Изобретение относится к технологическому оборудованию для непрерывного нанесения металлических защитных покрытий на поверхность протяженного изделия типа проволоки, ленты и т.п. погружением в расплав алюминия, цинка, их сплавов, олова, свинца и др. Изобретение может использоваться для горячего алюминирования, цинкования или алюмоцинкования длинномерных изделий из чугуна или стали.
Известно устройство для нанесения металлических покрытий на металлическую ленту, включающее емкость для нанесения покрытия, через которую пропускается лента, входящая в днище резервуара. Лента смотана в рулон, опирающийся на стойки, и вытягивается расположенным над емкостью вытяжным барабаном. В нижней части емкость окружена кольцеобразным питающим приемником, который со стороны подвода расплава имеет заполнительный патрубок, а со стороны отвода расплава -заглушку. Над заполнительным патрубком размещен питающий ковш, снабженный погружной трубкой, которая вставлена в отверстие заполнительного патрубка. Из заполнительного патрубка расплав вытекает в кольцеобразный питающий приемник, через который расплав попадает к обрабатываемой ленте, находящейся в центре емкости. В случае необходимости расплав, находящийся в емкости и в заполнительном патрубке, выпускают из емкости через сливное отверстие в дополнительную емкость, находящуюся ниже емкости для нанесения покрытия. При работе устройства сливное отверстие закрыто заглушкой (патент Российской Федерации RU2127167, опубл. 10.03.1999).
К недостаткам данного устройства относится сложность технического обслуживания устройства, обусловленная тем, что доступ к емкости для нанесения покрытия возможен только после полного слива расплава как из емкости, так и из заполняющего патрубка. Эта особенность устройства приводит к значительным энергозатратам, так как после завершения технического обслуживания устройства для возобновления работы устройства требуется заново расплавить весь объем материала, находящегося в емкости и заполняющем патрубке.
Известно устройство для нанесения защитного покрытия на протяженные металлические изделия, содержащее ванну с расплавом для нанесения покрытия, в которую вертикально снизу вверх через входное отверстие в днище ванны и выходное отверстие в верхней части ванны подается длинномерное изделие. Ванна с расплавом размещена в контейнер, в котором поддерживается избыточное давление за счет подачи инертного газа для удержания расплава внутри ванны (GB2368596, опубл. 08.05.2002).
К недостаткам данного устройства относится сложность добавления расплава в ванну. Для этого всякий раз требуется полная остановка устройства, что существенно снижает его производительность и влечет за собой дополнительные энергозатраты на нагрев расплава для возобновления работы.
Известно устройство для нанесения покрытия на металлическую заготовку методом погружения в расплав, в котором металлическая заготовка пропускается вертикально через емкость, содержащую расплавленный металл покрытия (цинк или алюминий), и через расположенный перед емкостью направляющий канал. Устройство снабжено, по меньшей мере, двумя индукторами, расположенными по обе стороны от металлической заготовки в области направляющего канала для создания электромагнитного поля, удерживающего металл покрытия в емкости. При пропускании металлической заготовки снизу вверх через устройство для нанесения покрытия происходит вынос металла покрытия из емкости вследствие того, что часть металла образует покрытие на металлической заготовке. Для поддержания желаемого уровня h металла покрытия в емкости осуществляют пополнение объема металла в емкости. Это производится системой питания (от питающего резервуара), из которой насосом расплав металла подают в емкость, в которой производится нанесение покрытия (патент Российской Федерации RU2339732, опубл. 10.04.2006).
Недостатком этой установки является то, что подача расплава из ванны в камеру осуществляется с помощью погружного насоса, что значительно снижает показатели надежности, предъявляемые к промышленному оборудованию. Непрерывная циркуляция расплава приводит к быстрому изнашиванию каналов, а сам расплав загрязняется материалами, из которых изготовлены каналы, что приводит к ухудшению условий формирования покрытия, а, следовательно, к снижению его качества. При этом использование алюминиевого расплава весьма проблематично из-за его высокой агрессивности.
Известно устройство для нанесения покрытия на металлическую заготовку методом погружения в расплав, содержащее емкость для нанесения покрытия с расплавленным материалом покрытия. Емкость для нанесения покрытия имеет два отверстия в корпусе, нижнее и верхнее, через которые заготовка (металлическая полоса) перемещается вертикально вверх через расплавленный материал покрытия. Нижнее отверстие охвачено установкой, создающей электромагнитное поле, которое в, свою очередь, генерирует электромагнитную силу для предотвращения вытекания расплава из емкости для нанесения покрытия. Устройство снабжено емкостью для предварительного расплавления металла, которая имеет существенно больший объем расплава, чем емкость для нанесения покрытия. Емкость для предварительного расплавления металла установлена рядом с емкостью для нанесения покрытия. Емкость для предварительного расплавления связана с емкостью для нанесения покрытия через входной и выходной каналы. Расплавленный металл подается насосом из емкости предварительного расплава через входной канал в емкость для нанесения покрытия. Входной и выходной каналы оснащены нагревательными приборами, которые позволяют корректировать температуру расплава. На выходе из емкости для нанесения покрытия установлены обычные струйные ножи, которые обеспечивают равномерную толщину материала покрытия. В чрезвычайных ситуациях, если установка, создающая электромагнитное поле, отключается, например, из-за отключения электроэнергии, нижнее отверстие в емкости для нанесения покрытия перекрывается с помощью комбинированной отрезающей/сдвижной системы, которая разрезает заготовку (полосу) и в то же время закрывает нижнее отверстие, предотвращая вытекание расплава из емкости для нанесения расплава (патент US 5702528, 1997 г.).
Данное устройство имеет тот же недостаток, что и описанный выше аналог (RU2339732), а именно, подача расплава в емкость для нанесения покрытия осуществляется насосом. Использование насоса снижает надежность и долговечность работы устройства, в особенности при нанесении покрытия из высоко агрессивного алюминиевого расплава.
Наиболее близким по технической сущности аналогом предлагаемого устройства является устройство для обработки поверхности изделия, в частности для нанесения покрытия (патент RU 2237743, 2004 г.), которое содержит ванну с расплавом металла (сплава) и расположенную над ванной камеру нанесения покрытия с входным и выходным отверстиями и заборным вертикальным каналом, погруженным в расплав, находящийся в ванне. Для подъема расплава из ванны по вертикальному каналу в камеру нанесения покрытия создают избыточное давление в ванне и разрежение в камере нанесения покрытия. Перепад давлений в полостях над поверхностью расплава камеры и над поверхностью расплава в ванне таков, что уровень расплава располагается выше входного и выходного отверстий камеры. Создание разрежения в камере нанесения покрытия выполняет одновременно и другую роль, а именно служит для предотвращения вытекания расплава из камеры для нанесения покрытия. При этом должно быть соблюдено следующее условие:
Рат≥P1+Рм.ст,
где Рат - атмосферное давление;
P1 - давление в камере нанесения покрытия;
Рм.ст - давление столба расплава над нижней образующей канала.
Разность давлений Δ=Рат-(P1+Рм.ст) в процессе нанесения покрытия поддерживают на постоянном уровне для исключения вытекания расплава и исключения прорыва атмосферного воздуха в камеру через входной и выходной каналы камеры.
К недостаткам данного устройства относится то, что у камеры нанесения покрытия заборный канал, погруженный в расплав ванны, расположен вертикально, что предполагает размещение камеры нанесения непосредственно над ванной с расплавом. Такое взаимное расположение камеры нанесения покрытия и ванны, соединенных вертикальным каналом, во-первых, затрудняет техническое обслуживание устройства и не обеспечивает его безопасную эксплуатацию, так как выполнение работ по заправке изделия (например, проволоки), устранению каких-либо неполадок действия всегда будут происходить в зоне высокой температуры, а вынужденное использование охлаждающих контуров только увеличивает риски возникновения нештатных ситуаций; во-вторых, конструкция устройства для обработки поверхности изделия требует периодической остановки всей линии для нанесения покрытия, в состав которой входит заявленное устройство, вследствие того, что компенсация расходуемого расплава добавлением в ванну возможна только после полного слива расплава из камеры нанесения покрытия, в результате снижается производительность и повышаются энергозатраты. Дозагрузка ванны без остановки работы устройства и без снятия избыточного давления в ванне невозможно, так как при открытии ванны избыточное давление будет вытеснять расплав, находящийся в ванне выше уровня его крышки, что недопустимо. Горизонтальная подача изделия, на которое наносится покрытие, обусловливает необходимость создания достаточно высокого разрежения для того, чтобы удержать расплав от вытекания через входное и выходное отверстия камеры нанесения покрытия.
Задачей, решаемой изобретением, является достижение безопасности, удобства при эксплуатации и упрощение технического обслуживания устройства как при эксплуатации, так и при дозагрузке ванны с расплавом, снижение энергозатрат и повышение производительности работы устройства.
Поставленная задача решается за счет того, что устройство для нанесения покрытия на протяженное изделие включает ванну для расплава и камеру нанесения покрытия с входным и выходным каналами и с заборным каналом, погруженным в ванну для расплава, причем камера нанесения покрытия и ванна с расплавом снабжены средствами для создания внутри них над зеркалом расплава соответственно разрежения и избыточного давления, при этом для обеспечения вертикального прохода протяженного изделия снизу вверх входной и выходной каналы камеры нанесения покрытия выполнены вертикальными и расположены соответственно в ее днище и верхней части (преимущественно, в ее съемной крышке), при этом камера нанесения покрытия расположена рядом и сбоку от ванны с расплавом, а заборный канал выполнен наклонным, при этом ванна для расплава снабжена каналом-питателем для загрузки через него расплава или металла в твердом состоянии.
Кроме того, канал-питатель для дополнительного повышения безопасности дозаправки предпочтительно выполнен в виде расширяющегося кверху канала, выходящего на верхнюю часть ванны с расплавом, а камера нанесения покрытия расположена так, что внутренняя поверхность ее днища расположена выше максимально возможного уровня расплава в ванне. При этом канал-питатель ванны для расплава выполнен выходящим за пределы верхней части (крышки) ванны с расплавом и по высоте превышающим максимально возможный уровень расплава в камере нанесения покрытия.
Технический результат, достигаемый при использовании изобретения, заключается в повышении удобства и безопасности при эксплуатации, упрощении технического обслуживания устройства, обеспечении непрерывной работы устройства без остановок на дозагрузку ванны, обеспечении безопасности при дозагрузке ванны с расплавом, а также в снижении энергозатрат и повышении производительности работы устройства и качества нанесенного покрытия.
Достижение технического результата обусловлено существенными признаками, которыми охарактеризовано устройство. Расположение камеры нанесения покрытия рядом с ванной с расплавом облегчает доступ к камере нанесения покрытия и оборудованию, обеспечивающему ее работоспособность (система контроля температуры, датчик давления, датчик уровня расплава, газовые ножи для удаления излишков расплава и т.д.). Одновременно этот признак позволяет снизить энергозатраты на подъем расплава из ванны в камеру нанесения покрытия, так как такое расположение камеры нанесения и ванны с расплавом позволяет несколько уменьшить величину избыточного давления, создаваемого над уровнем расплава в ванне. Расположение камеры нанесения покрытия рядом с ванной для расплава (без перекрытия камерой крышки ванны) позволяет обеспечить дозагрузку ванны для компенсации расходуемого расплава, не останавливая технологический процесс нанесения покрытия, что дополнительно снижает энергозатраты на нагрев расплава в ванне (нет теплопотерь, которые могли возникнуть при остановке устройства и открытии крышки). Для дозагрузки ванны она снабжена каналом-питателем, закрепленным так, что его нижняя часть расположена ниже минимально возможного уровня расплава в ванне. Канал-питатель позволяет при открытии его крышки загружать дополнительные порции расплава или металла (сплава) в твердом состоянии непосредственно в расплав, находящийся в ванне без остановки работы устройства. При этом обеспечивается безопасность работы, поскольку избыточное давление, создаваемое над зеркалом расплава в ванне, за счет разности с атмосферным давлением будет вытеснять расплав вверх по каналу-питателю, но не выше, чем уровень расплава в камере нанесения покрытия, в которой давление ниже атмосферного. Тем самым исключается выброс расплава за пределы канала-питателя, что дополнительно гарантируется расширяющейся кверху формой канала-питателя. Расположение камеры нанесения покрытия так, что внутренняя поверхность ее днища расположена ниже максимально возможного уровня расплава в ванне, позволяет, при необходимости, легко удалять расплав из камеры нанесения покрытия. При снятии избыточного давления в ванне и разрежения в камере расплав свободно стекает в ванну, освобождая камеру нанесения покрытия.
Изобретение поясняется чертежом, на котором на фиг.1 изображено устройство для нанесения покрытия на протяженное изделие.
Позициями на чертеже обозначены:
1 - камера нанесения покрытия;
2 - ванна для расплава;
3 - корпус ванны для расплава;
4 - входной канал камеры нанесения покрытия;
5 - выходной канал камеры нанесения покрытия;
6 - длинномерное изделие, на которое наносится покрытие;
7 - крышка камеры нанесения покрытия;
8 - датчик уровня расплава в камере 1 нанесения покрытия;
9 - датчик разрежения в камере 1 нанесения покрытия;
10 - отводящий патрубок для создания разрежения в камере 1 нанесения покрытия;
11 - наклонный заборный канал;
12 - подающий патрубок для создания давления в ванне 2 для расплава;
13 - датчик давления в ванне 2 для расплава;
14 - уровень расплава в камере 1 нанесения покрытия;
15 - уровень расплава в ванне 2 для расплава;
16 - канал-питатель.
Устройство для нанесения покрытия на протяженное изделие, например на стальную проволоку, состоит из камеры 1 нанесения покрытия 1 и расположенной рядом с ней ванны для расплава 2. Ванна для расплава представляет собой заключенную в корпус 3 электрическую печь для плавления и выдержки расплава при заданной температуре. Камера нанесения 1 оснащена наклонным заборным каналом 11, сообщающим камеру 1 нанесения покрытия с ванной 2 для расплава, и входным 4 и выходным 5 каналами, выполненными соответственно в днище камеры 1 нанесения покрытия 1 и в ее крышке 7, расположенной в верхней части камеры. Вертикальные входное и выходное отверстия расположены так, что обеспечивают вертикальный проход протяженного изделия 6, на которое наносится покрытие. В рабочем положении ванна 2 для расплава, камера 1 нанесения покрытия 1 и наклонный заборный канал 11 герметизированы, что исключает контакт расплава с внешней атмосферой. Наклонный заборный канал 11 в верхней части открыт во внутреннюю часть камеры 1 нанесения покрытия через проем в днище, или через проем в боковой стенке вблизи днища, или через проем в днище и боковой стенке. Нижняя часть наклонного заборного канала 11 сообщена с полостью ванны 2 для расплава ниже минимально возможного уровня расплава. Наклонный заборный канал 11 выполнен так, что исключено сообщение воздушной полости над уровнем расплава в ванне 2 с камерой нанесения 1.
По наклонному заборному каналу 11 расплав имеет возможность перемещаться из ванны с расплавом 2 и заполнять камеру нанесения покрытия 1 до заданного уровня.
Через вертикальные каналы, входной 4 и выходной 5, осуществляется перемещение протяженного (длинномерного) изделия 6, например проволоки, через расплав в камере нанесения покрытия 1 для формирования на поверхности изделия 6 покрытия.
Верхняя съемная крышка 7 камеры нанесения покрытия 1 оснащена, в частности, датчиками 8 контроля уровня расплава, датчиком 9 разрежения, датчиком температуры. В крышке 7 выполнен отводящий канал, в котором установлен отводящий патрубок 10 для создания разрежения в камере 1. Отводящий патрубок 10 соединен с вакуумным насосом, создающим разрежение. Разрежение можно также создавать эжектором. Отводящий патрубок 10 может быть, при необходимости, смонтирован на стенке камеры 1. Обслуживание датчиков и оборудования, расположенных на крышке 10 камеры 1 нанесения покрытия, возможно в любое время и не вызывает затруднений за счет вынесения камеры 1 нанесения в сторону от ванны 2 с расплавом.
Крышка ванны для расплава (или стенка ванны в верхней ее части) имеет подводящий канал, в котором установлен подающий патрубок 12 для создания избыточного давления в ванне 2. Подающий патрубок 12 соединен с компрессором, создающим избыточное давление в ванне 2 для расплава. Кроме того, в крышке ванны 2 установлен канал-питатель 16 для дозагрузки ванны по мере расходования расплава.
Камера 1 нанесения покрытия и канал-питатель 16 в крышке ванны 2 расположены друг относительно друга так, что канал-питатель 16 по высоте располагается выше линии максимально возможного уровня расплава в камере 1 нанесения покрытия, чтобы исключить выброс расплава при открытии крышки ванны 2 под воздействием разности избыточного давления внутри ванны и атмосферного давления снаружи.
Как отводящий, так и подводящий канал расположены в зоне воздушной полости над уровнем расплава, предпочтительно в крышке ванны 2 и крышке камеры 1.
Первоначально расплав располагается в ванне 2 и частично в камере 1 нанесения покрытия, если ее дно расположено ниже уровня расплава за счет того, что расположенные рядом ванна с расплавом 1 и камера нанесения 2, соединенные наклонным каналом 3, образуют сообщающиеся сосуды.
В предпочтительном варианте исполнения устройства внутренняя поверхность днища камеры 1 располагается выше максимально возможного уровня расплава в ванне 2 для того, чтобы после снятия избыточного давления и разрежения расплав полностью сливался в ванну 2, освобождая камеру 1, например, для профилактических или ремонтных работ.
В процессе работы устройства подъем уровня 14 расплава в камере 1 нанесения покрытия по сравнению с уровнем 15 расплава в ванне 2 с производится за счет создания разности давлений в ванне 1 и камере 2.
При создании избыточного давления в ванне 2 с расплавом и разрежения в камере нанесения 1 расплав поднимается по наклонному каналу 11 из ванны 2 в камеру 1 и уровень расплава 14 в камере 1 нанесения устанавливается на заданном рабочем уровне.
Устройство для нанесения покрытия имеет средство регулирования уровня расплава в камере 1 нанесения покрытия. Расплав в камере 1 нанесения постоянно расходуется, и уровень 14 расплава стремится понизиться. При снижении уровня 14 расплава разность атмосферного давления и давления в камере 1 нанесения увеличивается (за счет уменьшения Рм.ст), что может привести к прорыву воздуха через выходной канал 4 камеры 1 внутрь камеры. Это может нарушить процесс нанесения покрытия и привести к дефектам покрытия на изделии.
Для регулирования уровня расплава в камере 1 нанесения можно использовать любую подходящую известную систему.
Для добавления материала покрытия в ванну 2 для расплава не требуется останавливать работу устройства. Для дозагрузки ванны используют канал-питатель 16, расположенный в крышке ванны 2 и погруженный нижним концом в расплав ванны ниже его минимально возможного уровня. При открытии крышки канала-питателя 16 можно загрузить дополнительные порции расплава или металла (сплава) в твердом состоянии непосредственно в расплав, находящийся в ванне 2. Избыточное давление над зеркалом расплава в ванне 2 будет вытеснять расплав вверх по каналу-питателю 16, но при этом поднимающийся по каналу-питателю 16 столб расплава не поднимется выше, чем уровень расплава в камере нанесения покрытия, в которой давление ниже атмосферного. Расширяющаяся кверху форма канала-питателя 16 позволяет дополнительно снизить высоту подъема столба расплава по каналу-питателю 16.
Изобретение относится к оборудованию для непрерывного нанесения покрытий на поверхность протяженных изделий погружением в расплав. Устройство содержит ванну 2 для расплава и камеру 1 нанесения покрытия, снабженные средствами для создания внутри них соответственно разрежения и избыточного давления. При этом для обеспечения вертикального прохода протяженного изделия снизу вверх в днище и верхней части камеры 1 нанесения покрытия выполнены вертикальные входной 4 и выходной 5 каналы соответственно. Камера 1 нанесения покрытия также снабжена наклонным заборным каналом 11, погруженным в ванну 2 для расплава, которая снабжена каналом-питателем 16 для загрузки через него расплава или металла в твердом состоянии. Причем канал-питатель 16 выполнен в виде расширяющегося кверху канала, выходящего на верхнюю часть ванны 2 для расплава. Изобретение обеспечивает непрерывную работу устройства без остановок на дозагрузку ванны при снижении энергозатрат, повышение производительности и качества нанесенного покрытия, а также повышает удобство и безопасность при эксплуатации устройства, в частности при дозагрузке ванны для расплава, и упрощает техническое обслуживание. 2 з.п. ф-лы, 1 ил.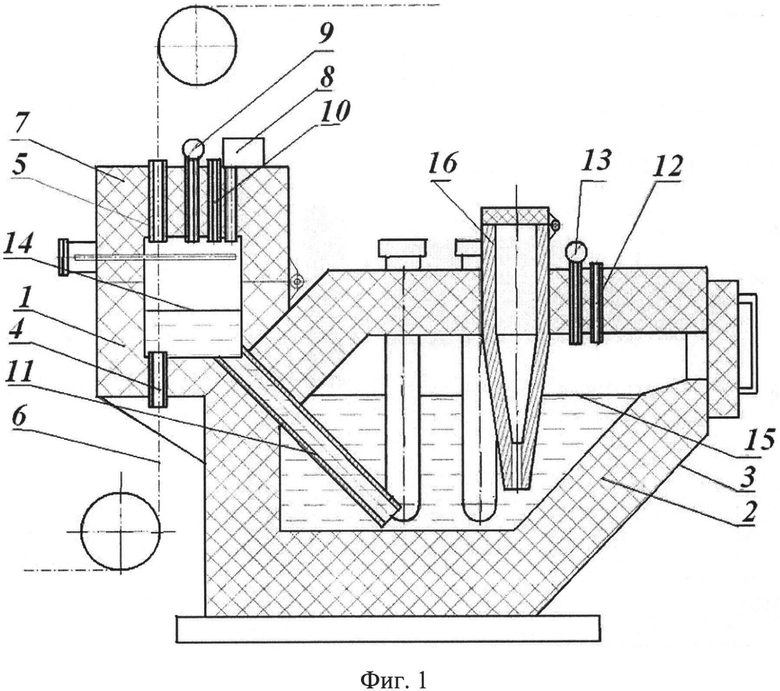
1. Устройство для нанесения покрытия на протяженное изделие погружением в расплав, включающее ванну для расплава и камеру нанесения покрытия с входным и выходным каналами и с заборным каналом, погруженным в ванну для расплава, причем камера нанесения покрытия и ванна для расплава снабжены средствами для создания внутри них соответственно разрежения и избыточного давления, отличающееся тем, что для обеспечения вертикального прохода протяженного изделия снизу вверх входной и выходной каналы камеры нанесения покрытия выполнены вертикальными и выполнены соответственно в ее днище и верхней части, при этом камера нанесения покрытия расположена сбоку от ванны с расплавом так, что внутренняя поверхность ее днища расположена выше максимально возможного уровня расплава в ванне, а заборный канал выполнен наклонным, при этом ванна для расплава снабжена каналом-питателем для загрузки через него расплава или металла в твердом состоянии.
2. Устройство для нанесения покрытия на протяженное изделие по п.1, отличающееся тем, что канал-питатель выполнен в виде расширяющегося кверху канала, выходящего на верхнюю часть ванны с расплавом.
3. Устройство для нанесения покрытия на протяженное изделие по любому из пп.1 и 2, отличающееся тем, что канал-питатель ванны для расплава, выходящий за пределы верхней части ванны с расплавом, выполнен высотой, превышающей максимально возможный уровень расплава в камере нанесения покрытия.
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ПРОТЯЖЕННОГО ИЗДЕЛИЯ, ЛИНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2237743C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ПОВЕРХНОСТЬ ИЗДЕЛИЙ ПОЛУЧЕННЫХ ПРОКАТКОЙ | 1993 |
|
RU2093602C1 |
| УСТАНОВКА ДЛЯ ГОРЯЧЕЙ МЕТАЛЛИЗАЦИИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1987 |
|
SU1492759A1 |
| ВЗРЫВНАЯ КАМЕРА ДЛЯ СИНТЕЗА ДЕТОНАЦИОННЫХ НАНОАЛМАЗОВ | 2006 |
|
RU2323772C1 |
| Бункер активного вентилирования | 1989 |
|
SU1611263A1 |

