Группа изобретений относится к способам послойного синтеза изделий кинетическим осаждением электропроводного или ферромагнитного материала, ускоренного воздействием однонаправленных импульсов электромагнитного поля постоянного тока и устройствам для их осуществления.
Известны способы послойного синтеза изделий прямым осаждением металлического или неметаллического материала, характеризуемые по методу формирования слоя совместной подачей энергии и материала непосредственно в зону построения изделия, отличающиеся видами металлических или неметаллических материалов, методами подачи материала в зону построения, например, экструзией, разбрызгиванием жидкого материала или связующего, подачи порошкового материала в потоке газа, методами подачи энергии в зону осаждения, например, химического отверждения или склеивания осаждаемого материала, расплавления заготовки в зоне осаждения лазерным или электронным лучом, наплавки жидкого материала, плазменной наплавки [1].
В способе послойного синтеза, характерном осаждением материала без использования передачи в зону построения изделия энергии лазерного или электронного луча или иных видов излучения, необходимого для присоединения материала к заготовке, наиболее близким к предлагаемому по одному из вариантов используемого устройства и принципу подачи материала в зону осаждения является способ послойного синтеза [2], в котором трёхмерный принтер производит предметы из жидкого электропроводного материала. В одном варианте печатающая головка принтера имеет камеру для содержания жидкого электропроводного материала, окружённую электромагнитной катушкой. К электромагнитной катушке прикладывается импульс постоянного тока, в результате чего на жидкий электропроводный материал действует радиально направленная сила, выталкивающая капли из отверстия. В результате подачи серии импульсов серия капель падает на платформу по запрограммированной схеме, в результате чего образуется объект.
Применение в данном способе только жидкого проводящего материала, в частности расплавленного металла, делает достаточно сложным синтез изделия с высокой точностью, так как форма растёкшейся до застывания капли сильно зависит от локальных формы и наклона поверхности заготовки, при этом скорость, приобретённая каплей в процессе преодоления силы поверхностного натяжения при выходе капли из катушки, увеличивает неравномерность распределения материала, особенно в местах выемок, стенок, перегибов поверхности и тому подобных конструктивных элементов. Кроме того, серьёзную технологическую проблему представляет синтез нависающих элементов изделия. Применение расплавов металлов предъявляет, в свою очередь, жёсткие требования к температурному режиму осаждения для обеспечения равнопрочной и однородной по физической структуре конструкции и, как следствие, определению и соблюдению в каждом конкретном случае точных временных интервалов между послойными осаждениями. Всё вышеперечисленное накладывает существенные ограничения по форме, размеру, стоимости синтезируемых изделий, увеличивает сложность и стоимость устройства для синтеза.
Данным способом не ведут синтез изделия посредством осаждения ускоренного электродинамическим воздействием импульса постоянного тока в катушечном ускорителе только твёрдого металлического материала или комбинаций осаждений твёрдого и находящегося в других состояниях материала для синтеза опорного каркаса изделия, обеспечивающего соблюдение геометрии внешней и внутренней поверхности изделия, не применяют комбинацию послойных осаждений, одни из которых проводят используя жидкий металлический материал, а другие - твёрдый металлический материал для контроля формы изделия, температурного режима осаждения и армирования заготовки, не применяют ускорение в катушечном ускорителе композиции твёрдого или пластифицированного диэлектрического материала и жидкого электропроводного материала электродинамическим воздействием импульса тока на электропроводную часть композиции.
Известен способ послойного синтеза [3], в котором предварительно создают спаянные или механически соединённые слои каркаса изготавливаемой детали, повторяющие внешний и внутренние контуры детали в каждом слое, укладывают первый слой на металлическую подложку, ведут плазменно-порошковую наплавку слоя посредством роботизированной установки по траектории, обеспечивающей перекрытие нанесенных валиков металла в шахматном порядке и его растекание по границам слоя каркаса детали, обеспечивающих контур детали. Затем многократно повторяют эту операцию в каждом слое детали. Существенным ограничением производительности данного способа является необходимость изготовления традиционными способами большого количества каркасных деталей, необходимость их точной установки, что само по себе представляет сложную задачу.
Данным способом послойного синтеза не создают опорный каркас синтезируемого изделия, обеспечивающий соблюдение геометрии внешней и внутренней поверхности изделия, посредством послойного кинетического осаждения твёрдого электропроводного и/или ферромагнитного материала или комбинацией осаждений электропроводного и/или диэлектрического твёрдого и электропроводного, находящегося в других состояниях, материала.
Описанный выше способ послойного синтеза, по существу, основан на способе плазменного напыления, относящемуся к группе газотермических способов нанесения покрытий на изделия. Общим для всех газотермических способов является ускорение и нагрев порошкового материала в газовом потоке, кинетическое осаждение расплавленных или пластифицированных или твёрдых частиц на заготовку и закрепление на ней за счёт совокупности термического и кинетического воздействия.
Известно несколько газотермических способов, отличающихся сочетанием температуры газового потока и скорости осаждаемого материала: от "холодного" газодинамического напыления нерасплавленного материала, ускоренного до скоростей порядка нескольких скоростей звука, до плазменного напыления, осуществляемого при скоростях порядка 200 м*с-1 и температурах в несколько десятков тысяч °С.
Некоторые технические решения, основанные на различных скоростных и температурных параметрах осаждения, применяемых в различных газотермических способах, предлагается использовать для создания изделий послойным синтезом по компьютерной трёхмерной модели изделия.
Известны способы плазменного напыления, в которых импульсными электромагнитными ускорителями постоянного тока проводят ускорение и осаждение материала, находящегося в плазменном состоянии или переходящего в плазменное состояние при подаче тока в ускоритель.
В статье [4] рассмотрены несколько видов импульсных электромагнитных ускорителей, применяемых для ускорения плазменных потоков:
- индукционные ускорители - импульсные системы, в которых внешнее нарастающее магнитное поле индуцирует в плазменном кольце ток, взаимодействие которого с радиальной составляющей внешнего магнитного поля создаёт силу Ампера, которая ускоряет плазменное кольцо;
- электродные плазменные ускорители, в которых существует непосредственный контакт ускоряемой плазмы с электродами, подключёнными к источнику напряжения:
- рельсотрон - импульсный электродный плазменный ускоритель, питаемый конденсаторной батареей. Плазменный сгусток создаётся либо в результате эрозии диэлектрической вставки под действием скользящего разряда, либо при пропускании большого тока через тонкую проволоку, натянутую между массивными электродами-рельсами, которая при этом испаряется и ионизуется, либо за счёт ионизации газа, впрыскиваемого в межэлектродный промежуток. При разряде на ток в плазменной перемычке действует собственное магнитное поле электрического контура, в результате чего сила Ампера ускоряет сгусток;
- импульсный коаксиальный ускоритель, в котором рабочим веществом служат продукты эрозии диэлектрической вставки либо пары электродов. Ускорение плазменного сгустка происходит под действием силы Ампера, возникающей при взаимодействии радиальной составляющей тока в кольцевом межэлектродном зазоре с азимутальным собственным магнитным полем.
Известен способ нанесения покрытий на изделия [5], использующий для ускорения осаждаемых на подложку частиц порошка плазменный якорь, создаваемый электромагнитным рельсовым ускорителем.
Способ не применяют для послойного синтеза изделий по компьютерной трёхмерной модели, не применяют для осаждения материала без использования плазменного якоря, в том числе непосредственным ускорением в рельсовом ускорителе твёрдого материала или комбинирования послойных осаждений материала в плазменном и/или расплавленном состоянии и осаждений в твёрдом состоянии.
Известен способ плазменно-детонационного нанесения покрытий посредством аксиального электромагнитного ускорителя, описанный в работе [6]. Материал подают в канал аксиального ускорителя в виде порошка в газовом потоке и в виде расходуемой части анода, ускоряют импульсом электромагнитного поля, ускоряющего и нагревающего предварительно созданную посредством детонации плазменную струю, и осаждают на заготовку, обеспечивая скорость порядка 2000-4000 м*с-1, температуру порядка 5000-40000 К. Способ применяют для создания покрытий из различных металлических или неметаллических материалов на поверхности изделий, модификации поверхности изделий.
Способ не применяют для послойного синтеза изделий по компьютерной трёхмерной модели изделия, включающего создание опорного каркаса, обеспечивающего соблюдение геометрии внешней и внутренней поверхности синтезируемого изделия, посредством послойного кинетического осаждения ускоренного в аксиальном ускорителе твёрдого электропроводного материала или комбинацией осаждений, одни из которых ведут используя материал в состоянии плазмы, а другие - электропроводный материал в твёрдом состоянии или диэлектрический материал в твёрдом или пластифицированном состоянии, ускоренный плазменным «поршнем» с целью контроля формы изделия и температурного режима осаждения.
Известен способ холодного газодинамического напыления металлических и неметаллических материалов при температуре ниже температуры плавления материала для создания покрытий различного назначения на поверхности изделий. Порошковый материал осаждают на поверхность изделия непрерывным потоком в струе газа.
В работе [7] показана возможность создания покрытий осаждением частиц металлического материала размером 0,01- 50 мкм, движущихся в сверхзвуковом потоке газа при скоростях более 500 м*с-1 и с температурой, составляющей 0,4-0,7 температуры плавления материала. К достоинствам такого способа осаждения материалов, содержащих алюминий, медь, железо, никель, относится возможность создания покрытий большой толщины и высокой чистоты с отсутствием оксидов, снижение термического влияния на нижележащие слои изделия, высокая скорость образования покрытия.
Способ холодного газодинамического напыления не применяется для послойного синтеза изделий, не использует ускорение дискретных частей твёрдого электропроводного и/или ферромагнитного материала импульсами электромагнитного поля, создаваемого импульсными электромагнитными ускорителями постоянного тока.
Известны варианты применения электромагнитных импульсных ускорителей постоянного тока в исследовательских целях, ускоряющие макроскопические объекты без расплавления. В работе [8] приведены данные по ускорению полипропиленового кубика стороной 1 мм и весом 1 мг до скорости 4,5 км*с-1 в рельсовом ускорителе с двумя последовательно соединёнными одновитковыми катушками, расположенными по всей длине канала ускорения, создающими внешнее магнитное поле, предотвращающее эрозию электродов-рельсов на начальном этапе ускорения. Кубик ускоряется без его расплавления плазменным поршнем.
В работе [9] приведены два способа разгона ускорителем катушечного типа макроскопических объектов из различных материалов:
- ферромагнетиков по принципу намагничивания и втягивания к центру катушки ускоряемого объекта однонаправленным бегущим магнитным полем, создаваемым катушкой;
- немагнитных электропроводных материалов по принципу наведения в ускоряемом объекте внешним полем катушки вихревого индукционного тока, поле которого противодействует изменению внешнего поля, в результате чего происходит выталкивание объекта из катушки.
Ускорение твёрдого или пластичного материала в импульсных электромагнитных ускорителях не применяют для послойного синтеза изделий кинетическим осаждением материала на заготовку по компьютерной трёхмерной модели изделия, включающего создание опорного каркаса, обеспечивающего соблюдение геометрии внешней и внутренней поверхности синтезируемого изделия с использованием комбинаций осаждений с применением твёрдого материала.
Задача настоящего изобретения состоит в создании способа послойного синтеза изделий, в котором однонаправленные импульсы постоянного тока с характерными для каждого осаждения параметрами применяют в качестве универсального средства прямой подачи материала в зону построения изделия и непосредственного сообщения ему кинетической и тепловой энергии, необходимой для присоединения материала к заготовке, включающего послойный синтез опорного каркаса, обеспечивающего соблюдение геометрии внешней и внутренней поверхности синтезируемого изделия с использованием комбинаций осаждений с применением твердого материала.
Такой способ, по сравнению с существующими способами, позволит существенно уменьшить количество и сложность устройств и их элементов, передающих электрическую энергию от источника к зоне построения изделия, использовать в процессе синтеза фактор давления, связанного со скоростью материала, что создает принципиальные, по сравнению со способами, использующими только термическое соединение материала и заготовки, преимущества в прочности и иных механических характеристиках синтезируемых изделий, создавать геометрически и функционально сложные изделия, синтезируя опорный каркас изделия или армируя заготовку твердым материалом.
Техническим результатом изобретения является изложенный ниже новый способ послойного синтеза изделий прямым кинетическим осаждением материала в зону построения изделия без использования лазера или иных источников излучения в качестве источника энергии, необходимой для прочного соединения материала с заготовкой, включающий послойный синтез опорного каркаса, обеспечивающего соблюдение геометрии внешней и внутренней поверхности синтезируемого изделия с использованием комбинаций осаждений с применением твердого материала и принципиальная схема устройства для его осуществления.
Послойный синтез изделия производят совокупностью управляемых автоматически на основе компьютерной трехмерной модели изделия послойных дискретных кинетических осаждений материала, необходимого для построения изделия, который предварительно разделяют на дискретные части, каждая из которых обладает электропроводностью и/или включает ферромагнитный, имеющий температуру ниже точки Кюри, и/или находящийся в состоянии плазмы материал, а также обладает характерными для каждого осаждения физическими и химическими параметрами, такими, как: размер, форма, структура, состав, средняя температура, агрегатное состояние и химическая активность, в частности способность к адгезии, всей дискретной части материала и/или компонентов ее составляющих.
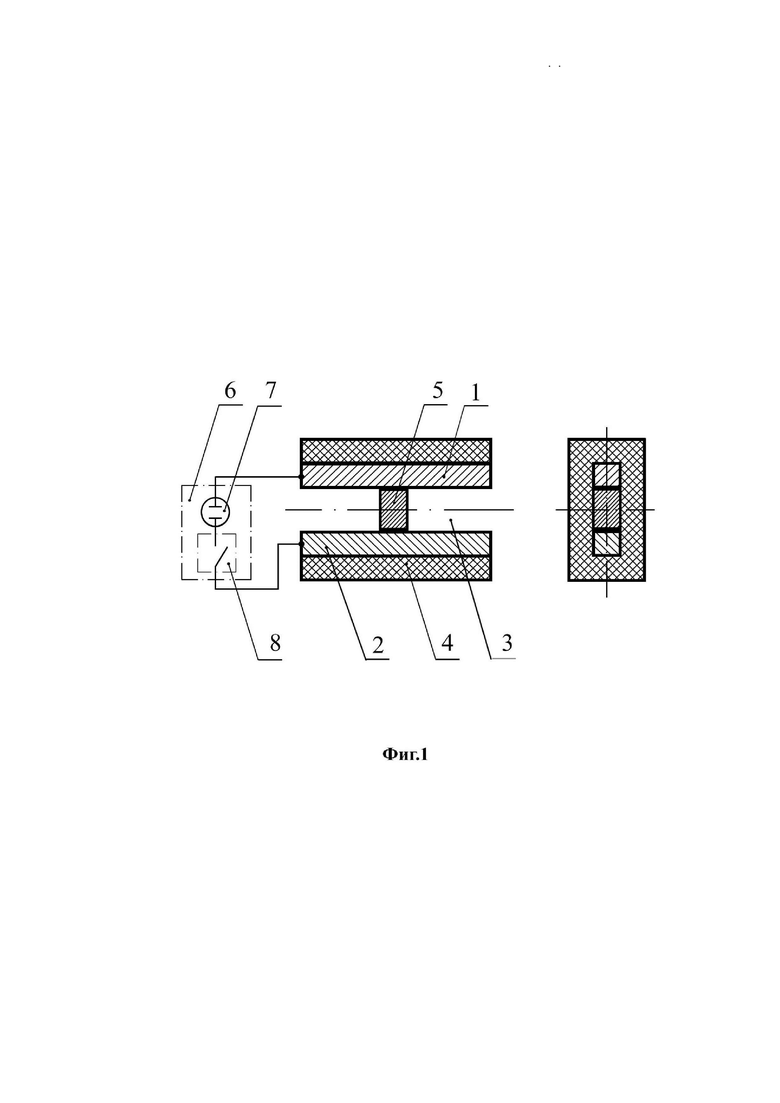
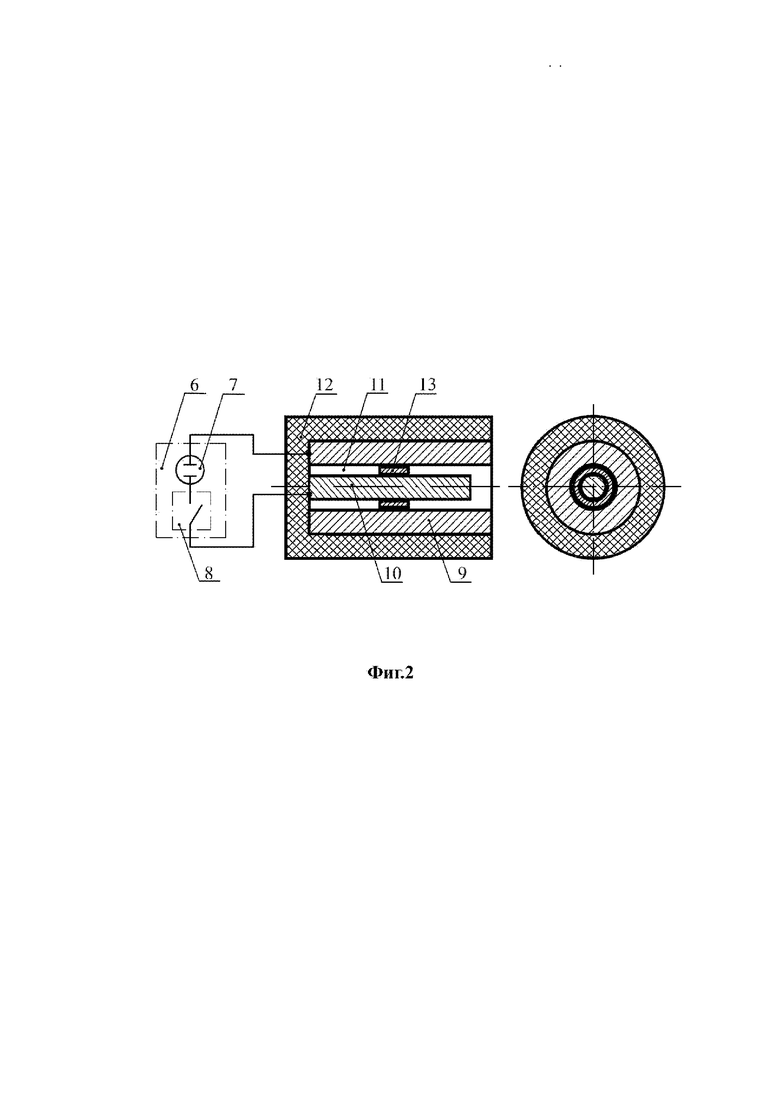
Дискретные части материала ускоряют электродинамическим и нагревают электротермическим воздействием импульса постоянного тока с характерными для каждого осаждения параметрами в вакууме или воздушной среде или защитной газовой среде в одном импульсном электромагнитном ускорителе, выполненном по схеме рельсового (фиг. 1) или аксиального (фиг. 2) или катушечного (фиг. 3) типа или комбинированного типа, в котором несколько схем, представленных на фиг. 1, фиг. 2, фиг. 3, в том числе схем одного типа, соединенных параллельно или последовательно в виде нескольких ступеней, объединены общим каналом ускорения, или в нескольких таких ускорителях.
Фиг. 1 представляет ускоритель рельсового типа, состоящий из электродов 1 и 2, между которыми находится канал ускорения 3. Электроды изолированы друг от друга и окружены снаружи изоляцией 4. Электропроводный материал 5 подают в канал ускорения в одном или нескольких местах через специально оборудованные отверстия в изоляции, которые располагают в любом месте вдоль канала ускорения 3 и/или с торца на входе в ускоритель (входные отверстия и устройства, обеспечивающие ввод материала или рабочего газа в ускоритель на схеме не изображены). Система электропитания 6, входящая в устройство для послойного синтеза, представленное на фиг. 4, включающая импульсный источник питания 7 и коммутирующее устройство 8, обеспечивает подачу однонаправленного импульса тока, прохождение которого через материал вызывает воздействие на него силы Ампера, возникающей при взаимодействии тока с магнитным полем ускорителя, что приводит к ускорению материала. В то же время, температура материала увеличивается под влиянием резистивного нагрева и/или механического напряжения, вызванного воздействием магнитного поля.
Фиг. 2 представляет ускоритель аксиального типа, состоящий из трубчатого электрода-ствола 1 и размещённого внутри него центрального электрода 2. Внутренняя поверхность электрода-ствола 1 и наружная поверхность центрального электрода 2 ограничивают канал ускорения 3. Изоляция 4 окружает электрод-ствол 1 снаружи и разделяет электроды между собой. Электропроводный материал 5 подают в канал ускорения в одном или нескольких местах через специально оборудованные отверстия в изоляции и/или стенке электрода-ствола 1, которые располагают в любом месте вдоль канала ускорения 3 и/или с торца на входе в канал ускорения и/или через сквозное отверстие той или иной формы, выполненное внутри центрального электрода 2 и выходящее в канал ускорения в одном или нескольких местах через боковую и/или торцевую поверхность центрального электрода 2 (входные отверстия и устройства, обеспечивающие ввод материала или рабочего газа в ускоритель на схеме не изображены). Система электропитания 6, входящая в устройство для послойного синтеза, представленное на фиг.4, включающая импульсный источник питания 7 и коммутирующее устройство 8, обеспечивает подачу однонаправленного импульса тока, прохождение которого через материал приводит к воздействию на материал силы Ампера, возникающей в результате взаимодействия радиальной составляющей тока с азимутальным собственным магнитным полем, что приводит к ускорению материала. В то же время, температура материала увеличивается под влиянием резистивного нагрева и/или механического напряжения, вызванного воздействием магнитного поля.
Фиг. 3 представляет ускоритель катушечного типа, состоящий из диэлектрического ствола 1, соленоида 2, импульсного источника тока 5 и коммутирующего устройства 6, входящих в систему электропитания 4. Материал 3 подаётся в канал ускорения 7, расположенный в диэлектрическом стволе 1 с торца (устройства, обеспечивающие ввод материала или рабочего газа в ускоритель на схеме не изображены). В ускорителе катушечного типа возможны два варианта ускорения:
- ферромагнитного материала, ускорение которого вызвано взаимодействием магнитных доменов частиц ферромагнетика с неоднородным магнитным полем, созданным соленоидом в пространстве внутри себя при протекании по нему тока;
- электропроводного материала по принципу наведения в материале вихревого индукционного тока внешним полем соленоида при протекании в нём тока. Поле вихревого тока противодействует изменению внешнего поля, в результате чего происходит выталкивание материала из диэлектрического ствола ускорителя.
В ускорителях, представленных на фиг. 1, фиг. 2, фиг. 3, а так же в ускорителях комбинированного типа могут применять:
- канал ускорения переменной по длине канала площади и/или формы сечения для обеспечения требуемого направления движения материала в процессе осаждения, размера и формы зоны осаждения, формы и характеристик присоединённого материала и деформации заготовки в зоне осаждения;
- электроды и/или катушку/катушки переменной по длине канала ускорения площади и/или формы сечения для обеспечения требуемых параметров электромагнитного воздействия импульса тока на материал;
- стенки канала ускорения и/или электроды и/или катушку/катушки, обладающие взаимной подвижностью в процессе каждого осаждения, для уменьшения механической и тепловой нагрузки на них;
- расходуемые элементы конструкции и/или часть газовой среды, в которой производят ускорение и/или осаждение в качестве части ускоряемого и осаждаемого материала;
- сменные электроды и/или стенки канала ускорения;
- непосредственное использование электропроводного материала в качестве коммутатора при его подаче в канал ускорения;
- дополнительный неимпульсный источник постоянного магнитного поля или несколько таких источников, например, постоянный магнит или несколько таких магнитов.
В ускорителях, представленных на фиг. 2, а так же в ускорителях комбинированного типа, схема которых включает схему, представленную на фиг. 2, могут применять трубчатый электрод-ствол 1 и центральный электрод 2, оси которых не совпадают друг с другом для обеспечения требуемого направления движения материала в процессе осаждения, размера и формы зоны осаждения, формы и характеристик присоединённого материала и деформации заготовки в зоне осаждения.
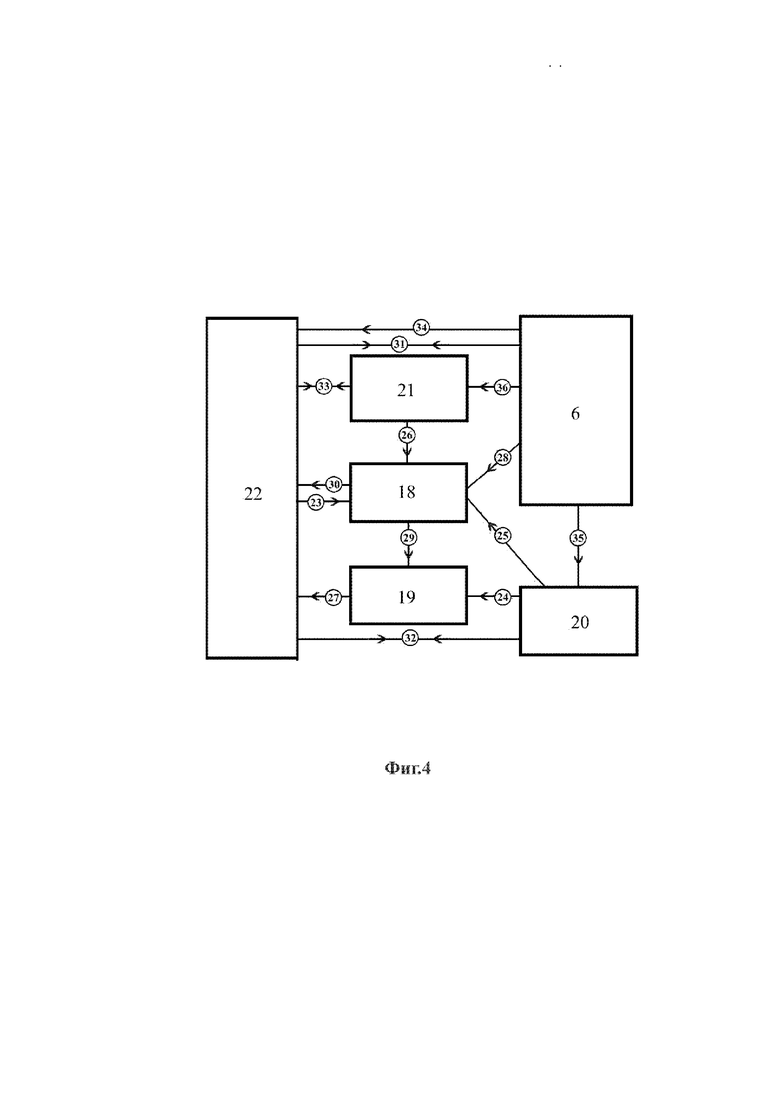
Фиг. 4 представляет устройство для послойного кинетического синтеза изделий, включающее:
- блок ускорителей 1, включающий один импульсный ускоритель, посредством которого проводят последовательность послойных кинетических осаждений на заготовку 2, выполненный по схеме, представленной на фиг. 1 или фиг. 2 или фиг. 3 или комбинированного типа или несколько таких ускорителей; систему охлаждения ускорителя/ускорителей (на схеме не обозначена);
- систему позиционирования ускорителя/ускорителей относительно заготовки 3;
- систему подготовки и подачи материала в ускоритель/ускорители 4;
- систему электропитания 5, обеспечивающую электрической энергией работу всех элементов устройства, включающую импульсный источник/источники тока и систему коммутации, предназначенные для осаждения материала;
- систему управления процессом осаждения 6, обеспечивающую работу, взаимодействие и контроль всех систем устройства, включающую программу построения изделия на основе его трёхмерной компьютерной модели и аппаратуру для исполнения этой программы.
Стрелками, связывающими элементы схемы, обозначены:
1 - выбор ускорителя, осуществляющего осаждение;
2 - задание пространственного положения заготовки;
3 - задание пространственного положения ускорителя;
4 - подача дискретной части материала в ускоритель;
5 - передача данных, определяющих характеристики заготовки;
6 - подача одного импульса постоянного тока, ускоряющего материал, или нескольких таких импульсов;
7 - осаждение материала на заготовку;
8 - передача данных о работе и состоянии ускорителя;
9 - передача данных о работе системы электропитания и управление системой электропитания;
10 - передача данных о работе системы позиционирования и управление системой позиционирования;
11 - передача данных о работе системы подачи материала и управление системой подачи материала;
12 - электрическое питание системы управления;
13 - электрическое питание системы позиционирования;
14 - электрическое питание системы подачи материала.
Для осуществления одного осаждения посредством системы управления выбирают соответствующий данному осаждению ускоритель. Выбранный ускоритель посредством системы позиционирования устанавливают в характерное для данного осаждения положение так, чтобы материал присоединился к заготовке на заданном участке поверхности, двигаясь в заданном направлении с заданного расстояния от выхода из канала ускорения до поверхности заготовки. Определяют температуру заготовки и задают время подачи импульса тока в ускоритель. Подают дискретную часть материала в ускоритель с характерной для данного осаждения начальной скоростью или, по крайней мере, часть материала подают в ускоритель непрерывно одним однородным или неоднородным потоком или несколькими такими потоками, а разделение каждого потока на компоненты дискретной части материала производят непосредственно подачей одного импульса тока в ускоритель или нескольких таких импульсов и/или воздействием на поток ускоренного импульсом тока компонента дискретной части материала, участвующего в данном осаждении, но не входящего в данный поток. Например, в ускорителе аксиального типа часть материала подают через осевой канал центрального электрода в виде проволоки, а в кольцевой зазор в торце ускорителя подают дискретное количество металлического порошка. При подаче импульса тока частицы порошка ускоряются оставаясь в твёрдом состоянии и/или переходя в парообразное или плазменное состояние, отделяют часть материала проволоки и осаждаются вместе с ним на заготовку.
В заданный момент времени в ускоритель подают, в зависимости от его конструкции, один однонаправленный импульс постоянного тока с характерными для данного осаждения параметрами импульса, такими, как рабочее напряжение, амплитуда импульса, форма импульса, длительность импульса или, при использовании ускорителя комбинированного типа, подают несколько таких импульсов одновременно или с характерными для данного осаждения временными промежутками между импульсами.
В зависимости от параметров импульса тока или нескольких таких импульсов и характеристик дискретной части материала, последняя ускоряется до характерных для данного осаждения значений скорости, нагреваясь до характерных для данного осаждения значений температуры.
При использовании в дискретной части материала веществ, способных к детонации, возможно детонационное горение материала, следствием которого является дополнительное ускорение материала или его части, вызванное детонационной волной в материале. Кроме того, приложение электромагнитного поля к газу, составляющему защитную среду, может вызвать в нём разряд, который, в свою очередь, приведёт к дополнительному ускорению, вызванному ударной волной в рабочей среде и связанным с этим дополнительным механическим нагрузкам.
Соответственно, возможно ускорение материала без изменения исходных агрегатных состояний его компонентов или с протеканием тех или иных фазовых переходов в различных частях материала, что может быть использовано для ускорения и нагрева материала в целом.
Например, в ускорителях рельсового или аксиального типа или катушечного типа по принципу индукционного ускорения возможно ускорение гранулы той или иной формы, состоящей из твёрдого электропроводного материала без его расплавления или композиции нескольких электропроводных материалов, часть которой испаряется или переходит в плазменное состояние или композиции из диэлектрического материала, находящегося в твёрдом или пластичном состоянии и электропроводной части, твёрдой или переходящей в парообразное или плазменное состояние, служащей ускоряющим поршнем. В ускорителях рельсового или аксиального типа возможно ускорение диэлектрического материала, находящегося в том или ином агрегатном состоянии, ускоренного ударной волной, возникающей в результате электрического разряда в среде инертного газа. В ускорителях катушечного типа возможно ускорение твёрдой гранулы из ферромагнетика при температуре выше точки Кюри или композиции, состоящей из диэлектрической части и ферромагнитной при температуре выше точки Кюри, служащей ускоряющим поршнем.
Осаждение на заготовку проводят материалом, находящимся в твёрдом и/или жидком и/или плазменном состоянии и/или различных переходных между ними состояниях. Сама заготовка в зоне осаждения находится в твёрдом и/или переходном между твёрдым и жидким состоянием.
При этом, во всей совокупности осаждений, по крайней мере, часть осаждаемого материала остаётся в процессе осаждения в твёрдом состоянии и/или переходном между твёрдым и жидким состоянием, в таких количествах и при таких временных интервалах между послойными осаждениями, которые позволяют создать монолитный опорный каркас изделия, обеспечивающий соблюдение геометрии внешней и внутренней поверхности изделия и/или армируя заготовку для контролируемого изменения её формы и обеспечения прочности на протяжении всего процесса синтеза и требуемый температурный режим синтеза изделия.
Достаточно прочное соединение частиц материала между собой и с заготовкой в зоне осаждения и заданные характеристики заготовки в прилежащих к зоне осаждения слоях обеспечивают характерными для каждого послойного осаждения значениями и направлениями действия таких факторов: давления, связанного со скоростью материала в процессе осаждения, температуры материала и заготовки в зоне осаждения, химических процессов, способствующих адгезии между частицами материала и заготовки, связанных или не связанных с факторами давления и температуры, временными интервалами между послойными осаждениями.
Изменение формы заготовки обеспечивают присоединением к ней материала и пластической деформацией материала и слоёв заготовки, прилежащих к зоне осаждения или только присоединением материала, когда осаждение материала, обладающего достаточной адгезией к заготовке, ведут при значениях скорости и температуры, недостаточных для пластической деформации слоёв заготовки, прилежащих к зоне осаждения.
Таким образом, процесс синтеза изделия может быть осуществлён различными сочетаниями характеристик материала в разных осаждениях, размеров и форм зоны осаждения, а так же скоростных и температурных параметров каждого осаждения, что позволяет:
- контролировать температурный режим осаждения, поддерживая термодинамическое равновесие между материалом в зоне осаждения, прилежащими и нижележащими слоями заготовки, например, проводя послойные осаждения только твёрдым материалом или чередуя последовательные осаждения материалом в расплавленном и/или в плазменном состоянии и материалом в твёрдом состоянии в количестве, существенно превышающем количество расплавленного или плазменного материала, что также, в ряде случаев, делает возможным снижение скорости материала, необходимой для присоединения, и, соответственно, снижение затрат электроэнергии на осаждение и уменьшение степени пластической деформации заготовки в процессе осаждения;
- создавать армирующие элементы конструкции, не только необходимые для использования готового изделия, но и обеспечивающие контролируемое изменение формы заготовки в процессе синтеза, например, строительную конструкцию с металлическим каркасом и клеевой смесью, включающей электропроводные или магнитные материалы и армированную твёрдым наполнителем;
- контролировать изменение формы как в процессе осаждения, в том числе локализуя зону распространения деформаций, задавая величину и направление деформации присоединяемого материала и заготовки, так и в промежутках между осаждениями за счёт армирующих функций твёрдых частей материала, что особенно важно при создании сложных, в том числе нависающих элементов конструкции изделия.
Использование импульсного постоянного тока в качестве универсального средства прямой подачи материала в зону построения изделия и непосредственного сообщения ему кинетической и тепловой энергии, необходимой для присоединения материала к заготовке, существенно уменьшает, по сравнению с существующими способами, количество и сложность устройств и их элементов, передающих электрическую энергию от источника к зоне построения изделия. В свою очередь, это обстоятельство обеспечивает не только прямую экономическую выгоду в виде снижения затрат на электроэнергию в себестоимости произведённой продукции, но и предоставляет широкие возможности в создании гибких, перенастраиваемых технологических систем, объединённых комплексом универсальных вариантов реализации способа и вариантов устройства для его осуществления.
Ускорение материала дискретными частями с характерными для каждого осаждения размерами, физическими и химическими свойствами, скоростью и температурой позволяет создавать изделия с переменными по объёму характеристиками.
Использование в процессе синтеза фактора давления, связанного со скоростью материала, создаёт принципиальные, по сравнению со способами, использующими только термическое соединение материала и заготовки, преимущества в прочности и иных механических характеристиках синтезируемых изделий.
Применение в последовательных осаждениях одним ускорителем или несколькими ускорителями материала, находящегося в различных фазовых состояниях, позволяет варьировать режимы осаждения для оптимизации процесса синтеза по технико-экономическим параметрам.
Возможность в процессе синтеза одного изделия применения как непосредственного ускорения импульсом электромагнитного поля электропроводного материала, так и ускорения диэлектриков посредством электропроводного или плазменного поршня или детонационной волной в результате разряда в пространстве между электродами, позволяет создавать готовые изделия со сложной функциональностью, в том числе электрооборудование различного назначения, а так же в качестве изделия или части заготовки синтезировать один или несколько элементов самого устройства, схема которого представлена фиг.4, создавая новые части устройства, способные к сопряжению с исходным устройством и работе в его составе по завершению их изготовления или видоизменяя части действующего устройства с сохранением их работоспособности и функциональности.
Предлагаемый способ послойного синтеза может применяться для промышленного изготовления изделий в различных отраслях машиностроения, в том числе авиационной и космической отраслях, строительстве, промышленном производстве различных товаров. Благодаря описанным выше преимуществам способа, он может найти применение как для решения уже существующих технических проблем, так и в создании перспективных автоматических технологических комплексов для послойного синтеза, в том числе с возможностью их полного или частичного самовоспроизведения, а так же автономного функционирования с использованием в построении как элементов самого комплекса, так и изделий различного назначения материала, автоматически извлекаемого из внешней, по отношению к комплексу, среды, например, из различных естественных или искусственных объектов, находящихся в космическом пространстве или иных труднодоступных средах.
Список используемой литературы:
1. Аддитивные технологии в машиностроении. М.А. Зленко, А.А. Попович, И.Н. Мутылина; Издательство политехнического университета Санкт-Петербург 2013; стр. 11-15.
2. Патент US20150273577A1, опубл. 28.03.2014.
3. Патент RU 2 664 844 C1, опубл. 20.12.2017.
4. Плазменные ускорители. А.И. Морозов; Большая Российская Энциклопедия; www. bigenc.ru.
5. Патент US 2002/014.6508A1, опубл. 02.10.2002.
6. Модификация свойств материалов и осаждение покрытий с помощью плазменных струй. А.Д. Погребняк, Ю.Н. Тюрин; Успехи физических наук Т.175 №5 Май 2005 г.; стр. 519-522.
7. Холодное газодинамическое напыление теория и практика (под редакцией академика В.М. Фомина). А.П. Алхимов, С.В. Клинков, В.Ф. Косарев, В.М. Фомин; www.rfbr.ru; стр. 74-76.
8. Малогабаритный рельсовый ускоритель диэлектрических твердых тел mm-размера. Б.Г. Жуков, Р.О. Куракин, В.А. Сахаров, С.В. Бобашев, С.А. Поняев, Б.И. Резников, С.И. Розов; Физико-технический институт им. А.Ф. Иоффе РАН; Санкт-Петербург Письма в ЖТФ, 2013, том 39, вып. 12, 26 июня 2013 г.; стр. 63-69.
9. Методы и средства ускорения частиц естественного и техногенного происхождения. Н.Д. Сёмкин, К.И. Сухачёв, А.С. Дорофеев; Вестник Самарского государственного аэрокосмического университета им. академика С.П. Королёва (национального исследовательского университета); 2015 г.; стр. 177-178.
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНЫЙ МАТЕРИАЛ ДЛЯ ПРЕЦИЗИОННОЙ ОБРАБОТКИ ПОВЕРХНОСТИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2136483C1 |
| КОАКСИАЛЬНЫЙ УСКОРИТЕЛЬ | 1997 |
|
RU2119140C1 |
| СПОСОБ ДИНАМИЧЕСКОГО СИНТЕЗА УЛЬТРАДИСПЕРСНОГО КРИСТАЛЛИЧЕСКОГО КОВАЛЕНТНОГО НИТРИДА УГЛЕРОДА CN И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2475449C2 |
| СПОСОБ УСКОРЕНИЯ ИОНОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2364979C1 |
| СПОСОБ РАБОТЫ ИМПУЛЬСНОГО ПЛАЗМЕННОГО УСКОРИТЕЛЯ | 2010 |
|
RU2452142C1 |
| Прямоточный релятивистский двигатель | 2020 |
|
RU2776324C1 |
| СПОСОБ ЭЛЕКТРОТЕРМИЧЕСКОГО ПОЛУЧЕНИЯ И ОБРАБОТКИ ИЗДЕЛИЙ И ПОКРЫТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2402630C2 |
| ИМПУЛЬСНЫЙ ПЛАЗМЕННЫЙ УСКОРИТЕЛЬ И СПОСОБ УСКОРЕНИЯ ПЛАЗМЫ | 2003 |
|
RU2253953C1 |
| СПОСОБ СИНТЕЗА НАНОКРИСТАЛЛИЧЕСКОГО КАРБИДА КРЕМНИЯ | 2014 |
|
RU2559510C1 |
| Способ аддитивного формирования изделий из вольфрама и композитов на его основе | 2024 |
|
RU2828910C1 |

Изобретение относится к способам послойного синтеза изделий. Способ включает совокупность управляемых автоматически на основе компьютерной трёхмерной модели изделия дискретных послойных кинетических осаждений на заготовку материала, предварительно разделённого на дискретные части, каждая из которых обладает электропроводностью и/или включает ферромагнитный, имеющий температуру ниже точки Кюри, и/или находящийся в состоянии плазмы материал. Кроме того, обладает характерными для каждого осаждения физическими и химическими параметрами, каждое из которых осуществляют посредством ускорения и нагрева дискретных частей материала в вакууме или воздушной среде или защитной газовой среде одним импульсным электромагнитным ускорителем постоянного тока, выполненным по схеме рельсового или аксиального или катушечного или комбинированного типа, в котором вышеуказанные схемы объединены общим каналом ускорения. Причем в процессе каждого осаждения выполняют следующее: выбирают соответствующий данному осаждению ускоритель, устанавливают ускоритель, задавая характерные для данного осаждения направление осаждения и расстояние от выхода из канала ускорения до поверхности заготовки на предполагаемом участке осаждения, определяют температуру заготовки на предполагаемом участке осаждения и задают время подачи импульса тока в ускоритель, подают дискретную часть материала в ускоритель с характерной для данного осаждения начальной скоростью. Подают в ускоритель один однонаправленный импульс тока с характерными для данного осаждения параметрами импульса или, при использовании ускорителя комбинированного типа, осаждают материал в твёрдом, и/или жидком, и/или газообразном, и/или плазменном состоянии, и/или различных состояниях, переходных между вышеуказанными. На заготовку, находящуюся в зоне осаждения в твёрдом и/или переходном между твёрдым и жидким состоянии, обеспечивают изменение формы заготовки присоединением к ней материала и пластической деформацией материала и слоёв заготовки, прилежащих к зоне осаждения, обеспечивают достаточно прочное соединение частиц материала между собой и с заготовкой в зоне осаждения и заданные характеристики заготовки в прилежащих к зоне осаждения слоях характерными для каждого послойного осаждения значениями и направлениями действия таких факторов: давления, связанного со скоростью материала в процессе осаждения, температуры материала и заготовки в зоне осаждения, химических процессов, связанных или не связанных с факторами давления и температуры, способствующих адгезии между частицами материала и заготовки, временных интервалов между послойными осаждениями. При этом по крайней мере часть осаждений ведут материалом, сохраняющим в процессе осаждения твёрдое состояние и/или переходное между твёрдым и жидким состояние, посредством чего создают монолитный опорный каркас изделия, обеспечивающий соблюдение геометрии внешней и внутренней поверхности изделия и/или армируя заготовку для контролируемого изменения её формы и обеспечения прочности на протяжении всего процесса синтеза. Техническим результатом заявленного изобретения является разработка способа послойного синтеза изделий без использования лазера. 5 з.п. ф-лы, 4 ил.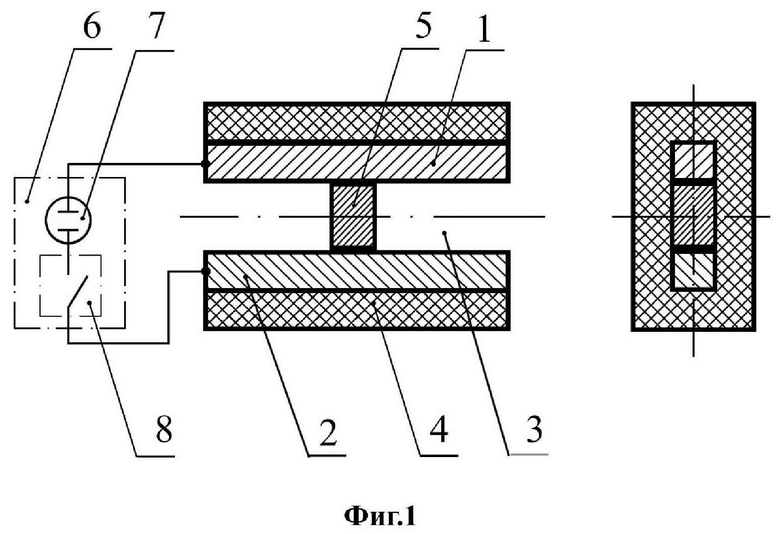
1. Способ послойного синтеза изделия, включающий совокупность управляемых автоматически на основе компьютерной трёхмерной модели изделия дискретных послойных кинетических осаждений на заготовку материала, предварительно разделённого на дискретные части, каждая из которых обладает электропроводностью и/или включает ферромагнитный, имеющий температуру ниже точки Кюри, и/или находящийся в состоянии плазмы материал и, кроме того, обладает характерными для каждого осаждения физическими и химическими параметрами, каждое из которых осуществляют посредством ускорения и нагрева дискретных частей материала в вакууме или воздушной среде или защитной газовой среде одним импульсным электромагнитным ускорителем постоянного тока, выполненным по схеме рельсового или аксиального или катушечного или комбинированного типа, в котором вышеуказанные схемы объединены общим каналом ускорения, отличающийся тем, что в процессе каждого осаждения выполняют следующее: выбирают соответствующий данному осаждению ускоритель, устанавливают ускоритель, задавая характерные для данного осаждения направление осаждения и расстояние от выхода из канала ускорения до поверхности заготовки на предполагаемом участке осаждения, определяют температуру заготовки на предполагаемом участке осаждения и задают время подачи импульса тока в ускоритель, подают дискретную часть материала в ускоритель с характерной для данного осаждения начальной скоростью, подают в ускоритель один однонаправленный импульс тока с характерными для данного осаждения параметрами импульса или, при использовании ускорителя комбинированного типа, подают несколько таких импульсов с характерными для данного осаждения временными промежутками между импульсами, ускоряя и нагревая материал воздействием электромагнитного поля до характерных для данного осаждения значений скорости и температуры, осаждают материал в твёрдом, и/или жидком, и/или газообразном, и/или плазменном состоянии, и/или различных состояниях, переходных между вышеуказанными, на заготовку, находящуюся в зоне осаждения в твёрдом и/или переходном между твёрдым и жидким состоянии, обеспечивают изменение формы заготовки присоединением к ней материала и пластической деформацией материала и слоёв заготовки, прилежащих к зоне осаждения, обеспечивают достаточно прочное соединение частиц материала между собой и с заготовкой в зоне осаждения и заданные характеристики заготовки в прилежащих к зоне осаждения слоях характерными для каждого послойного осаждения значениями и направлениями действия таких факторов: давления, связанного со скоростью материала в процессе осаждения, температуры материала и заготовки в зоне осаждения, химических процессов, связанных или не связанных с факторами давления и температуры, способствующих адгезии между частицами материала и заготовки, временных интервалов между послойными осаждениями; по крайней мере, часть осаждений ведут материалом, сохраняющим в процессе осаждения твёрдое состояние и/или переходное между твёрдым и жидким состояние, посредством чего создают монолитный опорный каркас изделия, обеспечивающий соблюдение геометрии внешней и внутренней поверхности изделия и/или армируя заготовку для контролируемого изменения её формы и обеспечения прочности на протяжении всего процесса синтеза.
2. Способ по п. 1, отличающийся тем, что, по крайней мере, в части осаждений, по крайней мере, часть материала загружают в ускоритель непрерывно однородным или неоднородным потоком или несколькими такими потоками, а разделение материала на компоненты дискретной части материала производят непосредственным воздействием на каждый поток одним импульсом тока или несколькими такими импульсами и/или воздействием на поток ускоренного импульсом тока компонента дискретной части материала, не входящего в данный поток.
3. Способ по п. 2, отличающийся тем, что, по крайней мере, в части осаждений применяют дополнительное ускорение материала ударной волной, вызванной детонационным горением материала в результате воздействия на него электромагнитного поля и/или электрическим разрядом в газовой среде, в которой проводят ускорение.
4. Способ по п. 3, отличающийся тем, что, по крайней мере, в части осаждений изменение формы заготовки производят присоединением к ней материала, обладающего достаточной адгезией к заготовке при значениях скорости и температуры, недостаточных для пластической деформации слоёв заготовки, прилежащих к зоне осаждения.
5. Способ по п. 4, отличающийся тем, что проводят последовательность послойных кинетических осаждений на заготовку посредством блока ускорителей, состоящего из одного импульсного электромагнитного ускорителя или нескольких таких ускорителей, и включающего систему охлаждения каждого ускорителя, систему позиционирования ускорителя относительно заготовки, систему подготовки и подачи материала в ускоритель, систему электропитания, посредством которой обеспечивают электрической энергией один импульсный источник постоянного тока для ускорения материала или несколько таких источников и работу каждой системы устройства, систему управления процессом осаждения, обеспечивающую взаимодействие и контроль всех систем устройства, включающую программу построения изделия на основе его трёхмерной компьютерной модели и аппаратуру для исполнения этой программы, взаимодействия и контроля всех систем устройства.
6. Способ по п. 5, отличающийся тем, что в качестве изделия или части заготовки синтезируют один или несколько элементов, используемых в способе, при этом создают новые части устройства, способные к сопряжению с исходным устройством и работе в его составе по завершению их изготовления или видоизменяя части действующего устройства с сохранением их работоспособности и функциональности, используя для синтеза электрического оборудования, входящего в устройство, комбинации последовательных осаждений диэлектрического или электропроводного материала.
| US 11045875 B2, 29.06.2021 | |||
| US 20020146508 A1, 02.10.2002 | |||
| US 2015027357 A1, 28.03.2014 | |||
| СПОСОБ ПОСЛОЙНОГО СИНТЕЗА ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2186681C2 |
| Способ аддитивного изготовления трехмерной детали | 2017 |
|
RU2664844C1 |
| Устройство для автоматического вкладывания листов прокладной бумаги между отпечатанными листами | 1927 |
|
SU8169A1 |
| СПОСОБ СПЕКАНИЯ ПРИ ЛАЗЕРНОМ ПОСЛОЙНОМ ПОРОШКОВОМ СИНТЕЗЕ ОБЪЕМНЫХ ДЕТАЛЕЙ | 2009 |
|
RU2423203C2 |

