Настоящее изобретение относится к производственной линии для изготовления ультратонкой горячей стальной полосы, содержащей две литейные линии для литья тонких слябов и единственную линию прокатки для осуществления операции бесконечной прокатки, то есть без прерывания непрерывности, а также к соответствующему способу изготовления.
Для изготовления горячих стальных полос известно использование производства для тонких слябов, в котором две литейных линии и одна линия прокатки соединены друг с другом, но подобные производства не предоставляют возможности прокатки продукта для непрерывного получения ультратонкой полосы.
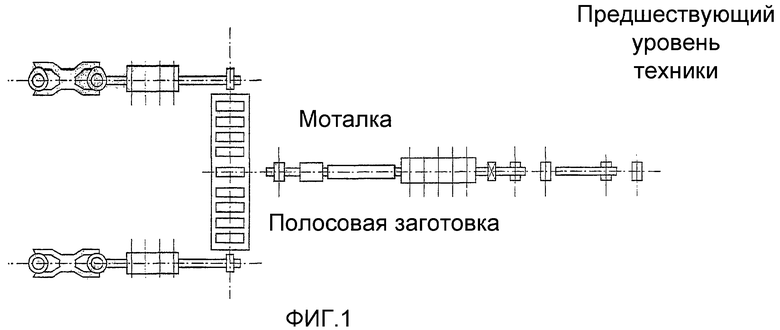
Известно производство для тонких слябов с двумя литейными линиями, в котором прокатный стан расположен по центру между ними и соединен с линиями литья посредством промежуточного перемоточного устройства (coil-box), в котором намотанная полосовая заготовка в необходимый момент времени передается к прокатному стану при помощи пошаговой системы или подвижной поперечины. Таким образом, невозможно избежать прерывания снабжения процесса прокатки, и поэтому не может осуществляться процесс бесконечной прокатки без решения проблемы непрерывной подачи, что наглядно изображено на примере известной в уровне техники технологии, как показано на фиг.1.
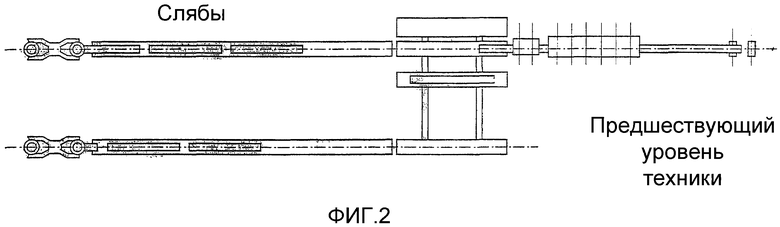
Второй вариант изготовления горячих полос при наличии двух линий литья и одного прокатного стана предусматривает две длинные туннельные печи, каждая из которых примыкает к соответствующей линии литья и только одна из которых примыкает к прокатному стану, при этом отдельные слябы, каждый из которых соответствует одному рулону, нагреваются внутри этих печей. Каждая из печей имеет концевой участок, выполненный в виде независимой секции с возможностью перемещения от одной линии к другой и имеющий достаточную длину для размещения участка сляба, соответствующего одному рулону. Таким образом, возможно прокатывать слябы со второй линии литья, которая не присоединена к прокатному стану. Однако проблема возможности осуществления бесконечной прокатки не решается из-за технологических аспектов, то есть чрезмерно низкой скорости на входе прокатного стана, которая соответствует скорости литья, и из-за технических проблем относящихся к операциям в отделенном рабочем пространстве печи на длине примерно 300 метров внутри нагревательной печи. Такое решение показано схематично на фиг.2.
В документе ЕР 1196256 также на имя заявителя настоящего изобретения раскрыта система для изготовления ультратонких полос с использованием двух линий литья, объединенных с расположенным по центру прокатным станом, при этом в системе осуществляется подача на четырех печных моталках с расположенными внутри барабанами для обеспечения смотки/размотки полосовой заготовки, выполненных с возможности поворота и одновременного смещения в центральную зону, в которой расположен прокатный стан. Однако такое решение не может обеспечить осуществление процесса прокатки, который действительно является «непрерывным», так как прокатный стан не расположен коаксиально ни с одной из линий литья, при этом всегда имеется удаление моталок от линий литья перед линией прокатки. Кроме того, требования по времени на осуществление цикла перемещения-поворота и возврата для четырех печных моталок являются очень строгими и критичными, особенно для обеспечения обслуживания прокатного стана, в частности замены валков в течение непрерывной серии разливки, что требуется в любом случае при массах полосовых заготовок не менее чем 50 тонн и для снижения узких мест по времени цикла. Как следствие размеры оборудования обуславливают значительные затраты и подобная производственная система становится очень сложной и перегруженной с точки зрения затрат.
Подобные рассуждения также применимы к документу WO 94/29042 на имя заявителя настоящего изобретения, согласно которому разматывающее устройство расположено напротив каждой из линий литья, и различие с документом ЕР 1196256 заключается в факте наличия выполненных подвижными барабанов, на которые наматывается рулон, и которые перемещаются вместо перемещения всей печной моталки.
Объектом настоящего изобретения является производственная линия, которая при отсутствии проблем, присущих известному уровню техники, обеспечивает изготовление горячей стальной полосы при использовании двух линий литья с дополнительной возможностью выбора режима бесконечной прокатки, то есть без прерывания непрерывности, при наличии только одной линии литья, то есть линии, присоединенной к линии прокатки. Также объектом настоящего изобретения является способ изготовления горячей ультратонкой полосы, при этом процесс прокатки заготовок, поступающих от двух отдельных линий литья, осуществляется для отдельной полосы, от одной из этих линий, без прерывания непрерывности.
Было обнаружено, что при наличии одной линии литья, соединенной с прокатным станом и подающей полосовую заготовку на выходе с толщиной менее 30 мм, такую заготовку можно непосредственно подавать на чистовую прокатку, что невозможно осуществить в имеющихся сегодня и известных в уровне техники производственных системах. В обоих случаях, в первом (см. фиг.1) и в третьем (см. ЕР 1196256) в действительности полосовая заготовка выходит из линий литья со скоростью, достаточной для бесконечной прокатки, однако прокатный стан не соединен ни с одной из линий литья, в то время во втором случае (см. фиг.2) прокатный стан соединен с одной из двух линий литья, однако тем не менее осуществляется прерывание непрерывности, поскольку слябы подаются попеременно и отдельно друг от друга в прокатный стан, при этом каждый сляб соответствует отдельному рулону.
Другим объектом настоящего изобретения является решение проблемы критического времени, которое присуще решениям, известным из уровня техники, как описано выше, поскольку при прохождении только через одну пару печных моталок обеспечиваются достаточные интервалы времени для обычных операций или нормального или экстренного обслуживания оборудования.
Следующим объектом настоящего изобретения является обеспечение возможности надежного управления двумя линиями литья, которые снабжены промежуточным соединением одна с другой посредством суперпозиционной печи (печной моталки), снабженной внутренними барабанами и пригодной для изготовления по меньшей мере двух миллионов тонн в год горячей стальной полосы с одновременным обеспечением бесконечной прокатки для изготовления тонкой стальной полосы с толщиной менее 1 мм.
Еще одним объектом настоящего изобретения является обеспечение уменьшения снижения температуры на этапе удаления окалины, при таком осуществлении операций, что температура на входе в нагревательную печь ниже (около 900°С), чем примерно 1100°С, предусмотренные в известном уровне техники, за счет чего снижается формирование окалины и проблемы, связанные с ней на этапе смотки/размотки в нагревательной печи, а также между входом и выходом прокатки, поскольку возможны следы окалины на поверхности полосы.
Указанные объекты реализуются в производственной линии и соответствующем способе, которые описаны в прилагаемой формуле изобретения.
Настоящим изобретением предлагается производственная линия для изготовления горячей стальной полосы с использованием двух линий (а, b) для литья тонких слябов с толщиной менее или равной 100 мм, в которой только линия (а) соединена с линией (е, g) прокатки, характеризующаяся тем, что предусмотрены две взаимно позиционируемые пары печных моталок (A1, A2, B1, B2), при этом первая пара печных моталок (A1, A2) расположена стационарно в линии (а) литья, соединенной с линией (е, g) прокатки, а вторая пара печных моталок (B1, B2) выполнена в линии (b) литья с возможностью перемещения к другой линии литья, при этом обе пары печных моталок снабжены соответствующими внутренними барабанами для смотки и размотки полосовой заготовки, с толщиной менее 30 мм, причем дополнительно предусмотрен обводной участок (d) между двумя печными моталками (A1, A2) для обеспечения непрерывного снабжения стана (g) чистовой прокатки через роликовый участок (е), при этом имеется поперечный участок (k), приводимый в действие при производстве партий продукта для перемещения упомянутой пары печных моталок (B1, B2) из линии (b) литья в линию (а) литья, при этом в ней также предусмотрена индукционная печь (f) ниже по потоку от печных моталок с барабанами и непосредственно перед станом (g) чистовой прокатки.
Указанная производственная линия может быть усовершенствована тем, что в каждой линии (а, b) литья выше по потоку от пары печных моталок с барабанами предусмотрены соответствующие ножницы (с, с′), при этом одни из них (с), расположенные в линии (а), приводятся в действие, в отличие от других ножниц (с′) в линии (b), которые приводятся в действие только для резки полосовой заготовки, при прокатке партии без непрерывной прокатки.
Также может быть предусмотрено, что ниже по потоку от прокатного стана (g) предусмотрены летающие ножницы (i) с рабочими средствами для резки чистовой полосы после достижения заданного значения веса рулона в процессе бесконечной прокатки.
В другом воплощении упомянутый обводной участок (d) выполнен как термически изолированный роликовый участок, соединенный с упомянутой линией (e, g) прокатки.
Далее возможно, что производственная линия содержит средства для перемещения упомянутой пары печных моталок (B1, B2) вдоль поперечного участка (k) синхронно с этапом прокатки продукта из одной из первой пары печных моталок (A1, A2).
В предпочтительном воплощении производственная линия характеризуется тем, что упомянутый роликовый участок (е) может перемещаться в поперечном направлении по отношении к линии (а) литья и прокатного стана (g) в направлении, противоположном к участку (k) для второй пары печных моталок (B1, B2).
Также изобретение предлагает способ изготовления ультратонкой стальной полосы, включающий подачу тонких слябов с толщиной менее или равной 100 мм из двух линий литья в одну линию прокатки, при этом только первая линия литья соединена с линией прокатки, характеризующийся тем, что в каждой линии литья предусмотрено обжатие с жидкой сердцевиной и последующее обжатие для получения полосовой заготовки с толщиной менее 30 мм, последующая смотка заготовки во вращающихся нагревательных средствах, и при этом осуществляют прокатку после размотки, при этом предусмотрено использование только одной первой линии литья без прерывания непрерывности процесса за счет использования обводного участка и чистовой прокатки для получения ультратонкой полосы с толщиной менее 1 мм, или изготовление партии отдельных полос с толщиной от 1 до 12 мм, с осуществлением резки перед смоткой в каждой линии литья при помощи упомянутых вращающихся нагревательных средств, при этом осуществляют этап перемещения упомянутых вращающихся нагревательных средств из линии литья, не соединенной с линией прокатки, для приведения упомянутых нагревательных средств в первую линию литья и этап перемещение упомянутых нагревательных средств назад в начальную позицию.
В предпочтительной реализации способ дополнительно содержит этап индукционного нагрева между этапом использования упомянутых вращающихся нагревательных средств и последующей чистовой прокаткой.
Целесообразно, если в упомянутом способе температура полосовой заготовки в конце линии литья, соответствующего смотке при изготовлении отдельной полосы, составляет примерно 900°С.
Эти и другие объекты, преимущественные варианты или признаки изобретения раскрываются подробнее в последующем описании с представленными не ограничивающими примерами производственной линии и способа, а также со ссылкой на прилагаемые чертежи, на которых:
Фиг.1 и 2 - два схематичных изображения на виде сверху двух систем для изготовления горячей стальной ультратонкой полосы с использованием двух линий литья,
Фиг.3 - схематичное изображение на виде сбоку производственной линии согласно изобретению,
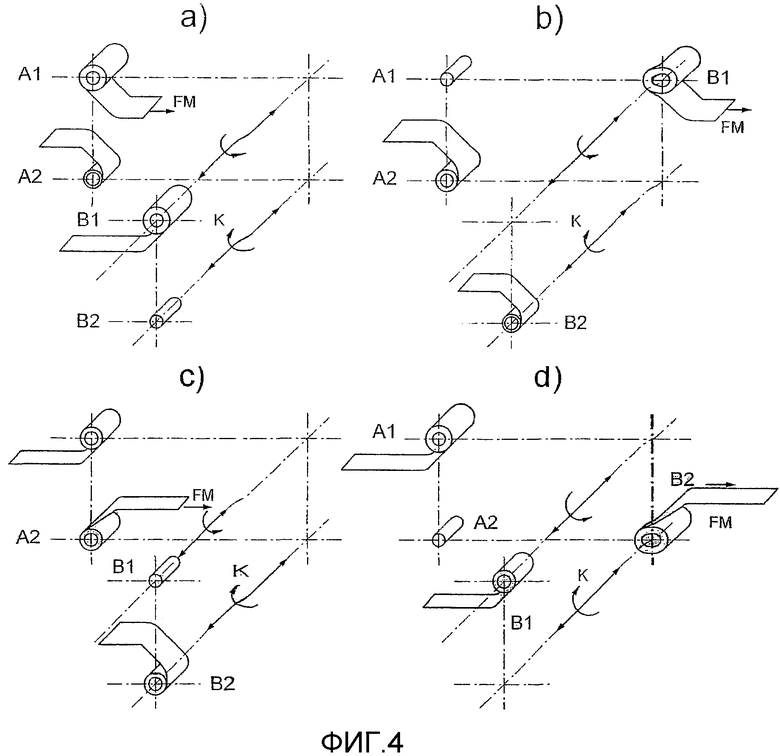
Фиг.4 - схематичное изображение этапов и последовательности операций цикла смотка-размотка-прокатка для четырех печных моталок, изображенных на фиг.3, причем не используется режим бесконечной прокатки.
Со ссылкой на фиг.3 можно отметить следующее, позициями a, b обозначены две линии литья тонких слябов, с обжатием с жидкой сердцевиной (LCR) и прямой прокаткой (обжатием), присоединенной к этим линиям, как уже описано в документе ЕР 1196256. В каждой линии предусмотрены ножницы с, с′ для резки полосовой заготовки, приводимые в действие, когда предусмотрено изготовление отдельной полосы (в потоке) для подачи в две соответствующие пары снабжаемых газом печных моталок, снабженных внутренними барабанами A1, A1 в линии а, и B1, B2 в линии b. Известно, что такие печные моталки сообща позиционированы с барабанами параллельно друг другу на вертикальном виде во время операций смотки и размотки, и способны перемещаться и вращаться вокруг своей оси для обеспечения поступления полосовой заготовки из распложенной ранее линии и направления ее к расположенной далее линии g. Обводная секция d предусмотрена между печными моталками А1 и А2, первой пары моталок в линии а, для реализации первого типа операции бесконечной прокатки на данном прокатном стане g после термически изолированного роликового участка е при бесконечном производстве полосовой заготовки, и без резки ножницами с.
В такой системе также возможно осуществление операции прокатки для отдельной полосы в партии. Для этого пара печных моталок с барабанами В1 и В2 располагается относительно линии а литья, к которой присоединен прокатный стан g, и может перемещаться к этой линии (в частности, на часть роликового участка е, но также с возможностью перемещения и в противоположном направлении) также как и перемещаться назад в исходную позицию вдоль участка k, где предусмотрены соответствующие средства для осуществления такого перемещения. Система также снабжена индукционной нагревательной печью f, расположенной ниже по потоку от роликового участка е и выше по потоку от стана g чистовой прокатки, от соответствующего быстрого охлаждения h, и от летающих ножниц i для резки полосы после достижения ее необходимого веса, моталки 1 карусельного типа, используемых для бесконечной прокатки без прерывании непрерывности, роликового участка m для подачи к струйному охлаждению, и нижней моталки n для окончательной смотки продукта, поступающего попеременно из двух линий литья.
Со ссылкой на фиг.4, схематично показано, что рулоны полосовой заготовки наматываются в двух парах печных моталок А1 и А2 и В1 и В2, а также участок k, схематично изображенный прямолинейной стрелкой (при этом наклоненная стрелка показывает направление вращения осей в печах В1 и В2 во время их вращения), и изображены этапы и последовательности цикла смотки-размотки-прокатки в четырех печных моталках, когда бесконечная прокатка не используется. Более конкретно, на фиг.4а показана ситуация, в которой содержание печной моталки А1 прокатывается, как схематичной изображено стрелкой FM, показывающей направление осуществления чистовой прокатки g. Фиг.4b показывает последующий этап, на котором продукт из моталки А1 полностью прокатан, а полосовая заготовка последующего рулона по-прежнему наматывается в печной моталке А2 и прокатывается заготовка из моталки В1, которая в предыдущем промежутке времени была передвинута вдоль линии чистовой прокатки после завершения ее намотки, при этом второй рулон в линии b формируется печной моталкой В2. На фиг.4с показано, что рулон из моталки А2, полностью намотанный в предыдущем промежутке времени, поступает в линию чистовой прокатки, при этом печная моталка В1 является пустой и перемещена в ее начальную позицию, а печная моталка В2 полностью загружена, и рулон из нее, как показано далее на фиг.4d, размещается в линии прокатки, после перемещения вдоль направления k, при этом рулон в моталке А1 полностью наматывается для повторного начала цикла с ситуацией, изображенной на фиг.4а, А2 является пустой и в В1 начинается смотка нового рулона в линии b.
Из вышеизложенного следует, что перемещение только одной пары печных моталок, по отношению к документу ЕР 1196256, дает преимущества с точки зрения более широких доступных интервалов времени, как описано выше.
В дополнение индукционная печь f, расположенная ниже по потоку за печными моталками с барабанами, на входе в линию чистовой прокатки, предпочтительнее, чем расположение выше по потоку перед печными моталками, как это предусмотрено в документе ЕР 1196256, и ведет к поддержанию температуры на уровне 900°С, против 1100°С далее по потоку после литья линии обжатия. Кроме того, во время нагрева в индукционной печи f имеет место повторное окисление материала, которое ведет к дополнительному формированию окалины на этапе «литья с прокаткой», с преимуществом удаления окалины при более низком давлении и количестве воды, что ведет одновременно к улучшению поверхности полосы.
Толщина полосовой заготовки выбирается менее 30 мм, для обеспечения веса рулона в подвижных моталках В1 и В2 на приемлемом уровне, и может также достигать значений 15 мм. Толщина прокатанной полосы может летать в интервале от 1 до 12 мм, если отдельные полосы изготавливаются из заготовок, поступающих их обеих линий литья а и b при использовании обеих пар печных моталок с барабанами. Однако также возможно непрерывное получение ультратонкой полосы с толщиной менее 1 мм при использовании только линии а литья, соединенной с прокатным станом g.
Следует отметить, что снижение давления при удалении окалины и снижение расхода воды, по отношению к обычно имеющимся в традиционных литейно-прокатных установках с использованием технологии тонких слябов при уменьшении снижения температуры полосовой заготовки, является необходимым условием для обеспечения возможности изготовления ультратонкой полосы с толщиной менее 1 мм.
Изобретение предназначено для повышения технологичности процесса и расширения возможностей оборудования при изготовлении горячей стальной полосы. Производственная линия включает две линии (а, b) для литья тонких слябов с толщиной, менее или равной 100 мм, из которых только линия (а) соединена с линией (e, g) прокатки, в которой предусмотрены две взаимно позиционируемые пары печных моталок (А1, А2, B1, B2), каждая в одной линии литья, а также обводной участок (d) между двумя печными моталками (A1, A2) для обеспечения непрерывного снабжения стана (g) чистовой прокатки. При этом имеется поперечный участок (k), приводимый в действие при производстве партий продукта для перемещения упомянутой пары печных моталок (B1, B2) из линии (b) литья в линию (а) литья, при этом также предусмотрена индукционная печь (f) ниже по потоку от печных моталок с барабанами и непосредственно перед станом (g) чистовой прокатки. Предложенный способ включает соответствующие приемы. 2 н. и 7 з.п. ф-лы, 4 ил.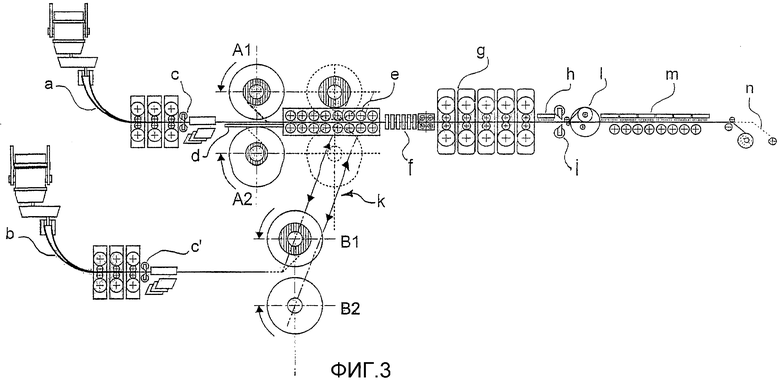
1. Производственная линия для изготовления горячей стальной полосы с использованием двух линий (а, b) для литья тонких слябов с толщиной менее или равной 100 мм, в которой только одна линия (а) соединена с линией (e, g) прокатки, отличающаяся тем, что предусмотрены две взаимно позиционируемые пары печных моталок (A1, А2, B1, B2), при этом первая пара печных моталок (A1, A2) расположена стационарно в линии (а) литья, соединенной с линией (e, g) прокатки, а вторая пара печных моталок (В1, В2) выполнена в линии (b) литья с возможностью перемещения к другой линии литья, при этом обе пары печных моталок снабжены соответствующими внутренними барабанами для смотки и размотки полосовой заготовки толщиной менее 30 мм, причем дополнительно предусмотрен обводной участок (d) между двумя печными моталками (А1, А2) для обеспечения непрерывного снабжения стана (g) чистовой прокатки через роликовый участок (е), при этом имеется поперечный участок (k), приводимый в действие при производстве партий продукта для перемещения упомянутой пары печных моталок (B1, B2) из линии (b) литья в линию (а) литья, при этом ниже по потоку от печных моталок с барабанами и непосредственно перед станом (g) чистовой прокатки установлена индукционная печь (f).
2. Производственная линия по п.1, отличающаяся тем, что в каждой линии (а, b) литья выше по потоку от пары печных моталок с барабанами предусмотрены соответствующие ножницы (с, с′), при этом одни из них (с), расположенные в линии (а), приводятся в действие в отличие от других ножниц (с′) в линии (b), которые приводятся в действие только для резки полосовой заготовки, при прокатке партии без непрерывной прокатки.
3. Производственная линия по п.1, отличающаяся тем, что ниже по потоку от прокатного стана (g) предусмотрены летучие ножницы (i) с рабочими средствами для резки чистовой полосы после достижения заданного значения веса рулона в процессе бесконечной прокатки.
4. Производственная линия по п.1, отличающаяся тем, что упомянутый обводной участок (d) выполнен как термически изолированный роликовый участок, соединенный с упомянутой линией (e, g) прокатки.
5. Производственная линия по п.2, отличающаяся тем, что содержит средства для перемещения упомянутой пары печных моталок (B1, B2) вдоль поперечного участка (k) синхронно с этапом прокатки продукта из одной из первой пары печных моталок (A1, A2).
6. Производственная линия по п.1, отличающаяся тем, что упомянутый роликовый участок (е) выполнен с возможностью перемещения в поперечном направлении по отношении к линии (а) литья и прокатного стана (g) в направлении, противоположном к участку (k) для второй пары печных моталок (B1, B2).
7. Способ изготовления ультратонкой стальной полосы, включающий подачу тонких слябов с толщиной менее или равной 100 мм из двух линий литья в одну линию прокатки, при этом только первая линия литья соединена с линией прокатки, отличающийся тем, что в каждой линии литья производят обжатие с жидкой сердцевиной, последующее обжатие для получения полосовой заготовки с толщиной менее 30 мм и последующую смотку заготовки во вращающихся нагревательных средствах, а после размотки осуществляют прокатку, при этом используют только одну первую линию литья без прерывания непрерывности процесса посредством использования обводного участка и чистовой прокатки для получения ультратонкой полосы с толщиной менее 1 мм, или изготавливают партии отдельных полос толщиной от 1 до 12 мм с осуществлением резки перед смоткой в каждой линии литья при помощи упомянутых вращающихся нагревательных средств, при этом осуществляют этап перемещения упомянутых вращающихся нагревательных средств из линии литья, не соединенной с линией прокатки, для приведения упомянутых нагревательных средств в первую линию литья и этап перемещения упомянутых нагревательных средств назад в начальную позицию.
8. Способ по п.7, отличающийся тем, что дополнительно содержит этап индукционного нагрева между этапом использования упомянутых вращающихся нагревательных средств и последующей чистовой прокаткой.
9. Способ по п.7 или 8, отличающийся тем, что температура полосовой заготовки в конце линии литья, соответствующая смотке при изготовлении отдельной полосы, составляет примерно 900°С.
| Ручная машина для обрубки заготовок | 1982 |
|
SU1196256A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ПОЛОСЫ | 1996 |
|
RU2138344C1 |
| СПОСОБ СВЕРХКОМПАКТНОГО ПРОИЗВОДСТВА БЕСКОНЕЧНОЙ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ НА НЕПРЕРЫВНО-РЕВЕРСИВНОМ ЛИТЕЙНО-ПРОКАТНОМ АГРЕГАТЕ | 1995 |
|
RU2089307C1 |
| WO 9429042 А, 22.12.1994. | |||

