Изобретение относится к электротехнической промышленности и может быть использовано при изготовлении электродов химических источников то- 5 ка.
Известна двухвалковая клеть для уплотнения порошковых материалов, содержащая валок и нажимное устройство с гидроцилиндрами на сильфомах, дав- Q ление в которых задается регулятором давления гидроустановки 1.
Однако из-за сравнительно высокой жесткости сильфонов, трения, возникаиощего при движении опор подвижного -с валка по направляющим, а также низкой чувствительности регулятора давления возникают дополнительные нерегулируемые усилия обжатия электродной ленты, что не позволяет получить высокопо- л ристую и стабильную по толщине ленту.
Наиболее близким по технической сущности и достигаемым результатам к изобретению является устройство для изготовления электродов химических 25 источников тока, содержащее кинематически связанные прокатный стан в виде двухвалковой клети с холостым и приводным валками, узел ввода токоотводов, узел резки электродной ленты на .
электроды и узел синхронизации скоростей прокатки и подачи ленты 2.
Однако такое устройство имеет сложную конструкцию и большой процент брака электродов, так как узел резки электродной ленты на электроды находится на значительном расстоянии от прокатного стана и между ними отсутствует жесткая кинематическая связь, что затрудняет подачу и:резку электродной ленты. Кроме того, присоединение токоотводов к электродам сваркой ограничивает возможность работы устройства, поскольку к электродам из окиси металла присоединение токоотводов сваркой практически невозможно.
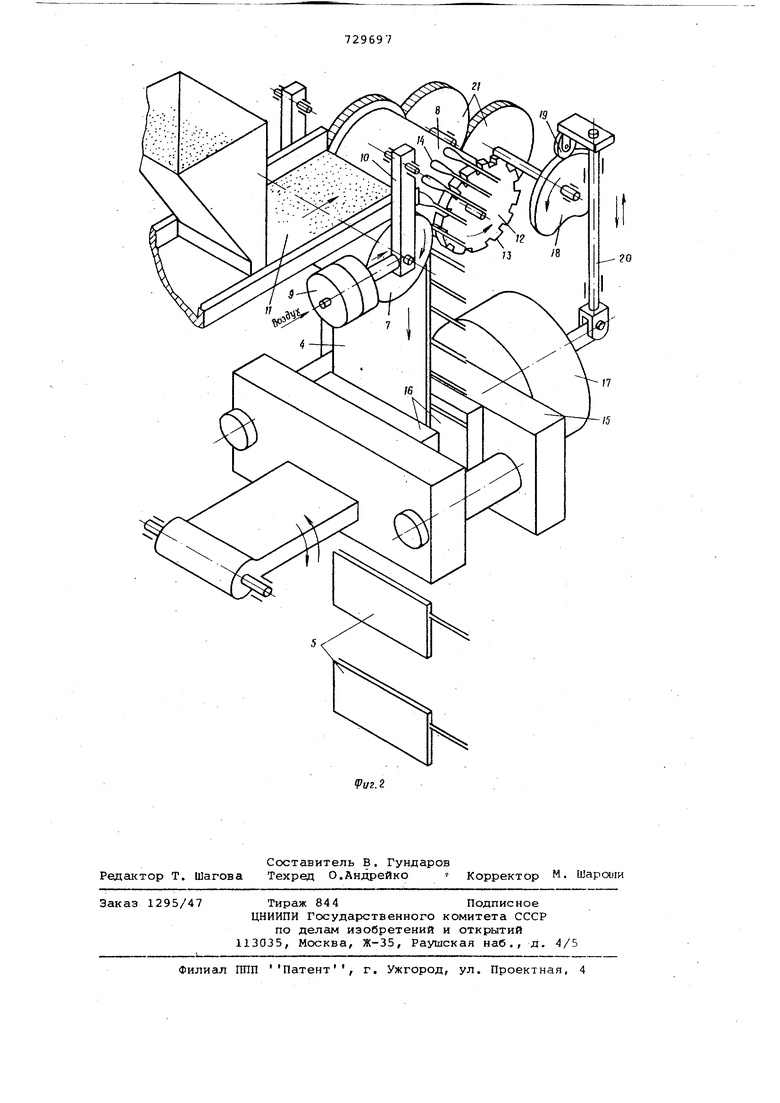
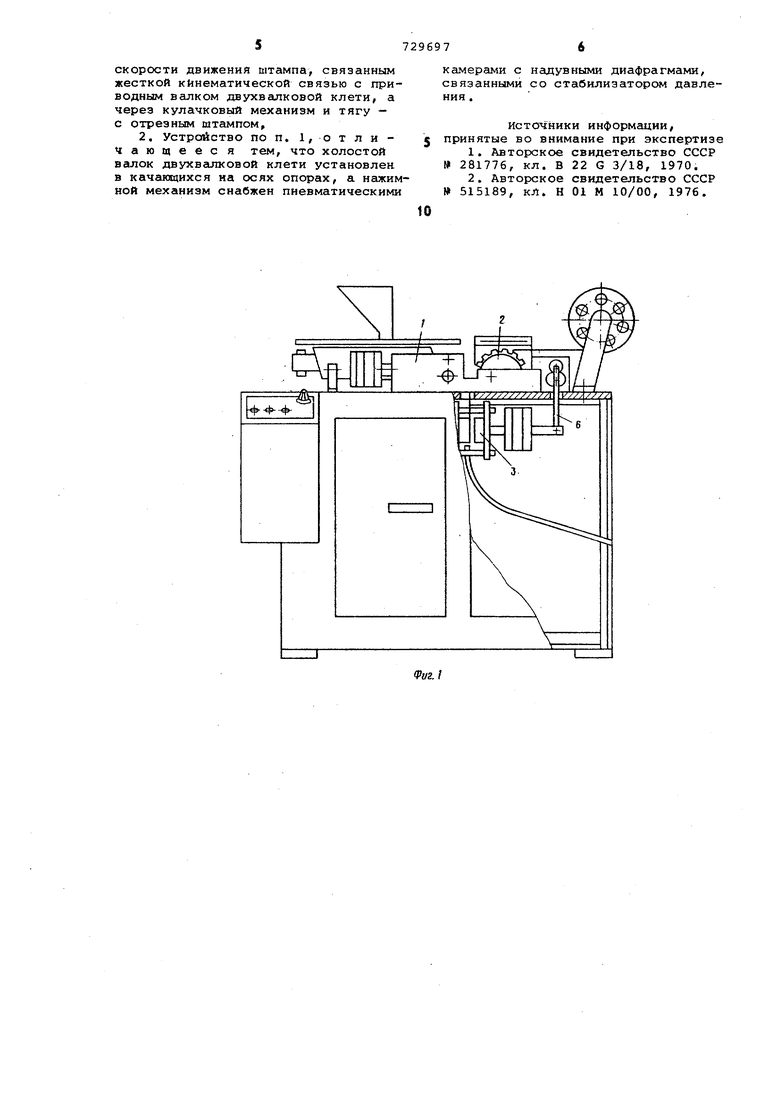
Для упрощения конструкции, повышения производительности и уменьшения брака электродов предлагаемое устройство снабжено нажимным механизмом, связанным с холостым валком клети, узел ввода токоотводов установлен на приводном валке клети и выполнен в виде барабана с пазами, узел резки электродной ленты-на электроды снабжен качающимся летучим отрезным штампом, расположенным под двухвалковой клетью, и механизмом синхронизации скорости движения штампа, евяsaHHfciM жесткой кинеь,этической связь с приводным валком двухвалковой кле ти, а через кулачковый механизм и т гу - с отрезным штампом. Кроме того, холостой валок двухвалковой клети может быть установле в качающихся на осях опорах, а нажим ной механизм может быть снабжен пне матическими камерами с надувными диафрагмами, связанными со стабили затором давления. На фиг, 1 изображено предлагаемо устройство для изготовления электро дов, общий вид; на фиг. 2 - вид сбо ку. Предлагаемое устройство содержит двухвалковую клеть 1, узел 2 ввода токоотводов в зону деформации порош ка, узел 3 резки электродной ленты на электроды 5 и механизм 6 синхронизации, движения электродной ленты с узлом резки. Двухвалковая клеть состоит из хо лостого 7 и приводного 8 валков нажимного устройства 9, выполненного в виде многосекционных пневматически камер с надувными диафрагмами, давле ние воздуха в которых поддерживаетс стабилизатором давления. Подвижный холостой валок 7 установлен в двух качающихся на осях oпo pax 10, выполненных в виде рьлчагов. Для подачи порошка в зону деформации имеется дозатор 11, например вибрационный лоток с электромагнитным при водом. Узел 2 ввсща токоотводов в зону деформации установлен на приводном валке 8 клети и выполнен в виде бара бана 12 с пазами 13 для фиксации токоотводов 14 и транспортировании их Впадины пазов расположены на делительном диаметре, ргшном диаметру приводного валка, а шаг их по дуге делительного диаметра зависит от ширины электрода. Узел 3 резки электрсданой ленты на электроды представляет собой качающийся летучий отрезной штамп 15с ре жущими элементами 16, который установлен непосредственно на вьлходе электродной ленты из прокатных валков, ориентирующих направление движения разрезаемой ленты. Отрезной штамп имеет пневмопривод 17 в виде пневматической камеры двухстороннего действия. Механизм б синхронизации движения электродной ленты с отрезным штампом представляет собой кулачковый механизм (кулачок 18 с опорным роликом 19 и тягу 2р. Шестерни 21 зубчатой передачи обеспечивают жесткую кинематическую связь механизма б синхронизации с приводным валком 8; Передаточное отношение зубчатой передачи равно числу пазов в барабане 12. Отрезной штамп 15 соединен с кулачковым механизмом 18 при помощи тяги 20. Предлагаемое устройство для изготовления электродов химических источников тока работает следующим образом. Порошок из дозатора 11 подается в зону деформации прокатных валков клети. Одновременно в- зону деформации вводятся токоотводы 14, например проволочные, выполненные в виде петель. Выходящая из прокатных валков электродная лента 4 с токоотвода 4и поступает в отрезной штамп 15, где она разрезается на электроды, которые затем укладываются в накопителе. При поступлении ленты 4 в зону резания штампа 15 режущие элементы 16 находятся в открытом положении, В это время кулачок 18 при помощи шестерни 21 поворачивается, ролик 19 обкатывается по профилю кулачка и через тягу 20 опускает отрезной штамп. В период опускания пневмопривод 17 осуществляет возвратно-поступательное движение режущих элементов 16 отрезного штампа и производится разрезка электродной ленты. Применение предлагаемого устройства для изготовления электродов химических источников тока позволяет осуществить присоединение токоотводов в зоне деформации порошка в прокатных валках, что упрощает конструкцию и уменьшает брак электродов. Наличие механизма синхронизации движения электродной ленты и работы отрезного штамгш улучшает работу устройства и позволяет повысить производд1тельность в 1,5-2 раза по сравнению с прототипом. Формула, изобретения 1, Устройство для изготовления электродов химических источников тока, содержащее кинематически связанные прокатный стан в виде двухвалковой клети с холостым и приводным валками, узел ввода токоотводов, узел резки электродной ленты на электроды и узел синхронизации скоростей прокатки и подачи ленты, отличающееся тем, что, с целью упрогцения конструкции, повышения производительности и уменьшения брака, устройство снабжено нажимным механизмом, связанным с холостым валком клети, узел вЁода токоотводов установлен на приводном валке клети и выполнен в виде барабана с пазами, узел резки электродной ленты на электроды снабжен качающимся летучим отрезным штамrres-j, расположенным под двухвалковой клетью, и механизмом синхронизации
скорости движения штампа, связанным жесткой кинематической связью с приводным валком двухвалковой клети, а через кулачковый механизм и тягу - с отрезным штампом,
2. Устройство по п. 1, о т л и Чающеес я тем, что холостой валок двухвалковой клети установлен в качающихся на осях опорах, а нажимной механизм снабжен пневматическими
камерами с надувными диафрагмами, связанными со стабилизатором давления .
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 281776, кл. В 22 G 3/18, 1970.
2.Авторское свидетельство СССР № 515189, кл. Н 01 М 10/00, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Протяжной механизм трубосварочного стана | 1979 |
|
SU880546A1 |
| НЕПРЕРЫВНАЯ ГРУППА СТАНА ДЛЯ ПРОИЗВОДСТВА ТОЛСТЫХ ПОЛОС | 1996 |
|
RU2104105C1 |
| Установка для изготовления изделий из ленты | 1981 |
|
SU1178556A1 |
| СТАН ДЛЯ ПРОКАТКИ ТОНКИХ ЛЕНТ | 1993 |
|
RU2082513C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГВОЗДЕЙ-КОСТЫЛЕЙ | 1995 |
|
RU2091189C1 |
| Трехвалковая прокатная клеть | 1971 |
|
SU458345A1 |
| Нажимное устройство | 1979 |
|
SU854474A1 |
| Установка для изготовления решеток | 1977 |
|
SU707753A1 |
| Способ обжатия в валках | 1983 |
|
SU1135501A1 |
| СПОСОБ ПРОДЛЕНИЯ ЦИКЛА НЕПРЕРЫВНОЙ ОТЛИВКИ ПРИ ДВУХВАЛКОВОМ ФОРМОВАНИИ ЛЕНТЫ, А ТАКЖЕ УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2004 |
|
RU2338606C2 |