Изобретение относится к технологическому оборудованию, а именно к линиям для изготовления пластин положительного электрода литиевых источников тока.
Линия предназначена для дозированной подачи гранул диоксид марганцевой активной массы, пропитки их с целью придания эластичности органической жидкостью - нефрас, формовки из пропитанных гранул непрерывной ленты, подкатки и сушки полученной ленты, калибровки ее до заданной толщины и резки на пластины заданных размеров.
Известны установки для раскатки ленты активной массы, например, патент на полезную модель РФ №103515, патент на изобретение РФ №2439752. Известные установки предназначены для формирования ленты и не предназначены для выполнения всех технологических операций необходимых для производства заготовок электродов химических источников тока.
Задачей настоящего изобретения является создание установки для изготовления заготовок положительного электрода, обеспечивающей выполнение полного технологического цикла по изготовлению заготовок электродов химических источников тока.
Технический результат заявляемого изобретения заключается в автоматизации процесса изготовления заготовок электродов химических источников тока, в повышении безопасности работы технического персонала в процессе изготовления заготовок электродов химических источников тока и в соблюдении точных параметров получаемых заготовок электродов, заданных технологическим процессом.
Указанный результат достигается благодаря тому, что линия получения заготовок положительного электрода включает электрошкафы и последовательно расположенные установку получения ленты активной массы, устройство для подкатки ленты активной массы, установку сушки ленты активной массы, установку калибровки ленты активной массы и автомат резки, при этом установка получения ленты активной массы состоит из прокатных валков с электроприводом, устройства дозирования и пропитки гранул и подпитывающего устройства, линия оснащена системой слежения за натягом ленты, состоящей из датчиков согласования скоростей и регуляторов скоростей, расположенных на электрошкафах.
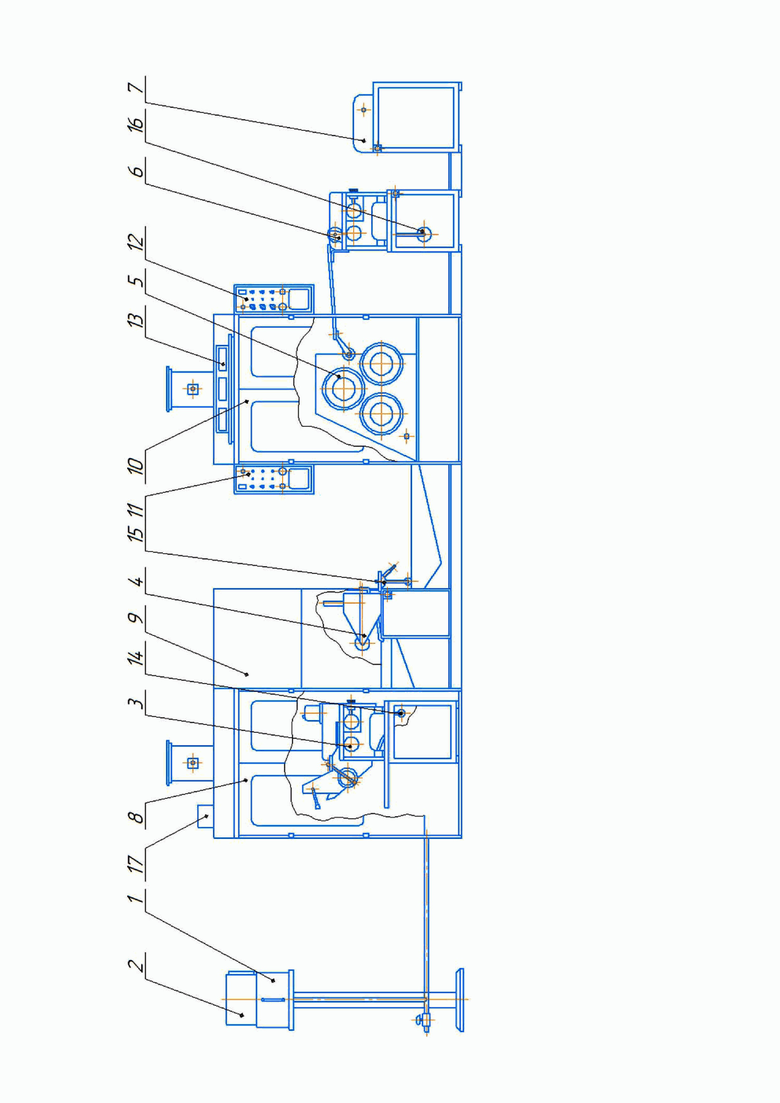
На чертеже, иллюстрирующем изобретение, позициями обозначены:
1 - Питатель;
2 - Колпак вытяжной;
3 - Установка получения ленты активной массы;
4 - Устройство для подкатки ленты активной массы;
5 - Установка сушки ленты активной массы;
6 - Установка калибровки ленты активной массы;
7 - Автомат резки;
8, 9, 10 - Шкаф вытяжной;
11 - Электрошкаф №1;
12 - Электрошкаф №2;
13 - Регулятор температуры;
14, 15, 16 - Датчики согласования скоростей;
17 - Блок управления пневмопитателем.
Линия получения заготовок положительного электрода представляет собой совокупность установок и устройств, обеспечивающих непрерывное получение пластин заданных размеров для положительных электродов призматических химических источников тока. Линия заземлена и оборудована антистатическими поручнями.
Линия включает в себя следующие основные узлы: установку получения ленты активной массы, устройство для подкатки активной массы, установку сушки ленты активной массы, установку калибровки ленты активной массы и автомат резки.
Установка получения ленты активной массы (поз. 3) осуществляет дозирование и пропитку гранул органической жидкостью, подачу их в валки для получения непрерывной ленты. Установка состоит из прокатных валков с электроприводом, устройства дозирования и пропитки гранул, подпитывающего устройства, закрепленных на станине.
По мере расхода органическая жидкость пополняется из специального питателя (поз. 1) по трубопроводу. Ковш, с поступившими в него из дозатора гранулами, в течение времени, установленного технологическим процессом, пропитывает их в органической жидкости, после чего высыпает пропитанные гранулы в рабочую зону валков. Подпитывающее устройство осуществляет равномерное распределение гранул в рабочей зоне валков с регулируемым усилием подачи их в зазор между валками для получения ленты активной массы.
Устройство для подкатки ленты активной массы (поз. 4) представляет собой станину с закрепленным на ней электродвигателем, который за счет шкива передает вращение на блок шестеренок, вращающих подкаточные валы, и регулировочную ручку, которая выставляет зазор между верхним и нижним подкаточными валами. Устройство для подкатки ленты активной массы осуществляет предварительную подкатку полученной ранее ленты активной массы до толщины необходимой согласно технологическому процессу.
Для равномерной подачи ленты линия оборудована системой слежения за ее натягом, состоящей из датчиков согласования скоростей (поз. 15, 16, 17) и регуляторов скоростей, расположенных на электрошкафах (поз. 11, 12).
В установке сушки (поз. 5) происходит нагрев ленты активной массы на сушильных барабанах и испарение из нее органической жидкости. Сушка осуществляется за счет вращения барабанов с определенной скорость и определенной температурой барабанов. Постоянная температура на барабанах поддерживается специальным регулятором температуры (поз. 13).
Установка калибровки (поз. 6) осуществляет калибровку ленты активной массы после сушки до заданной толщины, необходимой по условиям технологического процесса
Автомат резки (поз. 7) производит нарезку электродных пластин в заданные габариты размеров.
В целях обеспечения безопасности работ и изоляции обслуживающего персонала от паров органической жидкости и пыли активной массы установки получения ленты, подкатки полученной ленты и сушки монтируются внутри вытяжных шкафов (поз. 8, 9, 10).
Управление линией осуществляется от двух электрошкафов (поз. 11, 12), которые монтируются к вытяжному шкафу (поз. 10) сушки ленты.
Электропитание линии изготовления пластин положительного электрода осуществляется от трехфазной сети переменного тока, напряжением 380 В, частотой 50 Гц.
Процессы дозировки гранул, пропитки их в органической жидкости, получения ленты, подкатки, сушки, калибровки, резки ленты на пластины, поддержания заданной температуры, согласования скоростей электродвигателей всей линии осуществляется в автоматическом режиме.
Аппаратура автоматики расположена в 2-х электрошкафах; три регулятора температуры расположены над вытяжным шкафом (поз. 10) установки сушки ленты активной массы.
Подача напряжения питания к схеме управления на установку получения ленты активной массы и устройство для подкатки ленты активной массы осуществляется автоматическим выключателем в электрошкафу №1.
Подача напряжения в схему управления установок сушки ленты активной массы, калибровки ленты активной массы и автомата резки осуществляется автоматическим выключателем в электрошкафу №2.
В электрошкафу №1 включаются магнитные пускатели и начинается вращение валков установки получения ленты активной массы и устройства для подкатки ленты активной массы.
Блок пуска и остановки пропитки совместно с датчиками положения осуществляют управление процессом пропитки гранул в органической жидкости по заданной программе.
Включение вращения сушильных барабанов установки сушки ленты активной массы осуществляется кнопкой «Сушка», «Пуск» на пульте управления электрошкафа №1 - включается магнитный пускатель и начнется вращение сушильных барабанов.
Включение ТЭНов сушильных барабанов осуществляется тумблерами регулятора температуры, расположенного над шкафом установки сушки ленты активной массы - загораются светодиоды, одновременно включаются через приборы, реле и магнитные пускатели, расположенные в электрошкафе №2, и происходит нагрев сушильных барабанов.
Блок задержки пуска подкатки ленты активной массы установлен в электрошкафу №1.
При натяжении ленты активной массы рычаг с магнитом достигает датчика, который замыкается и включается реле, которое становится на самоблокировку. Нормально замкнутый контакт разрывается, катушка пускателя обесточивается, двигатель подкатки останавливается.
По истечении заданного времени реле времени срабатывает, нормально замкнутый контакт реле замыкается, магнитный пускатель включается и двигатель снова начинает вращаться.
Блок согласования скорости выполнен на печатной плате. На контакт разъема блока согласования скорости положительное напряжение 0…9 В подается с датчика скорости, расположенного на пульте управления электрошкафа №1.
Регулятор напряжения выполнен на транзисторе и резисторах. Делитель, состоящий из резисторов, задает исходное напряжение регулятора и глубину регулирования.
При включении на электрошкафе №2 кнопки «Пуск» включаются магнитные пускатели, начинается вращение электродвигателей «Калибровка» и «Резка».
Герконовые датчики положения с соответствующими блоками позволяют производить согласование скоростей электродвигателей (электрошкаф №2).
Работа линии осуществляется следующим образом.
Вручную, при помощи совка, производят загрузку гранул в бункер дозатора установки получения ленты активной массы. Проверяют наличие органической жидкости в ванне пропитки, при необходимости заполняют, открыв кран подачи органической жидкости.
Включают установки получения ленты кнопкой «Пуск» в электрошкафу №1.
Периодически, через время пропитки, заданное действующим технологическим процессом и установленное на реле времени электрошкафа №1, дозатором автоматически производится загрузка сухих гранул в ковш с последующей пропиткой их, транспортировкой и выгрузкой пропитанных гранул в формующее пространство установки получения ленты активной массы.
На выходе из валков проверяется толщина и разнотолщинность по ширине отформованной ленты активной массы и в случае отклонения от заданных в действующем технологическом процессе параметров, производят регулировка зазора формующих валков.
Полученную после формовки и отвечающую параметрам технологического процесса ленту активной массы заправляют в валки устройства подкатки.
Полученную после подкатки ленту активной массы проверяют по толщине и разнотолщинности на соответствие заданным в действующем технологическом процессе параметрам, производят при необходимости регулировку установок и затем годную ленту направляют по желобу к установке сушки ленты.
Заправляют ленту через сушильные барабаны и ролики, соблюдая меры предосторожности, так как температура на барабанах может достигать 125°С.
После сушки лента заправляется в валки для калибровки, где получают необходимую толщину согласно технологическому процессу. Затем следующим этапом лента заправляется в установку резки, где на валках производится обрезка ленты в необходимую ширину, а затем, с помощью гильотинного ножа, лента разрезается на пластины необходимой длины согласно технологическому процессу.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ПОЛОЖИТЕЛЬНОГО ЭЛЕКТРОДА ПРИЗМАТИЧЕСКИХ ХИМИЧЕСКИХ ИСТОЧНИКОВ ТОКА | 2019 |
|
RU2718955C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ПОЛОЖИТЕЛЬНОГО ЭЛЕКТРОДА ЦИЛИНДРИЧЕСКИХ ХИМИЧЕСКИХ ИСТОЧНИКОВ ТОКОВ | 2019 |
|
RU2716277C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЖИТЕЛЬНОГО ЭЛЕКТРОДА ДЛЯ ЛИТИЙ-ТИОНИЛХЛОРИДНЫХ ИСТОЧНИКОВ ТОКА | 2021 |
|
RU2754811C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЖИТЕЛЬНОГО ЭЛЕКТРОДА АККУМУЛЯТОРА СИСТЕМЫ Li/SO | 2003 |
|
RU2249885C2 |
| СПОСОБ ПРОИЗВОДСТВА ГРАНУЛИРОВАННЫХ ОРГАНО-МИНЕРАЛЬНЫХ УДОБРЕНИЙ ИЗ ОРГАНИЧЕСКИХ ОТХОДОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2458027C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ ПОЛОЖИТЕЛЬНОЙ АКТИВНОЙ МАССЫ ДЛЯ ЛИТИЙ-ТИОНИЛХЛОРИДНЫХ ИСТОЧНИКОВ ТОКА | 2020 |
|
RU2751536C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕЛОЧНОГО АККУМУЛЯТОРА С ОКИСНО-НИКЕЛЕВЫМ ПОЛОЖИТЕЛЬНЫМ И КАДМИЕВЫМ ОТРИЦАТЕЛЬНЫМ ЭЛЕКТРОДАМИ | 2004 |
|
RU2280298C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИ ИЗОЛИРОВАННОЙ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2463121C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЖИТЕЛЬНОГО ЭЛЕКТРОДА ПРИЗМАТИЧЕСКИХ ХИМИЧЕСКИХ ИСТОЧНИКОВ ТОКА | 2020 |
|
RU2728287C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2022 |
|
RU2791999C1 |
Изобретение относится к технологическому оборудованию для изготовления пластин положительного электрода литиевых источников тока. Линия получения заготовок положительного электрода включает последовательно расположенные установку получения ленты активной массы, устройство для подкатки ленты активной массы, установку сушки ленты активной массы, установку калибровки ленты активной массы и автомат резки. Установка получения ленты активной массы состоит из прокатных валков с электроприводом, устройства дозирования и пропитки гранул и подпитывающего устройства. Линия оснащена системой слежения за натягом ленты, состоящей из датчиков согласования скоростей и регуляторов скоростей, расположенных на электрошкафах. Обеспечивается автоматизация процесса изготовления заготовок положительного электрода химических источников тока с соблюдением точных параметров получаемых заготовок электродов, заданных технологическим процессом. 1 ил.
Линия получения заготовок положительного электрода, включающая электрошкафы и последовательно расположенные установку получения ленты активной массы, устройство для подкатки ленты активной массы, установку сушки ленты активной массы, установку калибровки ленты активной массы, автомат резки, при этом установка получения ленты активной массы состоит из прокатных валков с электроприводом, устройства дозирования и пропитки гранул и подпитывающего устройства, линия оснащена системой слежения за натягом ленты, состоящей из датчиков согласования скоростей и регуляторов скоростей, расположенных на электрошкафах.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДОВ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ИСТОЧНИКА ТОКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2439752C1 |
| Следящее устройство к электроприводу по системе "генератор-двигатель" | 1953 |
|
SU103515A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛАМЕЛЕЙ ЭЛЕКТРОДОВ ЩЕЛОЧНЫХ ИСТОЧНИКОВ ТОКА | 2000 |
|
RU2189886C2 |
| Устройство для изготовления электродов химических источников тока | 1977 |
|
SU729697A1 |
| EP 1800775 A1, 27.06.2007 | |||
| JP 2001234207 A, 28.08.2001 | |||
| EP 245932 B1, 24.10.1990. | |||

