Область техники
Изобретение относится к области измерительной техники и может быть использовано для оценки надежности сложных пространственных конструкций из полимерных композиционных материалов (ПКМ), на основе результатов теплового контроля при нагружении изделий механическими колебаниями.
Изобретение может быть использовано для контроля надежности сложных пространственных конструкций из ПКМ как в процессе производства, так и в процессе эксплуатации пространственных сетчатых конструкций: отсеков космических аппаратов, ракетных двигателей, трубопроводов, герметичных сосудов и т.п. Особенно эффективно применение изобретения при испытании потенциально опасных и дорогих в изготовлении конструкций, к которым с одной стороны, предъявляются высокие требования по надежности эксплуатации, а с другой стороны, они являются дорогими и трудоемкими в изготовлении, чтобы достаточно большое количество конструкций можно было испытать методами разрушающего контроля, т.е. разрушить, а также конструкций, с труднодоступными местами для контроля традиционными методами (например, сетчатые конструкции).
При этом требуется определить потенциально опасные места (узлы конструкции), которые в первую очередь могут разрушиться (вследствие наличия дефектов, пониженной прочности или других причин) при нагрузках, что может привести к авариям и которые, возможно, необходимо укреплять.
Изобретение эффективно использовать для конструкций, которые затруднительно нагружать тепловым потоком по площади (нагревать площадными нагревателями) для осуществления теплового контроля, но в которых необходимо оценивать место расположения дефектов в материале конструкции, т.е. осуществлять томографию.
Уровень техники
Перспективным направлением в современной технике является использование полимерных композиционных материалов, обладающих рядом преимуществ перед традиционными материалами - металлами, особенно в авиакосмических отраслях техники, машиностроении, энергетики и др. Такие материалы требуют особого подхода, новых решений при разработке и создании методов и средств оценки надежности их эксплуатации.
Это вызвано большим разнообразием видов таких материалов, специфическими особенностями конструкций из них, технологией изготовления, случайным изменением физико-механических и прочностных характеристик, большим разнообразием типов дефектов, возникающих в процессе изготовления. Большое распространение получают пространственные сетчатые конструкции, в которых актуален контроль дефектов в узких ребрах, где не применимы традиционных методы контроля.
Кроме того, эти материалы в большинстве отраслей промышленности работают в условиях статических и динамических нагрузок, а конструкции из таких материалов имеют сложную пространственную конструкцию, которая затрудняет использовать традиционные технологии контроля.
Повысить качество конструкций невозможно без достоверной оценки критериев их качества и соответственно невозможна разработка мероприятий и технологий по повышению качества конструкций. Одним из признаков качества конструкций является наличие дефектов типа нарушения сплошности (расслоения, трещины, пористость и т.п.), которые, как правило, образуются в местах пониженной прочности, либо в материале, имеющем тенденцию к нарушению сплошности.
Учитывая, что такие конструкции являются, как правило, достаточно дорогими, как в стоимостном выражении, так и в трудоемкости изготовления, необходимо с одной стороны, каждую конструкцию подвергать испытанию на предмет соответствия ее прочностных характеристик требуемым, а с другой стороны, эти испытания должны минимально «травмировать» конструкцию при максимальной информативности результатов испытаний.
Износ основных фондов и технического оборудования, снижение качества материала и другие подобные причины приводит к снижению надежности эксплуатации конструкций из ПКМ.
Как показывает статистика и зафиксировано Указом Президента Российской Федерации от 06.05.2018 г. №198 «Сравнительный анализ показателей аварийности за период с 2005 по 2019 год свидетельствует об общих тенденциях повышения уровня безопасности… Так, за указанный период общее количество аварий снизилось … на 32 процента, количество несчастных случаев … на 61 процент.
Вместе с тем 60-70 процентов оборудования, применяемого на опасных производственных объектах, отработало свой нормативные сроки службы. При таких условиях социально-экономический ущерб от аварий может оцениваться в 600-700 млрд. рублей в год, что негативно скажется на экономической стабильности Российской Федерации».
В этом же указе подчеркивается «Целями государственной политики в области промышленной безопасности являются предупреждение аварий и инцидентов … в т.ч. минимизация человеческого фактора …, внедрение научно-технических достижений и передового опыта в целях обеспечения промышленной безопасности, разработка и внедрение единых критериев оценки рисков аварий на промышленных объектах и т.п.».
Например, усталость ПКМ, особенности технологии их изготовления и т.п. приводят к образованию внутренних дефектов типа нарушения сплошности, возникновению остаточных внутренних напряжений, которые вызывают нарушение сплошности и, в конечном итоге, приводят к разрушению материала и конструкции. Это явление широко описано в литературе. В последнее время принят ряд программ, направленных на исправление ситуации: модернизация производств, повышение качества материалов и др. Однако полное решение данных задач в настоящее время затруднено по финансовым причинам.
В этой связи большое значение приобретают неразрушающие методы контроля и диагностики таких конструкции, обеспечивающие не только обнаружение внутренних дефектов, но и определение их характеристик, глубину залегания в материале и т.п., т.е. осуществлять томографию таких конструкций. Они позволяют объективно определять фактическое состояние конструкции, оценить надежность их эксплуатации и дать рекомендации по ее ремонту или восстановлению.
Известен способ определения дефектов, остаточных напряжений и дефектов в пластинах (авт. свид. СССР №1543259), согласно которому объект контроля освещают когерентным светом, записывают голограмму поверхности, удаляют часть материала, создают локальную зону деформаций путем точечной нагрузки в зоне перемещений, вызванных удалением материала, записывают голограмму поверхности вторично. Величину дефектов и знак остаточных напряжений определяют по числу интерференционных полос и их искажению. Этот способ достаточно трудоемкий, требует высокой квалификации, финансовоемкий, применим исключительно для плоских деталей, сопряжен с разрушением материала и используется для научных исследований в лабораториях.
Известен способ определения дефектов и остаточных напряжений по патенту РФ №2032162, согласно которому, в испытуемый материал статически вдавливают пирамидальный индентор до образования отпечатка с развивающимися хрупкими трещинами. Измеряют усилие и параметры трещины, оценивают топологию трещин, определяют равновесное и эффективное значения вязкости разрушения, а величину потенциально возможных дефектов и остаточных напряжений рассчитывают по известным соотношениям с учетом линейных размеров действительного зерна в покрытии.
Способ сложен в осуществлении и применим только в лабораторных целях.
Известен также способ неразрушающего контроля физико-механических свойств полимерного материала или конструкции из полимерного материала: патент BY 10472. Он основан на силовом воздействии на материал и анализе реакции материала. Недостаток данного способа аналогичен недостаткам способа по предыдущему патенту.
Известен также способ и система теплового контроля остаточных напряжений и дефектов конструкций и реализующая его система (патент РФ №2383009). Известное техническое решение позволяет осуществить тепловой контроль надежности конструкций. Известный способ включает силовое воздействие на контролируемое изделие и регистрацию температурного поля, по анализу которого судят о состоянии изделия. Система включает устройство регистрации термограммы, блок визуализации и устройство обработки.
Недостаток известного технического решения заключается в следующем:
- способ не позволяет определять характеристики дефектов в материале;
- при регистрации температурного поля, в поле зрения регистрирующей термографической (тепловизионной) системы попадают температурные поля, принадлежащие как контролируемому изделию, так и посторонним предметам. Если контролируемое изделие «занимает» все поле обзора регистрирующей системы, это обстоятельство не является критичным. Когда контролируемое изделие представляет собой сложную пространственную конструкцию (например, сетчатую), регистрируемое температурное поле будет принадлежать как изделию (сетке), так и области, расположенной между элементами сетки. Кроме того, пространственный площадной нагрев таких изделий затруднен, т.к. в область нагрева попадают как элементы контролируемой конструкции, так и посторонние предметы, особенно для конструкций типа сетчатых. Это значительно затрудняет, а в ряде случаев делает невозможным достоверную интерпретацию результатов, в т.ч. обнаружение и распознавание дефектов.
Кроме того, данный способ требует свободного доступа, 2-3 м. к поверхности изделия для размещения термографической аппаратуры (тепловизора), что не всегда выполнимо, поэтому данное техническое решение применимо только для контроля ограниченной номенклатуры изделий.
На сегодняшний день имеется актуальная потребность в создании способа и устройства диагностики технического состояния реальных сложных пространственных конструкций, который может применяться на практике для широкого круга объектов с использованием простого и точного оборудования.
Принципиально подход к решению задач определения и локализации дефектов, определения их характеристик и областей концентрации внутренних напряжений и вызванных ими дефектов типа нарушений сплошности (например, трещин) стал возможен с развитием средств диагностики, основанных на регистрации и анализе температурных полей поверхности контролируемой конструкции. Наиболее значимые результаты появились в последнее десятилетие.
Это связано, во-первых, с появлением современной портативной тепловизионной техники, (см. О.Н. Будадин и др., Тепловой неразрушающий контроль изделий, М., Наука, 2002, стр. 338-393), во-вторых, с созданием современного математического аппарата (там же, стр. 39-89), позволяющего решать прямые и обратные задачи нестационарной теплопередачи, что дало возможность перехода от дефектоскопии (обнаружения дефектов) к томографии (распознавания внутренних дефектов, определения их характеристик и оценки остаточного ресурса изделий).
Имеются неоднократные попытки решить проблему обнаружение дефектов труднодоступных местах конструкции из ПКМ (например, в узких ребрах при ограниченном доступе аппаратуры контроля к участку контроля, с помощью дефектоскопии различными методами - ультразвуковым, радиоволновым и т.п. Однако это не приводило к желаемым результатам. Это связано с рядом причин.
1. Как правило, методы дефектоскопии требуют для своего применения свободного доступа к участкам контроля и позволяют обнаруживать макродефекты, в то время как нарушения снижение прочности может быть обусловлено, как правило, в основном, микородефектами (микротрещины, микропоры, «слипнутые дефекты» - дефекты, не имеющие адгезии между поверхностями и т.п.).
2. Микродефекты, которые обуславливают снижение надежности, в основном образуются в процессе нагружения контролируемой конструкции какими - либо нагрузками (силовыми статическими или динамическими - ударными, внутренним давлением для баллонов и др.), а методы дефектоскопии, в основном, не позволяют проводить неразрушающий контроль в процессе нагружения конструкций. Кроме того, это опасно с точки зрения техники безопасности, т.к. для проведения дефектоскопии конструкций около нее должен находиться оператор - дефектоскопист.
3. При контроле сложных пространственных структур, либо объектов, которые занимали не все поле обзора регистрирующей системы, наряду с информативными температурными полями, регистрировались температурные помехи, которые попадая в область теплового нагружения, значительно снижали достоверность результатов контроля.
Наиболее близким к заявляемому изобретению является способ и устройство, описанные в работе: Нестерук Д.А., Хорев B.C., Коробов К.Н. Инфракрасно - ультразвуковой контроль воды в сотовых панелях самолетов. Контроль и Диагностика, 2011. №11. С. 11-14.
Известный способ включает ультразвуковое возбуждение температурного поля в области дефекта материала, регистрацию температурного поля, выявление дефектных областей путем сравнения величины температурного поля с пороговым уровнем,
Известное устройство содержит термографическую аппаратуру (5), генератор механических колебаний (4), устройство ввода механических колебаний (3), пороговое устройство (6), регистратор результатов (7), устройство ввода механических колебаний (3) механически связано с контролируемым изделием (1) и подключено к генератору механических колебаний (4), выход термографической аппаратуры (5) подключен к пороговому устройству (6), выход порогового устройства (6) подключен к входу регистратора (7). Генератор механических колебаний (4) возбуждает механическими колебаниями контролируемый объект и осуществляется выявление внутренних дефектов на основе регистрации температурных полей поверхности изделия термографической аппаратурой (5), которые возникают за счет перехода энергии механических колебаний во внутреннюю энергию изделия в областях нарушения сплошности.
Недостаток данного технического решения заключается в том, что с помощью известных способа и устройства невозможен контроль в ограниченном объеме, т.к. он требует наличия термографической аппаратуры, которая располагается на расстоянии до 2-3 метров от контролируемой поверхности, что не всегда можно обеспечить на практике. Кроме того требуются специальные условия окружающей среды для функционирования термографической аппаратуры (затемненное помещение, чистота воздуха и т.п.), что не всегда можно обеспечить в производственных условиях, невозможно контролировать изделия в процессе приложения к нему силовых нагрузок, т.к. это может привести е разрушению изделия и травмирования оператора, осуществляющего контроль, невозможен контроль тонких ребер из-за растекания тепла к стенкам, а не к поверхности, на которой регистрируется температурное поле.
Сущность изобретения
Изобретение направлено на решение задачи повышения точности, информативности, достоверности и расширения области использования контроля технического состояния сложных конструкций и их элементов, в т.ч. из ПКМ как в процессе производства, так и в реальных условиях эксплуатации, а так же в условиях нагрузки, определения участков пониженной прочности, дефектных участков (участков, не соответствующих нормативным документам), разработке рекомендаций для устранения дефектов или восстановления конструкции.
Т.е. в конечном итоге изобретение направлено на повышение безопасности эксплуатации сложных потенциально опасных конструкций, находящихся под непрерывными или циклическими нагрузками (механическими, внутренним давлением и др.).
Технический результат, достигаемый при использовании заявленной группы, заключается в обеспечении контроля качества конструкции в условиях ограниченного доступа, в условиях производства и возможности контроля тонких элементов конструкции из ПКМ, где существенную роль играет «растекание» тепла к стенкам конструкции, что значительно снижает изменение температуры на дефекте, являющееся основным информационным признаком наличия дефекта в материале.
Технический результат достигается за счет того, что в способе автоматизированного ультразвукового термооптического неразрушающего контроля изделий из композитных материалов, включающем
- ультразвуковое возбуждение температурного поля в области дефекта,
- регистрацию температурного поля, и
- выявление дефектных областей путем сравнения величины температурного поля с пороговым уровнем,
- перед проведением контроля волоконно-оптические датчики регистрации температуры интегрируют в композитный материал на расстоянии друг от друга, не превышающем расстояние растекания теплового фронта в материале от дефекта,
- осуществляют непрерывное перемещение источника ультразвукового возбуждения температурного поля вдоль расположения волоконно-оптических датчиков,
- последовательно регистрируют величину температуры с волоконно-оптических датчиков,
- и выявляют дефектную область при превышении температуры от волоконно-оптических датчиков установленного порогового уровня.
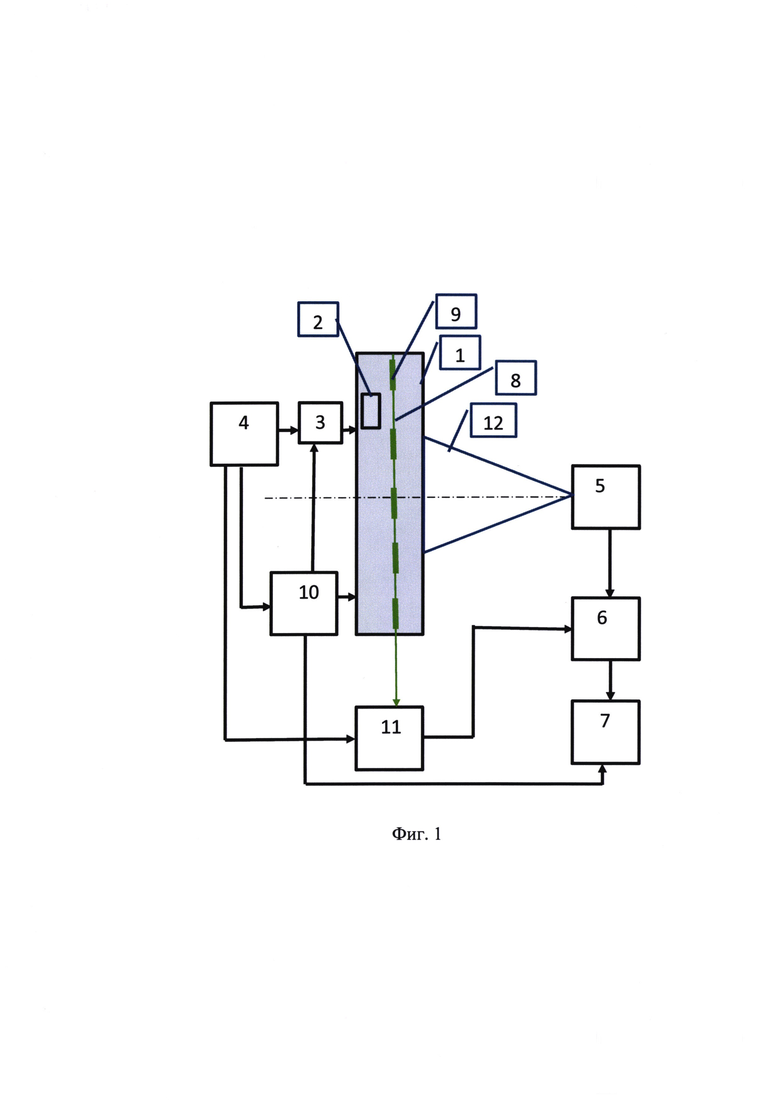
Технический результат также достигается за счет того, что в устройство автоматизированного ультразвукового термооптического неразрушающего контроля изделий из композитных материалов, включающее: термографическую аппаратуру (5), генератор механических колебаний (4), устройство ввода механических колебаний (3), механически связанное с контролируемым изделием (1) и подключенное к генератору механических колебаний (4), пороговое устройство (6), к входу которого подключен выход термографической аппаратуры (5), регистратор результатов (7), ко входу которого подключен выход порогового устройства (6), дополнительно введены: сканирующая система (10), оптоволоконная линия (8) с волоконно-оптическими датчиками температуры (9), устройство регистрации результатов измерений волоконно-оптических датчиков (11), при этом сканирующая система (10) механически связана с контролируемым изделием (1) и с устройством ввода механических колебаний (3), выход устройства регистрации результатов измерений волоконно-оптических датчиков (11) подключен к второму входу порогового устройства (6), вход устройства регистрации результатов измерений волоконно-оптических датчиков (11) подключен к выходу оптоволоконной линии (8) с волоконно-оптическими датчиками (9), выход сканирующей системы (10) подключен ко второму входу регистратора (7), второй выход генератора механических колебаний (4) подключен к входу сканирующей системы (10), а третий выход генератора механических колебаний (4) подключен к входу устройства регистрации результатов измерений волоконно-оптических датчиков (11).
Термографическая аппаратура может представлять собой тепловизор, термограф или другую аналогичную аппаратуру.
Краткое описание фигур чертежей
Сущность изобретения и возможность достижения технического результата будут более понятны из последующего описания со ссылками на позиции чертежей, где на:
фиг. 1 - приведена структурная схема устройства,
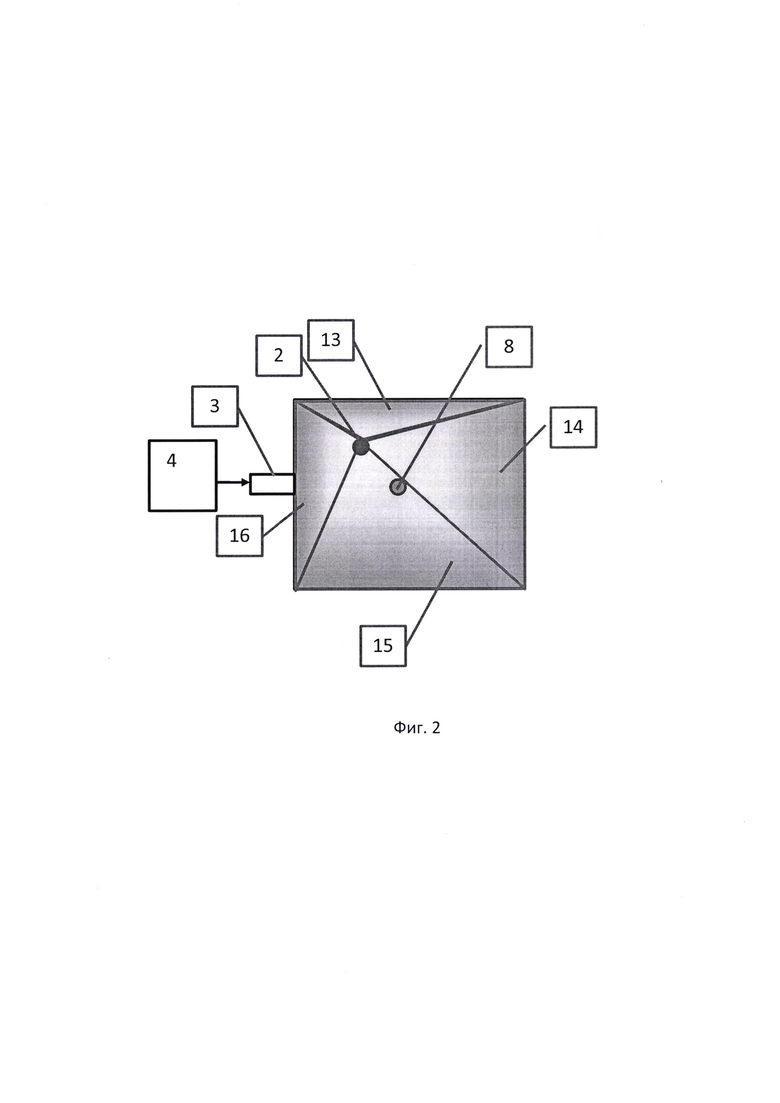
фиг. 2 - схема распределения теплового потока от дефекта в ребре из ПКМ,
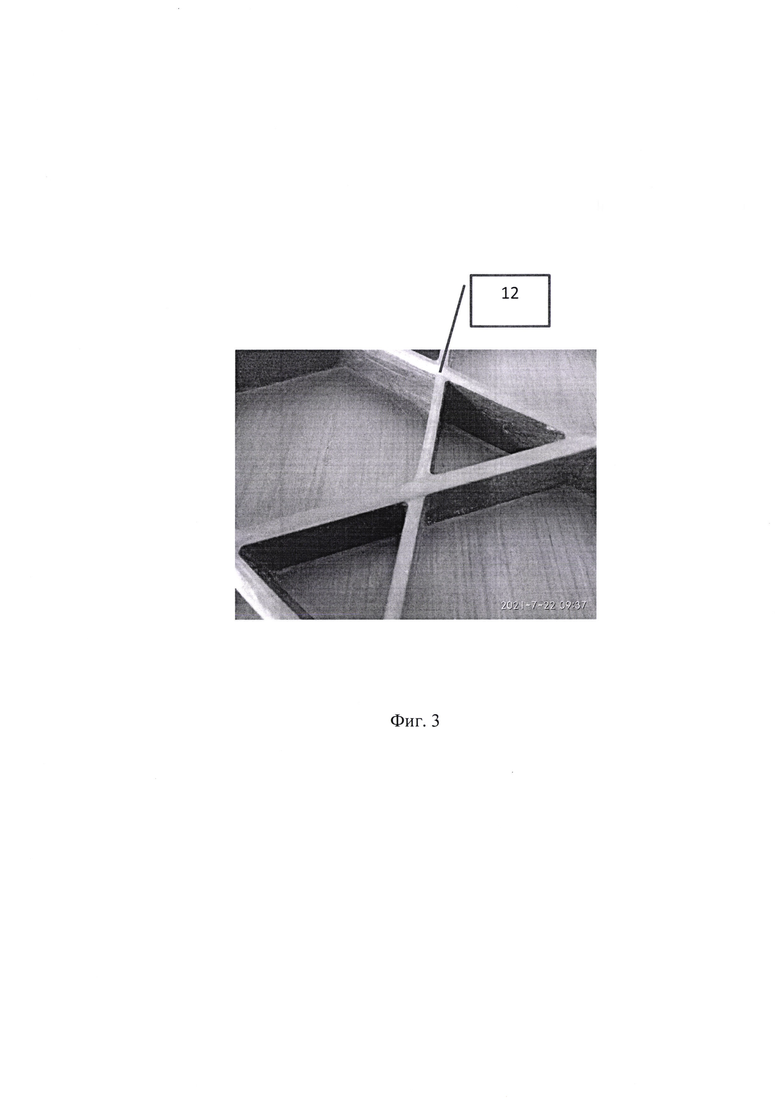
фиг. 3 - фотография элемента сетчатой конструкции,
фиг. 4 - процесс интегрирования оптоволоконной линии в ребро сетчатой конструкции,
фиг. 5 - генератор механических колебаний,
фиг. 6 - устройство ввода механических колебаний,
фиг. 7 - термографическая аппаратура,
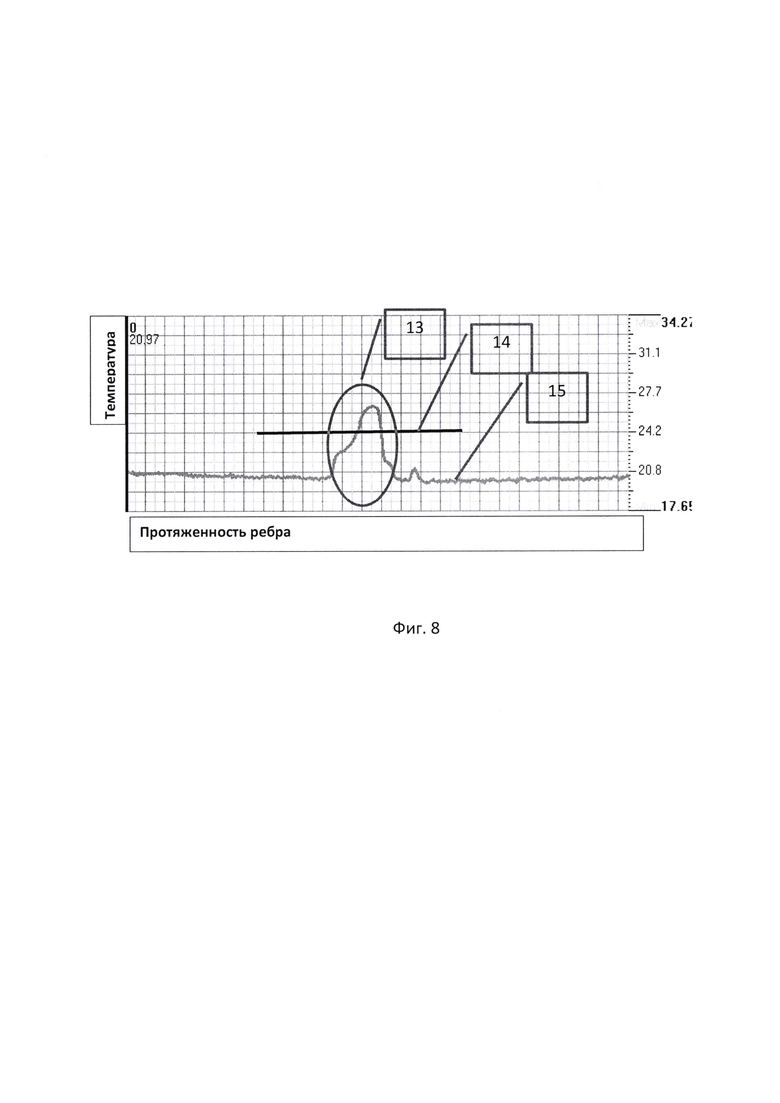
фиг. 8 - пример обнаружения дефекта в ребре конструкции,
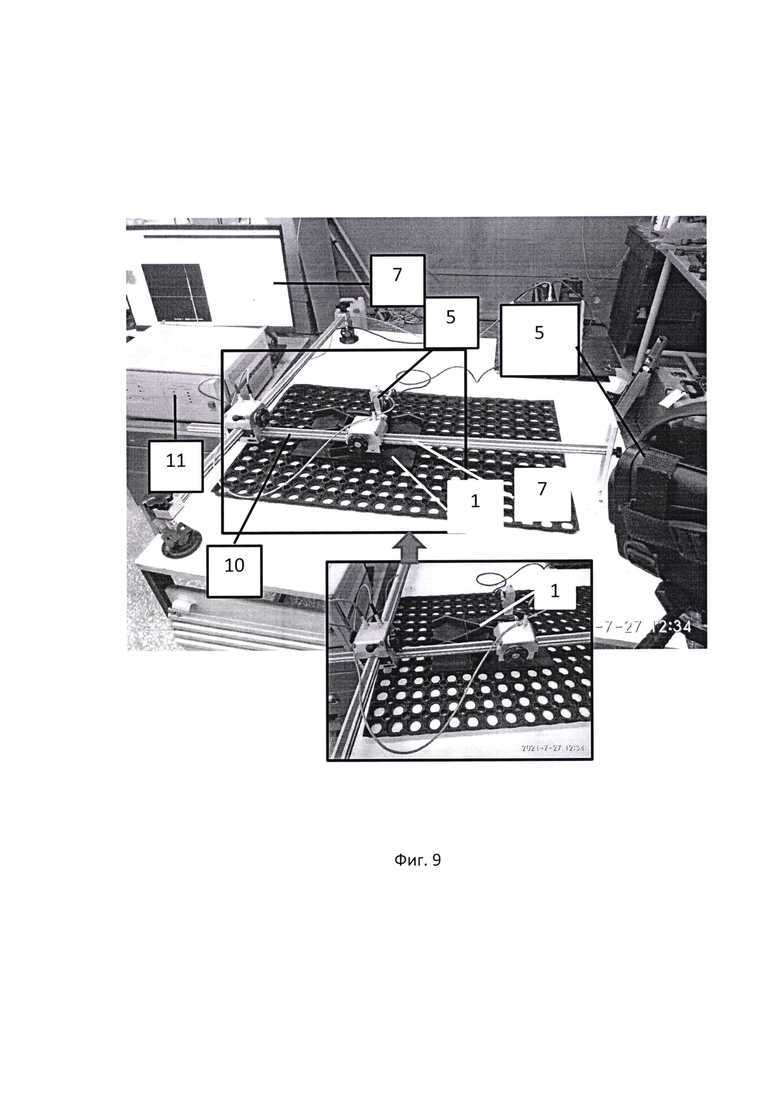
фиг. 9 - фотография устройства в процессе контроля,
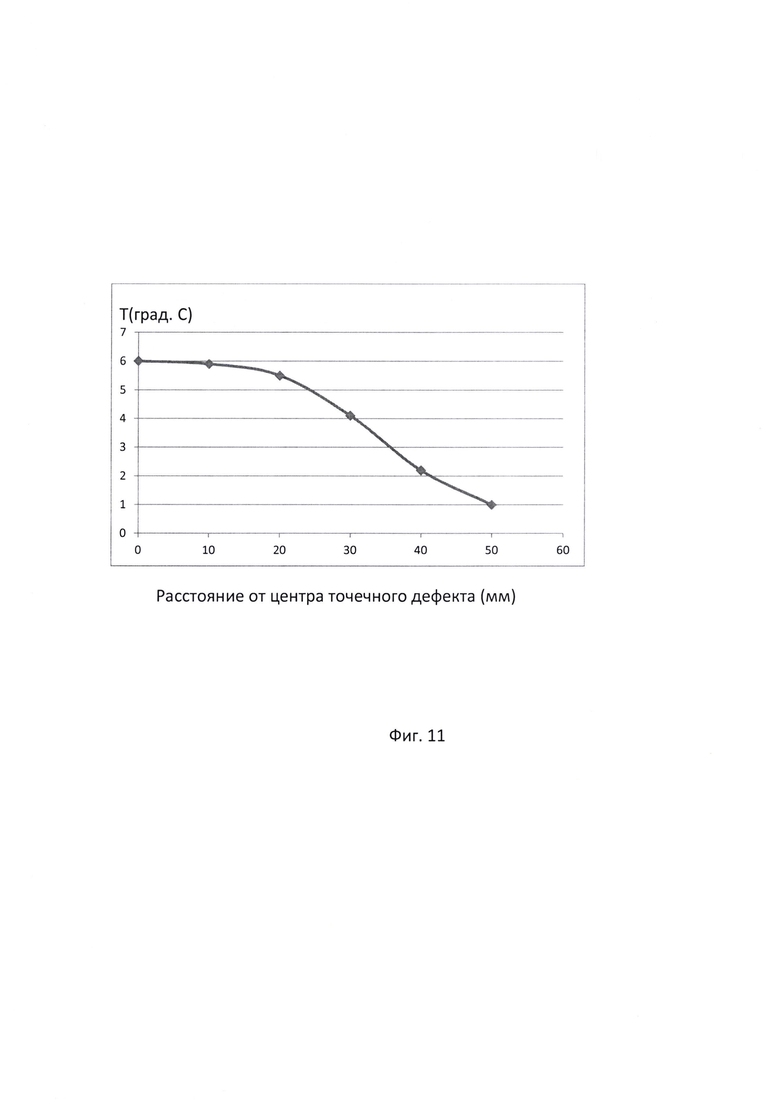
фиг. 10 - график «растекания» температуры внутри материала от точечного дефекта.
На приведенных фигурах приняты следующие обозначения:
1 - контролируемое изделие,
2 - внутренний дефект,
3 - устройство ввода механических колебаний,
4 - генератор механических колебаний,
5 - термографическая аппаратура,
6 - пороговое устройство,
7 - регистратор результатов,
8 - оптоволоконная линия,
9 -датчики температуры (волоконно-оптические датчики - ВОД),
10 -сканирующая система,
11 - устройство регистрации результатов измерений ВОД,
12 - ребро сетчатой конструкции,
13 - дефектная область на распределении температуры,
14 - пороговый уровень сигнала,
15 - температурный профиль,
Т (град. С) - температура в градусах Цельсия.
Предпочтительный вариант осуществления изобретения
Все используемые электронные блоки построены на основе стандартных микропроцессорных схем и микропроцессорных сборок с перепрограммируемыми запоминающими устройствами, а система управления выключением/включением системы нагружения построена на стандартных релейных системах (см. Угрюмов Е.П. Цифровая схемотехника: учебн. пособие для вузов. - 3-е изд. перераб. и доп.- СПб.: - БХВ-Петербург, 2010 г.). В качестве термографической аппаратуры (5) используются тепловизоры фирмы FLIR, FESTO, термографы типа ИРТИС-2000 или аналогичные по техническим характеристикам.
Способ автоматизированного ультразвукового термооптического неразрушающего контроля изделий из композитных материалов (в труднодоступных зонах) осуществляется с использованием устройства (фиг. 1, 9) автоматизированного ультразвукового термооптического неразрушающего контроля изделий из композитных материалов следующим образом
Сканирующая система (10) осуществляет взаимное перемещение контролируемого изделия (1) с внутренним дефектом (2) относительно устройства ввода механических колебаний (3), генератора механических колебаний (4) и термографической аппаратуры (5) (фиг. 1).
Перед началом процесса неразрушающего контроля в процессе изготовления изделия (1) (фиг. 3) в него закладывается оптоволоконная линия (8) с волоконно-оптическими датчиками (9), например, типа решеток Брэгга (фиг. 4). В некоторых случаях, когда контролируемое изделие имеет достаточно большие размеры, оптоволоконную линию (8) наклеивают на поверхность изделия (8). В ряде случаев возможно применение оптоволоконной линии с распределенными датчиками температуры, принцип работы которых основан на обратном рамановском рассеянии или на Рэлеевском рассеянии.
Выход оптоволоконной линии подключен к входу устройства регистрации результатов измерений ВОД (11).
В процессе сканирования изделия (1) по команде сканирующей системы (10) устройство ввода механических колебаний (3) (фиг. 6) посредством генератора механических колебаний (4) (фиг. 5) вводит в изделие (1) механические колебания с частотами от 20 кГц до 50 кГц (зависит от типа материала) и амплитудой от 5 мкм до 40 мкм. Распространяясь в материале механические колебания от устройства ввода механических колебаний (3) в соответствии с известными законами физики формируют в области дефекта (2) локальное температурное поле (фиг. 2, 11)..
Это тепловое поле согласно законам теплопередачи распространяется (фиг. 11) в контролируемом изделии (1) в разные стороны и в соответствии с законами теплообмена на границе материал-воздух переходит в воздух (фиг. 2).
В тонкостенных изделиях (например, в ребрах, фиг. 3) этот процесс протекает достаточно быстро, т.к. тепловое поле быстро достигает границы материала. Поэтому градиент температурного поля, обусловленный наличием дефекта в материале (разница температур на поверхности изделия, между температурой локального участка, обусловленного наличием дефекта и температурой остальной поверхности изделия) имеет небольшую величину и сохраняется достаточно малое время.
Термографическая аппаратура (5) (фиг. 7) это изменение температуры может не зафиксировать по ряду причин:
- небольшое изменение температурного поля, сравнимое с температурной разрешающей способностью аппаратуры,
- небольшая площадь поверхности изделия, с которой осуществляется регистрации температурного поля термографической аппаратурой (5) вследствие малого размера самого контролируемого изделия (поверхности ребра),
- ограничен доступ к контролируемому изделию, отсутствует возможность разметить термографическую аппаратуру (5) на определенном расстоянии от поверхности контролируемого изделия (1),
- изделие «работает» в условиях силовых нагрузок, что может привести к его разрушению и, соответственно, к выходу из строя термографической аппаратуры. Учитывая, что стоимость термографической аппаратуры достаточно большая, такой вариант нежелателен.
Использование оптоволоконной линии с соответствующими встроенными в нее датчиками позволяет обойти эти проблемы.
Сама оптоволоконная линия расположена внутри контролируемого изделия (фиг. 2), т.е. в непосредственной близости к источнику тепла (дефекту), тело не успеет «растечься» по изделию и будет зарегистрировано ВОД.
При этом расстояние между волоконно-оптическими датчиками не должно превышать расстояние растекания тепла (фиг. 11) для того, чтобы зарегистрировать дефект.
Далее сигнал - изменение температурного поля (фиг. 8) - о наличие дефекта в изделии с устройства регистрации измерения результатов ВОД (11) (фиг. 10) поступает в пороговое устройство (6). Здесь он сравнивается с пороговым значением сигнала, отделяющим сигналы дефектных и качественных областей контролируемого изделия и поступает в регистратор (7). Одновременно, в регистратор (7) поступают сигналы от сканирующей системы (10), несущие информацию о координатах обнаруженного дефектного участка (2) в изделии (1).
В качестве встроенного датчика температуры оптоволоконной линии (8) перспективно использовать распределенные датчики температуры по длине стандартных многомодовых оптических волокон, основанные на эффекте обратного рамановского рассеяния. Так же могут быть использованы ВОД, основанные на эффекте Рэлеевского рассеяния.
Таким образом, осуществляется функционирование заявляемого устройства.
Экспериментальные исследования предлагаемого устройства.
Экспериментальные исследования возможности предлагаемого устройства проводились на установке, функциональная схема которой приведена на фиг. 1, а фотография установки приведена на фиг. 9.
Исследования проводились следующим образом.
Изготовлено изделие с искусственным дефектом (фиг. 4).
Изделие представляло собой плоский образец сетчатой конструкции из ПКМ размером (фиг. 3).
В ребре изделия в процессе его изготовления заложен искусственный дефект диаметром 1 мм.
Далее изделие перемещалось относительно термографической аппаратуры (5) и устройства ввода механических колебаний (3) таким образом, чтобы устройство ввода механических колебаний перемещался вдоль ребра (12). Одновременно устройством ввода механических колебаний (3) в изделие вводились механические (низкочастотные ультразвуковые) колебания.
Температурное поле регистрировалось оптоволоконной линией в соответствии с фиг. 1 и измерялось устройством (11).
На фиг. 8, в качестве примера приведено распределение измеренной температуры вдоль ребра. Ясно видна область (13) изменение температуры, обусловленное дефектом (2). Пороговый уровень сигнала (14) разделяет дефектную и качественную области ребра.
Представленный способ имеет следующие преимущества:
- позволяет проводить контроль в условиях ограниченного доступа к изделию,
- повышает надежность процесса проведения контроля изделий сложной пространственной конструкции, в т.ч. в процессе их силового нагружения в реальных условиях эксплуатации и испытаний с ограниченным доступом к изделию,
- позволяет повысить надежность эксплуатации контролируемых конструкций (особенно работающих на пределе остаточного ресурса),
- позволяет снизить вероятность аварий за счет определения реальных технических характеристик конструкций,
- позволяет обнаруживать «слипнутые» дефекты и микродефекты, обнаружение которых другими методами затруднительно и определять их глубину залегания.


Изобретения относятся к области измерительной техники и могут быть использованы для оценки надежности сложных пространственных конструкций из полимерных композиционных материалов. Способ автоматизированного ультразвукового термооптического неразрушающего контроля изделий из композитных материалов включает ультразвуковое возбуждение температурного поля в области дефекта, регистрацию температурного поля и выявление дефектных областей путем сравнения величины температурного поля с пороговым уровнем. Перед проведением контроля волоконно-оптические датчики регистрации температуры интегрируют в композитный материал на расстоянии друг от друга, не превышающем расстояние растекания теплового фронта в материале от дефекта. Далее осуществляют непрерывное перемещение источника ультразвукового возбуждения температурного поля вдоль расположения волоконно-оптических датчиков. Последовательно регистрируют величину температуры с волоконно-оптических датчиков. Сравнивают величины температур с пороговым значением и выявляют дефектную область при превышении температуры от волоконно-оптических датчиков установленного порогового уровня. Представлено устройство для осуществления способа. Технический результат состоит в обеспечении контроля в труднодоступных зонах. 2 н.п. ф-лы, 11 ил.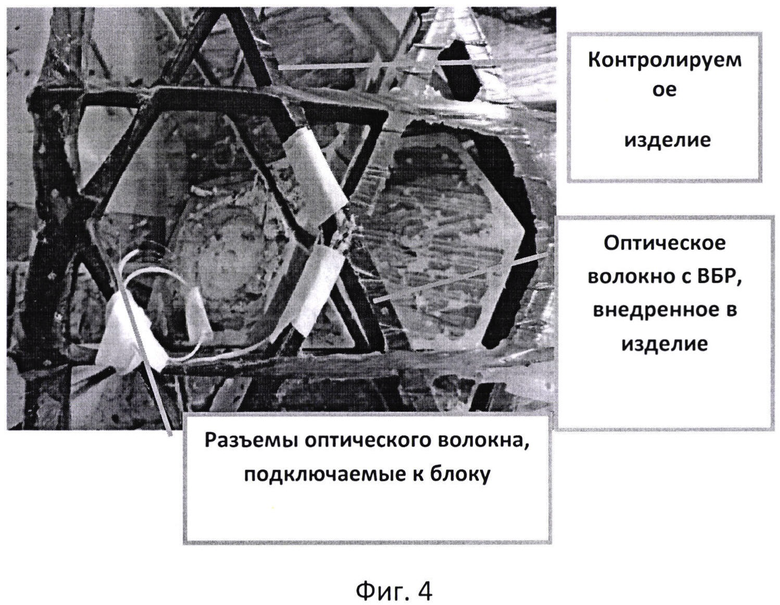
1. Способ автоматизированного ультразвукового термооптического неразрушающего контроля композитных материалов в труднодоступных зонах,
включающий:
- ультразвуковое возбуждение температурного поля в области дефекта,
- регистрацию температурного поля, и
- выявление дефектных областей путем сравнения величины температурного поля с пороговым уровнем,
отличающийся тем, что
- перед проведением контроля в композитный материал интегрируют волоконно-оптические датчики регистрации температуры на расстоянии друг от друга, не превышающем расстояние растекания теплового фронта в материале от дефекта,
- осуществляют непрерывное перемещение источника ультразвукового возбуждения температурного поля вдоль расположения волоконно-оптических датчиков,
- последовательно регистрируют величину температуры с волоконно-оптических датчиков,
- и выявляют дефектную область при превышении температуры от волоконно-оптических датчиков установленного порогового уровня.
2. Устройство автоматизированного ультразвукового термооптического неразрушающего контроля композитных материалов в труднодоступных зонах, включающее:
- термографическую аппаратуру (5),
- генератор механических колебаний (4),
- устройство ввода механических колебаний (3), механически связанное с контролируемым изделием (1) и подключенное к генератору механических колебаний (4),
- пороговое устройство (6), к входу которого подключен выход термографической аппаратуры (5),
- регистратор результатов (7), ко входу которого подключен выход порогового устройства (6),
отличающееся тем, что в него введены
- сканирующая система (10),
- оптоволоконная линия (8) с волоконно-оптическими датчиками температуры (9),
- устройство регистрации результатов измерений волоконно-оптических датчиков (11),
при этом сканирующая система (10) механически связана с изделием (1) и с устройством ввода механических колебаний (3),
- выход устройства регистрации результатов измерений волоконно-оптических датчиков (11) подключен к второму входу порогового устройства (6),
- вход устройства регистрации результатов измерений волоконно-оптических датчиков (11) подключен к выходу оптоволоконной линии (8) с волоконно-оптическими датчиками температуры (9), а
- выход сканирующей системы (10) подключен ко второму входу регистратора результатов (7),
- второй выход генератора механических колебаний (4) подключен к входу сканирующей системы (10),
- третий выход генератора механических колебаний (4) подключен к входу устройства регистрации результатов измерений волоконно-оптических датчиков (11).
| Нестерук Д.А., Хорев B.C., Коробов К.Н., "Инфракрасно-ультразвуковой контроль воды в сотовых панелях самолетов", Контроль и Диагностика, 2011, номер 11, С | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| US 10677715 B2, 09.06.2020 | |||
| US 20190339235 A1, 07.11.2019 | |||
| Способ неразрушающего контроля объектов | 1980 |
|
SU879452A1 |
| СПОСОБ ТЕПЛОВОГО КОНТРОЛЯ ОСТАТОЧНЫХ НАПРЯЖЕНИЙ И ДЕФЕКТОВ КОНСТРУКЦИЙ | 2007 |
|
RU2383009C2 |
| US 20030205671 A1, 06.11.2003 | |||
| US 6399948 B1, 04.06.2002. | |||

