Изобретение относится к области медицинской техники, связанной со сбором, хранением и переработкой крови, а именно, к устройствам ультразвуковой герметизации и сегментации трансфузионных систем (пластиковых гемоконтейнеров), предназначенных для сбора, хранения и переработки крови, и может быть использовано для создания современной материально-технической базы станций и отделений переливания крови.
Одна из основных проблем материально-технического обеспечения технологии сбора, переработки и хранения препаратов крови - это проблема надежной герметизации пластиковых контейнеров и отделения неиспользуемой системы подводящих полимерных трубок.
Для решения проблемы используются устройства герметизации пластиковых гемоконтейнеров, основанные на термическом запаивании и сегментации подводящих полимерных трубок в непосредственной близости (на расстоянии не более 10 мм) от их ввода в контейнер. Используемые на практике технологии забора и переработки крови требуют герметизации гемоконтейнеров и отделения неиспользуемых трубок (части или всех) непосредственно в технологическом цикле (без их перемещения к месту размещения стационарных устройств герметизации).
В связи с этим, возникает необходимость в использования ручных (переносных) запаивателей, способных обеспечивать герметизацию на любом участке технологического цикла забора и переработки крови. Подобные устройства разработаны и используются в трансфузиологии [1].
В них, в качестве источника энергетического воздействия, обеспечивающего нагревание поверхности участка подводящей трубки до температуры плавления материала и образования термического шва, используется источник высокочастотных электрических колебаний (Чаще всего, запрещенный к использованию на территории нашей страны диапазон 43 МГц). Подводимая от высокочастотных генераторов электромагнитная энергия поглощается в рабочем окончании, выполненном в виде металлической пластины определенной ширины, термоизолированной со всех сторон, кроме контактирующей поверхности. После механического контакта нагретой пластины с полимерной трубкой происходит разогрев ее поверхности и формируется термический шов. Приведение планки в движение, по направлению к рабочему окончанию мускульной силой оператора в момент плавления трубки, создает термический шов и фиксирует его до охлаждения материала трубки после отключения высокочастотного генератора. Известное устройство позволяет в течение нескольких секунд (от 2 до 5, в зависимости от материала и диаметра трубки) сформировать герметизирующий шов шириной 2 мм в непосредственной близости от ввода трубки в гемоконтейнер.
Однако, при выполнении термического шва шириной 2 мм (площадью менее 20 мм2) мощность, потребляемая диэлектрическим устройством герметизации, составляет не менее 100 Вт, что обуславливает, очень высокий уровень высокочастотных электромагнитных помех, которые являются помеховыми для электронной медицинской аппаратуры.
При этом, столь узкий шов приводит к необходимости удаления неиспользуемой системы трубок за термическим швом. Жидкие препараты крови из удаляемых трубок попадают на режущий инструмент и окружающие предметы, что приводит к необходимости ужесточения специальных мер защиты персонала, стерилизации инструмента и используемого оборудования.
Очевидно, что отделение гемоконтейнера от неиспользуемой системы трубок должно осуществляться по герметизирующему шву, таким образом, чтобы герметически запаянными, после разделения, оставались как гемоконтейнер, так и удаляемые системы. Для выполнения этого условия герметизирующий шов должен выполняться шириной не менее 4…6 мм и сегментироваться в центре сформированного шва.
Для выполнение такого широкого герметизирующего шва и повышения надежности герметизации и сегментации всех типов гемоконтейнеров ручным способом используются устройства ультразвуковой герметизации и сегментации трансфузионных систем (пластиковых контейнеров) [2, 3], наиболее известным из которых является устройство по патенту №2267316, принятое за прототип.
Устройство ультразвуковой герметизации и сегментации трансфузионных систем, принятое за прототип включает в себя источник ультразвукового воздействия на полимерную трубку с рабочим окончанием, опорную планку и механизм сжатия трубки между рабочим окончанием и опорной планкой.
Источник энергетического воздействия на полимерную трубку выполняется в виде пьезоэлектрической колебательной системы, заканчивающийся рабочим окончанием. Опорная (прижимная) планка, механически соединяется с механизмом, имеющим ручку для приведения планки в движение по направлению к рабочему окончанию при помощи мускульной силы оператора.
Приведение планки в движение, по направлению к рабочему окончанию мускульной силой оператора в момент ультразвукового воздействия на трубку на частоте 30…40 кГц создает термический шов и фиксирует его до охлаждения материала трубки после отключения работы ультразвукового генератора.
Таким образом, принятое за прототип устройство позволяет в течение нескольких секунд (от 1 до 3, в зависимости от материала и диаметра трубки) сформировать герметизирующий шов шириной 4 мм в непосредственной близости от ввода трубки в гемоконтейнер, при потребляемой электрической мощности менее 50 Вт и исключении высокочастотных помех.
При этом отделение неиспользуемой системы трубок от гемоконтейнера осуществляется по герметизирующему шву за счет формируемого надреза. Надрез осуществляется специальной пластиной, закрепленной на поверхности прижимной планки. Таким образом, герметически запаянными, после разделения, остаются как гемоконтейнер, так и удаляемые системы.
Вместе с тем прототип имеет следующие недостатки:
1. Обеспечение сжатия свариваемой трубки между рабочим окончанием и опорной (прижимной) планкой при помощи мускульной силы оператора, осуществляющего перемещение ручки для последующего приведения планки в движение по направлению к рабочему окончанию, происходит с различными усилиями и в различное по продолжительности время. Это снижает качество формируемого шва.
2. Сжатие свариваемой трубки между рабочим окончанием и опорной (прижимной) планкой при помощи мускульной силы оператора позволяет осуществлять ультразвуковое воздействие только в случае полного сжатия трубки до установленного уровня, т.е. полного перемещения планки до рабочего окончания. Это увеличивает время реализации полного процесса сварки.
3. Сократить время реализации процесса сварки за счет включения ультразвукового воздействия до полного сжатия трубки в прототипе невозможно, поскольку сжатие начинается со стороны трубки, контактирующей с опорной площадкой, а ультразвуковое воздействие происходит с противоположной стороны. В таком случае произойдет воздействие при отсутствии контакта рабочего окончания с трубкой, а при появлении такого контакта, через неопределенное время, за счет поглощения колебаний произойдет прогорание стенки трубки.
4. Выполнение надреза, осуществляемого специальной пластиной, закрепленной на поверхности прижимной планки, приводит к предварительному воздействию (до сварки) на трубку, что может привести к предварительному формированию надреза и нарушению герметичности трубки.
Таким образом, устройство ручной герметизации и сегментации трансфузионных систем (пластиковых контейнеров), принятое за прототип, не обеспечивает надежной герметизации и сегментации трансфузионных систем.
В предлагаемом устройстве решается задача по устранению недостатков существующего устройства, предназначенного для герметизации пластиковых контейнеров для хранения и переработки крови и создание малогабаритного устройства, обеспечивающего, без использования мускульной силы оператора, надежную герметизацию и сегментацию всех типов контейнеров.
Технический результат изобретения выражается в повышении надежности герметизации всех типов гемоконтейнеров ручным способом за счет использования перемещения источника энергетического воздействия (пьезоэлектрической колебательной системы) для сжатия полимерной трубки, обеспечения перевода материала трубки, в месте формируемого в момент движения контакта, в вязкопластичное состояние по всему объему участка герметизации, что позволяет исключить влияние усилий оператора при формировании герметизирующего шва и формировании сегментирующего надреза.
Суть предлагаемого технического решения заключается в том, что в известном устройстве ультразвуковой герметизации и сегментации трансфузионных систем, включающем источник ультразвукового воздействия на полимерную трубку с рабочим окончанием, сварочную опорную планку и механизм сжатия трубки между рабочим окончанием и опорной планкой, источник ультразвукового воздействия, выполненный в виде полуволновой пьезоэлектрической системы с рабочим окончанием, имеющим излучающую поверхность прямоугольной формы, размещен в цилиндрическом корпусе с возможностью его перемещения внутри основного корпуса, корпус с источником ультразвукового воздействия механически соединен с электро-механическим устройством приведение источника ультразвукового воздействия в движение по направлению к опорной планке, опорная планка механически соединена с основным корпусом, имеет прижимную поверхность прямоугольной формы, размером, превышающим размер излучающей поверхности колебательной системы, на прижимной поверхности выполнен режущий выступ, размером не более толщины стенки сегментируемой трубки.
Для питания ультразвуковой колебательной системы используется ультразвуковой генератор электрических колебаний, преобразующий электрическую энергию аккумуляторов в энергию механических колебаний ультразвуковой частоты (44 кГц). Батарея аккумуляторов представляет из себя 3 последовательно соединенных элемента питания, которые позволяют получить 2600 мА*ч, 12V. Запуск генератора осуществляется в процессе сжатия полимерной трубки между рабочим окончанием и опорной планкой (сварочной опорой). Генератор автоматически определяет момент окончания формирования сварного шва, прекращая ультразвуковое воздействие по окончании времени остывания сформированного шва и осуществляет отвод источника ультразвукового воздействия в исходное состояние.
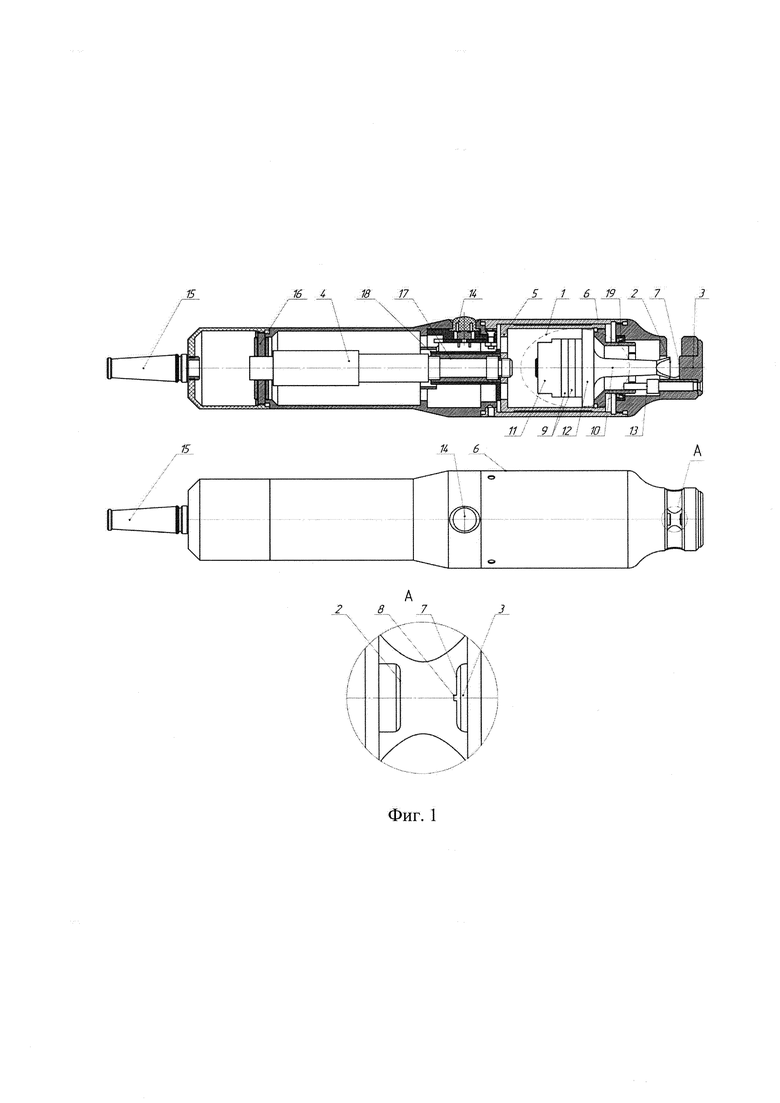
Сущность предлагаемого технического решения поясняется фиг. 1, на которой схематично показано устройство ультразвуковой герметизации и сегментации трансфузионных систем.
Источник ультразвукового воздействия 1, выполненный в виде полуволновой пьезоэлектрической колебательной системы со сварочным окончанием 2, имеющим плоскую излучающую поверхность прямоугольной формы, размещен в отдельном подвижном цилиндрическом корпусе 5 с возможностью его перемещения внутри внешнего корпуса 6.
Сварочная опорная планка 3 механически соединена с внешним корпусом 6, имеет плоскую прижимную поверхность 7 прямоугольной формы, размером, превышающим размер излучающей поверхности колебательной системы (поверхности сварочного окончания 2).
На прижимной поверхности 7 сварочной опоры 3 выполнен режущий выступ 8, размером не более толщины стенки сегментируемой трубки.
Пьезоэлектрический преобразователь 1, состоит из двух пьезоэлектрических кольцевых элементов 9, концентрирующей излучающей накладки 10, рабочее окончание 2 которой имеет прямоугольную форму, частотнопонижающей отражающей накладки 11 и виброразвязывающего кольца 12, обеспечивающее акустическую изоляцию пьезоэлектрического преобразователя 1 от подвижного корпуса 5.
Для обеспечения минимального зазора между поверхностью сварочного окончания 2 пьезоэлектрического преобразователя 1 и режущим выступом 8 сварочной опоры 3 для исключения механического контакта в процессе сегментации трубки в корпусе 6 установлен упор 13;
Для подачи сигнала запуска сварочного цикла (включения устройства) в корпусе 6 установлена кнопка запуска 14.
Для фиксации многожильного кабеля в корпусе 6 на задней части корпуса установлен кабельный ввод 15.
Корпус 6 механически соединен с электромеханическим устройством для перемещения и прижима источника ультразвукового воздействия 1 с помощью штифта 16.
Подвижный корпус 5 с источником ультразвукового воздействия 1 механически соединен с электромеханическим устройством 4 для перемещения и прижима с помощью пружины 17, обеспечивающей требуемое усилие прижима к сварочной опорной планке 3.
Для исключения попадания между витками пружины 17 проводников, идущих от источника ультразвукового воздействия 1 и от кнопки запуска 14 снаружи пружины установлена изолирующая втулка 18.
Для исключения попадания биоматериала внутрь корпусов 5 и 6 в случае протечки свариваемой/сегментируемой трубки между неподвижным корпусом 6 и подвижным корпусом 5 установлено сальниковое уплотнение 19.
Устройство ультразвуковой герметизации и сегментации трансфузионных систем работает следующим образом.
Трубка гемоконтейнера размещается между прижимной поверхностью сварочной опорной планки, на которой находится сегментирующий выступ, и сварочным окончанием колебательной системы. Выступ обеспечивает при формировании сварного шва (уменьшении общей толщины свариваемой трубки до толщины стенки этой трубки) выполнение разделительного надреза заданной глубины (фактически до касания поверхностей выступа опорной планки и сварочного окончания) и разделение гемоконтейнера на два герметичных изделия. По нажатию кнопки оператором начинается прижим гемоконтейнера к прижимной поверхности прямоугольной формы сварочной опоры. Подаваемые от электронного генератора (на фиг. 1 не показан) ультразвуковой частоты электрические колебания, за счет пьезоэлектрического преобразователя колебательной системы формируют упругие механические колебаний ультразвуковой частоты сварочного окончания, которое в процессе сварки будет перемещаться к сварочной опорной планке при помощи электромеханического устройства перемещения и прижима и формировать сварочный шов и надрез.
При использовании предложенного ручного устройства герметизации и сегментации обеспечивается реализация ультразвуковой сварки, что позволяет осуществлять качественную герметизацию путем формирования широкого герметизирующего шва, с одновременным формирование надреза для разделения герметизирующего шва и, соответственно, полимерной трубки на два герметичных участка.
Массогабаритные размеры устройства в сборе составляют: по длине 200 мм, по диаметру 42 мм, а вес устройства составляет не более 360 гр. Колебательная система выполнена по полуволной схеме. Выбранная конструктивная схема позволила создать колебательную систему на рабочую частоту 44 кГц, обеспечивающую на рабочем окончании амплитуду колебаний не менее 25 мкм. Потребляемая аппаратом мощность не превышает 30 Вт.
Проведенные исследования функциональных возможностей созданного устройства позволили установить:
1. Созданное устройство ультразвуковой герметизации и сегментации трансфузионных систем обеспечивает надежную герметизацию всех типов существующих гемоконтейнеров отечественного и зарубежного производства.
2. Созданное устройство обеспечивает герметизацию не менее 10 гемоконтейнеров в минуту, что позволяет удовлетворить потребности станций и отделений переливания крови.
В настоящее время ООО «Центр ультразвуковых технологий» ведет подготовку к серийному производству созданного устройства. Планируется начать мелкосерийное производство в 2022 году.
Список использованных источников
1. Ручное устройство для поперечной герметизации наполненных жидкостью пластиковых шлангов [Текст] патент на ИЗ DE 4128814 А1, МПК В65В 9/12 (1995.01), В65В 51/26 (1995.01) / Eilsberger Peter, патентообладатель: Eilsberger Elektronik GmbH; заявка №P 41 28 814.9, от 30.02.1991, опубликовано: 04.03.1993.
2. Ультразвуковой запаиватель контейнеров с препаратами крови / В.Н. Хмелев, А.В. Беляков, А.И. Бокслер // Новое в трансфузиологии. - 1996. - №15. - С. 69-73.
3. Устройство ультразвуковой герметизации и сегментации трансфузионных систем [Текст] патент на ИЗ RU 2 267 316 С1; МПК A61J 1/05 (2006.01) / Хмелев В.Н., Барсуков Р.В., Цыганок С.Н., Сливин А.Н., Хмелев М.В. заявитель и патентообладатель: Государственное образовательное учреждение высшего профессионального образования "Алтайский Государственный технический университет им. И.И. Ползунова" (АлтГТУ) (RU); заявка №2004116746/14, от 01.06.2004, опубликовано: 10.01.2006. - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО УЛЬТРАЗВУКОВОЙ ГЕРМЕТИЗАЦИИ И СЕГМЕНТАЦИИ ТРАНСФУЗИОННЫХ СИСТЕМ | 2004 |
|
RU2267316C1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ПЛАСТИКОВЫХ КОНТЕЙНЕРОВ ДЛЯ ХРАНЕНИЯ И ПЕРЕРАБОТКИ КРОВИ | 2004 |
|
RU2269334C1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ПЛАСТИКОВЫХ КОНТЕЙНЕРОВ ДЛЯ ХРАНЕНИЯ И ПЕРЕРАБОТКИ КРОВИ | 1999 |
|
RU2171669C2 |
| Способ подготовки гемокомпонента к хранению и регидратации | 2024 |
|
RU2836796C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ УЛЬТРАЗВУКОВОЙ ГЕРМЕТИЗАЦИИ ПЛАСТИКОВЫХ КОНТЕЙНЕРОВ ДЛЯ ХРАНЕНИЯ И ПЕРЕРАБОТКИ КОМПОНЕНТОВ КРОВИ | 2000 |
|
RU2192375C2 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ПЛАСТИКОВЫХ ПАКЕТОВ ПРИ УПАКОВКЕ СЫПУЧИХ И ЖИДКИХ ПРОДУКТОВ | 2004 |
|
RU2276014C1 |
| Способ изготовления гемоконтейнера для лиофилизирования, хранения и регидратирования гемокомпонента | 2024 |
|
RU2822960C1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ КАРТРИДЖЕЙ ДЛЯ ОЧИСТКИ ВОДЫ | 2003 |
|
RU2241599C1 |
| Способ производства полимерного контейнера для крови и ее компонентов | 2023 |
|
RU2816160C1 |
| УЛЬТРАЗВУКОВАЯ КОЛЕБАТЕЛЬНАЯ СИСТЕМА | 2005 |
|
RU2284228C1 |
Изобретение относится к области медицинской техники, связанной со сбором, хранением и переработкой крови. Устройство ультразвуковой герметизации и сегментации трансфузионных систем состоит из источника ультразвукового воздействия, выполненного в виде полуволновой пьезоэлектрической системы со сварочным окончанием, имеющим излучающую поверхность прямоугольной формы, размещенной в отдельном подвижном цилиндрическом корпусе с возможностью его перемещения внутри внешнего корпуса. Подвижный корпус с источником ультразвукового воздействия механически соединен с электромеханическим устройством для перемещения и прижима, обеспечивающим требуемое усилие прижима к сварочной опорной планке. Сварочная опорная планка механически соединена с внешним корпусом, имеет прижимную поверхность прямоугольной формы. На прижимной поверхности сварочной опоры выполнен режущий выступ размером не более толщины стенки сегментируемой трубки. Технический результат - обеспечение надежной герметизации всех типов существующих гемоконтейнеров отечественного и зарубежного производства с одновременным разделением по герметизирующему шву контейнера и удаляемой системы трубок. 1 ил.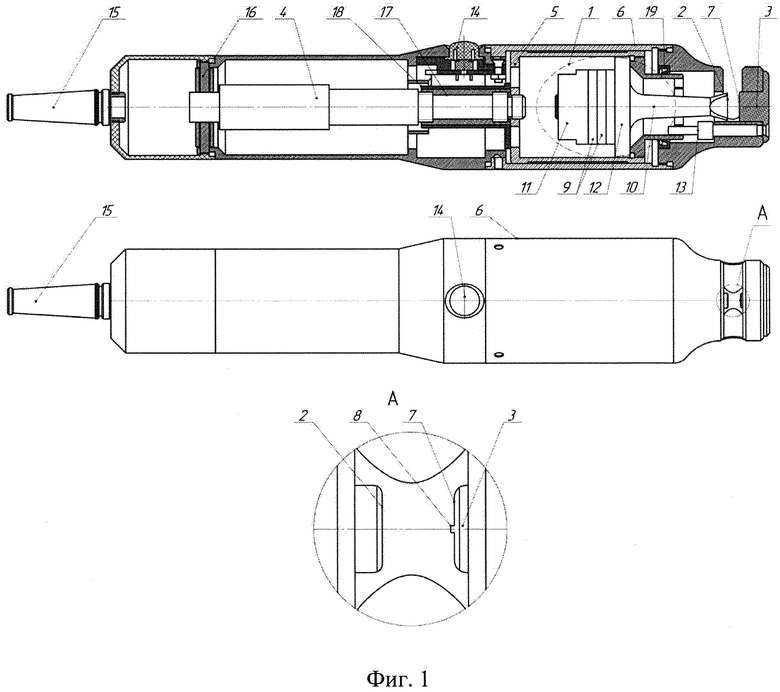
Устройство ультразвуковой герметизации и сегментации трансфузионных систем, включающее источник ультразвукового воздействия на полимерную трубку с рабочим окончанием, сварочную опорную планку и механизм сжатия трубки между рабочим окончанием и опорной планкой, отличающееся тем, что источник ультразвукового воздействия, выполненный в виде полуволновой пьезоэлектрической системы с рабочим окончанием, имеющим излучающую поверхность прямоугольной формы, размещен в цилиндрическом корпусе с возможностью его перемещения внутри основного корпуса, корпус с источником ультразвукового воздействия механически соединен с электромеханическим устройством для приведения источника ультразвукового воздействия в движение по направлению к опорной планке, опорная планка механически соединена с основным корпусом, имеет прижимную поверхность прямоугольной формы размером, превышающим размер излучающей поверхности колебательной системы, на прижимной поверхности выполнен режущий выступ размером не более толщины стенки сегментируемой трубки.
| УСТРОЙСТВО УЛЬТРАЗВУКОВОЙ ГЕРМЕТИЗАЦИИ И СЕГМЕНТАЦИИ ТРАНСФУЗИОННЫХ СИСТЕМ | 2004 |
|
RU2267316C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ УЛЬТРАЗВУКОВОЙ ГЕРМЕТИЗАЦИИ ПЛАСТИКОВЫХ КОНТЕЙНЕРОВ ДЛЯ ХРАНЕНИЯ И ПЕРЕРАБОТКИ КОМПОНЕНТОВ КРОВИ | 2000 |
|
RU2192375C2 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ПЛАСТИКОВЫХ КОНТЕЙНЕРОВ ДЛЯ ХРАНЕНИЯ И ПЕРЕРАБОТКИ КРОВИ | 1999 |
|
RU2171669C2 |
| DE 4128814 A1, 04.03.1993 | |||
| WO 9314735 A1, 05.08.1993. | |||

