Изобретение относится к способам монтажа цистерн на рамы автомобильных полуприцепов [МПК B61D 5/06, B62D 21/16].
Из уровня техники известен ИНСТРУМЕНТ ДЛЯ СОЕДИНЕНИЯ ВНАХЛЕСТ БАЛКИ ПОЛУПРИЦЕПА H-ТИПА [CN 216421523 U, опубл. 24.11.2021] содержащий верхнюю часть рабочего стола, на которой левая канавка и правая канавка, несколько групп роликов A установлены в левой канавке, а несколько групп роликов B установлены в правой канавке. Он также включает цепь A, звездочку A, звездочку B, вращающийся вал, главную звездочка, вращающийся вал B, главная звездочка B, цепь B, приводной механизм и фиксирующий механизм, передние концы нескольких наборов вращающихся роликов A выходят на переднюю сторону рабочего стола, и несколько наборов звездочек A соответственно установлены на переднем конце нескольких групп роликов A, передние концы нескольких групп роликов B выходят на переднюю сторону стола, несколько групп звездочек B соответственно установлены на переднем конце нескольких групп роликов. Ролики B, а задний конец вращающегося вала A вращается и соединяется с работой. На переднем конце стола главная звездочка A установлена на переднем конце вращающегося вала A, а главная звездочка A и несколько групп звездочек А приводятся в движение цепью А.
Основными недостатками технического решения является отсутствие возможности сборки на нем автомобильных цистерн различного габарита.
Также из уровня техники известен РЕГУЛЯТОР ВЫРАВНИВАНИЯ СТВОЛА НА МАГНИТНОМ ОСНОВАНИИ КОРПУСА ЦИСТЕРНЫ ДЛЯ ЖЕЛЕЗНОДОРОЖНОЙ ЦИСТЕРНЫ [CN 202481088 U, опубл. 15.12.2011] два устройства центровки ствола, используемые попарно, и установочное устройство центровки ствола, соединенное с устройствами центровки ствола. Каждое устройство центровки ствола содержит постоянный магнит. основание размагничивающая ручка расположена на одном конце постоянного магнитного основания два установочных зажима ремня крепления для зажима ремня крепления расположены на вершинах постоянных магнитных оснований, а другие концы постоянных магнитных оснований соединены с центрирующими устройствами ствола Отверстие в установочном блоке и отверстие для штифта расположены на установочном устройстве для совмещения ствола. Отверстие в установочном блоке используется для вставки зажимной шестерни. отверстие в установочном блоке расположено перпендикулярно отверстию под штифт, а крепежное устройство расположено на крепежной ленте.
Основными недостатками технического решения являются отсутствие возможности продольной регулировки положения сцепных устройств для автомобильных цистерн, а также отсутствие возможности фиксированной установки задней рамы автоцистерны.
Наиболее близким по своей технической сущности является ИНСТРУМЕНТ ДЛЯ ЗАГРУЗКИ ОСЕЙ ПОЛУПРИЦЕПОВ [CN 214451459 U, опубл. 17.03.2021] содержащий основание, опорную раму, расположенную на основании, и множество передвижных тележек, опорная рама содержит две продольные балки, расположенные параллельно, и линейные направляющие рельсы. расположенная на продольных балках, подвижная тележка имеет форму буквы I, нижняя часть подвижной тележки снабжена шкивом, совмещенным с линейной направляющей, а верхняя часть подвижной тележки снабжена зажимным гнездом для поддержки оси.
Основной технической проблемой прототипа является отсутствие возможности фиксации на нем задней рамы автоцистерн, что увеличивает трудоемкость сборочного процесса при ее позиционировании относительно автоцистерны. Помимо этого, отсутствует возможность обеспечения соосности шкворня сцепного устройства и осей задней рамы полуприцепа, что снижает точность сборки готового изделия.
Задача изобретения заключается в устранении недостатков прототипа и аналогов.
Технический результат изобретения заключается в снижении трудозатрат сборки безрамных цистерн-полуприцепов при соблюдении требований по точности расположения шкворня относительной осей.
Указанный технический результат достигается за счет того, что способ сборки автомобильных цистерн-полуприцепов характеризующийся тем, что для его осуществления первоначально устанавливают заднюю раму автоцистерны между упорами, выполненными в задней части стапеля для сборки автомобильных цистерн-полуприцепов, далее опорную плиту размещают на подвижной каретке, а заднюю опору автоцистерны монтируют на задней раме, при этом каретку устанавливают на необходимом удалении от задней рамы, после этого укладывают автоцистерну передней частью на опорную плиту, а задней частью на заднюю опору, при этом контролируют вертикальное положение заливных и сливных люков автоцистерны, далее устанавливают оставшиеся опоры автоцистерны, после чего приваривают опоры и опорную плиту к автоцистерне и указанные опоры забалчивают на задней раме.
Краткое описание чертежей.
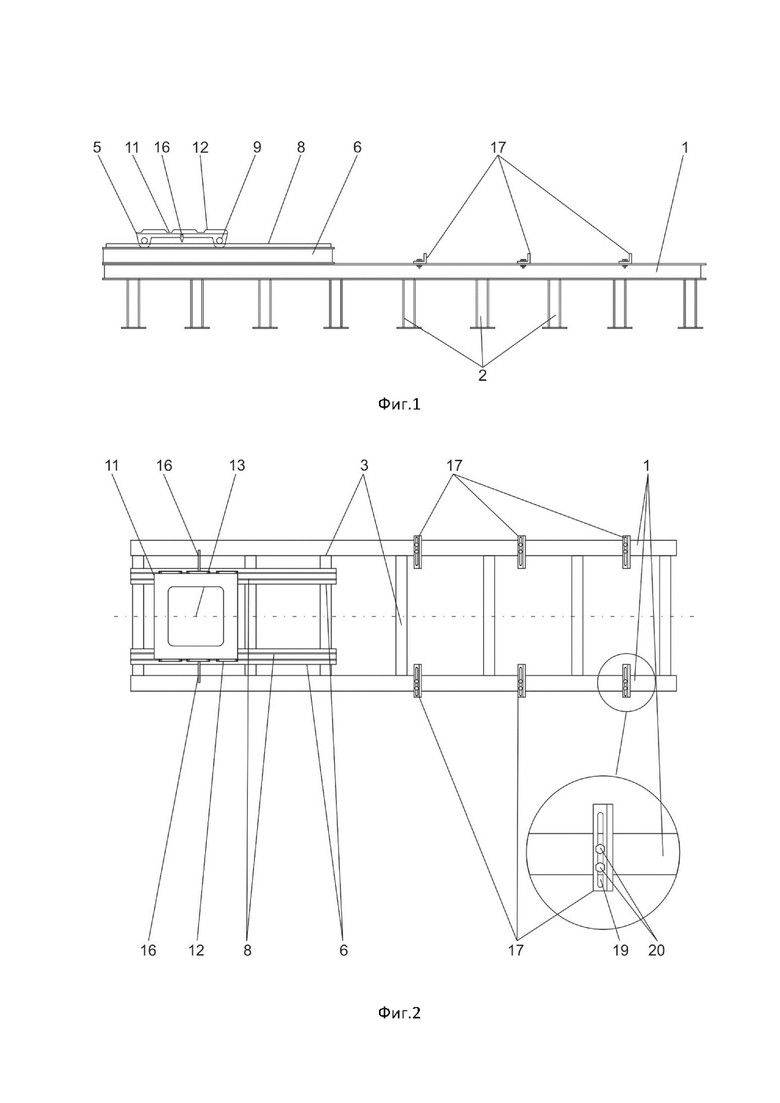
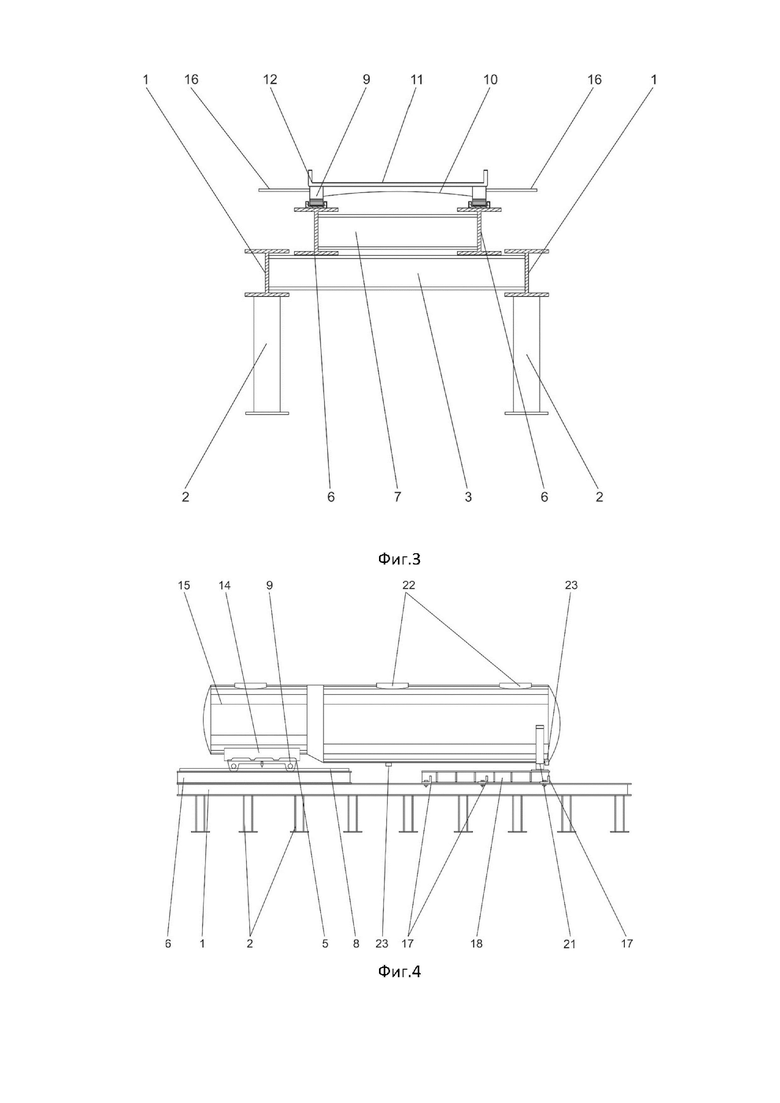
На фиг. 1 показан вид спереди устройства для сборки автомобильных цистерн-полуприцепов.
На фиг. 2 показан вид сверху устройства для сборки автомобильных цистерн-полуприцепов.
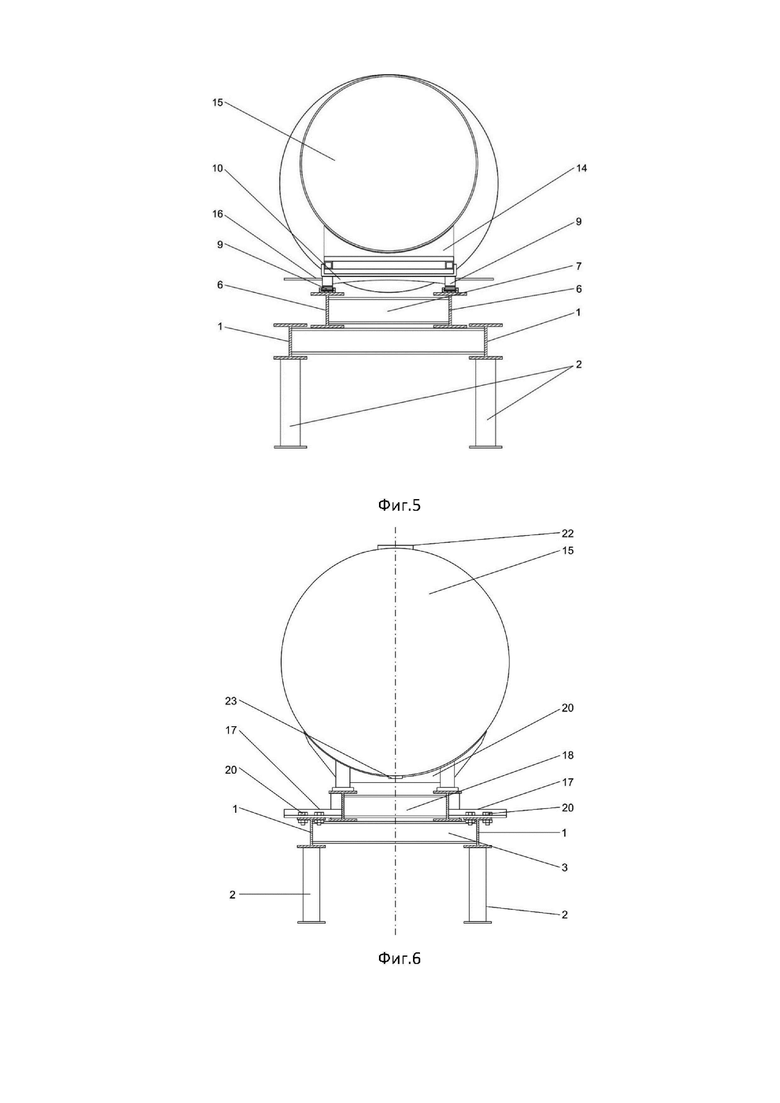
На фиг. 3 показан вид слева устройства для сборки автомобильных цистерн-полуприцепов.
На фиг. 4 показан вид спереди установленной автоцистерны на устройстве для сборки автомобильных цистерн-полуприцепов.
На фиг. 5 показан вид слева установленной автоцистерны на устройстве для сборки автомобильных цистерн-полуприцепов.
На фиг. 6 показан вид справа установленной автоцистерны на устройстве для сборки автомобильных цистерн-полуприцепов.
На фигурах обозначено: 1 - продольные несущие балки, 2 -опоры, 3 - поперечные балки, 4 - основание, 5 - каретка, 6 - продольные балки основания, 7 - поперечины, 8 - направляющие, 9 - полозья, 10 - поперечные пластины, 11 - площадка, 12 - борта, 13 - вырез, 14 - опорная плита, 15 - автоцистерна, 16 - ручки, 17 - упоры, 18 - задняя рама, 19 - продольные вырезы, 20 - болты, 21 - задняя опора, 22 - наливные люки, 23 - сливные люки.
Осуществление изобретения.
Стапель для сборки автомобильных цистерн-полуприцепов содержит две продольные несущие балки 1 (см. фиг. 1, 2) смонтированные на опорах 2. Между продольными несущими балками 1 установлены поперечные балки 3.
В передней части стапеля, на поперечных балках 3, смонтировано основание 4 для каретки 5. При этом основание 4 выполнено в виде двух продольных балок основания 6 смонтированных продольно, на одинаковых расстояниях от осевой линии стапеля и соединенных между собой поперечинами 7 (см. фиг. 3). Сверху балок основания 6 смонтированы направляющие 8 выполненные в виде П-образных желобов.
В направляющих 8 с возможностью перемещения по ним установлена каретка 5. При этом каретка 5 выполнена в виде двух полозьев 9 соединенных поперечными пластинами 10, сверху которых смонтирована площадка 11 в виде прямоугольной пластины с бортами 12 выполненными с правой и левой стороны устройства и вырезом 13 для размещения в нем шкворневого соединения (на фигурах не показано) опорной плиты 14 автоцистерны 15. Для перемещения каретки 5 по направляющим 8 справа и слева на полозьях 9 смонтированы ручки 16.
На задней части стапеля, на продольных несущих балках 1, перпендикулярно им, симметрично смонтированы упоры 17 для размещения между ними задней рамы 18 автоцистерны 15. При этом упоры 17 выполнены с возможностью осевого перемещения в перпендикулярном направлении относительно продольных несущих балок 1. Для этого в указанных упорах 17 выполнены продольные сквозные отверстия 19, через которые упоры 17 смонтированы на продольных несущих балках 1 при помощи пары болтов 20.
Способ сборки автомобильных цистерн-полуприцепов, характеризующийся тем, что для его осуществления первоначально на каретку 5 устанавливают опорную плиту 14 автоцистерны 15 (см. фиг. 4, 5, 6), а между упорами 17 размещают заднюю опору 18 автоцистерны 15. При этом перед этим указанные упоры 17 выставляют таким образом, что их края, обращенные к автоцистерне 15 были удалены на равных расстояниях от осевой линии стапеля, определяемых проектными габаритными размерами задней рамы 18 автоцистерны 15.
После этого на заднюю раму 18 устанавливают заднюю опору 21 автоцистерны 15. Далее в соответствии с продольными габаритными размерами автоцистерны 15 перемещают каретку 5 по полозьям 9, при этом расстояние от начала задней рамы 18 до середины каретки 5 контролируют мерной лентой (на фигурах не показана).
После подбора необходимого положения каретки 5 на опорную плиту 14 укладывают переднюю часть автоцистерны 15, а на заднюю опору 21 укладывают заднюю часть автоцистерны 15. При этом контролируют правильное положение автоцистерны 15 при котором осевая линия автоцистерны 15 проходящая через верхние наливные люки 22 и нижние сливные люки 23 принимает максимально вертикальное положение. При необходимости корректируют положение автоцистерны 15 путем ее поворота относительно продольной оси.
После достижения автоцистерной 15 положения при котором достигается наилучшее геометрическое выравнивание в плоскостях, производят окончательную ее укладку на опорную плиту 14 и заднюю опору 21. После этого производят установку остальных опор на заднюю раму 18. Далее производят монтаж опор и опорной плиты 14 к корпусу цистерны 15.
Указанный технический результат снижение трудозатрат сборки безрамных цистерн-полуприцепов при соблюдении требований по точности расположения шкворня относительной осей достигается за счет того, что сборку автоцистерн-полуприцепов производят на стапеле, на котором каретка 5 выполнена с возможностью осевого перемещения по направляющим 8, а упоры выполнены с возможностью перемещения в перпендикулярном относительно продольных несущих балок 1 направлении. В результате чего, заблаговременно на стапеле выставляются размеры под необходимый тип автоцистерн. После чего под каждую собираемую автоцистерну необходимо только уложить опорную плиту 14 со шкворнем на каретку 5 и заднюю раму 18 с задней опорой 21 между упорами 17. При этом исключается смещение задней рамы 18 относительно каретки 5. Далее остается только приварить опоры к цистерне 15 и прикрутить их к задней раме 18, а также приварить опорную плиту 14 к передней части цистерны 15.
Рассмотрим пример достижения технического результата.
Предполагается сборка автомобильной цистерны-полуприцепа марки ППЦ-18. Для этого на площадке 11 каретки 5 размещают опорную плиту 14 и фиксируют ее положение. Заднюю раму 18, с установленной на ней задней опорой 21, укладывают между упорами 17, предварительно выставленными согласно габаритам указанной рамы 18. Таким образом обеспечена продольная соосность упорной плиты 14 и задней рамы 18. После этого перемещают каретку 5 по направляющим 8 до достижения каретки 5 необходимого удаления от задней рамы 18. Далее цистерну 15 укладывают на опорную плиту 14 и заднюю опору 21. При этом отсутствует необходимость предварительной разметки положения задней рамы 18 и опорной плиты 14 на цистерне 15. После чего приваривают заднюю опору 21, а также остальные опоры и опорную плиту 14 к цистерне 15. После этого прикручивают приваренные опоры к задней раме 18 и снимают собранное изделие со стапеля. После этого начинают сборку следующей автоцистерны. При этом необходимые размеры на стапеле уже выставлены и дополнительной разметки не требуется. Таким образом, при сборке автоцистерн на заявленном стапеле время на сборку сократилось в два раза, с 12 до 6 часов по сравнению с известными решениями, где необходимо при каждой сборке выставлять положения опорной плиты при помощи мерных инструментов. Это подтверждается заявителем, производящим автоцистерны-полуприцепы на заявленном стапеле. Также в случае принятия решения на монтаж цистерны другого габарита, например, под марку ППЦ-22, достаточно всего лишь переместить каретку 5 на необходимое расстояние и заменить на ней упорную плиту 14. Помимо этого, в случае искривления цистерны 15 в продольном сечении, что может возникнуть, например, в процессе ее перемещения, довольно сложно обеспечить продольную соосность упорной плиты 14 и задней рамы 18 и как следствие нарушение прямолинейности хода готового изделия. В случае же сборки автоцистерны на заявленном стапеле данная соосность обеспечивается путем укладки цистерны на две точки опирания - упорную плиту 14 и заднюю опору 21.
Помимо этого, снижаются требования к квалификации лиц производящих сборку автоцистерн. При этом вероятность неровной сборки автоцистерны исключена в принципе за счет использования стапеля со всеми своими частями с точно выставленными размерами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Железнодорожный состав из автомобильных полуприцепов | 1987 |
|
SU1612993A3 |
| АВТОЦИСТЕРНА-ПОЛУПРИЦЕП ДЛЯ КРИОПРОДУКТОВ | 1995 |
|
RU2112178C1 |
| Рама контейнеровоза и способ ее сборки | 1991 |
|
SU1776241A3 |
| ТРАНСПОРТНОЕ СРЕДСТВО ДЛЯ БУКСИРОВКИ АВАРИЙНЫХ ТРАНСПОРТНЫХ СРЕДСТВ | 1992 |
|
RU2081765C1 |
| РЕЛЬСОВАЯ ТЕЛЕЖКА | 1991 |
|
RU2057041C1 |
| ДОРОЖНО-РЕЛЬСОВАЯ ТРАНСПОРТНАЯ СИСТЕМА | 1990 |
|
RU2110427C1 |
| Транспортная система | 1988 |
|
SU1777587A3 |
| Полуприцеп для перевозки транспортных средств | 1985 |
|
SU1296452A1 |
| Средство крепления многооборотное для перевозки автомобильных полуприцепов на вагонах-платформах | 2021 |
|
RU2772762C1 |
| СПОСОБ СБОРКИ КРЫЛА ЛЕТАТЕЛЬНОГО АППАРАТА | 2016 |
|
RU2657816C1 |
Изобретение относится к способам монтажа цистерн на рамы автомобильных полуприцепов. Способ сборки автомобильной цистерны-полуприцепа характеризуется первоначальной установкой задней рамы автоцистерны между упорами, выполненными в задней части стапеля для сборки автомобильных цистерн-полуприцепов, далее опорную плиту размещают на подвижной каретке (5), а заднюю опору автоцистерны монтируют на задней раме. Каретку (5) устанавливают на необходимом удалении от задней рамы, укладывают автоцистерну передней частью на опорную плиту, а задней частью - на заднюю опору и контролируют вертикальное положение заливных и сливных люков автоцистерны. Устанавливают оставшиеся опоры автоцистерны, приваривают опоры и опорную плиту к автоцистерне и указанные опоры забалчивают на задней раме. Изобретение снижает трудозатраты на сборку безрамных цистерн-полуприцепов при соблюдении требований по точности расположения шкворня относительной осей. 6 ил.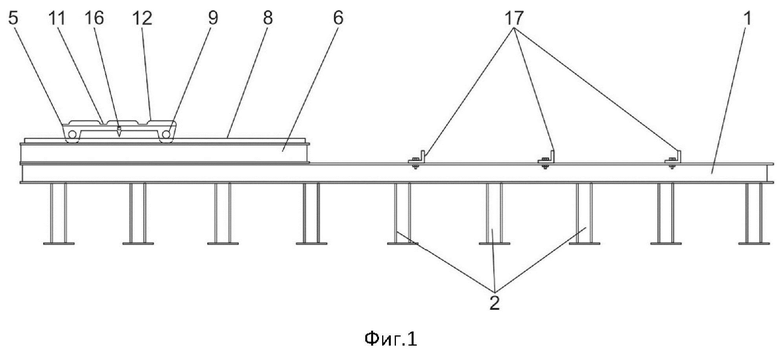
Способ сборки автомобильной цистерны-полуприцепа, характеризующийся тем, что для его осуществления первоначально устанавливают заднюю раму автоцистерны между упорами, выполненными в задней части стапеля для сборки автомобильных цистерн-полуприцепов, далее опорную плиту размещают на подвижной каретке, а заднюю опору автоцистерны монтируют на задней раме, при этом каретку устанавливают на необходимом удалении от задней рамы, после этого укладывают автоцистерну передней частью на опорную плиту, а задней частью на заднюю опору, при этом контролируют вертикальное положение заливных и сливных люков автоцистерны, далее устанавливают оставшиеся опоры автоцистерны, после чего приваривают опоры и опорную плиту к автоцистерне и указанные опоры забалчивают на задней раме.
| CN 214451459 U, 22.10.2021 | |||
| Способ крепления емкости к раме транспортного средства | 1987 |
|
SU1602793A1 |
| CN 202481088 U, 10.10.2012 | |||
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |

