Настоящая заявка выделена из заявки №2015119893 на выдачу патента РФ на изобретение, поданной 14.11.2013, с испрашиванием приоритета по дате подачи заявки US 61/726,859, поданной 15.11.2012.
Область техники, к которой относится изобретение
Настоящее изобретение относится в целом к области цифровой печати и касается системы и способа печати, в частности, для печати на искривленной поверхности.
Уровень техники
Цифровая печать представляет собой технологию печати, широко используемую в печатной промышленности, так как она обеспечивает возможность индивидуальной печати по требованию, быстрого выполнения заказов и даже изменения изображения (переменных данных) при каждом оттиске. Ниже описаны некоторые из технологий, разработанных для печати на поверхности трехмерных объектов.
Патент США №7467847 раскрывает печатное устройство, выполненное с возможностью печати на предназначенной для печати поверхности трехмерного объекта. Устройство содержит струйную печатающую головку, содержащую несколько сопл, причем в процессе печати печатающую головку приводят в движение относительно объекта с вращением вокруг некоторой оси вращения и линейным движением, производимым, по меньшей мере, частично в направлении, по существу, параллельном оси вращения, причем расстояние между соплами печатающей головки в направлении вдоль ряда сопл больше, чем шаг сетки, печатаемой на поверхности.
Патент США №6769357 раскрывает печатное устройство с цифровым управлением для печати на банках, предназначенное для печати на двухкомпонентных круглых банках, причем устройство содержит цифровые печатающие головки для печати изображения на банках и приводы для перемещения и вращения банок перед печатающими головками в соответствии с заранее записанным расположением.
Патентная заявка США №2010/0295885 раскрывает струйный принтер для печати на цилиндрическом объекте с использованием печатающих головок, расположенных над линией движения, и блока каретки, выполненного с возможностью удержания объекта в положении, аксиально выровненном вдоль линии движения, помещения его в определенное положение относительно печатающих головок и его вращения относительно печатающих головок. Сушильный модуль, расположенный на линии движения, используют для испускания энергии, достаточной для высушивания нанесенной текучей среды.
Раскрытие изобретения
В данной области техники существует потребность в технологиях печати, обеспечивающих возможность ускорения процесса печати, в то же время обеспечивая максимальное задействование (высокую эффективность) технологии печати путем обеспечения возможности одновременной печати на нескольких объектах. Такие технологии печати также должны обеспечивать достаточно высокое разрешение печати с чрезвычайно высокой точностью системы (порядка микронов), что чрезвычайно затрудняет использование технологий струйной печати в реальном промышленном применении. Таким образом, промышленное применение таких технологий требует поддержания высокого уровня эффективности путем максимизации использования печатного аппарата.
В соответствии с вышеупомянутыми патентными документами (патенты США №7467847 и 6769357) печать производят на раздельных станциях печати и прерывают на время перемещения объекта между станциями печати. Такое прерывание значительно замедляет процесс печати. Автор настоящего изобретения разработал новые технологии печати, позволяющие осуществлять быстрый и эффективный процесс печати на искривленных (и/или плоских) поверхностях нескольких объектов, направляемых в систему печати с производственной линии.
Задача, на решение которой направлено настоящее изобретение, состоит в ускорении процесса печати. В соответствии с изобретением для решения поставленной задачи предлагается блок печатающих головок, содержащий несколько модулей печатающих головок, причем модули печатающих головок расположены в соответствующих нескольких разных (например, разнесенных) местоположениях вдоль оси перемещения. В частности, в некоторых вариантах осуществления в системе печати используют замкнутую петлевую трассу для обработки по меньшей мере одного потока объектов, поступающих с производственной линии, и перемещения такого потока объектов по трассе через один или более этапов процесса печати. На участке замкнутой петлевой трассы определена зона печати, в которой установлен печатающий блок для печати на внешних поверхностях объектов, пересекающих зону печати, посредством по меньшей мере одной матрицы модулей печатающих головок блока печатающих головок.
По меньшей мере одна матрица модулей печатающих головок предпочтительно выполнена с возможностью определения по меньшей мере одной траектории печати вдоль оси печати для продвижения потока объектов вдоль нее во время печати на внешних поверхностях объектов посредством модулей печатающих головок блока. Блок печатающих головок может содержать несколько матриц модулей печатающих головок, каждая из которых выполнена с возможностью определения по меньшей мере одной траектории печати вдоль оси печати, которые могут быть использованы для перемещения вдоль них дополнительных потоков объектов для печати на таких объектах. В не накладывающем каких-либо ограничений примере каждая из матриц печатающих головок может содержать один или более выровненных столбцов модулей печатающих головок, причем модули печатающих головок каждого столбца имеют заранее определенный наклон, определяющий индивидуальную ориентацию каждого столбца модулей печатающих головок, и в результате направляющий их печатающие элементы (например, сопла для выпуска материального состава, маркировщики, гравировальные инструменты, лазерные маркировщики, краскоотметчики) в направлении конкретной траектории печати, охватываемой матрицей.
Трасса может содержать транспортирующую систему, выполненную с возможностью транспортировки потока объектов вдоль трассы и проведения объектов через одну или более зон трассы, обеспечивающих выполнение различных функций системы. Для перемещения потока объектов по трассе в транспортирующей системе может быть использована одна или более несущих платформ (также называемых в настоящем описании тележками). В некоторых вариантах осуществления каждая из несущих платформ выполнена с возможностью загрузки на нее по меньшей мере одного потока объектов, поступающих с производственной линии, и перемещения таких объектов по трассе для их обработки и выполнения над ними операций. Несущая платформа может быть выполнена с возможностью поддержания потока объектов, загруженного на нее и выровненного относительно одной или более траекторий печати, определенных блоком печатающих головок, а также управляемого вращения объектов, которые несет платформа, при прохождении через некоторые зоны трассы (например, зону печати).
Трасса может содержать зоны загрузки и выгрузки, выполненные с возможностью приема одного или более таких потоков объектов и удаления объектов с трассы после завершения печати (как правило, требующего одной петли прохода по трассе). На участке трассы также может быть предусмотрена зона грунтовки, как правило, расположенная перед зоной загрузки, в которой зоны поверхности загруженных объектов подвергают процессу предварительной обработки, предназначенному для подготовки зон поверхности объектов к процессу печати. Кроме того, трасса может содержать зону отверждения, как правило, расположенную перед зоной печати, в которой объекты, выходящие из зоны печати, подвергают процессу отверждения (например, с использованием ультрафиолетового излучения) для отверждения материальных составов, нанесенных на их внешние поверхности.
В некоторых вариантах осуществления изобретения проекции модулей печатающих головок на ось перемещения попадают на разные участки оси перемещения. В данной конфигурации транспортирующая система осуществляет относительное движение объектов и модулей печатающих головок. Такое относительное движение обеспечивает как (i) вращательное движение вокруг оси перемещения для сближения требуемых областей поверхности объекта с требуемыми модулями печатающих головок, так и (ii) поступательное движение вдоль оси перемещения, необходимое для перемещения объекта от одного модуля печатающей головки к следующему модулю печатающей головки. Это обеспечивает возможность одновременной печати на одном и том же объекте двумя или более модулями печатающих головок. В соответствии с технологиями по настоящему изобретению обеспечена возможность осуществления печати на объекте во время его перемещения между группами модулей печатающих головок. Это приводит к ускорению процесса печати и позволяет получить более высокую пропускную способность. Кроме того, данная конфигурация системы печати обеспечивает возможность одновременной печати на нескольких объектах путем последовательного приведения объектов к матрицам модулей печатающих головок. Кроме того, следует отметить, что матрица модулей печатающих головок обеспечивает возможность печати также на длинномерных объектах, а также на объектах разных диаметров.
Печать может быть осуществлена в непрерывном режиме (непрерывная печать) или дискретными шагами (пошаговая печать). В случае использования непрерывной печати относительное движение объекта и модулей печатающих головок включает одновременное поступательное перемещение вдоль оси перемещения и вращение вокруг оси перемещения. Таким образом, печать данных изображения на поверхности объекта происходит по, по существу, спиральной траектории. Если печать производят дискретными шагами, то относительное поступательное перемещение приводит требуемые участки объекта к одной или более группам. Поступательное перемещение прекращают и осуществляют относительное вращение для обеспечения возможности круговой печати на поверхности объекта.
В некоторых вариантах осуществления блок печатающих головок содержит несколько групп печатающих головок. Каждая группа содержит по меньшей мере два модуля печатающих головок, расположенных в разных местоположениях по криволинейной траектории вокруг указанной оси перемещения и окружающих соответствующую область оси перемещения.
Таким образом, в соответствии с одним из аспектов некоторых вариантов настоящего изобретения предлагается система печати, выполненная с возможностью печати на искривленной внешней поверхности объемного объекта. Система содержит транспортирующую систему и блок печатающих головок. Транспортирующая система выполнена с возможностью осуществления относительного поступательного движения объекта и блока печатающих головок вдоль оси перемещения, а также осуществления относительного вращения объекта и блока печатающих головок вокруг оси перемещения. Блок печатающих головок содержит несколько модулей печатающих головок, расположенных так, что проекции разных модулей печатающих головок на ось перемещения попадают на разные участки оси перемещения, причем каждый из модулей печатающих головок содержит по меньшей мере одно сопло или выпускное отверстие (также называемые печатающими элементами) для выпуска материального состава на поверхность объекта.
В соответствии с одним из вариантов осуществления блок печатающих головок также содержит дополнительные модули печатающих головок так, что модули печатающих головок собраны в несколько групп, причем по меньшей мере одна из групп содержит по меньшей мере два модуля печатающих головок, расположенных вдоль криволинейной траектории вокруг оси перемещения, причем каждая группа окружает соответствующую область оси перемещения.
В соответствии с другим вариантом осуществления система печати содержит модуль управления, выполненный с возможностью приведения в действие транспортирующей системы для осуществления указанных поступательного перемещения и вращения, а также приведения в действие по меньшей мере некоторых из модулей печатающих головок в соответствии с заранее определенной схемой.
Модуль управления может быть выполнен с возможностью приведения в действие транспортирующей системы и по меньшей мере некоторых из модулей печатающих головок для осуществления одновременной печати данных изображения на поверхности объекта по меньшей мере двумя модулями печатающих головок, каждый из которых принадлежит к своей соответствующей группе.
Кроме того, модуль управления может быть выполнен с возможностью приведения в действие транспортирующей системы и по меньшей мере некоторых из модулей печатающих головок для осуществления одновременной печати данных изображения на поверхности объекта разными печатающими элементами одного и того же модуля печатающей головки.
Модуль управления может быть выполнен с возможностью приведения в действие транспортирующей системы и по меньшей мере некоторых из модулей печатающих головок для осуществления одновременной печати данных изображения на поверхности объекта по меньшей мере двумя модулями печатающих головок, принадлежащими к одной и той же группе.
В соответствии с одним из вариантов осуществления изобретения транспортирующая система выполнена с возможностью перемещения объекта вдоль оси перемещения. В соответствии с другим вариантом транспортирующая система выполнена с возможностью перемещения блока печатающих головок вдоль оси перемещения. В соответствии с другим вариантом транспортирующая система выполнена с возможностью вращения объекта вокруг оси перемещения. В соответствии с другим вариантом транспортирующая система выполнена с возможностью вращения блока печатающих головок вокруг оси перемещения.
В некоторых вариантах осуществления изобретения модуль управления выполнен с возможностью приведения в действие транспортирующей системы для осуществления поступательного перемещения пошаговым образом и для осуществления вращения по меньшей мере в течение промежутка времени, в ходе которого поступательное перемещение не происходит, а также приведения в действие по меньшей мере некоторых из модулей печатающих головок для осуществления печати в течение промежутка времени, в ходе которого поступательное перемещение не происходит, а вращение происходит.
В некоторых вариантах осуществления изобретения модуль управления выполнен с возможностью приведения в действие транспортирующей системы для одновременного осуществления поступательного перемещения и вращения при приведении в действие по меньшей мере некоторых из модулей печатающих головок для осуществления печати, так, чтобы обеспечить непрерывную печать данных изображения на поверхности объекта вдоль по меньшей мере одной, по существу, спиральной траектории.
В соответствии с одним из вариантов осуществления изобретения транспортирующая система дополнительно выполнена с возможностью осуществления относительного движения объекта и блока печатающих головок вдоль одной или более радиальных осей, по существу, перпендикулярных оси перемещения, для поддержания требуемого расстояния между по меньшей мере одним модулем печатающей головки и поверхностью объекта во время печати данных указанным по меньшей мере одним модулем печатающей головки на указанной поверхности.
В соответствии с другим вариантом транспортирующая система выполнена с возможностью смещения по меньшей мере одного модуля печатающей головки к оси перемещения и от нее.
В соответствии с другим вариантом транспортирующая система выполнена с возможностью смещения указанного по меньшей мере одного модуля печатающей головки относительно оси перемещения до приведения в действие блока печатающих головок для печати данных изображения.
В соответствии с другим вариантом транспортирующая система выполнена с возможностью смещения указанного по меньшей мере одного модуля печатающей головки относительно оси перемещения во время печати данных изображения.
В соответствии с другим вариантом транспортирующая система выполнена с возможностью осуществления указанного смещения для регулировки тем самым положения указанного по меньшей мере одного модуля печатающей головки в целях соответствия форме поверхности объекта, предназначенного для указанной печати.
В некоторых вариантах осуществления настоящего изобретения модуль управления выполнен с возможностью осуществления указанного перемещения указанного по меньшей мере одного модуля печатающей головки между нерабочим пассивным положением и рабочим активным положением указанного по меньшей мере одного модуля печатающей головки.
В соответствии с одним из вариантов осуществления изобретения модули печатающих головок одной и той же группы выполнены с возможностью выпуска материального состава одного и того же цвета. В соответствии с другим вариантом каждая из групп модулей печатающих головок выполнена с возможностью выпуска материального состава соответствующего цвета.
В соответствии с другим вариантом система печати содержит по меньшей мере один модуль отверждения, выполненный с возможностью отверждения материального состава, выпущенного любым из модулей печатающих головок на внешнюю поверхность объекта, причем модуль отверждения расположен после последнего из указанных модулей печатающих головок вдоль оси перемещения.
В соответствии с другим вариантом система печати содержит по меньшей мере один модуль грунтовки, выполненный с возможностью грунтовки по меньшей мере одного местоположения на поверхности объекта для приема состава, выпускаемого по меньшей мере одним из модулей печатающих головок, причем модуль грунтовки расположен перед последним из указанных модулей печатающих головок по оси перемещения. В соответствии с другим вариантом система печати содержит по меньшей мере второй модуль отверждения, расположенный между модулями печатающих головок, принадлежащими к одной и той же группе. Система печати также может содержать по меньшей мере второй модуль грунтовки, расположенный между модулями печатающих головок, принадлежащими к одной и той же группе.
В соответствии с одним из вариантов осуществления изобретения проекции модулей печатающих головок по меньшей мере одной группы на ось перемещения попадают в одну и ту же область оси перемещения. В соответствии с другим вариантом модули печатающих головок по меньшей мере одной группы расположены со смещением так, что проекции вдоль оси перемещения по меньшей мере двух из модулей печатающих головок по меньшей мере одной группы попадают на разные области оси перемещения. В соответствии с другим вариантом разные модули печатающих головок выполнены с возможностью выпуска соответствующих материальных составов на область на поверхности объекта так, что комбинация соответствующих составов на поверхности объекта приводит к образованию требуемого состава.
В соответствии с другим вариантом последовательно расположенные печатающие элементы (например, сопла и/или выпускные отверстия) по меньшей мере одного из модулей печатающих головок выполнены с возможностью выпуска соответствующих составов на область на поверхности объекта так, что комбинация соответствующих составов на поверхности объекта приводит к образованию требуемого состава.
Комбинирование соответствующих составов может включать смешивание соответствующих составов и/или химическую реакцию между соответствующими составами.
В соответствии с другим аспектом настоящего изобретения предлагается система печати на внешней поверхности объектов, продвигающихся по производственной линии. Система может содержать один или более блоков печатающих головок, причем блок печатающих головок содержит матрицу модулей печатающих головок, выполненную с возможностью определения по меньшей мере одной траектории печати вдоль оси печати, причем указанные модули печатающих головок разнесены в пространстве вдоль указанной по меньшей мере одной траектории печати, а каждый из модулей печатающих головок имеет по меньшей мере один печатающий элемент (например, содержит по меньшей мере сопло для выпуска материального состава, маркировщик, гравировальный инструмент, лазерный маркировщик и/или краскоотметчик) для печати на соответствующих участках объектов, последовательно выравниваемых с по меньшей мере одним печатающим элементом по мере перемещения относительно блока печатающих головок. Транспортирующую систему используют для последовательного перемещения по меньшей мере одного потока объектов в общем направлении транспортировки через указанную по меньшей мере одну траекторию печати, причем транспортирующая система содержит замкнутую петлевую трассу, и указанная по меньшей мере одна траектория печати представляет собой, по существу, линейный сегмент указанной замкнутой петлевой трассы.
Система может содержать несущую платформу для соответствующей поддержки по меньшей мере одного потока объектов. Несущая платформа выполнена с возможностью установки на транспортирующую систему для перемещения объектов в общем направлении транспортировки, проходящем через по меньшей мере одну траекторию печати, и с возможностью вращения объектов вокруг оси печати по мере перемещения вдоль траектории печати.
В соответствии с одним из возможных вариантов осуществления блок печатающих головок содержит по меньшей мере одну дополнительную матрицу модулей печатающих головок, такую, что модули печатающих головок по меньшей мере одной дополнительной матрицы модулей печатающих головок расположены вдоль по меньшей мере одной дополнительной траектории печати вдоль оси печати, причем по меньшей мере два из модулей печатающих головок в каждой из по меньшей мере двух матриц разнесены в пространстве вдоль оси, поперечной к оси печати. Соответственно, несущая платформа может быть выполнена с возможностью поддержки по меньшей мере одного дополнительного потока объектов и их перемещения в транспортирующей системе в общем направлении транспортировки, проходящем через по меньшей мере одну дополнительную траекторию печати. В не накладывающем каких-либо ограничений примере модули печатающих головок по меньшей мере двух матриц могут быть расположены в общей плоскости так, что каждая из матриц модулей печатающих головок определяет соответствующую траекторию печати, причем транспортирующая система и несущая платформа выполнены с возможностью одновременного перемещения по меньшей мере двух потоков объектов вдоль по меньшей мере двух траекторий печати, охваченных соответствующими по меньшей мере двумя матрицами модулей печатающих головок.
В некоторых вариантах осуществления изобретения модуль управления используют для приведения в действие транспортирующей системы для осуществления поступательного перемещения в общем направлении транспортировки, для приведения в действие несущей платформы для осуществления вращательного движения и приведения в действие по меньшей мере некоторых из модулей печатающих головок для одновременной печати на объектах по меньшей мере одного потока объектов. Модуль управления может быть выполнен с возможностью приведения в действие несущей платформы для осуществления вращательного движения.
В некоторых вариантах осуществления изобретения модуль управления выполнен с возможностью приведения в действие транспортирующей системы для осуществления поступательного перемещения в общем направлении транспортировки пошаговым образом и приведения в действие несущей платформы для осуществления вращения по меньшей мере в течение промежутка времени, в ходе которого поступательное перемещение не происходит, а также приведения в действие по меньшей мере некоторых из модулей печатающих головок для осуществления печати в течение промежутка времени, в ходе которого поступательное перемещение не происходит, а вращение происходит.
Модуль управления также может быть выполнен с возможностью приведения в действие транспортирующей системы и несущей платформы для одновременного осуществления поступательного перемещения и вращения при приведении в действие по меньшей мере некоторых из модулей печатающих головок для осуществления печати так, чтобы обеспечить, по существу, непрерывную печать данных изображения на поверхностях объектов потока объектов вдоль спиральной траектории.
В соответствии с одним из вариантов осуществления изобретения модуль управления выполнен с возможностью приведения в действие транспортирующей системы и по меньшей мере некоторых из модулей печатающих головок для обеспечения одновременной печати данных изображения на поверхностях объектов посредством по меньшей мере двух модулей печатающих головок, принадлежащих к разным матрицам модулей печатающих головок.
В некоторых вариантах осуществления изобретения модуль управления выполнен с возможностью обеспечения изменения расстояния между по меньшей мере одним модулем печатающей головки и поверхностью объекта, выровненной с указанным по меньшей мере одним модулем печатающей головки, для регулировки тем самым положения по меньшей мере одного модуля печатающей головки в целях соответствия форме поверхности объекта.
В соответствии с одним из возможных вариантов осуществления изобретения модули печатающих головок могут быть установлены с возможностью перемещения вдоль радиальных осей или одной или более осей, по существу, перпендикулярных оси печати.
Модуль управления также может быть выполнен с возможностью выборочного перевода одного или более модулей печатающих головок между нерабочим пассивным состоянием и рабочим активным состоянием, а также между разными рабочими состояниями.
В некоторых из возможных вариантов осуществления изобретения модуль управления выполнен с возможностью формирования виртуального сигнала для синхронизации работы печатающих элементов в соответствии с угловыми и линейными положениями объектов, перемещаемых несущей платформой вдоль траектории печати. Точнее, виртуальный сигнал используют для синхронизации положения тележек и углового положения объектов, установленных на тележках в зоне печати, и приведения в действие печатающих головок для нанесения заранее определенного узора на поверхности объектов после регулировки положения тележек и угловой ориентации объектов в соответствии с виртуальным сигналом.
В соответствии с другим аспектом настоящего изобретения предлагается способ печати на внешних поверхностях объектов, поступающих с производственной линии, включающий пропуск по меньшей мере одного потока указанных объектов через траекторию печати, содержащую по меньшей мере одну матрицу модулей печатающих головок, расположенных вдоль оси печати, прием данных, указывающих местоположения потока объектов, проходящего через траекторию печати, и угловую ориентацию каждого из объектов в потоке, определение на основе принятых данных зон поверхности объектов, обращенных к модулям печатающих головок по меньшей мере одной матрицы, и одного или более узоров печати, предназначенных для нанесения на зоны поверхности соответствующими модулями печатающих головок, и приведение в действие матрицы модулей печатающих головок для нанесения одного или более узоров на зоны поверхности соответствующими модулями печатающих головок.
Способ может включать вращение объектов, проходящих через траекторию печати, во время нанесения одного или более узоров. Поток объектов может продвигаться вдоль по меньшей мере одной траектории печати во время нанесения одного или более узоров. В некоторых вариантах осуществления изобретения к зонам поверхности объектов потока до прохождения их через траекторию печати применяют процесс предварительной обработки. Кроме того, к участкам поверхности объектов потока до прохождения их через траекторию печати также может применяться процесс отверждения.
Способ также может включать формирование виртуального сигнала для синхронизации работы модулей печатающих головок в соответствии с угловыми и линейными положениями объектов, проходящих через траекторию печати.
Согласно одному из вариантов изобретения, несущий блок для перемещения по меньшей мере одного потока объектов, содержит по меньшей мере одну матрицу захватов, размещенных в ряд, причем каждый из указанных захватов выполнен с возможностью удержания на себе одного из объектов; и приводной механизм, выполненный с возможностью соединения указанного несущего блока с трассой и управляемого поступательного перемещения этого несущего блока вдоль трассы для применения по меньшей мере одного процесса обработки к зонам поверхности объектов.
Согласно одному из вариантов изобретения, процесс обработки содержит по меньшей мере одно из следующего: печать, проверка, сушка, удаление пыли, покрытие, ионизация и грунтовка.
Согласно одному из вариантов изобретения, приводной механизм выполнен с возможностью плавного и непрерывного поступательного перемещения несущего блока по меньшей мере на одном искривленном участке трассы.
Согласно одному из вариантов изобретения, приводной механизм содержит элемент линейного двигателя, выполненный с возможностью магнитного соединения с магнитными элементами, предусмотренными на трассе.
Согласно одному из вариантов изобретения, содержит модуль управления, выполненный с возможностью приведения в действие приводного механизма для поступательного перемещения несущего блока вдоль трассы.
Согласно одному из вариантов изобретения, модуль управления выполнен с возможностью перемещения несущего блока в зону загрузки для загрузки по меньшей мере одного потока объектов на его по меньшей мере одну матрицу захватов.
Согласно одному из вариантов изобретения, модуль управления выполнен с возможностью перемещения несущего блока в зону выгрузки для выгрузки по меньшей мере одного потока объектов с его по меньшей мере одной матрицы захватов.
Согласно одному из вариантов изобретения, модуль управления выполнен с возможностью передачи данных, связанных по меньшей мере с одним из положения указанного несущего блока, скорости указанного несущего блока, углового положения по меньшей мере одной матрицы захватов указанного несущего блока, скорости по меньшей мере одной матрицы захватов указанного несущего блока, и данных, связанных по меньшей мере с одним другим несущим блоком, подвижно соединенным с трассой.
Согласно одному из вариантов изобретения, модуль управления выполнен с возможностью управления по меньшей мере одним из скорости несущего блока, положения несущего блока на трассе, скорости вращения по меньшей мере одной матрицы захватов несущего блока и углового положения по меньшей мере одной матрицы захватов, на основе переданных данных.
Согласно одному из вариантов изобретения, захваты выполнены с возможностью вращения объектов с одинаковой скоростью и в одном и том же направлении, причем указанные захваты выполнены с возможностью удержания объектов по существу в одном и том же положении.
Согласно одному из вариантов изобретения, модуль управления выполнен с возможностью вращения захватов с одинаковой скоростью и в одном и том же направлении вращений, причем указанные захваты выполнены с возможностью удержания объектов по существу в одном и том же положении.
Согласно одному из вариантов изобретения, каждый захват выполнен с возможностью изменения размера своего поперечного сечения для удержания одного из указанных объектов на себе.
Согласно одному из вариантов изобретения, модуль управления выполнен с возможностью регулирования размеров поперечного сечения захватов для контакта с внутренними частями объектов и удержания их на захватах.
Согласно одному из вариантов изобретения, захват содержит круглую матрицу разнесенных в пространстве элементов, которые по существу параллельны центральной оси захвата, и механизм, выполненный с возможностью перемещения указанных элементов к центральной оси и от центральной оси с изменением диаметра захвата.
Согласно одному из вариантов изобретения, захваты расположены в два параллельных ряда, причем каждая пара соседних захватов, принадлежащих к разным рядам, механически или магнитно соединены друг с другом.
Согласно одному из вариантов изобретения, пара соседних захватов, принадлежащих к разным рядам, выровнены в одной и той же плоскости и проходят в противоположных направлениях в ней.
Согласно одному из вариантов изобретения, способ обработки зон внешних поверхностей нескольких объектов включает: поступательное перемещение по трассе к зоне загрузки по меньшей мере одной несущей платформы, содержащей по меньшей мере одну матрицу захватов, каждый из которых выполнен с возможностью удержания на себе одного из объектов, и одновременную загрузку по меньшей мере одного потока объектов на нее; поступательное перемещение указанной по меньшей мере одной несущей платформы вдоль указанной трассы и применение по меньшей мере одного процесса обработки к зонам внешней поверхности указанного по меньшей мере одного потока объектов в по меньшей мере одной зоне обработки вдоль указанной трасы; и поступательное перемещение указанной по меньшей мере одной несущей платформы в зону выгрузки и одновременную выгрузку указанного по меньшей мере одного потока объектов из нее.
Согласно одному из вариантов изобретения, загрузка или выгрузка по меньшей мере одного потока объектов содержит изменение размера поперечного сечения по меньшей мере одной матрицы захватов.
Согласно одному из вариантов изобретения, загрузка по меньшей мере одного потока объектов содержит регулировку ориентации указанных объектов до одной и той же точной начальной точки по меньшей мере одного процесса обработки.
Согласно одному из вариантов изобретения, применение по меньшей мере одного процесса обработки содержит вращение указанного по меньшей мере одного потока объектов и выполнение или непрерывного линейного поступательного перемещения, или пошагового линейного поступательного перемещения указанной по меньшей мере одной несущей платформы.
Согласно одному из вариантов изобретения, способ содержит передачу данных между по меньшей мере одной несущей платформой и по меньшей мере одной другой несущей платформой, подвижно соединенной с трассой, и управление по меньшей мере одним из положения и скорости указанной по меньшей мере одной несущей платформы на основе указанных данных.
Согласно одному из вариантов изобретения, способ содержит передачу данных между по меньшей мере одной несущей платформой и модулем управления, и управление по меньшей мере одним из скорости вращения и углового положения по меньшей мере одной матрицы захватов на основе указанных данных.
Краткое описание чертежей
Для лучшего понимания описываемого предмета изобретения и примеров его практического осуществления ниже представлено описание примера осуществления изобретения, не накладывающего каких-либо ограничений, приведенное со ссылками на прилагаемые чертежи.
На фиг. 1 представлена схема, иллюстрирующая систему печати по некоторым из возможных вариантов осуществления изобретения, в которых используют перемещение объектов по замкнутой петлевой трассе.
На фиг. 2А и 2В представлены схемы, иллюстрирующие различные примеры блока печатающих головок в соответствии с некоторыми из вариантов осуществления изобретения, в которых несколько модулей печатающих головок расположены в последовательных местоположениях вдоль оси перемещения.
На фиг. 3А и 3В представлены схемы, иллюстрирующие возможные варианты расположения печатающих элементов в модулях одиночных печатающих головок в соответствии с некоторыми из возможных вариантов осуществления изобретения.
На фиг. 4А и 4В представлены схемы, иллюстрирующие различные виды печатающей матрицы в соответствии с некоторыми из возможных вариантов осуществления изобретения, содержащей несколько групп модулей печатающих головок, расположенных в последовательных местоположениях вдоль оси перемещения.
На фиг. 5А и 5В представлены схемы примеров использования транспортирующей системы в соответствии с некоторыми из возможных вариантов осуществления изобретения.
На фиг. 6А и 6В представлены схемы, иллюстрирующие некоторые из возможных вариантов осуществления изобретения, в которых предусмотрено управляемое перемещение модулей печатающих головок.
На фиг. 7А и 7В представлены схемы примеров возможных вариантов осуществления изобретения, в которых управляемое перемещение модулей печатающих головок обеспечивает их соответствие форме объекта до и во время вращения объекта.
На фиг. 8А представлена схема примера некоторых вариантов осуществления изобретения, в которых модули печатающих головок, принадлежащих к одной и той же группе, размещены в одном и том же положении вдоль оси перемещения.
На фиг. 8В представлена схема примера некоторых вариантов осуществления изобретения, в которых модули печатающих головок, принадлежащих к одной и той же группе, расположены со смещением и занимают разные местоположения вдоль оси перемещения.
На фиг. 9А представлена схема примера некоторых вариантов осуществления изобретения, в которых в конце блока печатающих модулей предусмотрена по меньшей мере одна станция отверждения/фиксации, расположенная после последней группы модулей печатающих головок, и/или в начале блока печатающих модулей предусмотрена по меньшей мере одна станция грунтовки/предварительной обработки, расположенная перед первой группой модулей печатающих головок.
На фиг. 9В представлена схема примера некоторых вариантов осуществления изобретения, в которых между двумя последовательно расположенными группами модулей печатающих головок предусмотрена по меньшей мере одна станция отверждения/фиксации и/или станция грунтовки/предварительной обработки.
На фиг. 9С представлена схема примера некоторых вариантов осуществления изобретения, в которых несколько станций отверждения/фиксации и/или грунтовки/предварительной обработки расположены одна за другой вдоль оси перемещения.
На фиг. 9D представлена схема примера некоторых вариантов осуществления изобретения, в которых по меньшей мере один модуль отверждения/фиксации и/или грунтовки/предварительной обработки расположен между модулями печатающих головок одной и той же группы.
На фиг. 10А-10С представлены схемы, иллюстрирующие некоторые варианты осуществления изобретения, в которых печатающие головки первой и второй группы напыляют на одно и то же местоположение на поверхности объекта, соответственно, первый и второй состав для осуществления печати в данном местоположении третьим составом, образованным в результате комбинации первого и второго состава.
На фиг. 11А-11С представлены схемы, иллюстрирующие некоторые варианты осуществления изобретения, в которых разные сопла, принадлежащие одному и тому же модулю печатающей головки, напыляют на одно и то же местоположение на поверхности объекта первый и второй состав для осуществления печати в данном местоположении третьим составом, образованным в результате комбинации первого и второго состава.
На фиг. 12А-12С представлены схемы, иллюстрирующие некоторые варианты осуществления изобретения, в которых первый и второй модули печатающих головок, принадлежащие к одной и той же группе, напыляют на одно и то же местоположение на поверхности объекта, соответственно, первый и второй состав для осуществления печати в данном местоположении третьим составом, образованным в результате комбинации первого и второго состава.
На фиг. 13А и 13В представлена схема примера возможного варианта осуществления изобретения, в котором модули печатающих головок, принадлежащие к разным группам, расположены в одном и том же местоположении вокруг оси перемещения и собраны в полосы/столбцы.
На фиг. 14 представлена блок-схема, иллюстрирующая модуль управления, используемый в соответствии с некоторыми из возможных вариантов осуществления изобретения для управления транспортирующей системой и блоком печатающих головок в соответствии с одним или более типами входных данных.
На фиг. 15 представлена схема, иллюстрирующая транспортирующую систему в соответствии с некоторыми из возможных вариантов осуществления изобретения.
На фиг. 16А и 16В представлены схемы, иллюстрирующие конфигурацию блока печатающих головок в форме матрицы в соответствии с некоторыми из возможных вариантов осуществления изобретения.
На фиг. 17 представлена схема, иллюстрирующая тележку и установленный на ней комплекс сердечников, выполненные с возможностью удержания объектов, на которых осуществляют печать, а также их перемещения и вращения их в транспортирующей системе.
На фиг. 18 представлена схема, иллюстрирующая тележку, на которую загружено несколько объектов, на которых осуществляют печать, на входе в зону печати системы.
На фиг. 19 представлена схема, иллюстрирующая одновременную печать на нескольких объектах, прикрепленных к трем разным тележкам, пересекающим зону печати.
На фиг. 20 представлена схема, иллюстрирующая комплекс сердечников в соответствии с некоторыми из возможных вариантов осуществления изобретения.
На фиг. 21А-21С представлены схемы, иллюстрирующие возможные схемы управления, используемые в некоторых из возможных вариантов осуществления изобретения.
Осуществление изобретения
Различные варианты осуществления настоящего изобретения описаны ниже со ссылками на чертежи фиг. 1-20, все аспекты которых следует считать иллюстративными и не накладывающими каких-либо ограничений. Представленные на чертежах элементы не всегда изображены в масштабе, т.к. основное внимание уделено ясности иллюстрирования принципов изобретения. Изобретение может быть осуществлено в других конкретных формах и вариантах, не выходящих за рамки существенных характеристик, раскрытых в настоящем описании.
Фиг. 1 схематически иллюстрирует систему 17 печати в соответствии с некоторыми из возможных вариантов осуществления изобретения, содержащую замкнутую петлевую трассу 10 (например, эллиптический транспортер) для перемещения по ней предназначенных для печати объектов (не представлены) к зоне 12z печати, предусмотренной на трассе 10 и содержащей один или более блоков 100 печатающих головок (например, содержащих печатающие головки для разных цветов). В данном не накладывающем каких-либо ограничений примере осуществления система 17 печати содержит зону 306I загрузки, выполненную с возможностью автоматической загрузки нескольких предназначенных для печати объектов с производственной линии. Зона 306I загрузки может содержать загрузочный модуль, использующий независимый контроллер и один или более датчиков, двигателей, механических и пневматических элементов, и выполненный с возможностью сообщения измеренных данных с датчиков в модуль 300 управления системы 17 печати для осуществления функций синхронизации, контроля и управления процессом загрузки. В некоторых вариантах осуществления загрузочный модуль выполнен с возможностью загрузки потока объектов на трассу системы с одним и тем же положением точного указателя (используемого для обозначения точки начала печати на поверхности объекта, например, в случае предварительной ориентации объекта по отметке или по крышке).
В некоторых вариантах осуществления изобретения загружаемые объекты прикрепляются к нескольким тележкам С1, С2, С3,…,Cn-1, Cn (также называемым в настоящем описании несущими платформами или тележками Ci), выполненными с возможностью последовательного перемещения по трассе 10 и сообщения данных, описывающих рабочее состояние тележек Ci (например, скорость, положение, сообщения об ошибках и т.д.), в модуль 300 управления. Как более подробно описано ниже, тележки Ci могут быть выполнены с возможностью одновременного, поочередного или независимо управляемого перемещения тележек Ci вдоль трассы 10, а также одновременного, поочередного или независимо управляемого перемещения и вращения прикрепленных к ним объектов (например, при помощи вращающихся сердечников, не представленных на фиг. 1) в процессе обработки в модуле 204 предварительной обработки (также называемом станцией грунтовки) и/или обработки, нанесения покрытия или грунтовки до, во время или после печати в зоне 12z печати.
На трассе 10 может быть предусмотрен модуль 13 определения размеров для определения размеров (форм и геометрических измерений) объектов, поступающих в зону 306I загрузки, и передачи данных о размерах в модуль 300 управления. Модуль 300 управления обрабатывает и анализирует данные о размерах, полученные от модуля 13 определения размеров, и использует их для корректировки положения модулей печатающих головок блока 100 печатающих головок, а также для предупреждения возможных столкновений.
На трассе 10 также может быть предусмотрен модуль 204 предварительной обработки для осуществления предварительной обработки поверхности объектов, перемещаемых по трассе 10 (например, обработки плазмой, коронным разрядом и/или открытым пламенем для улучшения адгезии чернил к поверхности контейнера и повышения однородности поверхности для нанесения печати/покрытия). Соответственно, модуль 300 управления может быть выполнен с возможностью корректировки работы модуля 204 предварительной обработки в соответствии с данными о размерах, полученными от модуля 13 определения размеров. Как показано на фиг. 1, блок 100 печатающих головок может быть выполнен с возможностью приема нескольких тележек С (в приведенном примере показаны три тележки С1, С2 и С3) и одновременной печати на поверхностях объектов, прикрепленных к каждой из этих тележек.
Объекты, покидающие зону 12z печати, могут быть перемещены по участку трассы 10, содержащему модуль 202 отверждения (сушки). Модуль 202 отверждения может работать под управлением модуля 300 управления и может быть выполнен с возможностью завершения процесса печати путем отверждения одного или более слоев составов, нанесенных на поверхность объектов (например, с использованием процесса ультрафиолетового/УФ отверждения чернил или любых других способов фиксации или сушки, например, с применением инфракрасного излучения, электронного пучка, химической реакции и т.п.). Кроме того, может быть предусмотрен модуль 16 визуальной проверки для сбора данных (например, данных изображения) о цветах и структуре изображений, нанесенных на объекты, покидающие зону 12z печати и/или модуль 202 отверждения (например, о фиксации печати, диагностике, отсутствующих соплах, полноте изображения). По завершении процессов печати и возможного отверждения и/или проверки объекты могут быть перемещены по трассе 10 к зоне 306u выгрузки для их автоматического вывода из системы 17 печати. Зона 306u выгрузки может содержать выгружающий модуль, использующий независимый контроллер и один или более датчиков, двигателей, механических и пневматических элементов, и выполненный с возможностью сообщения данных с датчиков в модуль 300 управления системы 17 печати для осуществления функций контроля и управления процессом выгрузки.
На фиг. 2А и 2В представлены схемы, иллюстрирующие различные примеры блока 100 печатающих головок по настоящему изобретению, содержащего несколько модулей печатающих головок, расположенных в последовательных местоположениях вдоль оси перемещения.
В примере, представленном на фиг. 2А, модули 102а, 104а, 106а, 108а печатающих головок расположены так, что проекции разных модулей печатающих головок на ось перемещения попадают на разные участки оси 110 перемещения (вдоль оси перемещения), и установлены вокруг оси 100 перемещения в соответствующих (угловых) положениях. В примере, представленном на фиг. 2В, модули 102а, 104а, 106а, 108а печатающих головок расположены так, что проекции разных модулей печатающих головок на ось перемещения попадают на разные участки оси 110 перемещения, и установлены в одном и том же (угловом) положении относительно оси 110 перемещения, образуя линию модулей печатающих головок, по существу, параллельную оси 110 перемещения.
В данном примере, не накладывающем каких-либо ограничений, ось 110 перемещения приблизительно соответствует оси объекта 101 и представляет собой оси, вдоль которой может происходить относительное поступательное перемещение объекта 101 и блока 100 печатающих головок. Кроме того, может происходить относительное вращение объекта 101 и блока 100 печатающих головок вокруг оси 100 перемещения. Эти поступательные и вращательные движения более подробно описаны ниже.
Фиг. 3А и 3В схематически иллюстрируют возможные конфигурации печатающих элементов 130 (например, сопл или выпускных отверстий) одного модуля печатающих головок в соответствии с некоторыми из возможных вариантов осуществления изобретения.
Как показано в примере по фиг. 3А/В, модуль печатающих головок может содержать одно или более сопел или выпускных отверстий (в общем случае обозначенных как 130), выполненных с возможностью выпуска материальных составов на поверхность объекта 101. Материальные составы могут представлять собой текучую среду (как в случае струйной печати или напыления и/или печати пластиковым материалом) или твердое вещество (например, порошок в случае лазерной печати). Термин «печать» в данном случае охватывает любой тип выпуска материала на поверхность объекта и/или формирования на ней гравировки или меток в виде точек, линий или узоров. Печать включает в себя, например, изменение цвета, формы или текстуры объекта путем выпуска материала на поверхность объекта, формирования на ней гравировки и/или меток в виде точек, линий или узоров. В не накладывающем каких-либо ограничений примере модули печатающих головок могут содержать один или более маркировщиков (например, гравировальный инструмент, лазерный маркировщик, краскоотметчики и т.п.), выполненных с возможностью нанесения на внешние поверхности объектов, перемещаемых через зону 12z печати, видимых и/или невидимых (т.е. функциональных, например в виде электронных зарядов) отметок.
Фиг. 3А иллюстрирует примеры различных конфигураций печатающих элементов 130 модулей 104а и 106а печатающих головок. Модули 104а и 106а печатающих головок представлены в виде сбоку, со стороны, параллельной оси перемещения. Модуль 104а печатающей головки содержит несколько (например, четыре) печатающих элементов 130, расположенных в ряд и занимающих последовательные положения вдоль оси перемещения. Модуль 106а печатающих головок в данном не накладывающем каких-либо ограничений примере содержит один печатающий элемент 130, в соответствии с обычной практикой известных решений в области напыления пластмассовых составов.
Фиг. 3В иллюстрирует пример возможной конфигурации печатающих элементов, предусмотренных в модуле 102а печатающих головок. Модуль 102а печатающих головок представлен на фиг. 3В в виде спереди (перпендикулярно оси 110 перемещения). В данном не накладывающем каких-либо ограничений примере модуль 102а печатающих головок содержит столбец печатающих элементов 130, расположенных в линию, перпендикулярную оси 110 перемещения. В возможном варианте некоторые из печатающих элементов 130 могут быть не перпендикулярны поверхности объекта. В примере по фиг. 3В печатающий элемент перпендикулярен поверхности объекта и, например, выполнен с возможностью выпуска материального состава по траектории выпуска, перпендикулярной поверхности объекта. В то же время, внешние печатающие элементы, расположенные по сторонам от центрального печатающего элемента, наклонены относительно поверхности объекта.
Модуль печатающих головок, используемый в настоящем изобретении, также может содержать несколько рядов или столбцов печатающих элементов, образующих двумерную матрицу, определяющую поверхность блока печатающих головок, обращенную к объекту. Блок печатающих головок может быть выполнен в любой форме, в том числе в форме прямоугольника, параллелограмма или другой фигуры. На фиг. 4А и 4В схематически представлены разные виды системы 200 печати по настоящему изобретению. На фиг. 4А система представлена в аксонометрии, тогда как на фиг. 4В представлен вид спереди. Система 200 печати выполнена с возможностью печати изображения/узора на искривленной внешней поверхности объекта 101 и содержит блок 100 печатающих головок, содержащий несколько модулей печатающих головок, и транспортирующую систему (302 на фиг. 5А и 15), выполненную с возможностью перемещения объекта 101 и/или модулей печатающих головок. Система 200 также может содержать модуль управления (300, представлен на фиг. 1 и 21А), выполненный с возможностью управления транспортирующей системой 302 и работой модулей печатающих головок. Искривленная поверхность объекта может быть круглой, овальной, эллиптической и т.д.
В некоторых вариантах осуществления каждый из модулей печатающих головок содержит один или более печатающих элементов, например, выполненных с возможностью напыления/нанесения материального состава (такого как чернила, порошок, текучее отверждающее вещество, текучее фиксирующее вещество, текучее вещество для предварительной обработки и/или состав, состоящий из одного или более текучих веществ, образующих третье текучее вещество, и/или любой твердый или газообразный материал, который при напылении в виде струи образует текучую среду) на внешнюю поверхность объекта 101, как описано выше. Блок 100 печатающих головок может быть выполнен в виде блоков печатающих головок, представленных на фиг. 2А и 2В, или в виде блока 100 печатающих головок, в котором модули печатающих головок собраны в группы, как описано ниже.
В примере, представленном на фиг. 4А и 4В, модули печатающих головок каждой группы расположены вдоль искривленной траектории, расположенной вокруг оси перемещения, причем каждая из групп окружает соответствующую область оси 110 перемещения. Так, модули 102а, 102b и 102 с печатающих головок принадлежат к первой группе 102. Модули 104а, 104b и 104с печатающих головок (представленные на фиг.13) принадлежат ко второй группе 104. Модули 106а, 106b и 106с печатающих головок принадлежат к третьей группе 106. Модули 108а, 108b и 108 с печатающих головок принадлежат к четвертой группе 108. Группы 102, 104 и 106 занимают соответствующие положения вдоль оси перемещения.
Транспортирующая система 302 выполнена с возможностью перемещения объекта 101 и/или блока 100 печатающих головок так, чтобы поместить требуемый участок объекта 101 вблизи требуемого модуля печатающих головок в требуемый момент времени. Это обеспечивает возможность осуществления печати на внешней поверхности объекта. Транспортер выполнен с возможностью обеспечения по меньшей мере двух типов относительного движения объекта 101 и блока печатающих головок: (i) поступательного перемещения вдоль оси 110 перемещения или параллельно ей и (ii) вращения вокруг оси 110 перемещения. Таким образом, любая точка внешней поверхности объекта 101 может быть помещена вблизи любого модуля печатающих головок. Дополнительно может быть предусмотрен третий тип относительного движения, представляющий собой перемещение вдоль одной или более радиальных (или планарных) осей, по существу, перпендикулярных оси перемещения. Третий тип движения может быть необходим для поддержания требуемого расстояния между по меньшей мере одним модулем печатающих головок и поверхностью объекта.
В некоторых вариантах осуществления модуль 300 управления представляет собой электронный модуль, выполненный с возможностью передачи или пересылки в модули печатающих головок блока 100 и транспортирующую систему 302 одного или более сигналов, поступающих от устройства кодирования движения в тележке. В альтернативном варианте сигналы от устройства кодирования движения поступают непосредственно в блок печатающих головок, где каждый из модулей печатающих головок преобразует их в инструкции печати на основе сигналов, принятых от модуля 300 управления. Соответственно, сигналы управления положением, передаваемые одним из устройств кодирования движения в тележке в блок 100 печатающих головок, могут быть использованы модулем 300 управления для подачи отдельным модулям печатающих головок команды на выпуск соответствующих материальных составов из одного или более печатающих элементов (например, сопл или выпускных отверстий) в определенные моменты времени. Кроме того, модуль 300 управления формирует сигналы управления для транспортирующей системы 302, подающие транспортирующей системе 302 команды перемещения (поступательного или вращательного) объектов 101 и/или блока 100 печатающих головок конвейерной системой 302 в соответствии с требуемой схемой. Таким образом, модуль 300 управления синхронизирует работу модулей печатающих головок с относительным перемещением объекта 101 и блока 100 печатающих головок для обеспечения создания требуемого узора печати на объекте и, тем самым, обеспечения печати требуемого изображения на внешней поверхности объекта.
Группы модулей печатающих головок расположены вдоль оси 110 перемещения так, что при относительном перемещении объекта 101 и блока 100 печатающих головок объект 101 последовательно находится вблизи разных модулей печатающих головок или групп модулей печатающих головок. Кроме того, по меньшей мере на некоторых этапах такого перемещения разные участки объекта 101 могут быть помещены вблизи модулей печатающих головок, принадлежащих к по меньшей мере двум последовательным группам модулей печатающих головок, расположенным в последовательных местоположениях вдоль оси 110 перемещения. Таким образом, может быть обеспечена возможность одновременной печати на внешней поверхности объекта модулями печатающих головок, принадлежащими к разным группам, или модулями печатающих головок, расположенными в последовательных местоположениях вдоль оси 110 перемещения. Кроме того, разные печатающие элементы одного и того же модуля печатающих головок могут осуществлять одновременную печать на двух разных объектах. Как было указано выше, эта характеристика позволяет системе 200 осуществлять печать на одном или более объектах с оптимизацией использования печатающих головок, тем самым обеспечивая высокую производительность и высокую пропускную способность системы. Например, в случае, представленном на фиг. 4А, в течение определенного промежутка времени объект 101 расположен вблизи первой группы (в которую входят модули 102а, 102b и 102с печатающих головок) и второй группы (в которую входят модули 104а, 104b и 104с печатающих головок).
Помимо увеличения скорости печати на одном или более объектах, конструкция системы 200 также обеспечивает возможность одновременной печати на нескольких объектах 101. Для этого объекты 101 загружают в систему 200 один за другим, а транспортирующая система 302 двигает (т.е. поступательно перемещает и/или вращает) объекты 101 и/или блок 100 модулей печатающих головок так, чтобы некоторые из модулей печатающих головок, не занятые печатью на другом объекте, могли осуществлять печать на каждом данном объекте 101. Например, на фиг. 4А представлен объект 101, расположенный вблизи первой и второй групп (хотя на практике печать на объекте может быть осуществлена более чем двумя группами, если длина объекта достаточно велика по сравнению с размерами печатающих головок и расстоянием между печатающими головками вдоль оси перемещения). В случае отсутствия других объектов модули печатающих головок третьей группы (106а, 106b и 106с) и модули печатающих головок четвертой группы (108а, 108b и 108с) бездействуют. Однако в случае ввода в систему 200 второго объекта и его помещения вблизи печатающих головок первой группы и/или второй группы первый объект может быть перемещен ко второй группе и/или третьей группе. Таким образом, по меньшей мере некоторые из последних (второй и третьей) групп печатающих головок получают возможность осуществления печати изображения на первом объекте, а первые (первая и вторая) группы модулей печатающих головок получают возможность осуществления печати изображения на втором объекте.
Систему печати считают полностью задействованной, когда под всеми модулями печатающих головок присутствуют объекты, на которых модули печатающих головок производят печать. В связи с этим любой промежуток между объектами в зоне печати считают снижающим эффективность, и, следовательно, промежутки между объектами должны быть минимизированы.
Как видно из фиг. 4В, модули печатающих головок каждой группы расположены вокруг оси 110 перемещения для поддержания требуемого расстояния до внешней поверхности объекта. Модули печатающих головок могут быть разнесены в пространстве или примыкать один к другому. Расстояния между последовательными модулями печатающих головок одной и той же группы могут быть равны или различны. Кроме того, модули печатающих головок в составе каждой группы могут быть установлены вокруг внешней поверхности объекта так, чтобы расстояния между разными модулями печатающих головок и внешней поверхностью объекта были равны, или так, чтобы для каждого модуля печатающей головки было установлено свое расстояние до внешней поверхности объекта. Расстояние между модулями печатающих головок и внешней поверхностью объекта зависит от типа используемых модулей печатающих головок и составов, причем это расстояние выбирают так, чтобы модули печатающих головок обеспечивали нанесение составов требуемым образом. Следует отметить, что состав, наносимый модулями печатающих головок, может представлять собой химический материал, химический состав из материалов и/или смесь материалов и/или составов.
В некоторых вариантах осуществления настоящего изобретения печать на поверхности объекта разными модулями печатающих головок или разными печатающими элементами 130 одного модуля печатающих головок может быть использована для создания новой траектории, по которой печать ранее не производилась. Печать также может быть частично произведена по уже существующей траектории печати или вблизи нее. Траектория печати, напечатанная вблизи других траекторий или между двумя траекториями, может быть использована для достижения заранее заданного разрешения. Траектория печати, напечатанная вдоль уже существующей траектории, может быть использована для повышения разрешения существующей траектории путем добавления новых точек с целью создания спиральной траектории с более высокой плотностью. Кроме того, печать траектории вдоль уже существующей траектории может быть использована для обеспечения дублирования двух разных печатающих элементов, т.е. печати части (например, 50%) требуемых данных вторым печатающим элементом в случае отказа первого печатающего элемента. В случае прекращения работы одного из печатающих элементов управление системой также может обеспечить печать другим печатающим элементом данных, которые должны были быть напечатаны первым печатающим элементом. Для этого, например, может быть осуществлено изменение параметров (например, замедление) движения (поступательного и/или вращательного) объекта 101 и/или матрицы печатающих головок или увеличение расхода чернил во втором печатающем элементе. Модули печатающих головок, принадлежащие к одной и той же группе, могут быть выполнены с возможностью нанесения на поверхность объекта чернил одного и того же цвета, а разные группы модулей печатающих головок - с возможностью нанесения на поверхность объекта чернил соответствующих цветов. В альтернативном варианте разные модули печатающих головок, принадлежащие к одной и той же группе, могут быть выполнены с возможностью нанесения на поверхность объекта чернил разных цветов.
Следует отметить, что, хотя каждая из групп, представленных на вышеупомянутых чертежах, содержит по три модуля печатающих головок, группы могут содержать любое число печатающих модулей, например, один, два, четыре и т.д. Кроме того, хотя на вышеупомянутых чертежах представлено четыре группы, система по настоящему изобретению может содержать любое количество таких групп. Кроме того, длина модулей печатающих головок, представленных на вышеупомянутых чертежах, меньше длины объекта 101. Такое соотношение может существовать не всегда, т.к. в некоторых случаях длина модулей печатающих головок может быть равна длине объекта или даже превышать ее.
Система 200 может быть использована для печати на объекте 101 в соответствии с двумя разными схемами печати: непрерывной печатью и пошаговой печатью, или любыми их сочетаниями. При непрерывной печати печать производят во время относительного перемещения объекта 101 и блока 100 печатающих головок, причем такое перемещение включает в себя одновременное поступательное перемещение вдоль оси 110 перемещения или параллельно ей и вращательное движение вокруг оси 110 перемещения. При использовании данного типа печати данные изображения печатаются на поверхности объекта по, по существу, спиральной траектории.
При пошаговой печати относительное поступательное перемещение объекта и печатающих головок приводит требуемые области поверхности объекта к одной или более группам печатающих головок или модулям печатающих головок, расположенным в последовательных местоположениях вдоль оси перемещения. На время осуществления относительного вращения поступательное перемещение останавливают. Во время вращения модули печатающих головок производят круговую печать на поверхности объекта. По завершении печати относительное поступательное перемещение возобновляют для перемещения других требуемых участков поверхности объекта к одной или более группам печатающих головок. Вращение может быть продолжено во время поступательного перемещения или быть прервано по меньшей мере на часть периода поступательного перемещения.
Такие шаги могут представлять собой малые шаги, в рамках которых производят поступательное перемещение требуемой области объекта 101 от одного печатающего элемента 130 до следующего печатающего элемента 130 того же модуля печатающих головок, или более крупные шаги, в рамках которых производят поступательное перемещение требуемой области объекта от первого модуля печатающих головок до следующего модуля печатающих головок (например, принадлежащего к другой группе) вдоль оси 110 перемещения. В некоторых вариантах осуществления шаги могут быть достаточно крупными для поступательного перемещения требуемой области объекта 101 от первого модуля печатающих головок до второго модуля печатающих головок с пропуском одного или более модулей печатающих головок, расположенных между ними.
При использовании пошаговой печати круговая печать может быть включена триггером, подтверждающим, что требуемая область объекта 101 была поступательно перемещена на необходимое расстояние. Такой триггер может представлять собой сигнал устройства кодирования положения и/или индексный сигнал, активный во время поступательного перемещения и неактивный в отсутствие поступательного перемещения. По скорости поступательного перемещения и местоположению (по оси перемещения) требуемых модулей печатающих головок и их печатающих элементов 130 может быть вычислен момент попадания требуемой области объекта 101 в зону действия требуемого модуля печатающих головок и его печатающего элемента 130. Таким образом, при активации триггера сигналом устройства кодирования положения и/или индексным сигналом в соответствующий модуль печатающих головок и/или печатающий элемент 130, определенный, например, в соответствии с сигналами устройства кодирования положения, передают команду на осуществление печати. В альтернативном варианте триггер может быть активирован датчиком света, расположенным с одной стороны от объекта 101, и соответствующими источниками света, расположенными с другой стороны от объекта 101. Когда объект 101 заслоняет датчик света, и свет, поступающий от источника не достигает датчика света, считается, что требуемая область поверхности объекта была поступательно перемещен на требуемое расстояние.
Кроме того, может быть предусмотрено отслеживание окружной координаты определенной области поверхности объекта (которая, например, может быть вычислена по известной скорости вращения и известному радиусу объекта), причем предусмотрен второй триггер, активируемый при достижении данной областью окружной координаты, соответствующей окружной координате требуемого модуля печатающих головок или печатающего элемента 130. В соответствии с одним из возможных вариантов осуществления после прекращения поступательного перемещения производят относительное вращение для ввода требуемой области поверхности объекта в зону действия требуемого модуля печатающих головок или печатающего элемента 130, причем печать (выпуск материального состава) производят только после такого вращения. В соответствии с другим вариантом второй триггер не используют, и после прекращения поступательного движения требуемая область поверхности объекта расположена в зоне действия другого модуля печатающих головок или печатающего элемента 130. Поскольку окружная координата требуемой области известна, модуль управления может выдать команду на осуществление необходимой печати на требуемой области другому модулю печатающих головок или печатающему элементу 130. Последний вариант выгоден с точки зрения сокращения задержек печати на объекте. Возможная схема печати может включать в себя как непрерывную печать, так и пошаговую печать, осуществляемые в разные моменты времени.
Следует отметить, что ось 110 перемещения представлена на чертежах в виде прямой линии. Однако такая форма не обязательна. На практике ось перемещения может быть криволинейной или содержать прямолинейные участки и криволинейные участки.
На фиг. 5А и 5В представлены примеры транспортирующей системы 302, которую содержит система печати по некоторым из вариантов осуществления изобретения. В не накладывающем каких-либо ограничений примере, проиллюстрированном на фиг. 5А, транспортирующая система 302 выполнена с возможностью перемещения объекта 101, а транспортирующая система 302 по фиг. 5В выполнена с возможностью перемещения блока 100 печатающих головок.
В не накладывающем каких-либо ограничений примере, представленном на фиг. 5А, транспортирующая система 302 системы 200 содержит держатель 150 объекта, соединенный с концом объекта 101. В соответствии с одним из вариантов осуществления держатель объекта перемещает объект 101 вдоль оси 110 перемещения и вращает объект вокруг оси 110 перемещения. Поступательное перемещение и вращение могут быть или не быть одновременными в зависимости от выбранного способа печати. Кроме того, транспортирующая система 302 также может содержать транспортную ленту 152, выполненную с возможностью перемещения объекта 101 вдоль оси 110 перемещения (в направлениях, обозначенных двойной стрелкой 154), причем держатель объекта осуществляет в таком случае только вращение объекта 101 (в направлении, обозначенном стрелкой 156).
Транспортная лента 152 может представлять собой ленту, приводимую в движение приводной системой, например, электродвигателем, системой линейного двигателя, несколькими системами линейных двигателей, совместно образующими траекторию перемещения, линейной магнитной системой или системой подачи воздуха под давлением. В случае обработки нескольких объектов для удержания каждого из объектов может быть предусмотрен один или более индивидуальных держателей. В различных точках по оси 110 перемещения могут быть предусмотрены разные параметры (например, разные скорости) перемещения каждого из объектов 101 вдоль оси 110 перемещения.
В не накладывающем каких-либо ограничений примере, представленном на фиг.5В, транспортирующая система 302 системы 200 содержит тележку (каретку) 158. В данном примере тележка 158 обеспечивает перемещение блока 100 печатающих головок в направлении (обозначенном двойной стрелкой 160), параллельном оси 110 перемещения, и вращение модулей печатающих головок вокруг оси 110 перемещения (в направлении, обозначенном стрелкой 162).
Следует также отметить, что также быть использованы и другие схемы обеспечения относительного поступательного и вращательного движения объекта и блока печатающих головок, хотя они и не проиллюстрированы на чертежах. В соответствии с первой возможной схемой транспортирующая система 302 выполнена с возможностью перемещения блока 100 печатающих головок вдоль оси 110 перемещения и содержит держатель объекта для вращения объекта вокруг оси 110 перемещения. В соответствии со второй возможной схемой транспортирующая система 302 выполнена с возможностью перемещения объекта вдоль оси 110 перемещения и вращения блока печатающих головок вокруг оси 110 перемещения.
В некоторых вариантах осуществления изобретения обеспечена возможность перемещения как объекта 101, так и блоков 100 печатающих головок.
Все вышеописанные варианты относительного перемещения (неподвижные модули печатающих головок и движущийся объект, движущиеся модули печатающих головок и неподвижный объект, поступательное перемещение объекта и вращение блока печатающих головок, вращение объекта и поступательное перемещение блока печатающих головок, движущиеся модули печатающих головок и движущийся объект) входят в рамки настоящего изобретения в качестве равноценных вариантов. В целях упрощения описания изобретения в оставшейся части настоящего документа описан случай, в котором модули печатающих головок неподвижны, а объект 101 подвижен (обеспечено его поступательное перемещение и вращение). Однако упоминания перемещения объекта 101 следует понимать как относительное перемещение объекта 101 и блоков 100 модулей печатающих головок.
В обоих вышеописанных случаях отдельные модули печатающих головок и/или отдельные группы могут быть подвижны вдоль оси 110 перемещения одни относительно других. Это может быть использовано для ручной и/или автоматической калибровки до и/или после печати. Отдельные модули печатающих головок и/или отдельные группы могут также быть подвижны вокруг оси 110 перемещения или в направлении, перпендикулярном ей. Это также может быть использовано для ручной и/или автоматической калибровки до и/или после печати.
Фиг. 6А и 6В схематически иллюстрируют некоторые из возможных вариантов осуществления изобретения, в которых предусмотрена возможность управляемого смещения отдельных модулей печатающих головок.
На фиг. 6А представлены модули 102a-102d печатающих головок, принадлежащие к одной и той же группе и расположенные вокруг объекта 101. На фиг. 6В модули 102b и 102d печатающих головок отодвинуты от оси перемещения (или от объекта 101), как показывают стрелки, соответственно, 180 и 182. В соответствии с некоторыми вариантами осуществления настоящего изобретения по меньшей мере некоторые из модулей печатающих головок могут быть индивидуально смещены к объекту 101 или от него. Такое смещение каждого из модулей печатающих головок, в частности, может происходить вдоль соответствующей оси, перпендикулярной оси перемещения. Также может быть предусмотрена регулировка ориентации отдельных модулей печатающих головок.
Возможность смещения модулей печатающих головок позволяет поддерживать требуемое расстояние между модулями печатающих головок и объектом 101. Кроме того, смещение модулей печатающих головок позволяет перемещать выбранные модули печатающих головок между соответствующими рабочими положениями и нерабочими положениями. Это увеличивает гибкость блока печатающих головок, так как обеспечивает возможность придания ему различных конфигураций для печати на поверхностях разных диаметров и длин (например, для объектов меньшего диаметра число рабочих модулей печатающих головок в группе может быть уменьшено, что позволяет переместить рабочие печатающие головки на требуемое расстояние от внешней поверхности объекта). В одном из возможных вариантов смещение модулей печатающих головок возможно только до начала печати, т.е. после начала перемещения объекта модули печатающих головок сохраняют свое положение относительно оси перемещения неизменным. Преимущество данного варианта состоит в том, что он позволяет системе 200 сохранять требуемое расстояние между модулями печатающих головок и объектами разных диаметров и длин. В другом варианте осуществления возможно смещение модулей печатающих головок во время печати. Данный вариант обладает преимуществами в случае, когда поперечный размер и/или форма поперечного сечения объекта изменяется вдоль его длины, или в случае объектов некруглой формы (как показано в примере по фиг. 7А-7С).
На фиг. 7А-7С представлены примеры вариантов осуществления изобретения, в которых для обеспечения соответствия форме объекта 101 используют управляемое перемещение модулей печатающих головок до и во время поворота объекта 101.
На фиг. 7А в систему 100 вводят объект 101, поперечное сечение которого имеет эллиптическую форму. Модули 102a-102d печатающих головок принадлежат к одной и той же группе и исходно установлены для обеспечения соответствия круглому объекту. На фиг. 7В модули 102b и 102с печатающих головок смещены по направлению к оси перемещения (расположенной в центре эллиптического поперечного сечения объекта 101 и выходящей из плоскости листа) так, чтобы обеспечить сохранение требуемого расстояния между внешней поверхностью объекта и каждым из модулей печатающих головок. Объект 101 поворачивают. Во время поворота модули 102a-102d печатающих головок смещают относительно оси перемещения, причем их ориентация также может быть изменена. В определенный момент объект 102 повернут на 90 градусов (фиг. 6с). Модули 102а и 102d печатающих головок смещены по направлению коси перемещения, а модули 102b и 102с печатающих головок отодвинуты от оси перемещения. Таким образом поддерживают требуемое расстояние между модулями печатающих головок и поверхностью объекта. Кроме того, ориентация всех модулей печатающих головок изменена, чтобы сохранить требуемую ориентацию относительно областей объекта, расположенных в зоне действия модулей печатающих головок.
Следует отметить, что на предыдущих чертежах модули печатающих головок одной и той же группы показаны имеющими одинаковые координаты по оси 110 перемещения. Однако такое положение не обязательно. На фиг. 8А и 8В представлены примеры двух возможных вариантов расположения модулей печатающих головок, принадлежащих к группе. Фиг. 8А схематически иллюстрирует пример некоторых из возможных вариантов осуществления, в которых модули печатающих головок, принадлежащие к одной и той же группе, имеют одно и то же положение по оси 110 перемещения. Фиг. 8В схематически иллюстрирует пример некоторых из возможных вариантов осуществления, в которых модули печатающих головок, принадлежащие к одной и той же группе, расположены со смещением, т.е. имеют разные местоположения по оси 110 перемещения.
На фиг. 8А все модули печатающих головок, принадлежащие к одной и той же группе, расположены в одном и том же местоположении X вдоль оси 110 перемещения. Другими словами, проекции разных модулей печатающих головок, принадлежащих к одной и той же группе, на ось 110 перемещения попадают в одну и ту же область оси перемещения. На фиг. 8В каждый из модулей печатающих головок, принадлежащих к одной и той же группе, имеет собственное местоположение вдоль оси 110 перемещения. Центр модуля 102а печатающей головки имеет на оси 110 перемещения координату А. Центр модуля 102b печатающей головки имеет на оси 110 перемещения координату В. Центр модуля 102 с печатающей головки имеет на оси 110 перемещения координату С. Центр модуля 102d печатающей головки имеет на оси 110 перемещения координату D. Другими словами, проекции по меньшей мере двух модулей печатающих головок по меньшей мере одной группы на ось перемещения попадают в разные области оси 110 перемещения.
Фиг. 9А иллюстрирует пример некоторых вариантов осуществления, в которых в конце блока 100 печатающих модулей предусмотрена по меньшей мере одна станция отверждения/сушки, расположенная после последней группы модулей печатающих головок.
На фиг. 9А объект 101 перемещают справа налево, в направлении 201. В процессе такого перемещения области поверхности объекта последовательно поступают в зону действия модулей печатающих головок групп 102, 104, 106 и 108 (или модулей 102а, 104а, 106а и 108а печатающих головок, если конфигурация блока 100 печатающих головок соответствует фиг. 2А и 2В), причем на них осуществляют печать. Печать может быть осуществлена посредством непрерывной печати или пошаговой печати, как описано выше. В некоторых вариантах осуществления настоящего изобретения станция 202 отверждения/сушки расположена после последней группы 108 (или последнего модуля 108а печатающей головки). После приема чернил от модулей печатающих головок объект 101 перемещают в станцию отверждения/сушки, в которой производят фиксацию чернил на поверхности объекта. Операция отверждения/сушки может быть осуществлена в соответствии с любыми известными технологиями, например: выдержка отпечатанной поверхности в ультрафиолетовом (УФ) свете с использованием любых сочетаний газов или сторонних жидкостей для ускорения процесса отверждения/сушки или без него; воздействие на отпечатанную поверхность электронного пучка; нагрев поверхности под воздействием инфракрасного (ИК) излучения; сушка вентилированием. Данные технологии могут быть использованы для отверждения/сушки после осуществления печати.
Также могут быть использованы технологии грунтовки/предварительной обработки поверхности объекта перед печатью: обработка предназначенной для печати поверхности объекта пламенем и/или плазмой и/или коронным разрядом и/или оборудованием для очистки поверхности; и/или антистатическим оборудованием; оборудованием для подогрева или сушки поверхности; нанесение на поверхность грунтовки или покрытия; обработка отпечатанной или предназначенной для печати поверхности газом, например, азотом или инертным газом, для облегчения последующего отвердения. Для этого перед первой группой 102 печатающих головок (или первым модулем 102а печатающих головок) также может быть предусмотрена станция 204 грунтовки. В станции 204 грунтовки поверхность объекта 101 обрабатывают с целью повышения качества последующей печати на ней. Грунтовка может быть произведена в соответствии с любыми из вышеуказанных технологий грунтовки/предварительной обработки.
Следует отметить, что станция отверждения/сушки может содержать один модуль отверждения/сушки или группу модулей отверждения/сушки, расположенных вокруг оси 110 перемещения. Аналогичным образом, станция грунтовки может содержать один модуль грунтовки или группу модулей грунтовки, расположенных вокруг оси 110 перемещения.
Фиг. 9В схематически иллюстрирует пример некоторых вариантов осуществления, в которых между двумя соседними группами модулей печатающих головок расположена по меньшей мере одна станция отверждения/сушки и/или по меньшей мере одна станция грунтовки/предварительной обработки.
В некоторых вариантах осуществления изобретения может требоваться наличие станции отверждения или грунтовки после (вслед за) одной или некоторых из групп модулей печатающих головок (или после некоторых из модулей печатающих головок, расположенных в последовательных местоположениях вдоль оси перемещения). В примере, не накладывающем каких-либо ограничений, если последовательно расположенные группы или модули печатающих головок наносят на объект составы, возможное смешивание которых может привести к нежелательным результатам, между такими двумя последовательными группами или модулями печатающих головок необходимо предусмотреть станцию отверждения. В другом примере определенные модули печатающих головок или модули печатающих головок определенных групп могут быть выполнены с возможностью нанесения состава, перед нанесением которого на поверхность объекта необходим определенный вид грунтовки. В таком случае перед определенными модулями печатающих головок или определенными группами необходимо предусмотреть станцию грунтовки.
В не накладывающем каких-либо ограничений примере по фиг.9В между группами 102 и 104 (или между модулями 102а и 104а печатающих головок) расположена станция 206 отверждения/сушки и/или грунтовки/предварительной обработки, между группами 104 и 106 (или между модулями 104а и 106а печатающих головок) расположена станция 208 отверждения/сушки и/или грунтовки/предварительной обработки, а между группами 106 и 108 (или между модулями 106а и 108а печатающих головок) расположена станция 210 отверждения/сушки и/или грунтовки/предварительной обработки.
На фиг. 9С представлена схема, иллюстрирующая пример некоторых из вариантов осуществления изобретения, в которых несколько станций отверждения/сушки/грунтовки/предварительной обработки расположены одна за другой вдоль оси перемещения. В данном не накладывающем каких-либо ограничений примере станции 212, 214, 216, 218, 219 отверждения/сушки/грунтовки/предварительной обработки расположены под объектом 101, а группы модулей печатающих головок (или отдельные модули печатающих головок) расположены над объектом 101. Таким образом, операции печать и отверждения/сушки/грунтовки/предварительной обработки могут быть осуществлены одновременно. Станции 212, 214, 216, 218, 219 также могут представлять собой части единой протяженной станции, содержащей несколько печатающих элементов. Преимущество такого решения состоит в том, что оно обеспечивает возможность отверждения/сушки/грунтовки/предварительной обработки каждого наносимого при печати слоя в каждом цикле.
На фиг. 9D представлена схема, иллюстрирующая пример некоторых из вариантов осуществления изобретения, в которых по меньшей мере один из модулей отверждения/сушки/грунтовки/предварительной обработки входит в группу модулей печатающих головок. В данном не накладывающем каких-либо ограничений примере группа 170 содержит модули 170а и 170 с печатающих головок и модули 170b и 170d отверждения/сушки/грунтовки/предварительной обработки. Это обеспечивает возможность осуществления отверждения/сушки и/или грунтовки/предварительной обработки до печати отдельными модулями печатающих головок операций, между такими операциями или после них.
В оптимальном варианте некоторых их вариантов осуществления, представленных на фиг. 9A-9D, в модулях 35 печатающих головок могут быть использованы самозакрепляющиеся чернила. Такие самозакрепляющиеся чернила обычно реализованы с возможностью моментальной фиксации после вывода из печатающих элементов печатающей головки при достижении поверхности объекта. Соответственно, в таких возможных вариантах осуществления с применением самозакрепляющихся чернил может быть предусмотрена одна зона отверждения в конце процесса печати. Кроме того, в таких возможных вариантах осуществления, в которых предусмотрена одна зона отверждения в конце процесса печати, блоки печатающих головок могут иметь меньшую длину и более высокую точность.
На фиг. 10А-10С представлены схемы, иллюстрирующие некоторые из возможных вариантов осуществления, в которых модули печатающих головок первой и второй групп (или первый и второй модули печатающих головок) наносят на одно и то же место на поверхности объекта, соответственно, первый и второй составы с целью печати в данном местоположении третьим составом, образованным из комбинации первого и второго состава.
На фиг. 10A объект 101 перемещают вдоль оси перемещения в направлении 220 так, что определенная область поверхности объекта входит в зону действия модуля печатающих головок первой группы 102 (или первого модуля 102а печатающих головок, если конфигурация блока печатающих головок соответствует варианту по фиг. 2А или 2В). Модуль печатающих головок наносит на область поверхности объекта первый состав 222 в соответствии с командой модуля 300 управления. На фиг.10В транспортирующая система 302 перемещает объект в направлении 220 так, что данная область поверхности объекта входит в зону действия модуля печатающих головок второй группы 104 (или второго модуля 104а печатающих головок). В этот момент модуль управления дает печатающей головке второй группы команду на нанесение второго состава 224 на участок, на который был нанесен первый состав. На фиг. 9С первый и второй составы комбинируются и совместно образуют третий состав 226. Комбинирование первого и второго составов может представлять собой смешивание или химическую реакцию. Смешивание может представлять собой смешивание чернил двух разных цветов для образования требуемых чернил третьего цвета.
Такая конфигурация обладает преимуществами в случае, когда система печати не может осуществлять печать третьим составом 226. В одном из примеров, не накладывающем каких-либо ограничений, если третий состав представляет собой твердое вещество, такой третий состав не может быть нанесен посредством струйной печати. Первый и второй жидкий составы должны быть скомбинированы в процессе печати в соответствии с технологиями по фиг. 10А-10С в случае их доставки на целевой участок в жидком виде модулями печатающих головок. На целевом участке происходит комбинирование жидких составов с образованием твердого состава.
Пример твердого состава является крайним случаем. На практике даже требуемый жидкий состав, вязкость которого превышает определенное пороговое значение, не может быть нанесен некоторыми модулями печатающих головок (например, большинство модулей струйных печатающих головок могут наносить жидкости с вязкостью от 10 до 15 сантипуазов). Однако если составы-компоненты требуемого состава имеют вязкость, не превышающую рабочего порогового значения модулей печатающих головок, то может быть предусмотрено нанесение таких составов-компонентов на целевой участок последовательно расположенными модулями печатающих головок с их смешиванием и образованием более вязкого требуемого состава.
Комбинирование составов, представленное на фиг. 10А-10С, может быть осуществлено в едином модуле 102а печатающих головок, содержащем по меньшей мере два печатающих элемента 226 и 228, как показано на фиг. 11А-11С. В данном не накладывающем каких-либо ограничений примере первый печатающий элемент 226 наносит на определенную область поверхности объекта 101 первый состав 222, а второй печатающий элемент 228 наносит на ту же область поверхности объекта 101 второй состав 224.
Фиг. 12А-12С схематически иллюстрируют некоторые из возможных вариантов осуществления изобретения, в которых предусмотрено нанесение в одном и том же местоположении на поверхности объекта первого и второго составов, соответственно, первым и вторым печатающими модулями одной и той же группы для осуществления печати в данном местоположении третьим составом, образованным в результате комбинации первого и второго составов.
На фиг. 12А первый модуль 102а печатающих головок наносит первый состав 222 на определенную область поверхности объекта в соответствии с командой модуля 300 управления во время вращения объекта в направлении 230 вокруг оси перемещения. На фиг. 12В объект повернут в направлении 230, и область, на которую был нанесен первый состав 222, помещена в зону действия второго модуля 102b печатающих головок, принадлежащего к той же группе, что и первый модуль 102а печатающих головок. В этот момент модуль управления передает второму модулю 102b печатающих головок команду на нанесение на область, где был нанесен первый состав 222, второго состава 224. На фиг. 12С представлено комбинирование первого и второго составов (например, посредством химической реакции или смешивания), в результате которого происходит образование третьего состава 226. Как и в вышеописанных случаях, такое решение может быть выгодно использовано в случаях, когда система печати не способна осуществить печать третьим составом 226.
Следует отметить, что хотя в примерах, представленных на фиг. 10А-10С, 11А-11С и 12А-12С, требуемый состав образуют из двух составов-компонентов, технологии по фиг. 10А-10С, 11А-11С и 12А-12С также могут быть использованы для получения требуемого состава из трех и более составов-компонентов.
На фиг. 13А и 13В представлены схемы, иллюстрирующие пример возможных вариантов осуществления изобретения, в которых модули печатающих головок, принадлежащие к разным группам, расположены в одном и том же местоположении вокруг оси перемещения и собраны в полосы/столбцы. На фиг. 13А блок печатающих головок представлен в аксонометрии. На фиг. 13В блок печатающих головок представлен в виде сбоку.
Как было описано выше, модули 102а, 102b и 102с печатающих головок принадлежат к первой группе, модули 104а, 104b и 104с печатающих головок принадлежат ко второй группе, а модули 106а, 106b и 106с печатающих головок принадлежат к третьей группе. В примере по фиг. 13А и 13В модули 102а, 104а и 106а печатающих головок имеют первую угловую координату в направлении вращения вокруг оси перемещения. Аналогичным образом, модули 102b, 104b и 106b печатающих головок имеют вторую угловую координату в направлении вращения вокруг оси перемещения. Кроме того, модули 102с, 104с и 106с печатающих головок имеют третью угловую координату в направлении вращения вокруг оси перемещения. Модули 102а, 104а и 106а печатающих головок образуют столбец (колонку), по существу, параллельный оси перемещения (так же как и модули 102b, 104b и 106b печатающих головок и модули 102с, 104с и 106с печатающих головок).
Печатающие головки в каждом столбце соединены друг с другом и образуют полосы. Положение модулей печатающих головок во время печати имеет принципиальное значение для успешной печати. Для осуществления высокоточной печати с высоким разрешением модули печатающих головок должны быть выровнены друг относительно друга вдоль оси перемещения. Таким образом, выравнивание модулей печатающих головок друг относительно друга представляет собой важную часть процесса печати. Организация печатающих модулей в полосы/столбцы обладает тем преимуществом, что требует лишь регулировки положения полос/столбцов вдоль оси перемещения, а не индивидуальной регулировки положения каждой из печатающих головок перед началом печати. Регулировка положения каждой из полос/столбцов обеспечивает регулировку нескольких модулей печатающих головок, которые составляют данную полосу/столбец. Таким образом, после выбора положения первой полосы/столбца необходимо лишь выравнивание всех остальных полос/столбцов по первой полосе/столбцу. Это обеспечивает возможность точной и быстрой регулировки положения печатающих головок перед началом печати.
Хотя представленные на фиг. 13А и 13В последовательно расположенные модули печатающих головок установлены вплотную одна к другой, такое расположение не является обязательным. На практике полоса/столбец может содержать по меньшей мере два последовательно расположенных модуля печатающих головок, ограничивающих расположенное между ними пустое пространство.
На фиг. 14 представлена блок-схема, иллюстрирующая один из вариантов осуществления системы 200, в котором модуль 300 управления осуществляет управление транспортером и блоком печатающих головок в соответствии со входными данными одного или более типов.
В данном не накладывающем каких-либо ограничений примере система 200 содержит модуль 300 управления, транспортирующую систему 302 и блок 100 печатающих головок, описанные выше. Блок 100 печатающих головок может содержать или не содержать одну или более модулей или станций 204 грунтовки и/или модулей или станций 202 отверждения, как описано выше. Кроме того, система 200 содержит модуль 306 загрузки/выгрузки, выполненный с возможностью загрузки объекта (объектов) в транспортирующую систему 302 и выгрузки объекта (объектов) из транспортирующей системы 302 по окончании печати (а также возможных операций отверждения/сушки и/или грунтовки/предварительной обработки). Модуль 300 управления обеспечивает управление работой транспортирующей системы 302, блока 100 печатающих головок и модуля 306 загрузки/выгрузки (при наличии такового) для формирования требуемой последовательности операций, осуществляемых этими элементами, (схемы печати) с целью образования печатного изображения на объекте 101.
Последовательность операций в частности может быть передана в модуль 300 управления из внешнего источника в виде входных данных 308. Внешний источник может представлять собой компьютер, рассчитывающий адекватную последовательность операций с учетом свойств (например, цвета, размера и т.д.) изображения, предназначенного для печати на объекте. Модуль 300 управления также может содержать процессор 302а, выполненный с возможностью обработки изображения и определения требуемой последовательности операций. В таком случае входные данные 308 представляют собой данные, характеризующие изображение, предназначенное для печати, а процессор 302а определяет последовательность операций.
Система 200 также может содержать датчик 310 расстояния и датчик 312 выравнивания. Датчик 310 расстояния выполнен с возможностью определения расстояния между по меньшей мере одним модулем печатающих головок и поверхностью объекта. Датчик 312 выравнивания выполнен с возможностью определения правильности выравнивания модулей печатающих головок (или полос/столбцов таких модулей при наличии таковых) вдоль оси перемещения и/или вокруг оси перемещения.
Модуль 300 управления принимает данные от датчика 310 расстояния и датчика 312 выравнивания для определения правильности положения модулей печатающих головок и принимает решение о наличии или отсутствии необходимости их смещения. В соответствии с одним из вариантов осуществления модуль 300 управления передает модулям печатающих головок команду на перемещение в назначенные им положения (в направлении, перпендикулярном оси перемещения в соответствии с данными, полученными от датчика 310 расстояния, и/или вдоль и/или вокруг оси перемещения в соответствии с данными, полученными от датчика 312 выравнивания) до начала печати. В соответствии с другим вариантом осуществления модуль 300 управления передает модулям печатающих головок команду на перемещение в назначенные им положения во время печати (например, если форма поперечного сечения объекта изменяется вдоль длины объекта, или если объект имеет поперечное сечение некруглой формы, как описано выше).
Датчик 310 расстояния и датчик 312 выравнивания могут работать путем испускания в направлении цели излучения (например, электромагнитного, оптического или акустического) и приема излучения, отраженного или рассеянного целью. Свойства принятого излучения (например, время, истекшее с момента его испускания, фаза, интенсивность и т.д.) анализируются для определения расстояния между датчиком и мишенью.
В соответствии с первым вариантом осуществления на по меньшей мере одном из модулей печатающих головок установлен элемент датчика расстояния, выполненный с возможностью испускания излучения и приема излучения от объекта. В соответствии со вторым вариантом осуществления датчик расстояния представляет собой внешний элемент, определяющий положение модуля печатающих головок и положение поверхности объекта и вычисляющий расстояние между ними.
Аналогичным образом, в соответствии с одним из вариантов осуществления датчик 312 выравнивания установлен на модуле печатающих головок и выполнен с возможностью испускания излучения и приема излучения от другого модуля печатающих головок. В соответствии с другим вариантом осуществления датчик 312 выравнивания содержит внешний элемент, выполненный с возможностью определения положения двух модулей печатающих головок (или полос/столбцов таких модулей) и вычисления расстояния между ними.
В некоторых из вариантов осуществления настоящего изобретения датчик расстояния и датчик выравнивания могут отсутствовать, и перед началом печати необходимо осуществление процесса калибровки. В процессе калибровки перед началом печати модули печатающих головок блока 100 перемещают в соответствующие положения и производят пробную печать. Изображение, отпечатанное в процессе пробной печати, анализируют либо силами пользователя, либо при помощи компьютера (например, внешнего компьютера или самого модуля управления), после чего производят соответствующую ручную или автоматическую корректировку положения модулей печатающих головок. По окончании такой калибровки может быть произведена печать на одном или более объектах.
На фиг. 15-21 представлена система 17 печати по некоторым из возможных вариантов осуществления изобретения. Как правило, система 17 печати по фиг. 15-21 выполнена с возможностью обработки непрерывно подаваемых объектов 101 (также называемых потоком объектов), на которых осуществляют печать, причем между соседними объектами 101 поддерживают минимальный интервал (например, размером от приблизительно 2 мм до 100 мм).
На фиг. 15 представлен не накладывающий каких-либо ограничений пример осуществления системы 17 печати, содержащей замкнутую петлевую трассу 10 и блок 100 печатающих головок, установленный в зоне 12z печати на подъемной системе 27. Другие части системы печати (например, модуль грунтовки, модуль отверждения и т.д.) не представлены для упрощения иллюстрации. Трасса 10 в общем случае представляет собой кольцевую трассу; в данном не накладывающем каких-либо ограничений примере она имеет, по существу, эллиптическую форму. Трасса 10 может быть осуществлена с использованием эллиптической кольцевой платформы 10р, содержащей одну или более дорожек 10r, на каждой из которых установлено несколько скользящих площадок 22, выполненных с возможностью скольжения по дорожкам. По меньшей мере две скользящие площадки 22, установленные на разных дорожек 10r, выровнены в радиальном направлении относительно трассы 10, причем на них установлена съемная платформа 37 с образованием тележки Ci, выполненной с возможностью установки на ней нескольких предназначенных для печати объектов 101 и их перемещения в направлении зоны 12z печати. В данном не накладывающем каких-либо ограничений примере трасса 10 содержит две дорожки Юг, а скользящие площадки 22, установленные на дорожках 22 с возможностью скольжения, разбиты на пары, причем две скользящие площадки каждой пары установлены с возможностью скольжения по разным дорожкам 22 так, что путем прикрепления съемной платформы 37 к каждой из указанных пар скользящих площадок 22 получают несколько скользящих тележек С1, С2, С3,…
Эллиптическая трасса 10 может быть осуществлена с использованием прямолинейных рельсов, соединенных с криволинейными рельсами, для обеспечения требуемого непрерывного бесперебойного движения по эллиптическому контуру. Соответственно, скользящие площадки 22 могут быть выполнены с возможностью плавного прохождения искривленных участков трассы 10. Зоны 12z печати трассы 10 предпочтительно размещены на, по существу, прямолинейных участках эллиптической трассы 10 для образования зон печати, обеспечивающих возможность высокой точности печати, достижение которой на искривленных участках трассы 10 затруднительно. В некоторых вариантах осуществления изобретения дорожки криволинейной формы содержат направляющие с достаточными допусками встроенной системы подшипников для обеспечения возможности поворота, требуемого нелинейным/искривленным участком дорожки. Такие допуски, как правило, превышают суммарную допустимую погрешность для линейной зоны 12z печати. В линейной зоне 12z печати допустимая погрешность составляет порядка нескольких микрон в связи с высокими требованиями печати изображений высокого качества с разрешением, большим 1000 dpi (точек на дюйм). При таком разрешении расстояние между соседними линиями точек составляет 25 микрон, вследствие чего для прохождения скользящими площадками зоны печати без превышения суммарной погрешностью печати по осям X, Y, Z требуемой предельной погрешности положения точки в приблизительно ±5 микрон необходимо обеспечить точность печати точки порядка ±5 микрон.
Блок 100 печатающих головок содержит матрицу 35 печатающих головок, съемным образом прикрепленную к матричной панели 30 и выровненную на ней относительно дорожек 10r трассы 10. Матричная панель 30 прикреплена к подъемной системе 27, выполненной с возможностью регулировки высоты печатающих элементов модулей 35 печатающих головок в соответствии с размерами объектов 101, установленных на тележках С1, С2, С3,…
На фиг. 16А и 16В представлена матрица модулей 35 печатающих головок блока 100 печатающих головок, которая может содержать несколько подматриц R1, R2, R3, … модулей 35 печатающих головок, причем каждая из указанных подматриц R1, R2, R3, … выполнена с возможностью определения соответствующей траектории T1, Т2, Т3,… печати в зоне 12z печати. Как показано на фиг. 16А и 16В, траектории Т1, Т2, Т3,… печати определены вдоль оси 38 печати, т.е. направлены, по существу, вдоль дорожек 10r трассы 10. Таким образом, объекты 101, перемещаемые вдоль траектории Tj (j=1, 2, 3,…) печати проходят под печатающими элементами 130 печатающих головок соответствующей подматрицы Rj.
Каждую из тележек Ci, загруженную на трассу 10 в зоне 306I загрузки несколькими объектами 101, проводят через различные отделы системы 17 печати (например, грунтовку 204, печать 12z, отверждение 202 и проверку 16), а затем удаляют с трассы 10 в зоне 306u выгрузки, тем самым формируя непрерывный поток объектов 101, вводимых на трассу и удаляемых с нее после осуществления печати на них, без внесения нарушений в движение различных тележек Ci. Таким образом, замкнутая петлевая трасса 10 обеспечивает возможность непрерывной подачи тележек С1, С2, С3, …, нагруженных объектами 101, в зону 12z печати, причем независимое управление положением и скоростью каждой из тележек Ci (i=1, 2, 3,…) обеспечивает возможность поддержания минимального интервала (например, длиной около 1 см) между соседними тележками Ci в зоне 12z печати.
В не накладывающем каких-либо ограничений примере блок 100 печатающих головок содержит десять подматриц Rj (j=1, 2, 3, …, 10) модулей 35 печатающих головок, причем каждая из подматриц Rj содержит две столбца Rja и Rjb (j=1, 2, 3, …, 10) модулей 35 печатающих головок. Модули 35 печатающих головок в столбцах Rja и Rjb каждой из подматриц Rj могут быть наклонены относительно матричной панели 30 так, что печатающие элементы 130 модулей печатающих головок столбца Rja расположены вблизи печатающих элементов 130 модулей печатающих головок другого столбца Rjb подматрицы. В не накладывающем каких-либо ограничений примере угол α между двумя соседними модулями Rja и Rjb печатающих головок в подматрице Rj в общем случае может составлять от приблизительно 0° до приблизительно 180° в зависимости от числа используемых модулей печатающих головок. Подъемная система 27 выполнена с возможностью регулировки высоты модулей 35 печатающих головок в соответствии с геометрическими размерами объектов 101, например, их диаметром. Например, в некоторых из возможных вариантов осуществления изобретения блок 100 печатающих головок выполнен таким образом, что в случае цилиндрических объектов диаметром около 50 мм печатающие головки 35, по существу, перпендикулярны касательной, проведенной в точке поверхности объекта, расположенной под печатающими элементами 130 указанных печатающих головок 35. В случае цилиндрических объектов диаметром порядка 25 мм угол между печатающими головками по-прежнему составляет порядка 73 градусов без сохранения тангенциального направления, что приводит возникновению небольшого зазора между печатающими элементами 130 печатающих головок 35 и поверхностью объектов, расположенных под ними. Образование такого зазора может быть компенсировано точным планированием времени вывода чернил через каждый из печатающих элементов 130 в соответствии с линейной и/или угловой скоростью объекта и размером зазора, образованного между печатающими элементами 130 и поверхностью объектов 101.
Распределение печатающих головок по углам обладает тем преимуществом, что оно позволяет сократить траекторию печати (например, приблизительно на 50%) путем увеличения числа сопл на единицу площади и, следовательно, уменьшить длину зоны 12z печати (устанавливаемую с высокой точностью), тем самым обеспечивая возможность значительного уменьшения суммарной длины трассы.
На фиг. 17 представлена тележка Q по некоторым из возможных вариантов осуществления изобретения. В данном не накладывающем каких-либо ограничений примере тележка Ci содержит блок вращающихся сердечников 33, разнесенных по длине тележки Ci. Точнее, вращающиеся сердечники 33 образуют два параллельных ряда r1 и r2 вращающихся сердечников 33, причем каждые два соседних вращающихся сердечника 33а и 33b, принадлежащие к разным рядам, механически соединены с общим шкивом 33р, установленным с возможностью вращения на несущем элементе 37s, вертикально прикрепленном к съемной платформе 37 по всей ее длине. Сердечники 33а и 33b каждой пары соседних сердечников 33, принадлежащих к разным рядам r и r2, механически соединены с единым вращающимся валом, вращаемым ремнем 33q.
В некоторых вариантах осуществления изобретения один и тот же ремень 33q используют для одновременного вращения всех шкивов 33р блока вращающихся сердечников с обеспечением возможности одновременного управляемого вращения всех сердечников 33 с одной и той же скоростью или их приведения в одно и то же положение с одним и тем же направлением при каждом входе тележки Ci в зону грунтовки, печати и/или отверждения системы 17 печати. Размер зазора между парой соседних сердечников 33а и 33b, принадлежащим к разным рядам r1 и r2, может быть установлен равным требуемому минимальному значению, например, порядка 30 мм. Поддержание небольшого (например, размером порядка 1 см) интервала между тележками, расположенными одна после другой на трассе 10, и соответствующая установка зазора между парами сердечников 33а и 33b, принадлежащих к разным рядам r1 и r2 (например, порядка 30 мм) может позволить получить значительное повышение эффективности, в результате чего может быть получена эффективность более 85%.
Для управления множеством сердечников 33 каждой из тележек Ci и получения высокой пропускной способности печати в некоторых вариантах осуществления изобретения вращение сердечников осуществляют с допуском погрешности по скорости менее 0,5% с использованием единого приводного модуля (не представлен). Соответственно, каждая из тележек Ci может быть оборудована единым приводом вращения и двигателем (не представлен), причем вал двигателя приводит во вращение все сердечники 33 при помощи одного и того же ремня 33q. В некоторых вариантах осуществления для контроля скорости вращения сердечников 33 используют единый датчик вращения (не представлен), выполненный с возможностью контроля вращения шкивов 33р. В данном не накладывающем каких-либо ограничений примере каждый из рядов r1 и r2 сердечников 33 содержит десять шкивов 33р, причем каждый из шкивов выполнен с возможностью вращения двух смежных сердечников 33а и 33b, принадлежащих к разным рядам r1 и r2, так, что ремень 33q одновременно вращает все десять шкивов, что обеспечивает одновременное вращение всех двадцати сердечников 33 тележки С с одинаковой скоростью и в одном и том же направлении.
Фиг. 18 иллюстрирует сопряжение тележки Ci с трассой 10 в соответствии с некоторыми из возможных вариантов осуществления изобретения. В данном не накладывающем каких-либо ограничений примере каждая скользящая площадка 22 содержит четыре горизонтальных ролика 22w, причем две пары роликов 22w установлены по обе стороны скользящей площадки 22, и каждую пару роликов 22w вводят в боковые пазы 22с, предусмотренные на боковых сторонах дорожек 10r. Трасса 10 может дополнительно содержать несколько магнитных элементов 10m, установленных по ее длине и образующих магнитную трассу (вторичный элемент двигателя) для линейных двигателей, установленных на тележках Ci. Модуль 29 обмотки линейного двигателя (силовой/первичный элемент двигателя), установленный на нижней стороне каждой из съемных платформ 37 и получающий электропитание от источника питания тележки (например, батарей, системы индуктивной зарядки и/или гибкого кабеля), используют для приведения тележки в движение по трассе. Устройство 23r кодирования положения, прикрепленное к нижней стороне тележки Ci передает модулю контроллера тележки сигнал положения тележки в режиме реального времени. Таким образом, каждая из тележек Ci содержит по меньшей мере одну обмотку линейного двигателя и по меньшей мере одно устройство кодирования (кодер), что позволяет модулю 300 управления корректировать положение тележки Ci. Таким образом, приведение тележек Ci в движение при помощи линейного двигателя может быть осуществлено с высокоточным определением положения тележек на прямолинейных и криволинейных участках трассы 10.
В не накладывающем каких-либо ограничений примере магнитная дорожка 10m, используемая для линейных двигателей, может состоять из прямолинейных участков на прямолинейных участках трассы 10 и содержать небольшие угловые разрывы на криволинейных участках трассы 10. В некоторых вариантах осуществления изобретения такие небольшие угловые разрывы могут быть поддержаны встроенным программным алгоритмом, предусмотренным в модуле управления двигателем, для сохранения точности перемещения тележки. Трасса может также содержать канал 23 кодера, причем на боковой стенке канала 23 кодера предусмотрена считываемая шкала 23t кодера. Шкала 23t кодера предпочтительно предусмотрена по всей окружности эллиптической трассы 20, причем к нижней стороне каждой из тележек Ci прикреплен модуль 23r кодера, вводимый в канал 23 кодера и обеспечивающий контроль за перемещением тележки по трассе 10 в режиме реального времени.
Высокое разрешение кодера обеспечивает возможность определения положения с точностью порядка 1 микрона. В не накладывающем каких-либо ограничений примере повышенная точность может быть использована для установки положения каретки с точностью порядка 5 микрон при времени определения положения в зоне 12z печати менее 50 мс и точностью установления скорости менее 0,5%.
Фиг. 19 схематически иллюстрирует одновременную печать блоком 100 печатающих головок на поверхностях нескольких объектов 101, установленных на трех разных тележках C1, С2 и С3. Для обеспечения высокого разрешения печати необходимо обеспечить чрезвычайно высокую точность перемещение тележек Ci в зоне 12z печати. Для этого в соответствии с некоторыми из вариантов осуществления изобретения вдоль зоны 12z печати установлен высокоточный (с точностью около 25 микрон на метр) прямолинейный стержень 44, а каждая из тележек Ci оборудована по меньшей мере двумя открытыми несущими направляющими 28, входящими во взаимодействие с прямолинейным стержнем 44 при входе в зону 12z печати. Для облегчения ввода прямолинейного стержня 44 в несущие направляющие 28 в некоторых вариантах осуществления изобретения прямолинейный стержень 44 оборудован коническими концевыми участками 44t, обеспечивающими плавный ввод линейного стержня 44 в отверстия 28b (представлены на фиг. 18) несущих направляющих 44. Использование индивидуального управления тележкой (при помощи привода и устройства кодирования, предусмотренных на каждой тележке) обеспечивает возможность точного определения положения конического входного участка 44t, что обеспечивает возможность медленного и плавного ввода стержня 44 в несущую направляющую 28, исключающего возможность повреждения направляющих 28 и стержня 44. Зацепление тележки за прямолинейный стержень 44 предусмотрено специальным встроенным программным обеспечением контроллера каретки и/или модуля управления двигателем.
На фиг. 20 более подробно представлен комплекс сердечников, предусмотренный в тележках Ci. В некоторых вариантах осуществления сердечники 33 выполнены с возможностью регулировки диаметра сердечника для обеспечения надежного закрепления объектов 101 разных диаметров и длин (т.е. для обеспечения возможности использования сердечников одного и того же типа без необходимости замены сердечников, как в известных решениях в данной области). Для этого каждый из сердечников 33 может быть собран из нескольких продолговатых поверхностей 41а, причем продолговатые поверхности 41а каждого из сердечников 33 соединены с рычажным механизмом 41v, выполненным с возможностью радиального перемещения продолговатых поверхностей 41а относительно оси вращения сердечника 33. Рычажный механизм 41v может использовать натяжную пружину 41s, выполненную с возможностью облегчения управляемой регулировки длины центрального вала 41r сердечника 33, причем удлинение или сокращение центрального вала 41r вызывает соответствующее радиальное смещение продолговатых поверхностей 41а сердечника 33 внутрь (т.е. с уменьшением диаметра сердечника) или наружу (т.е. с увеличением диаметра сердечника). В не накладывающем каких-либо ограничений примере внешний диаметр сердечника, составляющий 25 мм, может быть отрегулирован для соответствия объекту 101, внутренний диаметр которого составляет 50 мм. Регулировка такого типа необходима в случае ввода в систему печати разных партий объектов 101 (например, с производственной линии), причем длительность настройки, необходимой для смены сердечников, влияет на эффективность производства. Соответственно, эффективность производства может быть значительно повышена благодаря использованию регулируемой конструкции сердечника по настоящему изобретению, поскольку модуль управления осуществляет цифровое управление размерами всех сердечников, обеспечивая их соответствие объектам разных размеров.
В некоторых вариантах осуществления изобретения также может быть обеспечена возможность контролируемой регулировки длины сердечников 33 в соответствии с геометрическими размерами объектов 101. В не накладывающем каких-либо ограничений примере каждый из сердечников может быть выполнен с возможностью увеличения путем приложения к нему предварительно созданного давления, которое прекращают по достижении сердечником 33 требуемой длины, т.е. когда длина центрального вала 41r достигает длины внутреннего пространства объекта 101. Сокращение механизма удлинения сердечника для загрузки/выгрузки объекта может быть осуществлено путем приложения давления, превышающего предварительно созданное давление. Соответственно, каждая из тележек может быть выполнена с возможностью управляемого увеличения/сокращения 20 сердечников 33 с использованием единого модуля, приводимого в действие давлением. Однако регулировка длины сердечника может не быть необходимой, так как цифровая печать, как правило, не требует полного контакта с поверхностью объекта 101, на котором производят печать. Соответственно, в большинстве случаев механическая поддержка сердечниками 33 на части длины объектов 101 должна быть достаточной.
На фиг. 21А-21С представлены возможные схемы управления, которые могут быть использованы в системе 17 печати. Одна из задач модуля 300 управления состоит в синхронизации сигналов выброса чернил печатающими головками от каждого из сердечников, расположенных под блоком 100 печатающих головок, (пример которой представлен на фиг. 21В) или в регулировке скорости тележки для обеспечения ее соответствия точному управлению, осуществляемому контроллером/модулем управления двигателем каждой тележки Ci, для настройки виртуального сигнала для всех перемещений и/или поворотов модулей печатающих головок и тележек (как показано на фиг. 21С). В связи с этим модуль 300 управления выполнен с возможностью синхронизации данных выброса чернил, передаваемых печатающим головкам в соответствии с положением каждой из тележек Ci, находящихся в зоне 12z печати, с одновременным перемещением нескольких тележек Ci в пределах зоны печати и вращением их сердечников 33 под блоками печатающих головок. На фиг. 21А представлена общая схема управления, которая может быть использована в системе 17 печати, в которой модуль 300 управления выполнен с возможностью обмена данными с каждой из тележек Ci для получения данных о положении каретки и угловом положении сердечников (их ориентации, с использованием датчика вращения) и формирования данных 56d выброса чернил, передаваемых блоку 100 печатающих головок для приведения в действие каждой из печатающих головок 35, под соплами которых расположены объекты 101.
На фиг. 21А показаны возможные подходы к организации обмена данными между модулем 300 управления и тележками Ci. Один из возможных подходов состоит в установлении последовательного соединения между несколькими тележками Ci, перемещаемыми по трассе 10, например, при помощи гибкого кабеля (не представлен) путем электрического (и пневматического) соединения каждой пары последовательно расположенных тележек Ci с трассой 10. В таком случае данные электропитания, положения и другие данные движения и управления тележки/сердечника последовательно передают через последовательное соединение тележек Ci. Обмен данными через такое последовательное соединение может быть осуществлен, например, с использованием любого соответствующего протокола последовательной передачи данных (например, Ethercat, Etheret и т.п.). В возможных вариантах осуществления электрическое соединение между тележкой Ci и модулем 300 управления может быть установлено с использованием электрического контактного кольца и/или беспроводной связи (например, Bluetooth, инфракрасного или радиочастотного соединения и т.п. для осуществления обмена данными и/или беспроводной подачи питания, например, с использованием индуктивной зарядки).
В альтернативном варианте может быть установлено прямое соединение, также называемое звездообразным соединением (проиллюстрировано пунктирными линиями со стрелками) между модулем 300 управления и источником питания (не представлен) с одной стороны и тележками Ci, находящимися на трассе 10, с другой стороны. Такое прямое соединение с тележками Ci, может быть установлено с использованием электрического контактного кольца и/или беспроводной связи (например, Bluetooth, инфракрасного или радиочастотного соединения и т.п. для осуществления обмена данными и/или беспроводной подачи питания, например, с использованием индуктивной зарядки).
Модуль 56s коммутации может быть использован в модуле 300 управления для осуществления коммутации сигналов печати (сигналов состояния, сигналов датчиков и других сигналов) каждой из тележек Ci для соответствующих модулей 35 печатающих головок, расположенных над такими тележками Ci, пересекающими зону 12z печати. Модуль 56s коммутации может быть выполнен с возможностью приема всех сигналов печати от всех тележек Ci и направления каждого из принятых сигналов печати в соответствии с положением тележек Ci относительно соответствующих печатающих головок 35.
На фиг. 21А также представлен возможный вариант осуществления изобретения, в котором модуль 300 управления установлен на одной из тележек Ci в не накладывающем каких-либо ограничений примере - на первой тележке Ci. Каждая из тележек Ci также может содержать контроллер (не представлен), выполненный с возможностью управления скоростью тележки на трассе 10, вращением сердечников 33, обменом данными с модулем 300 управления, а также выполнения других задач и функций тележки, требуемых по мере прохождения ею различных станций (например, грунтовки, отверждения, проверки, загрузки и т.д.) на трассе 10. Кроме того, на фиг. 21А представлен пример схемы управления, которая может быть использована в каждой из тележек Ci для управления скоростью тележки. В данной схеме управления модуль 51 управления двигателем используют для управления электродвигателем 52 в соответствии с данными управления скоростью, получаемыми от модуля 300 управления, причем устройство 53 кодирования, соединенное с двигателем и/или со связанным с ним вращающимся элементом, используют для получения данных о текущей скорости и положении тележки Ci и передачи их модулю управления двигателем, тем самым получая систему местного управления с замкнутой обратной связью.
Модуль 300 управления может быть выполнен с возможностью индивидуального управления тележками Ci, как правило, требующего обеспечения возможности контроля и регулировки движения тележки и скорости вращения сердечника, а также, возможно, их полной остановки на различных стадиях процесса печати, осуществляемых на эллиптической трассе 10 (например, таких как обработка плазмой или УФ-излучением, проверка, печать, загрузка/выгрузка). В не накладывающем каких-либо ограничений примере модуль 300 управления может быть выполнен с возможностью осуществления загрузки/выгрузки нескольких объектов 101 на сердечники 33 одной из тележек с одновременным перемещением другой тележки на высокой скорости через зону 12z печати с осуществлением печати требуемых изображений на внешних поверхностях нескольких объектов 101, установленных на данной тележке, и одновременным же перемещением и медленным вращением сердечников еще одной тележки с осуществлением процесса ультрафиолетовой сушки. Кроме того, модуль 300 управления выполнен с возможностью обеспечения высокой точности перемещений тележек и вращения сердечников для тележек Ci, проходящих через зону 12z печати, например, с поддержанием точности перемещения около 5 микрон при печати с высоким разрешением около 1200 dpi.
В некоторых из возможных вариантов осуществления изобретения каждая из тележек оборудована двумя модулями 51 управления двигателем, двумя двигателями 52 (т.е. двигателем линейного движения тележки и двигателем вращения сердечника) и одним или несколькими устройствами 53 кодирования положения высокого разрешения (т.е. линейным кодером и вращательным кодером), выполненными с возможностью работы в режиме независимой системы движения в реальном времени. Каждый из модулей управления двигателем выполнен с возможностью осуществления линейного и вращательного движения, причем линейное движение каретки и совместное вращение сердечников тележки (или, в других вариантах, индивидуальное вращение сердечников) соответствует общей схеме управления, оптимизированной для достижения высокой точности в режиме реального времени. Соответственно, каждая из тележек может обеспечить как линейное, так и вращательное движение объектов.
На фиг. 21В и 21С представлены блок-схемы, схематически иллюстрирующие возможные схемы управления, которые могут быть использованы для обеспечения синхронизации между тележками Ci и модулями 35 печатающих головок блока 100 печатающих головок. Фиг. 21В иллюстрирует синхронизацию посредством множественных сигналов, в котором модуль 300 управления принимает и обрабатывает данные о положении (линейном положении тележки и/или угловом положении сердечников), поступающие от каждой из тележек Ci. Модуль 300 управления обрабатывает данные о положении, точно определяет, какая из тележек Ci расположена под каждым из модулей 35 печатающих головок, и вырабатывает соответствующие сигналы управления для активации модулей 35 печатающих головок. Сигналы управления поступают в блок 100 печатающих головок через механизм электрического контактного кольца 55 (или любой другой соответствующий вращающийся кабельный контактор). В такой конфигурации управление каждой из тележек Ci осуществляют индивидуально с учетом ее скорости и положения на трассе 10.
Фиг. 21В иллюстрирует другой подход, в котором используют единый виртуальный сигнал синхронизации, синхронизующий вращение сердечников, скорость и положение всех тележек Ci с модулями 35 печатающих головок блока 100 печатающих головок. В данном варианте осуществления модуль 300 управления выполнен с возможностью передачи виртуального импульса тележкам Ci, которые принимают виртуальный импульс и производят соответствующее выравнивание. После выравнивания по виртуальному импульсу производят синхронизацию между запрошенным и требуемым поворотами. При такой синхронизации контроллер может использовать виртуальный сигнал для инициализации выброса чернил и печати модулями печатающих головок.
В одном из возможных вариантов осуществления механизм 55 электрического контактного кольца установлен в центре эллиптической трассы 10, а тележки Ci электрически соединены с блоком печатающих головок электрическими кабелями (расположенными между каретками), электрически соединенными с механизмом 55 электрического контактного кольца. Механизм 55 электрического контактного кольца может быть выполнен с возможностью передачи сигналов от тележек Ci в модуль 56s коммутации модуля 300 управления, который вырабатывает сигналы управления для управления работой печатающих головок 35 и осуществления печати на объектах, установленных на соответствующих тележках Ci, пересекающих зону 12z печати. В других возможных вариантах тележки Ci, находящиеся в зоне 12z печати, синхронизованы по единому виртуальному импульсу для формирования синхронизованного пускового импульса, передаваемого модулям 35 печатающих головок, что обеспечивает возможность одновременной печати одной печатающей головкой на нескольких разных трубках, установленных на разных тележках Ci.
Такая конфигурация системы печати позволяет поддерживать высокую эффективность использования печатающих головок в случаях, в которых длина объектов 101 превышает длину печатающей головки, и поддерживать высокую эффективность печати в случаях одновременной печати одной печатающей головкой на двух разных объектах 101. Печатающие головки 35 могут быть расположены так, чтобы обеспечить образование трехмерного печатающего туннеля.
Системы печати, основанные на описанных технологиях, могут быть осуществлены с обеспечением высокой пропускной способности, составляющей в не накладывающем каких-либо ограничений примере от 5000 до 50000 объектов в час. В некоторых вариантах осуществления возможность одновременной печати блоком печатающих головок на нескольких объектах, пересекающих зону печати, может позволить получить коэффициент (эффективность) использования печатающих головок свыше 80%.
Управление работой вышеописанной системы печати может быть обеспечено с использованием команд, исполняемых системой управления на основе компьютера. Система управления, пригодная для использования с вышеописанными вариантами осуществления изобретения, может содержать, например, один или более процессоров 302а, соединенных с шиной обмена данными, один или более модулей 56m энергозависимой памяти (например, типа оперативного запоминающего устройства, ОЗУ) или энергонезависимой памяти (например, флэш-памяти). Вторичный модуль памяти (например, жесткий диск, съемный накопитель данных и/или съемная запоминающая микросхема, например, типа EPROM, PROM или флэш-памяти) может быть использован для хранения данных, компьютерных программ или других команд, загружаемых в компьютерную систему.
Например, компьютерные программы (т.е. последовательности компьютерных команд управления) могут быть загружены из вторичной памяти в основную память для исполнения одним или более процессорами системы управления. В альтернативном или дополнительном варианте компьютерные программы могут быть получены через интерфейс обмена данными. Исполнение таких компьютерных программ позволяет компьютерной системе осуществлять некоторые из характеристик настоящего изобретения, как описано выше. В частности, исполнение компьютерной программы позволяет процессору выполнять функции по настоящему изобретению или обеспечивать их выполнение. Соответственно, такие компьютерные программы могут предусматривать осуществление контроллеров компьютерной системы.
В соответствии с настоящим изобретением, раскрытым в вышеприведенном описании и на прилагаемых чертежах, предлагается система печати для одновременной печати на нескольких объектах, последовательно перемещаемых через зону печати, а также соответствующие способы. Хотя в настоящем описании были раскрыты конкретные варианты осуществления изобретения, следует понимать, что изобретение не ограничено данными вариантами, поскольку специалисты в данной области могут внести в него изменения, в частности, с учетом вышеописанной идеи изобретения. Специалисту в данной области должно быть очевидно, что существует широкий спектр разнообразных вариантов осуществления изобретения, использующих одну или несколько из вышеописанных технологий, причем все они не выходят за рамки изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА И СПОСОБ ПЕЧАТИ | 2013 |
|
RU2667352C2 |
| ПЕЧАТАЮЩЕЕ УСТРОЙСТВО И СПОСОБ УПРАВЛЕНИЯ ПЕРЕМЕЩЕНИЕМ ОБЪЕКТОВ | 2009 |
|
RU2413621C1 |
| СПОСОБ ФОРМИРОВАНИЯ ДЕКОРАТИВНОГО УЗОРА НА ЭЛЕМЕНТЕ ИЗ ДРЕВЕСНОГО МАТЕРИАЛА | 2013 |
|
RU2619095C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ОБЪЕКТ С ФОРМИРОВАНИЕМ СТРУКТУРИРОВАННОЙ ПОВЕРХНОСТИ | 2016 |
|
RU2697243C2 |
| МАШИНА ДЛЯ ЦИФРОВОЙ ДЕКОРАТИВНОЙ ПЕЧАТИ НА КЕРАМИЧЕСКИХ ИЗДЕЛИЯХ | 2015 |
|
RU2688913C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕКТА, ПОДЛЕЖАЩЕГО ПЕЧАТИ, И ОБЪЕКТ, ПОДЛЕЖАЩИЙ ПЕЧАТИ | 2020 |
|
RU2794286C1 |
| УСТАНОВКА ДЛЯ ВЫПОЛНЕНИЯ ПЕЧАТИ ИЛИ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ПОВЕРХНОСТИ ТРЕХМЕРНЫХ ДЕТАЛЕЙ | 2019 |
|
RU2779266C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНЫХ ПАНЕЛЕЙ | 2019 |
|
RU2754886C1 |
| СИСТЕМА И КОМПЛЕКТ ОБОРУДОВАНИЯ ДЛЯ ТРЕХМЕРНОЙ ПЕЧАТИ | 2013 |
|
RU2620807C2 |
| МЕТОД МАРКИРОВАНИЯ УДЛИНЕННОГО ОБЪЕКТА | 2020 |
|
RU2793221C1 |
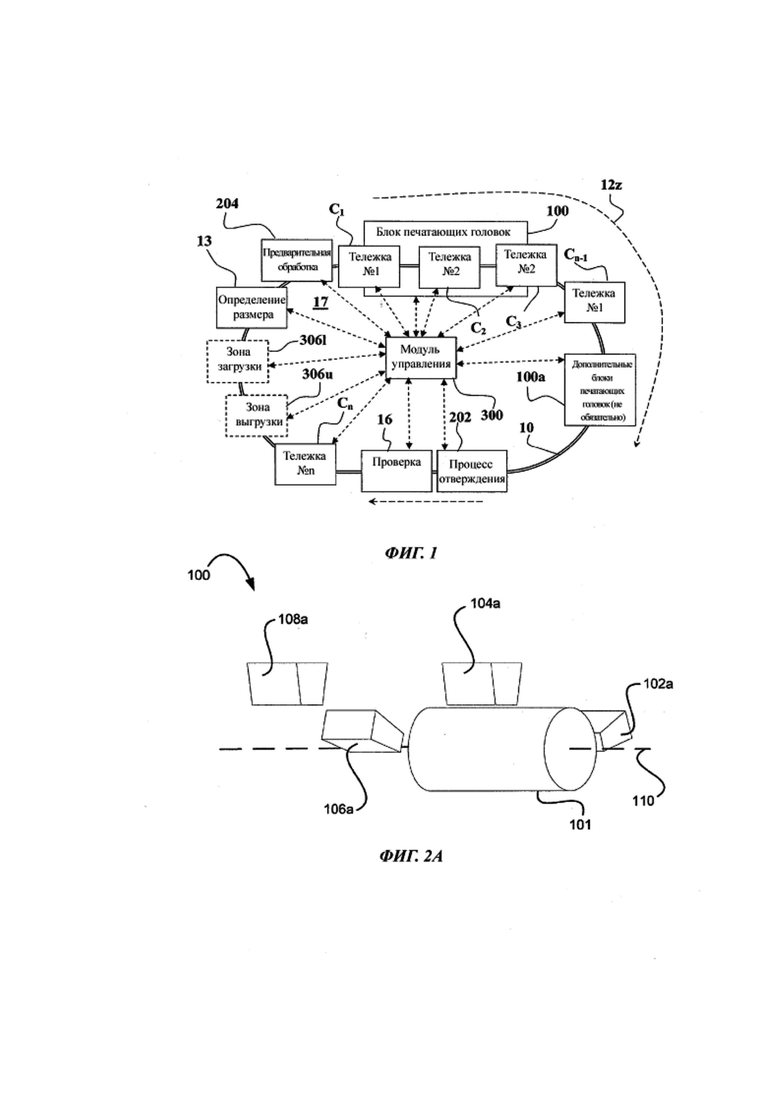
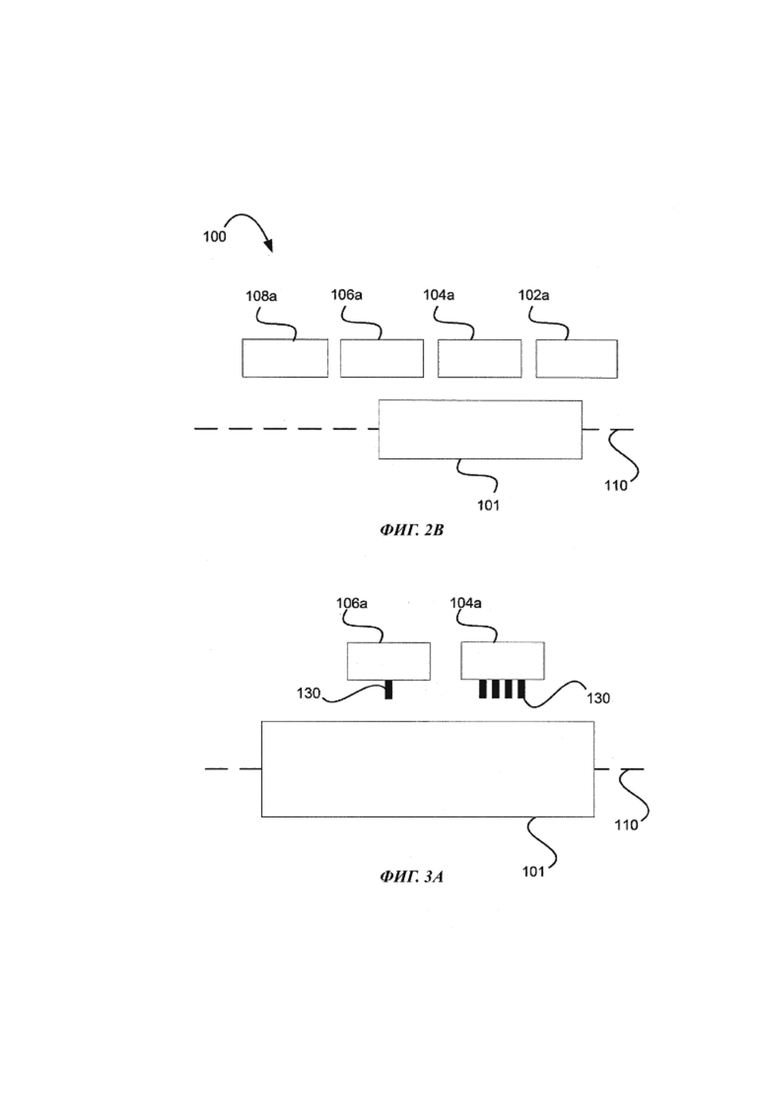
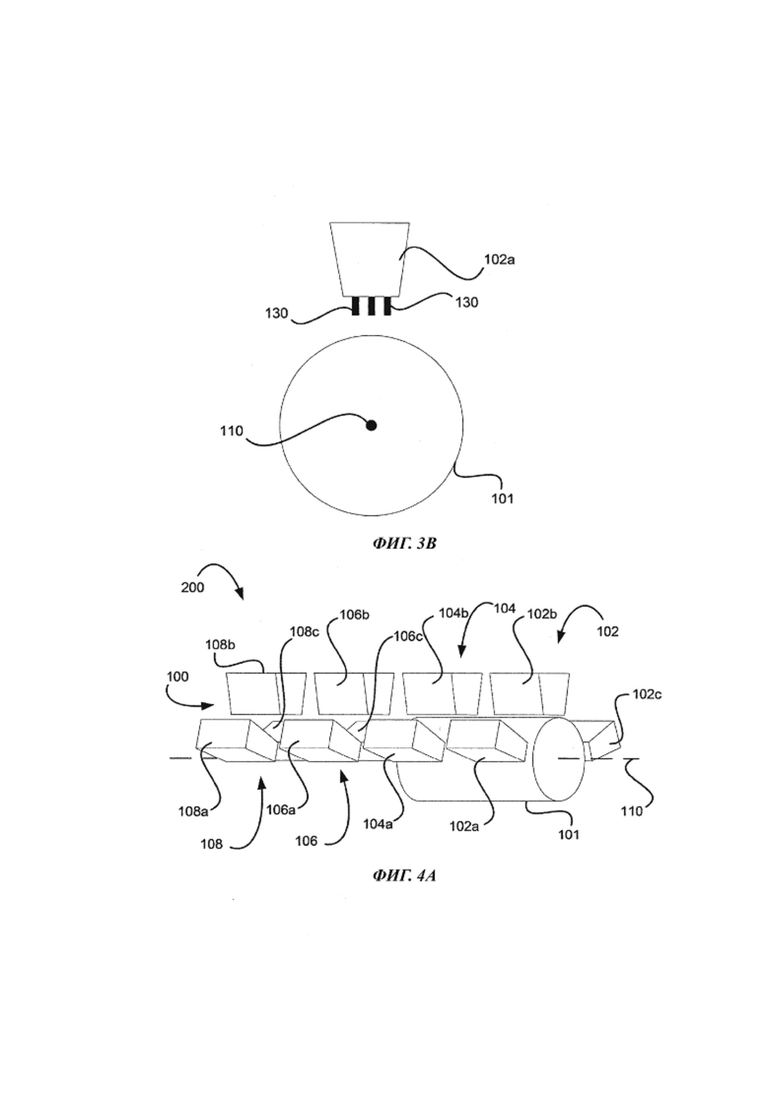
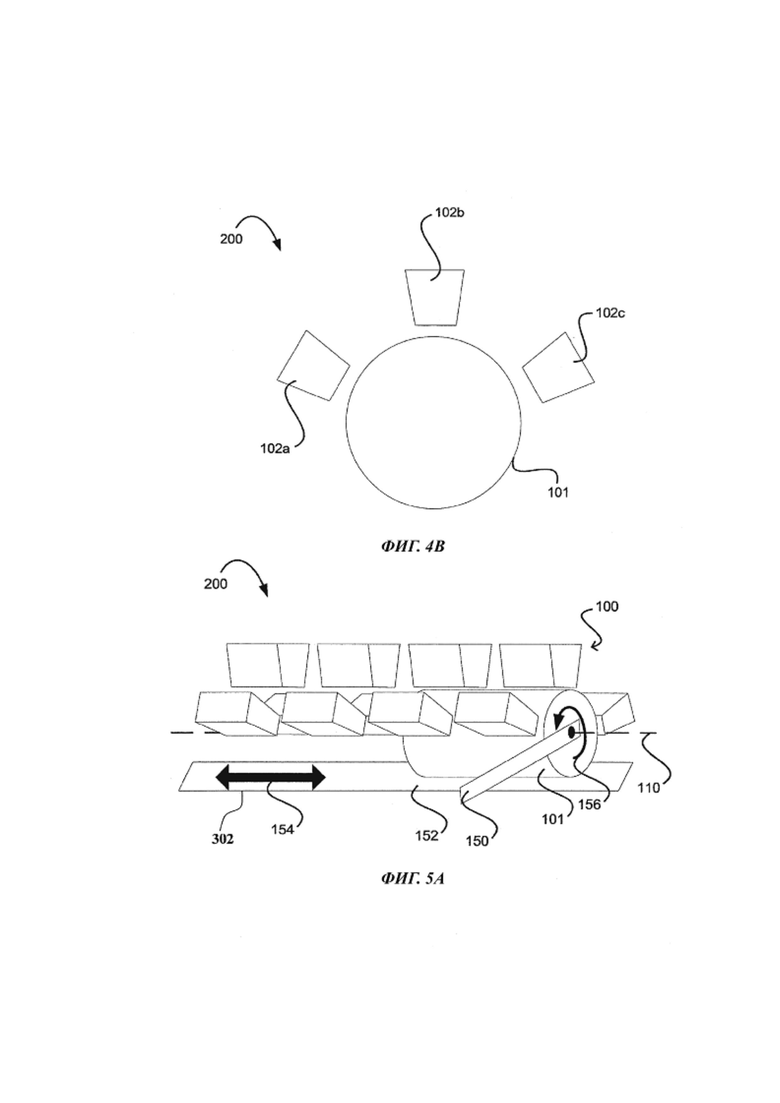
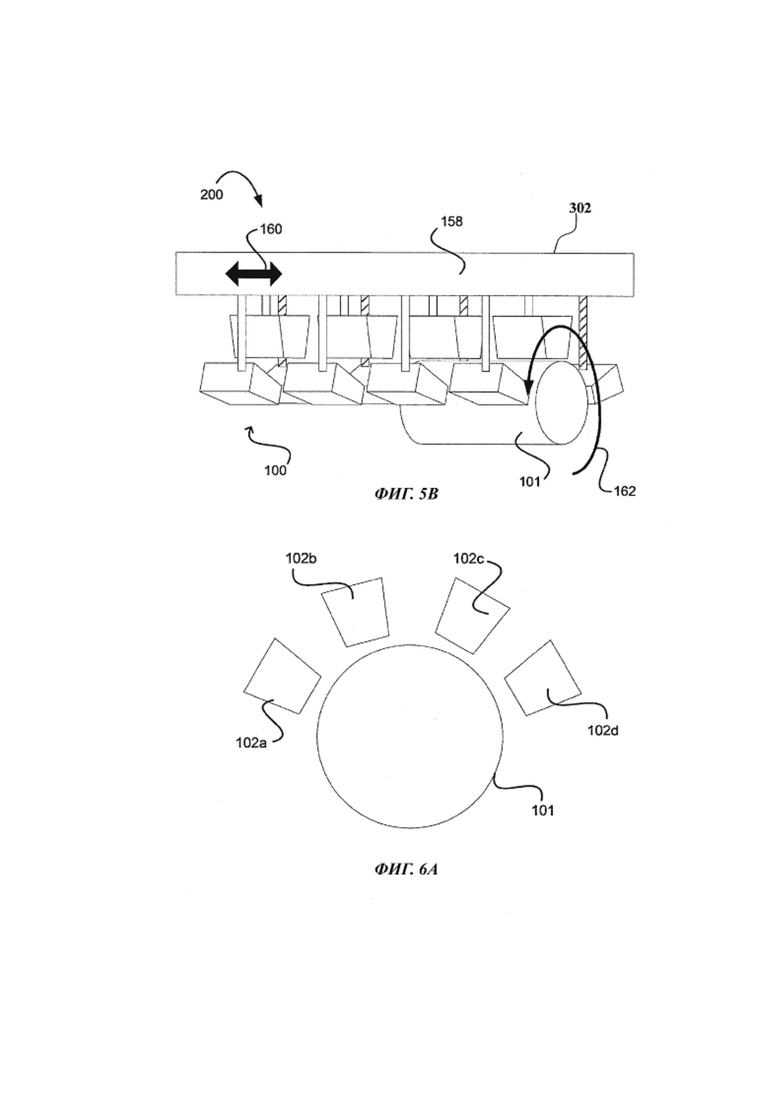
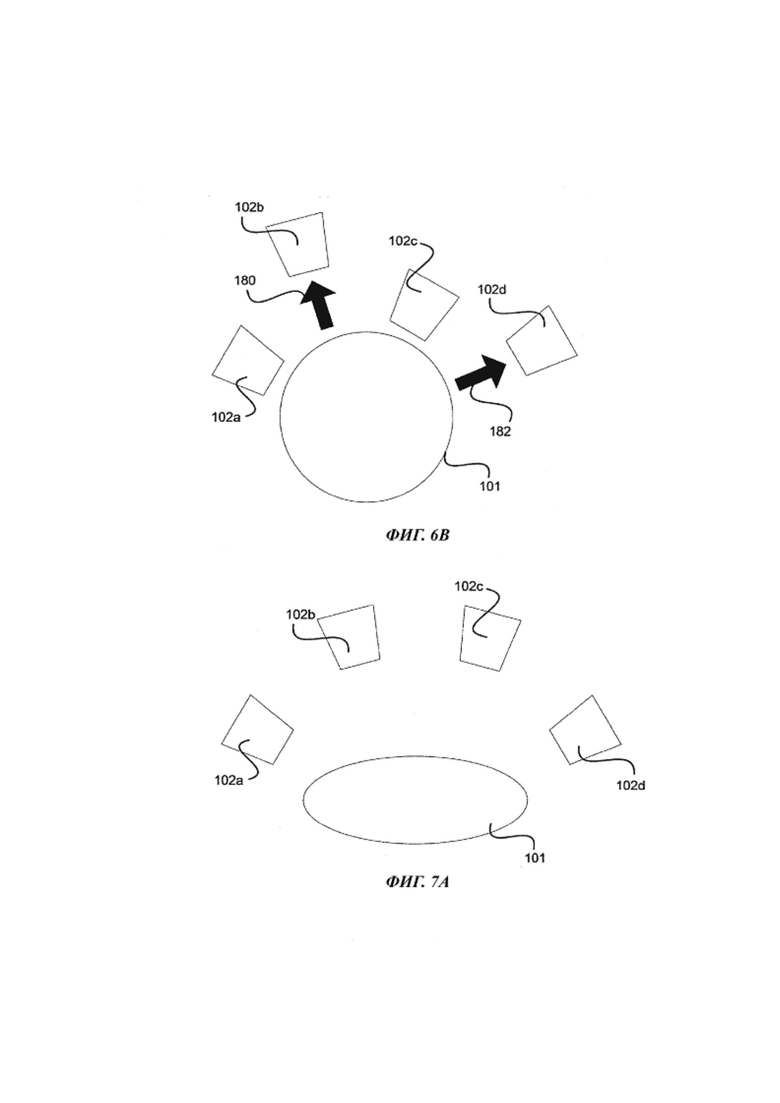
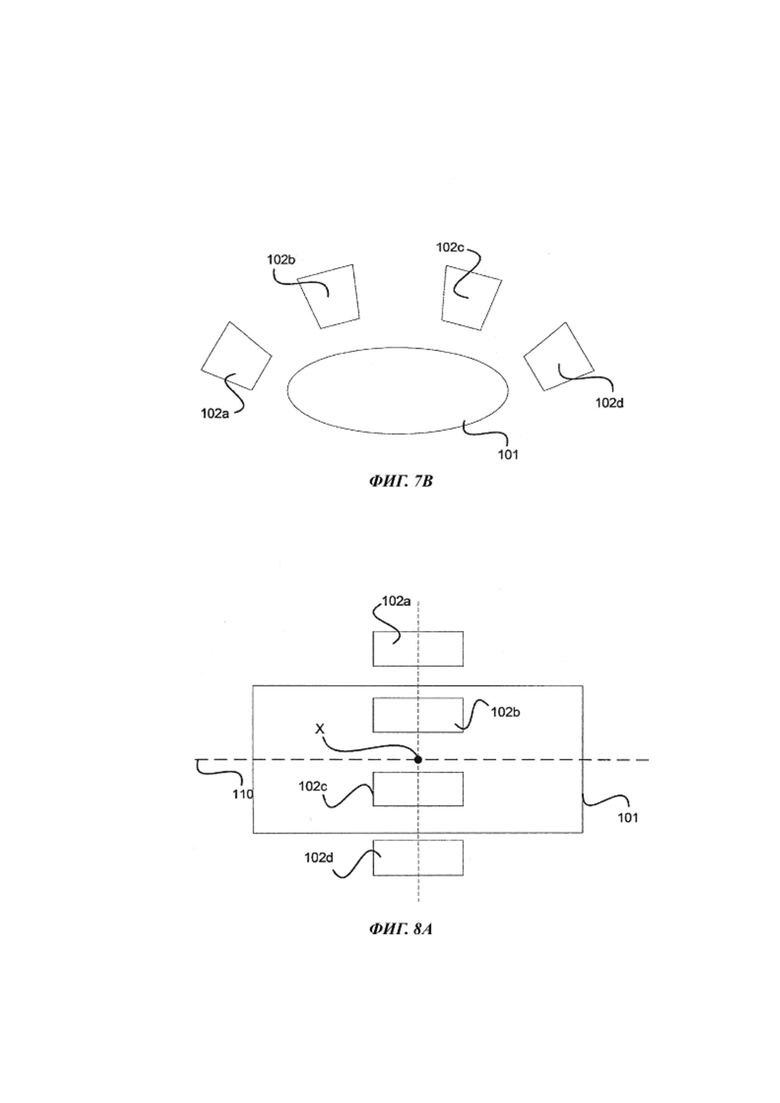
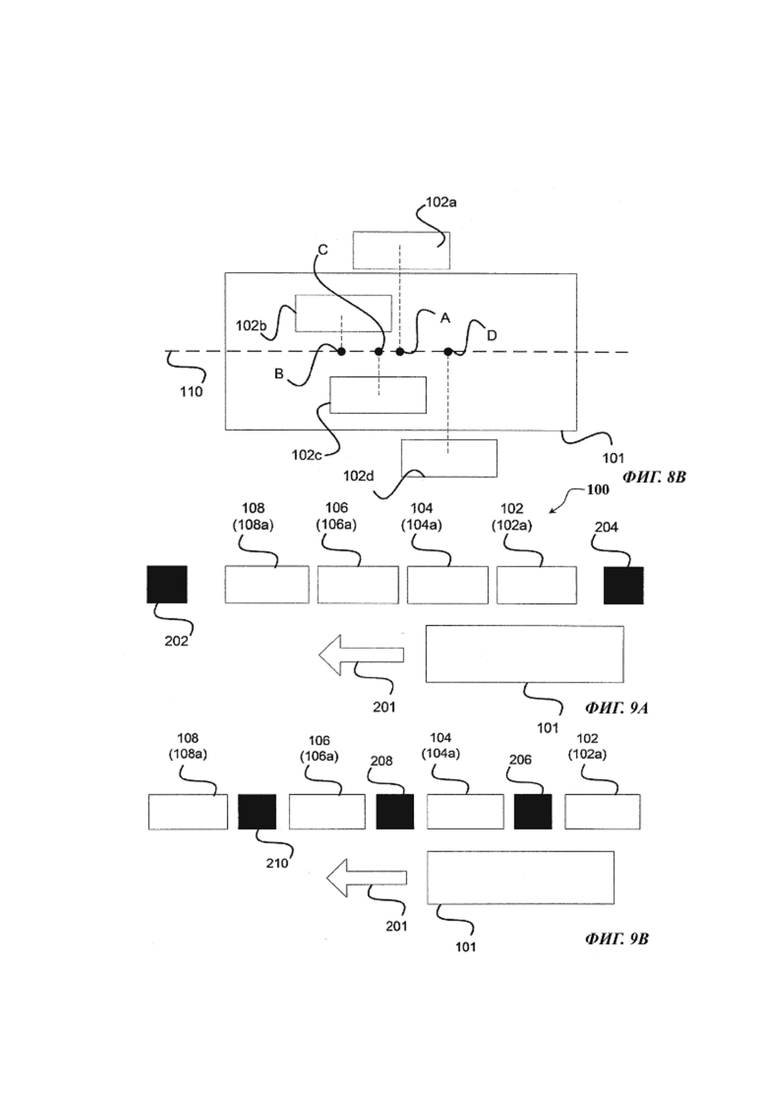
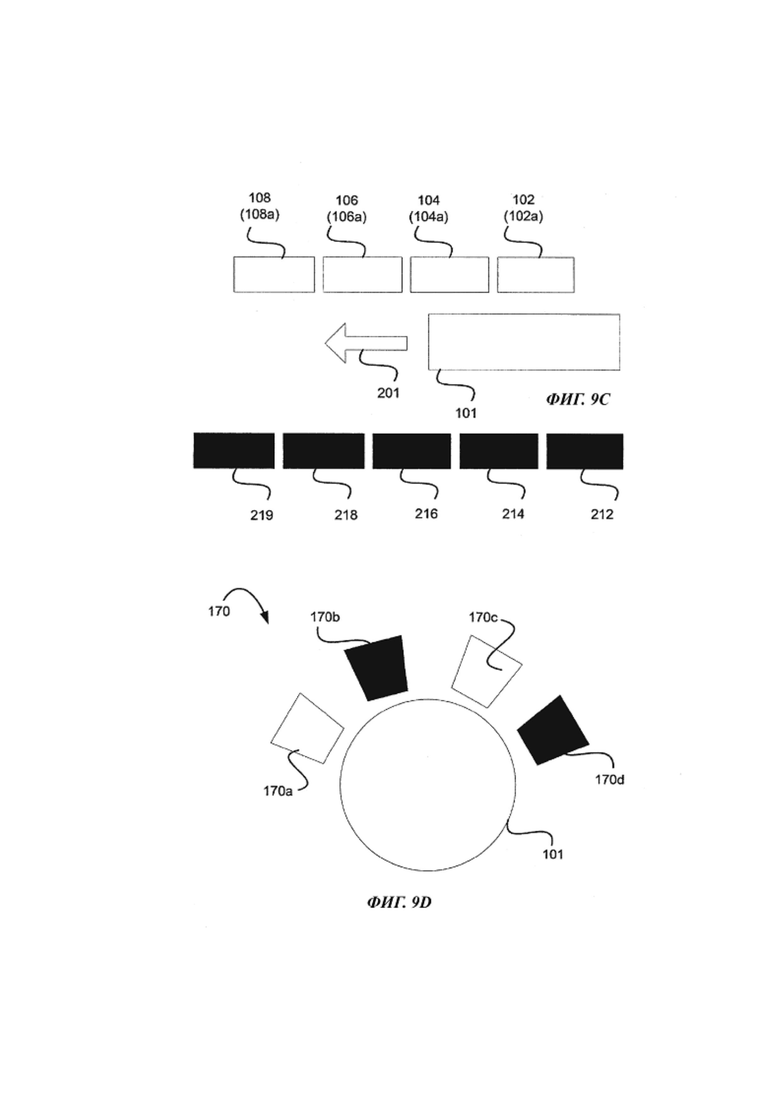
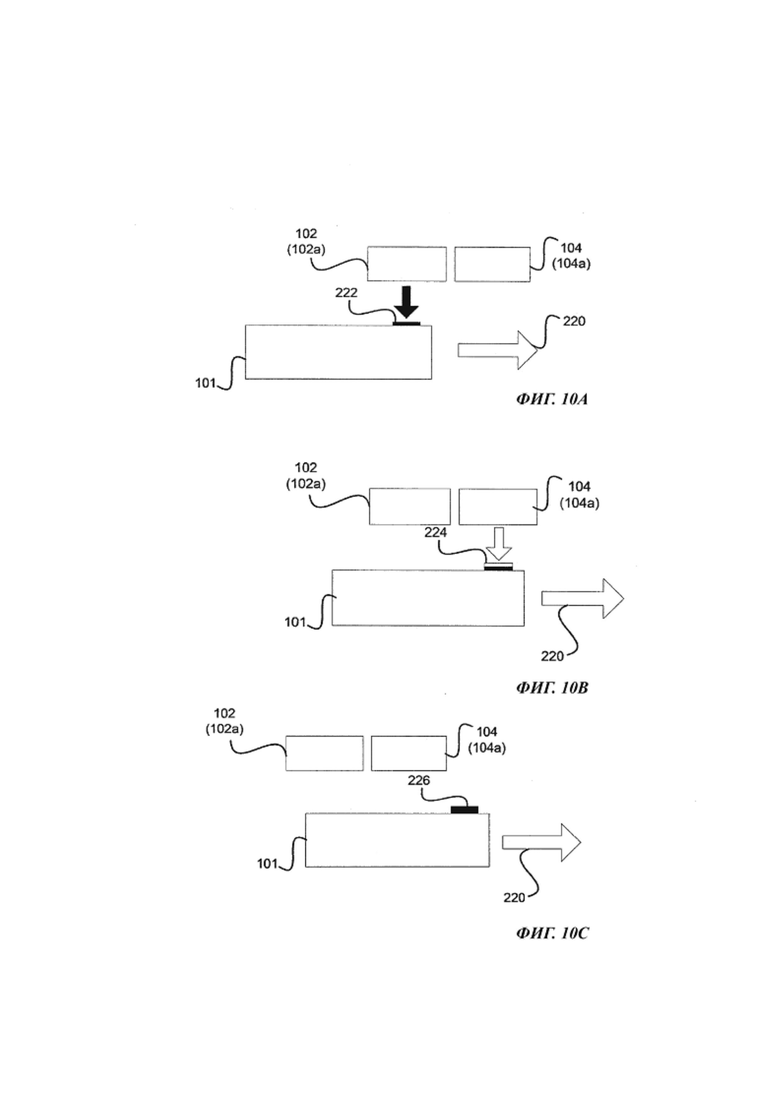
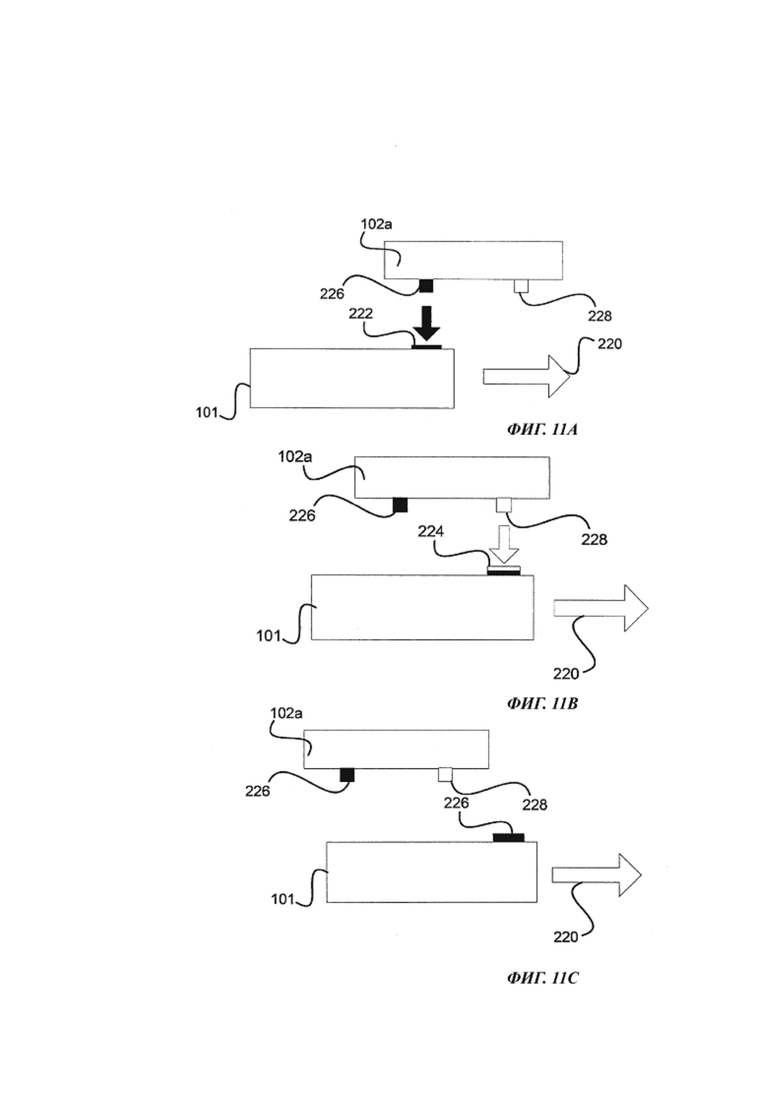
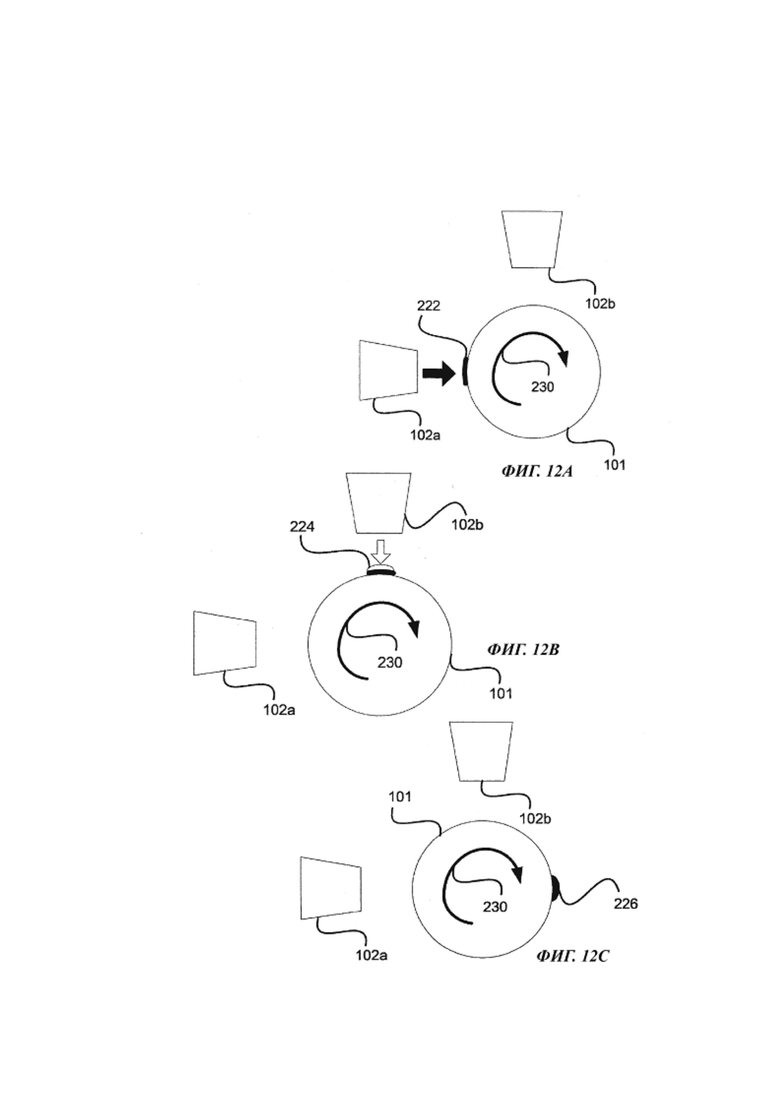
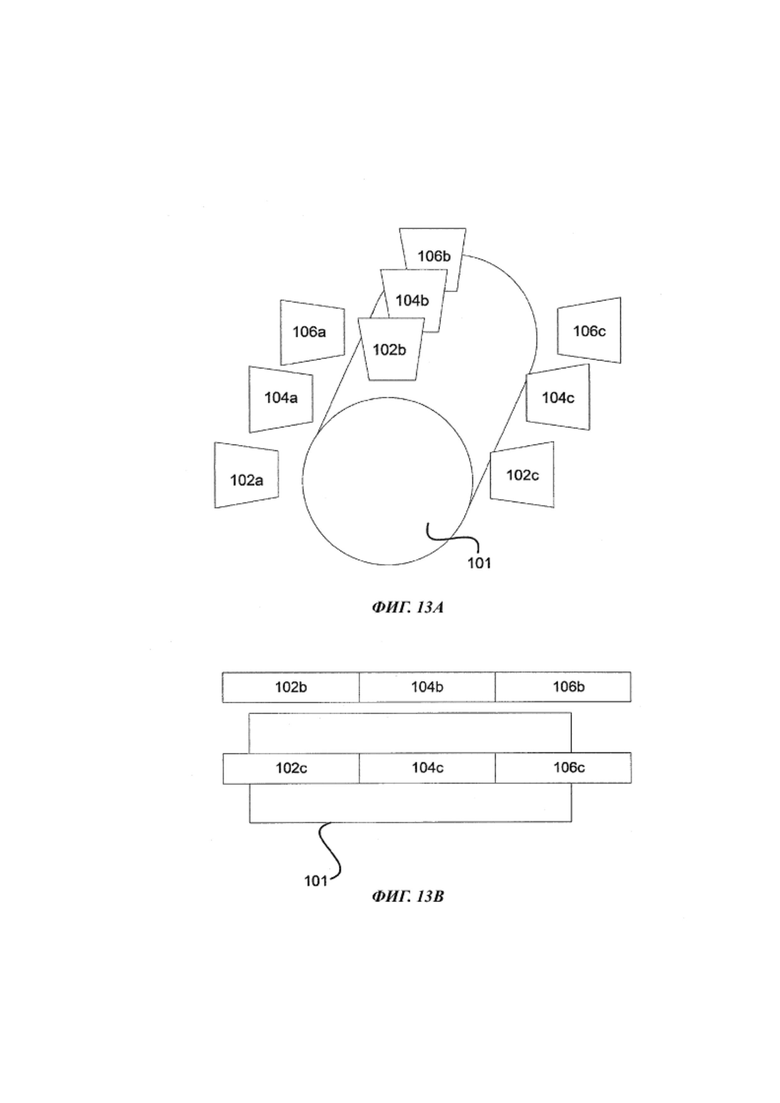
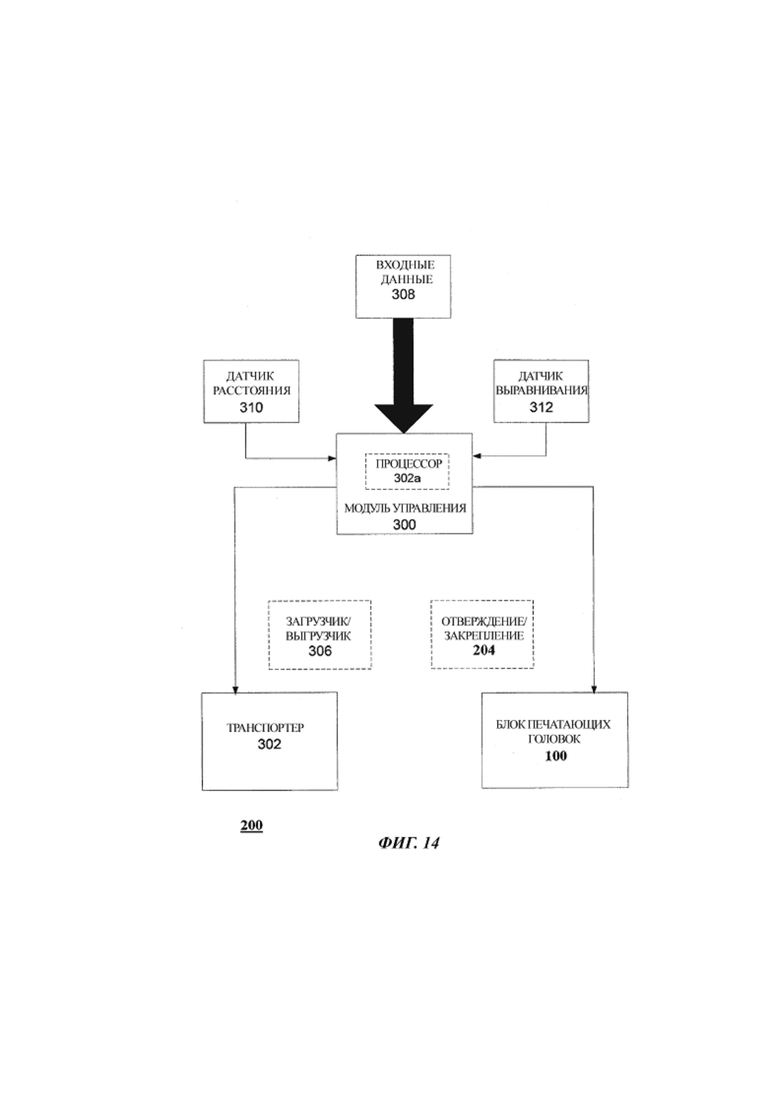
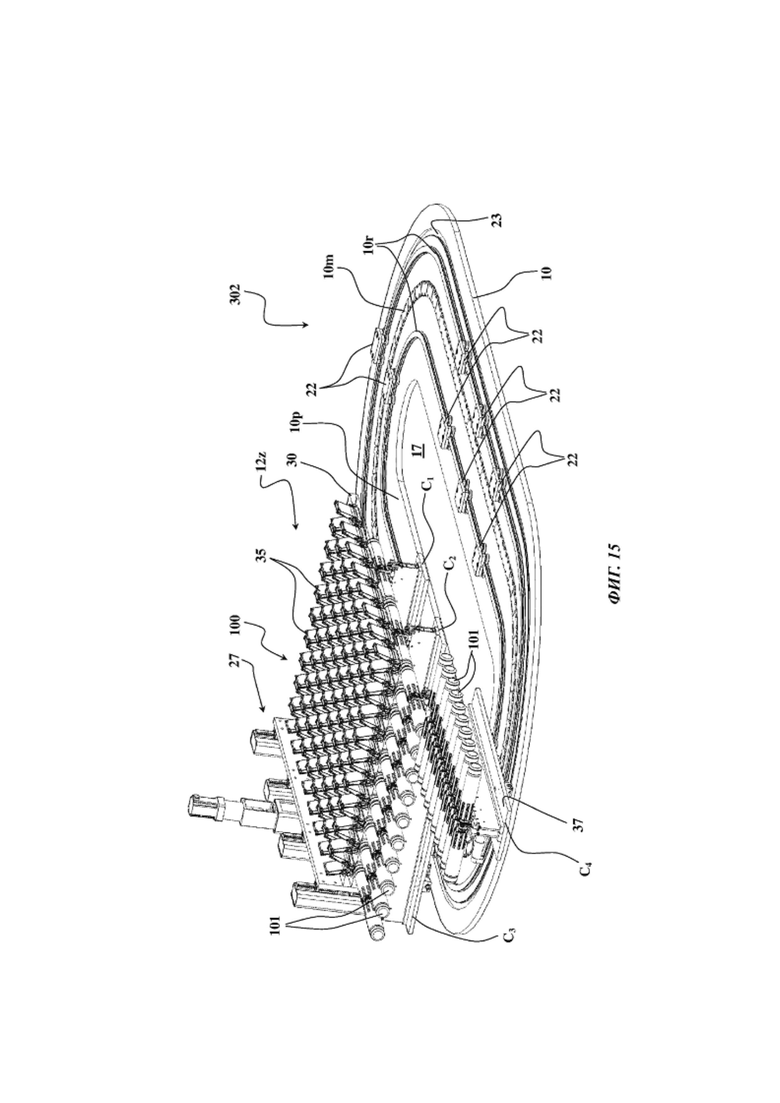
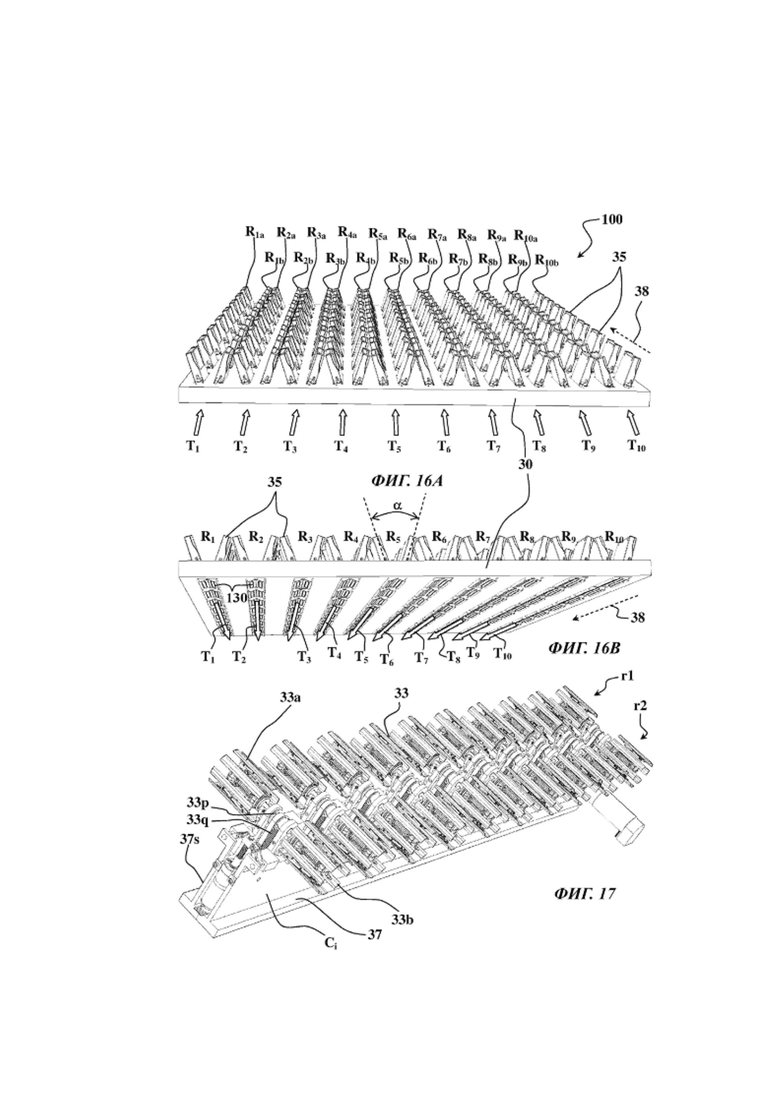
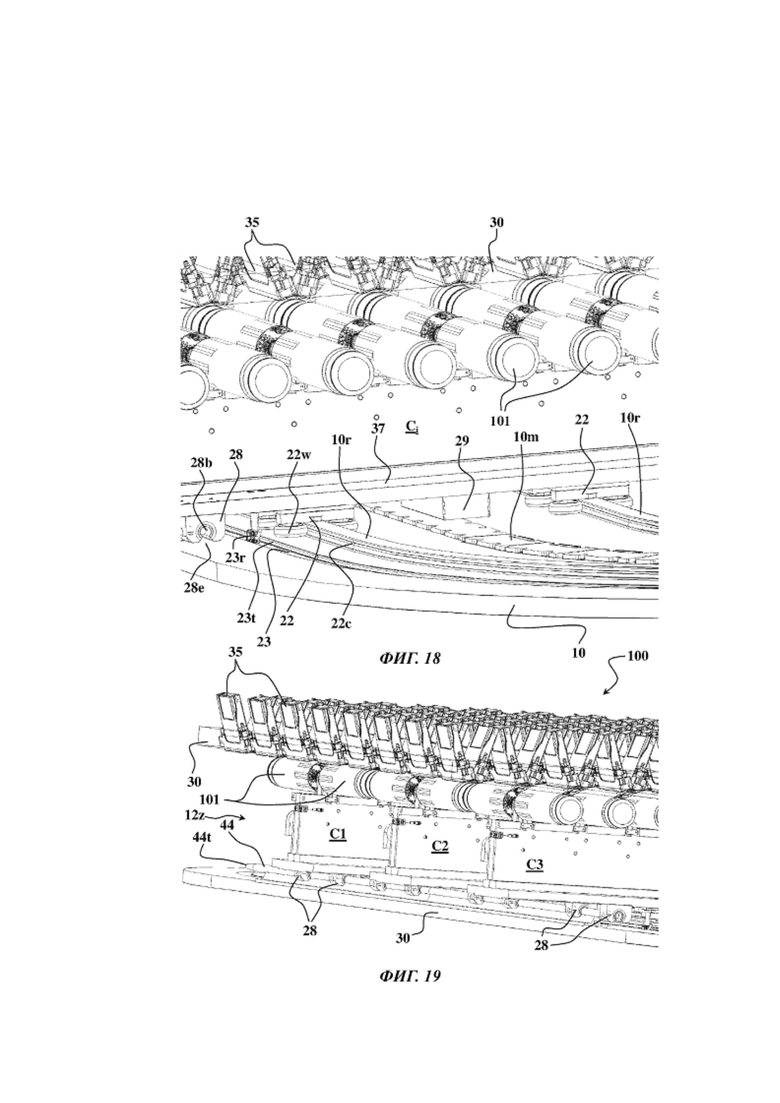
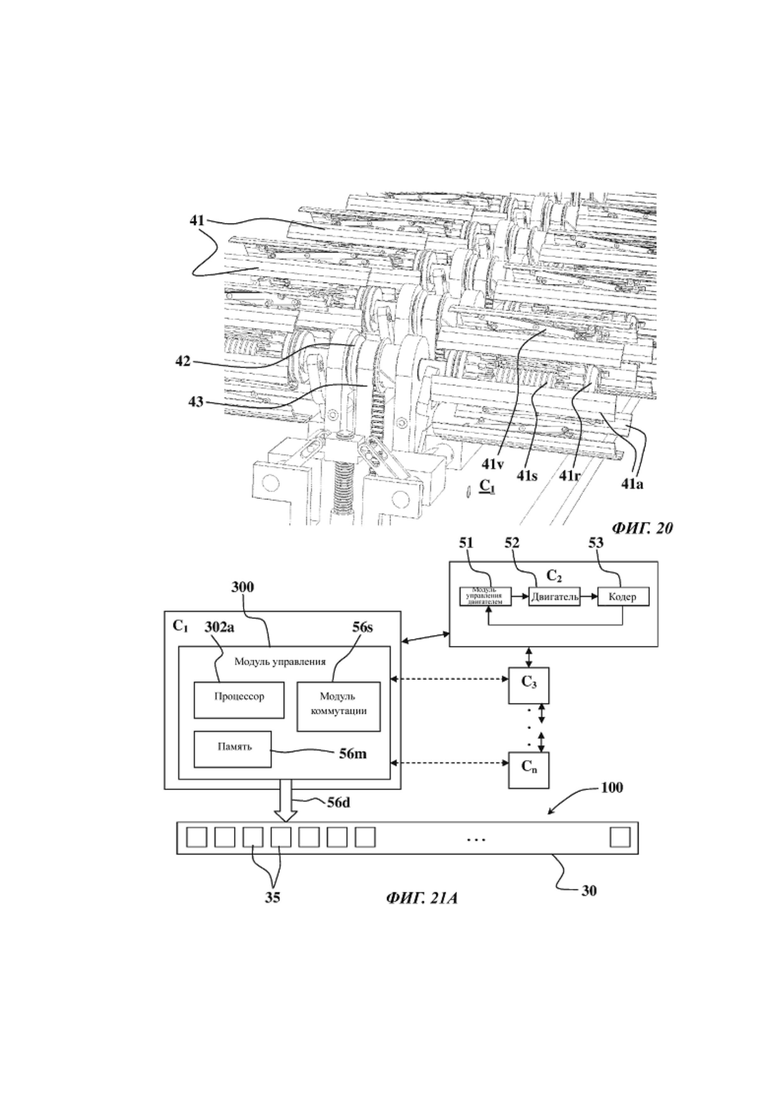
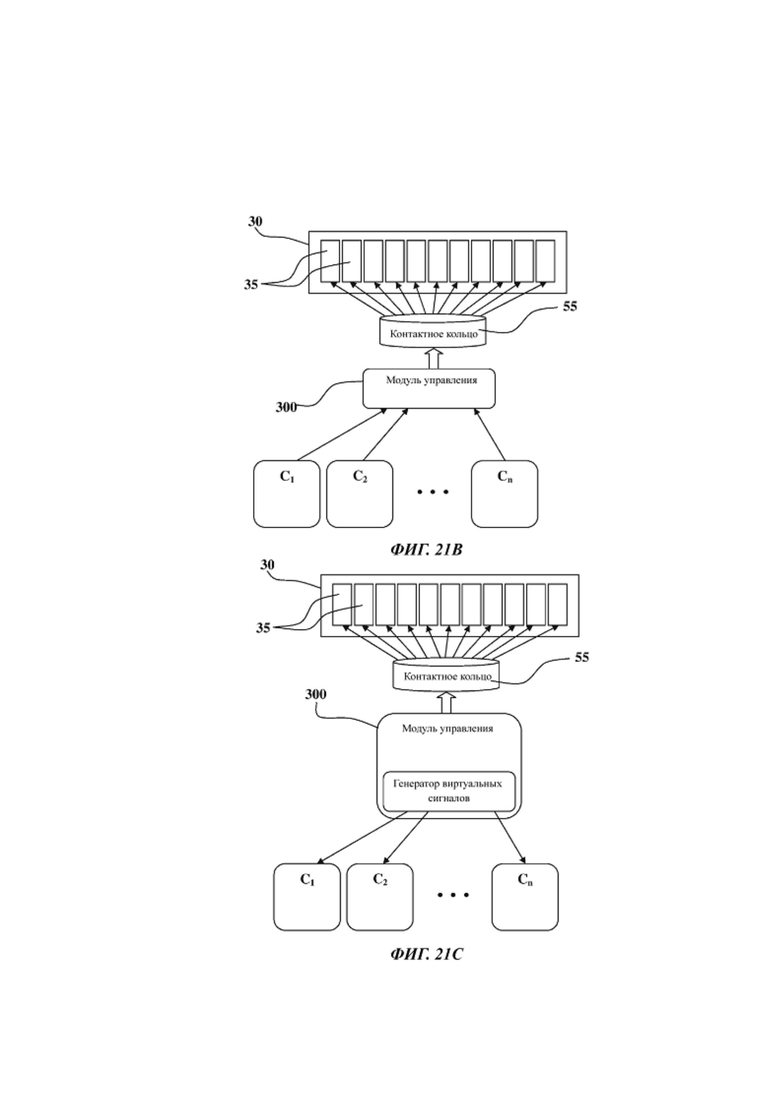
Изобретение относится к системам и способам цифровой печати на искривленной поверхности. В соответствии с изобретением предлагается несущий блок для перемещения по меньшей мере одного потока объектов. Несущий блок содержит: по меньшей мере одну матрицу захватов, каждый из которых выполнен с возможностью удержания на себе одного из объектов; и приводной механизм, выполненный с возможностью соединения указанного несущего блока с трассой и управляемого перемещения указанного несущего блока вдоль трассы для применения вдоль нее по меньшей мере одного процесса обработки к зонам поверхности объектов. Также предложен способ обработки зон внешних поверхностей нескольких объектов. Изобретение направлено на ускорение процесса печати за счет одновременной печати на нескольких объектах при сохранении высокого разрешения и точности печати. 2 н. и 20 з.п. ф-лы, 41 ил.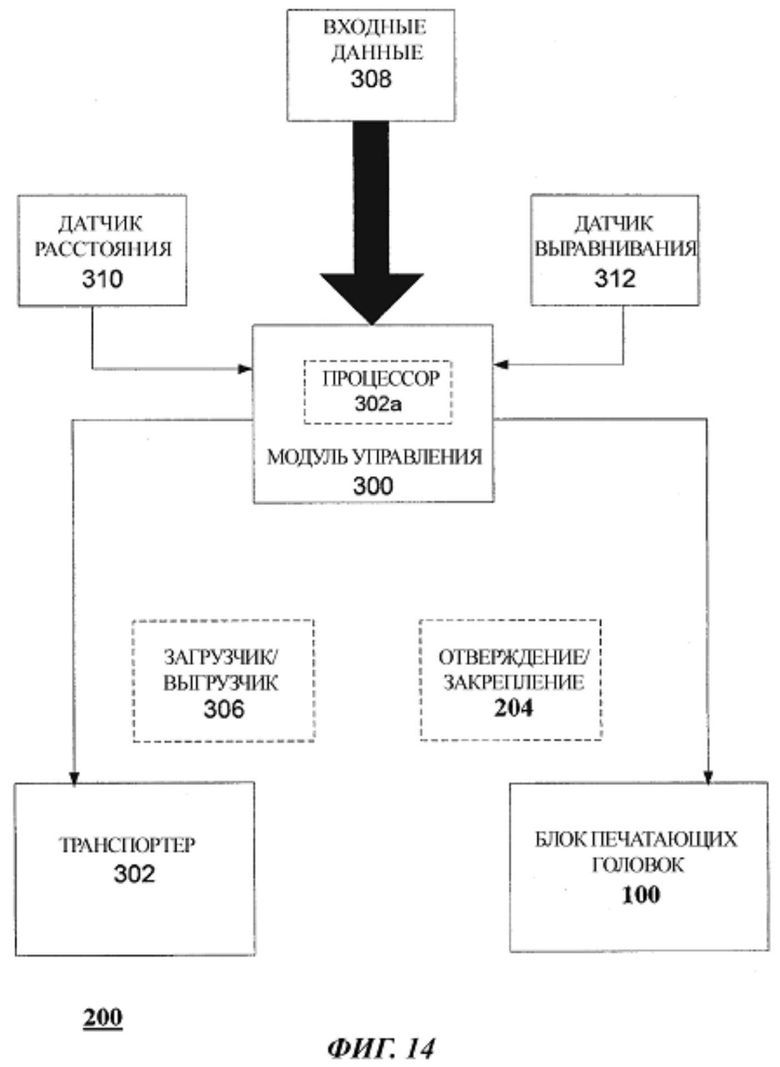
1. Несущий блок для перемещения по меньшей мере одного потока объектов, содержащий:
по меньшей мере одну матрицу захватов, размещенных в ряд, причем каждый из указанных захватов выполнен с возможностью удержания на себе одного из объектов;
и приводной механизм, выполненный с возможностью соединения указанного несущего блока с трассой и управляемого поступательного перемещения этого несущего блока вдоль трассы для применения по меньшей мере одного процесса обработки к зонам поверхности объектов.
2. Несущий блок по п. 1, отличающийся тем, что процесс обработки содержит по меньшей мере одно из следующего: печать, проверка, сушка, удаление пыли, покрытие, ионизация и грунтовка.
3. Несущий блок по п. 1 или 2, отличающийся тем, что приводной механизм выполнен с возможностью плавного и непрерывного поступательного перемещения несущего блока по меньшей мере на одном искривленном участке трассы.
4. Несущий блок по любому из пп. 1-3, отличающийся тем, что приводной механизм содержит элемент линейного двигателя, выполненный с возможностью магнитного соединения с магнитными элементами, предусмотренными на трассе.
5. Несущий блок по любому из пп. 1-4, отличающийся тем, что содержит модуль управления, выполненный с возможностью приведения в действие приводного механизма для поступательного перемещения несущего блока вдоль трассы.
6. Несущий блок по п. 5, отличающийся тем, что модуль управления выполнен с возможностью перемещения несущего блока в зону загрузки для загрузки по меньшей мере одного потока объектов на его по меньшей мере одну матрицу захватов.
7. Несущий блок по п. 5 или 6, отличающийся тем, что модуль управления выполнен с возможностью перемещения несущего блока в зону выгрузки для выгрузки по меньшей мере одного потока объектов с его по меньшей мере одной матрицы захватов.
8. Несущий блок по любому из пп. 5-7, отличающийся тем, что модуль управления выполнен с возможностью передачи данных, связанных по меньшей мере с одним из положения указанного несущего блока, скорости указанного несущего блока, углового положения по меньшей мере одной матрицы захватов указанного несущего блока, скорости по меньшей мере одной матрицы захватов указанного несущего блока, и данных, связанных по меньшей мере с одним другим несущим блоком, подвижно соединенным с трассой.
9. Несущий блок по п. 8, отличающийся тем, что модуль управления выполнен с возможностью управления по меньшей мере одним из скорости несущего блока, положения несущего блока на трассе, скорости вращения по меньшей мере одной матрицы захватов несущего блока и углового положения по меньшей мере одной матрицы захватов, на основе переданных данных.
10. Несущий блок по любому из пп. 1-9, отличающийся тем, что захваты выполнены с возможностью вращения объектов с одинаковой скоростью и в одном и том же направлении, причем указанные захваты выполнены с возможностью удержания объектов по существу в одном и том же положении.
11. Несущий блок по любому из пп. 5-9, отличающийся тем, что модуль управления выполнен с возможностью вращения захватов с одинаковой скоростью и в одном и том же направлении вращений, причем указанные захваты выполнены с возможностью удержания объектов по существу в одном и том же положении.
12. Несущий блок по любому из пп. 1-11, отличающийся тем, что каждый захват выполнен с возможностью изменения размера своего поперечного сечения для удержания одного из указанных объектов на себе.
13. Несущий блок по любому из пп. 5-9, отличающийся тем, что модуль управления выполнен с возможностью регулирования размеров поперечного сечения захватов для контакта с внутренними частями объектов и удержания их на захватах.
14. Несущий блок по п. 12, отличающийся тем, что захват содержит круглую матрицу разнесенных в пространстве элементов, которые по существу параллельны центральной оси захвата, и механизм, выполненный с возможностью перемещения указанных элементов к центральной оси и от центральной оси с изменением диаметра захвата.
15. Несущий блок по любому из пп. 1-14, отличающийся тем, что захваты расположены в два параллельных ряда, причем каждая пара соседних захватов, принадлежащих к разным рядам, механически или магнитно соединены друг с другом.
16. Несущий блок по п. 15, отличающийся тем, что пара соседних захватов, принадлежащих к разным рядам, выровнены в одной и той же плоскости и проходят в противоположных направлениях в ней.
17. Способ обработки зон внешних поверхностей нескольких объектов, включающий:
поступательное перемещение по трассе к зоне загрузки по меньшей мере одной несущей платформы, содержащей по меньшей мере одну матрицу захватов, каждый из которых выполнен с возможностью удержания на себе одного из объектов, и одновременную загрузку по меньшей мере одного потока объектов на нее;
поступательное перемещение указанной по меньшей мере одной несущей платформы вдоль указанной трассы и применение по меньшей мере одного процесса обработки к зонам внешней поверхности указанного по меньшей мере одного потока объектов в по меньшей мере одной зоне обработки вдоль указанной трасы;
и поступательное перемещение указанной по меньшей мере одной несущей платформы в зону выгрузки и одновременную выгрузку указанного по меньшей мере одного потока объектов из нее.
18. Способ по п. 17, отличающийся тем, что загрузка или выгрузка по меньшей мере одного потока объектов содержит изменение размера поперечного сечения по меньшей мере одной матрицы захватов.
19. Способ по п. 17 или 18, отличающийся тем, что загрузка по меньшей мере одного потока объектов содержит регулировку ориентации указанных объектов до одной и той же точной начальной точки по меньшей мере одного процесса обработки.
20. Способ по любому из пп. 17-19, отличающийся тем, что применение по меньшей мере одного процесса обработки содержит вращение указанного по меньшей мере одного потока объектов и выполнение или непрерывного линейного поступательного перемещения, или пошагового линейного поступательного перемещения указанной по меньшей мере одной несущей платформы.
21. Способ по любому из пп. 7-20, отличающийся тем, что содержит передачу данных между по меньшей мере одной несущей платформой и по меньшей мере одной другой несущей платформой, подвижно соединенной с трассой, и управление по меньшей мере одним из положения и скорости указанной по меньшей мере одной несущей платформы на основе указанных данных.
22. Способ по любому из пп. 7-21, отличающийся тем, что содержит передачу данных между по меньшей мере одной несущей платформой и модулем управления, и управление по меньшей мере одним из скорости вращения и углового положения по меньшей мере одной матрицы захватов на основе указанных данных.
| US 20100192517 A1, 05.08.2010 | |||
| Устройство для печати на мягких цилиндрических изделиях | 1990 |
|
SU1750971A1 |
| US 3933091 A1, 20.01.1976 | |||
| СПОСОБ ПОВЫШЕНИЯ ПИЩЕВОЙ ЦЕННОСТИ МОЛОЧНЫХ ПРОДУКТОВ | 1992 |
|
RU2035873C1 |

