Изобретение относится к электронной технике СВЧ, а именно способу сборки гибридной интегральной схемы СВЧ, и может быть использовано для сборки элементов гибридной интегральной схемы изделий электронной техники СВЧ.
Традиционные способы сборки-монтажа изделий электронной техники СВЧ основаны на применении паяных соединений их элементов.
При этом классификация технологического процесса пайки носит сложный характер в виду большого числа классифицируемых параметров - типа процесса пайки, типа припоя и флюса, температуры плавления, характера заполнения припоем зазора и кристаллизации шва, источника нагрева, наличия или отсутствия давления в паяном соединении и так далее.
Известен способ вибрационной пайки кристаллов бескорпусных транзисторов, включающий выбор частоты вибрации из интервала значений.
В котором, с целью повышения качества за счет уменьшения пустот в паяном соединении, измеряют с помощью установки рентгеновского контроля качества процент пустот в присоединительном слое под кристаллом транзистора при частотах вибрации, соответствующих граничным точкам и середине интервала, и устанавливают частоту вибрации при пайке как частное, числитель которого определяют путем умножения значения частоты вибрации в середине интервала на сумму значений процента пустот в крайних точках интервала, из которой вычитают учетверенное значение процента пустот на средней частоте интервала, суммируют результат с произведениями значений процента пустот в начале интервала и в его конце, а также значениями частоты вибрации в начале интервала и в его конце, определяют знаменатель путем удвоения суммы значений процента пустот в начале и в конце интервала, из которой вычитают учетверенное значение процента пустот в середине интервала [Патент 2510545 РФ. Способ вибрационной пайки кристаллов бескорпусных транзисторов /А.В. Павлицкий/ /Бюл. - 2014 - №9].
Данный способ:
во-первых, является достаточно сложным с точки зрения, как осуществления технологического процесса, так и его контроля,
во-вторых, отличается невысоким качеством из-за образования пустот и непропаев, приводящих:
а) к увеличению теплового сопротивления паяного соединения,
б) ограничению этого способа для монтажа кристаллов с большими массогабаритными характеристиками,
в-третьих, практически не пригоден для монтажа гибридных интегральных схем (ГИС) СВЧ.
Известна современная, так называемая технология и методы поверхностного монтажа (SMD) в непрерывном автоматическом режиме предусматривающая:
экологическую чистоту технологического процесса;
неразрушающий объективный контроль качества каждого паяного соединения;
повышение производительности при одновременном сокращении номенклатуры технологического оборудования.
Один, из которых заключается в пайке под флюсом керамических плат на основании, пассивных и активных элементов гибридной интегральной схемы на платы и основание, отмывке остатков флюса и последующем монтаже на основание и на указанные платы полупроводниковых элементов гибридной интегральной схемы.
В котором, с целью уменьшения трудоемкости, сохранения неизменными материалов платы и основания, минимального изменения топологии плат, не ухудшающего электрических параметров, сначала на основание наносят паяльную пасту и на места размещения устанавливают керамические платы, на которые также наносят паяльную пасту и на местах нанесения последней на керамических платах и на основании размещают пассивные и активные элементы гибридной интегральной схемы, а затем проводят одновременно пайку в конвекционной печи паяльной пастой для автоматического точного позиционирования керамических плат относительно основания и элементов относительно их мест крепления на керамических платах и основании, после чего производят отмывку от остатков флюса, а после монтажа полупроводниковых элементов гибридной интегральной схемы в виде кристаллов осуществляют разварку перемычек на платах и кристаллах. [Патент №2315392 РФ. Способ сборки гибридных интегральных микросхем /С.М. Доровских/ /Бюл. - 2008 г. - №2/] - прототип.
Данный способ в отличие от предыдущего аналога обеспечивает сборку гибридных интегральных схем СВЧ.
Однако отличается низким качеством сборки из-за высокой степени:
- образования пустот в паяном соединении,
- перегрева,
- загрязнения паяемых поверхностей,
- низкой степени сохранения топологии.
Более того, практически не обеспечивает ремонтопригодности.
Техническим результатом заявленного способа сборки гибридной интегральной схемы СВЧ является повышение надежности и выхода годных путем повышения качества паяного соединения, обеспечение возможности ее ремонтопригодности, упрощение способа.
Указанный технический результат достигается заявленным способом сборки гибридной интегральной схемы СВЧ на керамической подложке, включающим нанесение на обе стороны керамической подложки паяльной пасты с флюсом, расположение керамической подложки обратной стороной на металлическом основании, расположение на лицевой стороне керамической подложки навесных пассивных и активных элементов гибридной интегральной схемы, проведение технологических операций пайки элементов гибридной интегральной схемы, предусматривающих предварительный нагрев, нагрев до температуры пайки, собственно пайку и охлаждение, отмывку элементов гибридной интегральной схемы от остатков флюса.
В котором
упомянутые технологические операции способа сборки гибридной интегральной схемы на обратной и лицевой сторонах керамической подложки осуществляют раздельно - в два этапа, при этом:
на первом этапе - на обратной стороне керамической подложки наносят паяльную пасту с флюсом на основе олово-серебро-медь, мас. %, 96,5-97,0, 3,0-2,3, 0,5-0,7 соответственно,
располагают керамическую подложу обратной стороной на металлическом основании,
технологические операции пайки обратной стороны керамической подложки с металлическим основанием осуществляют при следующих технологических режимах:
предварительный нагрев - в среде азота, до температуры 170-190°С, со скоростью 1,1-1,4 град./сек., выдержку при этой температуре в течение 240-420 сек.,
нагрев до температуры пайки - в вакууме менее 7×102 Па, до температуры 250-270°С, со скоростью 0,7-0,9 град./сек., собственно пайку в течение заданного времени,
охлаждение - в среде азота, до температуры 70-75°С, со скоростью 0,3-1,0 град./сек,
на втором этапе - на лицевой стороне керамической подложки наносят паяльную пасту с флюсом на основе олово-свинец-серебро, мас. %, 62,0-63,0, 36,0-36,5, 2,0-0,5 соответственно,
располагают - навесные пассивные и активные элементы гибридной интегральной схемы,
технологические операции пайки навесных пассивных и активных элементов на лицевой стороне керамической подложки осуществляют при следующих технологических режимах:
предварительный нагрев - в среде азота, до температуры 150-165°С, со скоростью 1,1-1,4 град./сек., выдержку при этой температуре в вакууме в течение 240-420 сек.,
нагрев до температуры пайки - в вакууме менее 7×102 Па, до температуры 210-225°С, со скоростью 0,7-0,9 град./сек., собственно пайку в течение заданного времени,
охлаждение - до температуры 70-75°С со скоростью 0,3-1,0 град./сек,
при этом проведение технологических операций пайки элементов гибридной интегральной схемы на первом и втором этапах осуществляют в вакууме.
В качестве флюса используют канифольный флюс, без содержания галогенов.
Заданное время собственно пайки на первом и втором этапах определяют в зависимости от массогабаритных характеристик гибридной интегральной схемы СВЧ.
Раскрытие сущности изобретения.
Совокупность существенных признаков заявленного способа сборки гибридной интегральной схемы СВЧ и каждый в отдельности, а именно.
Осуществление технологических операций способа сборки гибридной интегральной схемы на обратной и лицевой сторонах керамической подложки раздельно - в два этапа и в совокупности
использования различных, как качественного, так и количественного состава паяльной пасты с флюсом для проведения технологических операций пайки различных элементов гибридной интегральной схемы на обратной и лицевой сторонах керамической подложки:
обратной стороны керамической подложки с металлическим основанием - паяльной пасты с флюсом на основе олово-серебро-медь, мас. %, 96,5-97,0, 3,0-2,3, 0,5-0,7 соответственно,
навесных пассивных и активных элементов гибридной интегральной схемы на лицевой стороне керамической подложки - на основе олово-свинец-серебро, мас. %, 62,0-63,0, 36,0-36,5, 2,0-0,5 соответственно.
Это обеспечивает:
во-первых, снижение температуры проведения технологических операций пайки и тем самым -
а) улучшение качества паяного соединения,
б) снижение риска повреждения элементов гибридной интегральной схемы;
во-вторых, возможность ее ремонтопригодности;
в-третьих, исключение необходимости сложных оправок, и тем самым упрощение способа.
Заявленные технологические режимы технологических операций пайки элементов гибридной интегральной схемы на обратной и лицевой сторонах керамической подложки - первом и втором этапах:
на первом этапе -
предварительный нагрев - в среде азота, до температуры 170-190°С, со скоростью 1,1-1,4 град./сек., выдержку при этой температуре в течение 240-420 сек.,
нагрев до температуры пайки - в вакууме менее 7×102 Па, до температуры 250-270°С, со скоростью 0,7-0,9 град./сек., собственно пайку в течение заданного времени,
охлаждение - в среде азота, до температуры 70-75°С, со скоростью 0,3-1,0 град./сек,
на втором этапе -
предварительный нагрев - в среде азота, до температуры 150-165°С, со скоростью 1,1-1,4 град./сек., выдержку при этой температуре в вакууме в течение 240-420 сек.,
нагрев до температуры пайки - в вакууме менее 7×102 Па, до температуры 210-225°С, со скоростью 0,7-0,9 град./сек., собственно пайку в течение заданного времени,
охлаждение - до температуры 70-75°С со скоростью 0,3-1,0 град./сек.
Это обеспечивает:
во-первых, благодаря использованию среды азота при проведении технологических операций нагрева и охлаждения - практически полное исключение образования оксидных пленок и тем самым значительное улучшение смачиваемости паяемых поверхностей и, как следствие, - улучшение качества паяного соединения и прежде всего прочности,
во-вторых, оптимальную скорость нагрева и тем самым - исключение перегрева, и тем самым - снижение степени теплового удара на элементы гибридной интегральной схемы СВЧ, и тем самым - значительное снижение степени их разрушения,
в-третьих, оптимальный режим активации флюса паяльной пасты и тем самым -
а) максимальное снижение степени окисления - образования оксидной пленки на паяемых поверхностях и тем самым - увеличение поверхностного натяжения, и тем самым - увеличение степени равномерности расплавления и соответственно растекания паяльной пасты, и тем самым улучшение смачиваемости паяемых поверхностей и, как следствие, - улучшение качества паяного соединения,
б) максимальное снижение степени образования перемычек паяльной пасты, могущих привести к короткому замыканию элементов гибридной интегральной схемы,
в) максимальное повышение степени сохранения топологии элементов гибридной интегральной схемы,
г) возможность использования флюсов с малой активностью,
д) увеличение коэффициента технического использования технологического оборудования, благодаря сокращению количества образования шлама и тем самым значительное упрощение технологической операции отмывки,
е) снижение степени образования интерметаллических соединений (интерметаллидов) и тем самым снижение степени загрязнения паяемых поверхностей и, как следствие, - улучшение качества паяного соединения,
ж) исключение возможности повреждения элементов гибридной интегральной схемы.
Проведение технологических операций пайки в вакууме обеспечивает максимальное удаление пузырей-каверн-пустот в паяном соединении и, как следствие, - повышение качества паяного соединения.
И, как следствие, указанного выше - максимальная оптимизация, как каждой технологической операции и их технологических режимов, так и всего технологического процесса в целом и, как следствие, - повышение надежности и выхода годных гибридной интегральной схемы СВЧ.
Это особенно важно при эксплуатации гибридной интегральной схемы изделия СВЧ в экстремальных условиях (высокие или низкие температуры, резкие перепады температур, тряска, влажность, солевой туман и так далее).
Более того, обеспечивается возможность ремонтопригодности гибридной интегральной схемы СВЧ, что немаловажно.
Использование
на обратной стороне керамической подложки паяльной пасты с флюсом на основе олово-серебро-медь, мас. %, как менее 96,5, 3,0, 0,5, так и более 97,0, 2,3, 0,7 соответственно,
равно как на ее лицевой стороне - на основе олово-свинец-серебро, мас. %, как менее 62,0, 36,0, 2,0, так и более 63,0, 36,5, 0,5 соответственно не желательно, так как приводит к снижению качества паяного соединения и соответственно снижению качества сборки гибридной интегральной схемы в целом.
Осуществление технологических операций пайки.
На первом этапе - обратной стороны керамической подложки с металлическим основанием:
предварительный нагрев как менее - температуры 170°С, со скоростью 1,1 град./сек, выдержкой 240 сек, так и более - температуры 190°С, со скоростью 1,4 град./сек, выдержкой 420 сек.,
нагрев до температуры пайки, как менее - температуры 250°С, со скоростью 0,7 град./сек, так и более - в вакууме 7×102 Па, температуры 270°С, со скоростью - 0,9 град./сек.,
охлаждение, как менее - при температуре 70°С, со скоростью 0,3 град./сек., так и более - при температуре 75°С, со скоростью 1,0 град./сек.
Равно как и на втором этапе - навесных пассивных и активных элементов гибридной интегральной схемы СВЧ на лицевой стороне керамической подложки:
предварительный нагрев, как менее - температуры 150°С, со скоростью 1,1 град./сек., при выдержке 240 сек., так и более - температуры 165°С, со скоростью 1,4 град./сек., при выдержке 420 сек.,
нагрев до температуры пайки, как менее 215°С, со скоростью 0,7 град./сек., так и более - в вакууме 7×102 Па, температуры 225°С, со скоростью 0,9 град./сек.,
охлаждение, как менее - температуры 70°С, со скоростью 0,3 град./сек., так и более - 75°С, со скоростью - 0,6 град./сек.
Это как на первом, так и на втором этапах не допустимо, так как приводит к нарушению оптимальных параметров технологических режимов технологических операций обеспечивающих заявленный технический результат.
Нагрев и охлаждение в иной среде, чем азот не допустимо, так как приводит к недопустимому снижению надежности и выхода годных гибридной интегральной схемы СВЧ.
Итак, заявленный способ сборки гибридной интегральной схемы СВЧ в полной мере обеспечивает указанный технический результат - повышение надежности и выхода годных, и возможность ее ремонтопригодности.
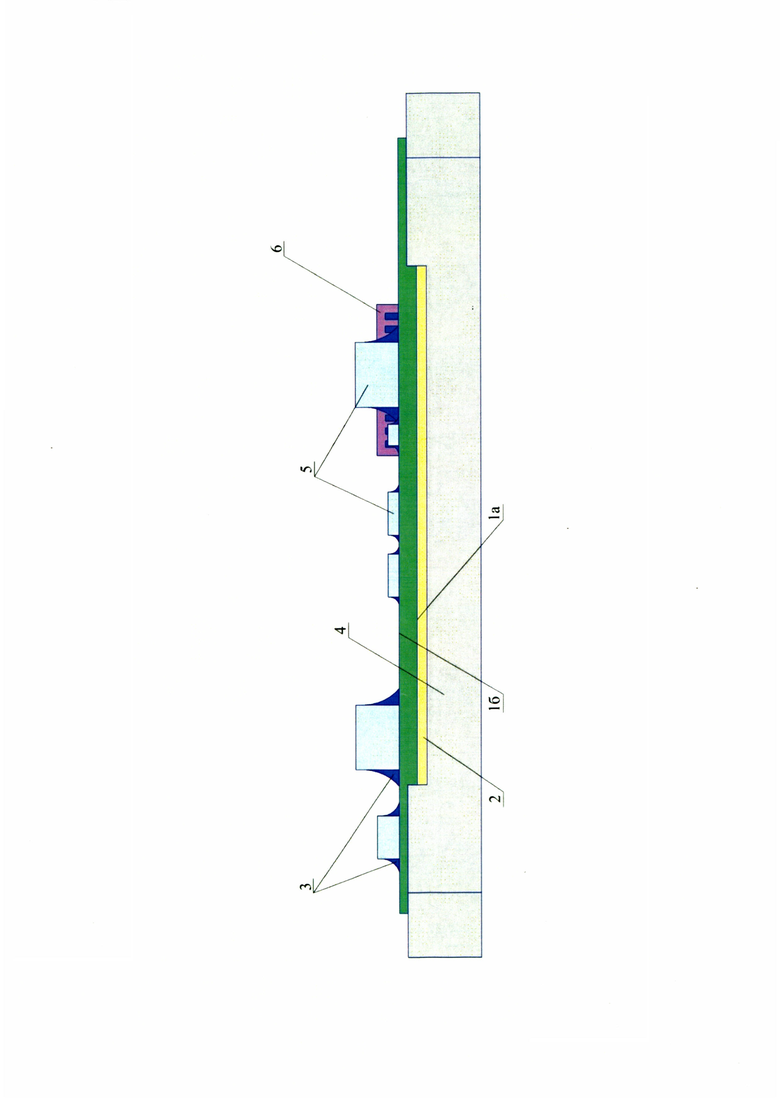
Изобретение поясняется чертежом.
На фиг. дан разрез гибридной интегральной схемы СВЧ после сборки заявленным способом, где
- керамическая подложка - 1, обратная 1 (а) и лицевая 1 (б) ее стороны,
- паяльная паста с флюсом на обратной - 2 и лицевой - 3 сторонах керамической подложки (соответственно паяное соединение 2, 3),
- металлическое основание - 4,
- пассивные - 5 и активные - 6 элементы гибридной интегральной схемы,
Паяное соединение - 2 обратной стороны керамической подложки 1 с металлическим основанием 4,
Паяное соединение - 3 навесных пассивных 5 и активных 6 элементов гибридной интегральной схемы на лицевой стороне керамической подложки 1.
Примеры конкретного исполнения заявленного способа сборки гибридной интегральной схемы СВЧ.
Пример 1.
Осуществлена сборка гибридной интегральной схемы СВЧ - Изделие фазовой автоподстройки частоты (ФАПЧ) КРПГ.431359.041.
Технологические операции сборки гибридной интегральной схемы на обратной 1 (а) и лицевой 1 (б) сторонах керамической подложки осуществляют раздельно - в два этапа, при этом.
На первом - на обратную сторону керамической подложки 1 (а) (Поликор ПК2, ОСТ 107.750871.001-86) наносят паяльную пасту с флюсом 2 на основе олово-серебро-медь, мас. %, 96,7, 2,65, 0,6, тип флюса - RELO (по стандарту IRC) - синтетический флюс с низкой активностью, без содержания галогенов),
располагают керамическую подложу обратной стороной 1 (а) на металлическом основании 4 (Ковар - сплав магнитный прецизионный 29НК-3,5 ГОСТ 14082-78),
осуществляют технологические операции пайки обратной стороны керамической подложки с металлическим основанием в рабочей камере вакуумной печи (ATV SRO) предусматривающей:
предварительный нагрев - в среде азота (ГОСТ 9293-74), до температуры 180°С, со скоростью 1,25 град./сек., выдержку при этой температуре в течение 330 сек.,
нагрев до температуры пайки - в вакууме 5×102 Па, до температуры 260°С, со скоростью 0,8 град./сек., собственно пайку в течение 750 сек. (определено в зависимости от массогабаритных характеристик гибридной интегральной схемы СВЧ - Изделие фазовой автоподстройки частоты КРПГ.431359.041),
охлаждение - в среде азота, до температуры 72,5°С, со скоростью 0,65 град./сек.
На втором - на лицевую сторону керамической подложки 1 (б) наносят паяльную пасту с флюсом 3 на основе олово-свинец-серебро, мас. %, 62,5, 36,25, 2,25, тип флюса - RELO (по стандарту IRC) - канифольный флюс с низкой активностью, без содержания галогенов).
располагают навесные пассивные элементы 5 - резисторы ШКАБ.434.110.002ТУ, емкости - конденсатор АЖЯР.673546.007ТУ, конденсатор ОЖО.460.174-МТУ, конденсатор керамический КРПГ.757761.002-17 ТС0.707.002ТУ, катушки индуктивности КВШУ.670114.001ТУ, чип-индуктивность LQH31MN100J03L Murata и активные элементы 6 - транзистор 2Т642А-2 аАО.339.112ТУ, микросхема AD797AR Analog Devices, микросхема РЕ33241 MLEA-X Peregrine Semiconductor гибридной интегральной схемы,
осуществляют технологические операции пайки навесных пассивных и активных элементов на лицевой стороне керамической подложки 1 (б) в рабочей камере вакуумной печи (ATV SRO):
предварительный нагрев - в среде азота (ГОСТ 9293-74), до температуры 157,5°С, со скоростью 1,25 град./сек., выдержку при этой температуре в вакууме в течение 330 сек.,
нагрев до температуры пайки - в вакууме 5×102 Па, до температуры 217,5°С, со скоростью 0,8 град./сек., собственно пайку в течение 110 сек.
охлаждение - до температуры 72,5°С со скоростью 0,65 град./сек.
При этом время собственно пайки на первом и втором этапах определено в зависимости от массогабаритных характеристик гибридной интегральной схемы СВЧ - Изделие фазовой автоподстройки частоты КРПГ.431359.041,
Далее осуществляют отмывку элементов гибридной интегральной схемы СВЧ от остатков флюса (Система автоматической струйной отмывки Riebesam 23-03Т в водном 20 процентном растворе промывочной жидкости AQUANOX А4241.
Пример 2-5.
Осуществляют сборку гибридной интегральной схемы СВЧ - Изделие фазовой автоподстройки частоты КРПГ.431359.041 аналогично примеру 1, но при иных режимах технологических операций, указанных в формуле изобретения (примеры 2-3) и за ее пределами (примеры 4-5).
Пример 6 соответствует прототипу.
Образцы гибридной интегральной схемы СВЧ (Изделие фазовой автоподстройки частоты КРПГ.431359.041) в составе Генераторно-преобразовательного модуля КРПГ.434855.026 были.
1. Испытаны на надежность посредством вибропрочности, тепло- и холодоустойчивости и термоциклирования (ГОСТ 16962.2-90).
2. Проанализированы на степень:
- сохранения топологии и
- загрязнения паяемых поверхностей - визуальный контроль под микроскопом (Марка Альтами).
Данные сведены в таблицу.
Как видно из таблицы образцы гибридной интегральной схемы СВЧ (Изделие фазовой автоподстройки частоты КРПГ.431359.041) в составе Генераторно-преобразовательного модуля КРПГ.434855.026, изготовленные в пределах формулы изобретения имеют высокие значения величин:
- надежность порядка 90 процентов (данные испытаний в результате вибропрочности, тепло- и холодоустойчивости, термоциклирования);
- выхода годных порядка 80 процентов (данные по сохранению топологии и загрязнению паяемых поверхностей (примеры 1-3) в отличие от образцов, изготовленных за пределами формулы изобретения - примерно 50 процентов (примеры 4-5).
Таким образом, заявленный способ сборки гибридной интегральной схемы СВЧ обеспечивает достаточно высокие надежность и выход годных.
Более того, обеспечивается возможность ремонтопригодности гибридной интегральной схемы СВЧ, что немало важно.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ ГИБРИДНО-ИНТЕГРАЛЬНЫХ МИКРОСХЕМ | 2006 |
|
RU2315392C1 |
| СПОСОБ ВАКУУМНОЙ ПАЙКИ ПРИПОЙНЫХ ШАРИКОВ НА ВЫВОДНЫЕ ПЛОЩАДКИ МЕТАЛЛОКЕРАМИЧЕСКИХ КОРПУСОВ МАТРИЧНОГО ТИПА | 2022 |
|
RU2812158C1 |
| Интегральная схема СВЧ | 2020 |
|
RU2737342C1 |
| Способ монтажа микросборок в корпус модуля | 2016 |
|
RU2661337C2 |
| Интегральная схема СВЧ | 2021 |
|
RU2782184C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБРИДНОЙ ИНТЕГРАЛЬНОЙ СХЕМЫ СВЧ-ДИАПАЗОНА | 2022 |
|
RU2787551C1 |
| Способ изготовления гибридной интегральной схемы СВЧ-диапазона | 2024 |
|
RU2837064C1 |
| Корпус СВЧ для изделия полупроводниковой электронной техники СВЧ | 2020 |
|
RU2749572C1 |
| ПАЯЛЬНАЯ ПАСТА | 2006 |
|
RU2331501C1 |
| ИНТЕГРАЛЬНАЯ СХЕМА СВЧ | 2013 |
|
RU2556271C1 |
Способ сборки гибридной интегральной схемы СВЧ на керамической подложке включает нанесение на обе стороны керамической подложки паяльной пасты с флюсом, расположение керамической подложки обратной стороной на металлическом основании, расположение на лицевой стороне керамической подложки навесных пассивных и активных элементов гибридной интегральной схемы, проведение технологических операций пайки элементов гибридной интегральной схемы, предусматривающих предварительный нагрев, нагрев до температуры пайки, собственно пайку и охлаждение, отмывку элементов гибридной интегральной схемы от остатков флюса, при этом упомянутые технологические операции на обратной и лицевой сторонах керамической подложки осуществляют раздельно. На обратную сторону керамической подложки наносят паяльную пасту с флюсом на основе олово-серебро-медь, располагают керамическую подложу обратной стороной на металлическом основании, пайку обратной стороны керамической подложки с металлическим основанием осуществляют при предварительном нагреве в среде азота до температуры 170-190°С со скоростью 1,1-1,4 град./с, выдерживают при этой температуре в течение 240-420 с, нагрев до температуры пайки осуществляют в вакууме до температуры 250-270°С со скоростью 0,7-0,9 град./с, охлаждение - в среде азота до температуры 70-75°С со скоростью 0,3-1,0 град./с, затем на лицевую сторону керамической подложки наносят паяльную пасту с флюсом на основе олово-свинец-серебро, располагают навесные пассивные и активные элементы гибридной интегральной схемы, пайку навесных пассивных и активных элементов на лицевой стороне осуществляют посредством предварительного нагрева в среде азота до температуры 150-165°С, выдержки при этой температуре в вакууме в течение 240-420 с, нагрева до температуры пайки в вакууме и собственно пайку в течение заданного времени, охлаждение до температуры 70-75°С со скоростью 0,3-1,0 град./с. Изобретение обеспечивает повышение надежности и выхода годных гибридных интегральных схем путем повышения качества паяного соединения, обеспечение возможности ее ремонтопригодности, упрощение способа. 2 з.п. ф-лы, 1 ил.
1. Способ сборки гибридной интегральной схемы СВЧ на керамической подложке, включающий нанесение на обе стороны керамической подложки паяльной пасты с флюсом, расположение керамической подложки обратной стороной на металлическом основании, расположение на лицевой стороне керамической подложки навесных пассивных и активных элементов гибридной интегральной схемы, проведение технологических операций пайки элементов гибридной интегральной схемы, предусматривающих предварительный нагрев, нагрев до температуры пайки, собственно пайку и охлаждение, отмывку элементов гибридной интегральной схемы от остатков флюса, отличающийся тем, что
упомянутые технологические операции способа сборки гибридной интегральной схемы на обратной и лицевой сторонах керамической подложки осуществляют раздельно в два этапа, при этом:
на первом этапе - на обратной стороне керамической подложки наносят паяльную пасту с флюсом на основе олово-серебро-медь, мас. %, 96,5-97,0, 3,0-2,3, 0,5-0,7 соответственно,
располагают керамическую подложу обратной стороной на металлическом основании,
технологические операции пайки обратной стороны керамической подложки с металлическим основанием осуществляют при следующих технологических режимах:
предварительный нагрев - в среде азота, до температуры 170-190°С со скоростью 1,1-1,4 град./с, выдержка при этой температуре в течение 240-420 с,
нагрев до температуры пайки - в вакууме менее 7×102 Па, до температуры 250-270°С со скоростью 0,7-0,9 град./с, собственно пайка в течение заданного времени,
охлаждение - в среде азота, до температуры 70-75°С со скоростью 0,3-1,0 град./с,
на втором этапе - на лицевой стороне керамической подложки наносят паяльную пасту с флюсом на основе олово-свинец-серебро, мас. %, 62,0-63,0, 36,0-36,5, 2,0-0,5 соответственно,
располагают навесные пассивные и активные элементы гибридной интегральной схемы,
технологические операции пайки навесных пассивных и активных элементов на лицевой стороне керамической подложки осуществляют при следующих технологических режимах:
предварительный нагрев - в среде азота, до температуры 150-165°С со скоростью 1,1-1,4 град./с, выдержка при этой температуре в вакууме в течение 240-420 с,
нагрев до температуры пайки - в вакууме менее 7×102 Па, до температуры 210-225°С со скоростью 0,7-0,9 град./с, собственно пайка в течение заданного времени,
охлаждение - до температуры 70-75°С со скоростью 0,3-1,0 град./с,
при этом проведение технологических операций пайки элементов гибридной интегральной схемы на первом и втором этапах осуществляют в вакууме.
2. Способ сборки гибридной интегральной схемы СВЧ на керамической подложке по п. 1, отличающийся тем, что в качестве флюса используют канифольный флюс без содержания галогенов.
3. Способ сборки гибридной интегральной схемы СВЧ на керамической подложке по п. 1, отличающийся тем, что заданное время собственно пайки на первом и втором этапах определяют в зависимости от массогабаритных характеристик гибридной интегральной схемы СВЧ.
| СПОСОБ СБОРКИ ГИБРИДНО-ИНТЕГРАЛЬНЫХ МИКРОСХЕМ | 2006 |
|
RU2315392C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОЩНОЙ ГИБРИДНОЙ ИНТЕГРАЛЬНОЙ СХЕМЫ СВЧ-ДИАПАЗОНА | 2013 |
|
RU2537695C1 |
| ГИБРИДНАЯ ИНТЕГРАЛЬНАЯ СХЕМА СВЧ | 2011 |
|
RU2489770C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБРИДНЫХ ИНТЕГРАЛЬНЫХ СХЕМ И ПЕЧАТНЫХ ПЛАТ НА ПОЛИМЕРНОЙ ПОДЛОЖКЕ | 1998 |
|
RU2138140C1 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |

