Область техники
Варианты осуществления изобретения относятся в основном к установке и техническому обслуживанию машин для обработки упакованных товаров. Например, предлагается усовершенствованная система для техобслуживания и установки весовых дозаторов в установках для упаковывания пищевых продуктов, позволяющая значительно улучшить характеристики по стоимости, эффективности и занимаемой площади.
Предшествующий уровень техники
В пищевой промышленности продукты питания и напитки обычно упаковывают в герметичные пакеты, коробки и лотки. Такое упаковывание обеспечивает удобное, безопасное и гигиеническое средство распределения, хранения и продажи пищевых продуктов.
Обычно перед упаковыванием продуктов питания и напитков их быстро и точно разделяют на порции одинакового веса и/или объема. Это может быть осуществлено с помощью целого ряда подающих устройств, таких как объемные дозаторы или весовые дозаторы с компьютерным управлением (ВДКУ). Эти ВДКУ включают в себя различные сочетания мультиголовочных весовых дозаторов, шнековых весовых дозаторов, весовых дозаторов с отрезающими задвижками, линейных весовых дозаторов и смешивающих весовых дозаторов.
В современных упаковочных установках каждое подающее устройство расположено над соответствующей упаковочной машиной (например, пакетоделательной машиной, машиной для запаивания лотков, машиной для упаковывания в картонные коробки или машиной для термического упаковывания). Затем пищевой продукт или напиток посредством гравитации может подаваться в соответствующее приемное отделение упаковочной машины.
Однако подающие устройства являются очень тяжелыми и, как правило, имеют вес от 300 кг до 700 кг. Например, вес весовых дозаторов с компьютерным управлением обычно составляет от 500 до 600 кг. Таким образом, в известных упаковочных установках подающие устройства поддерживаются над каждой упаковочной машиной посредством больших стальных конструкций. Операции по техобслуживанию подающих устройств (такие как осмотр, ремонт, обслуживание и очистка) выполняются на месте (т.е. когда они все еще прикреплены к упаковочной машине), с платформ или мостиков, расположенных на этих стальных конструкциях. Доступ к этим платформам операторы получают, как правило, с пола установки по лестницам.
Такая стальная конструкция является крупногабаритной, дорогой и негибкой. Поэтому для производителей продуктов питания и напитков увеличение объемов производства или мощности своих предприятий является трудным и дорогостоящим, так как они должны создавать новое оборудование (включая подающее устройство и упаковочную машину) и дополнительную стальную конструкцию.
Кроме того, вышеописанные существующие схемы оказывают значительное влияние на безопасность и эффективность упаковочного оборудования. Для того чтобы получить доступ к каждому подающему устройству, операторам может потребоваться пройти большое расстояние (несколько десятков метров), чтобы добраться до ближайшей лестницы. Это увеличивает время, требующееся для обслуживания или очистки каждой системы. Кроме того, раздельные уровни создают физический и психологический барьер между работниками на верхнем этаже платформ и работниками внизу на первом этаже установки. Это уменьшает осведомленность о ситуации и состоянии на обоих уровнях, что приводит к потере эффективности и повышению угрозы безопасности.
Кроме того, очень трудно полностью демонтировать имеющиеся схемы расположения машин или заменить непоправимо поврежденные подающие устройства. Обычно это осуществляется с помощью обычного перемещающего и погрузочно-разгрузочного оборудования, такого как вилочные погрузчики, подъемные краны или другие подъемные механизмы. Однако для получения эффективных и экономически выгодных схем размещения оборудования на фабрике отдельные пакетоделательные машины, машины для запаивания лотков и машины для упаковывания в картонные коробки устанавливают близко друг к другу. Таким образом, для обычного грузоподъемного оборудования недостаточно пространства для получения доступа к вышеупомянутым устройствам. Кроме того, обычное грузоподъёмное оборудование часто считается слишком опасным для работы в тесной и шумной обстановке без прерывания производственного процесса.
Таким образом, существует необходимость усовершенствования существующих упаковочных машин и установок.
Раскрытие изобретения
Согласно первому аспекту изобретения, предлагается упаковочная система, включающая в себя: упаковочную машину, выполненную с возможностью разъемного соединения с подающим устройством; подъемную установку, содержащую подъёмную раму, механически соединенную с упаковочной машиной и выполненную с возможностью соединения с подающим устройством; причем подъёмная рама приспособлена для поступательного перемещения, подъема и опускания подающего устройства относительно упаковочной машины; при этом масса упаковочной машины уравновешивает по меньшей мере часть массы подающего устройства во время поступательного перемещения, подъема или опускания подающего устройства относительно упаковочной машины.
Таким образом, системы согласно изобретению способны быстро и безопасно устанавливать подающие устройства (например, объемные дозаторы или весовые дозаторы с компьютерным управлением), и снимать подающие устройства с упаковочных машин (например, пакетоделательных машин, машин для запаивания лотков и машин для упаковывания в картонные коробки). Кроме того, такие системы способны отсоединять подающие устройства от упаковочных машин и опускать эти устройства для техобслуживания операторами или техниками на земле. Это повышает скорость и эффективность операций техобслуживания и сокращает время простоя системы, требующееся для выполнения этих операций.
Использование массы упаковочной машины в качестве противовеса, т.е. для по меньшей мере частичного уравновешивания массы подающего устройства, дает возможность получения очень компактных подъемных установок. В частности, в этом случае нет необходимости обеспечивать наличие дополнительной рамы или опоры, и площадь на полу вокруг упаковочной машины может оставаться свободной, обеспечивая возможность подачи материалов и перемещения операторов в ходе обычной производственной деятельности. Кроме того, нет необходимости создавать большую платформу для обслуживания подающего устройства или любого обычного подвижного и погрузочно-разгрузочного оборудования или отдельных подъемных устройств, а также необходимых для них креплений.
Предпочтительно, эти системы устраняют потребность в большей части стальных металлоконструкций и платформ для техобслуживания, применяемых для существующего упаковочного оборудования. Это обеспечивает значительное сокращение затрат, экономию площади и повышение эффективности.
Например, такие системы позволяют специалистам легче масштабировать свои уровни производства. Повышение производительности на фабрике может быть достигнуто путем простого размещения автономной упаковочной системы в подходящем месте упаковочного цеха. Нет необходимости модифицировать или расширять существующие металлоконструкции или создавать новые металлоконструкции для установки и техобслуживания новых подающих устройств.
Кроме того, системы согласно изобретению обеспечивают дополнительное повышение безопасности и эффективности с учетом одного уровня фабрики. Этот один ярус позволяет операторам лучше понимать ситуацию или статус своих коллег, и дает возможность использования более широкой производственной линии, что обеспечивает повышение эффективности и безопасности.
Предпочтительно, подвижная каретка выполнена с возможностью разъемного соединения с подающим устройством.
Следовательно, время простоя, требующееся для техобслуживания и очистки, может быть значительно сокращено. Вместо проведения осмотра, ремонта, техобслуживания и очистки подающего устройства на месте (т.е. в то время как оно все еще прикреплено к верхней части упаковочной машины), каждое подающее устройство можно снять и заменить на новое. Затем очистка или техобслуживание снятого подающего устройства могут быть проведены без остановки производства упакованных продуктов. Это уменьшает время простоя упаковочных машин и сокращает время оператора и количество персонала, необходимые для обслуживания системы.
Альтернативно, подъемная установка может быть жестко соединена с подающим устройством. Это упрощает любое соединение между подъемной установкой и подающим устройством. В таких вариантах осуществления подающее устройство не может быть снято с подъемной установки и заменено. Однако техобслуживание и очистка все-таки могут быть произведены операторами на земле после отсоединения подающего устройства и снятия его с упаковочной машины.
Предпочтительно, подъемная установка дополнительно содержит первый исполнительный механизм, приспособленный для подъема и опускания подающего устройства. Под «подъемом» следует понимать поднятие подающего устройства из исходного положения в более высокое положение, в то время как под «опусканием» подразумевается движение, при котором подающее устройство перемещается вниз из исходного положения в более низкое положение. Хотя для подъема или опускания может потребоваться движение только в вертикальном направлении (т.е. при отсутствии одновременного горизонтального или бокового движения), это не является существенным.
Таким образом, первый исполнительный механизм способен перемещать подающее устройство с высоты, на которой оно соединено с упаковочной машиной, на высоту, на которой может быть произведено его техобслуживание оператором (например, на уровне земли или пола фабрики), и поднимать подающее устройство для его соединения с упаковочной машиной.
В альтернативных предпочтительных вариантах осуществления первый исполнительный механизм приспособлен также для поступательного перемещения подающего устройства относительно упаковочной машины.
В таких вариантах осуществления подающее устройство способно поступательно перемещаться, а также подниматься или опускаться одновременно. Например, первый исполнительный механизм способен поворачивать подъемную раму и соединенное с ней подающее устройство вокруг, по существу, горизонтальной оси так, что подающее устройство поворачивается к земле. Альтернативно, перемещение, подъем и опускание могут выполняться в ходе отдельных операций так, что в один момент времени происходит только одно движение, например, для установки подающего устройства его можно сначала поднять, затем поступательно переместить, и, наконец, опустить так, чтобы оно вошло во взаимодействие с упаковочной машиной. Соответственно, используется передача, зубчатая передача или другое механическое соединение, выполненное с возможностью изменения направления выходного движения первого исполнительного механизма.
В столь же предпочтительных вариантах осуществления подъемная установка дополнительно содержит второй исполнительный механизм, приспособленный для поступательного перемещения подающего устройства относительно упаковочной машины.
В таком варианте осуществления первый и второй исполнительные механизмы могут работать одновременно или по очереди, чтобы отсоединить подающее устройство от упаковочной машины для выполнения техобслуживания, или чтобы установить подающее устройство на упаковочную машину. Такой вариант позволяет избежать необходимости использования передачи, зубчатой передачи, приводного вала или другого механизма для изменения направления выходного движения первого исполнительного механизма, но требует двух отдельных исполнительных механизмов.
В альтернативных вариантах осуществления один или более исполнительных механизмов могут быть выполнены непосредственно для упаковочной машины или подающего устройства. Они могут быть приспособлены для подъема, опускания или перемещения подающего устройства относительно упаковочной машины. Однако предпочтительным считается использование подъемной установки, содержащей первый и/или второй исполнительный механизм, так как такая подъемная установка может быть легко дополнительно установлена на имеющееся оборудование.
Предпочтительно, первый и/или второй исполнительные механизмы представляют собой гидравлический, пневматический, электрический, магнитный или ручной привод. Альтернативно, для подъема и/или поступательного перемещения подающего устройства может быть использован любой подходящий исполнительный механизм или комбинация механизмов.
В особо предпочтительных вариантах осуществления первый и/или второй исполнительный механизм представляет собой шариковинтовой привод. Такой привод преобразует вращательное движение от вала двигателя в линейное движение с минимальным трением. Это позволяет прилагать большие усилия к подающему устройству с минимальными механическими потерями и с высокой точностью.
В некоторых вариантах осуществления подъёмная рама может поворачиваться вокруг, по существу, вертикальной оси так, что, когда подающее устройство соединено с подъемной рамой, подающее устройство способно поворачиваться вокруг, по существу, вертикальной оси.
Поворот подающего устройства и подъемной рамы вокруг, по существу, вертикальной оси позволяет поступательно перемещать подающее устройство в, по существу, горизонтальном направлении. В предпочтительных вариантах осуществления, по существу, вертикальная ось, по существу, параллельна продольной оси подъёмной рамы. Однако это не обязательно. Поворот подающего устройства и подъемной рамы сводит к минимуму пространство, механизм и мощность, необходимые для перемещения подающего устройства.
Предпочтительно, подъёмная рама механически соединена с углом упаковочной машины. В таких случаях, по существу, вертикальная ось может проходить рядом с углом упаковочной машины и/или продольной осью упаковочной машины. Присоединение подъемной рамы к внешнему углу упаковочной машины уменьшает пространство, требующееся для подъема и опускания подающего устройства, и обеспечивает легкий доступ операторам и/или техникам ко всей упаковочной машине в целом. Кроме того, при установке подъемной рамы на имеющиеся упаковочные системы прикрепление рамы к углу упаковочной машины может помочь избежать каких-либо повреждений или разрушений уже существующих компонентов или деталей упаковочной машины.
Альтернативно, подающее устройство может перемещаться в линейном направлении с помощью линейного исполнительного механизма. Например, этот исполнительный механизм (который может быть первым или вторым исполнительным механизмом, как было указано выше) может приводить в движение подающее устройство по одной или более направляющим рельсам над упаковочной машиной или выдвигать одну или более телескопических штанг, один конец которой/которых соединен с подающим устройством, и другой конец которой/которых соединен с подъемной рамой.
В столь же предпочтительных вариантах осуществления подъёмная рама может поворачиваться вокруг, по существу, горизонтальной оси так, что, когда подающее устройство соединено с подъемной рамой, подающее устройство может одновременно подниматься или опускаться в вертикальной плоскости и поступательно перемещаться в горизонтальной плоскости относительно упаковочной машины. Это позволяет упростить систему управления, поскольку вертикальные и горизонтальные составляющие движения зависят друг от друга.
Предпочтительно, подъемная установка дополнительно содержит подъемную каретку, которая механически соединена с подъемной рамой и способно разъемно соединяться с подающим устройством.
В предпочтительных вариантах осуществления подъемная каретка механически соединена с первым исполнительным механизмом.
Преимущество подъемной каретки заключается в том, что она может передавать усилие от первого исполнительного механизма к подающему устройству и упрощать соединение между подающим устройством, подъемной установкой и по меньшей мере первым исполнительным механизмом. Как вариант, подъёмная рама и первый исполнительный механизм могут быть непосредственно соединены с подающим устройством.
В предпочтительных вариантах осуществления подающее устройство представляет собой сортировочное устройство, питатель, объемный дозатор или весовой дозатор с компьютерным управлением (ВДКУ), такой как: комбинированный весовой дозатор, мультиголовочный весовой дозатор, шнековый весовой дозатор, весовой дозатор с отрезающими задвижками, линейный весовой дозатор или смешивающий весовой дозатор.
В предпочтительных вариантах осуществления упаковочная машина содержит по меньшей мере одну из: пакетоделательной машины, машины для запаивания лотков, машины для упаковывания в картонные коробки или машины для термического упаковывания.
Предпочтительно, масса упаковочной машины уравновешивает по меньшей мере 50% массы подающего устройства во время подъема, опускания или поступательного перемещения подающего устройства относительно упаковочной машины, предпочтительно, по меньшей мере 75%, более предпочтительно, по меньшей мере 90%, еще более предпочтительно, по меньшей мере 95%. В некоторых предпочтительных вариантах осуществления масса упаковочной машины полностью уравновешивает массу подающего устройства и/или подъемной установки во время подъема, опускания или поступательного перемещения подающего устройства относительно упаковочной машины. Благодаря этому отпадает необходимость в дополнительных опорах, креплениях или анкерных элементах для упаковочной системы.
Однако в некоторых альтернативных вариантах осуществления изобретения подъёмная рама дополнительно содержит одну или более опор, воспринимающих часть общей массы подъёмной рамы и подающего устройства во время подъема, опускания или поступательного перемещения подающего устройства относительно упаковочной машины. В других альтернативных вариантах осуществления часть массы подающего устройства может уравновешиваться креплениями или анкерными элементами, соединяющими упаковочную машину с конструкцией, поддерживающей упаковочную систему.
Преимущество такой опоры заключается в возможности уменьшения её габаритов и снижения прочности, что приводит к снижению производственных затрат и требуемых материалов, поскольку увеличивается часть массы подающего устройства, уравновешиваемая упаковочной машиной.
В других предпочтительных вариантах осуществления подъёмная рама механически соединена с упаковочной машиной посредством консоли. При таком исполнении масса подъёмной рамы и подающего устройства при подъеме приходится полностью на консоль и уравновешивается массой упаковочной машины, и, следовательно, дополнительная опора не требуется. Это уменьшает требуемое количество материалов, сокращает производственные затраты и уменьшает требуемое пространство.
Предпочтительно, система дополнительно содержит по меньшей мере один датчик, способный обнаруживать наличие постороннего объекта на пути перемещения подающего устройства.
К таким посторонним объектам относятся любые объекты, не входящие в упаковочную систему, например, люди, другие механизмы или оборудование. При обнаружении постороннего объекта операция установки или снятия подающего устройства может быть автоматически прервана. Это особенно важно для обеспечения безопасности операторов фабрики и для предотвращения повреждения используемого оборудования, особенно с учетом больших габаритов и массы обычных подающих устройств.
Эти датчики могут быть расположены на любых подходящих компонентах упаковочной системы. Например, такие датчики могут располагаться на подъемной раме, упаковочной машине или подающем устройстве. Предпочтительно, датчики размещают на подъемной установке, что позволяет дополнительно устанавливать датчики на существующие упаковочные машины и подающие устройства.
Предпочтительно, указанный по меньшей мере один датчик является лазерным датчиком. Такие датчики недороги, точны и высоконадежны. Как вариант, могут быть использованы любые подходящие датчики, способные обнаруживать наличие посторонних объектов, такие как светочувствительный затвор, датчик видимой части спектра или датчик УФ-излучения. В других альтернативных вариантах осуществления под траекторией подающего устройства может быть расположен датчик веса.
В предпочтительных вариантах осуществления система может дополнительно содержать опорную раму, выполненную с возможностью разъемного соединения с подъемной рамой и подающим устройством.
Опорная рама может выполнять функцию устройства сопряжения между подъемной рамой, подающим устройством и упаковочной машиной. Предпочтительно, опорная рама может быть выполнена с возможностью передачи усилий между этими устройствами, что позволяет избежать повреждения каких-либо хрупких компонентов внутри устройств. Кроме того, опорная рама может обеспечивать сопряжение с другими устройствами, такими как тележка или шайба подающего устройства. Кроме того, опорная рама может обеспечивать возможность дополнительной установки вышеописанной упаковочной системы в существующие подающие устройства и упаковочные машины.
Альтернативно, подъёмная рама и/или упаковочная машина могут быть непосредственно соединены с подающим устройством.
В частности, в предпочтительных вариантах осуществления упаковочная машина дополнительно содержит первый соединитель техобслуживания, выполненный с возможностью вхождения во взаимодействие с соответствующим вторым соединителем техобслуживания при соединении упаковочной машины с подающим устройством.
Предпочтительно, эти соединители техобслуживания передают электроэнергию, и/или жидкости, и/или газы, и/или сигналы управления между упаковочной машиной и подающим устройством.
Предпочтительно, соединители техобслуживания позволяют упаковочной машине и подающему устройству взаимодействовать и совместно использовать одни и те же входные сигналы техобслуживания. Например, передача сигналов управления позволяет реализовать сложные методы управления, например, когда упаковочная машина может автоматически приспосабливаться к изменениям в расходе подачи материала на подающем устройстве, чтобы избежать загрязнения, потерь или ненужных простоев. Кроме того, если электроэнергия, жидкости и газы совместно используются упаковочной машиной и подающим устройством, совместное проектирование этих двух устройств может осуществляться более эффективно.
Предпочтительно, одна пара соединителей способна передавать все, а именно, электроэнергию, жидкости, газы и сигналы управления. Однако это не обязательно.
В альтернативных вариантах осуществления сигналы техобслуживания могут не передаваться между подающим устройством и упаковочной машиной, а поступать из отдельных источников техобслуживания.
В некоторых предпочтительных вариантах осуществления второй соединитель техобслуживания расположен на подающем устройстве. Однако в столь же предпочтительных вариантах осуществления второй соединитель техобслуживания может быть расположен на опорной раме так, что электроэнергия, и/или жидкости, и/или газы, и/или сигналы управления могут передаваться между упаковочной машиной и подающим устройством через опорную раму, когда подающее устройство соединено с упаковочной машиной и подающим устройством.
В альтернативных вариантах осуществления сигналы техобслуживания передаются между подающим устройством и упаковочной машиной через подъемную раму. Одна или более групп соединителей техобслуживания может/могут соединять подъемную раму с подающим устройством, а также подъемную раму с упаковочной машиной.
В предпочтительных вариантах осуществления соединители техобслуживания могут выходить из взаимодействия путем поднятия подающего устройства в сторону от упаковочной машины, и/или соединители техобслуживания могут входить во взаимодействие друг с другом путем опускания подающего устройства по направлению к упаковочной машине.
Таким образом, соединители техобслуживания могут входить во взаимодействие и выходить из взаимодействия просто за счет перемещения подающего устройства. Предпочтительно, не требуется никаких дополнительных операций для вхождения во взаимодействие или выхода из взаимодействия подающего устройства и упаковочной машины.
Предпочтительно, один из указанных первого соединителя техобслуживания и второго соединителя техобслуживания является охватывающим соединителем, а другой является охватываемым соединителем.
Как хорошо известно из уровня техники, охватывающий соединитель обычно содержит отверстие или приемную часть, в которую вставляется соответствующий охватываемый соединитель. В особо предпочтительных вариантах осуществления первый соединитель техобслуживания (расположенный на упаковочной машине) является охватывающим соединителем, а второй соединитель техобслуживания (расположенный на подающем устройстве или на опорной раме) представляет собой охватываемый соединитель. Однако это не обязательно.
Выполнение охватываемого соединителя на подающем устройстве или на опорной раме, и охватывающего соединителя на упаковочной машине считается особенно предпочтительным, поскольку скрытый или углубленный охватывающий соединитель, как правило, менее подвержен повреждениям, чем охватываемый соединитель. Следовательно, повреждения охватываемого соединителя будут происходить более часто, и ремонт или замена охватываемого соединителя потребуются чаще, чем для охватывающего соединителя. Поэтому предпочтительно разместить охватываемый соединитель на подающем устройстве, которое можно легко отсоединить или снять с упаковочной машины с помощью вышеописанных систем для проведения техобслуживания. Это сокращает время работы операторов и уменьшает объем необходимого техобслуживания, а также позволяет избежать ненужных простоев при замене подающего устройства новым подающим устройством.
В предпочтительных вариантах осуществления система дополнительно содержит углубление, расположенное на первой поверхности, и соответствующий выступ, расположенный на второй поверхности, причем указанный выступ входит во взаимодействие с указанным углублением при соединении упаковочной машины с подающим устройством.
Предпочтительно, выступ и углубление входят во взаимодействие друг с другом только в случае, если подающее устройство и упаковочная машина правильно ориентированы относительно друг друга. Таким образом, выступ и углубление выполняют функцию направляющих и помогают обеспечивать правильное выравнивание подающего устройства и упаковочной машины относительно друг друга при их соединении (т.е. при вхождении в контакт). Кроме того, они обеспечивают надежное удержание подающего устройства в контакте с упаковочной машиной. Каждый из этих факторов повышает безопасность системы, помогая избежать повреждений оборудования и травм операторов.
В особо предпочтительных вариантах осуществления выступ отходит дальше от второй поверхности, чем первый или второй соединитель техобслуживания так, что при соединении подающего устройства с упаковочной машиной выступ входит в углубление до того, как первый и второй соединители техобслуживания войдут во взаимодействие.
Таким образом, если подающее устройство и упаковочная машина не выровнены относительно друг друга (т.е. находятся в неправильном положении относительно друг друга, при котором их невозможно соединить), при перемещении подающего устройства по направлению к упаковочной машине выступ не войдет в углубление. Таким образом, при неправильной ориентации подающего устройства и упаковочной машины, выступ предотвратит неправильное контактирование двух указанных устройств. Это предотвращает повреждение подающего устройства и упаковочной машины, в частности, повреждение любых чувствительных соединительных устройств, расположенных на этих устройствах.
В предпочтительных вариантах осуществления углубление содержит поверхность основания, углубленную относительно первой поверхности, и по меньшей мере одну боковую сторону, выполненную между поверхностью основания и первой поверхностью, причем указанная по меньшей мере одна боковая сторона непрерывно или с прерыванием сужается от первой поверхности к поверхности основания углубления.
В других предпочтительных вариантах осуществления выступ содержит верхнюю поверхность, приподнятую относительно второй поверхности, и по меньшей мере одну боковую сторону, выполненную между верхней и второй поверхностями, причем указанная по меньшей мере одна боковая сторона непрерывно или с прерыванием сужается от второй поверхности к верхней поверхности выступа.
Иными словами, выступ или углубление выполнены сужающимися, с уменьшающейся толщиной по направлению к концу, удаленному от поверхности, на которой они расположены. Например, выступ и/или углубление могут быть выполнены в форме усеченного конуса или могут иметь ступенчатую поверхность. Предпочтительно, когда подающее устройство входит в контакт с упаковочной машиной, выступ или углубление заставят подающее устройство сместиться вбок к направлению его движения для обеспечения правильного выравнивания подающего устройства относительно упаковочной машины. Иными словами, механические выступ и углубление точно позиционируют подающее устройство (и любую опорную раму) относительно упаковочной машины.
Предпочтительно, как выступ, так и углубление выполнены сужающимися, как было указано выше. Однако это не обязательно.
Предпочтительно, углубление расположено на упаковочной машине, а выступ расположен либо на подающем устройстве, либо на опорной раме, или углубление расположено либо на подающем устройстве, либо на опорной раме, а выступ расположен на упаковочной машине.
Согласно второму аспекту изобретения, предлагается подъемная установка, содержащая подъёмную раму, выполненную с возможностью механического соединения с упаковочной машиной и разъемного соединения с подающим устройством; причем подъёмная рама выполнена с возможностью поступательно перемещать, поднимать и опускать подающее устройство относительно упаковочной машины; при этом во время использования масса упаковочной машины уравновешивает по меньшей мере часть массы подающего устройства при подъеме, опускании или поступательном перемещении подающего устройства относительно упаковочной машины.
Следует отметить, что подъемная установка образует часть описанной выше упаковочной системы. В других вариантах осуществления она может содержать любые дополнительные элементы подъемных установок внутри описанных выше систем, обеспечивая соответствующие выгоды и преимущества.
Согласно третьему аспекту изобретения, предлагается способ управления системой согласно первому аспекту для установки подающего устройства на упаковочную машину, включающий в себя этапы, на которых:
размещают подающее устройство рядом с упаковочной машиной;
соединяют подающее устройство с подъемной установкой;
управляют подъемной установкой для подъема и поступательного перемещения подающего устройства относительно упаковочной машины;
управляют подъемной установкой для опускания подающего устройства так, чтобы подающее устройство соединилось с упаковочной машиной;
причем масса упаковочной машины уравновешивает по меньшей мере часть массы подающего устройства во время подъема, опускания или поступательного перемещения подающего устройства относительно упаковочной машины.
Этапы подъема и поступательного перемещения подающего устройства могут выполняться одновременно (т.е. когда движение подающего устройства имеет вертикальную и горизонтальную составляющие) или отдельно, когда подающее устройство сначала вертикально поднимается, а затем поступательно перемещается. Аналогичным образом, этапы поступательного перемещения и опускания подающего устройства также могут выполняться одновременно (т.е. когда движение подающего устройства имеет вертикальную и горизонтальную составляющие) или отдельно, когда подающее устройство сначала поступательно перемещается, а затем опускается.
В предпочтительных вариантах осуществления способ включает в себя последующий этап отсоединения подающего устройства от подъемной установки по меньшей мере с одной степенью свободы. Преимущество заключается в том, что это может уменьшить вибрации и усилия, передаваемые между упаковочной машиной, подающим устройством и подъемной установкой. Такое отсоединение обеспечивает точность подающего устройства, а также входящего в него взвешивающего и дозирующего оборудования за счет предотвращения передачи вибрации на эти компоненты от подъемной установки.
Предпочтительно, этап подъема подающего устройства включает в себя первый этап подъема, на котором подъем подающего устройства осуществляют с относительно низкой скоростью, и второй этап подъема, на котором подъем подающего устройства осуществляют с относительно высокой скоростью.
Предпочтительно, на первом этапе подъема подающее устройство может быть осторожно приподнято из своего исходного положения (например, с транспортной тележки или с земли), таким образом, чтобы оно опиралось на подъемную установку. Когда оператор убедится, что подающее устройство правильно подсоединено к подъемной раме, и что в зоне вокруг упаковочной системы отсутствуют какие-либо посторонние объекты, может быть выполнен второй, более быстрый этап подъема. Таким образом, двухэтапный процесс подъема повышает безопасность и помогает избежать повреждения системы.
В предпочтительных вариантах осуществления управление первым этапом подъема осуществляют вручную, а управление вторым этапом подъема и всеми последующими этапами осуществляют автоматически. Альтернативно, любой из вышеописанных этапов может быть осуществлен автоматически или по входному сигналу от оператора.
Согласно четвертому аспекту изобретения, предлагается способ управления системой согласно первому аспекту для снятия подающего устройства с упаковочной машины, включающий в себя этапы, на которых:
соединяют подающее устройство с подъемной установкой;
управляют подъемной установкой для подъема подающего устройства так, чтобы подающее устройство отсоединилось от упаковочной машины;
управляют подъемной установкой для поступательного перемещения и опускания подающего устройства относительно упаковочной машины;
отсоединяют подающее устройство от подъемной установки;
причем масса упаковочной машины уравновешивает по меньшей мере часть массы подающего устройства во время подъема, опускания или перемещения подающего устройства относительно упаковочной машины.
Предпочтительно, управление подъемной установкой для опускания подающего устройства включает в себя первый этап опускания, на котором опускание подающего устройства осуществляют с относительно высокой скоростью, и второй этап опускания, на котором опускание подающего устройства осуществляют с относительно низкой скоростью.
Преимущество второго этапа опускания заключается в том, что он позволяет осторожно опустить подающее устройство на тележку или на землю для последующего удаления. Низкая скорость опускания на этом этапе позволяет предотвратить повреждение подающего устройства при его снятии с подъемной установки.
Предпочтительно, управление вторым этапом опускания осуществляют вручную, а управление первым этапом опускания и всеми предыдущими этапами осуществляют автоматически. Альтернативно, любой из вышеописанных этапов может быть осуществлен автоматически или по входному сигналу от оператора.
Краткое описание чертежей
Далее приведены примеры систем и способов их изготовления со ссылками на чертежи.
На фиг. 1(a) схематично показана упаковочная системы во время работы согласно первому варианту осуществления изобретения, вид сбоку;
на фиг. 1(b) - упаковочная система со снятым подающим устройством согласно первому варианту осуществления изобретения, вид сбоку;
на фиг. 2(a) - упаковочная система во время работы согласно второму варианту осуществления изобретения, вид сбоку;
на фиг. 2(b) - упаковочная система со снятым подающим устройством согласно второму варианту осуществления изобретения, вид сбоку;
на фиг. 3(a) - упаковочная система во время работы согласно третьему варианту осуществления изобретения, вид сбоку;
на фиг. 3(b) - упаковочная система со снятым подающим устройством согласно третьему варианту осуществления изобретения, вид сбоку;
на фиг. 4(a), 4(b), 4(c) и 4(d) - упаковочная система согласно первому варианту осуществления изобретения, виды в перспективе;
на фиг. 5(a) и 5(b) более подробна показана упаковочная система согласно первому варианту осуществления изобретения, виды в перспективе;
на фиг. 6(a) и 6(b) более подробна показана упаковочная система согласно первому варианту осуществления изобретения, виды в перспективе;
на фиг. 7(a), 7(b) и 7(с) более подробна показана упаковочной системы согласно первому варианту осуществления изобретения, виды в перспективе;
на фиг. 8 - упаковочная система согласно первому варианту осуществления изобретения, вид в перспективе;
на фиг. 9(a) и 9(b) - выступы и углубления, которые могут быть использованы в упаковочной системе согласно изобретению, виды в разрезе.
Варианты осуществления изобретения
На фиг. 1 - 7 схематично показаны четыре упаковочные системы, имеющие усовершенствованные средства для установки, снятия и техобслуживания подающих устройств. Такое техобслуживание включают в себя осмотр, очистку, обслуживание и ремонт подающих устройств.
В каждом случае подающие устройства могут включать в себя сортировочные устройства, питатели, объемные дозаторы или весовые дозаторы с компьютерным управлением (ВДКУ), такие как различные комбинации мультиголовочных дозаторов, питателей, весовых дозаторов с отрезающими задвижками, линейных весовых дозаторов, или смешивающих весовых дозаторов. Такие подающие устройства, как правило, имеют вес от 300 кг до 700 кг. В то же самое время, подходящие упаковочные машины включают в себя пакетоделательные машины, машины для запаивания лотков, машины для упаковывания в картонные коробки, и машины для термического упаковывания. Обычно такие упаковочные машины имеют вес от 500 кг до 800 кг. В обычных упаковочных системах вес подающего устройства обычно меньше веса соответственно масштабной упаковочной машины. Таким образом, изобретатели поняли, что масса упаковочной машины может быть использована для противодействия или уравновешивания массы подающего устройства при его установке или снятии.
На фиг. 1 - 3 схематично показана упаковочная система согласно трем альтернативным вариантам осуществления. Ссылочные позиции для соответствующих элементов (которые могут иметь аналогичные характеристики или особенности) на любых других чертежах получаются путем увеличения на 10 обозначения для каждого последующего варианта осуществления.
На фиг. 1(a) и 1(b) показана упаковочная система 10, содержащая упаковочную машину 12, подающее устройство 14 и подъемную установку 16.
На фиг. 1(a) подающее устройство 14 показано установленным на упаковочной машине 12, т.е. в положении, в котором оно находится во время нормальной работы. Как видно из чертежа, подающее устройство 14 соединено с верхней частью упаковочной машины 12. На фиг. 1(b) подающее устройство 14 показано снятым с упаковочной машины 12, т.е. отсоединенным от упаковочной машины 12 и опущенным посредством подъемной установки 16 в положение рядом с упаковочной машиной 12 и близко к земле. В этом снятом положении подающее устройство 14 может быть легко осмотрено, обслужено или очищено. Альтернативно, в снятом положении, показанном на фиг. 1(b), подающее устройство 14 может быть легко отсоединено от подъемной установки 16 и, при необходимости, полностью удалено.
Подъемная установка 16 содержит подъемную раму 16a, выполненную в форме, по существу, вертикальной стойки, и подвижную каретку 16b. Подвижная каретка 16b может перемещаться прямолинейно вверх и вниз по подъемной раме 16a, как показано стрелкой D1, а также может поворачиваться относительно, по существу, вертикальной оси, как показано стрелкой D2. Управление этими движениями может осуществляться посредством одного или нескольких исполнительных механизмов (не показаны). Эти один или более механизмов могут иметь любую подходящую конструкцию, обеспечивающую возможность перемещения, подъема или опускания подающего устройства 14 относительно упаковочной машины 12.
По существу, вертикальная ось, относительно которой может поворачиваться подвижная каретка 16b, предпочтительно, по существу, параллельна центральной осевой линии стойки подъёмной рамы 16a. Например, подъёмная рама 16a и подвижная каретка 16b могут поворачиваться совместно вокруг одной оси, по существу, которая расположена близко к центральной осевой линии подъёмной рамы 16a. Как вариант, подвижная каретка 16b может быть выполнена с возможностью вращения вокруг внешней стороны подъёмной рамы 16a, которая может быть зафиксирована в положении.
В обоих вышеупомянутых вариантах осуществления, по существу, вертикальная ось может совпадать с центральной осевой линией подъёмной рамы 16a. Однако в альтернативных вариантах осуществления, по существу, вертикальная ось может быть расположена на расстоянии до 0,3 м от центральной осевой линии подъёмной рамы 16a или на расстоянии до 0,15 м от подъёмной рамы 16a.
Кроме того, подвижная каретка 16a соединена с подающим устройством 14 с возможностью отсоединения от него. Таким образом, подающее устройство 14 также может подниматься, опускаться или поворачиваться (т.е. перемещаться) относительно, по существу, вертикальной оси посредством подвижной каретки 16a.
Подъемная установка 16 установлена на консоли 12a. Эта консоль проходит между основанием упаковочной машины 12 и основанием подъёмной рамы 16a и соединена с ними. Таким образом, при подъеме, опускании и перемещении подающего устройства 14 подвижной кареткой 16a, а также во время выполнения операций техобслуживания общая масса подающего устройства 14 и подъемной установки 16 уравновешивается или компенсируется массой упаковочной машины. Благодаря такому уравновешиванию массы подъемной установки достигается значительное упрощение конструкции, обеспечивающей возможность установки, снятия и техобслуживания подающего устройства.
Система 10 содержит также опорную раму 18, соединенную с подающим устройством 14. Когда подающее устройство 14 соединено с упаковочной машиной 12, опорная рама 18 поддерживает подающее устройство 14.
Подъемная установка 16, подъёмная рама 16a, подвижная каретка 16b, консоль 12a и опорная рама 18 могут быть выполнены из любого подходящего материала, способного обеспечивать поддерживание подающего устройства 14 при его установке, снятии или техобслуживании. Например, каждый из вышеуказанных компонентов может быть выполнен из металла (стали, алюминия, титана или их сплавов), пластмассы или из композиционного материала.
Для снятия подающего устройства 14 с целью удаления или его техобслуживания, систему необходимо перевести из положения, показанного на фиг. 1a, в положение, показанное на фиг. 1b.
Для выполнения этой операции опускания подающее устройство 14 необходимо сначала отсоединить от упаковочной машины 12. Как правило, это осуществляется путем поднятия подающего устройства 14 относительно упаковочной машины 12.
Затем подающее устройство 14 и подвижную каретку 16b поворачивают вокруг, по существу, вертикальной оси, как это показано стрелкой D2, так, чтобы подающее устройство 14 вышло из области над упаковочной машиной 12. Иными словами, подающее устройство 14 перемещают относительно упаковочной машины 12 так, чтобы подающее устройство 14 не располагалось над упаковочной машиной 12 и не перекрывало упаковочную машину 12 в вертикальном направлении.
И, наконец, подвижная каретка 16b опускает подающее устройство 14 в опущенное положение или в положения снятия, показанное на фиг. 1b. В этом положении снятия оператор может выполнять операции техобслуживания, пока подающее устройство 14 все еще соединено с подъемной установкой 16, или, если необходимо, полностью демонтировать подающее устройство 14, удалив его из упаковочной системы 10.
В этом снятом положении подающее устройство 14 может быть легко осмотрено, обслужено или очищено. Альтернативно, в снятом положении, показанном на фиг. 1(b), подающее устройство 14 может быть легко отсоединено от подъемной установки 16 и, при необходимости, полностью удалено.
Для установки или монтажа подающего устройства 14 на упаковочной системе 10 вышеописанный процесс может быть выполнен в обратном порядке, и при этом подающее устройство 14 должно быть переведено из положения снятия, показанного на фиг. 1b, в установленное положение, показанное на фиг. 1a.
Более конкретно, подающее устройство 14 при этом посредством подвижной каретки 16b поднимается на высоту над упаковочной машиной 12, поворачивается над упаковочной машиной 12 путем поворота подвижной каретки 16b и подающего устройства 14 вокруг, по существу, вертикальной оси, и, наконец, опускается для соединения подающего устройства 14 с упаковочной машиной 12.
Вышеописанные операции или циклы (равно как и каждый из этапов этих операций) могут выполняться посредством ручного или автоматического управления. Кроме того, они могут выполняться по входному сигналу, подаваемому оператором, или автоматически, например, при поступлении управляющего сигнала от системы управления при обнаружении отказа или неисправности в подающем устройстве.
На фиг. 2(a) и 2(b) показана упаковочная система 20, содержащая упаковочную машину 22, подающее устройство 24 и подъемную установку 26. На фиг. 2(a) показана упаковочная система 20 в своем рабочем положении, в котором её подающее устройство 24 соединено с упаковочной машиной 22. На фиг. 2(b) система показана в положении, когда подающее устройство 24 снято для проведения техобслуживания (например, осмотра, очистки, обслуживания или ремонта).
Подъемная установка 26, способная перемещать подающее устройство 24 между положениями, показанными на фиг. 2(a) и 2(b), содержит подъёмную раму 26a в форме, по существу, вертикальной стойки и горизонтальные направляющие 26b.
Подающее устройство 24 может подниматься и опускаться прямолинейно вверх и вниз по подъемной раме 26a в направлении D1 и перемещаться в, по существу, горизонтальном направлении D2 по горизонтальным направляющим 26b. Управление этим движением может осуществляться посредством одного или более исполнительных механизмов (не показаны). В других вариантах осуществления подъемная установка может дополнительно содержать подвижную каретку, к которой прикреплены один или более исполнительных механизмов, причем эта подвижная каретка может соединяться с возможностью отсоединения с подающим устройством 24 и перемещаться по подъемной раме 26а в, по существу, вертикальном направлении D1.
Подъемная установка 26 поддерживается консолью 22a, проходящей между упаковочной машиной 22 и основанием подъёмной рамы 26а и прикрепленной к этим элементам. Масса на одной стороне консоли, по меньшей мере, частично уравновешивается массой на другой стороне консоли. Фактически, масса подъемной установки и подающего устройства, соединенного с подъемной установкой, по меньшей мере, частично уравновешивается массой упаковочной машины.
Для демонтажа подающего устройства 24 (т.е. для перевода устройства из положения, показанного на фиг. 2(a), в положение, показанное на фиг. 2(b)), подающее устройство 24 сначала отсоединяется от упаковочной машины 22. Затем подающее устройство линейно перемещается или скользит в, по существу, горизонтальном направлении D2 вдоль горизонтальных направляющих 26b или по ним. Когда подающее устройство 24 больше не находится над упаковочной машиной 22, т.е. не перекрывает ее, подающее устройство 24 может быть опущено в, по существу, вертикальном направлении D1.
После того, как подающее устройство 24 было переведено в свое нижнее положение или положение снятия, оператор может производить его техобслуживание на месте, или оно может быть удалено для проведения дальнейших работ, если это необходимо.
Для повторного монтажа или установки подающего устройства 24 вышеописанный процесс повторяется в обратном порядке. Подающее устройство соединяется с подъемной рамой 26а, поднимается, по существу, вертикально вверх, как показано стрелкой D1, и перемещается вдоль направляющих 26b или по направляющим 26b в положение, при котором подающее устройство соединено с упаковочной машиной 22.
Как уже указывалось при рассмотрении систем, изображенных на фиг. 1(a) и 1(b), эти циклы демонтажа и монтажа могут выполняться либо при ручном, либо при автоматическом управлении.
В упаковочных системах 10 и 20, показанных на фиг. 1 и 2, подъемная установка 16, 26 может поднимать, опускать и перемещать подающее устройство 14, 24 в ходе отдельных операций. Например, при установке подающего устройства на упаковочную машину посредством вышеописанных методов подающее устройство сначала поднимается на соответствующую высоту над упаковочной машиной, а затем перемещается горизонтально так, чтобы его можно было соединить с упаковочной машиной. И, наоборот, при демонтаже подающее устройство сначала перемещается горизонтально, а затем опускается. Однако, если требуется, в обеих системах 10, 20 подъемная установка 16, 26 может также одновременно поднимать и перемещать поступательно (или опускать и перемещать горизонтально) подающее устройство 14, 24.
На фиг. 3(a) и 3(b) показана упаковочная система 30, содержащая упаковочную машину 32, подающее устройство 34 и подъемную установку 36. На фиг. 3(a) показана упаковочная система 30 в своем рабочем положении, в котором её подающее устройство 34 соединено с упаковочной машиной 32 (установлено на упаковочной машине 32). На фиг. 3(b) система показана в положении, когда подающее устройство 34 снято для удаления или проведения техобслуживания.
Подъемная установка 36 может перемещать подающее устройство 34 между положениями, показанными на фиг. 3(a) и 3(b). Подъемная установка 36 содержит подъемную раму 36a, выполненную в форме двух подвижных плеч. Подвижные плечи подъёмной рамы 36a механически связаны с обеими сторонами упаковочной машины 32 подшипниками 36b, относительно которых подъёмная рама 36a может поворачиваться. Управление этим поворотом может осуществляться посредством одного или более исполнительных механизмов (не показаны). В альтернативных вариантах осуществления подъёмная рама 36a может содержать любое количество вертикальных плеч.
Для монтажа или демонтажа подающего устройства 34 подъёмная рама 36a и подающее устройство 34 поворачиваются относительно, по существу, горизонтальной оси, определяемой подшипниками 36b, как показано стрелкой D3. При этом подающее устройство 34 совершает движение, имеющее вертикальную и горизонтальную составляющие.
В частности, подъёмная рама 36a может поворачиваться вверх или подниматься для соединения подающего устройства 34 с упаковочной машиной 32 (как показано на фиг. 3(a)). Во время этого этапа подающее устройство 34 одновременно поднимается и перемещается поступательно. При такой конфигурации подъёмная рама 36a располагается, по существу, вертикально, и подающее устройство 34 находится выше упаковочной машины 32. При демонтаже подающего устройства 34 подъёмная рама 36a для демонтажа подающего устройства 34 поворачивается вниз (опускается) так, чтобы разместить его рядом с упаковочной машиной 32 (как показано на фиг. 3(b)). На этом этапе подающее устройство 34 одновременно опускается и перемещается поступательно.
Подъёмная рама 36a содержит также опорную раму 36c, которая соединяет с возможностью поворота подъемную раму 36a с подающим устройством 34. Как видно из чертежей, опорная рама 36c выполнена так, что подающее устройство 34 остается в вертикальном положении (т.е. в вертикальной ориентации) при подъеме или опускании подъемной установки 36. Управление этой ориентацией может осуществляться посредством одного или более исполнительных механизмов (не показаны), соединенных с подающим устройством 34, опорной рамой 36c и/или подъёмной рамой 36a.
Во время монтажа или демонтажа подающего устройства 34, а также когда подающее устройство расположено рядом с упаковочной машиной 32, как показано на фиг. 3(b), подъёмная рама 36a действует как консоль. Иными словами, усилия, создаваемые массой подающего устройства 34 и весом подъемной установки 36, передаются на упаковочную машину 32 через подшипники 36b. Таким образом, эти усилия по меньшей мере частично уравновешиваются весом упаковочной машины 32, и масса упаковочной машины 32 компенсирует массу подающего устройства 34 и подъемной установки 36.
В других вариантах осуществления опорная рама 36c и/или подъёмная рама 36a могут быть выполнены с возможностью поднимания или опускания подающего устройства 34, когда подъёмная рама 36a находится в, по существу, вертикальном положении, и подающее устройство располагается над упаковочной машиной 32 (как показано на фиг. 3a). Это может быть необходимо для соединения подающего устройства 34 с упаковочной машиной 32 (или отсоединения от нее), как указывалось при рассмотрении фиг. 1(a) и 1(b).
Как было указано выше применительно к фиг. 1 и 2, способы демонтажа и монтажа, выполняемые упаковочной системой 30, показанной на фиг. 3(a) и 3(b), могут осуществляться при ручном или автоматическом управлении по любому соответствующему входному сигналу.
На фиг. 4 - 8 подробно показана упаковочная система 100 согласно предпочтительному варианту осуществления изобретения, виды в перспективе. Система содержит упаковочную машину 120, подающее устройство 140 и подъемную установку 160. Согласно этому варианту осуществления имеются усовершенствованные средства монтажа подающего устройства 140 на упаковочной машине 120 и демонтажа с упаковочной машины 120 так, что подающие устройства 140 могут быть легко установлены, сняты, и проведено их техобслуживание.
В этом варианте осуществления подающее устройство 140 представляет собой комбинированный весовой дозатор (иногда называемый мультиголовочным дозатором), а в качестве упаковочной машины 120 используется пакетоделательная машина, хотя могут использоваться и любые другие подходящие устройства.
На фиг. 4(a) - фиг. 4(d) показан ряд положений системы в процессе установки или монтажа подающего устройства 140 на упаковочной машине 120.
На фиг. 4(a) подающее устройство 140 показано снятым с упаковочной машины 120 и механически соединенным с подъемной установкой 160. В этом снятом положении подающее устройство 140 расположено рядом с упаковочной машиной 120 и рядом с землей, чтобы оператор легко мог осуществлять его техобслуживание.
Более конкретно, подающее устройство 140 соединено с опорной рамой 180, причем опорная рама 180 соединена с возможностью отсоединения с подвижной кареткой 164 в подъемной установке 160. Эта подвижная каретка может линейно перемещаться вверх и вниз по продольной оси подъёмной рамы 162.
Основание подъемной рамы 162 соединено с упаковочной машиной 120 консолью 122. Консоль 122 поддерживает подающее устройство 140, подъемную установку 160 и опорной рамы 180. При техобслуживании, а также в ходе процессов монтажа и демонтажа масса упаковочной машины уравновешивает общую массу подающего устройства 140, подъемной установки 160 и опорной рамы 180. Как показано на фиг. 4(a) - 4(d), подъёмная рама 162 присоединена к упаковочной машине 120 на углу упаковочной машины 120.
Переходя от фиг. 4(a) к фиг. 4(b), мы видим, что подающее устройство 140 поднимается подъемной установкой 160. Это осуществляется путем поднимания подвижной каретки 164 относительно подъемной рамы 162 посредством шариковинтового привода (не показан), который расположен внутри подъемной рамы 162. Таким образом, подвижная каретка поднимает опорную раму 180 и механически присоединенное к ней подающее устройство 140. После этапа поднимания подающее устройство 140 располагается на высоте, большей, чем положение подающего устройства 140 во время работы (когда подающее устройство соединено с упаковочной машиной 120).
После поднятия подающего устройства 140 в положение, показанное на фиг. 4(b), выполняется его поворот, в результате чего оно располагается над упаковочной машиной 120, как показано на фиг. 4(c).
Это горизонтальное поступательное перемещение подающего устройства 140 осуществляется шариковинтовым приводом 166. Этот шариковинтовой привод 166 поворачивает подъёмную раму 162 вокруг, по существу, вертикальной оси, параллельной продольной оси подъёмной рамы 162. Таким образом, шариковинтовой привод 166 поворачивает также подающее устройство 140 (и подвижную каретку с опорной рамой 180) вокруг этой, по существу, вертикальной оси, поскольку указанные компоненты механически соединены с подъёмной рамой 162. Как видно из чертежей, по существу, вертикальная ось и продольная ось подъёмной рамы 162 расположены рядом с углом упаковочной машины 120.
И, наконец, подающее устройство 140 опускается из своего положения над упаковочной машиной 120 (как показано на фиг. 4(c)) так, что подающее устройство 140 входит в контакт и соединяется с упаковочной машиной 120 (как показано на фиг. 4(d)). Это опускание выполняется шариковинтовым приводом, расположенным внутри полой подъёмной рамы 162.
После установки в положение, показанное на фиг. 4(d), подающее устройство 140 может работать, обеспечивая подачу пищевых и других продуктов в упаковочную машину 120 для упаковывания.
Для демонтажа подающего устройства вышеописанный процесс выполняется в обратном порядке. Подающее устройство 140 поднимается шариковинтовым приводом, расположенным в подъемной раме 162, отсоединяя подающее устройство 140 от упаковочной машины 120 (как это произошло бы при переходе от фиг. 4(d) к фиг. 4(c)). Затем подающее устройство 140 поворачивается наружу (т.е. вращается относительно вертикальной оси) шариковинтовым приводом 166, таким образом, что подающее устройство 140 больше не перекрывает упаковочную машину 120 (как показано на фиг. 4(b)). И, наконец, шариковинтовой привод и подвижная каретка в подъемной раме 162 опускают подающее устройство 140, устанавливая его в положение, показанное на фиг. 4(a), в котором оно располагается рядом с упаковочной машиной, и оператор, стоящий на одном уровне с упаковочной машиной, легко может снять его или произвести его техобслуживание.
Эти процессы могут выполняться с помощью ручного или автоматического управления, в ответ на любой подходящий входной сигнал (например, входной сигнал оператора, при обнаружении ошибки или неправильной подачи в упаковочной машине 120 или подающем устройстве 140, либо в соответствии с ранее принятым графиком техобслуживания).
Как было указано выше, во время техобслуживания подающего устройства 140, когда оно находится рядом с упаковочной машиной 120 (как показано на фиг. 4(a)), и во время перемещения подающего устройства из положения снятия в установленное положение (фиг. 4(a) и 4(d), соответственно), масса упаковочной машины уравновешивает бóльшую часть массы подающего устройства 140. Уравновешивающее усилие передается через консоль 122, которая одним концом соединена с упаковочной машиной 120, а другим концом - с подъемной рамой 162.
Вес упаковочной машины 120 и противовес передаются к поверхности, на которой упаковочная система 100 установлена на опорах 124 упаковочной машины.
Остальная часть массы подающего устройства 140 и подъемной установки приходится на опору 122a подъемной установки. Эта опора 122a подъемной установки передает часть веса подающего устройства 140 и подъемной установки 160 к поверхности, на которой установлена упаковочная система. Опора 122a подъемной установки соединена с консолью 120 на конце консоли 120, ближнем к подъемной установке 160.
Хотя в подъемной установке 160 используются два шариковинтовых привода, фактически, вместо них может применяться любое количество подходящих исполнительных механизмов, способных поднимать, опускать и перемещать подающее устройство 140. Они могут включать в себя гидравлические, пневматические, электрические, магнитные и ручные приводы.
На фиг. 5(a) и 5(b) поясняются дополнительные подробности упаковочной системы 100 в положениях, ранее рассмотренных и показанных на фиг. 4(c) и 4(d). Эти чертежи будут использованы для более подробного описания соединения между подающим устройством 140, опорной рамой 180 и упаковочной машиной 120.
На выносной части фиг. 5(a) показаны соединители 126a, 126b, 126c, 126d, 186a, 186b, 186c, 186d техобслуживания, посредством которых осуществляется передача команд на выполнение техобслуживания между упаковочной машиной 120 и подающим устройством 140 через опорную раму 180, и множество выступов 128, защищающих указанные соединители 126a, 126b, 126c, 126d, 186a, 186b, 186c, 186d техобслуживания.
Соединители 126a, 126b, 126c и 126d техобслуживания расположены на верхней поверхности упаковочной машины 120. Этим соединителям техобслуживания соответствуют охватываемые соединители 186a, 186b, 186c и 186d техобслуживания, расположенные на нижней поверхности опорной рамы 180, и указанные соединители и охватываемые соединители входят во взаимодействие друг с другом, как показано на выносной части на фиг. 5(b). Эти две группы охватываемых и охватывающих соединителей техобслуживания предназначены для вхождения во взаимодействие друг с другом и выхода из взаимодействия при опускании или поднятии охватываемых соединителей или охватывающих соединителей относительно друг друга. Соединители 126a и 186a техобслуживания передают электроэнергию, соединители 126b и 186b техобслуживания передают жидкости, соединители 126c и 186c техобслуживания передают газы, и соединители 126d и 186d техобслуживания передают сигналы управления.
Множество выступов 128, которые защищают соединители 126a, 126b, 126c, 126d, 186a, 186b, 186c, 186d техобслуживания, предотвращают контакт между опорной рамой 180 (и соединенному с ней подающему устройству 140) и упаковочной машиной 120, в случае, если эти два устройства не выровнены друг с другом. Один выступ расположен с каждой стороны каждого охватывающего соединителя 126a, 126b, 126c и 126d техобслуживания на верхней поверхности упаковочной машины 120.
Соответствующее множество углублений (не показаны) расположено на нижней стороне опорной рамы 180 так, что по одному углублению находится с каждой стороны каждого охватываемого соединителя 186a, 186b, 186c и 186d техобслуживания.
Если опорная рама 180 и подающее устройство 140 при опускании приблизятся к упаковочной машине 120, когда опорная рама 180 правильно выровнена, множество выступов 128 войдут во взаимодействие (т.е. войдут в зацепление) с соответствующим множеством углублений, и охватываемые соединители 186a, 186b, 186c, 186d техобслуживания войдут во взаимодействие (т.е. войдут в зацепление) с охватывающими соединителями 126a, 126b, 126c, 126d техобслуживания.
Альтернативно или дополнительно, соединители 126a, 126b, 126c, 126d, 186a, 186b, 186c, 186d техобслуживания имеют возможность некоторой «податливости», что сделано с целью компенсации незначительных перекосов между подающим устройством 140 и упаковочной машиной 120. Выступы 128 могут направлять соединители 126a, 126b, 126c, 126d, 186a, 186b, 186c, 186d техобслуживания (т.е. заставлять их перемещаться в пределах податливости) так, чтобы охватываемые и охватывающие соединители 126a, 126b, 126c, 126d, 186a, 186b, 186c, 186d были правильно расположены, когда сведены друг с другом.
На фиг. 6(a) и 6(b) показаны дополнительные подробности упаковочной системы 100. В частности, на выносных частях этих фигур показаны дополнительные подробности соединения между опорной рамой 180 и подвижной кареткой 164. На обеих фигурах представлена также упаковочная система 100 на виде снизу в перспективе, причем видны опоры 124 упаковочной машины и опора 122a подъемной установки.
На фиг. 6(a) показана упаковочная система 100 в положении, соответствующем моменту контакта опорной рамы 180 с упаковочной машиной 120 в ходе операции монтажа, или моменту начала поднятия опорной рамы 180 относительно упаковочной машины 120, при которых масса опорной рамы 120 и подающего устройства 140 приходится на подъемную установку 160.
На фиг. 6(b) показана упаковочная система 100 во время работы, когда опорная рама 180 и подающее устройство 140 поддерживаются упаковочной машиной 120.
В каждом из вышеупомянутых случаев опорная рама 180 соединена с подъемной рамой 162 так, что она может свободно перемещаться в направлении вдоль продольной оси подъёмной рамы 162 (т.е. в, по существу, вертикальном направлении). Аналогичным образом, подвижная каретка 164 может перемещаться прямолинейно вверх и вниз по подъемной раме 162 и приводится в действие шариковинтовым приводом (не показан).
В подвижную каретку 164 входит соединительный штифт 168. Этот соединительный штифт 168 проходит сквозь подвижную каретку 164 и через два отверстия 182, расположенные на обеих сторонах части опорной рамы 180, соединяющейся с подъемной рамой 162.
Отверстия 182 имеют продолговатую форму, такую, что соединительный штифт 168 может перемещаться в продольном (т.е. вертикальном) направлении в пределах этого отверстия 182. Нижняя часть каждого отверстия 182 шире его верхней части, а также больше диаметра соединительного штифта 168.
Когда подающее устройство 140 и опорная рама 180 поддерживаются подвижной кареткой 164, как показано на фиг. 6a и в любой момент во время монтажа, демонтажа или техобслуживания, в которой участвуют подающее устройство 140 и опорная рама 180, опорная рама 180 подвешена на соединительном штифте 168. Эта конфигурация показана на выносной части фиг. 6a. В этом положении опорная рама 180 (и подающее устройство 140) не могут перемещаться в вертикальном направлении, поскольку их перемещение ограничивается соединительным штифтом 168 и положением подвижной каретки 164. Соединительный штифт 168 при этом расположен в верхней части отверстий 182.
Однако, когда подвижная каретка 164 опускает подающее устройство 140 и опорную раму 180 и вводит их в контакт с упаковочной машиной 120 (или любой другой внешней поверхностью) подвижной кареткой 164, вес подающего устройства и опорной рамы 180 переносится с соединительного штифта 168 на упаковочную машину 120. Таким образом, начиная с этого момента, роль опоры для опорной рамы 180 исполняет упаковочная машина 120, поскольку подвижная каретка 164 продолжает опускаться. Таким образом, соединительный штифт 168 перемещается вертикально вниз по отверстиям 182 в опорной раме 180, как показано в выносной части фиг. 6(b).
Поскольку ширина нижней части отверстий 182 больше ширины соединительного штифта 168, штифт 168 не касается боковых сторон отверстия, и подвижная каретка механически изолирована от опорной рамы 180 и подающего устройства 140. Следовательно, опорная рама 180 больше не ограничена в вертикальном направлении подъемной установкой 160 и отсоединена или изолирована от подъемной установки по меньшей мере в вертикальном направлении (т.е. подъемная установка отсоединена с линейной степенью свободы).
Далее такое положение соединительного штифта 168 подъемной установки 160 относительно отверстия 182 опорной рамы 180 названо «положением с зазором».
Отсоединение или изолирование опорной рамы 180 от подъемной установки 160 со свободой перемещения в вертикальном направлении в вышеупомянутом положении с зазором обеспечивает значительное снижение вибраций или напряжений, передаваемых от опорной рамы 180 на подъемную установку 160 во время работы. Такое отсоединение обеспечивает точность подающего устройства. В частности, благодаря уменьшению вибраций, передаваемых на взвешивающие и дозирующие компоненты подающего устройства, повышается точность взвешивания и дозирования указанных компонентов. Кроме того, уменьшение вибраций и напряжений, передаваемых между компонентами системы, может уменьшать риск повреждения или возникновения усталостного напряжения при работе подающего устройства 140 и/или упаковочной машины 120, тем самым увеличивая срок службы упаковочной системы 100.
На фиг. 6(a) и 6(b) показаны также опоры 124 упаковочной машины и опора 122a подъемной установки упаковочной системы 100.
Четыре опоры 124 упаковочной машины расположены вблизи четырех углов основания упаковочной машины 120. Каждая опора выполнена в форме плоской ножки, т.е. содержит выступающую часть, проходящую ниже упаковочной машины 120, и широкую, ровную поверхность на конце выступающей части, удаленном от упаковочной машины 120. При эксплуатации эти опоры 124 упаковочной машины находятся в контакте с поверхностью, на которой установлена упаковочная машина 120, и передают механические усилия между упаковочной машиной 120 и этой поверхностью.
Опора 122a подъемной установки проходит вниз через консоль 122 от основания подъемной установки 160. Опора 122a подъемной установки расположена рядом с, по существу, вертикальной плоскостью подъёмной рамы 162 и, таким образом, является «внешней» относительно упаковочной машины, т.е. смещена вбок относительно упаковочной машины 120. Как и в предыдущем случае, опора содержит выступающую часть, проходящую ниже подъемной установки 160, и широкую, плоскую поверхность на конце указанной выступающей части, удаленном относительно подъемной установки 160. Во время эксплуатации опора 122a подъемной установки 122a контактирует с поверхностью, на которой установлена упаковочная система 100, и передает механические усилия от консоли 122 к этой поверхности.
Таким образом, когда подающее устройство 140 поддерживается подъемной установкой 160 (т.е. когда соединительный штифт 168 находится в контакте с опорной рамой 180), часть веса подающего устройства 140 через опору 122a подъемной установки передается на поверхность, на которой установлена упаковочная система 100. Это повышает устойчивость упаковочной системы 100 при подъеме подающего устройства. Однако, учитывая большую массу обычных подающих устройств (например, ВДКУ, вес которых, как правило, составляет от 500 кг до 600 кг), становится ясно, что бóльшая часть массы подающего устройства 140 через консоль 122 уравновешивается массой упаковочной машины 120.
Консоль 122 и опора 122a подъемной установки эффективно смещают точку равновесия консольной массы. Положение опоры 122a подъемной установки можно считать местом поворота в центре качелей-балансира. Таким образом, при размещении опоры 122a подъемной установки снаружи увеличивается количество внутренней массы (т.е. массы ближе к упаковочной машине 120, чем положение точка поворота, созданная опорой 122a подъемной установки), и уменьшается количество внешней массы (т.е. массы, расположенной дальше от упаковочной машины 120, чем точка поворота, созданная опорой 122a подъемной установки). Это увеличивает механическое преимущество упаковочной машины 120 по массе, поскольку требуется уравновешивать уменьшенную массу. Это обеспечивает получение системы, являющейся более устойчивой и безопасной при поднятии и опускании подающего устройства 140.
На фиг. 7(a), 7(b) и 7(c) показано, как подающее устройство 140 может сниматься с упаковочной системы 100 посредством тележки T.
На фиг. 7(a) показана упаковочная система 100 в положении, когда подающее устройство 140 было отсоединено и демонтировано с упаковочной машины 120. Подающее устройство 140 поддерживается подъемной установкой 160, расположенной рядом с упаковочной машиной 120.
Для того, чтобы снять подающее устройство 140, оператор помещает тележку, выполненную с возможностью приема опорной рамы 180 и подающего устройства 140, под опорную раму 180 и подающее устройство 140. Затем включается подъемная установка 160, чтобы опустить опорную раму 180 и подающее устройство 140 на тележку T, путем опускания подвижной каретки 164.
Когда опорная рама 180 входит в контакт с тележкой, вес опорной рамы 180 и подающего устройства 140 переносится с подъемной установки 160 на тележку T. При дальнейшем опускании подвижной каретки соединительный штифт 168 достигает положения с зазором, упомянутого при рассмотрении фиг. 6(a) и 6(b). Это положение показано на фиг. 7(b).
Когда соединительный штифт 168 находится в положении с зазором, оператор может его вынуть, и снять подающее устройство 140 и опорную раму 180, установленные на тележке T, как это показано на фиг. 7(c).
Для закрепления или установки подающего устройства 140 на упаковочной системе 100 вышеописанный процесс повторяют в обратном порядке. Подающее устройство 140 и опорную раму 180 вводят в контакт с подвижной кареткой 164 подъемной установки 160, вставляют соединительный штифт 168, и подвижная каретка 168 поднимается для поднятия подающего устройства 140 и опорной рамы 180 с тележки T. После этого подающее устройство 140 может быть смонтировано и соединено с упаковочной машиной 120, как было описано выше.
В предпочтительных способах работы упаковочной системы 100 как подъем подающего устройства 140 при установке, так и опускание подающего устройства 140 при снятии являются двухэтапными процессами.
При установке подающего устройства в упаковочную систему 100 предпочтительно, чтобы подвижная каретка 168 сначала поднималась с низкой скоростью и под контролем оператора (хотя это и не обязательно), чтобы обеспечить правильное соединение подающего устройства 140 с подъемной установкой 160. После проверки соединения оператором подъем подающего устройства 140 может производиться с более высокой скоростью с целью сокращения времени, необходимого для соединения подающего устройства 140 с упаковочной машиной.
Аналогичным образом, при удалении подающего устройства из упаковочной системы 100 опускание подающего устройства сначала из положения над упаковочной машиной 140 производится с относительно высокой скоростью. Однако при установке на тележку T опускание подающего устройства 140, предпочтительно, производится с относительно низкой скоростью и под контролем оператора (хотя это не является обязательным для обеспечения правильного положения подающего устройства 140 на тележке T).
Вышеописанные двухэтапные процессы повышают безопасность и снижают риск повреждения системы 100 во время монтажа и демонтажа.
Дополнительное повышение безопасности упаковочных систем может быть достигнуто путем использования датчиков, способных обнаруживать присутствие посторонних объектов (например, людей, другой техники или расходных материалов) на пути подающего устройства 140 при его перемещении, поднимании или опускании. При обнаружении постороннего объекта перемещение подающего устройства 140 может быть замедлено или остановлено.
К датчикам, которые могут быть использованы, относятся лазерные датчики, такие как лазерное сканирующее устройство, светочувствительный затвор, датчик видимой части спектра или датчик УФ-излучения. Эти датчики могут устанавливаться на одном или более компонентах упаковочной системы, в том числе, на упаковочной машине 220, подающем устройстве 140, подъемной установке 160 и на опорной раме 180.
Например, как показано на фиг. 8 (где более подробно представлена упаковочная система согласно первому варианту осуществления изобретения), в упаковочной системе 200 на боковой стороне упаковочной машины 220 установлен лазерный сканирующий датчик 225. Упаковочная система также содержит подающее устройство 240, подъемную установку 260 и опорную раму 280, а также может содержать любые отличительные признаки и компоненты, описанные выше при рассмотрении Фиг. 1 - 7.
Лазерный датчик 225 расположен рядом с основанием упаковочной машины 220. Таким образом, он расположен вблизи поверхности, на которой установлена упаковочная машина 220 во время работы. Более конкретно, лазерный датчик 225 расположен на расстоянии приблизительно 150 мм над нижней частью упаковочной машины 220 и поверхностью, на которой установлено упаковочная машина 220.
Такое расположение лазерного датчика 225 обеспечивает то, что он имеет хорошую линию прямой видимости под подающим устройством 240 при выполнении типичных операций поднимания и опускания. Иными словами, лазерному датчику 225 ничто не загораживает траекторию перемещения подающего устройства 240, и лазерный датчик 225 может обнаружить присутствие любых посторонних объектов.
Если для снятия или установки подающего устройства 240 используется тележка Т (например, тележка T, показанная на фиг. 7a - 7c), она будет располагаться между подающим устройством 240 и лазерным датчиком 225 и будет заслонять или блокировать подающее устройство 240 от лазерного датчика 225. При такой конфигурации системы 200 автоматический подъем или опускание подающего устройства 240 могут прерываться при обнаружении тележки лазерным датчиком 225. Однако подъем или опускание подающего устройства 240 (например, опускание на тележку и подъем с тележки) все еще могут осуществляться с помощью ручного управления. Подъем и опускание подающего устройства 240 с помощью ручного управления могут осуществляться с меньшей скоростью по сравнению с другими операциями подъема и опускания. Эти отличительные признаки обеспечивают безопасность операторов и оборудования.
На фиг. 9(a) и 9(b) приведены углубления 300 и выступы 400, которые могут быть использованы в упаковочных системах согласно изобретению, вид в разрезе.
Как указывалось выше, подающее устройство или опорная рама и упаковочная машина, предпочтительно, содержат соответствующие углубления и выступы, входящие во взаимодействие друг с другом только при правильном выравнивании опорной рамы и упаковочной машины относительно друг друга, и помогающие обеспечивать сохранение правильного контакта подающего устройства с упаковочной машиной.
Эти выступы 300 и углубления 400 могут быть расположены по обе стороны от соединителей техобслуживания, соединяющих подающее устройство с упаковочной машиной. Кроме того, они могут быть расположены в любом месте на поверхностях упаковочной машины, т.е. на поверхностях подающего устройства или опорной рамы, контактирующих друг с другом во время работы системы.
На фиг. 9(a) и 9(b) показаны примеры выполнения таких соответствующих углублений 300 и выступов 400, входящих во взаимодействие друг с другом при правильном выравнивании. Кроме того, каждая группа углублений 300 и выступов 400 будет дополнительно компенсировать небольшие перекосы между подающим устройством и упаковочной машиной, когда подающее устройство вводится в контакт с упаковочной машиной.
Каждое углубление 300 выполнено входящим в поверхность 310 упаковочной машины, или подающего устройства, или опорной рамы, предназначенной для соединения с подающим устройством. Углубления 300 определены поверхностью 320 основания и боковыми сторонами 330. В обоих случаях боковые стороны 330 сужаются в направлении от поверхности 310 к поверхности 320 углубления 300. В углублениях, показанных как на фиг. 9(a), так и на 9(b), вышеупомянутое сужение является непрерывным, и углубление сужается по ширине. Альтернативно, сужение боковых сторон может быть прервано, и боковые стороны 330 могут иметь ступенчатую форму.
Каждый выступ 400 выступает из поверхности 410 упаковочной машины, или подающего устройства, или опорной рамы, предназначенной для соединения с подающим устройством. Выступы 400 определены верхней поверхностью 420 и боковыми сторонами 430. В обоих случаях боковые стороны 430 сужаются в направлении от поверхности 410 к верхней поверхности 420 выступа 400. Как показано на фиг. 9(a), выступ 400 выполнен с непрерывным сужением и имеет форму усеченного конуса. В отличие от него, выступ 400, показанный на фиг. 9(b), выполнен с прерванным сужением и имеет форму усеченного конуса, расположенного на цилиндре.
Таким образом, углубления 300 и выступы 400 вместе имеют конструкцию типа «конус и воронка», которая обеспечивает автоматическое центрирование, т.е. выравнивание относительно друг друга, при сведении друг с другом.
Когда углубления 300 и выступы 400, показанные на фиг. 9(a) и 9(b), входят в контакт друг с другом, перемещаясь в первом направлении, при наличии небольшого неточного совмещения боковых сторон 330 и боковыми сторон 430 углубление 300 и выступ 400 (и устройства, на которых выполнены указанные углубление 300 и выступ 400), сместятся вбок к первому направлению движения. Благодаря этому произойдет взаимное выравнивание или центрирование относительно друг друга выступа 400 углубления 300.
Для достижения этого эффекта величина «небольшого смещения» должна быть меньше максимальной величины из разности между толщиной верхней поверхности 420 выступа и шириной выступа 400 на поверхности 410 и разности между толщиной дна 320 углубления 300 и шириной углубления 300 на поверхности 310.
Следует отметить, что аналогичный эффект может быть достигнут также при выполнении сужающейся только одной боковой стороны 330 или боковой стороны 430. Кроме того, углубление и выступ могут иметь разную высоту, как показано на фиг. 9b.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОФУНКЦИОНАЛЬНАЯ ПОДЪЁМНАЯ СИСТЕМА | 2023 |
|
RU2808791C1 |
| СИСТЕМЫ ПОДЪЕМНОГО УЗЛА И СПОСОБЫ | 2008 |
|
RU2492904C2 |
| СИСТЕМА НЕПРЕРЫВНОГО ВОЗВЕДЕНИЯ МАССИВНЫХ ЖЕЛЕЗОБЕТОННЫХ И БЕТОННЫХ КОНСТРУКЦИЙ | 2023 |
|
RU2830689C1 |
| БИОТЕХНОЛОГИЧЕСКАЯ СИСТЕМА И УСТРОЙСТВО УПРАВЛЕНИЯ ТРУБКАМИ И КОМПОНЕНТАМИ ДЛЯ БИОТЕХНОЛОГИЧЕСКОЙ СИСТЕМЫ | 2020 |
|
RU2822598C2 |
| СИСТЕМА СБРОСА И ПОДЪЕМА ПОДВОДНОГО ТРУБОПРОВОДА | 2018 |
|
RU2745768C1 |
| ОРУДИЕ С УМЕНЬШЕННЫМ ОБМЕНОМ ГИДРАВЛИЧЕСКОГО МАСЛА | 2013 |
|
RU2628517C2 |
| ИСПОЛНИТЕЛЬНЫЙ МЕХАНИЗМ ПОДЪЕМНОГО УСТРОЙСТВА И ПОДЪЕМНАЯ СИСТЕМА | 2007 |
|
RU2429185C2 |
| ВЕРТИКАЛЬНАЯ КАРТОНАЖНАЯ УСТАНОВКА С РАЗГРУЗОЧНОЙ НАПРАВЛЯЮЩЕЙ | 2012 |
|
RU2740090C2 |
| Лифтовая система, блок дверного порога и способ установки дверного блока лестничной площадки лифта | 2014 |
|
RU2671071C2 |
| РАМА ОРУДИЯ СО ВСПОМОГАТЕЛЬНЫМИ ПОДЪЕМНЫМИ ЦИЛИНДРАМИ ГЛАВНОЙ СЕКЦИИ | 2013 |
|
RU2632964C2 |
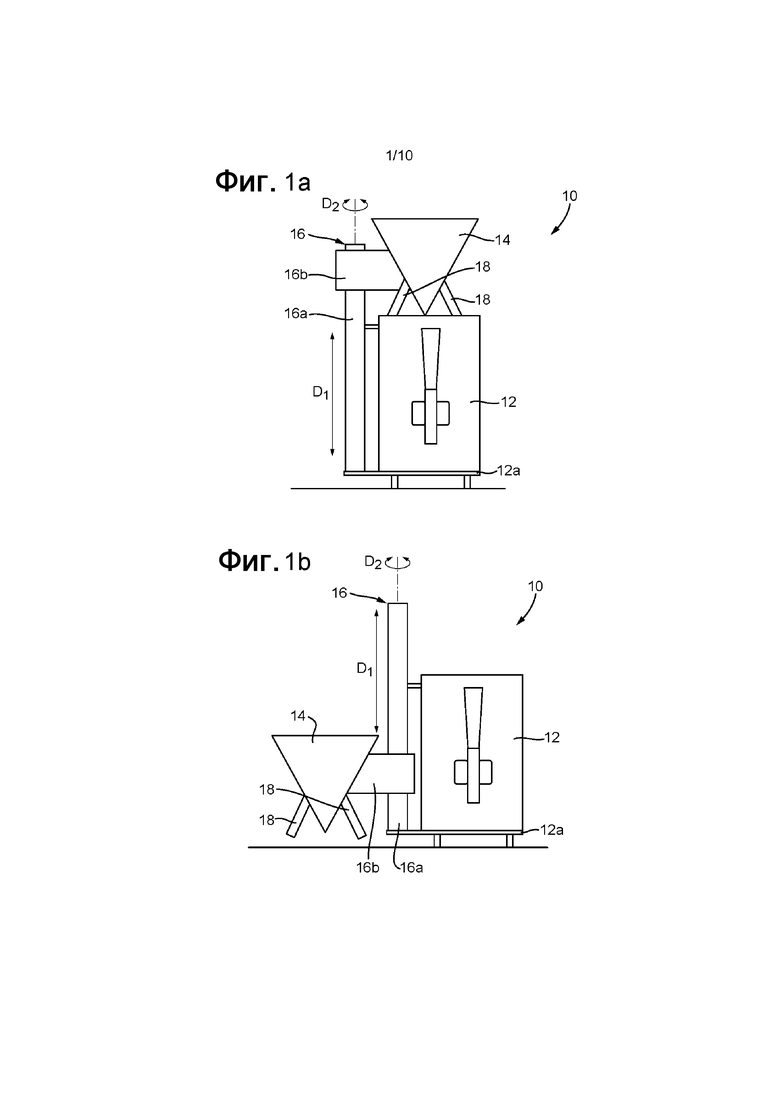
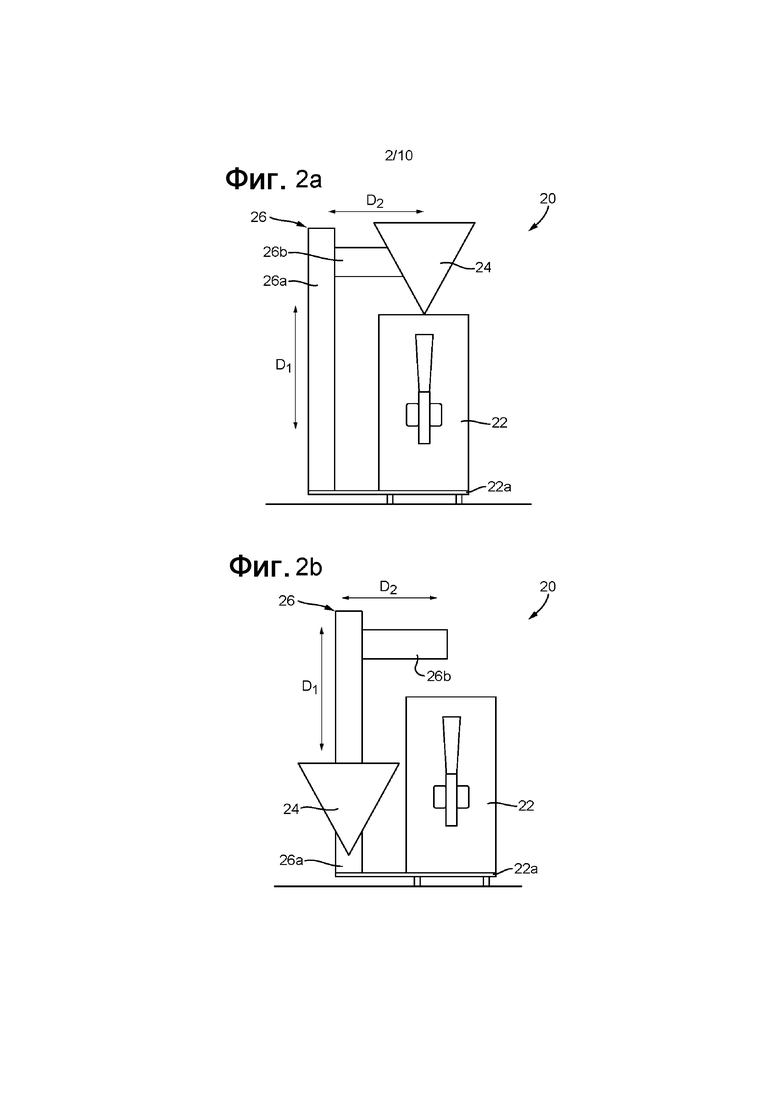
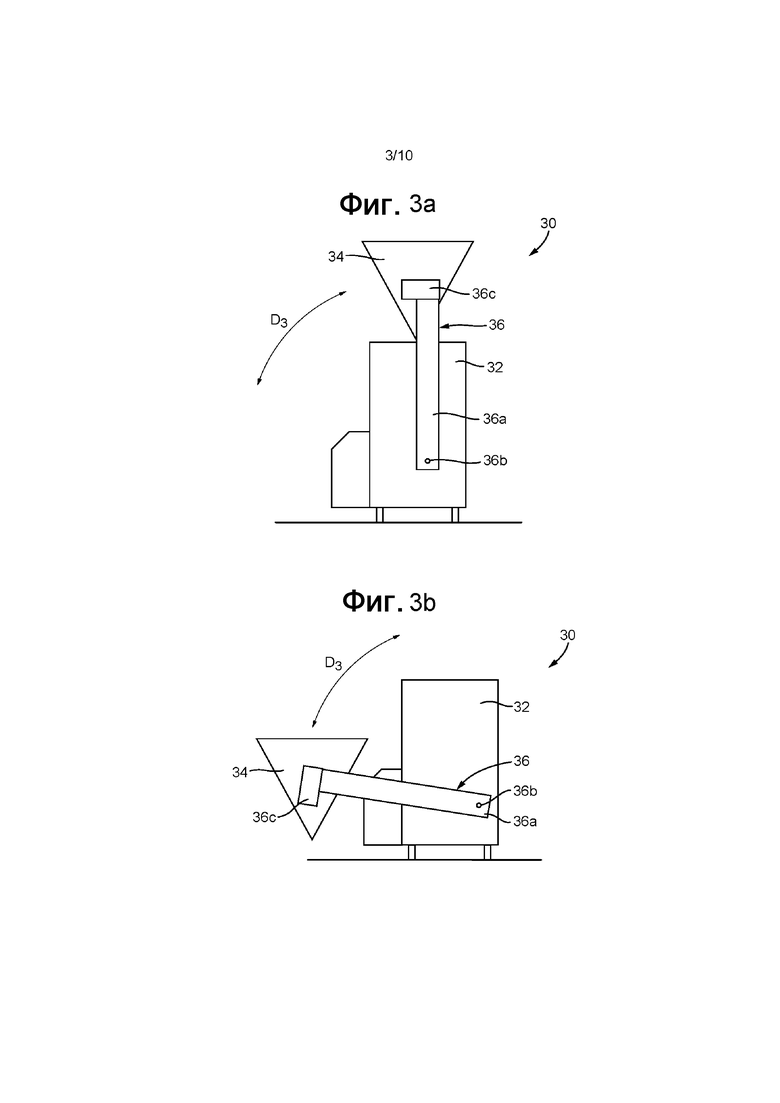
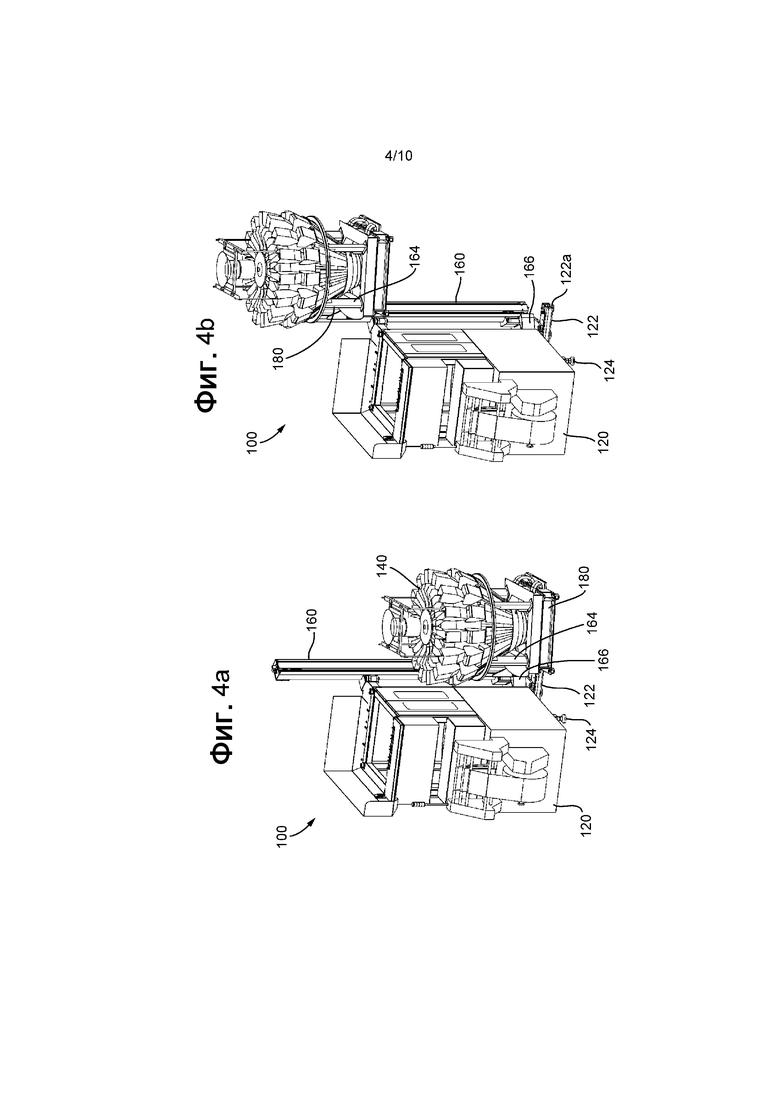
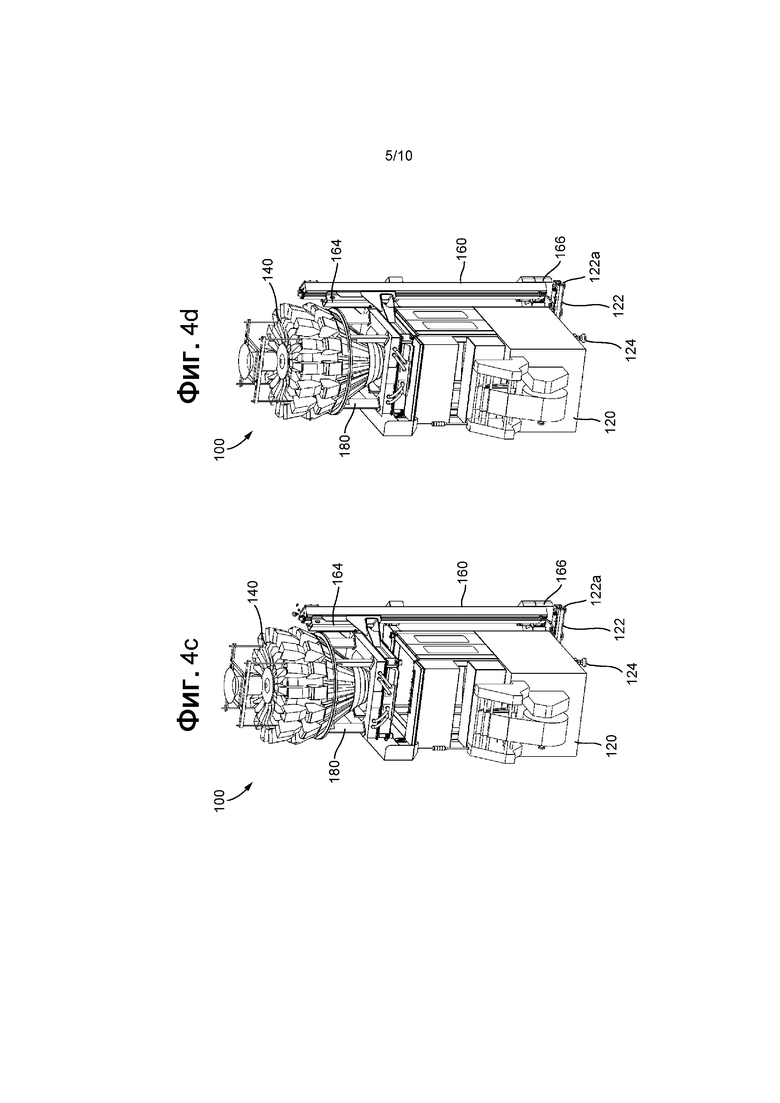

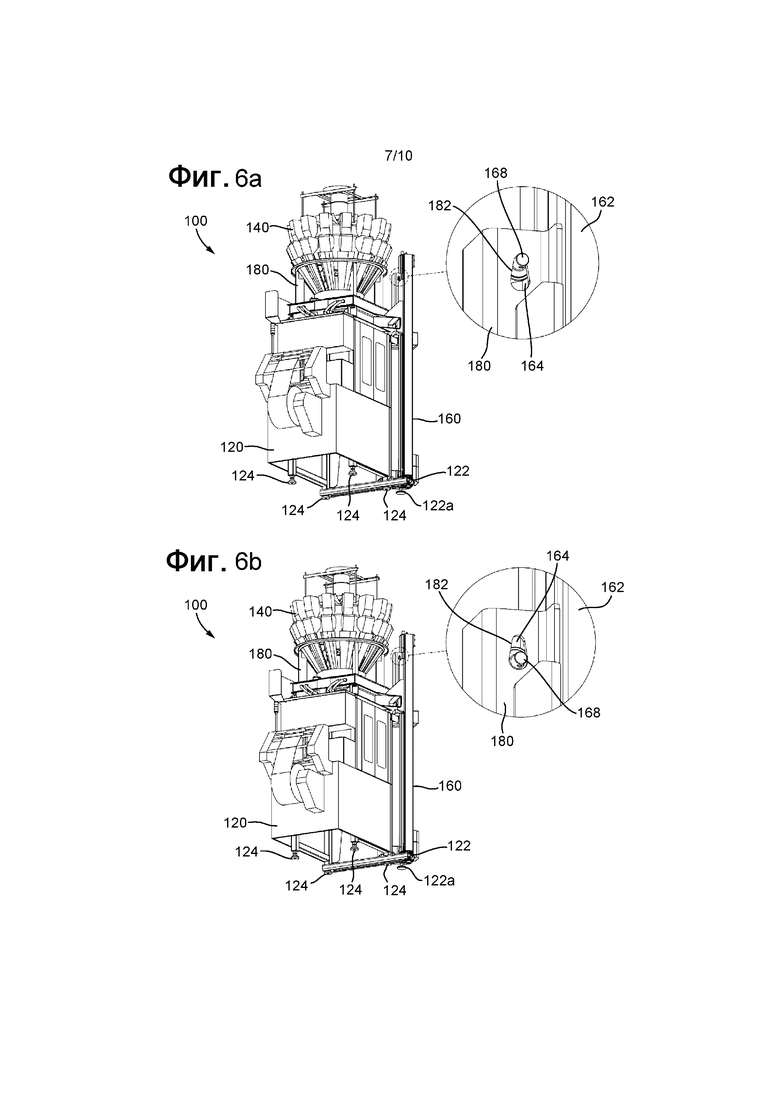
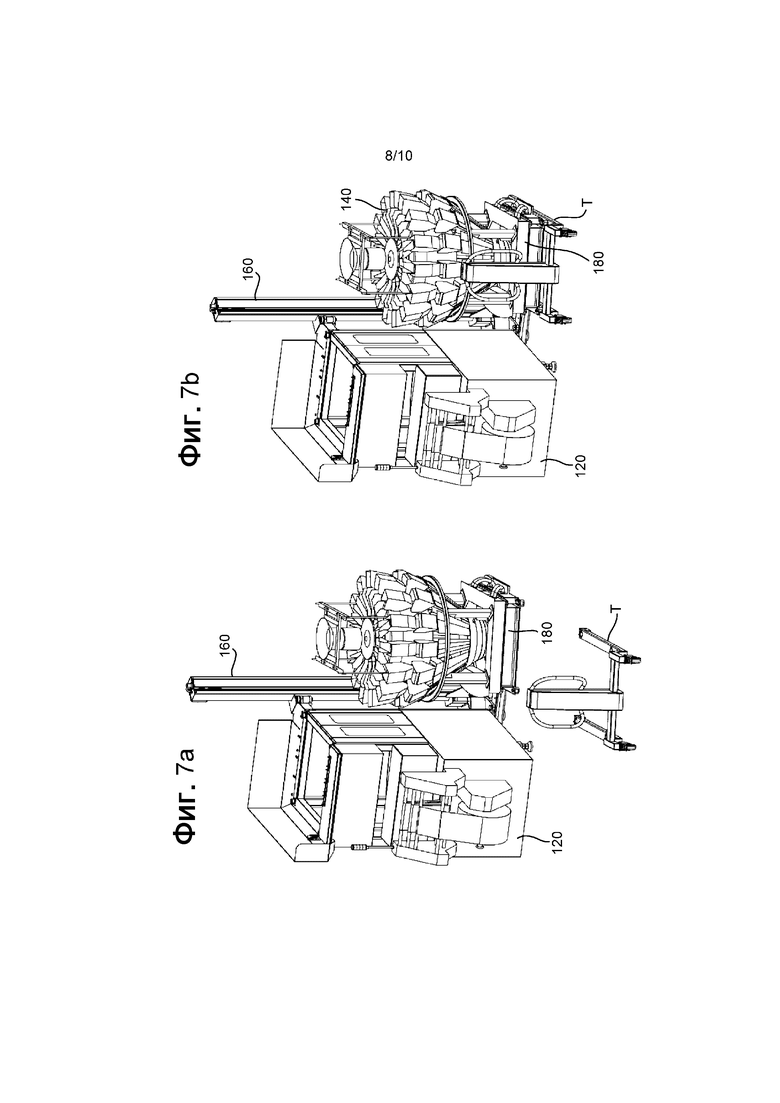
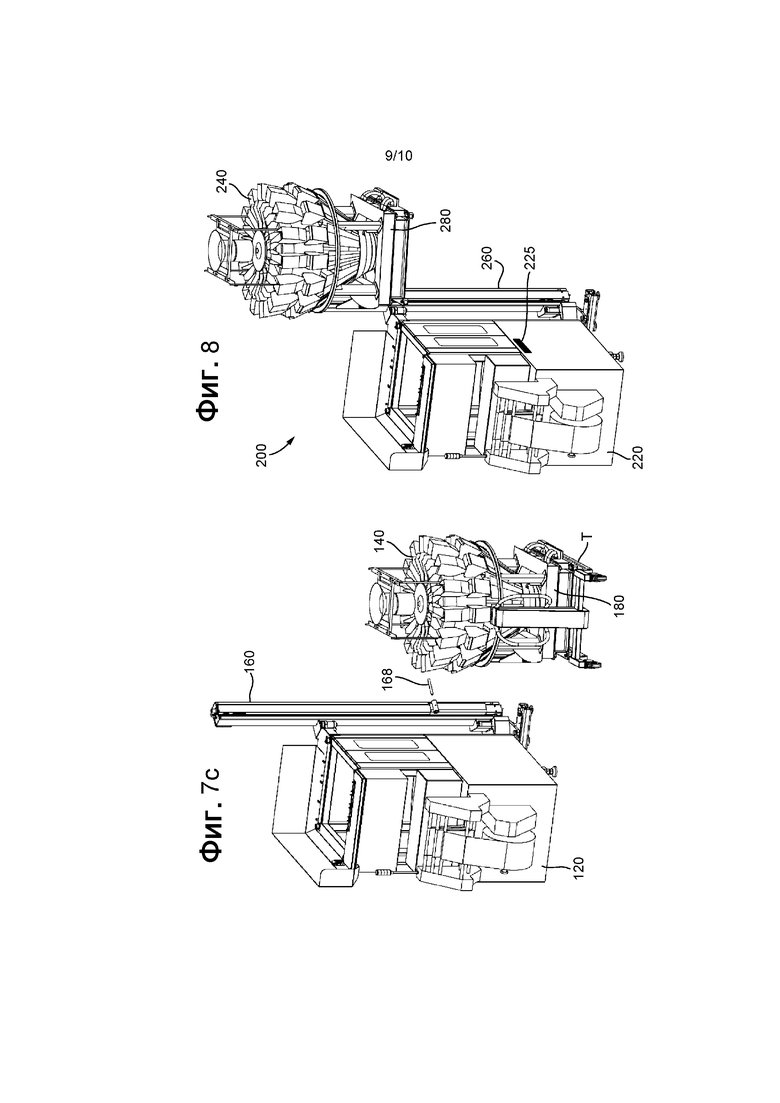
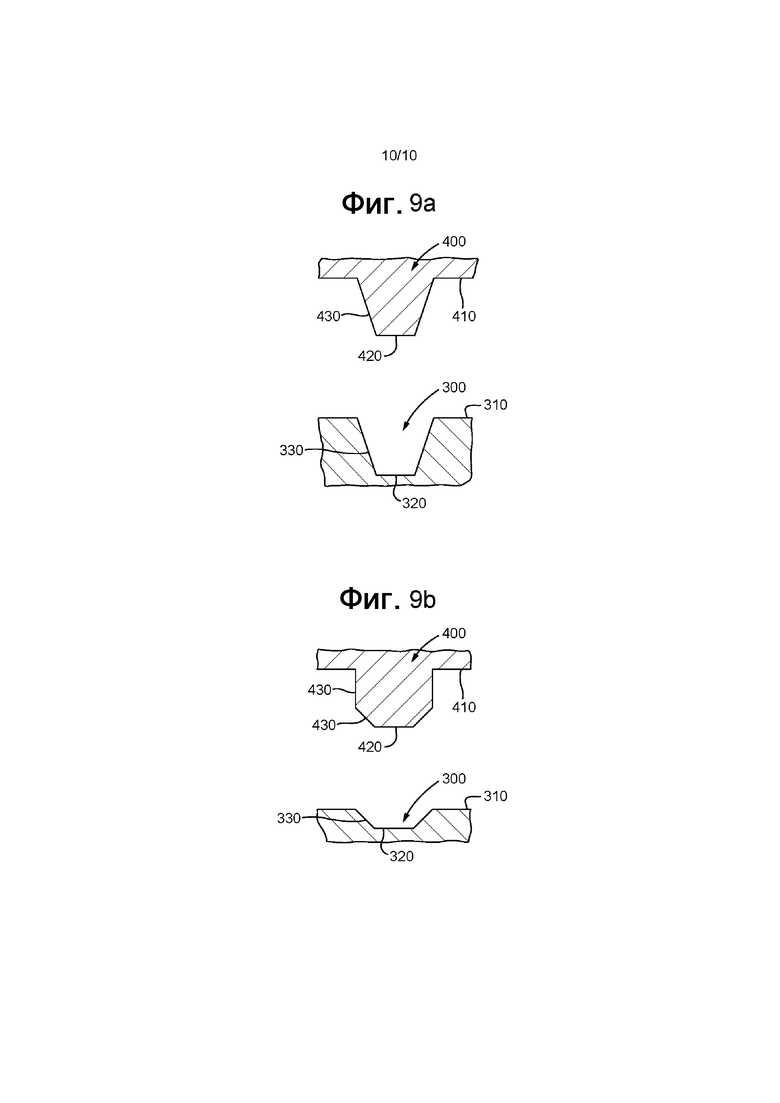
Изобретение относится к машинам для обработки упакованных товаров. Система включает упаковочную машину, подъемную установку. Машина выполнена с возможностью разъемного соединения с подающим устройством. Установка содержит подъёмную раму, механически соединенную с машиной и выполненную с возможностью соединения с подающим устройством. Рама приспособлена для поступательного перемещения, подъема и опускания устройства относительно машины. Масса машины уравновешивает по меньшей мере часть массы устройства. Машина содержит по меньшей мере одну из машин – пакетоделательную, для запаивания лотков, для упаковывания в картонные коробки или для термического упаковывания. Машина дополнительно содержит первый соединитель техобслуживания, выполненный с возможностью вхождения во взаимодействие с соответствующим вторым соединителем при соединении машины с устройством. Соединители передают электроэнергию, и/или жидкости, и/или газы, и/или сигналы управления и выполнены с возможностью выхода из взаимодействия посредством поднятия устройства в сторону от машины и/или вхождения во взаимодействие посредством опускания устройства по направлению к машине. Достигается повышение эффективности работы. 3 н. и 23 з.п. ф-лы, 20 ил. 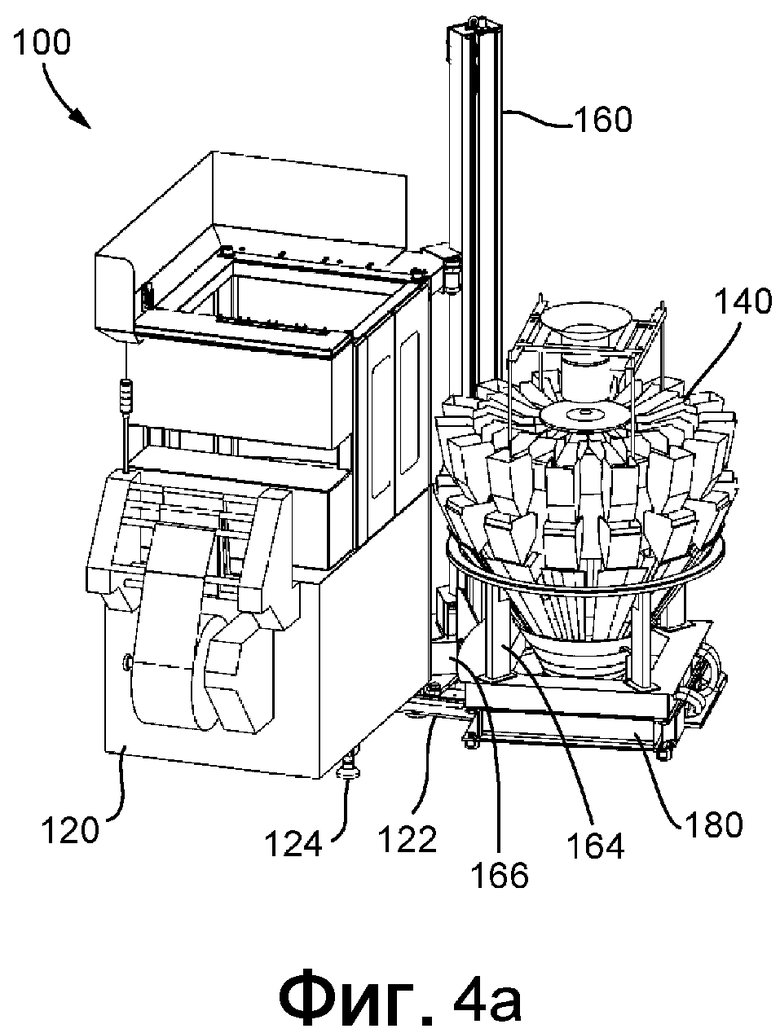
1. Упаковочная система, включающая в себя: упаковочную машину, выполненную с возможностью разъемного соединения с подающим устройством; подъемную установку, содержащую подъёмную раму, механически соединенную с упаковочной машиной и выполненную с возможностью соединения с подающим устройством; причем подъёмная рама приспособлена для поступательного перемещения, подъема и опускания подающего устройства относительно упаковочной машины; при этом масса упаковочной машины уравновешивает по меньшей мере часть массы подающего устройства во время поступательного перемещения, подъема или опускания подающего устройства относительно упаковочной машины; и упаковочная машина содержит по меньшей мере одну из: пакетоделательной машины, машины для запаивания лотков, машины для упаковывания в картонные коробки или машины для термического упаковывания, причем упаковочная машина дополнительно содержит первый соединитель техобслуживания, выполненный с возможностью вхождения во взаимодействие с соответствующим вторым соединителем техобслуживания при соединении упаковочной машины с подающим устройством, при этом соединители техобслуживания передают электроэнергию, и/или жидкости, и/или газы, и/или сигналы управления между упаковочной машиной и подающим устройством и выполнены с возможностью выхода из взаимодействия посредством поднятия подающего устройства в сторону от упаковочной машины и/или соединители техобслуживания выполнены с возможностью вхождения во взаимодействие друг с другом посредством опускания подающего устройства по направлению к упаковочной машине.
2. Система по п. 1, в которой подъемная установка выполнена с возможностью разъемного соединения с подающим устройством.
3. Система по п. 1 или 2, в которой подъемная установка дополнительно содержит первый исполнительный механизм, предназначенный для подъема и опускания подающего устройства.
4. Система по п. 3, в которой первый исполнительный механизм также приспособлен для поступательного перемещения подающего устройства относительно упаковочной машины.
5. Система по п. 3 или 4, в которой подъемная установка дополнительно содержит второй исполнительный механизм, предназначенный для поступательного перемещения подающего устройства относительно упаковочной машины.
6. Система по п. 5, в которой первый и/или второй исполнительные механизмы выбраны из: гидравлического, пневматического, электрического, магнитного или ручного привода.
7. Система по п. 5, в которой первый и/или второй исполнительные механизмы представляют собой шариковинтовой привод.
8. Система по любому из пп. 1-7, в которой подъёмная рама способна поворачиваться вокруг, по существу, вертикальной оси так, что, когда подающее устройство соединено с подъемной рамой, подающее устройство способно поворачиваться вокруг указанной, по существу, вертикальной оси.
9. Система по любому из пп. 5-8, в которой подъёмная рама способна поворачиваться вокруг, по существу, горизонтальной оси так, что, когда подающее устройство соединено с подъемной рамой, подающее устройство способно одновременно подниматься или опускаться в вертикальной плоскости и поступательно перемещаться в горизонтальной плоскости относительно упаковочной машины.
10. Система по п. 9, в которой подъемная установка дополнительно содержит подъемную каретку, которая механически соединена с подъемной рамой и способна разъемно соединяться с подающим устройством.
11. Система по п. 10, в которой подъемная каретка механически соединена с первым исполнительным механизмом.
12. Система по любому из пп. 1-11, в которой подающее устройство представляет собой сортировочное устройство, питатель, объемный дозатор или весовой дозатор с компьютерным управлением (ВДКУ), такой как: комбинированный весовой дозатор, мультиголовочный весовой дозатор, шнековый весовой дозатор, весовой дозатор с отрезающими задвижками, линейный весовой дозатор или смешивающий весовой дозатор.
13. Система по любому из пп. 1-12, в которой масса упаковочной машины уравновешивает по меньшей мере 50% массы подающего устройства во время подъема, опускания или поступательного перемещения подающего устройства относительно упаковочной машины, предпочтительно по меньшей мере 75%, более предпочтительно по меньшей мере 90%, еще более предпочтительно по меньшей мере 95%.
14. Система по любому из пп. 1-13, в которой подъёмная рама механически соединена с упаковочной машиной консолью.
15. Система по любому из пп. 1-14, дополнительно содержащая по меньшей мере один датчик, способный обнаруживать наличие постороннего объекта на пути перемещения подающего устройства, причем датчик расположен на подъемной раме, упаковочной машине или подающем устройстве.
16. Система по п. 15, в которой указанный по меньшей мере один датчик является лазерным датчиком.
17. Система по любому из пп. 1-16, дополнительно содержащая опорную раму, которая способна разъемно соединяться с подъемной рамой и подающим устройством.
18. Система по п. 1, в которой второй соединитель техобслуживания расположен на подающем устройстве.
19. Система по п. 1 или 18, в которой один из указанных первого соединителя техобслуживания и второго соединителя техобслуживания является охватывающим соединителем, а другой является охватываемым соединителем.
20. Способ управления системой по любому из пп. 1-19 для установки подающего устройства на упаковочную машину, включающий в себя этапы, на которых:
размещают подающее устройство рядом с упаковочной машиной;
соединяют подающее устройство с подъемной установкой;
управляют подъемной установкой для подъема и поступательного перемещения подающего устройства относительно упаковочной машины;
управляют подъемной установкой для опускания подающего устройства так, чтобы подающее устройство соединилось с упаковочной машиной;
причем масса упаковочной машины уравновешивает по меньшей мере часть массы подающего устройства во время подъема, опускания или поступательного перемещения подающего устройства относительно упаковочной машины.
21. Способ по п. 20, включающий в себя последующий этап отсоединения подающего устройства от подъемной установки по меньшей мере с одной степенью свободы.
22. Способ по п. 20 или 21, в котором этап управления подъемной установкой для подъема подающего устройства включает в себя первый этап подъема, на котором подъем подающего устройства осуществляют с относительно низкой скоростью, и второй этап подъема, на котором подъем подающего устройства осуществляют с относительно высокой скоростью.
23. Способ по п. 22, в котором управление первым этапом подъема осуществляют вручную, а управление вторым этапом подъема и всеми последующими этапами осуществляют автоматически.
24. Способ управления системой по любому из пп. 1-19 для снятия подающего устройства с упаковочной машины, включающий в себя этапы, на которых:
соединяют подающее устройство с подъемной установкой;
управляют подъемной установкой для подъема подающего устройства так, чтобы подающее устройство отсоединилось от упаковочной машины;
управляют подъемной установкой для поступательного перемещения и опускания подающего устройства относительно упаковочной машины;
отсоединяют подающее устройство от подъемной установки;
причем масса упаковочной машины уравновешивает по меньшей мере часть массы подающего устройства во время подъема, опускания или перемещения подающего устройства относительно упаковочной машины.
25. Способ по п. 24, в котором этап управления подъемной установкой для опускания подающего устройства включает в себя первый этап опускания, на котором опускание подающего устройства осуществляют с относительно высокой скоростью, и второй этап опускания, на котором опускание подающего устройства осуществляют с относительно низкой скоростью.
26. Способ по п. 25, в котором управление вторым этапом опускания осуществляют вручную, а управление первым этапом опускания и всеми предыдущими этапами осуществляется автоматически.

