Область техники, к которой относится изобретение
Изобретение относится к области упрочняющей термической обработки подшипниковой стали и может быть использовано в машиностроении, авиастроении и других областях промышленности для упрочнения деталей из теплостойкой подшипниковой стали, комплексно легированной молибденом, хромом, вольфрамом, ванадием, ниобием, танталом и другими элементами.
Уровень техники
В авиационной технике подшипники работают в сложных условиях эксплуатации, поскольку в зоне контакта тел качения и колец подшипников возникают высокие контактные нагрузки, приводящие к интенсивному изнашиванию. Кроме того, детали испытывают знакопеременные и ударно-вибрационные нагрузки, воздействие коррозионных сред и повышенных температур. Для обеспечения высокой работоспособности и надежности авиационных подшипников сталь, из которой их изготавливают, должна иметь высокую прочность и сопротивление пластической деформации, размерную стабильность, высокую твердость и износостойкость. Указанные свойства во многом обеспечиваются наличием в структуре стали карбидных фаз, размером и формой карбидов, при этом оптимальная структура теплостойкой подшипниковой стали в виде мелкоигольчатого или среднеигольчатого мартенсита достигается методами упрочняющей термической обработки.
Для изготовления теплостойких подшипников, работающих в условиях смазки при температуре 200-300°С, а в экстремальных ситуациях и при температуре до 500°С, применяют дисперсионно-твердеющие стали, разработанные на основе инструментальных быстрорежущих сталей. За рубежом для указанных условий эксплуатации применяется сталь марки М50, разработанная в США фирмой General Electric Company, которая по способу термической обработки относится к сталям с дисперсионно-карбидным упрочнением.
Известен способ термической обработки теплостойкой подшипниковой стали М50, оптимально содержащей (в мас.%): 0,85 углерода, 0,20 кремния, 0,3 марганца, 4,10 хрома, 4,25 молибдена, 1,0 ванадия, железо и примеси - остальное; при котором закалку проводят в соляной печи-ванне или в печи камерного типа с защитной атмосферой. Согласно этому способу сначала проводят подогрев до температур 815-873°С, затем нагрев до температур 1093-1107°С, а последующее охлаждение сначала проводят в соли до температуры 566-621°С или в горячем масле, затем на воздухе до температур не менее 66°С. После закалки проводят двух-трех кратный отпуск при температуре 524-555°С с выдержкой 2-4 часа. Data Sheet Latrobe Speciality Steel Company, см.: http://www.specialtysteelsupply.com/pdf/LSS-A286.pdf.
Недостатками известного способа термической обработки теплостойкой подшипниковой стали М50 является возможность формирования отдельных крупных зерен и повышенного количества остаточного аустенита из-за длительного нахождения стали при высоких температурах подогрева и окончательного нагрева, а также повышенных закалочных деформаций при использовании для охлаждения масла. Кроме того, при использовании соляных печей-ванн необходима дополнительная операция по очистке изделий от соли.
Известен способ термической обработки теплостойкой подшипниковой стали 8Х4В9Ф2-Ш (Контер Л.Я. Стали для теплостойких подшипников. М: НИИНАвтопром, 1978. - 78с.). Согласно данному способу детали подшипника из указанной стали, содержащей в мас.%:
предварительно подогревают до 820-830°С в соляной печи-ванне или печи камерного типа. После подогрева садка перемещается в соляную ванну для окончательного нагрева под закалку до температур 1200-1240°С с выдержкой из расчета 10-30 с на мм сечения в зависимости от толщины детали. Последующее охлаждение производится в горячем закалочном масле, а затем на воздухе до температуры цеха. Не позднее, чем через 4 часа после закалки производят 3-х кратный отпуск в селитровых ваннах или печах камерного типа при температуре 565-580°C с охлаждением после каждого отпуска до температур не выше 50°С. Для очистки от солей детали промывают в горячем моющем растворе и при необходимости подвергают дробеочистке.
Недостатками приведенного способа термической обработки являются низкая технологичность, возможность формирования крупного зерна, разнозернистости и высокого содержания остаточного аустенита, а в этой связи возникает пониженная воспроизводимость микроструктуры и свойств, формируемых термической обработкой, что требует посадочной корректировки режима закалки. Пониженное качество термообработанных деталей связано с высокими температурами закалки и вариативностью параметров технологического процесса, низкой точностью регулирования температуры (20-30°C) вследствие большой инертности расплавов солей и использования для контроля оптического пирометра, а также влияния человеческого фактора. Все перемещения по операциям технологического процесса производятся вручную, а время выдержки в соляных ваннах измеряются секундами. Несоблюдение температурно-временных параметров технологического процесса приводит к изменениям в микроструктуре и вариативности формируемых свойств деталей даже в одной садке. Известный способ предусматривает дополнительную операцию по очистке деталей от соли, в технологии присутствуют вредные производственные факторы, например, температурное воздействие на термиста и выделение паров масла.
Известен способ термической обработки кольца подшипника из стали по патенту RU 2686403, МПК C22C38/12 C21D9/40 C21D1/25, опубликованному 02.05.2019 г. В описании указанного патента раскрыт способ термической обработки кольца подшипника из стали, включающий нагрев кольца в вакууме, охлаждение и отпуск, отличающийся тем, что осуществляют обработку кольца подшипника из стали, содержащей, мас.%:
причем осуществляют ступенчатый нагрев кольца в вакууме в замкнутой камере, при котором на первом этапе нагрев ведут до 630-660°C с выдержкой в течение 3-15 минут, на втором этапе - до 890-910°C с выдержкой в течение 3-15 минут, на третьем этапе - до 1070-1090°C с выдержкой в течение 2-10 минут, а на четвертом этапе нагрев кольца ведут со скоростью нагрева не менее 30°С в минуту до температуры 1200-1240°C с выдержкой в течение времени из расчета 40-60 секунд на 1 мм сечения заготовки, проводят последующее охлаждение кольца азотом с объемной долей не менее 99,99% под давлением 8-10 бар до 50°С в замкнутой камере и трехкратный отпуск при температурах 550-570°С в течение 1,5-3,5 часов.
Недостатком известного способа является возможность формирования разнозернистой структуры из-за длительного трехступенчатого подогрева и высоких температур окончательного нагрева и повышенного количества остаточного аустенита, так как молибден сильнее, чем вольфрам снижает температуры мартенситного превращения. Четырехступенчатая схема нагрева обуславливает пониженную технологичность обработки, так как требует контроля достижения требуемой температуры каждой ступени, а непрерывное охлаждение после закалки азотом под давлением 8-10 бар создает высокие напряжения при мартенситном превращении и приводит к повышенным закалочным деформациям детали.
Известна теплостойкая подшипниковая сталь, раскрытая в описании и формуле патента RU2447183, МПК C22C 38/48, опубликованного 10.04.2012. Указанная сталь содержит (в мас.%):
На образцах, изготовленных из данной стали, после закалки и отпусков дисперсионного твердения получена твердость 60-65 HRC. Однако конкретные данные по режиму упрочняющей термической обработки указанной стали в описании патента отсутствуют. Таким образом, из уровня техники не известны средства, которые обеспечивают предотвращение формирования в структуре стали указанного состава разнозернистой микроструктуры и снижения количества остаточного аустенита менее 3% после закалки и отпусков дисперсионного твердения.
Известна теплостойкая подшипниковая сталь ВКС 241 (В.И. Громов и др. «НОВАЯ ТЕПЛОСТОЙКАЯ СТАЛЬ ДЛЯ АВИАЦИОННЫХ ПОДШИПНИКОВ», «Жаропрочные сплавы и стали», Труды ВИАМ, М., №2(74), 2019, с.17-23). Сталь ВКС 241 по типу легирования относится к теплостойким дисперсионно-твердеющим сталям. При высоком содержании углерода в составе стали варьировали содержание основных карбидообразующих элементов: Cr, Mo, W, V, обеспечивающих вторичную твердость стали при отпуске. Эффект упрочнения при вторичном твердении обусловлен выделением дисперсных карбидов, таких как Ме7С3, Ме23С6 на основе хрома, Ме2С на основе молибдена и МеС на основе ванадия, а также карбида М6С на основе вольфрама и молибдена. Карбид М6С, в котором присутствуют вольфрам и молибден одновременно в отличие от карбида, где присутствует только вольфрам, имеет меньшие размеры и растворяется при более низких температурах, что благоприятно для снижения балла карбидной неоднородности. Для обеспечения мелкозернистой структуры в сталь вводили также ниобий и тантал, которые образуют устойчивые карбиды NbC и TaC, практически не растворимые в аустените. В составе стали ВКС 241 также присутствуют некарбидообразующие элементы Ni, Mn и Si, которые также оказывают влияние на процессы упрочнения и технологичность стали.
Содержание углерода в стали ВКС 241 варьировали в пределах от 0,7 до 1,0% (по массе), при этом углерод в количестве более 0,85% (по массе) в литой микроструктуре слитков способствовал выделению зернограничных фрагментов эвтектической кристаллизации карбидов. Наличие таких структурных составляющих в подшипниковой стали нежелательно, так как они нерастворимы при нагреве до температуры нагрева под закалку. Особенностью состава стали ВКС 241 является содержание значительно меньшего количества дорогого легирующего элемента - вольфрама в сравнении с российским аналогом - сталью 8Х4В9Ф2-Ш, так вместо 9% (по массе) вольфрама она содержит 1 -1,5% этого элемента.
В технологию упрочнения теплостойкой стали ВКС 241 для подшипников заложены процессы, протекающие при термической обработке быстрорежущих сталей, - это предельно возможное растворение карбидов при нагреве под закалку и перевод в твердый раствор (аустенит) углерода и карбидообразующих элементов. При последующих отпусках происходит выделение субмелкодисперсных карбидов по всему объему зерна, обеспечивающих дисперсионное твердение стали с повышением ее теплостойкости. Однако конкретные данные по режиму упрочняющей термической обработки стали ВКС 241 в указанном источнике отсутствуют. Таким образом, из уровня техники не известны средства, которые обеспечивают предотвращение формирования в структуре стали ВКС 241 после закалки разнозернистой микроструктуры, в том числе образование отдельных крупных зерен на фоне мелкозернистого окружения, а также предотвращение сохранения в изделиях высокого содержания остаточного аустенита.
Риски возникновения указанных дефектов неприемлемы в процессе промышленного изготовления подшипниковой продукции, поскольку, как известно, при укрупнении зерна уменьшается вязкость и усталостная прочность стали, а превращение остаточного аустенита в мартенсит в процессе хранения или эксплуатации может привести к заметному изменению геометрических размеров подшипника и, как следствие, вызвать его преждевременное разрушение.
Вышеуказанный способ, выбранный за прототип, использующий традиционно проводимую для быстрорежущих сталей закалку в соляных ваннах, имеет ряд недостатков, связанных с ручным перемещением садки обрабатываемых изделий на всех этапах обработки, неминуемо приводящих к большому влиянию человеческого фактора на процесс термической обработки, наличием дополнительной операции очистки от солей, формированием высоких закалочных напряжений при охлаждении после закалки в масле, а также влияние вредных производственных факторов на исполнителя процесса - это температурное воздействие, выделение паров масла, а также отрицательное влияние на окружающую среду.
Раскрытие сущности изобретения
Техническая задача заявляемого изобретения заключается в расширении арсенала технических средств, относящихся к технологии термической обработки теплостойких подшипниковых сталей, и преодолении недостатков аналогов, известных из уровня техники. Изобретение направлено на создание способа термической обработки деталей подшипников из теплостойкой подшипниковой стали, комплексно легированной молибденом, хромом, вольфрамом и ванадием в качестве основных карбидообразующих элементов, позволяющего повысить стабильность качества термической обработки.
Технический результат - формирование однородной мелкозернистой структуры, снижение количества остаточного аустенита менее 3% и обеспечение тем самым повторяемости свойств изделий, формируемых термической обработкой, снижение закалочных напряжений и соответственно повышение надежности деталей подшипников при эксплуатации.
Для решения указанной задачи заявлена группа изобретений, включающая способ термической обработки деталей подшипников из теплостойкой подшипниковой стали в двух вариантах и детали подшипников, полученные указанным способом.
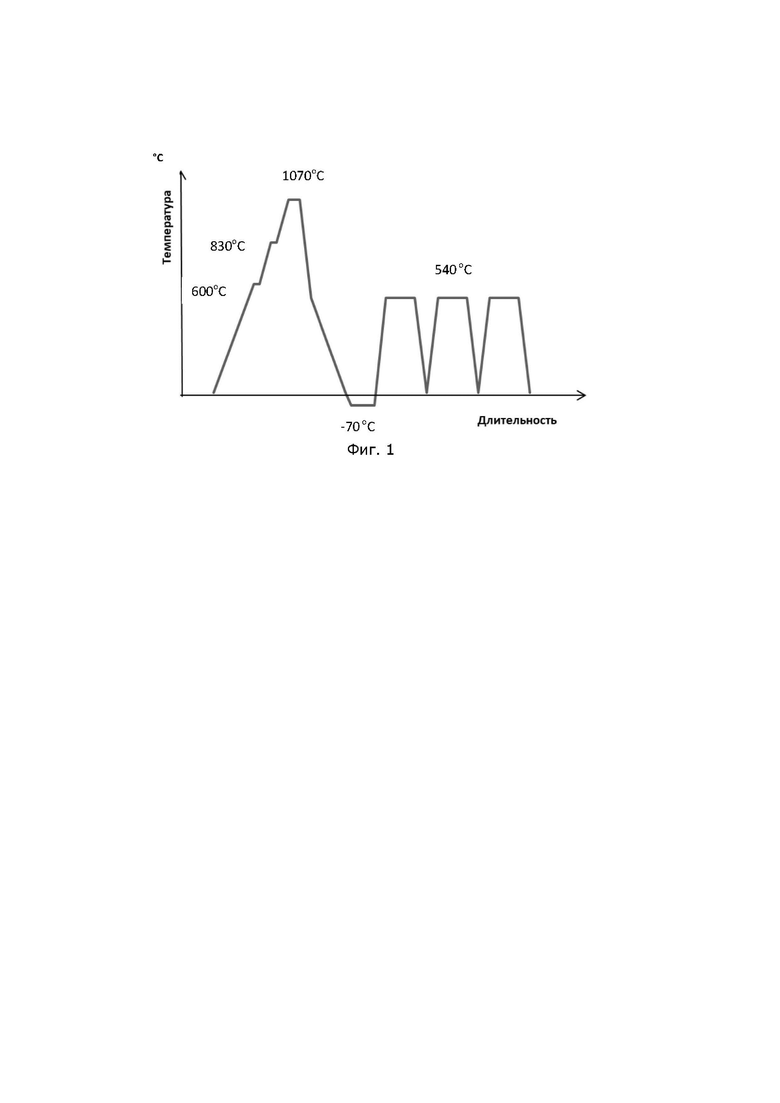
В первом варианте заявленного изобретения способ термической обработки деталей подшипников из теплостойкой подшипниковой стали, содержащей в качестве карбидообразующих элементов молибден, хром, вольфрам и ванадий, включает в себя ступенчатый нагрев под закалку, охлаждение и многократный отпуск. При этом нагрев под закалку проводят в вакууме, причем первый подогрев ведут до температуры не выше температуры заметной коагуляции карбидов молибдена в интервале температур 590-610°С с выдержкой до полного прогрева деталей. Указанный первый этап подогрева не требует высокой скорости нагрева. В отличие от него второй подогрев ведут с высокой скоростью нагрева не менее 25°С в минуту до температуры немного выше критической точки Ас1 в интервале температур 825-835°С с выдержкой не более 10- 20 минут. Окончательный нагрев также ведут со скоростью не менее 25°С в минуту до температур закалки в интервале 1060-1075°С, а последующее охлаждение с температур закалки проводят азотом сначала при давлении не менее 8 бар до 500-550°С, а затем при давлении не более 2 бар до температуры не менее 50°С. После закалки, либо после одного или нескольких этапов многократного отпуска проводят обработку холодом при температуре минус 70°С с выдержкой при указанной температуре не менее часа и отогреве до комнатной температуры.
Согласно заявленному способу термической обработке подвергают детали подшипников из теплостойкой подшипниковой стали, которая может дополнительно содержать ниобий и/или тантал, то есть по крайней мере один из указанных элементов в небольшом количестве, не более 0,3 мас.%, образующие устойчивые карбиды NbC, TaC, практически не растворимые в аустените, сдерживающие рост зерна при нагреве под закалку, что положительно влияет на упрочнение деталей термообработкой.
Согласно заявленному способу операции ступенчатого нагрева под закалку и охлаждение с температур закалки проводят в вакуумной печи, например, с использованием вакуумной термической электропечи модели 15.0 VPT - 4035/36 IQ, которая позволяет обрабатывать детали как в вакууме, так и в защитной атмосфере, в частности, в заявленном способе при осуществлении выдержки при нагреве под закалку используют вакуум 3×10-1мбар, а охлаждение проводят азотом.
Преимущества термической обработки изделий из стали в вакууме по сравнению с традиционными способами нагрева и охлаждения заключаются в отсутствии на деталях обезуглероженного слоя, уменьшении деформации, получении чистой и светлой поверхности, отсутствии загрязнения окружающей среды и улучшении условий труда при снижении затрат на электроэнергию за счет освободившегося шлифовального оборудования.
Согласно заявленному способу после операции первого подогрева до температуры 590-610°С осуществляют выдержку деталей при указанной температуре до их полного прогрева, что для деталей подшипников таких, как наружное кольцо, внутреннее полукольцо, тела качения - шарики и ролики, обычно составляет 10-15 минут, но не более 20-25 минут.
Второй подогрев до температуры 825-835°С согласно заявленному способу и окончательный нагрев до температур 1060-1075°С ведут с высокой скоростью нагрева, предпочтительно, от 25°С в минуту до 40°С в минуту.
Быстрая скорость нагрева на этапе второго подогрева нужна для предотвращения коагуляции карбидов, а на этапе окончательного нагрева под закалку до температур 1060-1075°С высокая скорость нагрева нужна для предотвращения роста зерна в аустените. При этом, чем выше скорость нагрева, тем лучше конечный результат термической обработки, однако в настоящее время скорость нагрева ограничена возможностями оборудования.
Согласно заявленному способу многократный отпуск после закалки может быть проведен без использования вакуума, на обычном оборудовании, например, в щелочной ванне или в камерной печи путем нагрева до температур 520-540°С, с последующей изотермической выдержкой не менее часа и охлаждении на воздухе, при повторении указанной операции от двух до пяти раз.
Также отметим, что обработку холодом при минус 70°С проводят в холодильной камере при этом операцию по обработке холодом проводят либо сразу после закалки, либо после любого из этапов многократного отпуска, кроме последнего. Во втором случае один или два отпуска перед обработкой холодом можно поводить в вакуумной печи сразу же после закалки.
Второй вариант заявленного способа термической обработки деталей подшипников из теплостойкой подшипниковой стали относится к стали с указанной выше системой легирования, а именно, к стали, содержащей (в мас.%):
Способ ее термической обработки включает в себя ступенчатый нагрев под закалку, охлаждение и многократный отпуск. При этом нагрев под закалку проводят в вакууме, первый подогрев до температур не выше температуры заметной коагуляции карбидов молибдена проводят до температуры 590-610°С с последующей выдержкой при указанной температуре 10-25 минут, второй подогрев проводят со скоростью не менее 25°С в минуту до температур 825-835°С с выдержкой 10- 20 минут, окончательный нагрев под закалку проводят со скоростью не менее 25°С в минуту до температуры закалки -1060-1075°С с выдержкой из расчета 40-60 секунд на 1 мм сечения детали, а затем проводят охлаждение с температур закалки азотом под давлением не менее 8 бар до температуры 500-550 С, последующее охлаждение азотом под давлением не более 2 бар до температуры не менее 50°С и обработку холодом при температуре не менее минус 70°С с выдержкой не менее часа и отогревом до комнатной температуры, после чего осуществляют многократные отпуски с нагревом до температур 520-540°С с изотермической выдержкой не менее часа и охлаждением на воздухе.
Ступенчатый нагрев обрабатываемых деталей под закалку обеспечивает равномерность прогрева и соответственно фазовых превращений, а также позволяет сократить время выдержки для прогрева деталей и понизить температуру на 5-10 градусов при окончательном высокотемпературном нагреве. Благодаря этому предотвращается избирательный рост зерна аустенита и формируется однородная мелкозернистая структура после закалки во всей садке, чем обеспечивается однородная микроструктура, после полной термической обработки представляющая собой мелкоигольчатый и среднеигольчатый мартенсит с карбидами.
Температура первого подогрева в диапазоне 590-610°С выбрана ниже температуры заметной коагуляции карбидов молибдена, поскольку при температурах аустенизации крупные карбиды растворяются медленнее мелких и хуже насыщают твердый раствор. Температура второго подогрева в диапазоне 825-835°С выбрана немного выше критической точки Ас1, чтобы сохранить максимально возможное количество карбидов и не допустить рост аустенитных зерен. С этой же целью выбран ускоренный нагрев не менее 25°С в минуту до температуры подогрева и окончательного нагрева. Предпочтительно нагрев до температуры закалки 1060-1075°С проводят со скоростью 25-40°С в минуту.
Температура окончательного нагрева в диапазоне 1060-1075°С выбрана не менее, чем на 5 градусов ниже обычно рекомендуемого интервала для предотвращения избирательного роста зерна аустенита и зависит от дисперсности исходной карбидной фазы.
Регламентированное охлаждение азотом, сначала ускоренное под давлением не менее 8 бар до температур (500-550°С) ниже области перлитного превращения, а затем медленное под давлением не более 2 бар до температуры не ниже 50°С предотвращает распад аустенита в области перлитного превращения и обеспечивает плавное равномерное изменение температуры по объему детали в области мартенситного превращения, тем самым уменьшает закалочные напряжения и деформации.
Обработка холодом при температурах не ниже минус 70°С в течение не менее 1 часа обеспечивает уменьшение количества остаточного аустенита, объем которого дополнительно снижается до значений менее 3% при последующем двух- или трехкратном отпуске при температурах нагрева 520-540°С, которые выбраны из условия превышения не более, чем на 10 градусов температур максимального вторичного твердения с изотермической выдержкой в течение не менее 1 часа. Указанным режимом обеспечивается требуемая технической документацией микроструктура мелкоигольчатого и/или среднеигольчатого мартенсита с карбидами при уровне твердости не менее 60 HRC и стабильность размеров при хранении и эксплуатации деталей подшипников.
После обработки холодом и отогрева до комнатной температуры, предпочтительно осуществляют двукратный отпуск. Однако в некоторых случаях после обработки холодом требуется проведение трехкратного или пятикратного отпуска. В случае, если обработка холодом проводится после одного или двух отпусков, после нее обязательно проводится не менее одного отпуска.
После полного цикла термической обработки, выполненного в соответствии с заявленным техническим решением, формируется однородная мелкозернистая микроструктура теплостойкой подшипниковой стали с содержанием остаточного аустенита менее 3 %, что обеспечивает повторяемость свойств, стабильность размеров и надежность деталей подшипников при эксплуатации, а повышенная точность регулирования температурно-временных параметров, снижение влияния человеческого фактора, повышение экологичности процесса, отсутствие операции промывки деталей от соли значительно повышает технологичность термической обработки.
Детали подшипников из теплостойкой подшипниковой стали, полученные заявленным способом как по первому, так и по второму варианту его осуществления характеризуются тем, что при твердости 61-63 HRC они имеют однородную мелкозернистую структуру на основе мелкоигольчатого и/или среднеигольчатого мартенсита не крупнее балла 6 шкалы 3 (ГОСТ 8233-56) с карбидами, в которой количество остаточного аустенита не превышает 3%.
Заявленное изобретение иллюстрируется фиг. 1-4 и примером.
Краткое описание чертежей и графических материалов
На фиг. 1 представлен график режима термической обработки деталей подшипников из теплостойкой подшипниковой стали согласно одному из предпочтительных вариантов осуществления заявленного изобретения, при котором обработку холодом деталей подшипников проводят непосредственно сразу после осуществления охлаждения с температуры закалки.
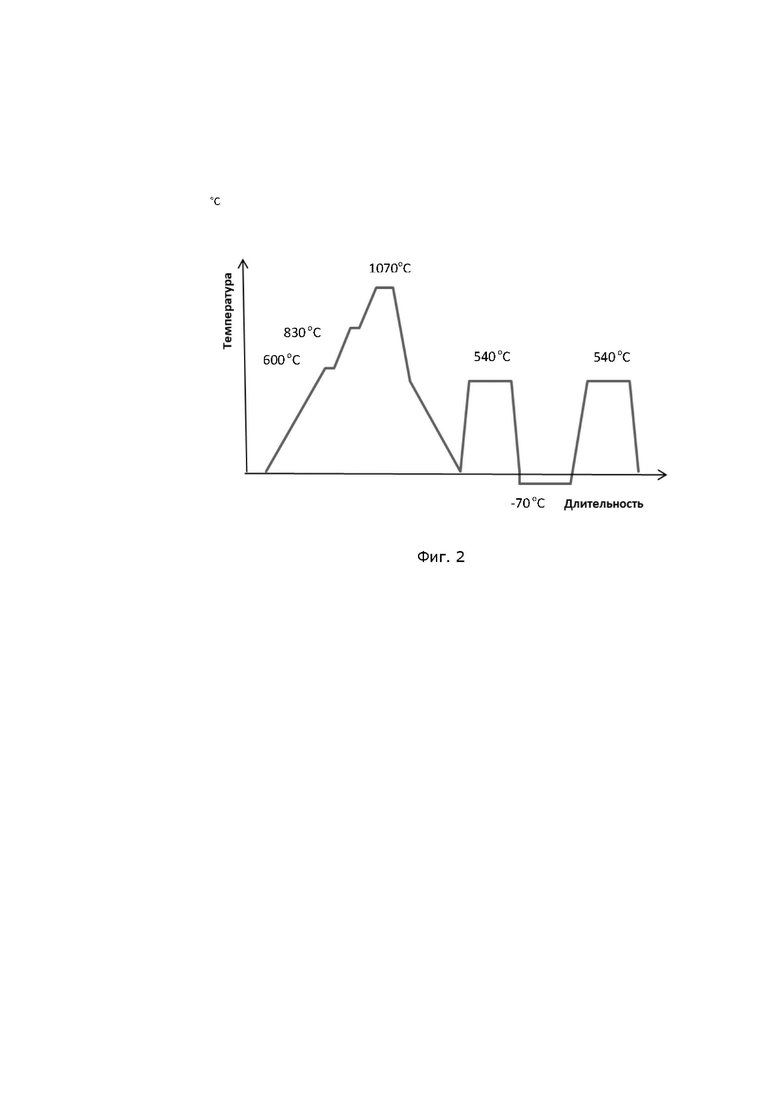
На фиг. 2 представлен график режима термической обработки деталей подшипников из теплостойкой подшипниковой стали согласно другому возможному варианту осуществления заявленного изобретения, при котором обработку холодом деталей подшипников проводят после осуществления первого отпуска и перед осуществлением второго отпуска.
На фиг. 3 представлена фотография микроструктуры детали шар из теплостойкой подшипниковой стали, содержащей (в мас.%): углерод 0,7-1,1, марганец 0,1-0,4, кремний 0,3-0,5, хром 4,5-5,5, вольфрам 1-1,5, ванадий 0,5-1,0, молибден 3,0-3,5, никель 0,15-0,4, ниобий 0,1-0,3, тантал не более 0,15, железо - остальное, полученной после полного цикла термической обработки, включающего, закалку, обработку холодом и пятикратный отпуск согласно режиму, представленному на фиг. 1. (Фотография микроструктуры выполнена на инвертированном металлографическом микроскопе Olympus GX51 при увеличении ×500).
На фиг. 4 представлена фотография микроструктуры детали шар из теплостойкой подшипниковой стали ВКС 241, полученной после цикла термической обработки согласно режиму, представленному на фиг. 2. (Фотография микроструктуры выполнена на инвертированном металлографическом микроскопе Olympus GX51 при увеличении ×1000).
Осуществление изобретения
Пример 1
Заявляемый способ термической обработки разработан для использования в промышленном производстве ОАО «ЕПК Самара» для упрочнения деталей подшипников, в частности, наружных и внутренних колец, шариков и роликов подшипников разных типоразмеров, изготовленных из теплостойкой подшипниковой стали, содержащей в качестве карбидообразующих элементов молибден, хром, вольфрам и ванадий. В качестве такой стали может быть использована сталь, содержащая (в мас.%):
Заявленный способ термической обработки осуществлен с использованием вакуумной однокамерной закалочной термической печи 15.VPT-4035/36IQN производства Seco/Warwick, холодильной камеры ILKA КХУ-1,7/22, камерной отпускной печи BREW-5N, обеспечивающих поддержание заявляемых технологических параметров.
Для осуществления заявленного способа провели термическую обработку таких деталей подшипников как наружное кольцо, внутреннее полукольцо, ролики и шарики, изготовленных из теплостойкой подшипниковой стали, содержащей в качестве карбидообразующих элементов молибден, хром, вольфрам и ванадий, в частности стали ВКС 241.
Режим термической обработки предусматривает ступенчатый нагрев под закалку, охлаждение и многократный отпуск. Операцию выдержки на каждом этапе заявленного способа проводили в изотермических условиях. При этом нагрев под закалку провели в вакууме, первый подогрев осуществили до температур в интервале 590-610°С с выдержкой при указанной температуре до полного прогрева деталей, которая составила 10-25 минут. Второй подогрев провели со скоростью 25°С в минуту до температуры 825-835°С с выдержкой не более 10-20 минут, окончательный нагрев провели со скоростью не менее 25°С в минуту до температур 1060-1075°С, а последующее охлаждение с температур закалки провели азотом сначала при давлении не менее 8 бар до 500-550°С, а затем при давлении не более 2 бар с охлаждением до температуры не менее 50°С, после закалки осуществили обработку холодом при температуре минус 70°С с выдержкой один час и отогревом до комнатной температуры.
В качестве подготовительной операции для проведения термической обработки деталей подшипников из теплостойкой подшипниковой стали перед осуществлением первого нагрева до температуры 590-610°С детали подшипников подвергли промывке горячим водным раствором моющего средства при температуре 50-60°С, что улучшает режим работы вакуумного оборудования и повышает качество обработки поверхности деталей.
Для сравнения эти же детали были подвергнуты термообработке по способу прототипу. Контролируемыми параметрами были: размер зерна и твердость после закалки, микроструктура, твердость и количество остаточного аустенита после полной термической обработки. Полученные данные приведены в таблице 1.
Примечание:
* -дополнительная шкала 1 для измерения величины мелкого зерна по ГОСТ 5639-82 «Стали и сплавы. Методы выявления и определения величины зерна»;
**- шкала 3 ГОСТ 8233-56 «Сталь. Эталоны микроструктуры».
Как видно из таблицы 1, заявляемый способ термической обработки стабильно формирует после закалки мелкозернистую структуру с номерами зерен 14-11, после полной термообработки - микроструктуру в виде весьма мелкоигольчатого 2 балла и мелкоигольчатого 3-4 балла мартенсита с карбидами по ГОСТ 8233-56 «Сталь. Эталоны микроструктуры». Остаточный аустенит в структуре отсутствует. В то время как после термической обработки по прототипу в ряде деталей одной плавки при закалке формируется разнозернистая микроструктура с величиной зерна от менее, чем 14 номера до единичных зерен 10 номера и после полной термической обработки может наблюдаться неравномерная микроструктура, состоящая от весьма мелкоигольчатого 2 балла до среднеигольчатого 5 балла мартенсита, карбидов и остаточного аустенита. При этом доля остаточного аустенита может достигать 17%. Учитывая полученные результаты, можно констатировать, что проведение термической обработки по предлагаемому методу в производственных условиях является предпочтительным. Все детали подшипников, прошедшие термическую обработку согласно заявленному способу, имеют однородную мелкозернистую структуру не крупнее среднеигольчатого мартенсита 6 балла (ГОСТ 8233-56) с карбидами, в которой количество остаточного аустенита не превышает 3%.
Таким образом, заявляемый способ термической обработки в условиях промышленного производства обеспечивает стабильность качества термической обработки за счет формирования однородной мелкозернистой структуры, гарантирующей повышенный комплекс механических свойств и уменьшение количества остаточного аустенита менее 3 %, чем сохраняется постоянство размеров деталей подшипников при хранении и эксплуатации, что в целом отразится в повышении надежности подшипников.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки детали из стали | 2022 |
|
RU2795332C1 |
| Способ термической обработки кольца подшипника из стали | 2018 |
|
RU2686403C1 |
| Способ термической обработки детали из стали | 2022 |
|
RU2800483C1 |
| Способ обработки деталей | 1979 |
|
SU812835A1 |
| Способ термической обработки инструментальной марки 4Х5МФ1С | 2024 |
|
RU2837081C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННОЙ СТАЛИ ПОНИЖЕННОЙ И РЕГЛАМЕНТИРОВАННОЙ ПРОКАЛИВАЕМОСТИ | 2010 |
|
RU2450060C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ КОНСТРУКЦИОННОЙ ТЕПЛОПРОЧНОЙ СТАЛИ | 2015 |
|
RU2606683C1 |
| Способ термической обработки быстрорежущих сталей | 1982 |
|
SU1101459A1 |
| СТАЛЬНАЯ ДЕТАЛЬ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2020 |
|
RU2788982C1 |
| Способ термической обработки литой быстрорежущей стали | 1981 |
|
SU1014938A1 |
Изобретение относится к области упрочняющей термической обработки подшипниковой стали. Заявлена группа изобретений, включающая способ термической обработки деталей подшипников из теплостойкой подшипниковой стали в двух вариантах и детали подшипников, полученные указанным способом. В первом варианте заявленного изобретения способ термической обработки деталей подшипников из теплостойкой подшипниковой стали, содержащей в качестве карбидообразующих элементов молибден, хром, вольфрам и ванадий, включает ступенчатый нагрев под закалку, охлаждение и многократный отпуск. При этом нагрев под закалку проводят в вакууме, причем первый подогрев ведут до температуры не выше температуры заметной коагуляции карбидов молибдена в интервале температур 590-610°С с выдержкой до полного прогрева деталей. Указанный первый этап подогрева не требует высокой скорости нагрева, второй подогрев ведут с высокой скоростью нагрева не менее 25°С в минуту до температуры немного выше критической точки Ас1 в интервале температур 825-835°С с выдержкой не более 10- 20 минут. Окончательный нагрев также ведут со скоростью не менее 25°С в минуту до температур закалки в интервале 1060-1075°С, а последующее охлаждение с температур закалки проводят азотом сначала при давлении не менее 8 бар до 500-550°С, а затем при давлении не более 2 бар до температуры не менее 50°С. После закалки, либо после одного или нескольких этапов многократного отпуска проводят обработку холодом при температуре минус 70°С с выдержкой не менее часа и отогреве до комнатной температуры. Технический результат заключается в формировании однородной мелкозернистой структуры, снижении количества остаточного аустенита до уровня менее 3% и обеспечения тем самым повторяемости свойств изделий, формируемых термической обработкой, снижение закалочных напряжений и соответственно повышение надежности деталей подшипников при эксплуатации. 3 н. и 11 з.п. ф-лы, 1 табл., 1 пр., 3 ил.
1. Способ термической обработки деталей подшипников из теплостойкой подшипниковой стали, содержащей в качестве карбидообразующих элементов молибден, хром, вольфрам и ванадий, включающий ступенчатый нагрев под закалку, охлаждение и многократный отпуск, отличающийся тем, что нагрев под закалку проводят в вакууме, при этом первый подогрев ведут до температур не выше температуры заметной коагуляции карбидов молибдена в интервале температур 590-610°С с выдержкой до полного прогрева деталей, второй подогрев ведут со скоростью не менее 25°С в минуту до температуры 825-835°С с выдержкой не более 10-20 минут, окончательный нагрев ведут со скоростью не менее 25°С в минуту до температур 1060-1075°С, а последующее охлаждение с температур закалки проводят азотом сначала при давлении не менее 8 бар до 500-550°С, а затем при давлении не более 2 бар до температуры не менее 50°С, после закалки проводят обработку холодом при температуре минус 70°С с выдержкой не менее часа и отогревом до комнатной температуры.
2. Способ по п. 1, отличающийся тем, что термической обработке подвергают детали подшипников из теплостойкой подшипниковой стали, дополнительно содержащей ниобий и тантал в количестве не более 0,3 мас.%.
3. Способ по п. 1, отличающийся тем, что операции ступенчатого нагрева под закалку и охлаждение с температур закалки проводят в вакуумной печи, при этом нагрев под закалку проводят в условиях вакуума 3×10-1 мбар, а охлаждение с температуры закалки проводят в атмосфере азота.
4. Способ по п. 1, отличающийся тем, что после операции первого подогрева до температуры 590-610°С осуществляют выдержку при указанной температуре в течение 10-25 минут.
5. Способ по п. 1, отличающийся тем, что второй подогрев до температуры 825-835°С и окончательный нагрев до температуры 1060-1075°С ведут со скоростью от 25°С в минуту до 40°С в минуту.
6. Способ по п. 1, отличающийся тем, что многократный отпуск после закалки проводят в щелочной ванне или в камерной печи путем нагрева до температур 520-540°С при последующей изотермической выдержке при указанной температуре не менее часа и охлаждении на воздухе, повторяя указанную операцию от двух до пяти раз.
7. Способ по п. 1, отличающийся тем, что обработку холодом проводят в холодильной камере, при этом операцию по обработке холодом проводят сразу после закалки.
8. Способ термической обработки деталей подшипников из теплостойкой подшипниковой стали, содержащей, в мас.%: углерод 0,7-1,1, марганец 0,1-0,4, кремний 0,3-0,5, хром 4,5-5,5, вольфрам 1-1,5, ванадий 0,5-1,0, молибден 3,0-3,5, никель 0,15-0,4, ниобий 0,1-0,3, тантал не более 0,15, железо - остальное, включающий ступенчатый нагрев под закалку, охлаждение и многократный отпуск, отличающийся тем, что нагрев под закалку проводят в вакууме при этом первый подогрев ведут до температуры не выше температуры заметной коагуляции карбидов молибдена 590-610°С с последующей выдержкой 10-25 минут, второй подогрев ведут со скоростью не менее 25°С в минуту до температур 825-835°С с выдержкой 10-20 минут, окончательный нагрев ведут со скоростью не менее 25°С в минуту до температуры закалки 1060-1075°С с выдержкой из расчета 40-60 секунд на 1 мм сечения детали, затем проводят охлаждение с температур закалки азотом под давлением не менее 8 бар до температуры 500-550°С, последующее охлаждение азотом под давлением не более 2 бар до температуры не менее 50°С и обработку холодом при температуре не менее минус 70°С с выдержкой не менее часа и отогревом до комнатной температуры, после чего осуществляют многократные отпуски с нагревом до температуры 520-540°С с изотермической выдержкой не менее часа и охлаждением на воздухе.
9. Способ по п. 8, отличающийся тем, что нагрев до температуры закалки 1060-1075°С проводят со скоростью 25-40°С в минуту.
10. Способ по п. 8, отличающийся тем, что после обработки холодом и отогрева до комнатной температуры осуществляют двукратный отпуск.
11. Способ по п. 8, отличающийся тем, что после обработки холодом и отогрева до комнатной температуры осуществляют трехкратный или пятикратный отпуск.
12. Способ по п. 8, отличающийся тем, что перед осуществлением первого подогрева до температур 590-610°С детали подшипников из теплостойкой подшипниковой стали подвергают промывке водным раствором моющего средства при температуре 50-60°С.
13. Способ по п. 8, отличающийся тем, что после осуществления последнего этапа отпуска детали подшипников из теплостойкой подшипниковой стали подвергают контролю содержания остаточного аустенита методом рентгеноструктурного анализа.
14. Деталь подшипника из теплостойкой подшипниковой стали, полученная способом термической обработки по п. 1 или 8, отличающаяся тем, что при твердости 61-63 HRC она имеет однородную мелкозернистую структуру не крупнее среднеигольчатого мартенсита 6 балла с карбидами, в которой количество остаточного аустенита не превышает 3%.
| ГРОМОВ В.И | |||
| и др | |||
| Новая теплостойкая сталь для авиационных подшипников | |||
| Журнал Труды ВИАМа, Москва, Издательство ФГУП "ВИАМ", 2019, N2(74), с.17-23 | |||
| Способ термической обработки кольца подшипника из стали | 2018 |
|
RU2686403C1 |
| Способ изготовления деталей | 1982 |
|
SU1157097A1 |
| CN 105624390 A, 01.06.2016 | |||
| CN 107345269 A, 14.11.2017 | |||
| WO 2008055477 A3, 15.05.2008. | |||

