Настоящее изобретение относится к способу получения путем холодной формовки, в частности путем холодной высадки, сборочных деталей, таких как гайки, болты, и т.д., которые обычно применяются в автомобильной промышленности для монтажа заземляющего контакта или компонентов двигателя транспортного средства.
Как известно, в автомобильной промышленности имеется постоянная цель – повышение мощности двигателя, и одновременно, поиски снижения массы двигателя. Для снижения массы требуется все больше и больше уменьшать размер деталей. Однако эти детали по-прежнему подвергаются таким же механическим напряжениям, и поэтому должны обладать все более высокими механическими характеристиками, особенно пределом прочности при растяжении.
В предшествующей заявке на патент США US 2010/0135745 описан способ получения сборочных деталей, таких как гайки и болты, для моторных транспортных средств, который включает в себя закалку с последующим отпуском для того, чтобы получить детали, имеющие микроструктуру, практически состоящую из отпущенного мартенсита. Указанные детали имеют предел прочности при растяжении от 1200 МПа до больше, чем 1500 МПа, что удовлетворительно для указанных выше областей применения.
Однако желательно дополнительное улучшение сопротивления водородной хрупкости деталей.
Следовательно, задачей изобретения является предоставление стальной детали, которая может быть использована в качестве сборочной детали для моторного транспортного средства, и которая имеет предел прочности при растяжении больше или равный 1400 МПа, а также улучшенное сопротивление водородной хрупкости.
Изобретение относится к способу получения стальной детали, который включает в себя:
- предоставление полупродукта, полученного из стали, включающей по массе:
0,35% ≤ C ≤ 0,60%
0,15% ≤ Si ≤ 0,5%
0,8% ≤ Mn ≤ 2,0%
0,0003% ≤ B ≤ 0,01%
0,003% ≤ Mo ≤ 1,0%
1,0% ≤ Cr ≤ 2,0%
0,01% ≤ Ti ≤ 0,04%
0,003% ≤ N ≤ 0,01%
S ≤ 0,015%
P ≤ 0,015%
0,01% ≤ Ni ≤ 1,0%
0,01% ≤ Nb ≤ 0,1%
необязательно
0 ≤ Al ≤ 0,1%
0 ≤ V ≤ 0,5%,
остальная часть состава приходится на железо и неизбежные примеси,
- отжиг указанного полупродукта при температуре отжига, определенно ниже, чем температура Ac1 стали;
- холодную формовку полупродукта в продукт холодной формовки;
- продукт холодной обработки подвергают термической обработке для того, чтобы получить стальную деталь, причем термическая обработка включает в себя:
- нагрев продукта холодной формовки до температуры термической обработки больше чем или равной температуре полной аустенизации Ac3 стали; и
- выдерживание продукта при температуре выдержки, заключенной между 300°C и 400°C в течение времени, заключенного между 15 минут и 2 часа.
Согласно конкретным вариантам осуществления, способ может включать один или несколько из следующих признаков, взятых отдельно или согласно любой технически возможной комбинации:
- В течение стадии нагрева термической обработки, продукт холодной обработки нагревается до температуры термической обработки, которая составляет по меньшей мере на 50°C выше, чем температура полной аустенизации Ac3 стали.
- Температура отжига составляет больше чем или равна Ac1 минус 20°C.
- Полупродукт представляет собой проволоку.
- Дополнительно способ включает в себя подготовку поверхности полупродукта, которая включает очистку поверхности полупродукта и образование смазочного покрытия на его поверхности.
- Стадия образования смазочного покрытия на поверхности полупродукта включает в себя проведение фосфатирующей обработки и замыливания.
- Содержание углерода в стали составляет между 0,35 и 0,50 масс.%.
- Содержание марганца в стали составляет между 0,9 и 1,4 масс.%.
- Содержание хрома в стали составляет между 1,0 и 1,6 масс.%.
- Стадия холодной формовки представляет собой стадию холодной высадки.
- В течение стадии выдерживания продукт сохраняется при температуре выдержки в среде средства для изотермической закалки, в частности, в соляной ванне.
Кроме того, изобретение относится к стальной детали, выполненной из сплава, включающего по массе:
0,35% ≤ C ≤ 0,60%
0,15% ≤ Si ≤ 0,5%
0,8% ≤ Mn ≤ 2.0%
0,0003% ≤ B ≤ 0,01%
0,003% ≤ Mo ≤ 1,0%
1,0% ≤ Cr ≤ 2,0%
0,01% ≤ Ti ≤ 0,04%
0,003% ≤ N ≤ 0,01%
S ≤ 0,015%
P ≤ 0,015%
0,01% ≤ Ni ≤ 1,0%
0,01% ≤ Nb ≤ 0,1%
необязательно
0 ≤ Al ≤ 0,1%
0 ≤ V ≤ 0,5%
остальная часть приходится на железо и неизбежные примеси,
причем стальная деталь имеет микроструктуру, включающую бейнит, между 90% по площади и 98% по площади, и мартенситно-аустенитные островки, между 2% по площади и 10% по площади, при этом мартенситно-аустенитные островки имеют диаметр меньше или равный 50 мкм, где стальная деталь имеет предел прочности при растяжении, заключенный между 1400 МПа и 1800 МПа, и где средний размер зерна предшествующего аустенита составляет меньше или равный 20 мкм.
Согласно конкретным вариантам осуществления, стальная деталь может включать один или несколько из следующих признаков, взятых отдельно или согласно любой технически возможной комбинации:
- Содержание углерода в мартенситно-аустенитных островках составляет больше, чем или равное 1 масс.%.
- стальная деталь имеет твердость (по Виккерсу) больше или равную 400 HV.
- стальная деталь представляет собой стальную деталь холодной формовки, и более конкретно стальную деталь холодной формовки и изотермической закалки.
- стальная деталь представляет собой стальную деталь холодной высадки, и более конкретно стальную деталь холодной высадки и изотермической закалки.
Изобретение можно лучше понять при прочтении следующего ниже описания, приведенного только с целью примера.
Во всей заявке на патент содержание элементов указано в масс.%.
Стальная деталь согласно изобретению имеет состав, включающий по массе:
0,35% ≤ C ≤ 0,60%
0,15% ≤ Si ≤ 0,5%
0,8% ≤ Mn ≤ 2,0%
0,0003% ≤ B ≤ 0,01%
0,003% ≤ Mo ≤ 1,0%
1,0% ≤ Cr ≤ 2,0%
0,01% ≤ Ti ≤ 0,04%
0,003% ≤ N ≤ 0,01%
S ≤ 0,015%
P ≤ 0,015%
0,01% ≤ Ni ≤ 1,0%
0,01% ≤ Nb ≤ 0,1%
необязательно
0 ≤ Al ≤ 0,1%
0 ≤ V ≤ 0,5%
остальная часть приходится на железо и неизбежные примеси.
При содержании углерода меньше 0,35%, невозможно достижение высокой прочности с учетом содержания других элементов, присутствующих в сплаве, особенно при высоких температурах выдержки в течение изотермического отпуска. При содержании углерода, превышающем 0,6%, повышается риск охрупчивания из-за образования цементита и увеличения твердости. Содержание углерода составляет, например, меньше или равное 0,50 масс.%.
Кремний в стали действует как раскислитель во время ее плавления, в жидком состоянии. Присутствуя в твёрдом растворе в затвердевшем металле, кремний также дает вклад в повышение прочности стали. В частности, при указанном выше содержании кремний дает эффект повышения прочности бейнитной микроструктуры путем упрочнения твердого раствора. Однако кремний может давать вредный эффект, если он присутствует в слишком высокой концентрации. Действительно, в течение термической обработки, такой как обработка сфероидизацией, кремний имеет тенденцию к образованию межкристаллитных оксидов и, таким образом, снижает когезию предшествующих границ зерен аустенита. Кроме того, при слишком высоком содержании кремния снижается холодная деформируемость стали под действием избыточного упрочнения матрицы. Поэтому согласно изобретению содержание кремния ограничено до 0,5 масс.%.
Марганец при содержании, заключенном между 0,8 и 2,0 масс.%, снижает температуру начала образования бейнита в стали, и следовательно, приводит к улучшению бейнитной структуры и, таким образом, улучшает механические характеристики детали. Кроме того, марганец оказывает благотворное воздействие на способность стали к закаливанию и, следовательно, на получение желательных конечных механических характеристик произведенной детали. При содержании выше, чем 2,0%, марганец имеет тенденцию к ускорению сегрегации серы и фосфора на границах предшествующих зерен аустенита и поэтому увеличивается риск водородной хрупкости стали. Предпочтительное содержание марганца заключено между 0,9 и 1,4 масс.%.
Содержание бора, присутствующего в сплаве, составляет от 0,0003 до 0,01 масс.%. Путем сегрегации на границах предшествующих зерен аустенита, бор, даже при весьма малом содержании, укрепляет границы зерен, и обеспечивает возможность увеличения сопротивления замедленному разрыву, вызванному водородом. Бор усиливает когезию границ зерен за счет присущего ему действия, а также путем затруднения процесса сегрегации фосфора на указанных границах зерен. Кроме того, бор существенно повышает способность к закаливанию стали и, таким образом, дает возможность ограничить содержание углерода, которое необходимо для получения желательной бейнитной микроструктуры. Наконец, бор действует в синергии с молибденом и ниобием, таким образом, повышается эффективность этих элементов и присущее им влияние, которое обеспечивается их соответствующим содержанием. Однако избыток бора (свыше 0,01 масс.%) может привести к образованию хрупких боро-карбидов железа.
Содержание молибдена, присутствующего в сплаве, заключено между 0,003 и 1,0 масс.%. Молибден активно взаимодействует с фосфором и ограничивает вредное воздействие фосфора, сдерживая сегрегацию фосфора на границах предшествующих зерен аустенита. Кроме того, молибден играет значительную роль при формировании карбидов. При заданных механических характеристиках, молибден делает возможным повышенные температуры отпуска в ходе изотермической закалки, что в результате способствует развитию карбидов, которые могут быть ловушками водорода. Поэтому молибден является элементом, который повышает сопротивления замедленному разрушению.
При содержание хрома, заключенном между 1,0 и 2,0 масс.%, снижается температура начала образования бейнита в стали, и поэтому хром приводит к улучшению бейнитной структуры и, таким образом, к улучшению механических характеристик детали. Кроме того, хром оказывает эффект упрочнения, и дает вклад в достижение высокого механического сопротивления. Подобно молибдену, хром замедляет размягчение в ходе выдерживания при изотермической закалке, обеспечивая повышенные температуры выдержки, что способствует дегазированию, а также образованию карбидов, которые захватывают водород. При содержании более 2,0 масс.%, путем чрезмерного увеличения твердости стали, становится затруднительным формование стали путем холодной формовки, и особенно путем холодной высадки. Предпочтительно содержание хрома заключено между 1,0 и 1,6 масс.%.
Содержание титана, присутствующего в сплаве, заключено между 0,01 и 0,04 масс.%. Титан добавляют в жидкую сталь для того, чтобы увеличить твердость материала. Внутри указанных здесь диапазонов, титан также увеличивает сопротивление замедленному разрушению несколькими способами. Он дает вклад в улучшение аустенитных зерен и образует фазы осадков, которые захватывают водород. Окончательно, эффект упрочнения от титана позволяет проводить изотермическую закалку при повышенной температуре выдержки. Максимальное содержание титана установлено здесь для того, чтобы избежать получения частиц осадка слишком большого размера, которые затем могли бы ухудшить сопротивление стали замедленному разрушению.
Кроме того, сталь содержит ниобий в количестве, заключенном между 0,01 и 0,1 масс.%. Ниобий улучшает стойкость к водороду, так как, с одной стороны, он может ограничивать образование борокарбидов Fe3(C,B); Fe23(C,B)26, которые потребляются, и поэтому, снижается содержание “свободного” бора для сегрегации на границе зерен, и, с другой стороны, ниобий ограничивает рост аустенитных зерен путем образования карбонитридов. Улучшение структуры зерен приводит к увеличению общей длины границы зерен, и поэтому к лучшему распределению вредных элементов, таких как фосфор и сера, с пониженной концентрацией. Более того, уменьшение размера аустенитных зерен приводит к увеличению скорости трансформации бейнита. Максимальное содержание ниобия установлено для того, чтобы избежать получения частиц осадка слишком большого размера, которые затем могли бы ухудшить сопротивление стали замедленному разрушению. Кроме того, введение слишком большого количества ниобия приводит к повышенному риску дефектов "трещины" на поверхности заготовок и болванок, которые непрерывно отливаются. Если эти дефекты нельзя полностью устранить, они могут оказаться весьма вредоносными в отношении целостности свойств конечной детали, особенно это касается усталостной прочности и стойкости к водороду. Вот почему содержание ниобия поддерживают ниже 0,1 масс.%.
В стали согласно изобретению содержание азота заключено между 0,003 и 0,01 масс.%. Азот захватывает бор путем образования нитридов бора, что делает неэффективной роль этого элемента в закаливании стали. Поэтому, в стали согласно изобретению содержание азота ограничено до 0,01 масс.%. Тем не менее при введении в небольшом количестве азот позволяет, в частности путем образования нитрида титана (TiN) и нитрида алюминия (AlN), избежать избыточного укрупнения аустенитных зерен в течение термической обработки, которой подвергается сталь. В этом случае азот также обеспечивает образование карбонитридных выделений, которые могут способствовать захватыванию водорода. Поэтому в стали согласно изобретению, содержание азота составляет больше чем или равное 0,003 масс.%.
Сталь согласно изобретению содержит по большей мере 0,015 масс.% фосфора и самое большее 0,015 масс.% серы. Влияние фосфора и серы является особенно вредным в сталях согласно изобретению по нескольким причинам. Действительно, поскольку эти элементы подавляют рекомбинацию водорода, они вносят вклад в повышение концентрации атомарного водорода, который способен проникать внутрь материала, поэтому способствуют повышенному риску замедленного разрушения используемой детали. Кроме того, из-за сегрегации на границах зерен, фосфор и сера уменьшают когезию зерен. Поэтому содержание фосфора и серы необходимо поддерживать на очень низком уровне. С этой целью необходимо принять меры для обеспечения удаления фосфора и серы из стали во время ее выплавки в жидком состоянии.
Сталь содержит от 0,01 до 1,0 масс.% никеля. Указанный элемент обеспечивает увеличение прочности стали и оказывает благотворное влияние на сопротивление хрупкому разрушению. Кроме того, никель известным способом улучшает коррозионную стойкость стали.
Необязательно сталь содержит алюминий в количестве по большей мере, равном 0,1 масс.%. Алюминий является раскислителем стали в жидком состоянии. Кроме того, алюминий в форме нитрида способствует регулированию укрупнения аустенитных зерен в течение горячей прокатки. С другой стороны, при повышенном содержании алюминий может привести к укрупнению включений алюминатного типа в сталь, что может оказаться вредным для характеристик стали, особенно для ударной вязкости. В частности, содержание алюминия может находиться в количестве между 0,001 и 0,1 масс.%.
Кроме того, необязательно сталь может содержать ванадий в количестве меньше или равном 0,5 масс.%. В случае наличия ванадия, благодаря его упрочняющему эффекту, ванадий обеспечивает возможность проведения изотермической закалки при повышенной температуре. Максимальное содержание ванадия установлено таким образом, чтобы избежать получения слишком крупных осажденных частиц, которые могли бы снизить сопротивление стали замедленному водородному разрушению. В частности, содержание ванадия может находиться в количестве между 0,05 и 0,5 масс.%.
Остальная часть композиции приходится на железо и неизбежные примеси, в частности, появившиеся при переработке.
Более конкретно, композиция стальной детали состоит из указанных выше элементов.
Более конкретно, стальная деталь согласно изобретению представляет собой, в частности, стальную деталь холодной формовки, и более конкретно стальную деталь холодной высадки.
Более конкретно, стальная деталь имеет средний размер зерна предшествующего аустенита меньше или равный 20 мкм, и например, средний размер зерна предшествующего аустенита заключен между 8 мкм и 15 мкм. Такой малый средний размер зерен предшествующего аустенита является типичным для холодной формовки, и более конкретно, для холодной высадки.
Средний размер зерна предшествующего аустенита представляет собой средний размер зерна аустенита непосредственно перед его трансформацией при охлаждении. Зерна предшествующего аустенита могут быть выявлены на конечной детали, то есть, после охлаждения, с помощью подходящего метода, известного специалисту в этой области техники, например, путем травления реагентом для травления - пикриновой кислотой. Зерна предшествующего аустенита наблюдаются под оптическим микроскопом или сканирующим электронным микроскопом. Затем определяют размер зерна предшествующего аустенита, используя анализ изображений с помощью обычного программного обеспечения, известного специалисту в этой области техники.
Стальная деталь обладает микроструктурой, которая включает в себя, в долях поверхности или % по площади, между 90% и 98% бейнита и между 2% и 10% мартенситно-аустенитных (M/A) островков.
M/A островки состоят из остаточного аустенита на периферии M/A островков и из аустенита, частично превращенного в мартенсит в центре M/A островков.
Остальная часть микроструктуры включает в себя, в долях поверхности, вплоть до 5% свежего мартенсита. В этом контексте термин “свежий мартенсит” означает не отпущенный или не подвергнутый авто-отпуску мартенсит.
Островки M/A имеют диаметр меньше или равный 50 мкм, более конкретно меньше или равный 20 мкм, и еще более конкретно, заключенный между 8 и 15 мкм. В этом контексте “диаметр” означает наибольшее измерение M/A островка. Диаметр M/A островков в частности измеряют при увеличении 500:1.
Содержание углерода в M/A островков, например, составляет больше или равно 1 масс.%. Указанное конкретное содержание углерода является выгодным, поскольку это стабилизирует превращение в мартенсит остаточного аустенита в M/A островках.
Стальная деталь обладает пределом прочности при растяжении, который заключен между 1400 МПа и 1800 МПа, и более конкретно, в диапазоне между 1500 МПа и 1800 МПа. В этом контексте предел прочности при растяжении определяется по традиционной методике, в частности согласно стандарту NF EN ISO 6892-1.
Кроме того, стальная деталь имеет твердость больше чем или равную 400 HV. В этом контексте, твердость определяется по традиционной методике, в частности согласно стандарту NF EN ISO 6507-1.
Оптимизированный состав и микроструктура стальной детали согласно изобретению позволяет получить очень хорошее сопротивление водородной хрупкости в сочетании с механической прочностью более 1400 МПа, более конкретно, в диапазоне между 1400 и 1800 МПа.
Получение микроструктуры, которая включает в себя бейнит между 90 и 98% по площади, является выгодным. Действительно, авторы изобретения обнаружили, что такая микроструктура приводит к хорошему компромиссу между сопротивлением водородной хрупкости и механической прочностью, и особенно пределом прочности при растяжении. В частности, бейнит обладает меньшей чувствительностью к водородной хрупкости, чем мартенсит. Кроме того, с вышеупомянутой микроструктурой может быть получен предел прочности при растяжении больше или равный 1400 МПа.
В частности, наличие M/A островков на вышеупомянутых частях поверхности является выгодным для сопротивления водородной хрупкости. Действительно, M/A островки являются более пластичными, чем бейнитные области микроструктуры, и кроме того, представляют собой очень хорошие ловушки для водорода. Поэтому, благодаря присутствию M/A островков, водород захватывается в относительно пластичной области детали. Это уменьшает количество водорода, диспергированного по всей микроструктуре, который, вероятно, диффундирует в наиболее хрупкие области детали в результате напряжения, которому подвергается деталь при использовании, и который поэтому мог бы еще больше уменьшить сопротивление разрушению таких хрупких областей.
Доля поверхности M/A островков определённо больше, чем 10%, является нежелательной, поскольку остаточный аустенит в M/A островках при приложении напряжения превращается в более хрупкий мартенсит. Поскольку в M/A островках ранее был захвачен водород, указанный мартенсит содержит относительно большое количество водорода, и поэтому может образовывать предпочтительную зону хрупкого разрушения детали.
Вышеуказанный размер M/A островков еще больше улучшает стойкость к водороду, поскольку затем водород захватывается в меньших областях. Кроме того, превращение в мартенсит остаточного аустенита в M/A островках становится менее проблематичным в отношении сопротивления разрушению, поскольку указанное превращение может протекать в относительно небольшой области мартенсита.
Относительно небольшой размер зерен предшествующего аустенита еще больше улучшает сопротивление хрупкому разрушению. Действительно, размер пакетов решетки бейнита не может быть больше размера предшествующего аустенита. Поэтому, небольшой размер зерен предшествующего аустенита имеет следствием относительно малый размер пакетов решетки бейнита, что, в свою очередь, позволяет добиться лучшего распределения водорода, который имеет тенденцию к сегрегации в соединениях зерен. Поэтому указанное улучшенное распределение водорода, которое может присутствовать в бейнитной области микроструктуры, повышает сопротивление детали хрупкому разрушению.
Стальная деталь, например, имеет предел текучести больше или равный 1080 МПа.
Предпочтительно, стальная деталь обладает относительным удлинением больше или равным 8% и/или относительное сужение больше или равное 44%. Величины относительного удлинения и относительного сужения измеряются по традиционной методике, и в частности согласно стандарту NF EN ISO 6892-1.
Стальные детали согласно изобретению могут быть выгодно использованы в качестве деталей для двигателей, трансмиссий и при сборке мостов для моторных транспортных средств. В частности, указанные стальные детали могут быть использованы в качестве болтов и гаек в таких областях применения, например, как болты головки цилиндра, болты крышки коренного подшипника и болты соединительного штока.
Диаметр стальной детали является, например, меньше или равен 20 мм, и более конкретно меньше или равен 16 мм, и еще более конкретно меньше или равен 12 мм. Более конкретно, диаметр стальной детали является, например, больше или равен 5,5 мм.
Описанная выше стальная деталь может быть получена, например, с использованием способа, который включает в себя:
- получение полупродукта, выполненного из стали;
- отжиг указанного полупродукта при температуре отжига, определенно ниже, чем температура Ac1 стали;
- холодную формовку полупродукта с образованием продукта холодной формовки;
- продукт холодной формовки подвергают термической обработке таким образом, чтобы получить стальную деталь холодной формовки, причем термическая обработка включает в себя:
- нагревание продукта холодной формовки до температуры термической обработки больше или равной температуре полной аустенизации (Ac3) стали; и затем
- выдерживание продукта при температуре выдержки, заключенной между 300°C и 400°C в течение времени в диапазон между 15 минут и 2 часа.
В частности, способ получения стальной детали не включает любые промежуточные этапы закалки.
Полупродукт, полученный на этапе предоставления, имеет следующий состав, по массе:
0,35% ≤ C ≤ 0,60%
0,15% ≤ Si ≤ 0,5%
0,8% ≤ Mn ≤ 2,0%
0,0003% ≤ B ≤ 0,01%
0,003% ≤ Mo ≤ 1,0%
1,0% ≤ Cr ≤ 2,0%
0,01% ≤ Ti ≤ 0,04%
0,003% ≤ N ≤ 0,01%
S ≤ 0,015%
P ≤ 0,015%
0,01% ≤ Ni ≤ 1,0%
0,01% ≤ Nb ≤ 0,1%
необязательно
0 ≤ Al ≤ 0,1%
0 ≤ V ≤ 0,5%
остальная часть приходится на железо и неизбежные примеси.
Этот состав соответствует описанному ранее составу стальной детали.
Полупродукт, в частности, представляет собой тонкий пруток, имеющий, например, диаметр, заключенный между 5 мм и 25 мм.
Как упомянуто выше, этап отжига может осуществляется при температуре отжига, которая определенно ниже, чем температура Ac1 стали. Как обычно, температура Ac1 представляет собой температуру, при которой аустенит начинает формироваться в течение нагревания.
Этап отжига предназначен для временного снижения предела прочности при растяжении стали для того, чтобы подготовить сталь для холодной формовки. Например, в конце этапа отжига сталь имеет предел прочности при растяжении меньше или равный 600 МПа. Указанный отжиг называется сфероидизирующим отжигом.
Более конкретно, в течение этапа отжига полупродукт нагревается до температуры отжига выше или равной Ac1 - 20°C.
В течение этапа отжига полупродукт предпочтительно выдерживают при температуре отжига в течение времени, которое выбирают в зависимости от температуры отжига для того, чтобы предел прочности при растяжении стали после отжига составлял меньше, или был равен 600 МПа. Например, время выдерживания при температуре отжига составляет между 5 и 9 час.
Согласно конкретному примеру, этап отжига осуществляется при температуре отжига, равной 730°C, и время выдерживания при температуре отжига равняется 7 час.
Предпочтительно этап отжига проводят в нейтральной атмосфере, например, в атмосфере, состоящей из газообразного азота.
После выдерживания при температуре отжига, полупродукт охлаждается до комнатной температуры.
Предпочтительно охлаждение осуществляется со скоростью, которую выбирают для того, чтобы избежать осаждения перлита и образования бейнита, и таким образом, с целью поддержания предела прочности при растяжении меньше или равного 600 МПа после охлаждения. Эта скорость охлаждения может быть определена без затруднений с использованием диаграммы превращений при охлаждении стали.
Согласно конкретному примеру, охлаждение от температуры отжига осуществляется в три этапа: первый этап – охлаждение от температуры отжига до приблизительно 670°C, на котором сталь охлаждается со скоростью охлаждения меньше или равной 25°C/ч, второй этап охлаждения - приблизительно от 670°C до приблизительно 150°C, со скоростью охлаждения меньше или равной 250°C/с, и третий этап охлаждения - приблизительно от 150°C до комнатной температуры проводят со скоростью охлаждения, соответствующей охлаждению в атмосферном или естественном воздухе. Указанное трехступенчатое охлаждение и соответствующие температуры и скорости даны только в качестве примера, и могут быть использованы другие температуры и скорости, в частности зависящие от состава стали и желательного окончательного предела прочности при растяжении.
Этап холодного формообразования является, например, этапом холодной высадки, таким, чтобы в конце этапа холодного формообразования получить холодновысаженный продукт, и получить стальную деталь холодной высадки в конце термической обработки.
Способ необязательно включает в себя, между этапами отжига и холодной высадки, этап холодного волочения отожжённого полупродукта для того, чтобы уменьшить диаметр продукта. Указанный этап холодного волочения, в частности, является этапом волочения тонкого прутка. В течение этого этапа волочения тонкого прутка уменьшение диаметра составляет, например, меньше или равное 5%.
Предпочтительно, этапу холодного волочения предшествует подготовка поверхности, которая включает очистку поверхности заготовки детали, с последующим этапом формирования смазочного покрытия на поверхности заготовки детали.
Этап очистки, например, включает в себя удаление смазки и/или механическое или химическое удаление окалины или травление, необязательно с последующей нейтрализацией. В этом контексте, нейтрализация представляет собой процесс очистки, применяемый с целью очистки от всех посторонних частиц или соединений с поверхности стали для того, чтобы снизить риск коррозии.
Этап формирования смазочного покрытия, например, включает в себя фосфатную обработку и замыливание.
После холодной обработки, продукт холодной обработки подвергается термической обработке для того, чтобы получить стальную деталь холодной обработки, причем термическая обработка включает в себя:
- нагревание продукта холодной обработки до температуры термической обработки больше или равной температуре полной аустенизации Ac3 стали; и затем
- выдерживание продукта при температуре выдержки, заключенной между 300°C и 400°C в течение времени, в диапазоне между 15 минут и 2 часа.
Указанная термическая обработка представляет собой изотермическую закалку.
Согласно примеру, в течение стадии выдерживания продукт выдерживают при температуре выдержки в среде изотермической закалки. Например, средой изотермической закалки является солевая ванна.
В частности, в течение термической обработки продукт холодной обработки охлаждается от температуры термической обработки до температуры выдержки, предпочтительно в среде изотермической закалки. В частности, продукт охлаждается от температуры термической обработки до температуры выдержки в солевой ванне.
После завершения этапа выдержки, продуктам дают охладиться до комнатной температуры в атмосферном или естественном воздухе.
Этап нагрева проводится таким образом, чтобы стальная деталь обладала полностью аустенитной микроструктурой в конце этапа нагрева.
Средний размер зерен аустенита, образовавшихся в течение указанного этапа нагрева, является меньше или равным 20 мкм, и в частности, заключен между 8 и 15 мкм. Указанный размер измеряют, например, при увеличении 500:1.
Указанный малый размер зерна является результатом применения способа холодной формовки, и более конкретно, холодной высадки, при производстве стальной детали. Этот размер аустенитного зерна представляет собой размер зерна предшествующего аустенита в стальной детали холодной формовки после изотермической закалки согласно изобретению.
Температура термической обработки составляет, например, по меньшей мере, выше на 50°C, чем температура полной аустенизации Ac3 стали.
Более конкретно, в течение стадии нагрева, стальную деталь выдерживают при температуре термической обработки в течение времени в диапазоне между 5 минут и 120 минут.
В течение стадии выдерживания, предпочтительно температура выдержки, заключена между 300 и 380°C.
В конце этапа выдержки получают подвергнутую холодному формованию стальную деталь, и более конкретно подвергнутую холодной высадке и изотермической закалке стальную деталь.
Полученная таким образом стальная деталь имеет микроструктуру, описанную выше для стальной детали.
Эксперименты
Были проведены лабораторные испытания на отливках, имеющих химический состав, соответствующий C1 - C3, Ref1 и Ref2 и указанный ниже в таблице 1.
Таблица 1. Химический состав отливок
В приведенной выше таблице 1 состав указан в масс.%.
Во всех приведенных выше составах, остаток композиции состоит из железа и неизбежных примесей. В частности, в зависимости от процесса производства, и особенно когда сталь выплавляют из железного лома, она может содержать вплоть до 0,15% меди в качестве неизбежной примеси.
Композиции Ref1 и Ref2 представляют собой стандартные составы.
В первой серии экспериментов все вышеуказанные отливки подвергают отжигу, который включает в себя выдерживание отливки при температуре 730°C в течение времени выдерживания 7 час, с последующим охлаждением. Охлаждение осуществляется в три этапа, включающих охлаждение со скоростью охлаждения 25°C/ч до 670°C, с последующим охлаждением со скоростью 250°C/ч до 150°C, и окончательно охлаждение в атмосферном или естественном воздухе до комнатной температуры. Указанные скорости охлаждения были получены путем регулирования соответствующих условий нагревания в печи отжига, причем нагревание уменьшают или выключают, в зависимости от потребностей, способом, который известен специалисту в этой области техники.
После отжига отливки подвергают холодной формовке в продукт холодной формовки.
В экспериментах E1 - E4 и E6 (см. таблицу 2 ниже) продукты холодной формовки затем подвергают изотермической закалке, включающей:
- нагрев продукта холодной формовки до температуры термической обработки Tt и выдерживание продукта при указанной температуре в течение времени выдерживания tt; и затем
- выдерживание продукта при температуре выдержки Th в течение времени выдерживания th в солевой ванне.
Затем продуктам дают охладиться до комнатной температуры в атмосферном или естественном воздухе.
В эксперименте E5 продукт холодной формовки, выполненный из сплава, имеющего состав Ref2, подвергают термической обработке, включающей закалку с последующим отпуском после холодной высадки, вместо изотермической закалки, описанной выше. Более конкретно, в этом эксперименте термическая обработка включает нагревание до температуры 890°C и выдерживание в течение 30 минут при указанной температуре, с последующей закалкой при скорости охлаждения больше, чем критическая скорость охлаждения мартенсита, и затем отпуск при 450°C в течение 60 минут.
В таблице 2 ниже, для различных экспериментов E1 - E6, указаны составы стальных продуктов, диаметр продуктов холодной формовки, а также, когда это применимо, условия термической обработки.
Таблица 2. Условия термической обработки
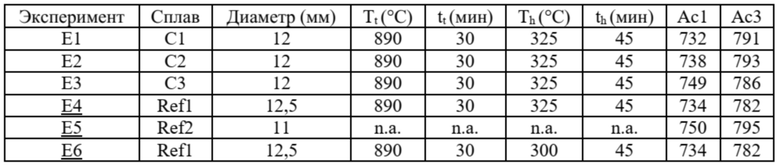
В таблице 2 выше, n.a. означает «неприменимо».
В таблице 2 выше, стандартные эксперименты подчеркнуты (эксперименты E4 - E6).
Испытания на растяжение были проведены с использованием испытуемого образца типа TR03 (диаметр 5 мм, длина 75 мм). Испытания на растяжение были проведены согласно стандарту NF EN ISO 6892-1, то есть, с поперечной скоростью 8 мм/мин. Каждое значение является средним из трех измерений.
Выполнен профиль твердости по поперечному сечению образцов. Испытания твёрдости по Виккерсу были проведены под нагрузкой 30 кг при длительности 15 секунд. Твердость измеряли согласно стандарту NF EN ISO 6507-1. Каждое значение является средним из трех измерений.
Результаты этих испытаний обобщены ниже, в таблице 3.
Кроме того, была проанализирована микроструктура полученных таким образом продуктов, на основании поперечных сечений указанных продуктов. Более конкретно, структуры, присутствующие в сечениях, были охарактеризованы с помощью оптической микроскопии (LOM) и сканирующей электронной микроскопии (SEM). Исследования LOM и SEM проводили после травления с использованием раствора, содержащего нитал.
Микроструктура образцов стали была охарактеризована с использованием цветного травления для различения фаз мартенсита, бейнита и феррита с использованием травильного раствора ЛеПера (LePera 1980). Травильный раствор является смесью 1% водного раствора метабисульфита натрия (1 г Na2S2О5 в 100 мл дистиллированной воды) и 4% пикраля (4 г сухой пикриновой кислоты в 100 мл этанола), которые смешивают в соотношении 1:1 непосредственно перед использованием.
Травление раствором ЛеПера выявляет первичные фазы и вторичные фазы, такие как типа бейнита (верхний, нижний), мартенсита, островки и пленки аустенита или M/A островки. После травления раствором ЛеПера под световым оптическим микроскопом при увеличении 500:1 феррит проявляется голубым, бейнит – от синего до коричневого (верхний бейнит синим цветом, нижний бейнит - коричневым), мартенсит - от коричневого до светло-желтого и M/A островки - белым цветом.
Количество M/A островков в процентах для данной площади, а также диаметр островков на изображениях измеряли с использованием адаптированного программного обеспечения для обработки изображений, в частности, ImageJ программного обеспечения обработки и анализа изображений, обеспечивающее количественное определение.
Размер зерна предшествующего аустенита определяли после травления Béchet-Beaujard, путем сравнения типов изображений согласно стандарту NF EN ISO 643. Каждое значение является средним из трех измерений.
Результаты этих анализов обобщены в следующей таблице 4.
В таблицах 3 и 4 использованы следующие сокращения:
TS (МПа) означает предел прочности при растяжении, измеренный путем испытания на растяжение в продольном направлении относительно направления прокатки,
YS (МПа) означает предел текучести, измеренный путем испытания на растяжение в продольном направлении относительно направления прокатки,
Ra (%) относится проценту относительного сужения, который измерен путем испытания на растяжение в продольном направлении относительно направления прокатки,
El (%) означает относительное удлинение, измеренное путем испытания на растяжение в продольном направлении относительно направления прокатки,
HV30 относится к результату измерения твердости,
M/A относится к островкам мартенсита/остаточного аустенита.
Таблица 3. Механические характеристики образцов
Таблица 4. Микроструктура образцов
(% по
площади)
(% по площади)
(% по площади)
В таблице 4, выше n.a. означает «неприменимо».
Окончательно, для каждого эксперимента E1 - E6 определяли стойкость к водороду соответствующих образцов, путем сопоставления результатов испытания на растяжение при медленной скорости деформации (скорость деформации 10-5 с-1) для образца без водорода и для образца наполненного водородом (стандарт NF A-05-304).
Более конкретно, авторы изобретения определяли пластичность (по проценту относительного сужения Ra) для наполненного и ненаполненного образцов, и сопоставляли результаты по показателю склонности к охрупчиванию.
Суммарное содержание H2 внутри образцов до наполнения составляло приблизительно 0,3 ч./млн.
Наполнение водородом проводили путем катодного наполнения с использованием раствора электролита, состоящего из 1н. H2SO4 с добавлением промотора водорода -тиомочевины (2,5 мг/л), при плотности тока I = 0,8 мА/см² в течение 5 час.
Для каждой пары образцов (наполненного и ненаполненного), показатель склонности к охрупчиванию IRa, относящийся к проценту относительного сужения, рассчитывали с использованием следующей формулы:
IRa = 1- [Ra(H2)/ Ra(H2=0)], где Ra(H2) соответствует величине относительного сужения, в процентах, измеренной для образца наполненного водородом, и Ra(H2=0) соответствует величине относительного сужения, в процентах, измеренной для ненаполненного образца.
Показатель склонности к охрупчиванию IRa, близкий к 1, означает, что этот образец является очень чувствительным к водородной хрупкости. Показатель склонности к охрупчиванию IRa меньше или равный 0,35 считается удовлетворительным с учетом желательного применения.
Кроме того, авторы изобретения в каждом случае наблюдали характер поверхности излома.
Результаты указанных испытаний обобщены в таблице 5.
Таблица 5. Результаты испытаний стойкости к водороду
излома
в основном хрупкий излом
Как можно видеть из приведенной выше таблицы 5, водород значительно влияет на пластичность.
Образцы стали, имеющие составы C1 - C3 (смотрите эксперименты E1 - E3), демонстрируют более высокую стойкость к водороду, чем стандартная марка Ref2, после закалки и отпуска (смотрите эксперимент E5), и стандартная марка Ref1 после термической изотермической закалки (смотрите эксперименты E4 и E6).
Кроме того, наблюдается пластичный характер поверхности излома в случае экспериментов E1 - E3, тогда как для сравнительных экспериментов E4 - E6 наблюдается межкристаллитный хрупкий характер излома или наблюдается возникновение излома до температуры Ts.
Сопоставление образцов, имеющих содержание бейнита больше или равное 90% (эксперименты E1 - E3), с образцами, имеющими мартенситную микроструктуру (эксперимент E5), показывает, что бейнитная структура менее чувствительна к водородной хрупкости, чем мартенситная структура.
Окончательно можно заметить, что образцы согласно изобретению (эксперименты E1 - E3) поглощают меньше водорода при аналогичных условиях наполнения, чем сравнительные образцы согласно экспериментам E4 и E6.
Следовательно, эти эксперименты демонстрируют, что стальные детали согласно изобретению, особенно хорошо подходят для указанных выше областей применения, таких как сборочные детали для моторных транспортных средств. Действительно, эти детали обладают весьма хорошими механическими характеристиками, и в частности хорошим предел прочности при растяжении, в сочетании с улучшенным сопротивлением водородной хрупкости, по сравнению со стальными деталями уровня техники.
Кроме того, способ согласно изобретению обладает тем преимуществом, что позволяет получить, после отжига, достаточно низкий предел прочности при растяжении для того, чтобы обеспечить применение традиционной технологии холодной формовки, и снизить износ инструментальных средств, в то время как в результате получаются окончательные детали, обладающие высоким пределом прочности при растяжении (больше или равный 1400 МПа).
Изобретение относится к металлургии, а именно к способу получения путем холодной формовки, в частности путем холодной высадки, сборочных деталей, и может быть использовано в автомобильной промышленности для монтажа заземляющего контакта или компонентов двигателя транспортного средства. Способ получения стальной детали включает: обеспечение полупродукта, выполненного из стали, содержащей, мас.%: 0,35 ≤ C ≤ 0,60, 0,15 ≤ Si ≤ 0,5, 0,8 ≤ Mn ≤ 2,0, 0,0003 ≤ B ≤ 0,01, 0,003 ≤ Mo ≤ 1,0, 1,0 ≤ Cr ≤ 2,0, 0,01 ≤ Ti ≤ 0,04, 0,003 ≤ N ≤ 0,01, S ≤ 0,015, P ≤ 0,015, 0,01 ≤ Ni ≤ 1,0, 0,01 ≤ Nb ≤ 0,1, необязательно 0 ≤ Al ≤ 0,1, 0 ≤ V ≤ 0,5, остальное - железо и неизбежные примеси, отжиг полупродукта при температуре отжига ниже, чем температура Ac1 стали; холодную формовку полупродукта в продукт холодной формовки; термическую обработку продукта холодной формовки для получения стальной детали, причем указанная термическая обработка включает нагрев продукта холодной формовки до температуры термической обработки, большей или равной температуре полной аустенизации Ac3 стали, и выдержку продукта при температуре выдержки в диапазоне между 300°C и 400°C в течение 15 мин - 2 ч. Детали характеризуются высоким пределом прочности на растяжение. 2 н. и 16 з.п. ф-лы, 5 табл.
1. Способ получения стальной детали, включающий в себя:
обеспечение полупродукта, выполненного из стали, содержащей, мас.%:
0,35 ≤ C ≤ 0,60
0,15 ≤ Si ≤ 0,5
0,8 ≤ Mn ≤ 2,0
0,0003 ≤ B ≤ 0,01
0,003 ≤ Mo ≤ 1,0
1,0 ≤ Cr ≤ 2,0
0,01 ≤ Ti ≤ 0,04
0,003 ≤ N ≤ 0,01
S ≤ 0,015
P ≤ 0,015
0,01 ≤ Ni ≤ 1,0
0,01 ≤ Nb ≤ 0,1
необязательно
0 ≤ Al ≤ 0,1
0 ≤ V ≤ 0,5
остальная часть приходится на железо и неизбежные примеси,
отжиг указанного полупродукта при температуре отжига ниже, чем температура Ac1 стали;
холодная формовка полупродукта в продукт холодной формовки;
продукт холодной формовки подвергают термической обработке для получения стальной детали, причем указанная термическая обработка включает в себя:
нагрев продукта холодной формовки до температуры термической обработки, большей или равной температуре полной аустенизации Ac3 стали; и
выдержка указанного продукта при температуре выдержки в диапазоне между 300°C и 400°C в течение времени, заключенного между 15 мин и 2 ч.
2. Способ по п. 1, в котором в течение стадии нагрева при указанной термической обработке, продукт холодной формовки нагревают до температуры термической обработки, которая составляет по меньшей мере на 50°C выше температуры полной аустенизации Ac3 стали.
3. Способ по п. 1 или 2, в котором температура отжига составляет Ac1 минус 20°C или более.
4. Способ по любому из пп. 1-3, в котором полупродукт представляет собой проволоку.
5. Способ по любому из пп. 1-4, который дополнительно включает в себя подготовку поверхности полупродукта, включающую в себя очистку поверхности полупродукта и образование смазочного покрытия на его поверхности.
6. Способ по п. 5, в котором стадия образования смазочного покрытия на поверхности полупродукта включает в себя проведение фосфатирующей обработки и замыливания.
7. Способ по любому из пп. 1-6, в котором содержание углерода в стали составляет между 0,35 и 0,50 мас.%.
8. Способ по любому из пп. 1-7, в котором содержание марганца в стали составляет между 0,9 и 1,4 мас.%.
9. Способ по любому из пп. 1-8, в котором содержание хрома в стали находится между 1,0 и 1,6 мас.%.
10. Способ по любому из пп. 1-9, в котором стадия холодной формовки представляет собой стадию холодной высадки.
11. Способ по любому из пп. 1-10, в котором в течение стадии указанного выдерживания, продукт выдерживают при температуре выдержки в солевой ванне.
12. Стальная деталь, выполненная из стали, содержащей, мас.%:
0,35 ≤ C ≤ 0,60
0,15 ≤ Si ≤ 0,5
0,8 ≤ Mn ≤ 2,0
0,0003 ≤ B ≤ 0,01
0,003 ≤ Mo ≤ 1,0
1,0 ≤ Cr ≤ 2,0
0,01 ≤ Ti ≤ 0,04
0,003 ≤ N ≤ 0,01
S ≤ 0,015
P ≤ 0,015
0,01 ≤ Ni ≤ 1,0
0,01 ≤ Nb ≤ 0,1
необязательно
0 ≤ Al ≤ 0,1
0 ≤ V ≤ 0,5
остальная часть приходится на железо и неизбежные примеси,
при этом стальная деталь имеет микроструктуру, содержащую между 90% по площади и 98% по площади бейнита и между 2% по площади и 10% по площади мартенситно-аустенитных островков, причем мартенситно-аустенитные островки имеют диаметр, меньший или равный 50 мкм, при этом стальная деталь имеет предел прочности при растяжении в диапазоне между 1400 и 1800 МПа, причем средний размер зерна предшествующего аустенита составляет 20 мкм или менее.
13. Стальная деталь по п. 12, в которой содержание углерода в мартенситно-аустенитных островках составляет 1 мас.% или более.
14. Стальная деталь по п. 12 или 13, в которой стальная деталь обладает твердостью 400 HV или более.
15. Стальная деталь по любому из пп. 12-14, в которой стальная деталь представляет собой стальную деталь холодной формовки.
16. Стальная деталь по п. 15, в которой стальная деталь представляет собой стальную деталь холодной формовки, подвергнутую изотермическому отжигу.
17. Стальная деталь по любому из пп. 12-15, в которой стальная деталь представляет собой стальную деталь холодной высадки.
18. Стальная деталь по п. 17, в которой стальная деталь представляет собой стальную деталь холодной высадки, подвергнутую изотермическому отжигу.
| СПОСОБ ПРОГНОЗИРОВАНИЯ ТЕЧЕНИЯ ПСОРИАЗА | 1997 |
|
RU2134882C1 |
| US 20140283960 A1, 25.09.2014 | |||
| DE 102008022401 A1, 19.11.2009 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛИ ПУТЕМ ГОРЯЧЕЙ ДЕФОРМАЦИИ СТАЛЬНОЙ ЗАГОТОВКИ | 2014 |
|
RU2664848C2 |
| ВЫСОКОПРОЧНАЯ МНОГОФАЗНАЯ СТАЛЬ, СПОСОБ ЕЕ ПОЛУЧЕНИЯ И ПРИМЕНЕНИЕ | 2015 |
|
RU2675025C2 |
| Способ термической обработки проката из доэвтектоидных сталей бейнитного класса | 1990 |
|
SU1717646A1 |
| СТАЛЬНОЙ ЛИСТ С ОЧЕНЬ ВЫСОКИМИ МЕХАНИЧЕСКИМИ СВОЙСТВАМИ, ТАКИМИ КАК МЕХАНИЧЕСКАЯ ПРОЧНОСТЬ И ПЛАСТИЧНОСТЬ, СПОСОБ ИЗГОТОВЛЕНИЯ ТАКИХ ЛИСТОВ И ИХ ПРИМЕНЕНИЕ | 2014 |
|
RU2677444C2 |
| US 20160017465 A1, 21.01.2016. | |||

