответствии с настоящим изобретением необходимо образовать тройное включение MnO-SiO2-Al2O3 с низкой температурой плавления, содержание свободного кислорода [О]Свободный должно составлять 0,0005-0,005%.
Для улучшения литейных свойств расплавленной стали при непрерывном литье тонкой полосы, среди вышеуказанных компонентов Mn и S следует регулировать, чтобы удовлетворять следующему соотношению: Mn/S≥250.
Диаметр кристаллизационных валков согласно настоящему изобретению составляет 500-1500 мм, предпочтительно 800 мм, и внутрь кристаллизационных валков для охлаждения подается вода. В зависимости от толщины отливаемой полосы скорость литья литейной машины составляет 40-100 м/мин.
Температура ликвидуса стали 30CrMo, разработанной в соответствии с настоящим изобретением, составляет примерно 1500°С, а температуру разливки ковша регулируют в диапазоне 1580-1610°С.
После выхода отлитой полосы из кристаллизационных валков температура отлитой полосы составляет 1360-1430°С, и отлитая полоса поступает непосредственно в нижнюю закрытую камеру. В нижнюю закрытую камеру подают неокисляющий газ для защиты отлитой полосы, т.е. защиты отлитой полосы от окисления. Защитной антиокислительной атмосферой может быть N2 или Ar, или другой неокисляющий газ, такой как газообразный СО2, полученный сублимацией сухого льда, смесь газов N2 и Н2 и т.д. Концентрацию кислорода в нижней закрытой камере регулируют на уровне <5%. Антиокислительная защита, обеспечиваемая нижней закрытой камерой для отлитой полосы, распространяется до входа в прокатный стан 13. Температура отлитой полосы на выходе из нижней закрытой камеры составляет 1150-1280°С.
Теоретическая основа выделения фазы BN в литой полосе, происходящего в нижней закрытой камере, следующие.
Термодинамические уравнения между бором и азотом, а также между алюминием и азотом в γ-Fe в стали следующие:


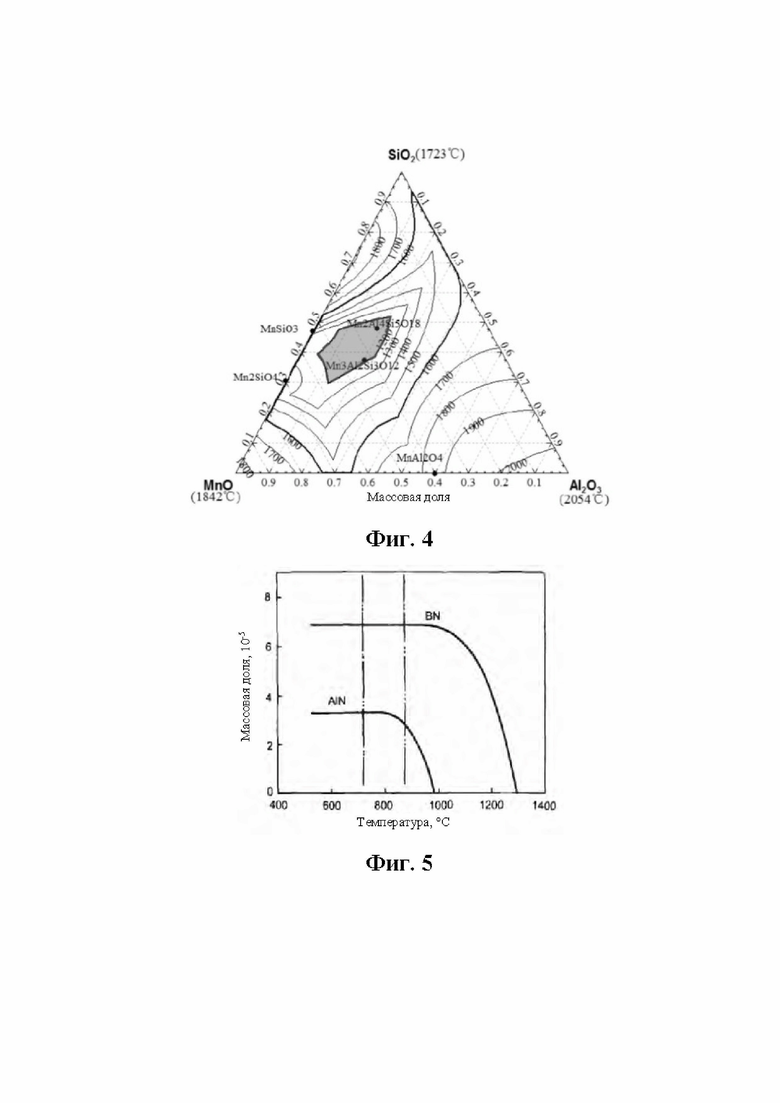
Как видно из фиг. 5, температура, при которой BN начинает выделяться в стали, составляет примерно 1280°С, а выделение BN прекращается при 980°С, и выделение AlN только начинается (температура, при которой AlN начинает выделяться составляет примерно при 980°С). Осаждение BN термодинамически предшествует AlN. В соответствии с настоящим изобретением комбинирование В и N завершается в нижней закрытой камере с образованием крупных частиц BN. Это препятствует выделению мелкодисперсного AlN и, таким образом, ослабляет эффект закрепления мелкодисперсного AlN на границе зерен, так что способность зерен к росту улучшается, и аустенитные зерна укрупняются. В результате аустенитные зерна более однородны, что способствует улучшению обрабатываемости и технологичности материала. Кроме того, комбинация В и N может эффективно предотвращать появление легкоплавкой фазы В2О3 на границе зерен.
Отлитую полосу через тянущие валки в нижней закрытой камере поставляют в прокатный стан и прокатывают с получением тонкой полосе толщиной 1,5-3,0 мм. Температура прокатки составляет 1100-1250°С. Более высокая температура прокатки эффективно решает проблему растрескивания краев, которая легко возникает в традиционном процессе. Степень обжатия при горячей прокатке составляет 10-50%. Предпочтительно степень обжатия при горячей прокатке составляет 30-50%. Большая скорость обжатия одной клети может полностью решить проблему внутренней усадочной пористости/усадочной полости вблизи центральной области отлитой полосы, вызываемой высоким содержанием углерода.
Охлаждение после прокатки производят на горячекатаной на линии полосовой стали. В частности, полосовую сталь охлаждают посредством охлаждения газовым распылением. Процесс охлаждения газовым распылением может эффективно уменьшить толщину оксидной окалины на поверхности полосовой стали, улучшить температурную однородность полосовой стали и улучшить свойства и качество поверхности полосовой стали. При охлаждении газовым распылением используют отношение газ-вода 15:1-10:1, давление газа 0,5-0,8 МПа и давление воды 1,0-1,5 МПа. После газового распыления образуется водяной туман высокого давления, который распыляется на поверхность стальной полосы. С одной стороны, это играет роль в снижении температуры стальной полосы. С другой стороны, водяной туман образует плотную газовую пленку, которая покрывает поверхность полосовой стали для защиты полосовой стали от окисления, тем самым эффективно подавляя рост оксидной окалины на поверхности горячекатаной полосовой стали. С использованием этого процесса охлаждения можно избежать проблем, связанных с традиционным распылением или ламинарным охлаждением, а температура поверхности полосовой стали может снижаться равномерно, чтобы повысить температурную однородность полосовой стали и достичь эффекта гомогенизации внутренней микроструктуры. В то же время охлаждение является равномерным, а качество формы и стабильность рабочих характеристик полосовой стали могут быть улучшены. Кроме того, можно эффективно уменьшить толщину оксидной окалины на поверхности полосовой стали. Скорость охлаждения при охлаждении газовым распылением составляет 10-100°С/с.
После того как некачественную переднюю часть горячекатаной и охлажденной полосовой стали отрезают ножницами для передней части, полосовую сталь непосредственно сматывают в рулон. Температуру намотки горячекатаной полосы поддерживают на уровне 700-760°С. Высокая температура сматывания в рулон может обеспечить, что сталь в соответствии с настоящим изобретением получит как можно более низкую прочность на растяжение (менее 900 МПа) и твердость (ниже 25 по Роквеллу), чтобы ее можно было успешно сматывать. Для последующих производителей также проще выполнять различные операции по резке и механической обработке стали.
При сматывании в рулон используют намотку на двойной моталке или карусельную намотку для обеспечения непрерывного производства полосовой стали. Предпочтительно при сматывании в рулон используют карусельную намотку, чтобы обеспечить более короткую и компактную производственную линию.
Сравнение настоящего изобретения с предшествующим уровнем техники:
Наиболее важные признаки, которые отличают настоящее изобретение от существующей технологии непрерывного литья тонкой полосы, включают диаметр кристаллизационного валка и соответствующий режим распределения расплавленной стали. Техническими признаками технологии EUROSTRIP являются кристаллизационные валки большого диаметра ∅1500 мм. Из-за больших кристаллизационных валков вместе с большой емкостью ванны расплава легко распределять расплавленную сталь, но стоимость изготовления кристаллизационных валков, а также затраты на эксплуатацию и техническое обслуживание являются высокими. Техническим признаком технологии CASTRIP являются кристаллизационные валки небольшого диаметра ∅500 мм. Из-за небольших кристаллизационных валков вместе с небольшой емкостью ванны расплава трудно распределять расплавленную сталь, но стоимость изготовления литейной машины и затраты на эксплуатацию и техническое обслуживание являются низкими. Чтобы решить проблему равномерного распределения расплавленной стали в небольшой ванне, CASTRIP применяет трехступенчатую систему подачи и распределения расплавленной стали (промежуточный ковш + переходник + распределитель). Использование трехступенчатой системы распределения расплавленной стали приводит к прямому удорожанию огнеупорных материалов. Что еще более важно, трехступенчатая система распределения расплавленной стали расширяет путь потока расплавленной стали, и перепад температуры расплавленной стали также больше. Чтобы достичь требуемой температуры расплавленной стали в ванне расплава, необходимо значительно увеличить температуру выпуска. Повышение температуры выпуска приведет к таким проблемам, как увеличение стоимости производства стали, увеличение потребления энергии и сокращение срока службы огнеупорных материалов.
Кристаллизационные валки в соответствии с настоящим изобретением имеют диаметр 500-1500 мм, при этом предпочтительными являются кристаллизационные валки, имеющие диаметр 800 мм. Принята двухступенчатая система дозирования и распределения расплавленной стали (промежуточный ковш + распределитель). Расплавленная сталь, вытекающая из распределителя, образует различные схемы распределения вдоль поверхностей валков и двух боковых поверхностей и течет по двум путям, не мешая друг другу. Благодаря использованию двухступенчатой системы распределения, в отличие от трехступенчатой системы распределения, значительно снижается стоимость огнеупорных материалов; и путь потока расплавленной стали сокращается, так что падение температуры расплавленной стали уменьшается, и температура выпуска может быть снижена. По сравнению с трехступенчатой системой распределения температура выпуска может быть снижена на 30-50°С. Пониженная температура выпуска может эффективно снизить стоимость производства стали, сэкономить энергию и продлить срок службы огнеупорных материалов. Совместное использование кристаллизационных валков с предпочтительным диаметром валков ∅800 мм и двухступенчатой системы подачи и распределения расплавленной стали в соответствии с настоящим изобретением не только удовлетворяет требованиям стабильного распределения расплавленной стали, но также обеспечивает простоту конструкции, удобное управление и низкую стоимость обработки.
В публикации китайского патента № CN 101773929 B раскрыт способ получения горячекатаного листа 30CrMo стали. Способ основан на процессе непрерывного литья и прокатки тонких слябов и в основном включает следующие стадии: плавка, рафинирование, непрерывное литье тонких слябов, выдержка, удаление окалины водой под высоким давлением, горячая непрерывная прокатка, охлаждение, сматывание в рулон и т.д. Состав включает С: 0,26-0,34%, Si: 0,17-0,37%, Mn: 0,40-0,70%, Р:≤0,035%, S≤0,035%, Cr: 0,80-1,10, Мо: 0,15-0,25%, и остальное Fe и неизбежные примеси. Горячекатаный лист 30CrMo стали, изготовленный в соответствии с этим патентом, имеет однородную структуру и свойства, высокую термическую стабильность и высокую прочность, и качество также значительно улучшено. Существенное различие между этим патентом и настоящим изобретением в отношении стали 30CrMo и способа получения заключается в том, что используемые производственные процессы различны. В соответствии с настоящим изобретением используют процесс двухвалкового непрерывного литья тонкой полосы. Кроме того, разработанные составы различны. В соответствии с настоящим изобретением могут быть получены изделия, имеющие лучшее качество и свойства без ликвации и поверхностного обезуглероженного слоя.
В публикации китайского патента № CN 107419192 A раскрыта полоса 30CrMo стали и способ ее получения. Это изобретение также основано на процессе непрерывного литья и прокатки тонких слябов, и этот способ в основном включает следующие стадии: конвертерная плавка, рафинирование LF, непрерывное литье тонких слябов, нагрев, горячая прокатка и сматывание в рулон. Состав включает С: 0,26-0,34%, Si: 0,17-0,30%, Mn: 0,40-0,70%, Р:≤0,025%, S≤0,025%, Als≥0,010%, Cr: 0,80-1,10%, Мо: 0,15-0,25%, Ni≤0,30%, Cu≤0,30%, и остальное Fe и неизбежные примеси. С точки зрения технологии всего процесса данное изобретение устраняет ликвацию и усадочную полость в центре непрерывно отливаемой заготовки и уменьшает обезуглероживание поверхности. Можно производить горячекатаную тонколистовую стальную полосу толщиной 2,5-4,0 мм, и достигается низкозатратное производство стали 30CrMo. Существенное различие между этим патентом и настоящим изобретением в отношении стали 30CrMo и способа получения также заключается в том, что процессы производства различны. В соответствии с настоящим изобретением используют процесс двухвалкового непрерывного литья тонкой полосы, и, таким образом, технологический процесс упрощается. Кроме того, разработанные составы различны. В соответствии с настоящим изобретением могут быть получены изделия, имеющие лучшее качество и свойства без ликвации и поверхностного обезуглероженного слоя.
В китайской патентной публикации № CN 100366779 C раскрыта сталь для пильных полотен для резки камня и способ ее получения. Химический состав из расчета массового процентного содержания включает С: 0,45-0,60%, Si: 0,1-0,6%, Mn: 1,3-1,8%, Р≤0,02%, S≤0,01%, V: 0,05-0,20%, Cr: 0,15-0,30%, N: 0,005-0,020%, Са: 0-0,0050%, Al: 0,005-0,040%, и остальное Fe и неизбежные примеси. Способ включает: плавку, литье и непрерывное литье. Для непрерывного литья используют процесс горячей загрузки и горячей подачи, чтобы гарантировать, что температура сляба составляет 300°С или выше перед нагревом. Сляб нагревают до температуры 1150°С и выше. Температуру чистовой прокатки при горячей прокатке поддерживают на уровне 900°С или выше. После прокатки сталь охлаждают на воздухе и сматывают в рулон, при этом температура сматывания составляет 700°С и выше. Сталь по данному изобретению обладает высокой способностью к закалке, особенно пригодной для изготовления пильных полотен для резки камня диаметром 1000 мм и более. Этот патент и настоящее изобретение относятся к разным маркам стали. Сталь в этом патенте имеет содержание углерода 0,45-0,60%, в то время как сталь согласно настоящему изобретению имеет содержание углерода 0,24-0,34%. Кроме того, есть существенная разница в производственном процессе. В соответствии с настоящим изобретением используют процесс двухвалкового непрерывного литья тонкой полосы, и, таким образом, технологический процесс упрощается.
В публикации китайского патента № CN 102345071 B раскрывают лист из стали 30CrMo плюс В из легированной конструкционной стали и способ ее получения. Лист содержит следующие химические компоненты в массовых процентах: С: 0,28-0,33%, Si: 0,20-0,35%, Mn: 0,60-0,80%, Р:≤0,018%, S:≤0,005%, Cr: 0,90-1,10%, Мо: 0,15-0,25%, Als: 0,20-0,40%, В: 0,0008-0,0015%, и остальное Fe и остаточные элементы. Используемый способ получения включает конвертерную плавку стали, рафинирование LF, вакуумное рафинирование, литье, нагрев заготовки/слитка, прокатку, медленное охлаждение и термообработку. Успешно разработана высокопрочная сталь 30CrMo плюс В толщиной ≤100 мм. Механические свойства, включая предел текучести, предел прочности при растяжении и твердость по Бринеллю после высокотемпературного отпуска, выше, чем у обычной стали 30CrMo. В данном изобретении добавляют следовые количества В. Однако в этом изобретении используют наиболее традиционный и медленный процесс литья под давлением, при котором скорость затвердевания очень низкая, а В склонен к ликвации. Более того, на границе зерен склонна образовываться фаза В2О3 с низкой температурой плавления, что приводит к горячему растрескиванию. Поэтому В добавляют в очень малом количестве, всего 0,0008-0,0015%. Эффект В незначителен. Кроме того, из примеров видно, что толщина изделий, произведенных по этому патенту, также велика и составляет 50 мм и 100 мм. Усовершенствованный процесс двухвалкового непрерывного литья тонкой полосы используют в соответствии с настоящим изобретением для непосредственного получения стального листа/полосы толщиной 1,5-3,0 мм, в который можно добавлять В в количестве до 0,006%, а качество и свойства намного лучше. Как состав, так и способ получения в соответствии с настоящим изобретением отличаются от используемых в этом патенте.
Основные преимущества настоящего изобретения включают следующее.
В соответствии с настоящим изобретением технологию непрерывного литья тонкой полосы используют для производства тонколистовой горячекатаной стали 30CrMo, содержащей олово (Sn) и медь (Cu)/содержащую олово (Sn), медь (Cu), азот (N) и возможно бор (В), о котором до сих пор не сообщалось. Преимущества можно резюмировать следующим образом.
1. В соответствии с настоящим изобретением исключаются сложные процессы, такие как нагрев сляба, многопроходная повторная горячая прокатка и т.п. При использовании двухвалкового непрерывного литья тонкой полосы + однопроходного процесса горячей прокатки на линии производственный процесс короче, эффективность выше, а капитальные затраты на производственную линию и себестоимость значительно снижаются.
2. В соответствии с настоящим изобретением устраняется большое количество сложных промежуточных стадий традиционного производственного процесса. По сравнению с традиционным производственным процессом потребление энергии и выбросы CO2 при производстве в соответствии с настоящим изобретением значительно снижаются, и получают экологически безопасные продукты.
3. В соответствии с настоящим изобретением процесс непрерывного литья тонкой полосы используют для получения тонколистовой горячекатаной стали 30CrMo. Благодаря передовому характеру процесса как такового, проблемы поверхностного обезуглероживания, ликвации элементов, растрескивания краев и т.п., существующие в традиционном процессе, могут быть полностью преодолены.
Скорость непрерывного литья тонкой полосы достигает 80-150 м/мин, скорость затвердевания расплавленной стали достигает 102-104°С/с, толщина не прерывно литой стальной полосы составляет всего 2-5 мм, а легирующие элементы в стали 30CrMo полностью затвердевают за очень короткий промежуток времени (0,1-0,2 с), не оставляя времени для ликвации. Этот эффект быстрого затвердевания эффективно устраняет проблему ликвации элементов.
Благодаря высокой скорости вытягивания, непрерывнолитая стальная полоса быстро поступает в нижнюю закрытую камеру с защитной атмосферой, а затем поступает непосредственно в действующий стан горячей прокатки для горячей прокатки. Благодаря комплексной защите литья и прокатки, поверхность полосовой стали практически не подвергается обезуглероживанию.
Благодаря высокой скорости вытягивания, даже если температура ликвидуса стали 30CrMo низкая, температура непрерывнолитой полосовой стали также высока, и соответственно высока температура прокатки в прокатном стане. Таким образом, эффективно предотвращается прокатка полосовой стали в высокотемпературной хрупкой зоне и не происходит растрескивания на поверхности и краю полосовой стали.
Процесс непрерывного литья и прокатки тонкой полосы объединяет независимые этапы традиционного непрерывного литья, нагрева, непрерывной горячей прокатки и т.п., что приводит к значительному сокращению производственного цикла, повышению эффективности производства, снижению энергопотребления и улучшению качества и свойств изделий.
4. Согласно настоящему изобретению добавляют следовое количество элемента N. Эта добавка может способствовать выделению карбонитридов в стали по изобретению во время термической обработки закалкой и отпуском, тем самым повышая твердость стали 30CrMo при резке и механической обработке и способствуя продлению срока службы конечного продукта.
5. Когда для производства стали используют электрическую печь в соответствии с настоящим изобретением, стальной лом используют полностью для 100% исходного материала без просеивания. При использовании стального лома, содержащего медь и олово, в сочетании с эффектом сверхбыстрого затвердевания при непрерывном литье тонкой полосы выполняется легирующая функция остаточных элементов, что значительно снижает стоимость плавки и «превращает вред в пользу» для Cu и Sn в стали. Соответственно, может быть достигнута эффективная утилизация имеющегося стального лома или минеральных ресурсов низкого качества или плохого качества (руда с высоким содержанием олова, руда с высоким содержанием меди); можно способствовать переработке стали; стоимость производства может быть снижена, и может быть реализовано устойчивое развитие сталелитейной промышленности.
В соответствии с настоящим изобретением для плавки используют электрическую печь, и 100% исходного материала, подлежащего выплавке, может в полном смысле слова представлять собой стальной лом. Таким образом, стадию предварительного просеивания устраняют, и стоимость исходного материала может быть значительно снижена. Если для плавки используют конвертер, стальной лом допускается добавлять в конвертер в количестве более 20% от выплавляемого сырья без предварительного просеивания. Это максимизирует долю стального лома в исходном материале, загружаемом в конвертер, и таким образом значительно снижает стоимость плавки и потребление энергии.
6. В соответствии с настоящим изобретением, используя охлаждение газовым распылением для катаной полосовой стали, можно избежать проблем, связанных с традиционным распылением или ламинарным охлаждением, и температура поверхности полосовой стали может снижаться равномерно, чтобы повысить температурную однородность полосовой стали и достичь эффекта гомогенизации внутренней микроструктуры. В то же время охлаждение является равномерным, и качество формы и стабильность рабочих характеристик полосовой стали могут быть улучшены. Кроме того, можно эффективно уменьшить толщину оксидной окалины на поверхности полосовой стали.
7. В традиционном процессе охлаждения сляба происходит выделение легирующих элементов, а повторного растворения легирующих элементов недостаточно при повторном нагреве сляба, так что коэффициент использования легирующих элементов часто снижается. В процессе непрерывного литья тонкой полосы в соответствии с настоящим изобретением полоса, отлитая при высоких температурах, непосредственно подвергается горячей прокатке, а добавленные легирующие элементы в основном существуют в состоянии твердого раствора. Таким образом, коэффициент использования элементов сплава может быть увеличен.
8. В соответствии с настоящим изобретением для горячекатаной стальной полосы используют карусельную моталку, чтобы эффективно сократить длину производственной линии. В то же время сматывание в рулоны на месте может значительно повысить точность контроля температуры сматывания в рулоны и улучшить стабильность свойств изделия.
Описание чертежей
Фиг. 1 представляет собой схематический вид, показывающий технологическую схему процесса двухвалкового непрерывного литья тонкой полосы;
фиг. 2 представляет собой схематическую диаграмму, показывающую взаимосвязь между содержанием Sn и средним тепловым потоком;
фиг. 3 представляет собой схематическую диаграмму, показывающую взаимосвязь между содержанием Sn и шероховатостью поверхности литой полосы;
фиг. 4 представляет собой тройную фазовую диаграмму MnO-SiO2-Al2O3 (заштрихованная область: область с низкой температурой плавления);
фиг. 5 представляет собой схематическую диаграмму, показывающую термодинамические кривые выделения BN и AlN.
Подробное описание
Настоящее изобретение дополнительно описано со ссылкой на нижеследующие примеры, но эти примеры никоим образом не ограничивают настоящее изобретение. Любые изменения, сделанные специалистами в данной области техники при реализации настоящего изобретения на основе настоящего описания, попадают в объем защиты, определенный в формуле настоящего изобретения.
Со ссылкой на фиг. 1, расплавленная сталь, которая соответствует химическому составу, разработанному в соответствии с настоящим изобретением, проходит через разливочный ковш 1, защитную трубу 2 ковша, промежуточный ковш 3, погружной стакан 4 и распределитель 5, а затем ее непосредственно разливают в ванну 7 расплава, образованную боковыми герметизирующими устройствами 6а, 6b и двумя вращающимися в противоположных направлениях кристаллизационными валками 8а, 8b, способными к быстрому охлаждению. Расплавленная сталь затвердевает на периферийных поверхностях вращающихся кристаллизационных валков 8а, 8b с образованием затвердевшей корки, которая постепенно растет, а затем образует отлитую полосу 11 толщиной 2,0-5,0 мм в минимальном зазоре (зоне сжатия) между двумя кристаллизационными валками. После выхода отлитой полосы 11 из кристаллизационных валков 8а и 8b температура отлитой полосы составляет 1360-1430°С, и отлитая полоса поступает непосредственно в нижнюю закрытую камеру 10. В нижнюю закрытую камеру 10 подают инертный газ для защиты полосовой стали, т.е. предохранения полосовой стали от окисления. Антиокислительной защитной атмосферой может быть N2, или Ar, или другой неокисляющий газ, такой как смесь газов N2 и H2, газообразный СО2, полученный сублимацией сухого льда и т.д. Концентрацию кислорода в нижней закрытой камере 10 контролируют на уровне <5%. Антиокислительная защита, обеспечиваемая нижней закрытой камерой 10 для отлитой полосы 11, распространяется до входа в прокатный стан 13. Температура отлитой полосы на выходе из нижней закрытой камеры 10 составляет 1150-1280°С. Затем отлитую полосу подают на стан 13 горячей прокатки через качающуюся направляющую плиту 9, тянущие валки 12 и стол 15 прокатного стана. После горячей прокатки формируется горячекатаная полосовая сталь толщиной 1,5-3,0 мм. Катаную полосовую сталь охлаждают путем охлаждения газовым распылением с использованием устройства 14 быстрого охлаждения газовым распылением для улучшения температурной однородности полосовой стали. После того как переднюю часть полосовой стали отрезают летучими ножницами 16, отрезанная передняя часть падает в яму 18 летучих ножниц вдоль направляющей пластины 17 летучих ножниц, а горячекатаная полоса с отрезанной передней частью поступает на карусельную моталку 19 для сматывания в рулон. После снятия рулона с моталки его охлаждают на воздухе до комнатной температуры.
Далее, после придания плоскостности и отрезания изготовленного стального листа/полосы, потребитель выполняет операции резки и механической обработки в соответствии с размером конечного продукта и, наконец, проводит термическую обработку закалки и отпуска: закалка в масле при 840-880°С и отпуск при 400-440°С. Твердость материала, полученного после термообработки закалкой и отпуском, составляет 35±2 по Роквеллу, что обеспечивает требуемый профиль твердости материала и позволяет уменьшить деформацию пластины. Характеристики стального листа/полосы соответствуют или даже превосходят требования к характеристикам традиционной тонколистовой горячекатаной стали 30CrMo.
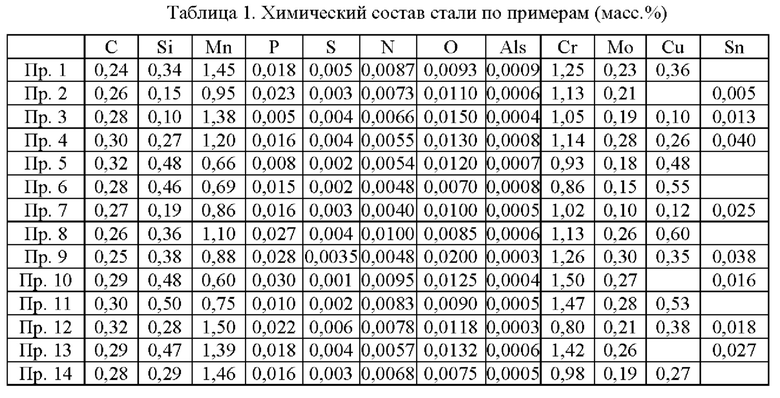
Химические составы по примерам в соответствии с настоящим изобретением показаны в таблице 1, где остальное составляет Fe и другие неизбежные примеси. Технологические параметры способа получения в соответствии с настоящим изобретением показаны в таблице 2, и механические свойства горячекатаных полос, полученных в конечном итоге, показаны в таблице 3.
Подводя итог, можно сказать, что в соответствии с настоящим изобретением используют технологию непрерывного литья тонкой полосы, и стальной лом полностью утилизируют. Горячекатаный лист/полоса 30CrMo стали, изготовленный из состава стали в соответствии с настоящим изобретением, имеет предел прочности при растяжении менее 900 МПа и твердость по Роквеллу 25 или ниже. Горячекатаный лист/полосу 30CrMo стали можно успешно сматывать в рулон и можно легко подвергать различным операциям резки и механической обработки, выполняемым последующими потребителями производителей.
Тонколистовой горячекатаный лист/полоса 30CrMo стали, изготовленный способом в соответствии с настоящим изобретением, имеет однородную структуру и свойства, не имеет внутренней усадочной пористости/усадочной полости, имеет меньший слой обезуглероживания, хорошую способность к закалке, хорошую обрабатываемость и технологичность. Это идеальный материал для машиностроения, нефтехимической промышленности, производства котлов и изготовления штампов пильных полотен, где требуется тонколистовая сталь.

Химические составы В-содержащей стали в примерах согласно настоящему изобретению показаны в таблице 4, где остальное представляет собой Fe и другие неизбежные примеси. Технологические параметры способа изготовления в соответствии с настоящим изобретением показаны в таблице 5, а механические свойства горячекатаных полос, полученных в конечном итоге, показаны в таблице 6.
Как показано в таблице 6, горячекатаный лист/полоса 30CrMo стали, изготовленный из состава стали в соответствии с настоящим изобретением с использованием технологии непрерывного литья тонкой полосы, имеет предел прочности при растяжении менее 900 МПа и твердость по Роквеллу 25 или ниже. Горячекатаный лист/полосу 30CrMo стали можно успешно сматывать в рулон, и он легко подвергается различным операциям резки и механической обработки, выполняемым последующими потребителями производителей. Далее, после придания плоскостности и отрезания изготовленного стального листа/полосы, потребитель выполняет операции резки и механической обработки в соответствии с размером конечного изделия и, наконец, проводит термическую обработку закалкой и отпуском: закалка в масле при 840-880°С и отпуск при 400-440°С. Твердость по Роквеллу материала, полученного после термообработки закалкой и отпуском, составляет 35±2, что обеспечивает требуемый профиль твердости материала и позволяет уменьшить деформацию листа. Характеристики стального листа/полосы соответствуют или даже превосходят требования к характеристикам традиционной тонколистовой горячекатаной стали 30CrMo.
Тонколистовой горячекатаный лист/полоса 30CrMo стали, изготовленный способом в соответствии с настоящим изобретением, имеет однородную структуру и свойства, не имеет внутренней усадочной пористости/усадочной полости, имеет меньший слой обезуглероживания, хорошую способность к закалке, хорошую обрабатываемость и технологичность. Это идеальный материал для машиностроения, нефтехимической промышленности, производства котлов и изготовления штампов пильных полотен, где требуется тонколистовая сталь. Способ изготовления в соответствии с настоящим изобретением реализует «прокатку за один нагрев» тонколистового горячекатаного листа/полосы 30CrMo стали. Себестоимость производства значительно снижается. Тонколистовой горячекатаный лист/полоса 30CrMo стали представляет собой экологически чистый продукт с низким содержанием углерода.




Изобретение относится к области металлургии, а именно к горячекатаному прокату в виде листа или полосы, используемому в качестве материала для машиностроения, нефтехимической промышленности, котлостроения, штампов для пильных полотен. Горячекатаный прокат содержит следующие компоненты, мас.%: С: 0,24-0,34, Si: 0,1-0,5, Mn: 0,6-1,5, Р≤0,03, S≤0,007, Cr: 0,80-1,50, Мо: 0,10-0,30, N: 0,004-0,010, при необходимости В: 0,001-0,006, Аls<0,001, общий кислород [О]общ: 0,007-0,020, один или оба из Cu: 0,10-0,60 и Sn: 0,005-0,04, остальное Fe и неизбежные примеси, при этом Mn/S≥250. Прокат обладает однородной структурой и требуемым комплексом свойств. 2 н. и 11 з.п. ф-лы, 5 ил., 6 табл.
1. Горячекатаный лист/полоса стали, имеющий следующий состав в массовых процентах: C: 0,24-0,34%, Si: 0,1-0,5%, Mn: 0,6-1,5%, P≤0,03%, S≤0,007%, Cr: 0,80-1,50%, Mo: 0,10-0,30%, N: 0,004-0,010%, возможно B: 0,001-0,006%, Als: <0,001%, общий кислород [O]общ: 0,007-0,020%, и остальное Fe и неизбежные примеси, и при этом выполняются следующие условия:
состав включает один или оба элемента Cu: 0,10-0,60% и Sn: 0,005-0,04%;
Mn/S≥250.
2. Горячекатаный лист/полоса стали по п.1, который имеет предел прочности при растяжении ≤900 МПа и твердость по Роквеллу ≤25.
3. Горячекатаный лист/полоса стали по п.1, который имеет микроструктуру игольчатого феррита + полигонального феррита + перлита.
4. Горячекатаный лист/полоса стали по п.3, где микроструктура горячекатаного листа/полосы из стали содержит 60-80 об.% игольчатого феррита, 10-25 об.% полигонального феррита и 5-20 об.% перлита.
5. Горячекатаный лист/полоса стали по п.1, который имеет толщину 1,5-3,0 мм.
6. Горячекатаный лист/полоса стали по п.1, который имеет предел прочности при растяжении 780-900 МПа, предел текучести 590-750 МПа, относительное удлинение 11-23% и отношение предела текучести к пределу прочности 0,75-0,83.
7. Способ получения горячекатаного листа/полосы стали по любому из пп.1-6, включающий следующие стадии:
1) плавка, непрерывное литье,
где осуществляют плавку состава, определенного в п.1; при этом основность а=CaO/SiO2 для шлакообразования в сталеплавильном процессе регулируют на уровне а<1,5, предпочтительно а<1,2 или а=0,7-1,0; при этом отношение MnO/SiO2 в расплавленной стали в тройном включении MnO-SiO2-Al2O3 регулируют на уровне 0,5-2, предпочтительно 1-1,8; при этом содержание свободного кислорода [O]свободный в расплавленной стали составляет 0,0005-0,005%;
где для непрерывного литья используют двухвалковое непрерывное литье тонкой полосы с образованием литой полосы толщиной 2,0-5,0 мм; при этом кристаллизационные валки имеют диаметр 500-1500 мм, предпочтительно 800 мм; при этом внутрь кристаллизационных валков подают воду для охлаждения; при этом скорость литья составляет 40-100 м/мин; при этом температуру разливки ковша регулируют на уровне 1580-1610°С; при этом для подачи расплавленной стали на непрерывное литье используют двухступенчатую систему дозирования и распределения расплавленной стали, т.е. промежуточный ковш + распределитель;
2) защита нижней закрытой камеры,
где после выхода отлитой полосы из кристаллизационных валков отлитая полоса имеет температуру 1360-1430°С и поступает непосредственно в нижнюю закрытую камеру, при этом в нижнюю закрытую камеру подают неокисляющий газ, при этом концентрацию кислорода в нижней закрытой камере регулируют на уровне <5%, и отлитая полоса имеет температуру 1150-1280°С на выходе из нижней закрытой камеры;
3) горячая прокатка на линии,
где отлитая полоса через тянущие валки в нижней закрытой камере поступает в прокатный стан и прокатывается в стальную полосу толщиной 1,5-3,0 мм при температуре прокатки 1100-1250°С и степени обжатия горячей прокатки 10-50%, предпочтительно 30-50%;
4) охлаждение после прокатки,
где стальную полосу после горячей прокатки на линии подвергают охлаждению, при этом для охлаждения используют охлаждение газовым распылением, при этом охлаждение газовым распылением имеет скорость охлаждения 10-100°С/с, и
5) cматывание в рулон,
где горячекатаную полосовую сталь сматывают непосредственно в рулон после охлаждения, при этом температуру сматывания горячекатаной полосовой стали регулируют на уровне 700-760°С.
8. Способ получения горячекатаного листа/полосы стали по п.7, дополнительно включающий стадию 6) термообработки закалкой и отпуском: закалка в масле при 840-880°C и отпуск при 400-440°C.
9. Способ получения горячекатаного листа/полосы стали по п.7, в котором на стадии 1) исходный материал для плавки представляет собой 100% стальной лом без предварительного рассева, для плавки используют электрическую печь с получением расплавленной стали, или для плавки используют конвертер, при этом стальной лом добавляют в конвертер в количестве по меньшей мере 20% от количества исходного материала для плавки без предварительного рассева, при этом расплавленную сталь затем подают в печь LF, печь VD/VOD или печь RH для рафинирования.
10. Способ получения горячекатаного листа/полосы стали по п.7, в котором на стадии 2) неокисляющий газ включает инертный газ, N2, газообразный CO2, полученный сублимацией сухого льда, или смесь газов N2 и H2.
11. Способ получения горячекатаного листа/полосы стали по п.7, в котором на стадии 4) при охлаждении газовым распылением используют отношение газ-вода 15:1-10:1, давление газа 0,5-0,8 МПа и давление воды 1,0-1,5 МПа.
12. Способ получения горячекатаного листа/полосы стали по п.7, в котором на стадии 5) при сматывании в рулон используют намотку на двойной моталке или карусельную намотку.
13. Способ получения горячекатаного листа/полосы стали по п.7, в котором на стадии 5) горячекатаную и охлажденную полосовую сталь непосредственно сматывают в рулон после того, как передняя часть полосовой стали плохого качества отрезана с помощью резака для передней части.
| CN 107419192 A, 01.12.2017 | |||
| СТАЛЬНОЙ ЛИСТ С ГАЛЬВАНИЧЕСКИМ ПОКРЫТИЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2574568C2 |
| CN 102345071 A, 08.02.2012 | |||
| CN 109797345 A, 24.05.2019 | |||
| ГОРЯЧЕКАТАНЫЙ СТАЛЬНОЙ ЛИСТ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2012 |
|
RU2562574C2 |

