Изобретение относится к области техники, связанной с разработкой и применением упаковочных автоматов с вертикальной подачей продукта для упаковки в полимерную термопластичную пленку путем формирования пластиковых пакетов, а именно к способам герметизации пластиковых пакетов при упаковке сыпучих и жидких продуктов, и может быть использовано для создания современной материально-технической базы упаковочных производств.
В последние годы в пищевой промышленности все большее распространение получают различные способы и устройства упаковки сыпучих и жидких продуктов. Их производство осуществляется различными отечественными и зарубежными фирмами: Бестром (Россия), АО «Сигнал» (Россия), Braibanti (Италия), Bullez (Швейцария), ECL (США), Ishida (Япония), Tetra-Рас (Швеция), Wagetechnic (Германия).
Упаковка в полимерные термопластичные (термосвариваемые) пленки с вертикальной подачей продукта получила наибольшее распространение для сыпучих пищевых продуктов: крупы, орехов, муки, молока, сахара, конфет, чипсов и т.д. Аналогичные упаковочные машины используются для упаковки жидких пищевых продуктов: молока и молочных продуктов, соусов и кетчупов и т.п. Используемые упаковочные машины имеют следующее устройство.
В верхней части упаковочной машины установлена загрузочная воронка с устройством для регулирования количества поступающего продукта, который под действием силы тяжести и направляющих устройств распределяется в специальную цилиндрическую емкость (труба, формирующая рукав пленки). Относительно наружной поверхности трубы формируется рукав из полимерной пленки. В состав упаковочной машины входят: лентопротяжный механизм, продольные и поперечные термосварочные устройства. Перед поступлением дозы продукта включаются приводы механизмов поперечной, продольной сварки и лентопротяжный механизм. При этом формируется продольный (вертикальный) термический шов и нижний поперечный (горизонтальный) термический шов, т.е. формируется пластиковый пакет для упаковки. В заранее сформированный пакет, имеющий вертикальный и горизонтальный швы, подают порцию продукции, производят сварку верха пакета (формируют верхний поперечный шов), одновременно образуя дно следующего пакета. Нож отделяет порцию упакованного продукта (герметизированный пакет) и цикл повторяется.
Наиболее близким по технической сущности к предлагаемому техническому решению является способ герметизации пластиковых пакетов, описанный в [1] и используемый в упаковочных автоматах вертикального типа компании «Бестром» (г.Красногорск-5 Московской области).
Способ герметизации пластиковых пакетов при упаковке сыпучих и жидких продуктов заключается в формировании поперечного участка для выполнения шва, сжатии пакета на этом участке до соприкосновения внутренних поверхностей стенок пакета друг с другом, осуществлении энергетического воздействия на материал пакета до повышения температуры, достаточной для формирования термического шва.
В современных упаковочных машинах, в зависимости от вида используемого материала, применяют два различных варианта реализации энергетического воздействия:
- тепловую сварку для легкоплавких материалов;
- импульсную сварку для многослойных материалов.
Основное отличие используемых вариантов в том, что во втором используется небольшая поверхность термосваривающего элемента (например, проволока между двумя кромками ребер) с высоким сопротивлением. При этом из-за незначительной теплопроводности элементов они быстро нагреваются и остывают. Кроме того, на уменьшение продолжительности остывания элементов влияет применение водяного или воздушного охлаждения, а для исключения адгезии упаковочного материала к элементу на последний наносится антипригарный слой тефлона (политетрофторэтилена).
В первом варианте реализации тепловой сварки термосваривающие элементы имеют большую рабочую поверхность соприкосновения, сварка осуществляется при меньших температурах, при двухстороннем доступе и более продолжительна по времени.
Тепловая сварка обеспечивает получение прочной упаковки из полимерных материалов. Ее надежность и прочность зависит от вида пленки, температурного нагрева, продолжительности контакта элементов и усилия их сжатия.
Обычно полный цикл термосваривания на упаковочных автоматах с высокой производительностью должен длиться менее одной секунды. Поэтому время, необходимое для термической сварки пленки, определяет общую скорость работы упаковочного автомата.
Способ по [1] позволяет обеспечить герметизацию пластиковых пакетов при упаковке различных сыпучих продуктов.
Однако, наряду с рассмотренными достоинствами, известный способ герметизации пластиковых пакетов имеет следующие существенные недостатки:
1) не обеспечивает высокого качества герметизации пластиковых пакетов при упаковке мелкодисперсных и пылящих продуктов (перец, молотый кофе, мука, гипс и т.п.). Обусловлено это попаданием частиц пыли упаковываемого материла в зону формирования теплового шва. На этих участках тепловой шов не формируется и не осуществляется полная герметизация пакета, что приводит к потерям части продукта при транспортировке и потере его качества из-за попадания атмосферного воздуха и влаги в упаковку;
2) не обеспечивает герметизации пластиковых пакетов при упаковке жидких вязких продуктов (майонезы, кремы, соусы и кетчупы и т.п.). Обусловлено это попаданием упаковываемого продукта на поверхности стенок пленки в зоне формирования теплового шва. На этих участках тепловой шов не формируется и происходит термическое разложение продукта. Это приводит к снижению качества продукта, потерям при транспортировке и потерям товарного вида из-за загрязнения поверхностей упаковки;
3) при герметизации пластиковых пакетов в случае упаковки жидких продуктов (типа молока или соков) обеспечить надежную герметизацию возможно при условии исключения попадания продукта на стенки пленки в зону формирования термического шва. Однако при такой упаковке одновременно с герметизируемым продуктом (молоко или сок) в пакете герметизируется нестерильный атмосферный воздух, который вызывает ускоренную порчу продукта. Очевидный вариант исключения попадания нестерильного воздуха в пакет путем формирования термического шва по жидкому продукту при реализации прототипа невозможен.
Кроме того, при реализации прототипа невозможно обеспечить контроль параметров в зоне формирования термического шва (например, температуру на границе соединяемых материалов или момент перехода материалов на границе в вязкопластичное состояние). Отсутствие контроля не позволяет оперативно влиять на процесс, оптимизируя время герметизации при отклонениях геометрических и технологических параметров от нормы, а также при смене материала упаковочной пленки или ее толщины. Невозможность оперативного управления процессом еще один существенный недостаток известного способа.
Выявленные недостатки прототипа обуславливают невозможность его применения при упаковке мелкодисперсных, пылящих и жидких продуктов.
В связи с этим возникла необходимость в создании простого и эффективного способа, позволяющего обеспечить герметизацию пластиковых пакетов при упаковке всех видов продуктов, в том числе сыпучих и жидких, и разработать специализированное оборудование для практической реализации нового способа.
Проведенный анализ функциональных возможностей различных способов герметизации, применительно к упаковке в полимерные термопластичные (термосвариваемые) пленки с вертикальной подачей продукта, позволил предложить в качестве энергетического воздействия, способного решить поставленную задачу, ультразвуковое высокоамплитудное воздействие, реализуемое в известном методе ультразвуковой низкотемпературной сварки [3].
К достоинствам ультразвуковой сварки термопластичных материалов относятся:
1. Достаточность доступа рабочим инструментом, через который осуществляется энергетическое воздействие, к поверхности только одной из соединяемых деталей с возможностью выделения максимальной энергии на границе соединения этой детали с другой [4].
2. Возможность сварки без предварительной подготовки соединяемых поверхностей (удаление жидких и твердых загрязнений) и применения специальных добавок, исполняющих роль присадочного материала.
3. Возможность герметичного соединение при температурах ниже температуры плавления и разложения материалов упаковочного пакета.
4. Время получения качественного сварного соединения не превышает долей секунды.
Предлагаемое техническое решение направлено на устранение недостатков существующего способа герметизации пластиковых пакетов из различных термопластичных пленок при упаковке сыпучих и жидких продуктов, повышение производительности процесса при одновременном уменьшении энергозатрат. Кроме того, новый способ позволит обеспечить непрерывный контроль параметров процесса и оптимизацию энергетического и временного воздействия. Разработанный и практически реализованный способ герметизации пластиковых пакетов при упаковке продуктов позволяет разработать автоматизированные высокопроизводительные упаковочные установки, снизить стоимость готового упакованного продукта и удовлетворить растущие потребности населения в качественно упакованном продукте.
Суть предлагаемого технического решения заключается в том, что при формировании герметизирующего шва сжимают пакет на участке формирования шва до соприкосновения внутренних поверхностей стенок пакета друг с другом, осуществляют энергетическое воздействие на материал пакета до повышения температуры, достаточной для формирования термического шва, формирование поперечного участка для выполнения шва осуществляют двумя поверхностями - прижимной планки и рабочего окончания ультразвуковой колебательной системы. Энергетическое воздействие на материал пакета осуществляют ультразвуковыми колебаниями с частотой 22...44 кГц и амплитудой от 20 до 150 мкм, в зависимости от толщины материала пакета, до перевода материала в вязкопластичное состояние. Регистрируют параметр ультразвукового воздействия, характеризующий степень перехода материала в вязкопластичное состояние. По величине этого параметра устанавливают время, необходимое и достаточное для формирования герметичного шва. Ультразвуковую колебательную систему перемещают по направлению к прижимной планке до образования зазора, величину которого устанавливают равной толщине пленки пакета, уменьшают ультразвуковое воздействие и выдерживают без снижения усилия в сжатом состоянии соединяемые поверхности до перехода материала из вязкопластичного состояния и стабилизации герметизирующего шва.
Предлагаемое техническое решение поясняется фиг.1.
На фиг.1 представлена конструктивная схема, поясняющая реализацию предложенного способа герметизации пластиковых пакетов при упаковке сыпучих и жидких продуктов.
Реализация способа герметизации пластиковых пакетов при упаковке сыпучих и жидких продуктов осуществляется следующим образом.
В верхней части упаковочной машины установлена загрузочная воронка 1 с устройством для регулирования количества поступающего продукта. Упаковываемый продукт 2 под действием силы тяжести и направляющей воронки 1 распределяется в специальную цилиндрическую емкость 3 (труба, формирующая рукав пленки). Относительно наружной поверхности трубы формируется рукав 4 из полимерной пленки. Формирование рукава осуществляется с помощью лентопротяжного механизма 5 и продольного термосварочного устройства 6. Перед поступлением дозы продукта включаются приводы механизмов поперечной сварки 7, включающей ультразвуковую колебательную систему 8 и питающий ее электронный генератор 9. Механизм поперечной сварки обеспечивает сжатие пакета 10 на участке формирования шва 11 двумя поверхностями - прижимной планки 12 и рабочего окончания 13 ультразвуковой колебательной системы 8 до соприкосновения внутренних поверхностей стенок пакета друг с другом. После сжатия пакета электрические колебания ультразвуковой частоты от генератора 9 подаются на пьезоэлектрические элементы колебательной системы 8. Происходит преобразование электрических колебаний в механические ультразвуковые, они усиливаются концентрирующим устройством и вводятся в пленку пакета на участке формирования шва. Энергетическое воздействие на материал пакета осуществляется ультразвуковыми колебаниями с частотой 22...44 кГц и амплитудой от 20 до 150 мкм, в зависимости от толщины пленки формируемого пакета, до перевода материала в вязкопластичное состояние. Ультразвуковую колебательную систему при формировании шва перемещают по направлению к прижимной планке до образования зазора, величину которого устанавливают равной толщине стенки пакета в процессе ультразвукового воздействия.
При этом формируется нижний поперечный (горизонтальный) термический шов, т.е. формируется загерметизированный пластиковый пакет с упакованным продуктом. Нож отделяет порцию упакованного продукта (герметизированный пакет) и цикл повторяется.
В некоторых случаях наблюдается прилипание пакета к излучающей поверхности ультразвуковой колебательной системы. Поэтому освобождение пакета осуществляется до выключения генератора или после освобождения пакета производится кратковременное включение ультразвукового генератора, что вызывает гарантированное отделение пакета от колебательной системы.
Для практической реализации предложенного способа, а именно для сжатия свариваемых деталей, формирования герметизирующего шва создана специализированная колебательная система, внешний вид которой представлен на фиг.2, обеспечивающая формирование термического шва длиной до 360 мм (максимальная ширина используемых в настоящее время полимерных пакетов для упаковки). Для получения сварного шва в виде полосы шириной 12 мм была разработана и изготовлена специализированная полуволновая ультразвуковая колебательная система (фиг.2) с рабочим окончанием, состоящая из пьезоэлектрического преобразователя и концентратора ступенчато-экспоненциального типа [5]. Это обеспечивает усиление амплитуды механических ультразвуковых колебаний и их передачу в область формирования сварного соединения. Проведенные исследования показали, что разработанная и изготовленная колебательная система создает концентрацию и равномерное распределение ультразвуковых колебаний по всей площади рабочего сварочного окончания. Коэффициент усиления колебательной системы равен 10. Амплитуда колебаний изменяется от 0 до 150 мкм при изменении выходной мощности генератора от 0 до 100%. Рабочее окончание колебательной системы выполнено в виде плоскости с четырьмя выступами и продольным пазом для движения ножа, отделяющего один пакет от другого. При этом обеспечивается качественный сварной шов в виде четырех (по два на каждом из отделяемых пакетов) герметизирующих полос шириной по 1,5 мм (см. фото на фиг.2).
Для питания ультразвуковой колебательной системы был разработан электронный генератор ультразвуковых колебаний. В состав электронного генератора был введен управляемый тиристорный регулятор мощности, обеспечивающий автоматическую подстройку и поддержание выводимой мощности на установленном на дисплее уровне от 0 до 150 Вт.
Для практической реализации предложенного способа герметизации в состав генератора введен блок, обеспечивающий непрерывный контроль тока, протекающего в процессе сварки через колебательную систему, и анализирующий характер изменения величины этого тока. Как известно [4], при ультразвуковой сварке изменение акустических свойств материалов, переходящих в вязкопластичное состояние, сопровождается изменением акустической нагрузки на колебательную систему. Изменение акустической нагрузки на колебательную систему приводит к изменению добротности колебательной системы и величины электрического тока, протекающего через пьезоэлементы такой системы. По характеру изменения величины тока однозначно определяется степень перехода материала в вязкопластичное состояние, и устанавливается параметр, характеризующий переход материала в зоне формирования сварного шва заданной площади в вязкопластичное состояние. По величине этого параметра автоматически устанавливают оптимальное время, необходимое и достаточное для формирования герметичного шва.
Электронный генератор при реализации предлагаемого способа обеспечивает:
- автоматическое включение ультразвукового генератора при наличии пакета для герметизации;
- автоматическую установку необходимых параметров и режимов работы при выбранной выходной мощности (амплитуде колебаний);
- автоматическое поддержание установленной мощности и автоматическое поддержание частоты генератора при изменениях собственной частоты колебательной системы;
- автоматическое выключение ультразвукового аппарата по истечении времени, достаточного для перевода материалов в вязкопластичное состояние и формирования термического шва;
- автоматическое отделение пакета при его возможном заклинивании или залипании с рабочим сварочным инструментом ультразвуковой колебательной системы.
В процессе отработки способа герметизации и настройки оборудования были установлены оптимальные режимы и параметры работы установки в автоматическом режиме. При этом были выявлены параметры оптимального усилия сжатия свариваемого пакета для обеспечения качественной герметичной сварки, время сварки при оптимальном уровне акустической мощности и амплитуды колебаний, выводимых в зону сварки.
Технический результат изобретения выражается в расширении функциональных возможностей способа герметизации пластиковых пакетов за счет обеспечения герметизации всех типов продуктов, в том числе мелкодисперсных, пылящих и всех типов жидких продуктов за счет реализации возможностей ультразвуковой низкотемпературной сварки.
В результате реализации предлагаемого технического решения оптимизирована технология герметизации пакетов для упаковки с точки зрения обеспечения герметичности при всех типах продуктов, возможности контроля за процессом.
Разработанный в лаборатории акустических процессов и аппаратов Бийского технологического института Алтайского государственного технического университета способ герметизации пластиковых пакетов при упаковке сыпучих и жидких продуктов прошел лабораторные и технические испытания и был практически реализован в действующей автоматизированной установке.
В настоящее время Бийским технологическим институтом Алтайского государственного технического университета ведется подготовка к серийному производству ультразвуковых установок для практической реализации предложенного способа герметизации.
Мелкосерийное производство начато в 2004 году.
Список литературы, используемой при составлении заявки
1. Техническая документация и реклама фирм: Бестром (Россия), АО «Сигнал» (Россия), Braibanti (Италия), Bullez (Швейцария), ECL (США), Ishida (Япония), Tetra-Рас (Швеция), Wagetechnic (Германия).
2. М.Е.Чернов. Упаковка сыпучих продуктов. - М., ДеЛи, 2000, с.50-55 (прототип).
3. Холопов Ю.В. Ультразвуковая сварка пластмасс и металлов. - Л:, Машиностроение, Ленинградское отделение, 1988.
4. Зайцев К.И., Мацук Л.И. Сварка пластмасс. - М.: Машиностроение, 1978.
5. Патент РФ №2141386. Ультразвуковая колебательная система.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО УЛЬТРАЗВУКОВОЙ ГЕРМЕТИЗАЦИИ И СЕГМЕНТАЦИИ ТРАНСФУЗИОННЫХ СИСТЕМ | 2004 |
|
RU2267316C1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ПЛАСТИКОВЫХ КОНТЕЙНЕРОВ ДЛЯ ХРАНЕНИЯ И ПЕРЕРАБОТКИ КРОВИ | 1999 |
|
RU2171669C2 |
| Способ производства полимерного контейнера для крови и ее компонентов | 2023 |
|
RU2816160C1 |
| СПОСОБ ГЕРМЕТИЗАЦИИ КАРТРИДЖЕЙ ДЛЯ ОЧИСТКИ ВОДЫ | 2003 |
|
RU2241599C1 |
| Устройство ультразвуковой герметизации и сегментации трансфузионных систем | 2022 |
|
RU2776569C1 |
| Способ подготовки гемокомпонента к хранению и регидратации | 2024 |
|
RU2836796C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ УЛЬТРАЗВУКОВОЙ ГЕРМЕТИЗАЦИИ ПЛАСТИКОВЫХ КОНТЕЙНЕРОВ ДЛЯ ХРАНЕНИЯ И ПЕРЕРАБОТКИ КОМПОНЕНТОВ КРОВИ | 2000 |
|
RU2192375C2 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ПЛАСТИКОВЫХ КОНТЕЙНЕРОВ ДЛЯ ХРАНЕНИЯ И ПЕРЕРАБОТКИ КРОВИ | 2004 |
|
RU2269334C1 |
| Способ изготовления гемоконтейнера для лиофилизирования, хранения и регидратирования гемокомпонента | 2024 |
|
RU2822960C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕШЕТКИ С ЯЧЕИСТОЙ СТРУКТУРОЙ ДЛЯ УКРЕПЛЕНИЯ ГРУНТОВЫХ ПОВЕРХНОСТЕЙ | 2006 |
|
RU2322551C1 |

Изобретение относится к области техники, связанной с разработкой и применением упаковочных автоматов с вертикальной подачей продукта для упаковки в полимерную термопластичную пленку путем формирования пластиковых пакетов, а именно к способам их герметизации при упаковке сыпучих и жидких продуктов. Способ включает формирование поперечного участка для выполнения шва, сжатие пакета на этом участке до соприкосновения внутренних стенок пакета друг с другом, энергетическое воздействие на материал пакета до повышения температуры, достаточной для формирования шва. Формирование поперечного участка для выполнения шва осуществляют двумя поверхностями - прижимной планки и рабочего окончания ультразвуковой колебательной системы. Энергетическое воздействие на материал пакета осуществляют ультразвуковыми колебаниями с частотой 22-44 кГц и амплитудой от 20 до 150 мкм в зависимости от толщины материала пакета до перевода его в вязкопластичное состояние. Регистрируют параметр ультразвукового воздействия, характеризующий степень перехода материала в вязкопластичное состояние. По величине этого параметра устанавливают время, необходимое для формирования герметичного шва. Ультразвуковую колебательную систему перемещают по направлению к прижимной планке до образования зазора, величину которого устанавливают равной толщине пленки пакета. Уменьшают ультразвуковое воздействие и выдерживают без снижения усилия в сжатом состоянии соединяемые поверхности до перехода материала из вязкопластичного состояния и стабилизации герметизирующего шва. Изобретение обеспечивает герметичность пакета для разных продуктов, возможность контроля за процессом. 2 ил.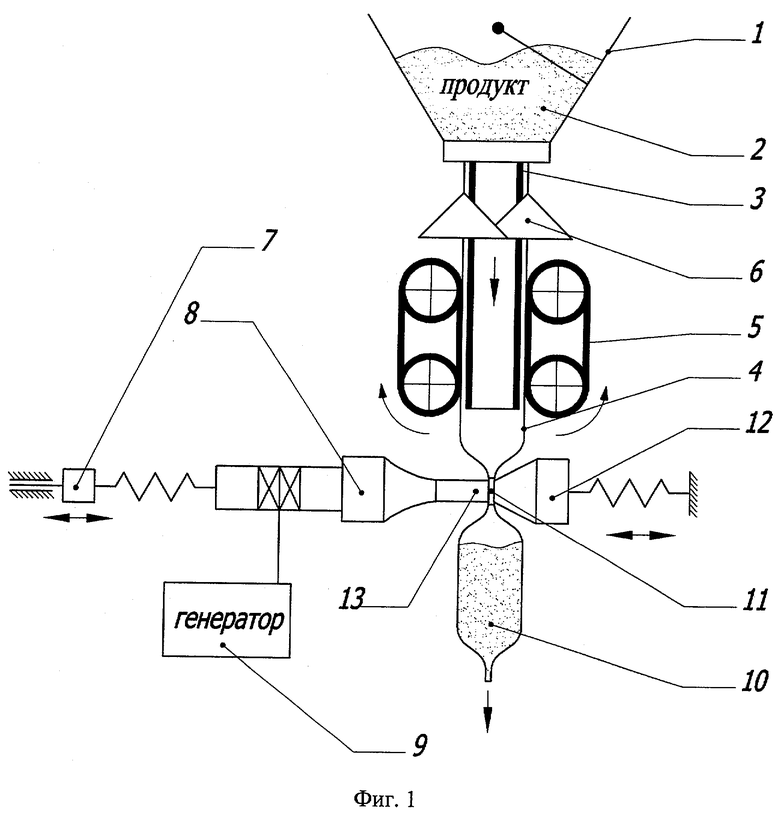
Способ герметизации пластиковых пакетов при упаковке сыпучих и жидких продуктов, заключающийся в формировании поперечного участка для выполнения шва, сжатии пакета на этом участке до соприкосновения внутренних поверхностей стенок пакета друг с другом, осуществлении энергетического воздействия на материал пакета до повышения температуры, достаточной для формирования термического шва, отличающийся тем, что формирование поперечного участка для выполнения шва осуществляется двумя поверхностями - прижимной планки и рабочего окончания ультразвуковой колебательной системы, энергетическое воздействие на материал пакета осуществляют ультразвуковыми колебаниями с частотой 22-44 кГц и амплитудой от 20 до 150 мкм в зависимости от толщины материала пакета до перевода материала в вязкопластичное состояние, регистрируют параметр ультразвукового воздействия, характеризующий степень перехода материала в вязкопластичное состояние, по величине этого параметра устанавливают время, необходимое и достаточное для формирования герметичного шва, ультразвуковую колебательную систему перемещают по направлению к прижимной планке до образования зазора, величину которого устанавливают равной толщине пленки пакета, уменьшают ультразвуковое воздействие и выдерживают без снижения усилия в сжатом состоянии соединяемые поверхности до перехода материала из вязкопластичного состояния и стабилизации герметизирующего шва.
| Устройство для упаковки сыпучих продуктов в пленку | 1977 |
|
SU738958A1 |
| Способ регулирования ультразвуковой сварки термопластичных материалов | 1988 |
|
SU1627413A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ УЛЬТРАЗВУКОВОЙ ГЕРМЕТИЗАЦИИ ПЛАСТИКОВЫХ КОНТЕЙНЕРОВ ДЛЯ ХРАНЕНИЯ И ПЕРЕРАБОТКИ КОМПОНЕНТОВ КРОВИ | 2000 |
|
RU2192375C2 |
| GB 1496137 А, 30.12.1977 | |||
| СПОСОБ ПРОИЗВОДСТВА КОНСЕРВОВ "ВИПАВСКИЙ СУП" СПЕЦИАЛЬНОГО НАЗНАЧЕНИЯ | 2006 |
|
RU2302172C1 |
| ПЕРЕСТРАИВАЕМЫЙ ПОЛОСОВОЙ ФИЛЬТР | 0 |
|
SU231034A1 |

