Перекрестная ссылка на родственные заявки
[0001] Данная заявка испрашивает приоритет по предварительной заявке США №62/591,954, поданной 29 ноября 2017 г., все содержание которой включено в настоящий документ посредством ссылки.
Область техники, к которой относится изобретение
[0002] Настоящее изобретение, в общем, относится к способу выполнения срощенного соединения в поручне или другом протяженном изделии постоянного поперечного сечения.
Уровень техники
[0003] Следующие абзацы не являются признанием того, что все, что в них обсуждается, является уровнем техники или частью знаний специалистов в данной области.
[0004] В патенте США №6,086,806 раскрывается пресс-форма и способ выполнения соединения в поручне для эскалаторов или движущихся пешеходных дорожек. Поручни могут иметь в общем С-образное поперечное сечение, определяющее внутренний, в общем Т-образный паз. Поручень выполнен путем экструзии и содержит первый слой термопластичного материала, проходящий вокруг Т-образного паза. Второй слой из термопластичного материала проходит вокруг наружной части первого слоя и определяет внешний профиль поручня. Скользящий слой выравнивает Т-образный паз и связан с первым слоем. Внутри первого слоя проходит ограничитель растяжения. Первый слой может быть выполнен из более твердого термопластика, чем второй слой. Полное содержание патента США №6,086,806 включено в настоящий документ посредством ссылки.
Раскрытие сущности изобретения
[0005] Следующие параграфы предназначены для ознакомления читателя с нижеследующим более подробным описанием, а не для определения или ограничения заявленного предмета изобретения.
[0006] Согласно одному аспекту настоящего изобретения, предложен способ выполнения срощенного соединения в подвижном поручне, причем поручень включает в себя термопластиковый корпус, имеющий в общем С-образное поперечное сечение и определяющий Т-образный паз, ограничитель растяжения в термопластиковом корпусе над Т-образным пазом и слой скользящей ткани вокруг внутренней области Т-образного паза, причем поручень включает в себя первый и второй концевые участки, каждый из которых включает в себя переднюю часть, проходящую от концевой поверхности концевого участка и заднюю часть, примыкающую к передней части, причем способ включает в себя следующее: в каждой из задней и передней частей первого и второго концевых участков обеспечивают первый горизонтальный разрез, чтобы отделить верхнюю часть термопластикового корпуса от базовой части, включающей в себя бортовые участки термопластикового корпуса, слой скользящей ткани и слой термопластика над слоем скользящей ткани, и соединяют бортовые участки вместе; для каждого концевого участка удаляют по меньшей мере бортовые участки из его передней части, оставляя центральный участок, включающий в себя переднюю часть на слое скользящей ткани, и слой термопластика; отрезают передние части слоя скользящей ткани и термопластика до требуемой формы; и соединяют первый и второй концевые участки вместе для образования срощенного соединения для формования.
[0007] Согласно другому аспекту настоящего изобретения предложен способ выполнения срощенного соединения в подвижном поручне, причем поручень включает в себя термопластиковый корпус, имеющий в общем С-образное поперечное сечение и определяющий Т-образный паз, ограничитель растяжения в термо пластиковом корпусе над Т-образным пазом и слой скользящей ткани вокруг внутренней области Т-образного паза, причем поручень включает в себя первый и второй концевые участки, каждый из которых включает в себя переднюю часть, проходящую от концевой поверхности концевого участка, и заднюю часть, примыкающую к передней части, причем способ включает в себя следующее: в каждой из задней и передней частей первого и второго концевых участков обеспечивают первый горизонтальный разрез, чтобы отделить верхнюю часть термопластикового корпуса от базовой части, включающей в себя бортовые участки термопластикового корпуса, слой скользящей ткани и слой термопластика поверх слоя скользящей ткани, и соединяют бортовые участки вместе; для каждой из базовых частей - удаляют их передние части, оставляя их задние части; нагревают обращенные друг к другу поверхности задних частей базовых частей, вызывая плавление термопластика; и устанавливают первый и второй концевые участки на оправке и сдвигают первый и второй концевые участки вместе так, чтобы задние части базовых частей примкнули друг к другу, в результате чего происходит сплавление расплавленного термопластика базовых частей с образованием соединения.
[0008] Другой аспект настоящего изобретения обеспечивает способ выполнения срощенного соединения в подвижном поручне, причем поручень включает в себя термопластиковый корпус, имеющий ось, в общем С-образное поперечное сечение и определяющий Т-образный паз, ограничитель растяжения в термопластиковом корпусе над Т-образным пазом и слой скользящей ткани вокруг внутренней области Т-образного паза, причем поручень включает в себя первый и второй концевые участки, каждый из которых включает в себя переднюю часть, проходящую от концевой поверхности концевого участка, и заднюю часть, примыкающую к передней части, причем способ включает в себя следующее: в каждой из задней и передней частей первого и второго концевых участков выполняют первый горизонтальный разрез, чтобы отделить верхнюю часть термопластикового корпуса от базовой части, включающей в себя бортовые участки термопластикового корпуса, слой скользящей ткани и слой термопластика над слоем скользящей ткани, и соединяют бортовые участки вместе; для каждого концевого участка - вверху базовой части отмечают центральную линию в центральной плоскости, перпендикулярной оси поручня; удаляют по меньшей мере термопластик передней части базовой части; переносят отметку центральной линии вокруг концевого участка поручня на скользящую ткань; обеспечивают наклонные линии на скользящей ткани на внутренней стороне бортовых участков в плоскости, проходящей под углом 45 градусов к центральной плоскости от пересечения с центральной плоскостью вверху Т-образного паза и в сторону от передней части; и удаляют скользящую ткань между наклонной плоскостью и центральной плоскостью.
[0009] Другой аспект настоящего изобретения обеспечивает способ выполнения срощенного соединения в подвижном поручне, причем поручень включает в себя термопластиковый корпус, имеющий в общем С-образное поперечное сечение и определяющий Т-образный паз, ограничитель растяжения, расположенный в термопластиковом корпусе над Т-образным пазом, и слой скользящей ткани вокруг внутренней области Т-образного паза, причем поручень включает в себя первый и второй концевые участки, каждый из которых включает в себя переднюю часть, проходящую от концевой поверхности концевого участка и заднюю часть, примыкающую к передней части, причем способ включает в себя следующее: в каждой из задней и передней частей первого и второго концевых участков обеспечивают первый горизонтальный разрез, чтобы отделить верхнюю часть термопластикового корпуса от базовой части, включающей в себя бортовые участки термопластикового корпуса, слой скользящей ткани и слой термопластика над слоем скользящей ткани, и соединяют бортовые участки вместе; удаляют передние части базовых частей, чтобы обеспечить примыкание задних частей базовых частей друг к другу; выполняют второй горизонтальный разрез над ограничителем растяжения, проходящий через переднюю и заднюю части, и вертикальные разрезы на конце вторых горизонтальных разрезов для удаления снимаемого слоя с каждого из первого и второго концевых участков; разрезают ограничитель растяжения в слоях переплетения, чтобы получить комплементарные концевые профили; обеспечивают множество наслаиваемых слоев термопластика между слоями переплетения и базовой частью и над слоями переплетения; обеспечивают замещающее покрытие над слоями переплетения; помещают срощенное соединение в сборе в пресс-форму и подвергают срощенное соединение температуре и давлению, чтобы сплавить термопластик первого и второго концевых участков поручня и наслаиваемых слоев.
[0010] В еще одном аспекте настоящего изобретения обеспечен способ выполнения срощенного соединения в подвижном поручне, причем поручень включает в себя термопластиковый корпус, имеющий в общем С-образное поперечное сечение и определяющий Т-образный паз, ограничитель растяжения, расположенный в термопластиковом корпусе над Т-образным пазом, и слой скользящей ткани вокруг внутренней области Т-образного паза, причем поручень включает в себя первый и второй концевые участки, каждый из которых включает в себя переднюю часть, проходящую от концевой поверхности концевого участка и заднюю часть, примыкающую к передней части, причем способ включает в себя следующее: в каждой из задней и передней частей первого и второго концевых участков выполняют первый горизонтальный разрез, чтобы отделить верхнюю часть термопластикового корпуса от базовой части, включающей в себя бортовые участки термопластикового корпуса, слой скользящей ткани и слой термопластика над слоем скользящей ткани, и соединяют бортовые участки вместе; для каждого концевого участка удаляют по меньшей мере бортовые участки из его передней части, оставляя центральный участок, включающий в себя переднюю часть у слоя скользящей ткани и слой термопластика; обрезают передние части слоя скользящей ткани и термопластика до требуемой формы; обеспечивают для каждого бортового участка подкладку, имеющую параллельные внутренний и внешний края; для каждого бортового участка отмечают линию местоположения внешнего края подкладки; для каждой подкладки совмещают внешний край с линией, отмеченной на бортовом участке, нагревают подкладку рядом с ее внешним краем и прижимают подкладку к бортовому участку для прикрепления подкладки; и затем обеспечивают плотную установку подкладки внутри Т-образного паза и прикрепляют внутренний край подкладки к скользящей ткани.
[0011] Другие аспекты и признаки раскрытых в настоящем документе идей изобретения станут очевидными для специалистов в данной области техники после рассмотрения следующего описания конкретных примеров настоящего изобретения.
Краткое описание чертежей
[0012] Чертежи, включенные в настоящий документ, предназначены для иллюстрации различных примеров устройств и способов настоящего изобретения и не предназначены для ограничения объема того, что излагается каким-либо образом.
На чертежах:
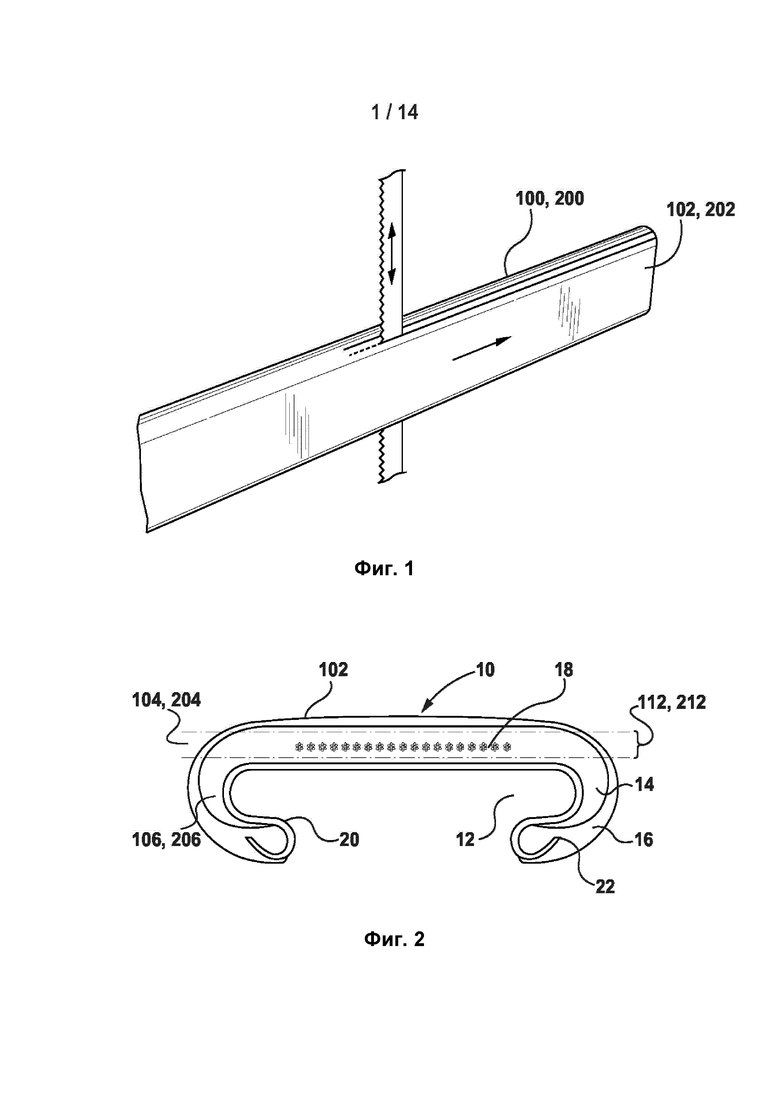
на фиг. 1 представлен вид концевого участка поручня, показывающий выполнение разрезов;
на фиг. 2 представлен вид с торца на поручень, показывающий расположение разрезов;
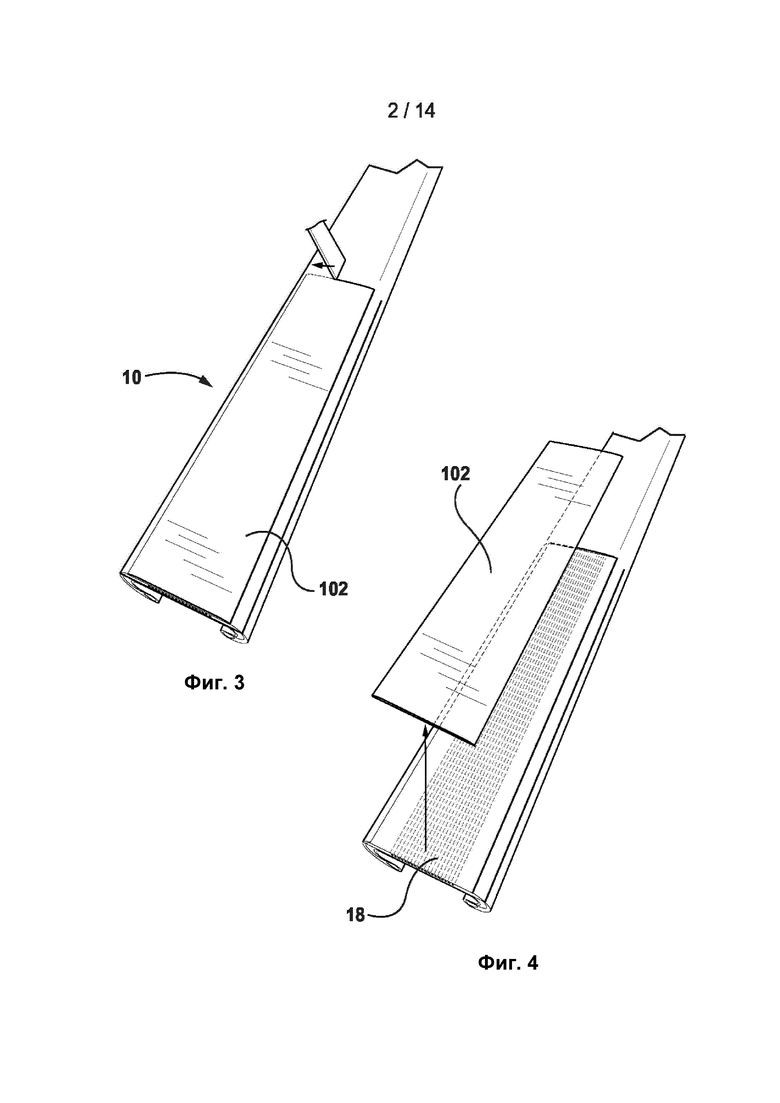
на фиг. 3 и 4 показано удаление снимаемого слоя;
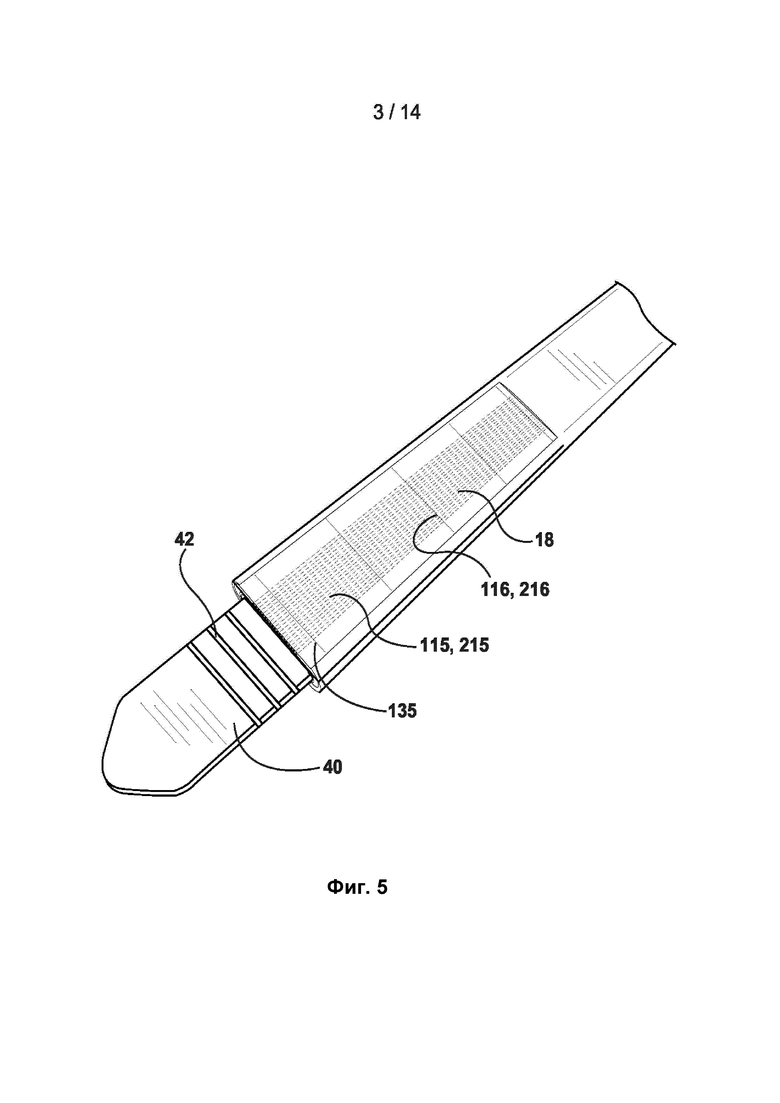
на фиг. 5 представлен вид в аксонометрии, показывающий концевой участок поручня, установленный на оправке;
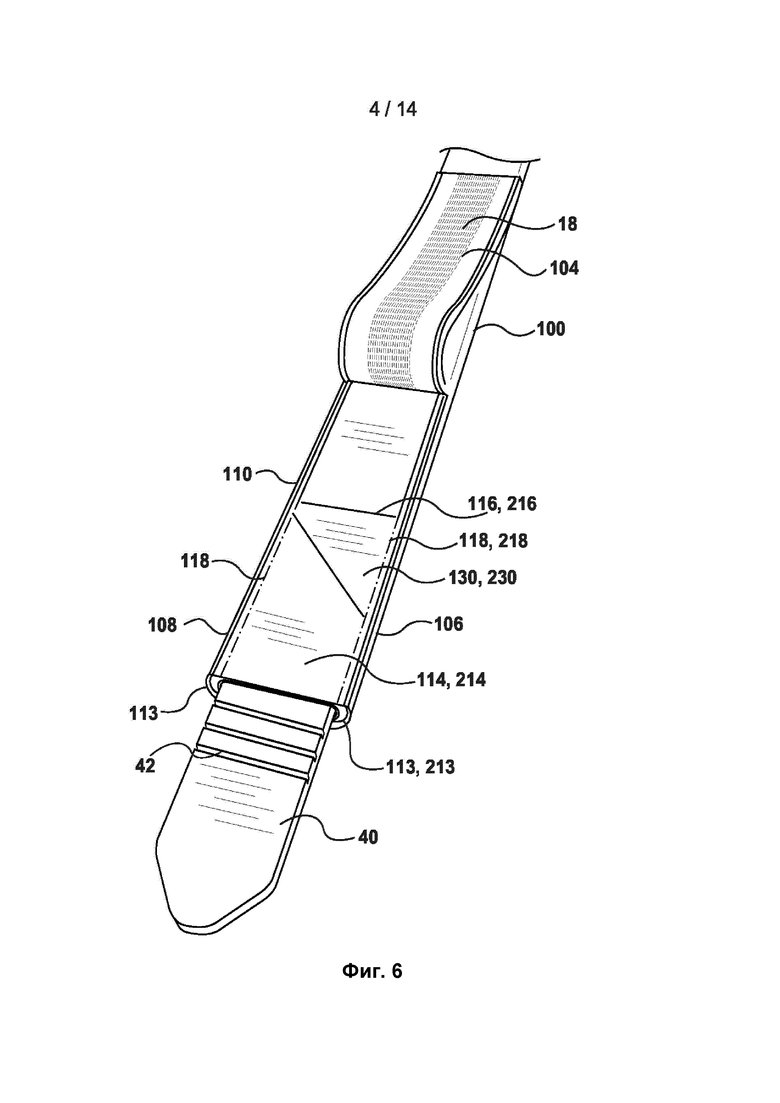
на фиг. 6 представлен вид в аксонометрии, показывающий концевой участок поручня, установленный на оправке, и верхний слой, отогнутый назад;
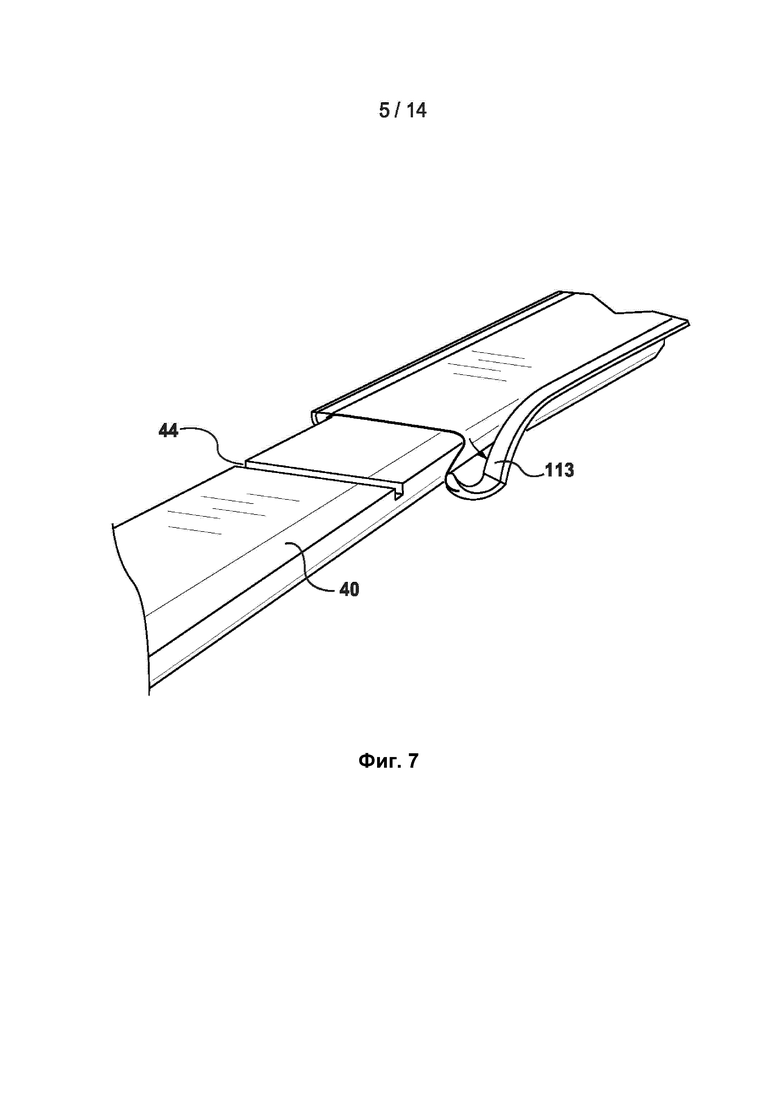
на фиг. 7 представлен вид в аксонометрии, показывающий концевой участок поручня, установленный на оправке, и разделение бортового участка;
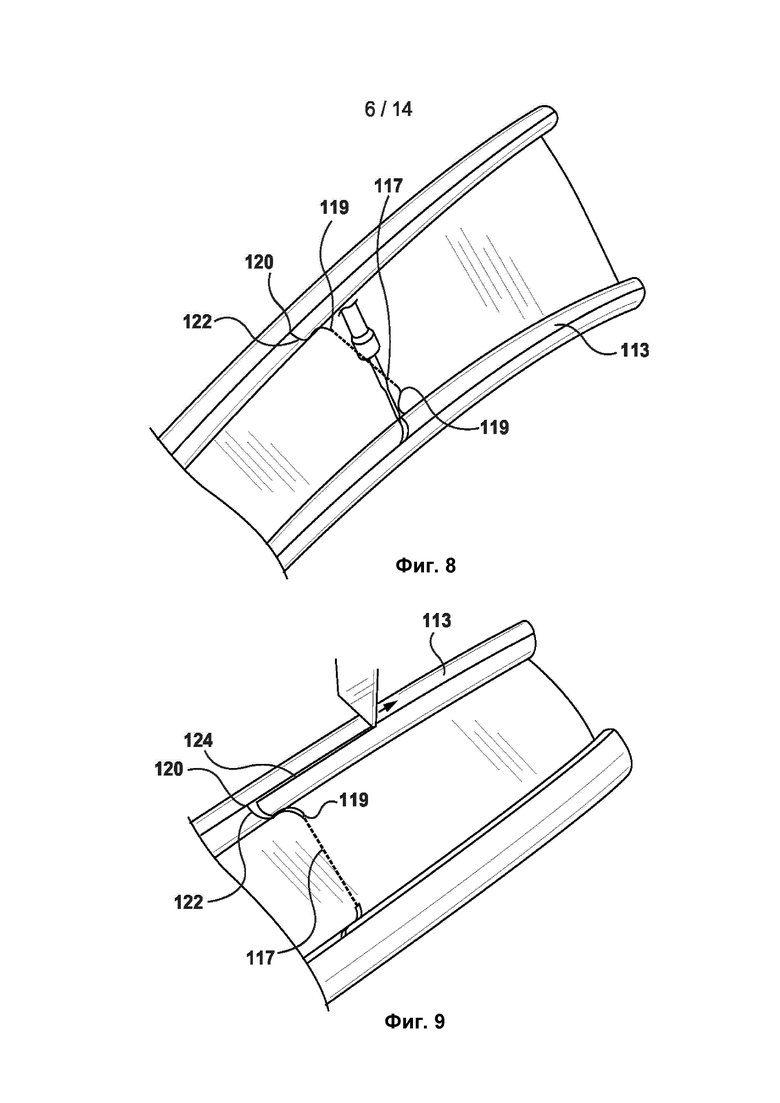
на фиг. 8 и 9 представлены виды в аксонометрии, показывающие разрезание слоя скользящей ткани;
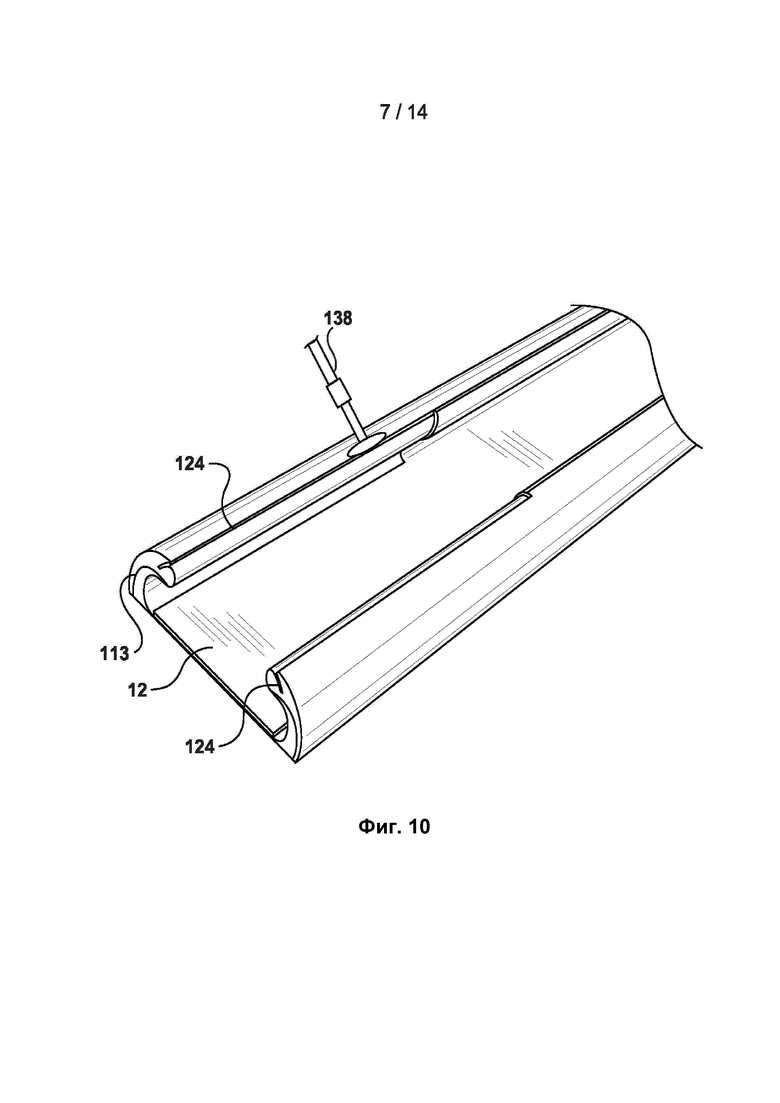
на фиг. 10 представлен вид в аксонометрии, показывающий удаление краев слоя скользящей ткани с помощью электроинструмента;
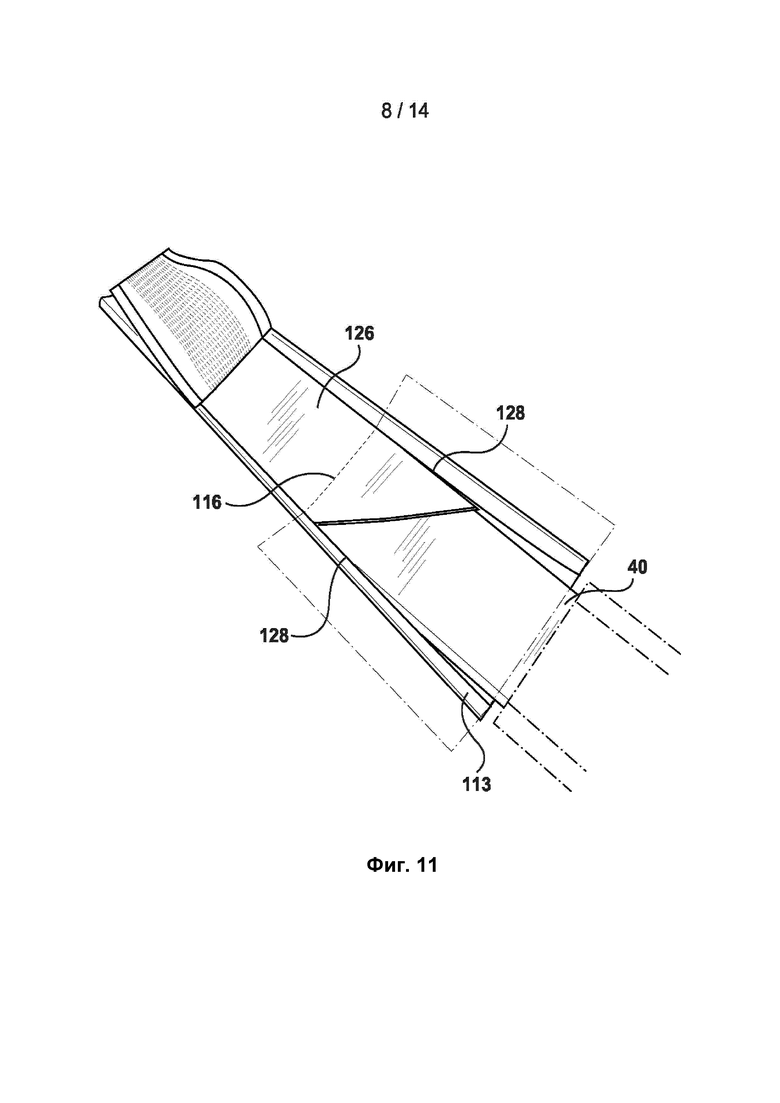
на фиг. 11 представлен вид в аксонометрии, показывающий разрезание слоя скользящей ткани для формирования язычка;
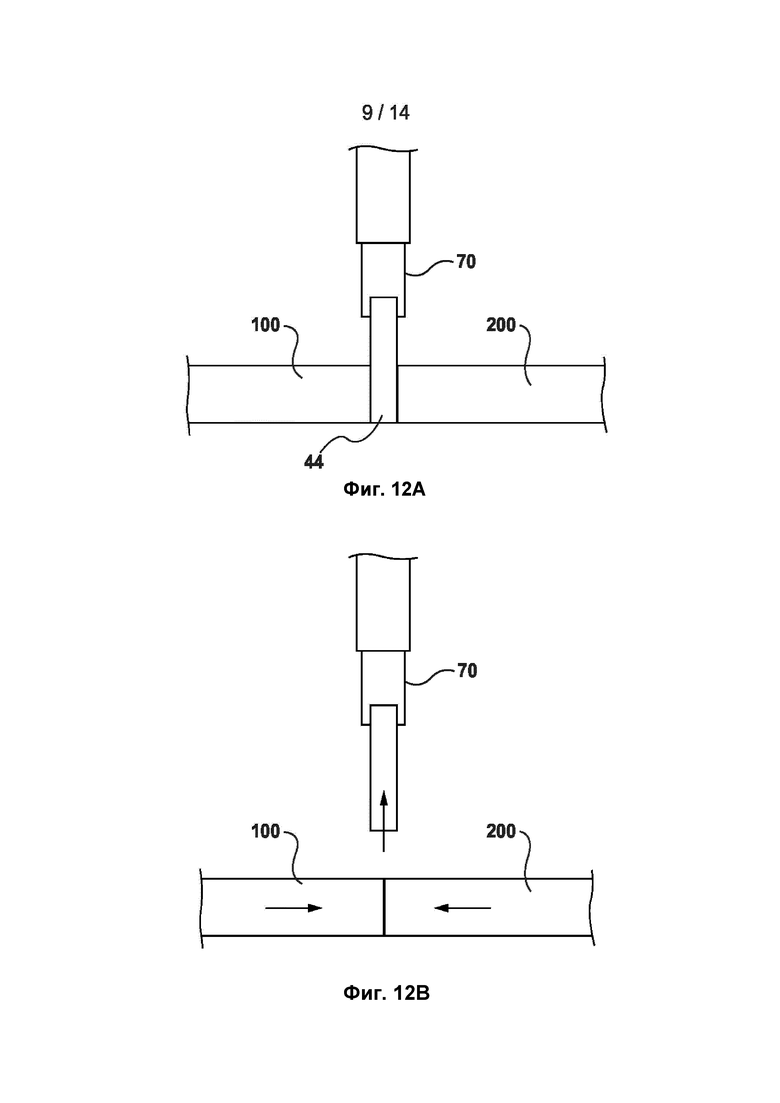
на фиг. 12А и 12В представлены виды сбоку, показывающие применение нагревательной лопатки;
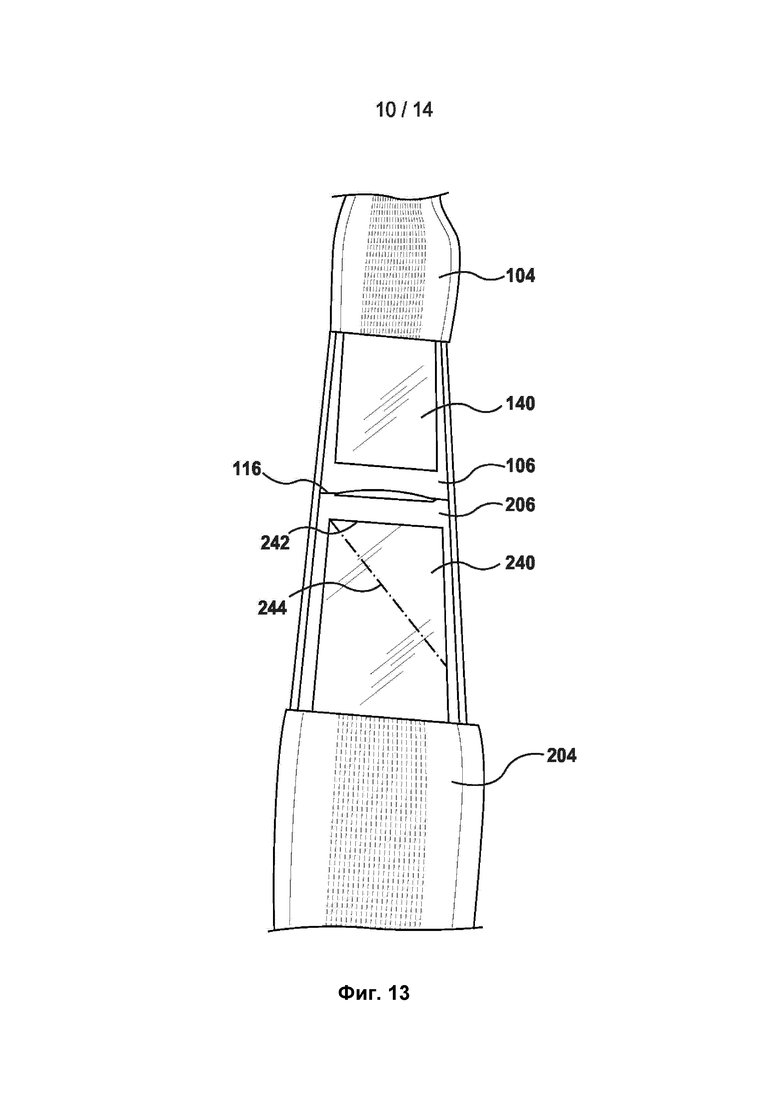
на фиг. 13 показан вид в аксонометрии концевых участков, собранных вместе, до формирования профиля переплетения;
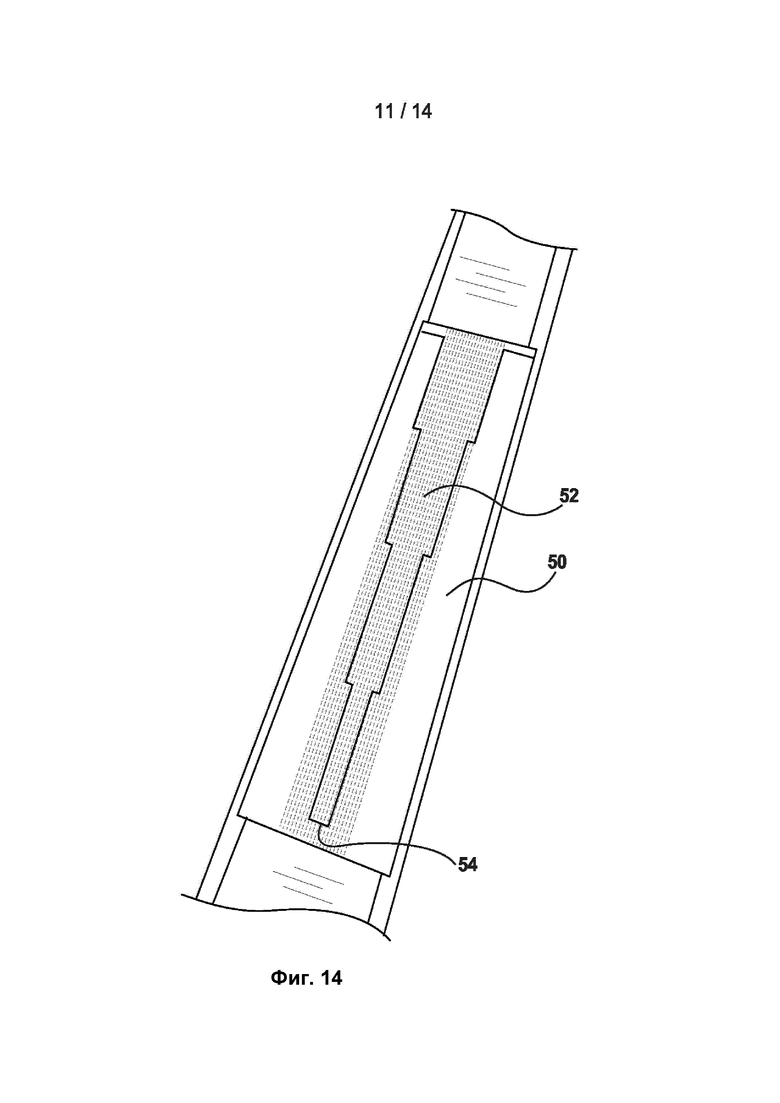
на фиг. 14 показан вид в аксонометрии концевых участков, собранных вместе, и профиль переплетения;
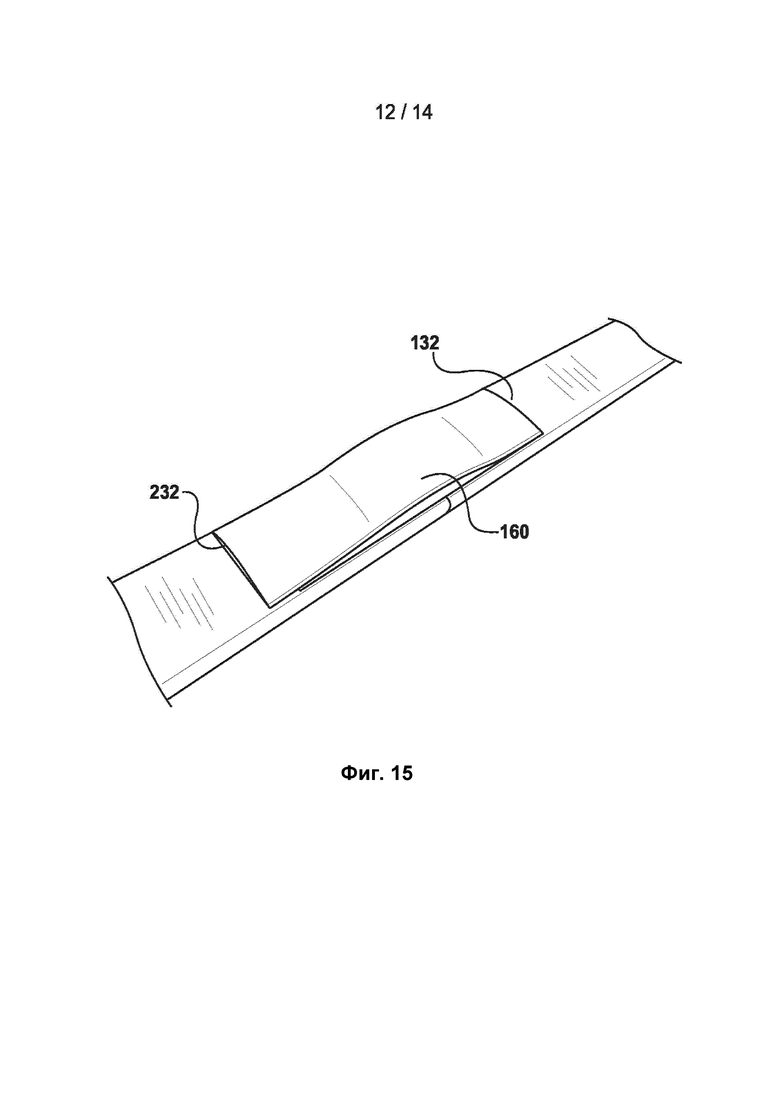
на фиг. 15 показан вид в аксонометрии концевых участков, собранных вместе, и размещение верхнего покрытия;
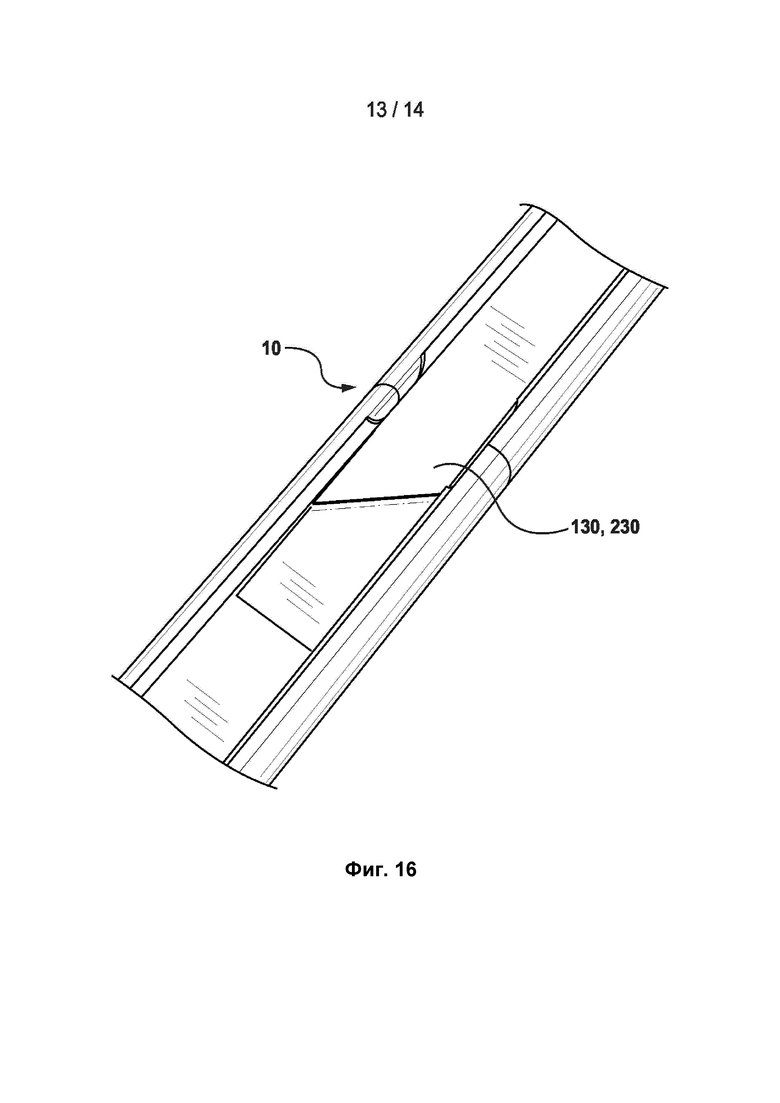
на фиг. 16 показан вид в аксонометрии снизу, показывающий расположение язычка; и
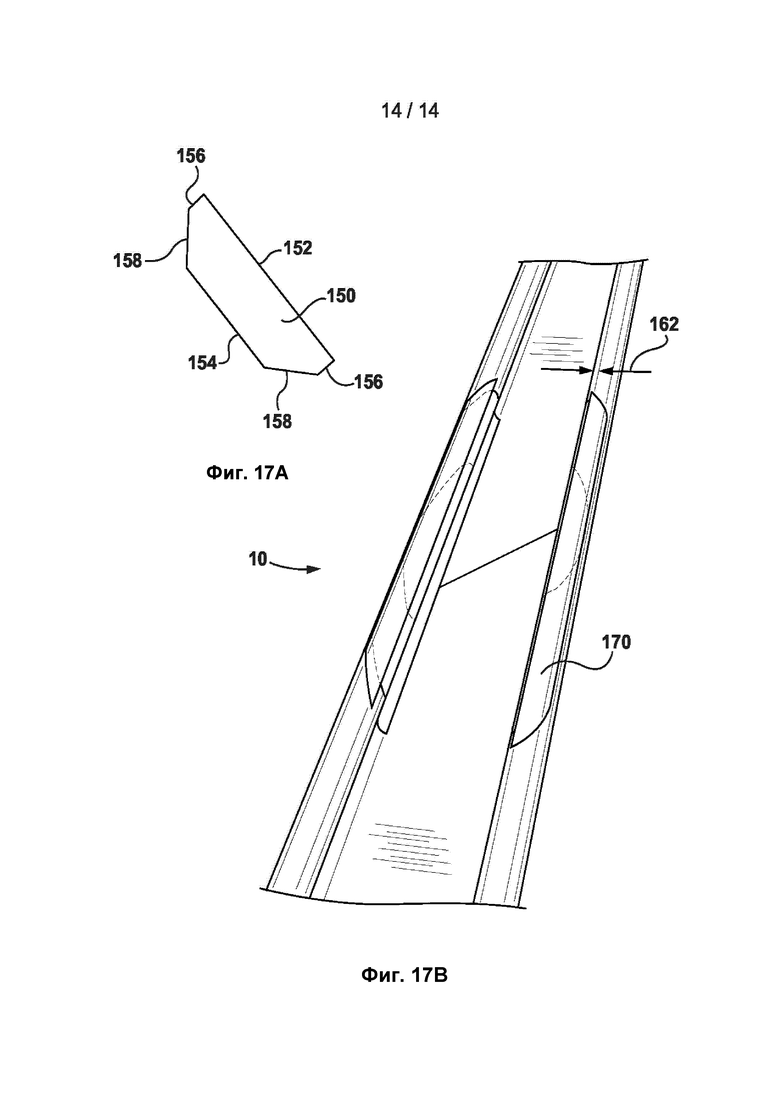
на фиг. 17А показан вид сверху подкладки, а также шаблона подкладки, а на фиг. 17В показан вид в аксонометрии снизу, показывающий размещение подкладок на соединении.
Осуществление изобретения
[0013] Ниже будут раскрыты различные устройства или способы, чтобы обеспечить пример варианта осуществления каждого заявленного изобретения. Ни один вариант осуществления, раскрытый ниже, не ограничивает заявленное изобретение, и любое заявленное изобретение может охватывать устройства и способы, которые отличаются от раскрытых ниже. Заявленные изобретения не ограничиваются устройствами и способами, имеющими все признаки какого-либо одного устройства или способа, раскрытого ниже, или признаками, общими для нескольких или всех устройств или способов, раскрытых ниже. Возможно, что устройство или способ, раскрытые ниже, не являются вариантом осуществления какого-либо заявленного изобретения. Любое изобретение, раскрытое в устройстве или способе, раскрытом ниже, которое не заявлено в настоящем документе, может быть предметом другого инструмента охраны, например, действующей патентной заявки, при этом заявитель (заявители), изобретатель (изобретатели) и/или правообладатель (правообладатели) не намерены оставлять без движения, отказываться от прав или делать всеобщим достоянием любое такое изобретение посредством его раскрытия в этом документе.
[0014] В настоящем изобретении различные элементы или компоненты могут быть обозначены как «первый» и «второй» или, альтернативно, как «верхний» и «нижний». В общем, следует понимать, что пресс-форма в сборе и другие компоненты могут использоваться в любой ориентации, и ссылки на «верхний» и «нижний» приведены для удобства. Пресс-форма в сборе может описываться для формования поручня в перевернутом положении, но следует понимать, что соединение в поручне, в общем, может быть выполнено при любой ориентации поручня и компонентов пресс-формы.
[0015] Кроме того, хотя различные компоненты пресс-формы в сборе и концевых участков поручня могут характеризоваться с описаниями, которые указывают ориентацию, такую как «нижняя» и «верхняя», это делается только для облегчения понимания, и нет необходимости, чтобы они использовались или присутствовали в этой ориентации. В частности, поручень имеет поверхность, которая при обычном использовании является верхней поверхностью, доступной для захвата, но при формовании срощенного соединения поручень перевернут, как подробно описано ниже. В любом случае, будучи установленным, поручень переворачивается при обратном ходе.
[0016] Способы, раскрытые ниже, включают в себя ряд отдельных шагов, причем некоторые шаги обязательно должны выполняться в определенной последовательности. Другие шаги не настолько ограничены и могут выполняться в любом порядке. Последовательность, описанная ниже, может обеспечить определенные преимущества в некоторых обстоятельствах, но не является ограничивающей.
[0017] Шаги способов потребуют использования нагревательной лопатки и технического фена. Поскольку для нагревания может потребоваться время, первым шагом может быть включение как нагревательной лопатки, так и технического фена для их предварительного нагрева. Технический фен может быть настроен на температуру, составляющую, например, 350°С, в зависимости от материалов, используемых для поручня.
[0018] Как показано, начальные шаги требуют подготовки концов поручня, обозначенных здесь как первый конец 100 поручня и второй конец 200 поручня. Соответствующие части первого и второго концевых участков 100, 200 поручня обозначены аналогичными и соответствующими ссылочными позициями, такими как 1XX и 2ХХ.
[0019] Поручень в целом обозначен ссылочной позицией 10. Поручень 10 выполнен из термопластикового корпуса и имеет в общем С-образное поперечное сечение с внутренним Т-образным пазом 12. Термопластиковый корпус поручня 10 может включать в себя первый слой термопластика 14 и второй слой термопластика 16. Протяженные ограничители 18 растяжения проходят в плоскости в первом слое термопластика 14. Количество ограничителей 18 растяжения может быть различным, включая единственный ограничивающий растяжение элемент, например стальную ленту, а также они могут быть выполнены из различных материалов. Ограничители 18 растяжения могут быть выполнены в виде стальных проволок, и для простоты и краткости их можно обозначить как «проволоки» в последующем описании способа, но следует понимать, что можно использовать любой подходящий ограничитель растяжения.
[0020] Предусмотрен слой 20 скользящей ткани, известным образом выстилающий Т-образный паз 12, чтобы обеспечить уменьшенное трение между поручнем 10 и направляющей, на которой данный поручень установлен.
[0021] На начальном шаге на каждом из концов 100, 200 поручня нужно выполнить горизонтальные разрезы, чтобы отделить снимаемый слой 102, 202 от слоя 104, 204 переплетения, включающего в себя ограничитель 18 растяжения, и отделить эти слои 104, 204 переплетения от остального корпуса поручня, в базовых частях обозначенного позицией 106, 206.
[0022] Снимаемый слой 102, 202 и слой 104, 204 переплетения включают в себя верхние части 112, 212 участков поручня. Для выполнения сращивания, производимого в заводских условиях, разрезы могут быть сделаны с помощью ленточной пилы. Как показано на фиг. 1, для резки ленточной пилой поручень поворачивают на 90° (градусов), а затем ленточной пилой делают разрез в вертикальной плоскости. Если сращивание поручня должно быть в условиях эксплуатации, то есть на месте установки поручня, эти разрезы могут быть выполнены с помощью ножа.
[0023] После выполнения этих разрезов первый и второй концевые участки 100, 200 поручня можно надвинуть на оправку 40 для сращивания. Оправка 40 для сращивания имеет размеры, соответствующие внутренним размерам Т-образного паза 12, чтобы обеспечить плотную пригонку концевых участков 100, 200 поручня. Оправка 40 для сращивания также снабжена несколькими горизонтальными, предварительно нарезанными канавками 42 для облегчения резки и других операций в процессе сращивания.
[0024] Как показано на фиг. 1-4, первым шагом способа является удаление снимаемых слоев 102, 202. При удалении снимаемых слоев 102, 202 можно использовать металлический угольник в качестве плотницкого угольника, а для разрезания термопластика можно использовать универсальный нож, стараясь не разрезать и не надрезать ограничитель 18 растяжения.
[0025] Оба концевых участка 100, 200 поручня размечают под углом 90° у конца слоев 104, 204 переплетения на расстоянии 10 мм от конца слоев 104, 204 переплетения. Затем используют инструмент для разрезания проволоки для отрезания по этой линии, и отделяют 10-миллиметровые фрагменты слоев 104, 204 переплетения, как показано позицией 135 на фиг. 5.
[0026] Слои 104, 204 переплетения необходимо будет разрезать для получения требуемого профиля переплетения. На фиг. 14, рассмотренной ниже, показан примерный профиль переплетения для поручней с двадцатью проволоками 18 и четырнадцатью проволоками 18. Как показано на фиг. 14, профиль переплетения для двадцати проволок имеет профиль 50 для охватывающего конца и профиль 52 для охватываемого конца. Как показано, проволоки или ограничители 18 растяжения отрезают по длине на 0 мм, 63 мм, 125 мм, 188 мм и 250 мм от конца профиля переплетения, обозначенного позицией 54. Для поручня с четырнадцатью проволоками или ограничителями 18 растяжения может быть четыре разных длины, составляющие 0 мм, 65 мм, 137 мм и 250 мм от конца профиля переплетения.
[0027] Как показано на фиг. 14, каждый профиль переплетения образован вертикальными разрезами, выполненными ножом по длине слоев 104, 204 переплетения. После выполнения этих продольных разрезов используют инструмент для разрезания проволоки для отрезания участков проволок 18 и соответствующего окружающего термопластика, чтобы оставить профили, показанные на фиг. 14. Как подробно раскрыто ниже, слой 20 скользящей ткани в одном из концов 100, 200 поручня выполнен с язычком 130. Он также может иметь охватывающий профиль 50 переплетения.
[0028] Когда концы 100, 200 поручня установлены на оправке 40, слои 104, 204 переплетения отгибают назад и могут удерживать их ручными зажимами, чтобы оставить открытыми оставшиеся базовые части 106, 206.
[0029] Как показано на фиг. 5, на верхней поверхности 115, 215 базовой части 106, 206 проведена осевая линия 116 под углом 90 градусов, в общем, поперек верхней части слоя 20 скользящей ткани и покрывающего слоя из полиуретана. Для профиля переплетения для двадцати проволок линия 116 будет проведена на расстоянии 125 мм от конца соответствующего первого и второго конца поручня.
[0030] Вырез, образующий остальные участки корпуса или базовые части 106, 206, приводит к тому, что каждый из участков корпуса 106, 206 имеет бортовые участки 113, 213, соединенные тонким центральным участком 114, 214. Центральные участки 114, 214 включают в себя тонкий слой термопластика над передней частью скользящего слоя 20.
[0031] Как показано на фиг. 6, от центральной линии 116, 216 по длине поручня выполнены линии 118, 218 надреза приблизительно там, где скользящая ткань 20 загибается вниз вокруг оправки 40 для сращивания. При надрезании по этим линиям 118, 218 нужно следить за тем, чтобы не разрезать скользящую ткань 20, причем эти линии 118, 218 служат для отделения термопластика бортовых участков 113, 213 от центральных участков 114, 214, при этом скользящий слой 20 не поврежден.
[0032] Затем, используя либо пару малых тисковых захватов, либо пару накладных захватов, каждый из бортовых участков 113, 213 захватывают и оттягивают от подстилающего скользящей ткани 20 на борту под разрезами или линиями 118, 218 надреза, как показано на фиг. 7.
[0033] Как показано на фиг. 2, края 22 скользящей ткани 20 заделаны в полиуретан второго термопластикового слоя 16, и на предыдущем шаге не предполагается извлечения краев слоя 20 скользящей ткани из полиуретана.
[0034] Как только полиуретан бортовых участков 113, 213 будет отделен, как подробно раскрыто выше, на расстоянии приблизительно 30 мм от отрезанного конца соответствующего концевого участка 100, 200 поручня, указанный концевой участок 100, 200 поручня снимают с оправки. 40, переворачивают и зажимают на оправке 40 в перевернутом положении, как показано на фиг. 8.
[0035] Центральную линию 116, 216 затем вручную переводят вокруг бортов поручня на верхнюю сторону бортовых участков 113, 213 и на выемку поручня, чтобы отметить ее на внутренней стороне скользящей ткани 20, как указано позицией 117.
[0036] Как показано на фиг. 8, для концевого участка 100 поручня и для аналогичной процедуры, с другим концевым участком 200 поручня, на центральной линии 117 выполняют отметку 119 на бортовом участке 113, 5 мм внутри кромки. От этой отметки 119 отмеряют назад необходимое расстояние, например 20 или 25 мм, от центральной линии 116, и делают отметку 120 наверху кромки. Отметки 119 и 120 затем соединяют прямой линией 122 - прямой в том смысле, что она лежит в плоскости под углом 45° к плоскости, перпендикулярной оси поручня на центральной линии 117, но выглядит изогнутой на чертежах, - и это делают для обеих сторон бортовых участков 113.
[0037] Используя, например, Dremel™, вращающийся абразивный инструмент или другой инструмент, чтобы проточить или иным образом удалить линейный участок слоя 20 скользящей ткани, проводят линию по прямым линиям 122.
[0038] С помощью универсального ножа делают продольные разрезы вдоль края бортовых участков 113, как показано на фиг. 9 и 10 и обозначено позицией 124. Эти разрезы проходят от центральной линии 116, минус 25 мм, до отрезанного конца поручня, для обеих сторон концевого участка 100 поручня. Нож может быть наклонен вертикально, и следует убедиться, что он захватывает край слоя 20 скользящей ткани, утопленного в полиуретане или термопластике.
[0039] Начиная от отрезанного конца поручня, используют пару малых тисковых захватов для удаления ткани из области горловины, то есть изнутри Т-образного паза и вокруг кромочной области. Это может потребовать поворачивающего движения, и слой 20 ткани удаляется назад до центральной линии 116, включая область, которая ранее была разрезана на 25 мм от центральной линии.
[0040] С помощью Dremel™ или другого подходящего инструмента (например, бита Dremel™ №199) оставшуюся ткань слоя 20 скользящей ткани удаляют вдоль бортовых участков 113. Инструмент 138 должен располагаться, как показано на фиг. 10, чтобы удалить ткань только вдоль линии, не врезаясь слишком глубоко в термопластиковый каркас. Вся ткань должна быть удалена из этой области, чтобы предотвратить возможное нарушение сращивания при эксплуатации.
[0041] Затем первый концевой участок 100 поручня возвращают в нормальное, неперевернутое положение и надевают обратно на оправку 40 для сращивания. Концевой участок 126 ткани между центральной линией 116 и торцевой поверхностью первого концевого участка 100 поручня затем полностью освобождают от бортовых участков 113. Как показано на фиг. 11, используя универсальный нож, проводят две параллельные линии 128 из угла, который был вырезан инструментом Dremel™, к концу сращивания. На расстоянии 15 мм от центральной линии 116 делают разрез под углом 4° к концу сращивания. Чтобы разрезать по этой линии для получения углового язычка 130 используют металлический плотницкий угольник или тому подобное
[0042] Для других поручней отмеряют 25 мм от центральной линии 116 в направлении конца первого поручня 100 со слоем ткани под углом 90 градусов. Эту линию прорезают, чтобы получить прямоугольный язычок на 25 мм.
[0043] Для второго, или другого, конца 200 поручня, ткань 20 прорезают по центральной линии 216, используя металлический плотницкий угольник под 90 градусов.
[0044] Размер язычка 130 должен быть не менее 15 мм × 25 мм. Оставшуюся ткань можно выбросить.
[0045] Бортовые участки 113 удаляют по центральной линии 116 с помощью универсального ножа. Для обеспечения смазки на лезвии во время резки можно использовать изопропиловый или этиловый спирт. Можно использовать зажим для прижатия бортовых участков 113 к оправке 40, чтобы способствовать поддержанию прямых разрезов. Можно использовать пилящее действие, чтобы избежать деформации поручня, вызывающей неровный разрез. Чтобы гарантировать хороший сварной шов, как раскрыто ниже, нужно обеспечить точный разрез.
[0046] После того, как бортовые участки 113 будут разрезаны, следует обеспечить, чтобы разрез до низа кромки был как можно более перпендикулярен к доступу поручня, чтобы позже можно было получить хороший сварной шов.
[0047] Для любых разрезов через бортовые участки 113, которые неудобовыполнимы, поверхность разреза нужно переместить к центральному пазу 44 оправки 40, а затем борта нужно точно разрезать пилящими движениями с помощью универсального ножа, следуя при этом по краю центрального паза 44. При выполнении разреза бортовые участки 113 должны плотно прилегать к оправке 40, чтобы универсальный нож следовал плоской поверхности центрального паза 44. Опять же, в качестве смазки можно использовать изопропиловый спирт.
[0048] Для сборки сращивания оба концевых участка 100, 200 поручня надевают на оправку 40 для сращивания так, чтобы концы слоев скользящей ткани совпали с краями центрального паза 44. Язычок 130 заправляют под первые концевые участки 100 поручня, чтобы гарантировать, что они не будут мешать или повреждаться на следующем шаге.
[0049] Между концевыми участками 100, 200 поручня предусмотрен зазор, чтобы обеспечить достаточное пространство для размещения нагревательной лопатки 70 между двумя концами поручня, как показано на фиг. 12А.
[0050] Нагревательную лопатку 70 нагревают до требуемой температуры, а при необходимости его можно очистить с помощью проволочной щетки. Нагревательную лопатку 70 помещают между концевыми участками 100, 200, при этом следят, чтобы не повредить перекрытие 25 мм, и вставляют его в паз 44. Концевые участки 100, 200 прижимают к нагревательной лопатке 70. После окончания поверхности первой и второй концевых участков 100, 200 поручня начинают плавиться и расширяться, в результате чего образуется «козырек» в 1 мм, нагревательную лопатку 70 убирают, как показано на фиг. 12В, и концы 100, 200 поручня быстро плотно прижимают друг к другу на 5-10 секунд, чтобы обеспечить их связь друг с другом.
[0051] Для обеспечения хорошей связи можно предусмотреть следующие элементы: (а) равномерное расплавление по всему периметру; (b) концы прижимают друг к другу очень быстро; (с) борта совмещены друг с другом надлежащим образом во время сварки при прижатии двух концов друг к другу; и (d) после того, как два концевых участка 100, 200 поручня будут сварены вместе, полученное соединение проверяют путем изгибания соединения вручную и визуальной проверкой на наличие трещин; если соединение треснуло, то соединение нужно разделить, повторно сварить и проверить снова.
[0052] Как показано на фиг. 13, удерживая сзади слои 104, 204 переплетения, можно вставить наслаиваемые слои 140, 240 корпуса, чтобы компенсировать потерю термопластика из-за шага резки.
[0053] На второй верхней поверхности 212, над тем местом, где будет язычок 230, отмечают линию на расстоянии 25 мм от центральной линии 216. Обеспечивают наслаиваемый слой 240 корпуса и вставляют его под слоем 204 переплетения. Он отрезан по линии 242. Если предусмотрен угловой язычок, то его затем дополнительно вырезают под углом 45°, как обозначено позицией 244, так что этот слой 240 корпуса имеет форму, соответствующую проложенному язычку, и не проходит поверх язычка 130.
[0054] Соответственно, для первого конца 100 поручня обеспечивают слой 140 корпуса, который также вставляют прямо под слоем 104 переплетения. Он вырезан так, что доходит до центральной линии 116.
[0055] Наслаиваемые слои 140, 240 корпуса приваривают к нижележащим участкам 106, 206 корпуса поручня с помощью технического фена. Технический фен может быть настроен на температуру 350°С. Технический фен может быть нацелен между соответствующим слоем и нижележащим термопластиком, чтобы нагреть термопластик перед тем, как прокатать его, например, с помощью ролика, например, 2-дюймового ролика. При прокатке следует позаботиться о том, чтобы гарантированно удалить весь воздух, поскольку захваченный воздух может привести к образованию пустот в срощенном соединении. Может потребоваться только закрепить наслаиваемые слои 140, 240 корпуса на месте без выполнения полного сварного шва в это время.
[0056] Можно использовать универсальный нож, чтобы отрезать «козырек» от бортовых участков 113, 213.
[0057] Затем слои 104, 204 переплетения можно высвободить путем снятия ручных зажимов. Если это еще не сделано, то можно сформировать или выполнить профили переплетения, показанные на фиг. 14.
[0058] В это время может быть сформирован профиль переплетения путем формирования сначала профиля 52 с охватываемым концом. Используя профиль 52 с охватываемым концом в качестве шаблона, затем можно вырезать профиль 50 с охватывающим концом. Концевые участки переплетения подходят друг к другу с зазором 1 мм, без перекрытия.
[0059] При необходимости, над переплетением могут быть предусмотрены третий и четвертый слои термопластика, слои могут различаться по исполнению и могут различаться по размеру (толщине). Обычно присутствует третий слой, а иногда - и четвертый.
[0060] При необходимости можно использовать технический фен и ролик, чтобы гарантировать, что концевые профили в двух слоях 104, 204 переплетения по меньшей мере будут закреплены на нижележащем термопластике.
[0061] Технический фен используют для нагревания нижней стороны первой ножки охватывающего конца слоя 104 переплетения, которую нужно приварить или закрепить на месте. Аналогичная процедура используется для второй ножки охватывающего конца, чтобы приварить или закрепить ее на месте, и в обоих случаях удаляют воздух. Аналогичные процедуры выполняются для охватываемого конца переплетения.
[0062] Для завершения срощенного соединения изготавливают покрытие 160, как показано на фиг. 15. Покрытие 160 изготавливают путем отрезания фрагмента от длины поручня, соответствующей удаленным снимаемым слоям 102, 202. Таким образом, покрытие 160 должно иметь толщину снимаемого слоя 102, 202 плюс толщина любого материала, удаляемого ленточной пилой или другим режущим инструментом, минус допуск для любого материала, эффективно замененного путем вставления слоев, как подробно раскрыто выше.
[0063] Сращивание в сборе оставляет пространство между вертикальными торцевыми краями 132, 232 концов 100, 200 поручня. Покрытие 160 вырезают так, чтобы оно было немного длиннее, чем это расстояние.
[0064] Для установки покрытия 160 один конец покрытия 160 располагают над областью сращивания, причем конец покрытия 160 обращен к концу краевой поверхности 132, 232 и расположен на расстоянии нескольких мм от него. Чтобы нагреть концевую поверхность покрытия 160 и поверхность обращенного к ней края, используют технический фен. При достаточном нагревании концевую поверхность прижимают к горячей поверхности края; причем нагрев может быть таким, чтобы не вызывать плавление материала. Покрытие должно быть ровным и не иметь трещин, где может задерживаться воздух.
[0065] На другом конце сращивания следует проверить покрытие, чтобы убедиться, что оно ровное и центрировано в области сращивания. Используя металлоуглеродную прямоугольную направляющую и универсальный нож, покрытие 160 затем обрезают так, чтобы оно было немного длиннее, чем пространство между двумя обращенными друг к другу поверхностями 132, 232 торцевых краев, например покрытие 160 может проходить на 1 мм дальше, перекрывая другую краевую поверхность. Поэтому покрытие может выпячиваться вверх.
[0066] Что касается другого конца, то используют технический фен для нагрева концевых поверхностей покрытия 160 и другой более обращенной краевой поверхности другого конца поручня. Затем покрытие плотно прижимают к краевой поверхности. Опять же, это может быть сделано для того, чтобы не перегревать покрытие и не вызывать плавление материала, а чтобы оставить уровень покрытия без захваченного воздуха.
[0067] Наконец, область сращивания очищают и на сращивание наносят защитную пленку. Защитная пленка должна сохранять поверхность чистой и защищенной до момента установки. Она будет удалена перед установкой. Это прозрачная пластиковая пленка, которая наносится на весь поручень во время экструзии. Во время сращивания пленку удаляют, а новый участок добавляют после завершения сращивания.
[0068] Затем срощенное соединение переворачивают, и поручень можно зажать в перевернутом положении, так чтобы внутренняя сторона выемки поручня была обращена вверх, как показано на фиг. 16.
[0069] Затем вставляют фрагмент адгезивного слоя. Адгезивный слой TPU (термополиуретана) отличается по составу от слоев корпуса и является очень тонким (0,25 мм). Он включает слой скользящей ткани с тонким слоем адгезива TPU, и этот же материал используют для выполнения подкладок, как подробно раскрывается ниже. Адгезивный слой TPU вырезают так, чтобы он был приблизительно на 15-20 мм длиннее и на 1-2 мм шире, чем язычок 130, и помещался под выступ 130.
[0070] Используя технический фен с более низкой скоростью продувки, под язычком 130 нагревают адгезивный слой, а затем язычок 130 вжимают в выемку поручня, чтобы он приклеился к скользящей ткани 20. Адгезив, выходящий за пределы язычка затем скатывают к краю язычка, формируя валик, который заполняет переход между язычком и выемкой.
[0071] С язычком 130, приклеенным к скользящей ткани 20 концевых участков поручня, любой «козырек», создаваемый соединением первого и второго концов 100, 200 поручня, может быть обрезан и удален с верхней стороны кромки до скользящей ткани в выемке внутри области горловины с помощью вращающегося инструмента. Этот материал удаляют, чтобы сращивание не было слишком громоздким и правильно помещалось в пресс-форму.
[0072] Выемку, образованную в кромке поручня, где были сняты края скользящего материала, как обозначено позицией 124, заполняют полосками материала покрытия поручня и склеивают с помощью технического фена.
[0073] Затем берут свежую, неиспользованную скользящую ткань, включающую в себя адгезивный слой, и нарезают для получения подкладок 150. Этот материал подкладок предварительно покрыт адгезивом TPU и является тем же материалом, что и слой, используемый для фиксации язычка в надлежащем положении, как упоминалось выше. На фиг. 17А показана форма подкладки, при этом для вырезания подкладок предусмотрен шаблон, имеющий ту же форму, что и подкладка 150, показанная на фиг. 17А. Шаблон подкладки выравнивают на материале подкладки под углом 45°, используя плотницкий угольник или что-либо подобное. Смещение составляет 45 градусов от продольного направления, то есть 45 градусов к линиям 152, 154. Подкладку 150 вырезают из материала ткани по форме шаблона. Как показано на фиг. 17В, на борту поручня на расстоянии 12 мм от лицевой поверхности кромки, как показано стрелками, делают отметку 162 для выравнивания края подкладки.
[0074] Подкладку 150 можно рассматривать как трапецию с отрезанными концевыми треугольниками. Таким образом, подкладка 150 имеет относительно своего положения в поручне внутренний край 152 и внешний край 154, параллельные друг другу, и два торцевых края 156, перпендикулярные этим внутренним и внешним краям 152, 154, соответственно. Два наклонных края 158 завершают контур подкладки 150.
[0075] Затем подкладку 150 помещают на бортовые участки 113, центрированные на сварном соединении, с внешним краем подкладки 154, совмещенным с отметкой 12 мм, сделанной выше. Подкладку удерживают, и применяют нагревание к бортовым участкам 113 и адгезиву подкладки. Подкладку 150 прижимают к бортам так, чтобы она центрировалась по сварному шву и совмещалось с отметкой 12 мм. Материал следует достаточно нагреть, чтобы обеспечить надлежащее связывание. Можно использовать технический фен для нагрева тканевой стороны подкладки и для продолжения складывания подкладки поверх верхней кромки, обращенной в область горловины. Все края должны быть как можно более прямыми и параллельными. Адгезив не должен перегреваться, так как может быть нежелательно полностью соединять подкладку со скользящей тканью. В это время основная функция нагрева состоит в том, чтобы сделать подкладку 150 более гибкой.
[0078] Вышеуказанные шаги повторяют для подкладки 150 на другой стороне сращиваемого соединения.
[0077] После того, как подкладку 150 поместят в выемку поручня, к краям подкладок 150, которые проходят по лицевой поверхности кромок, применяют нагревание и плотно прижимают, чтобы гарантировать, что подкладка будет расположена надлежащим образом при установке сращивания в пресс-форму.
[0078] После установки обеих подкладок 150, фрагмент поручня, который использовался для изготовления покрытия 160, затем можно использовать для получения полосок 170 покрывающего материала для герметизации краев подкладок 150. Для этой цели этот фрагмент поручня переворачивают вверх ногами.
[0079] Полоски 170 покрывающего материала можно получить, взяв фрагмент поручня и отметив три или четыре точки по длине борта поручня. Их можно отмерить и отметить, используя стеклограф или другое удаляемое маркировочное устройство, на расстоянии 5 мм и 18 мм вокруг борта от того места, где покрывающий материал попадает на верхнюю сторону кромки. Затем можно использовать универсальный нож, чтобы извлечь полоску 170 покрывающего материала из борта, используя вышеуказанные отметки для определения краев этой полоски 170. Толщина полосок материала может составлять 1,5 мм или менее.
[0080] Эти полоски 170 нарезают, например, до длины 200 мм. Как показано на фиг. 17 В, каждый из этих фрагментов центрирован на подкладке. Для некоторых поручней покрывающий фрагмент должен иметь такую длину, чтобы заходить приблизительно на 10 мм за край подкладки.
[0081] Для прикрепления фрагмента покрывающего материала с любой стороны одной из подкладок 150 используют технический фен (он может быть с максимальной температурой, не превышающей 350°С), следя за тем, чтобы ширина фрагмента, например - 14 мм, была отцентрирована по краю подкладки 150. Технический фен можно сначала использовать для нагревания и обеспечения прилипания подкладочного края покрывающего фрагмента, до нагревания и обеспечения прилипания бортового края фрагмента. Может оказаться, что сложнее закрепить фрагмент на боковых сторонах подкладки, и если это так, может быть предпочтительнее начинать с нагревания так, чтобы плавились только покрывающие фрагменты, а не материал подкладки 150. Расплавление материала подкладки может привести к преждевременному нарушению сращивания.
[0082] Одной из функций покрывающего фрагмента является уплотнение адгезива подкладки и предотвращение его оседания.
[0083] Для формования готового сращивания выбирают подходящую пресс-форму с сердечником, например, как раскрыто в предварительной заявке США №62/591,971, поданной 29 ноября 2017 г., и соответствующей международной заявке, озаглавленной «ПРЕСС-ФОРМА В СБОРЕ ДЛЯ ПОЛУЧЕНИЯ СРОЩЕННОГО СОЕДИНЕНИЯ В ПОРУЧНЕ ИЛИ ДРУГОМ ПРОТЯЖЕННОМ ИЗДЕЛИИ», все содержание которых включено в настоящий документ посредством ссылки. Сердечник вставляют в Т-образный паз 12 в месте сращивания. Если кажется возможным, что сердечник прилипнет при извлечении из сращивания, или если адгезив выйдет из выемки поручня, оставляя зазор на конце скользящего язычка, то там, где расположены язычок и подкладка, на сердечник можно нанести формовочный разделительный агент.
[0084] Перед вставкой сердечника в поручень, борта и подкладки можно осторожно нагреть с помощью технического фена, чтобы сделать их более гибкими, чтобы поручень плотно прилегал к сердечнику.
[0085] Сердечник может быть вставлен путем центрирования по области сращивания и с использованием шпателя, чтобы заправить сердечник в передний борт, вставлять сердечник нужно так, чтобы не сместить подкладки во время процесса вставки.
[0086] Хотя в вышеприведенном описании приведены примеры одного или более устройств или способов, следует понимать, что другие устройства или способы могут находиться в пределах объема прилагаемой формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭКСТРУДИРОВАНИЯ ПОРУЧНЯ ИЗ ТЕРМОПЛАСТМАССЫ | 2008 |
|
RU2497671C2 |
| КОМПАКТНЫЙ ПОРУЧЕНЬ ИЗ КОМПОЗИТНОГО МАТЕРИАЛА С УЛУЧШЕННЫМИ МЕХАНИЧЕСКИМИ ХАРАКТЕРИСТИКАМИ | 2016 |
|
RU2717807C2 |
| ПОРУЧЕНЬ (ВАРИАНТЫ) | 2008 |
|
RU2520842C2 |
| КОМПОЗИТНЫЕ ПОРУЧНИ С КАРКАСОМ ПОНИЖЕННОЙ ПЛОТНОСТИ | 2018 |
|
RU2788102C2 |
| ПОРУЧЕНЬ САЛОНА | 2010 |
|
RU2549734C2 |
| КАПСУЛЫ ДЛЯ ПРИГОТОВЛЕНИЯ НАПИТКА | 2014 |
|
RU2658789C2 |
| СИСТЕМА ОБРАБОТКИ ВОДЫ ДЛЯ МЕСТНОГО ПРИМЕНЕНИЯ (ВАРИАНТЫ) | 2010 |
|
RU2688582C2 |
| ПОРУЧЕНЬ И СПОСОБ ИЗГОТОВЛЕНИЯ ПОРУЧНЯ | 2022 |
|
RU2827371C2 |
| СИСТЕМА ОБРАБОТКИ ВОДЫ ДЛЯ МЕСТНОГО ПРИМЕНЕНИЯ | 2010 |
|
RU2548958C2 |
| ПРИВОД ПОРУЧНЯ ЭСКАЛАТОРА | 1991 |
|
RU2021966C1 |
Изобретение относится к соединениям в подвижных поручнях. Предложен способ выполнения срощенного соединения в подвижном поручне, содержащем термопластиковый корпус. Корпус имеет С-образное поперечное сечение, определяющий Т-образный паз, ограничитель растяжения в корпусе над Т-образным пазом и слой скользящей ткани вокруг внутренней области паза. Поручень содержит первый и второй концевые участки. Каждый из участков содержит переднюю часть, проходящую от концевой поверхности концевого участка, и заднюю часть, примыкающую к передней части. В каждой части выполняют первый горизонтальный разрез. Отделяют верхнюю часть термопластикового корпуса от базовой части, содержащей бортовые участки корпуса, слой скользящей ткани и слой термопластика над слоем ткани, и соединяют бортовые участки вместе. Для каждого концевого участка удаляют по меньшей мере бортовые участки из его передней части, оставляя центральный участок. Центральный участок содержит переднюю часть на слое скользящей ткани и слой термопластика. Обрезают передние части слоя скользящей ткани и термопластика до требуемой формы. Соединяют первый и второй концевые участки вместе, получая срощенное соединение для формования. Достигается возможность сращивания без деформации поручня и без перекрытия концевых участков. 5 н. и 30 з.п. ф-лы, 19 ил.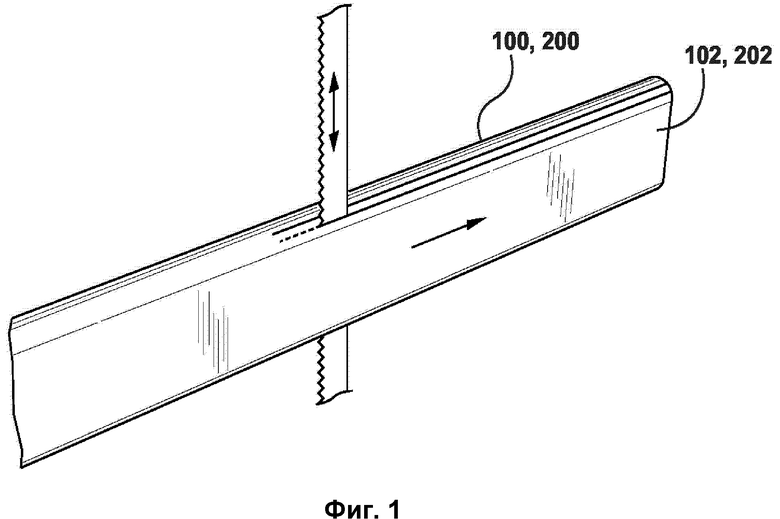
1. Способ выполнения срощенного соединения в подвижном поручне, причем поручень содержит термопластиковый корпус, имеющий в общем С-образное поперечное сечение и определяющий Т-образный паз, ограничитель растяжения в термопластиковом корпусе над Т-образным пазом и слой скользящей ткани вокруг внутренней области Т-образного паза, причем поручень содержит первый и второй концевые участки, каждый из которых содержит переднюю часть, проходящую от концевой поверхности концевого участка, и заднюю часть, примыкающую к передней части, причем способ включает в себя следующее:
в каждой из задней и передней частей первого и второго концевых участков выполняют первый горизонтальный разрез, чтобы отделить верхнюю часть термопластикового корпуса от базовой части, содержащей бортовые участки термопластикового корпуса, слой скользящей ткани и слой термопластика над слоем скользящей ткани, и соединяют бортовые участки вместе;
для каждого концевого участка удаляют по меньшей мере бортовые участки из его передней части, оставляя центральный участок, содержащий переднюю часть на слое скользящей ткани, и слой термопластика;
обрезают передние части слоя скользящей ткани и термопластика до требуемой формы; и
соединяют первый и второй концевые участки вместе, получая срощенное соединение для формования.
2. Способ по п. 1, в котором слой термопластика над передней частью слоя скользящей ткани является достаточно тонким, позволяя выполнить язычковый участок из слоя скользящей ткани, включая часть этого слоя термопластика для перекрытия и связывания с другим участком слоя скользящей ткани, при сохранении внутренних размеров Т-образного паза.
3. Способ по п. 1 или 2, в котором в срощенном соединении обеспечивают центральную линию для каждого из первого и второго концевых участков, причем передняя и задняя части предусмотрены с обеих сторон от центральных линий срощенного соединения, при этом базовые части задних частей первого и второго концевых участков примыкают друг к другу и соединены вместе.
4. Способ по п. 3, в котором для каждого из первого и второго концевых участков выполняют первый горизонтальный разрез, проходящий через переднюю и заднюю части, а также выполняют второй горизонтальный разрез над ограничителем растяжения, проходящий через переднюю и заднюю части, причем на концах вторых горизонтальных разрезов выполняют вертикальные разрезы для удаления снимаемого слоя с каждого из первого и второго концевых участков, причем первый и второй горизонтальные разрезы формируют соответствующие первый и второй слои переплетения.
5. Способ по п. 4, включающий в себя выполнение для каждого из первого и второго концевых участков в общем вертикальных и проходящих в продольном направлении разрезов, проходящих от центральной линии до их торцов, через соединительный слой из термопластика, рядом с краями Т-образного паза и над ними, что позволяет отделить бортовые участки от слоя скользящей ткани.
6. Способ по п. 5, в котором края слоя скользящей ткани заделаны в термопластик бортовых участков, при этом способ включает в себя выполнение продольных разрезов для обеспечения возможности отделения краевых участков слоя скользящей ткани от бортовых участков.
7. Способ по п. 6, включающий в себя, для каждого из первого и второго концевых участков, разрезание части скользящего слоя, проходящего по верху Т-образного паза, вдоль центральной линии, и разрезание скользящего слоя там, где он проходит в бортовых участках, в плоскости, проходящей под углом 45 градусов к поперечному сечению поручня на центральной линии и наклоненной от центральной линии вверху Т-образного паза в сторону от его конца.
8. Способ по п. 7, включающий в себя разрезание скользящего слоя с помощью вращающегося абразивного инструмента.
9. Способ по п. 7 или 8, включающий в себя продление продольных разрезов в термопластике до углового разреза на 45 градусов в слое скользящей ткани.
10. Способ по любому из пп. 4-9, включающий в себя обеспечение ограничителя растяжения в виде множества протяженных элементов ограничителя растяжения и продольное разрезание слоя переплетения, чтобы получить множество протяженных фрагментов, каждый из которых содержит по меньшей мере один протяженный элемент ограничителя растяжения, а также отрезание протяженных фрагментов различной длины, причем первый слой переплетения первого концевого участка образует охватываемый профиль, а второй слой переплетения на втором концевом участке образует соответствующий охватывающий профиль, комплементарный охватываемому профилю.
11. Способ по п. 10, в котором протяженные фрагменты в каждом из первого и второго концевых участков отрезают до одной из пяти различных длин, причем одна из длин соответствует центральной линии срощенных соединений, при этом две длины короче центральной линии, а две длины длиннее центральной линии.
12. Способ по п. 10 или 11, включающий в себя обеспечение по меньшей мере одного наслаиваемого слоя термопластика между слоями переплетения и базовыми частями и по меньшей мере одного наслаиваемого слоя термопластика над слоями переплетения.
13. Способ по любому из пп. 4-12, включающий в себя обеспечение замещающего покрытия для замещения снимаемых слоев, удаляемых из первого и второго концевых участков.
14. Способ по п. 13, в котором замещающее покрытие вырезают так, чтобы оно было немного длиннее, чем расстояние между концевыми поверхностями первого и второго концевых участков.
15. Способ по п. 13 или 14, включающий в себя нагревание и размягчение концов замещающего покрытия и поверхностей краев первого и второго концевых участков по меньшей мере для закрепления замещающего покрытия в надлежащем положении.
16. Способ по п. 15, включающий в себя по меньшей мере для одного наслаиваемого слоя использование нагревательного устройства для нагревания наслаиваемого слоя и нижележащего термопластика и приложение давления, чтобы по меньшей мере закрепить наслаиваемый слой в надлежащем положении.
17. Способ по п. 16, в котором наслаиваемый слой нагревают с помощью технического фена, а давление прикладывают, используя ролик.
18. Способ по любому из пп. 1-17, в котором сращиваемое соединение в сборе помещают в пресс-форму и нагревают сращиваемое соединение в сборе до температуры выше 170 градусов Цельсия в течение периода времени, составляющего по меньшей мере 30 секунд, в результате чего происходит расплавление и связывание различных термопластиковых компонентов с образованием готового срощенного соединения, и охлаждают срощенное соединение в сборе до извлечения из пресс-формы.
19. Способ по п. 18, в котором пресс-форма содержит две части пресс-формы, охватывающие сращиваемое соединение в сборе, и сердечник, вставляемый в Т-образный паз поручня, при этом сердечник свободно установлен в Т-образном пазу.
20. Способ по п. 19, включающий в себя обеспечение исполнительных механизмов для обеспечения давления на сердечник, подталкивающего сердечник в направлении к верхней стороне поручня, при этом исполнительные механизмы прикладывают давление к сердечнику по меньшей мере во время нагревания сращиваемого соединения в сборе.
21. Способ по п. 20, в котором после охлаждения срощенного соединения в сборе части пресс-формы разделяют, чтобы освободить срощенное соединение в сборе, при этом исполнительные механизмы прикладывают дополнительное давление, чтобы отвести сердечник от одного из элементов пресс-формы.
22. Способ выполнения срощенного соединения в подвижном поручне, причем поручень содержит термопластиковый корпус, имеющий в общем С-образное поперечное сечение и определяющий Т-образный паз, ограничитель растяжения в термопластиковом корпусе над Т-образным пазом и слой скользящей ткани вокруг внутренней области Т-образного паза, причем поручень содержит первый и второй концевые участки, каждый из которых содержит переднюю часть, проходящую от концевой поверхности концевого участка, и заднюю часть, примыкающую к передней части, причем способ включает в себя следующее:
в каждой из задней и передней частей первого и второго концевых участков выполняют первый горизонтальный разрез, чтобы отделить верхнюю часть термопластикового корпуса от базовой части, содержащей бортовые участки термопластикового корпуса, слой скользящей ткани и слой термопластика над слоем скользящей ткани, и соединяют бортовые участки вместе;
для каждого концевого участка удаляют по меньшей мере бортовые участки из его передней части, оставляя центральный участок, содержащий переднюю часть на слое скользящей ткани, и слой термопластика;
обрезают передние части слоя скользящей ткани и термопластика до требуемой формы;
для каждой из базовых частей удаляют их передние части, оставляя их задние части;
нагревают обращенные друг к другу поверхности задних частей базовых частей, вызывая плавление термопластика; и
устанавливают первый и второй концевые участки на оправке и сдвигают первый и второй концевые участки вместе так, чтобы задние части базовых частей примыкали друг к другу, в результате чего происходит сплавление расплавленного термопластика базовых частей с образованием соединения.
23. Способ по п. 22, включающий в себя следующее:
обеспечивают оправку по меньшей мере с одним поперечным пазом;
обеспечивают нагревательную лопатку, нагретую до температуры, достаточной для плавления термопластика, и вставляют лопатку в паз в оправке;
подводят задние части базовых участков к лопатке так, чтобы указанные задние части базовых участков примыкали к лопатке, чтобы вызвать плавление термопластика; и
убирают лопатку и сдвигают первый и второй концевые участки так, чтобы задние части базовых участков примыкали друг к другу,
в результате происходит сплавление расплавленного термопластика базовых частей с образованием соединения.
24. Способ по п. 22 или 23, включающий в себя удаление какого-либо избыточного термопластика после охлаждения термопластика вокруг соединения.
25. Способ по любому из пп. 22-24, включающий в себя выполнение вторых горизонтальных разрезов и вертикальных разрезов в первом и втором концевых участках для удаления снимаемых слоев с первого и второго концевых участков, чтобы оставить слои переплетения в передней и задней частях первого и второго концевых участков, причем слои переплетения отгибают от соединения, обеспечивая возможность сдвинуть первый и второй концевые участки так, чтобы задние части их базовых частей примыкали друг к другу.
26. Способ по п. 25, включающий в себя, после формирования соединения, вырезание одного из охватываемого и охватывающего профиля в одном из слоев переплетения и вырезание комплементарного охватывающего или охватываемого профиля в другом из слоев переплетения.
27. Способ выполнения срощенного соединения в подвижном поручне, причем поручень включает в себя термопластиковый корпус, имеющий ось, в общем С-образное поперечное сечение и определяющий Т-образный паз, ограничитель растяжения в термопластиковом корпусе над Т-образным пазом и слой скользящей ткани вокруг внутренней области Т-образного паза, причем поручень содержит первый и второй концевые участки, каждый из которых содержит переднюю часть, проходящую от концевой поверхности концевого участка, и заднюю часть, примыкающую к передней части, причем способ включает в себя следующее:
в каждой из задней и передней частей первого и второго концевых участков выполняют первый горизонтальный разрез, чтобы отделить верхнюю часть термопластикового корпуса от базовой части, включающей в себя бортовые участки термопластикового корпуса, слой скользящей ткани и слой термопластика над слоем скользящей ткани, и соединяют бортовые участки вместе;
для каждого концевого участка удаляют по меньшей мере бортовые участки из его передней части, оставляя центральный участок, содержащий переднюю часть на слое скользящей ткани, и слой термопластика;
обрезают передние части слоя скользящей ткани и термопластика до требуемой формы;
для каждого концевого участка отмечают на верхней стороне базовой части центральную линию в центральной плоскости, перпендикулярной оси поручня;
удаляют по меньшей мере термопластик передней части базовой части;
переносят отметку центральной линии вокруг концевого участка поручня на скользящую ткань;
обеспечивают наклонные линии на скользящей ткани на внутренней стороне бортовых участков в плоскости, проходящей под углом 45 градусов к центральной плоскости от пересечения с центральной плоскостью вверху Т-образного паза и в сторону от передней части; и
удаляют скользящую ткань между наклонной плоскостью и центральной плоскостью.
28. Способ выполнения срощенного соединения в подвижном поручне, причем поручень включает в себя термопластиковый корпус, имеющий в общем С-образное поперечное сечение и определяющий Т-образный паз, ограничитель растяжения, расположенный в термопластиковом корпусе над Т-образным пазом, и слой скользящей ткани вокруг внутренней области Т-образного паза, причем поручень содержит первый и второй концевые участки, каждый из которых содержит переднюю часть, проходящую от концевой поверхности концевого участка и заднюю часть, примыкающую к передней части, причем способ включает в себя следующее:
в каждой из задней и передней частей первого и второго концевых участков обеспечивают первый горизонтальный разрез, чтобы отделить верхнюю часть термопластикового корпуса от базовой части, включающей в себя бортовые участки термопластикового корпуса, слой скользящей ткани и слой термопластика над слоем скользящей ткани, и соединяют бортовые участки вместе;
для каждого концевого участка удаляют по меньшей мере бортовые участки из его передней части, оставляя центральный участок, содержащий переднюю часть на слое скользящей ткани, и слой термопластика;
обрезают передние части слоя скользящей ткани и термопластика до требуемой формы;
удаляют передние части базовых частей, чтобы обеспечить примыкание задних частей базовых частей друг к другу;
выполняют второй горизонтальный разрез над ограничителем растяжения, проходящий через переднюю и заднюю части, и вертикальные разрезы на конце вторых горизонтальных разрезов для удаления снимаемого слоя с каждого из первого и второго концевых участков;
разрезают ограничитель растяжения в слоях переплетения, чтобы получить комплементарные концевые профили;
обеспечивают множество наслаиваемых слоев термопластика между слоями переплетения и базовой частью и над слоями переплетения;
обеспечивают замещающее покрытие над слоями переплетения; и
помещают сращиваемое соединение в сборе в пресс-форму и подвергают сращиваемое соединение температуре и давлению, чтобы сплавить термопластик первого и второго концевых участков поручня и наслаиваемых слоев.
29. Способ по п. 28, включающий в себя использование нагревательного устройства и прижимного устройства, предпочтительно - ролика, по меньшей мере для закрепления некоторых из наслаиваемых слоев, слоев переплетения и верхнего покрытия в надлежащем положении перед установкой сращиваемого соединения в сборе в пресс-форму.
30. Способ по п. 28 или 29, включающий в себя обеспечение множества наслаиваемых слоев, которые перекрывают друг друга, не увеличивая полную длину срощенного соединения в сборе.
31. Способ по любому из пп. 28-30, включающий в себя обеспечение замещающего покрытия, которое является более длинным, чем длина между вертикальными разрезами, чтобы немного выступать перед установкой в пресс-форму.
32. Способ по любому из пп. 28-31, в котором по меньшей мере некоторые из наслаиваемых слоев вырезают в форме, соответствующей форме язычка, выполненного для слоя скользящей ткани.
33. Способ выполнения срощенного соединения в подвижном поручне, причем поручень содержит термопластиковый корпус, имеющий в общем С-образное поперечное сечение и определяющий Т-образный паз, ограничитель растяжения, расположенный в термопластиковом корпусе над Т-образным пазом, и слой скользящей ткани вокруг внутренней области Т-образного паза, причем поручень содержит первый и второй концевые участки, каждый из которых содержит переднюю часть, проходящую от концевой поверхности концевого участка и заднюю часть, примыкающую к передней части, причем способ включает в себя следующее:
в каждой из задней и передней частей первого и второго концевых участков выполняют первый горизонтальный разрез, чтобы отделить верхнюю часть термопластикового корпуса от базовой части, включающей в себя бортовые участки термопластикового корпуса, слой скользящей ткани и слой термопластика над слоем скользящей ткани, и соединяют бортовые участки вместе;
для каждого концевого участка удаляют по меньшей мере бортовые участки из его передней части, оставляя центральный участок, включающий в себя переднюю часть у слоя скользящей ткани и слой термопластика;
обрезают передние части слоя скользящей ткани и термопластика до требуемой формы;
обеспечивают для каждого бортового участка подкладку, имеющую параллельные внутренний и внешний края;
для каждого бортового участка отмечают линию местоположения внешнего края подкладки;
для каждой подкладки совмещают внешний край с линией, отмеченной на бортовом участке, нагревают подкладку рядом с ее внешним краем и прижимают подкладку к бортовому участку для прикрепления подкладки; и
затем обеспечивают плотную установку подкладки внутри Т-образного паза и прикрепляют внутренний край подкладки к скользящей ткани.
34. Способ по п. 33, в котором каждая подкладка имеет наклонные края, проходящие между внутренним и внешним краями с образованием, в общем, трапециевидной формы, при этом перпендикулярно внутреннему и внешнему краям проходят торцевые края, усекающие трапециевидную форму, при этом каждая подкладка вырезана диагонально.
35. Способ по п. 34, включающий в себя следующее:
обеспечивают полоски материала покрытия, взятого из термопластика на внешней стороне поручня;
устанавливают каждую полоску так, чтобы она проходила вдоль сращиваемого соединения в сборе и поверх внешнего края подкладки; и
нагревают полоску по меньшей мере для прикрепления термопластика полоски к термопластику сращиваемого соединения в сборе для закрепления подкладки.
| FR 2920508 A1, 06.03.2009 | |||
| US 6086806 A, 11.07.2000 | |||
| US 2017166420 A1, 15.06.2017 | |||
| Редукционный клапан системы смазки двигателя внутреннего сгорания | 1948 |
|
SU74441A1 |

