Изобретение относится к установке для нанесения покрытия на ленточный материал, в которой покрываемый ленточный материал направляется в ванну для нанесения покрытия, выводится из ванны для нанесения покрытия между двумя частично погруженными в нее покрывающими роликами и пропускается мимо очищающих сопел.
Давно известны разнообразные установки для нанесения покрытия на ленточный материал. С помощью подобных установок ленточный материал разного рода, а именно металлическая или пластиковая лента, тканая лента, бумажная лента, должен покрываться различными покрытиями из жидких сред, например расплавленным цинком, оловом или их сплавами или красящим материалом. При покрытии ленточного материала оловом или цинком ванна для нанесения покрытия выполнена в виде плавильной ванны, в которой материалы расплавляют, с тем чтобы они разжижались для покрытия.
Установки для нанесения покрытий описанного выше рода известны уже давно, например из неакцептованной заявки Японии 55128570. У этой установки для нанесения покрытия предусмотрен отводной ролик для ведения ленты через ванну, который своими опорами полностью погружен в нее, и предусмотрены два частично погруженных в ванну покрывающих ролика, опоры которых также погружены в ванну. Ленточный материал пропускают вокруг отводного ролика, а затем направляют через щель между обоими покрывающими роликами к очищающим соплам. В этой установке для нанесения покрытия отводной ролик расположен под покрывающими роликами с возможностью пропускания ленточного материала снизу вверх через щель между обоими покрывающими роликами. Ленту сначала приводят, следовательно, с помощью отводного ролика в положение, из которого она проходит снизу вверх через щель между обоими покрывающими роликами. Поскольку в этой установке для нанесения покрытия опоры покрывающих роликов, а также отводного ролика погружены в ванну, они вследствие высокой нагрузки трением и потоком, а также тепловой нагрузки подвержены сильному износу и поэтому должны часто заменяться. Замена возможна, однако, только при остановке всей линии и при большой затрате времени, поскольку ролики необходимо извлекать. Это приводит к прерыванию непрерывной эксплуатации, а после замены к большому числу операций, пока установка снова не будет приведена в свое рабочее состояние. Кроме того, у этой известной установки быстрый ход покрываемой ленты возможен лишь условно. В частности, при повышенных скоростях материал выхватывается из ванны в чрезмерном количестве, поскольку покрывающие ролики расположены на определенном расстоянии друг от друга. Соответственно с помощью очищающих сопел приходится обрабатывать большее количество материала.
Во избежание брызг в ваннах для нанесения покрытий, движущихся с повышенной скоростью, из неакцептованной заявки Японии 55085664 известно расположение направляющих роликов, через которые движется покрываемая лента, на поверхности ванны для нанесения покрытия или ниже этой поверхности, так что расстояние между поверхностью ванны и точкой контакта покрываемой ленты и ролика лежит в пределах диаметра ролика. Кроме того, в этой известной установке усилие прижима между роликами и находящейся между ними покрываемой лентой регулируется, и становится возможным устранение вздутия покрываемой ленты. У этой установки, однако, помимо отводного ролика в ванну погружен, по меньшей мере, один направляющий ролик таким образом, что его опоры находятся в ванне. Таким образом, и в этой установке возникают упомянутые явления износа опор, вызывающие необходимость замены соответствующих роликов с выключением установки.
В основе изобретения лежит задача создания установки для нанесения покрытия описанного выше рода, подвижные детали которой имеют повышенный срок службы, и которая обеспечивает высокую скорость покрываемой ленты.
Эта задача решается за счет того, что опоры покрывающих роликов лежат за пределами ванны для нанесения покрытия с возможностью перемещения в вертикальном направлении для регулирования количества захватываемого материала покрытия.
У подобной конструкции установки для нанесения покрытия, в которой опоры покрывающих роликов лежат за пределами ванны для нанесения покрытия, опоры этих роликов подвержены лишь обычному износу. Кроме того, ролики и их опоры имеют гораздо более легкий доступ снаружи, так что при неисправности опоры или ролика следует рассчитывать лишь на минимальное время замены. Поскольку опоры покрывающих роликов и, тем самым, их оси находятся за пределами ванны для нанесения покрытия, захват материала покрытия из ванны очень мал, так как прежде всего заполняется пространство между поверхностью ванны и поверхностью роликов, и для нанесения покрытия в распоряжении имеется только приставший материал, а над роликами дополнительный материал не пристает. С помощью заявленной установки для нанесения покрытия возможны более высокие скорости ленты. На ленте не возникает мениска материала покрытия, поскольку избыточный материал покрытия над роликами удаляется ими с ленты.
В частности, в процессе гальванизации возникают преимущества благодаря короткому времени погружения в ванну.
Для повышения стойкости покрывающих роликов даже при размещенных за пределами ванны опор ролики могут быть снабжены специальным покрытием.
Благодаря названным преимуществам затраты на обслуживание также существенно ниже, чем у прежних установок.
Предпочтительные варианты выполнения охарактеризованы в зависимых пунктах формулы изобретения.
У установки для нанесения покрытия описанного рода, в которой ленточный материал направляют в ванну для нанесения покрытия с помощью одного или нескольких отводных роликов, для увеличения срока службы опор отводных роликов предпочтительно, если опоры. одного отводного ролика или всех отводных роликов расположены за пределами ванны для нанесения покрытия. При таком расположении опор отводных роликов емкость для материала покрытия, размещающая ванну для нанесения покрытия, может быть выполнена существенно более плоской, чем в прежних установках для нанесения покрытий, в которых один отводной ролик всегда находится в ванне под покрывающими роликами. Это относится, конечно, и к конструкции установки, в которой не предусмотрены отводные ролики для покрываемого ленточного материала, а ленточный материал подается непосредственно к покрывающим роликам и отклоняется одним из них.
Может быть предусмотрен только один отводной ролик, находящийся за пределами ванны для нанесения покрытия. В этом случае этот ролик работает с минимальными потерями на трение. Если отводной ролик находится за пределами ванны для нанесения покрытия или если не предусмотрен отводной ролик, то емкость для материала покрытия может быть к тому же выполнена особенно маленькой.
Предпочтительным образом покрывающие ролики установлены с возможностью горизонтального и вертикального перемещения, так что установка может быть приспособлена к разной толщине покрываемой ленты.
Если покрывающие ролики установлены с возможностью изменения их расстояния до ленты, то можно получать дифференциальные покрытия.
Очищающие сопла имеют преимущественно электрический нагрев. За счет этого они выполнены с возможностью хорошего регулирования. При использовании кожуха можно эффективно предотвратить окисление покрытия, в частности у металлических покрытий, за счет закрытой атмосферы, например за счет N2. Под кожухом возможно достижение вязкости покрытия, так что вместе с высокими температурами очищающей среды возможно надежное удаление избыточного материала покрытия. При высокой вязкости материала покрытия вполне возможно также повышение скорости покрываемой ленты. При горячем удалении металлических материалов могут применяться температуры до 600oС. Это дает значительные преимущества в процессе гальванизации.
Возможны покрывающие ролики разного диаметра, причем при высоких скоростях во избежание брызг покрывающей среды за счет центробежных сил следует перейти к большим диаметрам роликов. Достигаются варьируемые скорости ленты от 30 до более чем 300 метров в минуту.
Покрывающие ролики, а также отводные ролики, если они погружены в ванну для нанесения покрытия, снабжены преимущественно скребками для удаления приставшего шлака.
Ленточный материал может быть металлической лентой, пластиковой лентой, тканой лентой или бумажной лентой. Соответственно используют тогда различные ванны с соответственно установленными температурами покрытия. В качестве материала покрытия могут применяться, например, цинк, алюминий, олово и сплавы самого разного рода, и могут применяться как жидкости, так и красящие порошки, которые, например, растворены в воде.
Формы выполнения изобретения описаны ниже в качестве примеров с помощью чертежей, на которых изображено:
- фиг. 1: разрез установки для нанесения покрытия, в которой опоры отводного ролика и покрывающих роликов лежат над ванной для нанесения покрытия, однако все ролики частично погружены в ванну;
- фиг. 2: разрез установки для нанесения покрытия, в которой отводной ролик находится со своими опорами полностью за пределами ванны для нанесения покрытия, тогда как покрывающие ролики частично погружены, причем опоры этих роликов лежат над ванной для нанесения покрытия;
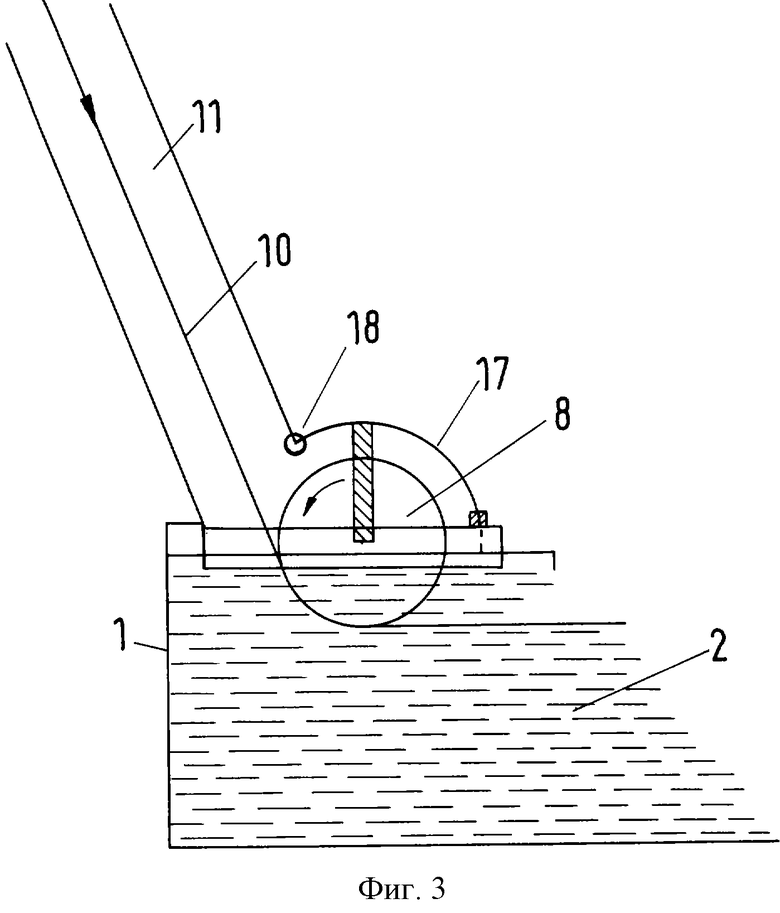
- фиг.3: разрез выпуска печи установки для нанесения покрытия по фиг.1 и 2 с размещенным на нем отводным роликом;
- фиг.4: разрез выпуска печи установки для нанесения покрытия, в которой не предусмотрены отводные ролики, а ленточный материал пропускают непосредственно вокруг одного из покрывающих роликов между ними.
Покрывающий ролик на фиг.1 описывается сначала в его принципиальной конструкции, а дальнейшие подробности приведены в связи с описанием. Установки для нанесения покрытий содержат емкость 1 для материала покрытия, в которой находится ванна 2 из материала покрытия. Материал покрытия может состоять из расплавленного олова, цинка, алюминия или сплавов самого разного рода или также из водорастворимого красящего порошка. В изображенной форме выполнения по фиг.1 емкость 1 для материала покрытия представляет собой чан, в котором находится ванна 2 для нанесения покрытия. В ванну для нанесения покрытия погружены передний 3 и задний 4 покрывающие ролики таким образом, что их опоры соответственно 5 и 6 находятся выше верхнего уровня 7 ванны 2. В ванну 2 в этой форме выполнения погружен также отводной ролик 8, опоры 9 которого также находятся выше верхнего уровня 7 ванны 2. Передний 3 и задний 4 покрывающие ролики могут быть приводными или неприводными. Покрывающие ролики 3 и 4 отделены друг от друга небольшой щелью, так что покрываемая лента 10 проходит через щель с возможностью захвата неприводного, как правило, заднего покрывающего ролика. Как передний 3, так и задний 4 покрывающие ролики и отводной ролик 8 установлены с возможностью как вертикального, так и горизонтального перемещения. За счет этого установка для нанесения покрытия может быть отрегулирована на разную толщину покрываемой ленты, с тем, чтобы можно было установить оптимальное покрытие.
Из печи 11 предварительного нагрева покрываемую ленту 10 направляют к заднему отводному ролику 8, обводя вокруг него, подают к заднему покрывающему ролику 4 и выводят из ванны 2 через щель между передним 3 и задним 4 покрывающими роликами.
Как уже сказано, ванна может состоять из различных жидкостей, с тем чтобы снабдить ленту 10 покрытием. Ванна может иметь температуру до 700oС.
При эксплуатации такой установки для нанесения покрытия покрываемую ленту 10 нагревают в печи 11 предварительного нагрева, затем погружают в ванну 2 и при этом направляют вокруг отводного ролика 8 в направлении заднего покрывающего ролика 4, обводят вокруг этого ролика, и выводят из ванны через щель между обоими покрывающими роликами 3, 4. Задний покрывающий ролик 4 может иметь на своей поверхности структуру, например профиль или шероховатость, с тем чтобы получить равномерное покрытие покрываемой ленты на этой стороне ленты.
Оба покрывающих ролика 3, 4 расположены друг от друга с регулируемой минимальной щелью. Передний покрывающий ролик 3, независимо от того, является ли он приводимым или нет, имеет склонность втягивать материал покрытия в полость между поверхностью ванны и лентой и ее периферийной поверхностью и, тем самым, вызывать равномерное покрытие покрываемой ленты на этой стороне ленты. Обе стороны покрываемой ленты 10 имеют после выхода из щели между покрывающими роликами 3, 4 избыточный материал покрытия. Захват материала покрытия особенно мал, поскольку оси покрывающих роликов 3, 4 находятся выше уровня 7 ванны 2. Покрываемую ленту покрывают с обеих сторон тонким слоем материала покрытия, и расход материала покрытия чрезвычайно мал.
Для получения как можно более равномерного покрытия над покрывающими роликами 3, 4 предусмотрены очищающие сопла 12, 13, каждое из которых находится с одной стороны покрываемой ленты. С каждой стороны друг над другом может быть также расположено несколько очищающих сопел.
Расположенные выше верхнего уровня плавильной ванны детали покрывающих роликов 3, 4, а также очищающие сопла 12, 13 установлены в этой форме выполнения в кожухе 14. Кожух 14 обеспечивает удаление материала покрытия в улучшенных условиях. Кожух 14 образует пространство, в котором удаление может быть осуществлено в закрытой атмосфере, которая предотвращает пленкой шлакообразование материала покрытия. Закрытая атмосфера может быть, например, атмосферой N2 или другой газообразной атмосферой. Очищающие сопла создают газообразную атмосферу, например азот или воздух. Газообразная атмосфера может быть нагрета предпочтительно в очищающих соплах. Очищающие сопла могут электрически нагреваться, что дает преимущество простого регулирования температуры. Выходные температуры очищающего газа могут составлять до 600oС для так называемого горячего удаления. Как передний 3, так и задний 4 покрывающие ролики имеют относительно большой диаметр, предотвращающий при относительно высоких скоростях ленты, например 300 метров в минуту, образование брызг среди покрытия за счет центробежных сил. Для удаления приставших к покрывающим роликам шлаков или избыточных материалов покрытия на их внешние периферийные поверхности воздействуют скребки.
Температуры на выходе очищающих сопел 12, 13 для предпочтительного удаления существенно выше комнатной температуры. Оба очищающих сопла 12, 13 выполнены с возможностью регулирования их дутьевой мощности по-разному, с тем чтобы можно было осуществить различное удаление, когда должны возникать различия в толщине покрытия.
На фиг. 2 изображена другая форма выполнения установки для нанесения покрытия, в которой отводной ролик 8 размещен на выпуске печи 11 предварительного нагрева таким образом, что не только его опоры 9, но и весь отводной ролик находятся за пределами плавильной ванны 2. Отводной ролик 8 находится при этой форме выполнения, однако, также на конце печи 11 предварительного нагрева. Покрываемая лента 10 огибает отводной ролик и на своем пути к заднему покрывающему ролику 4 погружается в ванну 2. Процесс нанесения покрытия тот же, что у формы выполнения по фиг.1, и соответственно при форме выполнения по фиг.2 также предусмотрены очищающие сопла 12, 13.
Установка для нанесения покрытия по фиг.1 и 2 имеет компактную конструкцию, поскольку емкость 1 для материала покрытия должна иметь лишь небольшую глубину. Покрываемую ленту можно пропускать через установку с высокими скоростями.
Передний и задний покрывающие ролики установлены с возможностью не только горизонтального и вертикального перемещения, но их средние оси могут быть также смещены по отношению друг к другу, так что возможно дифференциальное покрытие.
На фиг. 3 показано, как может быть выполнен выпускной конец печи 11 предварительного нагрева, так что эту часть установки можно обслуживать и ремонтировать простым образом.
Отводной ролик 8 находится под дополнительным кожухом 17, который с помощью шарнира размещен на конце печи. В случае необходимости замены или обслуживания отводного ролика 8 кожух 17 можно откинуть вверх.
На фиг. 4 изображена установка для нанесения покрытия, которая не содержит отводных роликов, и в которой покрываемую ленту подают от выпуска печи 11 предварительного нагрева непосредственно к соседнему покрывающему ролику 4, обводят вокруг него и пропускают между обоими покрывающими роликами 3, 4. В качестве вращающихся деталей предусмотрены, следовательно, только покрывающие ролики 3, 4, так что число быстроизнашивающихся деталей поддерживается на минимуме.


Изобретение относится к установкам для нанесения покрытия на ленточный материал. Техническим результатом изобретения является повышение срока службы подвижных деталей и обеспечение высокой скорости перемещения покрываемой ленты. Установка содержит ванну для нанесения покрытия, два частично погруженных в ванну покрывающих ролика, очищающие сопла и средства направления ленты в ванну. Опоры покрывающих роликов установлены за пределами ванны с возможностью перемещения в вертикальном направлении для регулирования количества захватываемого материала покрытия. 13 з.п. ф-лы, 4 ил.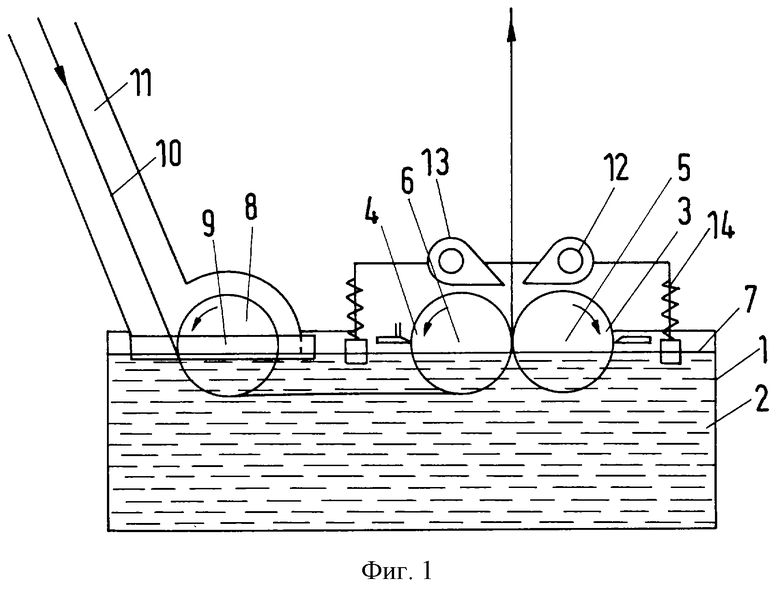
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Устройство для лужения кромки ленточного материала | 1937 |
|
SU52642A1 |

