Область применения
Данное изобретение относится к области комбинированных установок непрерывного литья и прокатки. В комбинированных установках непрерывного литья и прокатки установка непрерывной разливки в поточной линии соединена по меньшей мере с одним прокатным станом, однако, чаще всего с двумя прокатными станами. В установке непрерывной разливки обычно отливается жидкая сталь в литую заготовку с поперечным сечением сляба или тонкого сляба. Отлитая способом непрерывной разливки заготовка начисто прокатывается в указанном по меньшей мере одном прокатном стане методом горячей прокатки в готовую полосу. Благодаря соединению в поточной линии установки непрерывной разливки с прокатным станом комбинированные установки непрерывного литья и прокатки могут быть выполнены чрезвычайно компактными. Поскольку такая установка непрерывной разливки может достигать высоких скоростей разливки, то указанная комбинированная установка непрерывного литья и прокатки имеет высокую производительность.
Уровень техники
В комбинированных установках непрерывного литья и прокатки согласно уровню техники чистовая полоса обычно наматывается на несколько, например, две или три моталки (англ. coiler). Эти моталки расположены друг за другом позади участка охлаждения; барабаны моталок находятся под так называемой линией прохождения чистовой полосы (поэтому они называются также подпольными моталками). Во время работы комбинированной установки непрерывного литья и прокатки первая чистовая полоса наматывается на первую моталку. Незадолго до того, как эта первая моталка достигнет своей емкости, чистовая полоса разделяется в поперечном направлении, и последующий участок чистовой полосы направляется к следующей моталке, которая расположена либо перед первой моталкой, либо после нее. Идущий впереди участок чистовой полосы наматывается на первую моталку. В частности, при высоком массовом потоке в комбинации с тонкой готовой полосой обеспечиваются высокие скорости транспортировки чистовой полосы на рольганге комбинированной установки непрерывного литья и прокатки. После разделения чистовой полосы в поперечном направлении головная часть чистовой полосы не зажимается между ножницами и следующей моталкой, так что, в частности, при высоких скоростях транспортировки может произойти так, что головная часть полосы не будет приниматься с барабана моталки. В этом случае требуется немедленно остановить горячую прокатку, что сильно снижает надежность и производительность комбинированной установки непрерывного литья и прокатки.
Из публикации DE 19518144 A1 известна комбинированная установка непрерывного литья и прокатки, которая пригодна для изготовления горячекатаных готовых полос толщиной между 1,6 и 40 мм. Согласно одному варианту выполнения за участком охлаждения и ножницами имеется карусельная моталка для наматывания разделенной полосы.
Как должны быть изменены комбинированные установки непрерывного литья и прокатки согласно уровню техники, чтобы они были пригодны для изготовления очень тонкой горячекатаной чистовой полосы толщиной ≤1 мм, предпочтительно ≤0,8 мм, предпочтительно даже ≤0,6 мм, и как можно увеличить надежность такого рода комбинированной установки непрерывного литья и прокатки для изготовления очень тонкой горячекатаной чистовой полосы при высоких массовых потоках, из уровня техники не следует.
Раскрытие сущности изобретения
Задача изобретения состоит в том, чтобы повысить надежность комбинированной установки непрерывного литья и прокатки, в частности, типа Arvedi ESP, при изготовлении очень тонкой (толщиной ≤1 мм) горячекатаной чистовой полосы при высоком массовом потоке.
Эта задача в отношении устройства решается посредством комбинированной установки непрерывного литья и прокатки согласно пункту 1 формулы изобретения. Предпочтительные варианты выполнения являются предметом зависимых пунктов формулы изобретения.
Конкретно комбинированная установка непрерывного литья и прокатки для изготовления горячекатаной чистовой полосы толщиной ≤1 мм, предпочтительно ≤0,8 мм, особенно предпочтительно ≤0,6 мм имеет следующие конструктивные части:
- установку непрерывной разливки с дугообразной направляющей заготовки для непрерывной разливки отливаемой способом непрерывной разливки заготовки с поперечным сечением сляба или тонкого сляба из стального расплава,
- многоклетьевую черновую линию прокатных клетей для черновой прокатки литой заготовки в черновую полосу,
- многоклетьевую чистовую линию клетей для чистовой прокатки черновой полосы в готовую полосу,
- участок охлаждения для охлаждения чистовой полосы,
- ножницы для разделения чистовой полосы в поперечном направлении, причем ножницы расположены в направлении потока материала за участком охлаждения. Такая комбинированная установка непрерывного литья и прокатки в свете указанной технической задачи дополнительно усовершенствуется в том направлении, что в направлении потока материала за ножницами расположена карусельная моталка для намотки чистовой полосы на первый и второй барабаны моталки, причем каждый барабан моталки имеет отдельный вращательный привод для вращения барабана моталки вокруг его оси вращения, и карусельная моталка имеет привод поворотного движения для совместного поворачивания барабанов моталки вокруг общей оси поворота по эллиптической, предпочтительно кругообразной траектории.
Карусельная моталка с по меньшей мере двумя барабанами моталки применяется вместо нескольких моталок, расположенных друг за другом в направлении транспортировки чистовой полосы. Каждый барабан предлагаемой изобретением карусельной моталки имеет отдельный привод (например, гидравлический мотор или электрический мотор) для вращения барабана моталки вокруг его оси вращения. Оси вращения барабанов моталки обычно горизонтальны. Карусельная моталка имеет к тому же привод поворотного движения для совместного поворачивания барабанов моталки вокруг общей оси поворота по эллиптической, предпочтительно по кругообразной траектории. Ось вращения привода поворотного движения тоже обычно горизонтальна. Приводы барабанов моталки являются высокоскоростными приводами (быстроходными) с частотой вращения вплоть до 800 1/мин. В противоположность этому привод поворотного движения является низкоскоростным (тихоходным) с типичной частотой до 0,1 1/мин.
Согласно одному предпочтительному варианту выполнения указанные отдельные вращательные приводы для барабанов моталки являются приводами с изменяемой скоростью вращения. Таким образом, эти приводы являются либо гидравлическими вращательными приводами, которые могут эксплуатироваться в открытом или замкнутом контуре, либо они являются электрическими вращательными приводами с синхронным или асинхронным двигателем, который управляется частотным преобразователем, соответственно, регулируется по частоте вращения.
Для того чтобы можно было резать готовую полосу насколько возможно без натяжения, предпочтительно непосредственно перед ножницами и предпочтительно также непосредственно за ними располагать по меньшей мере по одной паре подающих роликов. Благодаря этим парам подающих роликов натяжение в готовой полосе перед резанием может снижаться до минимального значения. Вследствие этого повышается надежность разделения в поперечном направлении, а также качество резки.
Кроме того, предпочтительно, чтобы карусельная моталка в горизонтальном направлении относительно ножниц была расположена таким образом, что расстояние в начале наматывания между ножницами и барабаном карусельной моталки составляет <6 м, предпочтительно <3 м. Это расстояние измеряется от лезвий ножниц до оси вращения первого барабана моталки.
Далее, в предлагаемой изобретением комбинированной установке непрерывного литья и прокатки является предпочтительным, если карусельная моталка в вертикальном направлении относительно ножниц расположена так, что верхняя кромка барабана моталки находится на линии похождения чистовой полосы.
Оба вышеназванных варианта выполнения каждый сам по себе и особенно в комбинации друг с другом являются очень предпочтительными. Во-первых, указанное расстояние между ножницами и барабаном моталки гораздо короче, чем в других концепциях моталки, в которых это расстояние может составлять > 14 м. Во-вторых, размещение барабана моталки на линии прохождения чистовой полосы также является очень предпочтительным, так как эта полоса больше не должна направляться под прокатную линию.
Карусельная моталка может быть выполнена особенно компактной, если первый вращательный привод через вал соединен с первым барабаном моталки, а второй вращательный привод через полый вал соединен с вторым барабаном моталки, причем указанный полый вал по меньшей мере на отдельных участках охватывает указанный вал.
Предпочтительно первый вращательный привод через первый редуктор соединен с валом, а указанный вал через третий редуктор соединен с первым барабаном моталки.
Предпочтительно также, чтобы второй вращательный привод через второй редуктор был соединен с полым валом, а полый вал через третий редуктор был соединен с вторым барабаном моталки.
Предлагаемая изобретением задача в отношении способа решается посредством способа непрерывной эксплуатации комбинированной установки непрерывного литья и прокатки для изготовления горячекатаной чистовой полосы согласно независимому пункту 9 формулы изобретения. Предпочтительные варианты выполнения являются предметом зависимых пунктов формулы изобретения.
Конкретно это решение осуществляется посредством способа непрерывной эксплуатации комбинированной установки непрерывного литья и прокатки для изготовления горячекатаной чистовой полосы толщиной ≤1 мм, предпочтительно ≤0,8 мм, особенно предпочтительно ≤0,6 мм, который включает в себя следующие этапы способа:
- непрерывное литье бесконечной литой заготовки с поперечным сечением сляба или тонкого сляба из стального расплава в установке непрерывной разливки с дугообразной направляющей заготовки,
- черновую прокатку литой заготовки в бесконечную черновую полосу в многоклетьевой черновой линии прокатных клетей,
- чистовую прокатку черновой полосы в бесконечную готовую полосу в многоклетьевой чистовой линии клетей,
- охлаждение бесконечной чистовой полосы до температуры смотки на участке охлаждения,
- намотку бесконечной чистовой полосы в карусельной моталке с первым и вторым барабанами моталки,
причем указанный способ усовершенствуется в том направлении, чтобы бесконечная чистовая полоса с помощью ножниц разделялась в поперечном направлении на идущий впереди и на последующий участки чистовой полосы, причем идущий впереди участок чистовой полосы наматывается на первый барабан моталки, а последующий участок чистовой полосы наматывается на второй барабан моталки.
Предпочтительно верхняя кромка каждого барабана моталки в начале намотки (т.е. при так называемой примотке) находится на линии похождения чистовой полосы. Благодаря этому можно отказаться от изменения направления чистовой полосы.
Кроме того, предпочтительно, чтобы барабаны карусельной моталки во время намотки поворачивались по эллиптической, предпочтительно по кругообразной траектории. Обычно первый барабан моталки во время намотки из положения на 180° поворачивается по часовой стрелке в направлении 0°, тогда как второй барабан моталки из положения на 0° поворачивается по часовой стрелке в направлении 180°.
Карусельная моталка особенно пригодна для намотки очень тонких и очень быстро движущихся готовых полос, так что предпочтительно, чтобы толщина чистовой полосы составляла <1 мм, предпочтительно <0,8 мм, особенно предпочтительно ≤0,6 мм. При толщине <1 мм предпочтительно, чтобы скорость транспортировки чистовой полосы > составляла 8,4 м/с; при толщине <0,8 мм скорость транспортировки предпочтительно составляет >10,5 м/с; при толщине ≤0,6 мм особенно предпочтительная скорость транспортировки составляет ≥14 м/с.
Краткое описание чертежей
Вышеописанные свойства, признаки и преимущества данного изобретения, а также способ, которым они достигаются, будут более ясны и точнее понятны из последующего описания примера осуществления, который разъясняется более подробно с помощью чертежей. При этом на чертежах показано следующее.
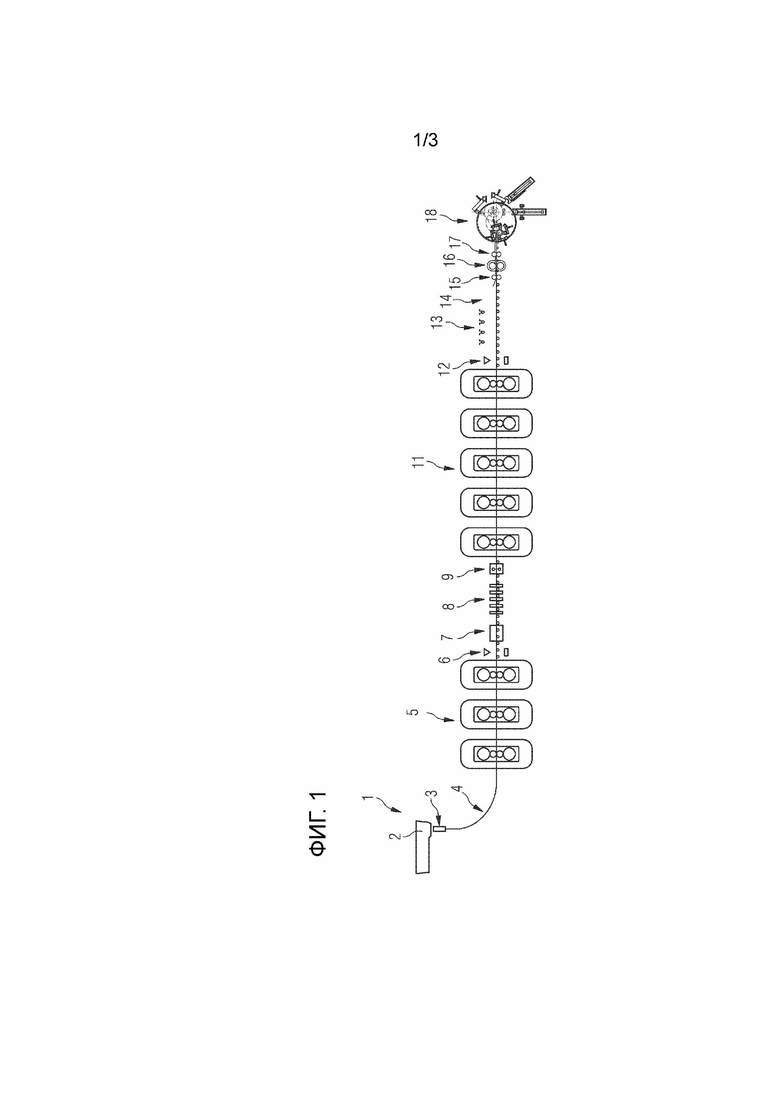
Фиг. 1 схема комбинированной установки непрерывного литья и прокатки с карусельной моталкой,
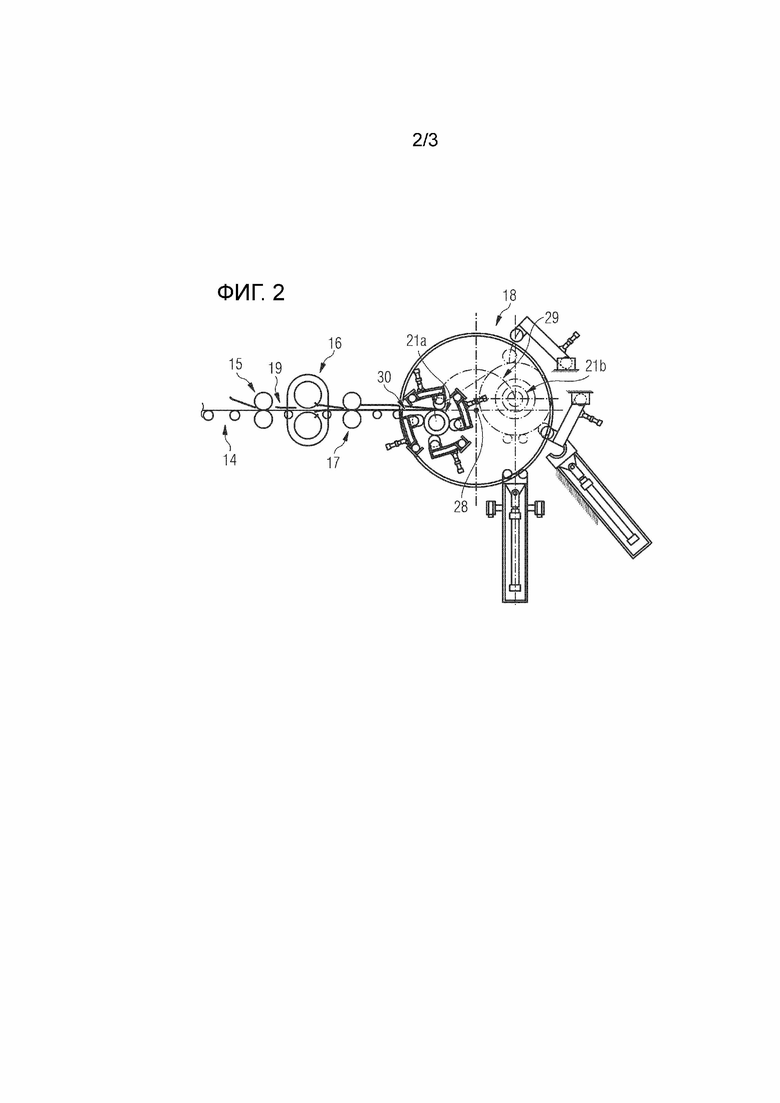
Фиг. 2 детальное изображение карусельной моталки по Фиг. 1, и
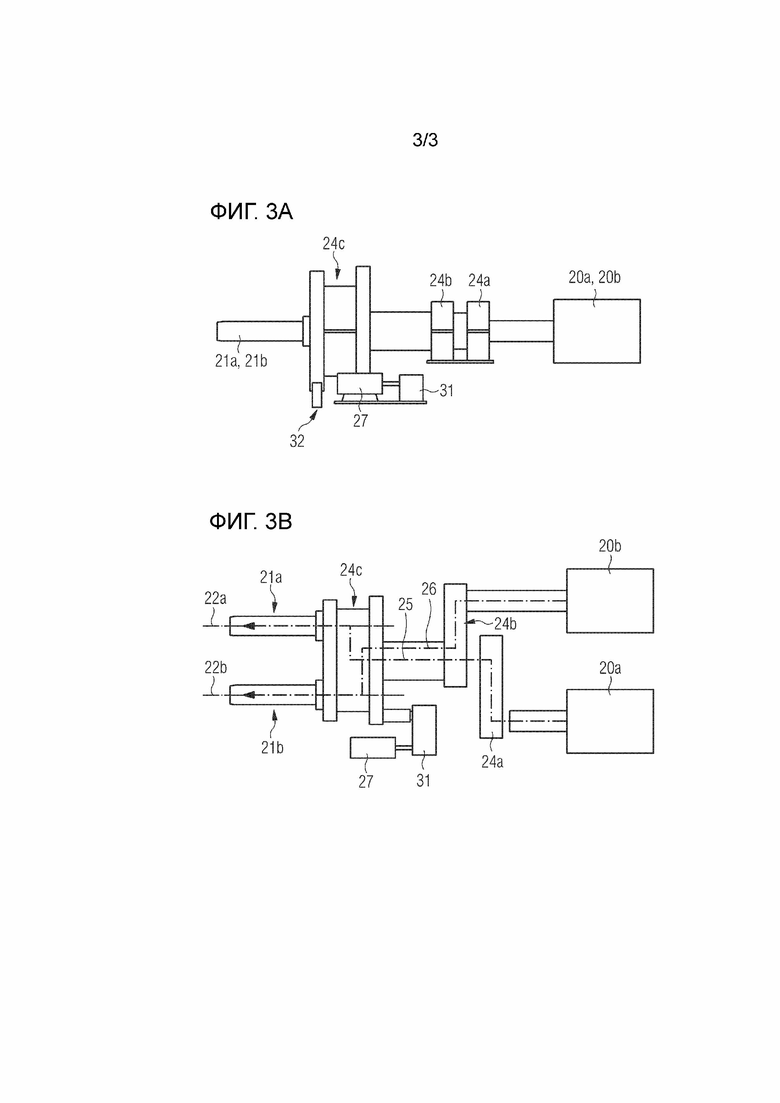
Фиг. 3a, Фиг. 3b вид спереди и вид сверху карусельной моталки с ее приводами.
Описание вариантов выполнения
На Фиг. 1 показана схема комбинированной установки непрерывного литья и прокатки типа Arvedi ESP с карусельной моталкой 18. Во время работы комбинированной установки непрерывного литья и прокатки разливочный распределитель 2 установки 1 непрерывной разливки загружается жидкой сталью. В кристаллизаторе 3 из стального расплава образуется частично затвердевшая литая заготовка 4 с затвердевшей корочкой заготовки. Литая заготовка 4 непрерывно вытягивается из кристаллизатора 3 и дополнительно охлаждается в дугообразной направляющей заготовки, так что литая заготовка 4 наконец в полностью затвердевшем состоянии попадает в черновую линию 5 прокатных клетей. В трехклетьевой черновой линии прокатных клетей литая заготовка 4 с поперечным сечением сляба или тонкого сляба предварительно прокатывается в черновую полосу. Неразрезанная черновая полоса затем нагревается посредством нескольких индукторов индукционной печи 8 и в нагретом состоянии непосредственно перед чистовой линией 11 клетей очищается от окалины. С помощью нагрева и последующей очистки от окалины черновой полосы достигается хороший результат удаления окалины. Очищенная от окалины черновая полоса входит в пятиклетьевую чистовую линию 11 клетей и там начисто прокатывается в готовую полосу. Эта чистовая полоса обычно имеет толщину между 0,6 и 6 мм.
В частности, при производстве очень тонкой чистовой полосы толщиной <1 мм, <0,8 мм или даже ≤0,6 мм с существующими моталками для горячей прокатки полосы могут возникать проблемы, так как чистовая полоса движется на рольганге 14 очень быстро и, в частности, после разделения чистовой полосы в поперечном направлении с помощью ножниц 16 в области за ножницами 16 склонна к отрыву, соответственно, к отлетанию. Данное изобретение эффективно противодействует этой проблеме, а именно благодаря применению карусельной моталки 18.
После чистовой прокатки в чистовой линии 11 клетей чистовая полоса в участке охлаждения 13 охлаждается до температуры смотки и ножницами 16 нарезается на отрезки, равные длине развернутого рулона.
Показанное на Фиг. 2 увеличенное изображение выходной области комбинированной установки непрерывного литья и прокатки по Фиг. 1. Для того чтобы можно было поступающую по рольгангу 14 с участка охлаждения готовую полосу нарезать насколько возможно без натяжения, перед ножницами 19 и после ножниц 19 находится по паре 15, 17 подающих роликов. Посредством этих пар подающих роликов к готовой полосе может прикладываться натяжение или, соответственно, сжатие. Для этого по меньшей мере один ролик из пары подающих роликов выполнен с возможностью привода и с помощью нажимного устройства может прижиматься к другому ролику этой пары подающих роликов. Как перед первой парой 15 подающих роликов, между первой парой 15 подающих роликов и ножницами 16, между ножницами 16 и второй парой 17 подающих роликов, так и между второй парой 17 подающих роликов и карусельной моталкой 18 расположены направляющие перегородки 19, которые препятствуют отрыву чистовой полосы от рольганга 14.
В отличие от «обычных» моталок, барабаны карусельной моталки расположены в вертикальном направлении в начале намотки на линии прохождения 30 чистовой полосы. Благодаря этому отпадает необходимость в изменении направления чистовой полосы в направлении наклонно под рольганг 14.
При примотке чистовой полосы на первый барабан 21a моталки чистовая полоса с помощью четырех (обычно трех, четырех или пяти) расположенных по периметру барабана 21a моталки направляющих роликов прижимается к барабану моталки. Направляющие ролики могут прижиматься посредством гидравлических, пневматических или электромеханических исполнительных механизмов с управляемым или регулируемыми давлением, соответственно, усилием. После примотки чистовой полосы барабаны 21a, 21b моталки с помощью представленного на Фиг. 3a, Фиг. 3b привода 27 поворотного движения поворачиваются по кругообразной траектории 29. При этом первый барабан 21a моталки поворачивается вокруг горизонтальной оси 28 поворота назад, а второй барабан 21b моталки поворачивается вокруг той же оси 28 поворота вперед. Понятия «впереди» и «сзади» относятся к направлению потока материала чистовой полосы.
Незадолго до того, как моталка достигнет своего конечного веса, чистовая полоса ножницами 16 разделяется в поперечном направлении на идущий впереди и на последующий участки чистовой полосы. Идущий впереди участок чистовой полосы - как это показано на Фиг. 2 - наматывается на второй барабан 21b моталки. Второй барабан 21b моталки находится «за» первым барабаном 21a моталки. Последующий участок чистовой полосы, напротив, наматывается на первый барабан 21a моталки, который находится «перед» вторым барабаном 21b моталки, и его барабан в вертикальном направлении находится на линии прохождения чистовой полосы.
На Фиг. 3a и Фиг. 3b представлены приводы, редукторы и барабаны карусельной моталки по Фиг. 1 и Фиг. 2. Конкретно карусельная моталка 18 имеет три привода, а именно по одному вращательному приводу 20a, 20b с изменяемой частотой вращения для первого и второго барабанов 21a, 21b моталки и привод 27 поворотного движения для поворачивания барабанов 21a, 21b моталки по кругообразной траектории 29. Оба вращательных привода 20a, 20b являются быстроходными с максимальной скоростью вращения 800 1/мин; привод 27 поворотного движения, напротив, является тихоходным с максимальной скоростью до 0,1 1/мин.
На Фиг. 3b, кроме того, обозначены потоки крутящих моментов от вращательных приводов 20a, 20b к барабанам 21a, 21b моталки. Крутящий момент первого вращательного привода 20a через первый редуктор 24a передается на вал 25 и с вала 25 через третий редуктор 24c передается на первый барабан 21a моталки. Крутящий момент второго вращательного привода 20b через второй редуктор 24b передается на полый вал 26, а с полого вала 26 через третий редуктор 24c передается на второй барабан 21b моталки. Полый вал 26 охватывает вал 25 по меньшей мере на отдельных участках в области между вторым редуктором 24b и третьим редуктором 24c.
С помощью предлагаемой изобретением комбинированной установки непрерывного литья и прокатки, а также предлагаемого изобретением способа эксплуатации комбинированной установки непрерывного литья и прокатки могут очень надежно изготовляться тонкие готовые полосы из стали толщиной ≤1 мм, предпочтительно ≤0,8 мм, особенно предпочтительно ≤0,6 мм в промышленном массовом производстве. Благодаря небольшому расстоянию между ножницами и карусельной моталкой указанная комбинированная установка непрерывного литья и прокатки может быть сконструирована более компактной, чем сравнимые установки обычно с тремя подпольными моталками. За счет того, что примотка чистовой полосы всегда производится в определенной позиции (а именно, посредством переднего барабана моталки), чистовая полоса имеет более равномерную температуру, что благоприятно сказывается на качестве. И, наконец, благодаря применению карусельной моталки устраняется изменение направления чистовой полосы к подпольным моталкам, вследствие чего дополнительно повышается надежность.
Данное изобретение к тому же не ограничивается комбинированными установками непрерывного литья и прокатки типа Arvedi ESP, но может также с успехом использоваться и в установках CSP фирмы SMS, соответственно, в установках QSP или DUE фирмы Danieli.
Хотя данное изобретение было подробно описано и проиллюстрировано на предпочтительных примерах осуществления, тем не менее, данное изобретение не ограничивается раскрытыми примерами, и специалист может из них вывести другие вариации, не выходя за объем защиты данного изобретения.
Перечень ссылочных обозначений
1 установка непрерывной разливки
2 разливочный распределитель
3 кристаллизатор
4 литая заготовка
5 черновая линия прокатки
6 измерительные приборы для определения температурного профиля, ширины и толщины черновой полосы
7 шлюзовое устройство для ввода и вывода
8 индукционная печь
9 устройство для удаления окалины
11 чистовая линия прокатки
12 измерительные приборы для определения температурного профиля, ширины, толщины и плоскостности чистовой полосы
13 участок охлаждения
14 рольганг
15, 17 пара приводных роликов
16 ножницы
18 карусельная моталка
19 направляющая перегородка
20a, 20b вращательный привод
21a, 21b барабан моталки
22a, 22b ось вращения барабана моталки
23a…23h направляющий ролик
24a…24c редуктор
25 вал
26 полый вал
27 привод поворотного движения
28 ось поворота
29 траектория
30 линия прохождения чистовой полосы
31 карусельный редуктор
32 карусельная поворотная опора
Изобретение относится к области металлургии. Комбинированная установка непрерывного литья и прокатки для изготовления горячекатаной чистовой полосы толщиной меньшей или равной 1 мм, содержит установку (1) непрерывной разливки, многоклетьевые черновую (5) и чистовую (11) линии прокатных клетей, участок (13) охлаждения чистовой полосы, ножницы (16) для поперечного разделения чистовой полосы и карусельную моталку (18). Чистовую полосу наматывают на первый и второй барабаны (21a, 21b) карусельной моталки, каждый из которых имеет отдельный вращательный привод (20a, 20b) для вращения вокруг своей оси (22a, 22b), причем карусельная моталка (18) имеет привод поворотного движения для совместного поворачивания барабанов (21a, 21b) моталки вокруг общей оси поворота (28) по эллиптической, предпочтительно по кругообразной траектории (29). Отдельные вращательные приводы (20a, 20b) барабанов моталки являются приводами с изменяемой скоростью вращения. Использование карусельной моталки приводит к равномерному распределению температуры чистовой полосы и устраняет необходимость изменения направления полосы относительно моталки, что приводит к повышению качества полосы и надежности установки. За счет сокращения расстояния между ножницами и моталкой обеспечивается компактность установки. 2 н. и 10 з.п. ф-лы, 3 ил.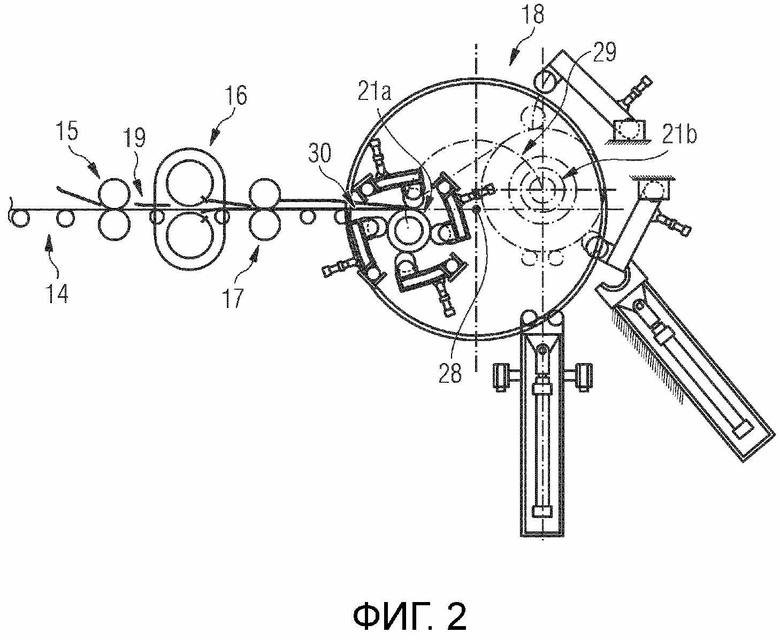
1. Комбинированная установка непрерывного литья и прокатки для изготовления горячекатаной чистовой полосы толщиной меньшей или равной 1 мм, причем эта комбинированная установка непрерывного литья и прокатки содержит:
- установку (1) непрерывной разливки с дугообразной направляющей заготовки для непрерывной разливки литой заготовки (4) с поперечным сечением сляба или тонкого сляба из стального расплава,
- многоклетьевую черновую линию (5) прокатных клетей для черновой прокатки литой заготовки (4) в черновую полосу,
- многоклетьевую чистовую линию (11) клетей для чистовой прокатки черновой полосы в готовую полосу,
- участок (13) охлаждения для охлаждения чистовой полосы,
- ножницы (16) для разделения чистовой полосы в поперечном направлении, причем эти ножницы (16) расположены в направлении потока материала за участком (13) охлаждения,
при этом в направлении потока материала за ножницами (16) установлена карусельная моталка (18) для намотки чистовой полосы на первый и на второй барабаны (21a, 21b) моталки, причем каждый барабан (21a, 21b) моталки имеет отдельный вращательный привод (20a, 20b) для вращения барабана (21a, 21b) моталки вокруг его оси вращения (22a, 22b), и карусельная моталка (18) имеет привод поворотного движения для совместного поворачивания барабанов (21a, 21b) моталки вокруг общей оси поворота (28) по эллиптической, предпочтительно по кругообразной траектории (29), отличающаяся тем, что
отдельные вращательные приводы (20a, 20b) являются приводами с изменяемой скоростью вращения.
2. Комбинированная установка непрерывного литья и прокатки по п. 1, отличающаяся тем, что непосредственно перед ножницами (16) и предпочтительно также непосредственно после ножниц (16) расположено по паре (15, 17) подающих роликов.
3. Комбинированная установка непрерывного литья и прокатки по п. 1 или 2, отличающаяся тем, что карусельная моталка (18) в горизонтальном направлении расположена относительно ножниц (16) таким образом, что расстояние в начале наматывания между ножницами и барабаном карусельной моталки составляет менее 6 м, предпочтительно менее 3 м.
4. Комбинированная установка непрерывного литья и прокатки по любому из пп. 1-3, отличающаяся тем, что карусельная моталка (18) в вертикальном направлении расположена относительно ножниц (16) таким образом, что верхняя кромка барабана (21a) моталки находится на линии (30) прохождения чистовой полосы.
5. Комбинированная установка непрерывного литья и прокатки по любому из пп. 1-4, отличающаяся тем, что первый вращательный привод (20a) через вал (25) соединен с первым барабаном (21a) моталки, а второй вращательный привод (20b) через полый вал (26) соединен с вторым барабаном (21b) моталки, причем этот полый вал (26) по меньшей мере на участках охватывает вал (25).
6. Комбинированная установка непрерывного литья и прокатки по п. 5, отличающаяся тем, что первый вращательный привод (20a) через первый редуктор (24a) соединен с валом (25), а вал (25) через третий редуктор (24c) соединен с первым барабаном (21a) моталки.
7. Комбинированная установка непрерывного литья и прокатки по п. 5 или 6, отличающаяся тем, что второй вращательный привод (20b) через второй редуктор (24b) соединен с полым валом (26), а полый вал (26) через третий редуктор (24c) соединен с вторым барабаном (21b) моталки.
8. Способ изготовления горячекатаной чистовой полосы толщиной меньшей или равной 1 мм на комбинированной установке непрерывного литья и прокатки, включающий в себя следующие этапы:
- непрерывное литье бесконечной литой заготовки (4) с поперечным сечением сляба или тонкого сляба из стального расплава в установке (1) непрерывной разливки с дугообразной направляющей заготовки,
- черновую прокатку литой заготовки в бесконечную черновую полосу в многоклетьевой черновой линии (5) прокатных клетей,
- чистовую прокатку черновой полосы в бесконечную готовую полосу в многоклетьевой чистовой линии (11) клетей,
- охлаждение бесконечной чистовой полосы до температуры смотки на участке (13) охлаждения,
- намотку бесконечной чистовой полосы в карусельной моталке (18) с первым и вторым барабанами (21a, 21b) моталки,
причем бесконечную чистовую полосу с помощью ножниц (16) разделяют в поперечном направлении на идущий впереди и на последующий участки чистовой полосы, причем идущий впереди участок чистовой полосы наматывают на первый барабан (21a) моталки, а последующий участок чистовой полосы наматывают на второй барабан (21b) моталки, при этом каждый барабан (21a, 21b) моталки соответственно посредством отдельного вращательного привода (20a, 20b) с изменяемой скоростью вращения вращают вокруг его оси вращения (22a, 22b).
9. Способ по п. 8, отличающийся тем, что верхняя кромка каждого барабана (21a, 21b) моталки при намотке находится на линии (30) прохождения чистовой полосы.
10. Способ по п. 8 или 9, отличающийся тем, что оба барабана (21a, 21b) моталки во время намотки поворачивают по эллиптической, предпочтительно по кругообразной траектории (29).
11. Способ по любому из пп. 8-10, отличающийся тем, что толщина чистовой полосы составляет менее 1 мм, предпочтительно менее 0,8 мм, особенно предпочтительно равно 0,6 мм или меньше.
12. Способ по п. 11, отличающийся тем, что скорость транспортировки чистовой полосы составляет более 8,4 м/с, предпочтительно более 10,5 м/с, особенно предпочтительно равно 14 м/с или больше.
| WO 2018167711 A1, 20.09.2018 | |||
| Способ получения масляной основы для красов | 1937 |
|
SU53400A1 |
| WO 2018167710 A1, 20.09.2018 | |||
| СПОСОБ И ПРОИЗВОДСТВЕННАЯ ЛИНИЯ ДЛЯ ПОЛУЧЕНИЯ СВЕРХТОНКИХ ГОРЯЧЕКАТАНЫХ ПОЛОС ИЗ ТОНКИХ СЛЯБОВ | 2003 |
|
RU2320431C2 |
| МОТАЛЬНОЕ УСТРОЙСТВО И СПОСОБ ДЛЯ НАМАТЫВАНИЯ ПОЛОСОВОГО МАТЕРИАЛА | 2015 |
|
RU2664843C2 |
| КАРУСЕЛЬНАЯ МОТАЛКА С ДВОЙНЫМИ РАЗЖИМНЫМИ ГОЛОВКАМИ | 2007 |
|
RU2388562C1 |
| DE 19518144 A1, 23.11.1995. | |||

