Настоящее изобретение относится к базовому материалу с армирующим волокном, применяемому при производстве армированных волокном композитных материалов с помощью процесса трансферного формования пластмасс (который может обозначаться далее в виде сокращения: процесс RTM).
Кроме того, настоящее изобретение относится также к следующему: слоистому материалу из базового материала с армирующим волокном, полученному путем наслаивания и частичного скрепления множества слоев базового материала с армирующим волокном; заготовке, выполненной из слоистого материала из базового материала с армирующим волокном; и армированному волокном пластику, полученному путем инжекции и отверждения смолы основы в заготовке.
Более конкретно настоящее изобретение относится к базовому материалу с армирующим волокном, подходящему для производства армированного волокном пластика (который может обозначаться далее в виде сокращения FRP), имеющего сложную форму и от которого требуются высокая прочность и высокая упругость, такие, как требуются для конструкционного материала и деталей транспортного оборудования, в особенности летательных аппаратов. Кроме того, настоящее изобретение относится также к слоистому материалу из базового материала с армирующим волокном, заготовке, выполненной из слоистого материала базового материала с армирующим волокном, FRP, применяемого в заготовке и к способу их производства.
Предпосылки к созданию изобретения
Существует потребность в конструкционных материалах, образующих транспортное оборудование, такое как летательные аппараты, полностью удовлетворяющих требованиям к определенным механическим свойствам, а также обладающих более низким весом и требующих более низких затрат. Среди них с целью уменьшения веса исследуется сдвиг в сторону FRP, как первичного конструкционного материала для изготовления таких компонентов, как крылья, хвостовой стабилизатор и фюзеляж.
Кроме того, в последнее время наблюдался переход к использованию FRP как более легкого материала, в качестве конструкционных материалов для автомобилей и возрастание потребностей в уменьшении затрат, превышающем уменьшение достигаемое в случае летательных аппаратов.
Типичным способом производства таких FRP является, как известно, автоклавное формование.
При автоклавном формовании в качестве материала FRP используется материал, предварительно пропитанный связующим веществом, причем таким материалом являются армирующие волокна, предварительно пропитанные смолой основы. FRP формируется путем помещения материала, предварительно пропитанного связующим веществом, в пресс-форму, имеющую форму компонента, с последующим ламинированием, нагревом и приложением давления.
Особенность применяемого здесь материала, предварительно пропитанного связующим веществом, заключается в том, что он позволяет контролировать в высокой степени объемную долю Vf армирующего волокна. Это позволяет придать FRP превосходные механические свойства. Однако сам материал, предварительно пропитанный связующим веществом, является дорогостоящим материалом, требующим при хранении использования холодильного оборудования и имеющим низкую производительность из-за использования автоклава. Таким образом, проблема использования материала, предварительно пропитанного связующим веществом, заключается в дороговизне полученных из него формованных деталей.
Кроме того, в случае, когда форма формованной детали имеет C-образную или сходную форму, требуется внеплоскостная деформация материала, предварительно пропитанного связующим веществом, или слоистого материала из ламинированных материалов, предварительно пропитанных связующим веществом, в то время как в случае, когда формованная деталь имеет сферическую, частично сферическую или блочную форму, в дополнение к внеплоскостному напряжению требуется угол сдвига в одной плоскости. Однако, поскольку армирующие волокна материала, предварительно пропитанного связующим веществом, удерживаются на месте смолой основы, угол сдвига в одной плоскости по существу оказывается невозможным, и поэтому вакуумное формование материала, предварительно пропитанного связующим веществом, с приданием ему сложной формы с двумерной кривизной оказывается чрезвычайно трудным.
Известен способ улучшения вакуумной формуемости, при котором во время вакуумного формования материала, предварительно пропитанного связующим веществом, подобного указанному выше, с приданием ему формы, при которой при попытке осуществления угла сдвига в одной плоскости ограничение армирующих волокон смолой основы понижается за счет приложения тепла с целью снижения вязкости смолы основы. Однако, поскольку армирующие волокна в материале, предварительно пропитанном связующим веществом, обычно размещаются равномерно и плотно, армирующие волокно перемещаются с трудом из-за трения между армирующими волокнами, даже при снижении вязкости смолы основы за счет нагрева. По этой причине даже в случае вакумного формования формы, требующей внеплоскостной деформации, такой как С-образная форма, которая может быть улучшено за счет применения тепла, существует проблема, которая заключается в том, что полученная вакуумным формованием форма едва ли может быть улучшена в случае форм, при которых требуется угол сдвига в одной плоскости, таких как сферическая поверхность или блочная форма. По этой причине в случае, когда требуется выполнить вакуумную формовку формы, имеющей двумерную кривизну, возникала необходимость в обработке материала, предварительно пропитанного связующим веществом, например, путем добавления предварительного раскроя. Однако при добавлении предварительного раскроя теряется целостность армирующего волокна, а это ведет к возникновению новой проблемы снижения упругости и прочности.
В то же время в качестве формовочных процессов, позволяющих повысить производительность по FRP и снизить затраты на формовку, известны процессы формовки смолы под давлением, такие как процесс трансферного формования пластмасс (RTM). В этих процессах формовки смолы под давлением армирующие волокна без предварительной пропитки смолой основы помещают сначала в пресс-форму, после чего в нее подают под давлением смолу основы, пропитывая таким образом армирующие волокна смолой основы и формируя FRP. Затем смолу основы отверждают путем нагрева с использованием печного или подобного ему оборудования.
Использование в процессе трансферного формования смолы сухого базового материала с армирующим волокном позволяет снизить затраты на материалы. Кроме того, поскольку не используется автоклав, могут быть снижены производственные затраты.
Обычно в процессе трансферного формования смолы сначала подготавливают заготовку, обладающую формой конечного продукта, причем заготовку изготавливают из сухого базового материала с армирующим волокном, не пропитанного смолой основы. После помещения заготовки в пресс-форму в нее подают под давлением смолу основы, формируя таким образом FRP.
Заготовку получают путем применения оправки или пресс-формы, имеющей форму конечного продукта, в которой базовый материал с армирующим волокном ламинируют на основе конфигурации ламинирования, причем слоистому материалу придают форму, соответствующую оправке или пресс-форме.
В случае, когда заготовка имеет С-образную форму, для базового материала с армирующим волокном или слоистого материала, полученного из ламинированного базового материала с армирующим волокном, требуется только внеплоскостная деформация, в то время как в случае, когда заготовка имеет сферическую, частично сферическую или блочную форму, требуется также угол сдвига в одной плоскости.
В качестве базовых материалов с армирующим волокном, допускающих угол сдвига в одной плоскости, известны многоосные тканые материалы, такие как тканые материалы, содержащие волокнистые нити, размещенные в двух аксиальных направлениях. Такие тканые материалы образуют базовый материал с армирующим волокном путем пересечения армирующих волокнистых нитей между собой. Пока армирующие волокна не ограничиваются вспомогательными волокнами или подобными средствами, существует возможность изменения углов, под которыми пересекаются армирующие волокна, создавая таким образом возможность угла сдвига в одной плоскости. Однако, поскольку армирующие волокнистые нити размещаются по многим осям, количество армирующих волокнистых нитей в каждом направлении по существу сокращается наполовину, например, в случае двухосного тканого материала. Таким образом, хотя вакуумная формуемость оказывается превосходной по сравнению с однонаправленным базовым материалом с армирующим волокном, существует проблема, заключающаяся в том, что механические свойства являются низкими.
Кроме того, известен способ, с помощью которого, для придания заготовке, выполненной из базового материала с армирующим волокном, формы конечного продукта или формы, близкой к форме конечного продукта, базовый материал с армирующим волокном ламинируют и подвергают формовке на оправке или пресс-форме, имеющих конечную форму. После этого адгезивные свойства термореактивной смолы или термопластической смолы используют для объединения базового материала с армирующим волокном и для сохранения формы заготовки.
Например, был предложен способ, при котором адгезионное вещество, которое содержит термореактивную смолу, наносят на базовый материал с армирующим волокном, и после ламинирования базового материала с армирующим волокном на основе заданной конфигурации ламинирования к слоистому материалу прикладывают достаточное давление, получая таким образом FRP с использованием заготовки, которая может сохранить форму продукта даже после снятия давления (см. Патентную литературу 1).
Однако согласно указанному предложению слоистый материал из базового материала с армирующим волокном сжимают при достаточном давлении для сохранения формы продукта даже после снятия давления, и по этой причине чрезвычайно трудно деформировать слоистый материал после приложения давления. По этой причине необходимо приготовить заготовку путем приложения давления после первого исправления формы базового материала с армирующим волокном путем вакуумного формования в пресс-форме или другом аналогичном средстве, имеющем форму продукта. Однако при таком способе необходимо ламинировать базовый материал с армирующим волокном по одному слою за раз, в особенности при вакуумном формовании базового материала с армирующим волокном с приданием ему сложной формы. По этой причине существует проблема, заключающаяся в том, что вакуумное формование требует времени. Кроме того, при попытке вакуумного формования не объединенного многослойного слоистого материала в пресс-форме со сложной формой возможно возникновение затруднений, таких как разделение базового материала с армирующим волокном во время вакуумного формования, что ведет к проблемам при обращении с ним.
Для решения этой проблемы при вакуумном формовании базового материала с армирующим волокном с приданием ему сложной формы были предложены способы, при которых, например, заготовку произвольно выбранной формы формируют путем подвешивания армирующих волокон на большом количестве параллельных штифтов (см. Патентную литературу 2). При этом способе армирующие волокна размещаются в заданной слоистой структуре путем регулирования положения штифтов, на которых подвешены армирующие волокна. Кроме того, заготовка произвольной ширины может быть получена путем регулирования расстояния между штифтами.
Однако, при использовании этого способа для элементов, имеющих как значительную толщину, так и широкую площадь поверхности, таких как конструкционный материал для летательных аппаратов, необходимо разместить большое количество штифтов и, дополнительно, многократно навесить армирующие волокна на штифты. По этой причине возникает проблема, связанная с тем, что этот способ требует чрезмерных затрат труда и времени.
Кроме того, был предложен способ, при котором FRP формируют с использованием заготовки, скрепленной по направлению толщины базового материала из армирующих волокон путем размещения волокон в направлении по толщине слоистого материала, полученного путем ламинирования базового материала армирующего волокна двухосного тканого материала (см. Патентную литературу 3). При этом способе за счет распределения волокон в направлении по толщине на тех участках, на которых не требуется деформация без распределения волокон в направлении по толщине на тех участках, на которых требуется деформация обеспечивается долговечность при улучшении удобства обращения. Однако при этом способе используется двухосный тканый материал. В двухосном тканом материале армирующие волокна сплетены в двух направлениях, и из-за этого количество армирующих волокон в любом направлении сокращено по существу наполовину. Кроме того, поскольку вертикальные волокна и горизонтальные волокна имеют почти одинаковую тонкость, в точках пересечения вертикальных и горизонтальных волокон возникает большое количество гофров в армирующих волокнах из-за изгибания волокон. В результате возникает опасность того, что полученные механические свойства составляют только приблизительно половину от механических свойств материала, предварительно пропитанного связующим веществом, в котором армирующие волокна ориентированы в одном направлении.
Поскольку для первичного конструкционного материала, предназначенного, в частности, для летательных аппаратов, требуются чрезвычайно высокие механические характеристики, двухосный тканый материал, при наличии превосходной вакуумной формуемости и удобства обращения, имеет проблемы в отношении своих недостаточных механических характеристик.
Таким образом, до сих пор не удалось получить однонаправленный базовый материал с армирующим волокном, сочетающий вакуумную формуемость, механические характеристики и удобство в обращении, так же как слоистый материал, полученный путем ламинирования и объединения множества слоев такого базового материала с армирующим волокном, и заготовку и FRP, сформированные из него, и существует потребность в технологии, позволяющей удовлетворить эти требования.
Патентная литература 1: Японская опубликованная патентная заявка (Перевод заявки РСТ) № Н9-508082.
Патентная литература 2: Японская опубликованная патентная заявка Kokai № 2004-218133.
Патентная литература 3: Японская опубликованная патентная заявка Kokai № 2004-36055.
Описание изобретения
Задачей настоящего изобретения, объявленной в свете проблем в соответствующей области техники, является предложение: превосходного базового материала с армирующим волокном, обладающего превосходными вакуумной формуемостью, механическими свойствами и показателями удобства обращения, так же как слоистого материала, заготовок и FRO, выполненных путем ламинирования и соединения в одно целое множества слоев базового материала с армирующим волокном при сохранении возможностей придания формы базовому материалу с армирующим волокном. Кроме того, задачей настоящего изобретения является предложение высокопроизводительного, недорогого процесса производства таких заготовок и FRP.
Для решения вышеупомянутой проблемы однонаправленный базовый материал с армирующим волокном согласно настоящему изобретению имеет следующую конфигурацию (1).
(1) Однонаправленный базовый материал с армирующим волокном, имеющий переплетение нитей из армирующего волокна, размещенных параллельно в одном направлении, и вспомогательные волокна, размещенные по меньшей мере в одном другом направлении, где длина L, на которую вспомогательное волокно тянется по меньшей мере в одном другом направлении, пересекающем нить армирующего волокна, ширина Н нити из армирующего волокна, и угол сдвига θ в одной плоскости существуют в соотношении, выраженном формулами (I) и (II). Кроме того, адгезивная смола, обладающая температурой стеклования от 0°С до 95°С, прикреплена к поверхности однонаправленного базового материала с армирующим волокном с по меньшей мере одной его стороны, причем количество адгезивной смолы составляет от 2 г/м2 до 40 г/м2, и она прикреплена по точкам, линиям или прерывистым линиям.
L = H/cos θ (I)
3° ≤ θ ≤ 30° (II)
Кроме того, слоистый материал из базового материала с армирующим волокном согласно настоящему изобретению, который позволяет решить указанные выше проблемы, имеет следующую конфигурацию (2).
(2) Плоский слоистый материал из базового материала с армирующим волокном, выполненный путем ламинирования множества слоев однонаправленного базового материала с армирующим волокном согласно (1), в котором адгезивная смола, приставшая к каждому слою однонаправленного базового материала с армирующим волокном, частично связывается с лицевым слоем базового материала с армирующим волокном по всей его поверхности. Кроме того, максимальная длина каждого связующего соединения составляет не меньше 1 мм и не превышает ширину Н нити из армирующего волокна.
Кроме того, более конкретно предпочтительный слоистый материал из базового материала с армирующим волокном согласно настоящему изобретению имеет следующую конфигурацию (3).
(3) Слоистый материал из базового материала с армирующим волокном согласно (2), в котором промежуток между соответствующими связующими соединениями не меньше ширины H нити из армирующего волокна и не больше 100 мм.
Кроме того, заготовка согласно настоящему изобретению, которая позволяет решить указанные проблемы, имеет следующую конфигурацию (4).
(4) Заготовка, образованная путем вакуумного формования слоистого материала из базового материала с армирующим волокном согласно (2) или (3), заготовка, имеющая объемную долю армирующего волокна Vpf в диапазоне от 45% до 62%.
Кроме того, более конкретно предпочтительная заготовка согласно настоящему изобретению имеет следующую конфигурацию (5).
(5) Заготовка согласно (4), в которой слои базового материала с армирующим волокном скрепляются между собой адгезивной смолой, нанесенной по всем их поверхностям.
Кроме того, армированный волокном пластик согласно настоящему изобретению, позволяющий решить указанные выше проблемы, имеет следующую конфигурацию (6).
(6) Армированный волокном, формованный пластиковый продукт, полученный путем инжекции, пропитки и отверждения смолы основы в заготовке согласно (4) или (5), и в котором объемная доля армирующего волокна Vpf формованного пластикового продукта находится в диапазоне от 45% до 72%.
Кроме того, процесс производства слоистого материала из базового материала с армирующим волокном согласно настоящему изобретении, позволяющего решить указанные выше проблемы, имеет следующую конфигурацию (7).
(7) Процесс производства слоистого материала из базового материала с армирующим волокном путем выполнения по меньшей мере следующих операций от (A) до (F):
(A) резание однонаправленного базового материала с армирующим волокном согласно (1) с приданием ему заданной формы;
(B) ламинирование однонаправленного базового материала с армирующим волокном, который был разрезан с приданием ему заданной формы, путем последовательного перемещения и наложения его слоев на плоскости на основе заданной конфигурации ламинирования;
(С) периодическое перемещение слоистого материала, полученного в ходе операции (В), для выполнения операции нагрева;
(D) нагревание слоистого материала, доставленного в ходе операции перемещения (С);
(Е) скрепление слоистого материала прессованием путем приложения давления только в определенных местах слоистого материала с использованием прессового приспособления, и соединение между собой слоев базового материала с армирующим волокном в точках прессования в направлении по толщине посредством адгезивной смолы, приставшей к поверхности базового материала с армирующим волокном; и
(F) охлаждение слоистого материала.
Кроме того, более конкретно предпочтительный процесс для производства слоистого материала из базового материала с армирующим волокном имеет конфигурацию, любую из показанных в следующих пунктах от (8) до (17).
(8) Процесс производства слоистого материала из базового материала с армирующим волокном согласно (7), в котором в ходе операции ламинирования (В) базовый материал с армирующим волокном перемещают и располагают таким образом, что продольная плоская кромка листа базового материала с армирующим волокном совмещается с продольной плоской кромкой другого листа базового материала с армирующим волокном, образуя слой армирующих волокон, ориентированных в идентичном направлении, образуя таким образом слоистый материал из базового материала с армирующим волокном.
(9) Процесс производства слоистого материала из базового материала с армирующим волокном согласно (7) или (8), в котором в ходе операции ламинирования (В) для транспортировки и расположения базового материала с армирующим волокном, вырезанного в ходе операции резания (А), используют руку робота, так что угловое отклонение базового материала с армирующим волокном находится в пределах 1° и, кроме того, зазор между соседними листами базового материала с армирующим волокном в одном слое находится в пределах 3 мм.
(10) Процесс производства слоистого материала из базового материала с армирующим волокном согласно любому пункту из (7)-(9), в котором в ходе операции нагрева (D) участки слоистого материала из базового материала с армирующим волокном, которые требуется скрепить в ходе операции скрепления прессованием (Е), нагревают горячим воздухом.
(11) Процесс производства слоистого материала из базового материала с армирующим волокном согласно (10), в котором в ходе операции нагрева (D) используется адгезивная смола, приставшая к поверхности листа базового материала с армирующим волокном только на одной его стороне и, кроме того, температура нагрева слоистого материала из базового материала с армирующим волокном выше температуры стеклования Tс адгезивной смолы.
(12) Процесс производства слоистого материала из базового материала с армирующим волокном согласно (11), в котором ходе операции нагрева (D) используется адгезивная смола, приставшая к поверхности листа обеих сторон базового материала с армирующим волокном и, кроме того, температура нагрева слоистого материала из базового материала с армирующим волокном равна или выше температуры стеклования Tс адгезивной смолы.
(13) Процесс производства слоистого материала из базового материала с армирующим волокном согласно любой из конфигураций (7)-(12), в котором в ходе операции скрепления прессованием (Е), прессовое приспособление имеет множество независимых точек прессования и, кроме того, максимальная длина каждой точки прессования равна ширине Н нити из армирующего волокна или меньше ее.
(14) Процесс производства слоистого материала из базового материала с армирующим волокном согласно любой из конфигураций (7)-(12), в котором в ходе операции скрепления прессованием (Е), скрепление прессованием осуществляется при промежутке между ближайшими соседними точками прессования прессового приспособления, который не меньше Н и не больше 30 мм.
(15) Процесс производства слоистого материала из базового материала с армирующим волокном согласно (13) или (14), в котором в ходе операции скрепления прессованием (Е) форма поперечного разреза точек прессования прессового приспособления является круглой, диаметр круглого поперечного разреза равен или меньше ширины Н нити из армирующего волокна и, кроме того, скрепление прессованием осуществляется в промежутке между ближайшими соседними точками прессования прессового приспособления, который не меньше Н и не больше 30 мм.
(16) Процесс производства слоистого материала из базового материала с армирующим волокном согласно любой из конфигураций (13)-(15), в котором в ходе операции скрепления прессованием (Е), скрепление прессованием осуществляется с использованием прессового приспособления, точки прессования которого осуществляют также нагревательные функции.
Кроме того, процесс изготовления заготовки согласно настоящему изобретению, которая позволяет решить указанные проблемы, имеет следующую конфигурацию (17).
(17) Процесс производства заготовки, который обеспечивает производство заготовки в ходе по меньшей мере следующих операций от (а) до (d):
(а) помещение в оправку слоистого материала из базового материала с армирующим волокном согласно пунктам (2) или (3);
(b) прессовое вакуумное формование слоистого материала из базового материала с армирующим волокном путем приложения к нему поверхностного давления и формования;
(с) осуществление скрепления прессованием с нагревом путем нагревания слоистого материала из базового материала с армирующим волокном во время воздействия поверхностного давления с последующим скреплением ламинированных слоев слоистого материала из базового материала с армирующим волокном; и
(d) охлаждение слоистого материала из базового материала из слоистого материала, слои которого скреплены между собой.
Далее, и более определенно предпочтительный процесс производства заготовки согласно настоящему изобретению имеет следующую конфигурацию (18).
(18) Процесс производства заготовки согласно (17), в котором в ходе операции прессового вакуумного формования (b) во время вакуумного формования используется мешочный материал, в который вставляют слоистый материал из базового материала с армирующим волокном, из внутренней полости мешочного материала откачивают воздух таким образом, чтобы приложить к слоистому материалу из базового материала с армирующим волокном давление, составляющее не меньше 0,03 МПа и не больше атмосферного давления.
Кроме того, процесс производства армированного волокном пластика согласно настоящему изобретению имеет следующую конфигурацию (19).
(19) Процесс производства армированного волокном пластика, в котором заготовку согласно (4) или (5) помещают в пресс-форму, имеющую отверстие для инжекции смолы под давлением, а также отверстие для откачивания воздуха, причем смолу основы подают под давлением в то время, как в пресс-форме создано разрежение. После того, как смола основы начинает выходить из отверстия для откачивания воздуха, подачу смолы основы через отверстие для инжекции смолы прекращают. После этого делают поправку на количество смолы основы, вышедшее из отверстия для откачивания воздуха, так что формируется армированный волокном пластик с объемной долей армирующего волокна Vf в пределах от 45% до 72%.
Далее, и более определенно предпочтительный процесс производства армированного волокном пластика согласно настоящему изобретению имеет следующую конфигурацию (20).
(20) Процесс производства армированного волокном пластика по п.19, в котором после прекращения подачи под давлением смолы основы из отверстия для инжекции смолы осуществляется также откачивание воздуха через отверстие для инжекции смолы и регулируется количество смолы основы, вышедшее как из отверстия для инжекции смолы и из отверстия для откачивания воздуха.
Базовый материал с армирующим волокном согласно настоящему изобретению обладает превосходной формуемостью, подобно слоистому материалу из базового материала с армирующим волокном, полученному путем ламинирования множества слоев базового материала с армирующим волокном согласно настоящему изобретению. По этой причине заготовка, выполненная из слоистого материала из базового материала с армирующим волокном, позволяет получить FRP, обладающее высокими механическими свойствами, в дополнение к которому предлагается высокопроизводительный, недорогой процесс производства такого FRP.
Краткое описание чертежей
На фиг.1 показан сводный вид в плане, демонстрирующий пример однонаправленного базового материала согласно настоящему изобретению (адгезивная смола не показана);
на фиг.2 показан сводный вид в плане в увеличенном масштабе, демонстрирующий пример однонаправленного базового материала согласно настоящему изобретению (адгезивная смола не показана);
на фиг.3 показан сводный вид в плане, демонстрирующий состояние, при котором однонаправленный базовый материал с армирующим волокном с фиг.1 подвергался углу сдвига в одной плоскости (адгезивная смола не показана);
на фиг.4 показан сводный вид в плане, демонстрирующий, как смещаются нити из армирующего волокна, когда однонаправленный базовый материал с армирующим волокном с фиг.1 подвергался углу сдвига в одной плоскости (адгезивная смола не показана);
на фиг.5 показан сводный вид в плане, демонстрирующий пример оборудования, которое производит слоистый материал из базового материала с армирующим волокном согласно настоящему изобретению;
на фиг.6 показан сводный вид в плане, демонстрирующий пример операции скрепления прессованием в процессе производства слоистого материала из базового материала с армирующим волокном согласно настоящему изобретению;
на фиг.7 показана сводная пояснительная схема, проясняющая производственные условия при производстве заготовки согласно настоящему изобретению с использованием способа размещения в мешке;
на фиг.8 показан сводный схематический вид, демонстрирующий условия скрепления слоев однонаправленного базового материала с армирующим волокном в слоистом материале из базового материала с армирующим волокном согласно настоящему изобретению.
Ссылочные позиции
1 - однонаправленный базовый материал с армирующим волокном;
2 - нить с армирующим волокном;
3 - вертикальное вспомогательное волокна;
4 - горизонтальное вспомогательное волокно;
L - длина горизонтального вспомогательного волокна 4;
S - зазор между соседними волокнами 2 с армирующим волокном;
Н - ширина нити 2 с армирующим волокном;
Θ - сдвиговое напряжение в одной плоскости;
5 - автоматическое режущее устройство;
6 - однонаправленный базовый материал с армирующим волокном;
7 - рука робота;
8 - конвейер;
9 - ручной захват;
10 - валок;
11 - автоматическое режущее устройство для вырезания однонаправленного базового материала с армирующим волокном -45°;
12 - однонаправленный базовый материал с армирующим волокном -45°;
13 - автоматическое режущее устройство для вырезания однонаправленного базового материала с армирующим волокном 90°;
14 - однонаправленный базовый материал с армирующим волокном 90°;
15 - автоматическое режущее устройство для вырезания однонаправленного базового материала с армирующим волокном -45°;
16 - однонаправленный базовый материал с армирующим волокном -45°;
17 - валок;
18 - ползун;
19 - слоистый материал из базового материала с армирующим волокном;
20 - печь;
21 - прессовое приспособление;
22 - верхнее прессовое приспособление;
23 - нижнее прессовое приспособление;
24 - точка прессования;
25 - приемный валок;
26 - пространство охлаждения;
27 - оправка;
28 - слоистый материал из базового материала с армирующим волокном;
29 - лист;
30 - герметик;
31 - полость;
32 - однонаправленный базовый материал с армирующим волокном;
33 - адгезивная смола, приставшая к однонаправленному базовому материалу с армирующим волокном;
34 - адгезивная смола, приставшая к лицевой поверхности однонаправленного базового материала с армирующим Волокном
35 - лицевая поверхность однонаправленного базового материала с армирующим волокном.
Наилучший пример реализации изобретения
Настоящее изобретение является результатом всестороннего исследования, относящегося к указанным проблемам; а именно, потребности в однонаправленном базовом материале с армирующим волокном, обладающем превосходной формуемостью, механических свойств и показателей удобства в обращении. Обнаружено, что проблема полностью решается с помощью однонаправленного базового материала с армирующим волокном, имеющего переплетение, выполненное из нитей армирующего волокон и вспомогательных волокон, связывающих нити из армирующего волокна, причем длина вспомогательных волокон ограничивается определенным диапазоном.
Далее будет описан базовый материал с армирующим волокном согласно настоящему изобретению. Как показано выше, базовый материал с армирующим волокном согласно настоящему изобретению, имеющий переплетение, которое включает в себя нити армирующего волокна, размещенные однонаправленным образом, и вспомогательные волокна, размещенные по меньшей мере в одном другом направлении. Длина L, на которой вспомогательные волокна располагаются по меньшей мере в одном другом направлении, пересекает одну нить с армирующим волокном (далее упоминается просто как длина L вспомогательного волокна), ширину Н нити из армирующего волокна, а угол сдвига θ в одной плоскости существует в отношениях L = H/cos θ с 3°≤θ≤30°. Кроме того, к поверхности однонаправленного базового материала с армирующим волокном на по меньшей мере одной из его сторон пристает адгезивная смола с температурой стеклования Tс от 0°С до 95°С.
Сначала будет описана одна из задач изобретения, т.е. улучшение формуемости базового материала с армирующим волокном.
Базовый материал с армирующим волокном согласно настоящему изобретению является базовым материалом, который может подвергаться к углу сдвига (сдвиговой деформации) так, чтобы обеспечить удовлетворительное вакуумное формование с приданием формы, обладающей двумерной кривизной, такой как сферические поверхности или блочная форма.
Далее будет более подробно описано настоящее изобретение со ссылкой на чертежи.
На фиг.1 показан общий вид в плане варианта реализации однонаправленного базового материала с армирующим волокном согласно настоящему изобретению. В этом примере показан однонаправленный базовый материал с армирующим волокном, в котором армирующие волокна 2, будучи вытянуты и размещены однонаправленным образом, связаны вертикальными вспомогательными волокнами 3 и горизонтальными однонаправленными волокнами 4.
Конфигурация однонаправленного базового материала с армирующим волокном не ограничивается конфигурацией, показанной на фиг.1, и может также, например, быть однонаправленным базовым материалом с армирующим волокном, связанным только горизонтальными вспомогательными волокнами 4, без использования вертикальных вспомогательных волокон 3. Однако, как показано на фиг.1, использование вертикальных вспомогательных волокон 3 позволяет также свести к минимуму гофрирование горизонтальных вспомогательных волокон 4, а базовый материал с армирующим волокном более легко подвергается внеплоскостной деформации и в большей степени поддается вакуумному формованию. По этой причине использование вертикальных вспомогательных волокон 3 является предпочтительным.
Поскольку нити 2 с армирующим волокном однонаправленного базового материала 1 с армирующим волокном обладают высокой способностью к изгибанию, возможно получение превосходных свойств композита.
Горизонтальные вспомогательные волокна, применяемые в настоящем изобретении, предпочтительно имеют в качестве первичного компонента, по меньшей мере одно волокно, выбранное из числа следующих: волокно из нейлона 6, волокно из нейлона 66, волокно из нейлона 11, 12, полиэфирное волокно, полиарамидное волокно, волокно из сульфида полифенилена, волокно из полиэфиркетона, волокно из полиэфиркетона и стекловолокно. В частности, волокно из нейлона 66 является предпочтительным, поскольку оно хорошо пристает к смоле и из него волочением можно получить очень тонкие волокна.
Кроме того, желательно, чтобы горизонтальные вспомогательные волокна однонаправленного базового материала с армирующим волокном согласно настоящему изобретению были многониточными волокнами. При использовании многониточных волокон появляется возможность уменьшить тонину (т.е. диаметр) волокон до тонины одной нити. Если такие нити применяются, будучи по существу не скрученными, горизонтальные вспомогательные волокна ткани становятся выровненными параллельно друг другу, без наложения в направлении по толщине. В этом случае толщина горизонтальных вспомогательных волокон уменьшается, гофрирование, вызванное сплетению и пересечениям между нитями с армирующим волокном и горизонтальными вспомогательными волокнами уменьшается, линейность нитей из армирующего волокна в армированном волокном пластике возрастает, обеспечивая более высокие механические свойства.
Исходя из тех же соображений, ширина горизонтальных вспомогательных волокон должна быть как можно меньше, тонина горизонтальных вспомогательных волокон предпочтительно должна быть больше 6 децитексов и меньше 70 децитексов и, более предпочтительно, больше 15 децитексов и меньше 50 децитексов. Кроме того, желательно также, чтобы плотность переплетения горизонтальных вспомогательных волокон была больше 0,3 прядей на сантиметр и меньше 6,0 прядей на сантиметр и, более предпочтительно, больше 2,0 прядей на сантиметр и меньше 4,0 прядей на сантиметр. Если плотность переплетения вертикальных вспомогательных волокон мала, ткань во время операции плетения или рассеивания порошка может касаться валка или направляющего стержня. Это вызывает беспорядок в размещении горизонтальных вспомогательных волокон, и поэтому нежелательно. Кроме того, если плотность переплетения горизонтальных вспомогательных волокон велика, большими становятся гофры между вертикальными вспомогательными волокнами и армирующими волокнами. Кроме того, больше становится количество волокон, нужных для горизонтальных вспомогательных волокон, а жаропрочность армированного волокном пластика уменьшается из-за способности к поглощению влаги или подобных факторов, в это нежелательно.
Кроме того, желательно также, чтобы вертикальными вспомогательными волокнами, которые используются согласно настоящему изобретению, было стекловолокно, которое не подвергается усадке в процессе нагревания при прилипании адгезивной смолы к базовому материалу с армирующим волокном, или при отверждении смолы. Кроме того, поскольку вертикальные вспомогательные волокна практически не обладают упрочняющим действием в отношении армированного волокном пластика, толстые вертикальные вспомогательные волокна не нужны, и таким образом, предпочтительной является тонина больше 100 децитексов и меньше 470 децитексов. Однако, исходя из перспективы сохранения пути движения смолы вертикальные вспомогательные волокна покрыты, и желательно, чтобы путь движения смолы обеспечивался переплетением покрывающих волокон. Волокна, которые используются как покрывающие волокна, включают в себя: волокно из нейлона 6, волокно из нейлона 66, волокно из нейлона 11, 12, полиэфирное волокно, полиарамидное волокно, волокно из сульфида полифенилена, волокно из полиэфиркетона и волокно из полиэфиркетона. В частности, волокно из нейлона 66 является предпочтительным, поскольку оно хорошо пристает к смоле. Предпочтительной является тонина больше 15 децитексов и меньше 50 децитексов.
Предпочтительно в качестве нитей 2 с армирующим волокном, образующих однонаправленный базовый материал с армирующим волокном согласно настоящему изобретению, используется высокопрочное, высокоупругое волокно, такое как углеродное волокно, стекловолокно, кевлар или волокно из РВО (полипарафениленбензобисоксадол). В частности, углеродное волокно является одним из наиболее прочных и наиболее высокоупругих среди указанных выше и, таким образом, является наиболее предпочтительным, поскольку из него получается FRP с превосходными механическим свойствами. Углеродное волокно, имеющее прочность на разрыв 4500 МПа или больше, а так же как модуль упругости 250 ГПа или больше, является даже более предпочтительным, поскольку из него получается более высококачественные характеристики композита.
Далее более подробно и со ссылкой на фиг.2, 3 и 4 будет описан приведенный в качестве примера однонаправленный базовый материал с армирующим волокном, который является однонаправленным базовым материалом 1 с армирующим волокном с механизмом сдвиговой деформации в одной плоскости.
На фиг.2 показан сводный вид в плане в увеличенном масштабе, демонстрирующий пространство, прилегающее к нитям 2 с армирующим волокном однонаправленного базового материала 1 с армирующим волокном, показанного на фиг.1. Между соседними нитями 2 с армирующим волокном образуется зазор S, что является результатом длины L горизонтального вспомогательного волокна 4. Ширина нити 2 с армирующим волокном в данном случае составляет Н. Существует возможность переместить нить 2 с армирующим волокном параллельно нитям 2 с армирующим волокном на величину, равную зазору S. Это расстояние перемещения определяется длиной L горизонтального вспомогательного волокна 4, пересекающего нить 2 с армирующим волокном. В данном случае длина L горизонтального вспомогательного волокна 4 является длиной L=H+S, будучи суммой ширины Н нити 2 с армирующим волокном и зазора S, образуемого между соседними нитями 2 с армирующим волокном.
Собственно говоря, длина L горизонтального вспомогательного волокна 4 зависит от формы поперечного сечения нитей 2 с армирующим волокном. Например, при скреплении нитей 2 с армирующим волокном, имеющих круглое поперечное сечение, минимальная длина горизонтального вспомогательного волокна 4, пересекающего одну нить 2 с армирующим волокном, становится равной L=πr, где r является радиусом круга. Однако, поскольку в настоящем изобретении важным фактором является зазор S между нитями 2 с армирующим волокном, образуемый отрезком горизонтальных вспомогательных волокон 4, L, обозначенная в настоящем изобретении, является длиной горизонтальных вспомогательных волокон 4, измеренной в направлении от перпендикулярного направления относительно поверхности, образуемой продольным и поперечным направлениями нитей 2 с армирующим волокном. Другими словами, длина L горизонтальных вспомогательных волокон 4 принимается как длина, определенная путем исчисления L=H+S.
Кроме того, длина L горизонтальных вспомогательных волокон 4 является длиной, измеренной в случае, когда нити 2 с армирующим волокном объединяются только горизонтальными вспомогательными волокнами 4. Однонаправленный базовый материал с армирующим волокном согласно настоящему изобретению включает в себя адгезивную смолу, имеющую температуру стеклования Tс между 0°С и 95°С, прикрепленную (приставшую) к по меньшей мере одной его стороне, причем количество адгезивной смолы составляет от 2 г/м2 до 40 г/м2. По этой причине нити 2 с армирующим волокном объединяются не только горизонтальными вспомогательными волокнами 4, но также и адгезивной смолой. Поскольку адгезивная смола наносится на всю поверхность однонаправленного базового материала с армирующим волокном, может оказаться трудным измерить зазор S между соседними нитями 2 с армирующим волокном, так же как и длину L вспомогательного волокна. В этом случае эти расстояния могут быть измерены на однонаправленном базовом материале с армирующим волокном до нанесения адгезивной смолы.
В этом случае, как показано на фиг.2, ткань тянут с обеих сторон в направлении по ширине нитей из армирующего волокна, так что не возникает никакой слабины в горизонтальных волокнах 4 и, кроме того, таким образом, чтобы максимизировать зазор S между соседними нитями 2 с армирующим волокном. В этом случае для измерения длины L вспомогательного волокна в 50 местах использовали измерительный микроскоп, позволяющий проводить измерения с точностью 0,01 мм. Среднюю величину результатов этих измерений приняли после этого как длину L вспомогательного волокна.
Если нет возможности выполнить измерения измерительным микроскопом, измерения могут быть выполнены стереоскопическим микроскопом.
Если перед нанесением адгезивной смолы нет возможности провести измерения на однонаправленном базовом материале с армирующим волокном, измерения, подобные показанным выше, могут быть выполнены в ситуации, когда соседние нити 2 с армирующим волокном однонаправленного базового материала с армирующим волокном освобождения от склеивания адгезивной смолой.
Подобно указанному выше, ширину Н нитей 2 с армирующим волокном определяли с использованием измерительного микроскопа, позволяющего проводить измерения с точностью 0,01 мм, для измерения ширины Н армирующих волокон в 50 местах. Среднюю величину результатов этих измерений приняли после этого как ширину Н армирующего волокна.
На фиг.3 показана ситуация, при которой нити 2 с армирующим волокном смещены на интервал, равный зазору S в направлении, параллельном направленности волокна.
На фиг.4 показан сводный вид в плане, демонстрирующий, как смещаются нити из армирующего волокна.
Более конкретно на фиг.4(а) показано, что нить 2 с армирующим волокном может перемещаться параллельно соседней нити из армирующего волокна благодаря зазору S, располагающемуся между соседними нитями 2 с армирующим волокном, причем зазор S скорректирован на длину L горизонтальных вспомогательных волокон 4.
Кроме того, на фиг.4(b) показано, что при смещении нити 2 с армирующим волокном зазор S между соседними нитями 2 с армирующим волокном становится уже.
Кроме того, на фиг.4(с) показано, что нить 2 с армирующим волокном может перемещаться вплоть до контакта с соседней нитью с армирующим волокном.
Таким образом, однонаправленный базовый материал 1 с армирующим волокном является базовым материалом, который может быть подвергнут сдвиговой деформации в одной плоскости за счет того, что нити 2 с армирующим волокном, которые образуют однонаправленный базовый материал 1 с армирующим волокном, могут перемещаться относительно друг друга. В этом случае желательно поместить между нитями 2 с армирующим волокном вертикальные вспомогательные волокна 3, как показано в настоящем примере. В результате даже в случае перемещения нитей 2 с армирующим волокном и сужения интервала между соседними нитями 2 с армирующим волокном, нити 2 с армирующим волокном не входят в тесный контакт друг с другом, допуская таким образом сохранение пути потока инжектированной смолы между нитями волокна.
Величина сдвиговой деформации в одной плоскости в однонаправленном базовом материале с армирующим волокном согласно настоящему изобретению может быть выражена как угол θ, как показано на фиг.4(с). Важно отметить, что угол сдвига θ в одной плоскости существует в виде отношения L=H/θ (здесь θ составляет от 3° до 30°) относительно ширины Н нити из армирующего волокна и длины L вспомогательной пряжи, пересекающей одну нить с армирующим волокном. Величина угла сдвига здесь является величиной, которая выражает расстояние по параллели, на которое перемещаются нити 2 с армирующим волокном в области зазора S. Более конкретно, в случае, когда по существу идентичные места А и А' соседних нитей 2 с армирующим волокном, находящихся в положении до сдвига (фиг.4(а)) становятся метами А и В в положении после сдвига (фиг.4(с)), величина угла сдвига θ принимается как угол, образуемый линией, соединяющей А и А' и линией, соединяющей А и В.
Собственно говоря, в случае базового материала с армирующим волокном, имеющего, как показано на фиг.4, вертикальные вспомогательные волокна 3 между нитями 2 с армирующим волокном, расстояние перемещения нитей 2 с армирующим волокном становится короче на величину, равную ширине вертикальных вспомогательных волокон 3. Таким образом, указанная формула принимает форму L=(H+D)/cos θ. Когда θ в данном случае меньше 3°, величина сдвиговой деформации в одной плоскости для базового материала с армирующим волокном является небольшой, а вакуумная формуемость становится низкой. С другой стороны, когда θ больше 30°, зазор S между нитями с армирующим волокном становится слишком большим, что ведет не только к трудностям при обращении, но и к потере гибкости нитей из армирующего волокна во время формирования FRP. Поскольку это может привести к ухудшению физических свойств у ERP, наличие таких углов нежелательно.
Угол сдвига θ в одной плоскости может также быть измерен на однонаправленном базовом материале с армирующим волокном до нанесения адгезивной смолы. В этом случае, как показано на фиг.2 и 4(а), ткань тянут с обеих сторон в направлении по ширине нитей из армирующего волокна, так что не возникает никакой слабины в горизонтальных волокнах 4 и, кроме того, таким образом, чтобы максимизировать зазор S между соседними нитями 2 с армирующим волокном. В этом случае выравнивают соответствующие продольные края А и А' нитей из армирующего волокна 2. Затем, как показано на фиг.4(b), нити 2 с армирующим волокном на одной стороне ткани смещаются вверх и, как показано на фиг.4(с), нити 2 с армирующим волокном располагаются таким образом, что зазор S устраняется. Для измерения угла θ в этом случае используют измерительный микроскоп, способный выполнять измерения с точностью до 0,01 мм, причем угол θ является углом, помещенным между линией, соединяющей продольные края А и В нитей из армирующего волокна, и линией, которая соединяет продольные края А и А' нитей из армирующего волокна. Угол сдвига θ в одной плоскости измеряют в 50 местах, а среднюю величину результатов этих измерений приняли после этого как величину угла сдвига напряжения θ в одной плоскости. Кроме того, как показано на фиг.4(с), можно также измерить угол отклонения горизонтальных волокон для того, чтобы определить величину угла сдвига θ в одной плоскости в случае, когда горизонтальные волокна также смещаются в соответствии со смещением нитей из армирующего волокна.
Кроме того, адгезивная смола, имеющая температуру стеклования Tс между 0°С и 95°С, пристает к поверхности однонаправленного базового материала с армирующим волокном согласно настоящему изобретению по меньшей мере на одной его стороне, причем нанесенное количество адгезивной смолы составляет от 2 г/м2 до 40 г/м2, и она прикрепляется в точках, на линиях и на прерывистых линиях.
В результате прилипания такой адгезивной смолы базовый материал с армирующим волокном накладывают на основу с заданной конфигурацией ламинирования. Кроме того, в результате скрепления между собой слоев базового материала с армирующим волокном можно пресечь отслаивание слоев базового материала с армирующим волокном во время формирования заготовки путем формовки базового материала с армирующим волокном в пресс-форме, имеющей заданную форму, что значительно улучшает возможности обращения с заготовкой.
В данном случае «прилипание» относится к нанесению адгезивной смолы на однонаправленный базовый материал с армирующим волокном, не содержащий адгезивной смолы, перед ламинированием. «Скрепление» относится к объединению с помощью адгезивной смолы слоев базового материала с армирующим волокном в слоистый материал после ламинирования слоев однонаправленного базового материала с армирующим волокном, на который нанесена адгезивная смола. Если Tс адгезивной смолы ниже 0°, адгезивная смола является липкой при комнатной температуре, и поэтому оказывается трудно обращаться с однонаправленным базовым материалом с армирующим волокном. В то же время, если температура стеклования Tс адгезивной смолы превышает 95°, адгезивная смола, не будучи липкой при комнатной температуре, требует нагрева для того, чтобы обеспечить скрепление слоев базового материала с армирующим волокном между собой, причем скрепление становится затруднительным. Упомянутая здесь температура стеклования Tс является величиной, измеренной способом DSC (дифференциальной сканирующей калориметрии).
Кроме того, от материалов, которые образуют основные конструкционные материалы для летательных аппаратов, требуется, чтобы прочность на сжатие после удара (которое далее обозначается в сокращении как CAI) была высокой, так чтобы на материал мало влияло столкновение с летающими объектами или повреждение, вызванное падением инструмента во время ремонта.
Поскольку адгезивная смола пристала к поверхности базового материала с армирующим волокном, ламинирование легко сопоставляется с ситуацией, при которой адгезивная смола не используется, включая ламинирование базового материала с армирующим волокном, составляющего ERP, даже после формования FRP. Поскольку это ламинирование включает в себя адгезивную смолу в дополнение к смоле основы, можно избирательно упрочнять слои за счет применения в качестве адгезивной смолы термопластической смолы с большой вязкостью. При упрочнении таких слоев эти слои будут деформироваться или разрушаться при ударе по ERP, поглощая таким образом энергию удара и повышая прочность CAI. По этой причине путем оптимизации адгезивной смолы, приставшей к поверхности базового материала с армирующим волокном можно улучшить не только клейкость, но и способность к поглощению ударной нагрузки.
Если приставшее количество адгезивной смолы меньше 2 г/м2, приставшее количество слишком мало и достаточная клейкость не достигается. В то же время, если приставшее количество больше 40 г/м2, приставшее количество слишком велико и вес FRP возрастает, ухудшая таким образом снижение веса.
В качестве адгезивной смолы, приставшей к поверхности базового материала с армирующим волокном, могут использоваться термореактивная смола, термопластичная смола или смесь этих смол. В случае, когда для заготовки требуется только клейкость, в качестве адгезивной смолы может использоваться только термореактивная смола или термопластичная смола. Однако, когда требуется сопротивление ударному воздействию, такое как прочность CAI, допускается использование в качестве адгезивной смолы, обладающей должной степенью вязкости при одновременном приклеивании к базовому материалу с армирующим волокном смеси обладающей высокой вязкостью термопластичной смолы и термореактивной смолы, которая легко ложится и скрепляется с базовым материалом с армирующим волокном.
Термореактивные смолы, которые могут использоваться, включают в себя: эпоксидные смолы, ненасыщенные полиэфирные смолы, смолы сложных виниловых эфиров и фенольные смолы. Термопластичные смолы, которые могут использоваться, включают в себя: поливинилацетат, поликарбонат, полиацеталь, полифениленоксид, полифениленсульфид, полиарилат, полиэфир, полиамид, полиамидоимид, полиимид, полиэфиримид, полисульфон, полиэфирсульфон, полиэфиркетон, полиарамид, полибензимидазол, полиэтилен, полипропилен и ацетат целлюлозы.
Важно, чтобы адгезивная смола приставала к базовому материалу с армирующим волокном при конфигурации в форме точек, линий или прерывистых линий. Для того чтобы нанести адгезивную смолу точками, адгезивную смолу в распыленной форме рассеивают по поверхности базового материала с армирующим волокном и затем подвергают термосклеиванию. Кроме того, для того, чтобы нанести адгезивную смолу в форме линий или прерывистых линий, ткань, выполненная из непрерывных волокон, таких как плетеный или не плетеный материал, может быть приклеена к поверхности базового материала с армирующим волокном с последующим термосклеиванием.
Поскольку однонаправленный базовый материал с армирующим волокном согласно настоящему изобретению снабжен зазорами между нитями с армирующим волокном, нити из армирующего волокна сделаны подвижными, за счет чего улучшается вакуумная формуемость однонаправленного базового материала с армирующим волокном. По этой причине желательно наносить адгезивную смолу на всю поверхность базового материала с армирующим волокном в форме точек, линий или прерывистых линий. При этом во время вакуумного формования базового материала с армирующим волокном с приданием ему форму, требующей сдвиговой деформации в одной плоскости, сцепление между нитями с армирующим волокном за счет адгезивной смолы легко снимается, позволяя таким образом нитям с армирующим волокном смещать установленные между ними зазоры, и позволяя реализовать достаточную вакуумную формуемость базового материала с армирующим волокном. По этой причине желательно, чтобы максимальное количество приставшей адгезивной смолы составляло 40 г/м2 или меньше. Исходя из тех же соображений, желательно, чтобы максимальное приставшее количество приставшей смолы равнялось 30 г/м2 или меньше.
С другой стороны, нежелательно, чтобы термосклеивание адгезивной смолы со всей поверхностью базового материала с армирующим волокном принимало форму пленки или аналогичную конфигурацию. В этом случае нити из армирующего волокна смещаются с трудом, даже при наличии зазоров между нитями с армирующим волокном, и не удается добиться достаточной вакуумной формуемости.
Кроме того, желательно наносить адгезивную смолу при конфигурациях и в количествах, описанных выше, поскольку это обеспечивает реализацию идеальной сцепляемости в процессе производства. Кроме того, такой подход не мешает пропитке смолой базового материала с армирующим волокном в направлении по толщине во время формовки FRP.
Далее предпочтительным является то, что настоящее изобретение используется для производства плоского слоистого материала из базового материала с армирующим волокном, полученного путем ламинирования множества слоев однонаправленного базового материала с армирующим волокном, описанного выше, на основе заданной конфигурации ламинирования. Слоистый материал из базового материала с армирующим волокном согласно настоящему изобретению является материалом, который используется для производства заготовки, отличающейся от заготовки, имеющей форму конечного формованного продукта. Слоистый материал из базового материала с армирующим волокном согласно настоящему изобретению может также быть свернут в рулон на бумажном сердечнике для облегчения обращения с ним, как с материалом, и использоваться без проблем. Упоминавшийся здесь плоский слоистый материал является слоистым материалом, который, будучи даже свернутым на бумажном сердечнике или подобном средстве, возвращается к плоской форме, будучи развернут (т.е. тогда, когда он освобождается из свернутого состояния на бумажном сердечнике или аналогичном средстве). Когда слоистый материал из базового материала с армирующим волокном свертывают в рулон на бумажном сердечнике или аналогичном средстве, и затем развертывают таким образом, некоторая степень коробления после свертывания может сохраниться, и можно предположить, что слоистый материал не останется строго плоским. Однако в таком случае, если форма слоистого материала из базового материала с армирующим волокном обладает одномерной кривизной и, кроме того, если радиус кривизны слоистого материала 50% или больше равен или превышает радиус кривизны бумажного сердечника, вокруг которого был свернут слоистый материал, слоистый материал считается плоским.
Обычно однонаправленный базовый материал с армирующим волокном согласно настоящему изобретению не используется в форме отдельного листа, но скорее подвергается формованию с образованием заготовки путем ламинирования и вакуумного формования множества его слоев на основе заданной конфигурации ламинирования. При формовании заготовки желательно с точки зрения обрабатываемости сначала приготовить плоский слоистый материал путем ламинирования множества слоев базового материала с армирующим волокном на основе заданной конфигурации ламинирования, с последующим вакуумным формованием слоистого материала с использованием оправки. Однако, поскольку однонаправленный базовый материал с армирующим волокном согласно соответствующей области техники плохо поддается вакуумному формованию, трудно выполнить формовку плоского слоистого материала с использованием оправки, имеющей сложную форму. По этой причине заготовку формируют путем совмещения с оправкой одного слоя за раз и ламинированием на основе заданной конфигурации ламинирования. Поскольку базовый материал с армирующим волокном согласно настоящему изобретению обладает, как описано выше, превосходной вакуумной формуемостью, существует возможность вакуумного формования слоистого материала, состоящего из множества слоев, путем использования оправки, даже имеющей сложную форму. Таким образом, использование слоистого материала из базового материала с армирующим волокном согласно настоящему изобретению является предпочтительным, поскольку это позволяет значительно улучшить обрабатываемость при формовке заготовки, а также сократить длительность обработки.
Более конкретно множество слоев однонаправленного базового материала с армирующим волокном ламинируют для формирования плоского слоистого материала из базового материала с армирующим волокном. Другими словами, упомянутый согласно настоящему изобретению плоский слоистый материал из базового материала с армирующим волокном получается путем вакуумного формования базового материала с армирующим волокном с приданием ему нужной формы и ламинирования, но скорее путем ламинирования обычного однонаправленного базового материала с армирующим волокном получается плоский слоистый материал из базового материала с армирующим волокном, который можно назвать исходным продуктом для получения заготовки.
Кроме того, адгезивная смола, приставшая к базовому материалу с армирующим волокном, частично скрепляется с лицевой поверхностью листа базового материала с армирующим волокном по всей его поверхности. Кроме того, формируются связующие соединения, так что максимальная длина каждого связующего соединения не меньше 1 мм и не больше ширины Н нити из армирующего волокна.
Другими словами, слоистый материал из базового материала с армирующим волокном согласно настоящему изобретению конфигурирован таким образом, что часть адгезивной смолы, прикрепившаяся ко всей поверхности слоя однонаправленного базового материала с армирующим волокном в форме точек, линий или прерывистых линий, объединяется (т.е. скрепляется) с поверхностью лицевого слоя базового материала с армирующим волокном, в котором максимальная длина скрепляющего соединения не меньше 1 мм и не больше ширины Н нити из армирующего волокна. Адгезивную смолу, частично скрепленную с лицевым слоем базового материала с армирующим волокном по всей его поверхности, можно определить путем исследования поперечного разреза слоистого материала из базового материала с армирующим волокном, причем эта скрепленная адгезивная смола, является результатом адгезивной смолы, приставшей ранее к слою базового материала с армирующим волокном по точкам, линиям или прерывистым линиям, так же как при последующем шаге скрепления.
Далее со ссылкой на фиг.8 будет описано определение таких условий скрепления. На фиг.8(а) показана ситуация, при которой слоистый материал 19 из базового материала с армирующим волокном располагается между верхним прессовым скрепляющим приспособлением 22, имеющим множество независимых точек прессования 24, и нижним прессовым скрепляющим приспособлением 23. Слоистый материал 19 из базового материала с армирующим волокном является четырехслойным слоистым материалом из базового материала с армирующим волокном согласно настоящему изобретению, в котором адгезивная смола 33 пристала к слою однонаправленного базового материала 32 с армирующим волокном по точкам, линиям или прерывистым линиям по всей его поверхности. Адгезивная смола 33 прикреплена к размещенному сверху однонаправленному базовому материалу 32 с армирующим волокном. Поскольку скрепление между однонаправленным базовым материалом 32 с армирующим волокном, как показано на фиг.8(а), не происходит, оно может быть подтверждено при условии, что адгезивная смола 33 пристанет ко всей нижней поверхности однонаправленного базового материала 32 с армирующим волокном путем подъема однонаправленного базового материала 32 с армирующим волокном. Верхнее прессовое скрепляющее приспособление 22, нижнее прессовое скрепляющее приспособление 23, а также предварительно скрепленный слоистый материал 19 из базового материала с армирующим волокном нагревают до температуры, равной температуре стеклования применяемой здесь адгезивной смолы или превышающей ее. После этого слоистый материал 19 из базового материала с армирующим волокном обжимают верхним прессовым скрепляющим приспособлением 22 и нижним прессовым скрепляющим приспособлением, объединяя таким образом слоистый материал. Температура нагрева более предпочтительно на 5°С или более превышает температуру стеклования применяемой адгезивной смолы. На фиг.8(b) показан слоистый материал из базового материала с армирующим волокном после объединения. В результате нагрева и прессования, поскольку давление к слоистому материалу 19 из базового материала с армирующим волокном прикладывается только в точках прессования 24 верхнего прессового скрепляющего приспособления 22, адгезивная смола 33, помещенная в этих местах, была прижата и объединена (т.е. скреплена) с лицевой поверхностью однонаправленного базового материала 35 с армирующим волокном. По этой причине имеется два типа адгезивной смолы, существующей со слоистым материалом 28 из базового материала с армирующим волокном: адгезивная смола 33, предварительно приставшая к базовому материалу с адгезивным волокном перед скреплением, и адгезивная смола 34, которая также скреплена с лицевой поверхностью базового материала 35 с армирующим волокном. Адгезивная смола наносится на однонаправленный базовый материал 32 с армирующими волокнами точками, линиями или прерывистыми линиями и таким образом, в то время как вся адгезивная смола пристает к базовому материалу 32 с армирующим волокном, скрепление адгезивной смолы с лицевой поверхностью базового материала с армирующим волокном достигается по всей этой поверхности только частично, и поэтому только адгезивная смола 34 скрепляется с однонаправленным базовым материалом 35 с армирующим волокном.
Как описано ранее, желательно, чтобы слои базового материала с армирующим волокном согласно настоящему изобретению были скреплены частично по всей поверхности базового материала с армирующим волокном. С другой стороны, желательно не допускать скрепления всей поверхности, поскольку нити из армирующего волокна не могут двигаться во время вакуумного формования, что не позволяет в достаточной степени реализовать вакуумную формуемость базового материала с армирующим волокном согласно настоящему изобретению. Исходя из этого, желательно, чтобы адгезивная смола, которая пристала к поверхности базового материала с армирующим волокном, была частично скреплена с другим слоем и, дополнительно, чтобы каждое скрепляющее соединение имело максимальную длину не меньше 1 мм и не больше ширины Н нити из армирующего волокна. Если максимальная длина меньше 1 мм, скрепляющие соединения оказываются слишком короткими, а скрепление - недостаточным. С другой стороны, если длина скрепляющих соединений больше ширины Н нити из армирующего волокна, большое количество скрепляющих соединений будет размещаться в пространстве между нитями армирующего волокна. Поскольку такие скрепляющие соединения препятствуют перемещению нитей из армирующего волокна во время вакуумного формования, достаточная вакуумная формуемость не может быть реализована, в связи с чем такие длины скрепляющих соединений являются предпочтительными.
Кроме того, исходя из тех же соображений, желательно, чтобы промежуток между скрепляющими соединениями был не меньше ширины нити из армирующего волокна и не больше 100 мм. Если промежуток между скрепляющими соединениями будет меньше ширины нити из армирующего волокна, большое количество скрепляющих соединений будет размещаться в пространстве между нитями из армирующего волокна, даже в случае, если максимальная длина скрепляющих соединений равна Н или меньше. Таким образом, требует внимания то, что вакуумная формуемость базового материала с армирующим волокном и, таким образом, формуемость слоистого материала из базового материала с армирующим волокном были реализованы в недостаточной степени. С другой стороны, если промежутки между скрепляющими соединениями будут больше 100 мм, преимущества частично соединения будут реализованы в недостаточной степени из-за слишком широкого интервала скрепления, и такие обширные промежутки между скрепляющими соединениями нежелательны.
Желательно, чтобы слоистый материал из базового материала с армирующими волокнами согласно настоящему изобретению имел конфигурацию ламинирования, образующую FRP. Однако, в случае наличия очень большого количества ламинированных слоев при конфигурации ламинирования, образующего FRP, слоистый материал из базового материала с армирующими волокнами может иметь конфигурацию ламинирования, которая образует часть конфигурации ламинирования, образующей FRP. Например, в случае если конфигурация ламинирования, образующей FRP представляет [(45/0/-45/90)x]s (x является произвольным целым числом, а S здесь означает зеркальную симметрию), ряд слоистых материалов из базового материала с армирующим волокном, имеющих конфигурацию ламинирования (45/0/-45/90) повторяющегося слоистого материала могут ламинироваться так, как необходимо.
Таким образом, поскольку слоистый материал из базового материала с армирующими волокнами согласно настоящему изобретению обладает превосходной вакуумной формуемостью и удобством в обращении, из него может быть получена высококачественная заготовка. В настоящем изобретении термин «заготовка» не относится к плоскому слоистому материалу но, скорее, к промежуточному продукту, которому с помощью оправки или подобного средства придана форма конечного формованного продукта или форма, близкая к форме конечного продукта.
Относительно способа, при котором FRP формуют путем подачи в заготовку под давлением смолы основы, не будет преувеличением сказать, что высокое или низкое качество FRP определяется заготовкой. По этой причине ключевое значение имеет базовый материал с армирующим волокном и слоистый материал из базового материала с армирующим волокном, из которого может быть получена высококачественная заготовка.
Заготовка согласно настоящему изобретению получается путем вакуумного формования слоистого материала из базового материала с армирующим волокном, полученного из однонаправленного базового материала с армирующим волокном согласно настоящему изобретению, описанного здесь. Кроме того, желательно, чтобы объемная доля Vpf армирующего волокна в заготовке находилась в диапазоне от 45% до 62%.
Если объемная доля армирующего волокна меньше 45%, заготовка становится громоздкой, уменьшается объемная доля армирующего волокна в формованном продукте FRP, и по этой причине это не желательно. Кроме того, если заготовку сжимают, например, таким образом, чтобы уменьшить ее объемность перед инжекцией смолы основы, возникают места, где нити становятся частично извилистыми, в особенности в местах, обладающих кривизной. Поскольку это ведет к ухудшению физических свойств формованного продукта FRP, такие объемные доли не желательны. С другой стороны, если объемная доля Vpf армирующего волокна превышает 62%, пропитка смолой основы становится затруднительной, более часто возникают не пропитанные полости или другие дефекты и, таким образом, такие объемные доли оказываются не желательными. Объемная доля армирующего волокна в заготовке может быть улучшена путем первой формовки слоистого материала из базового материала с армирующим волокном с использованием оправки или другого подобного средства, с последующим приложением к заготовке давления, такого как вакуумметрическое давление или непосредственное давление, в течение определенного периода времени, в то время как заготовка находится в нагретом состоянии при температуре стеклования адгезивной смолы или выше ее. В этом случае объемная доля армирующего волокна может быть улучшена до степени, при которой значения температуры нагрева и давления высоки, а длительность нагрева и прессования велика. Таким образом появляется возможность контролировать объемную долю армирующего волокна в заготовке путем должного контроля температуры нагрева, давления и длительности прессования при нагреве.
Кроме того, заготовка согласно настоящему изобретению отличается тем, что слои базового материала с армирующим волокном скрепляются между собой по существу по всей своей поверхности. Такая заготовка может быть изготовлена, например, путем первоначального помещения слоистого материала из базового материала с армирующим волокном в оправку или аналогичное средство, накрыванием всего слоистого материала мешочной пленкой, откачиванием воздуха из пространства между мешочной пленкой и слоистым материалом с последующим приложением атмосферного давления ко всему слоистому материалу, плотно прижимая таким образом слоистый материал к оправке. С другой стороны, можно также изготавливать заготовку путем использования оправки и прессового механизма для приложения давления к слоистому материалу. Таким образом, поскольку заготовке придают форму конечного продукта или близкую к ней форму, необходимо сохранять форму после первого вакуумного формования до инжекции смолы основы и формирования FRP. По этой причине желательно сначала выполнить вакуумное формование базового материала с армирующим волокном или слоистого материала из базового материала с армирующими волокнами с приданием им формы заготовки с использованием оправки или аналогичного средства, и затем выполнить скрепление слоев базового материала с армирующим волокном между собой по существу по всей их поверхности. Такие действия обеспечивают более легкое сохранение формы заготовки. Как описано выше, если слои базового материала с армирующим волокном упомянутой здесь заготовки (т.е. промежуточного продукта, имеющего форму конечного продукта или форму, близкую к форме конечного продукта) скрепляются между собой перед приданием формы, перемещение нитей из армирующих волокон ограничивается, и в результате достаточная вакуумная формуемость не достигается, а подходящую заготовку не удается получить.
Таким образом, согласно настоящему изобретению, когда такой плоский слоистый материал из базового материала с армирующим волокном подвергается вакуумному формованию с приданием ему формы заготовки, упомянутой в настоящем изобретении (т.е. промежуточного продукта, имеющего форму конечного продукта или форму, близкую к форме конечного продукта), происходит следующее. Для того чтобы обеспечить достаточную вакуумную формуемость (т.е. сдвиговую деформацию в одной плоскости), адгезивная смола не скрепляется со слоями базового материала с армирующим волокном по всей их поверхности, но скорее скрепляется частично в связующих соединениях, имеющих максимальную длину не меньше 1 мм и не больше ширины Н нити из армирующего волокна. Кроме того, после вакуумного формования заготовки форма заготовки сохраняется путем скрепления слоев базового материала с армирующим волокном по всей их поверхности.
Процесс производства слоистого материала из базового материала с армирующим волокном согласно настоящему изобретению обеспечивает изготовление слоистого материала с армирующим волокном путем выполнения по меньшей мере следующих операций от (A) до (F):
(A) резание однонаправленного базового материала с армирующим волокном согласно п.1 с приданием ему заданной формы;
(B) ламинирование однонаправленного базового материала с армирующим волокном, который был разрезан с приданием ему заданной формы, путем последовательного перемещения и наложения его слоев на плоскости на основе заданной конфигурации ламинирования;
(С) периодическое перемещение слоистого материала, полученного в ходе операции (В), для выполнения операции нагрева;
(D) нагревание доставленного слоистого материала;
(Е) скрепление слоистого материала прессованием путем приложения давления только в определенных местах слоистого материала с использованием прессового приспособления, и соединение между собой слоев базового материала с армирующим волокном в точках прессования в направлении по толщине посредством адгезивной смолы, приставшей к поверхности базового материала с армирующим волокном; и
(F) охлаждение слоистого материала.
Заданная форма однонаправленного базового материала с армирующим волокном, упомянутого в (А) является формой с постоянной шириной и непрерывной длиной, в которой однонаправленный базовый материал с армирующим волокном имеет ориентацию волокна под углом ламинирования для каждого слоя. Путем получения слоистого материала из базового материала с армирующим волокном, имеющего постоянную ширину и непрерывную длину, полученный слоистый материал из базового материала с армирующим волокном может быть свернут в рулон на бумажном сердечнике или аналогичном средстве для удобства хранения. Когда ширина элемента, который должен быть затем сформирован с использованием слоистого материала, равна или меньше ширины слоистого материала из базового материала с армирующим волокном, из ламината может быть вырезана форма элемента. Это позволяет применить слоистый материал к созданию всех типов элементов.
Заданная конфигурация ламинирования, упомянутая в (В), является конфигурацией ламинирования, которую разделяют все элементы, для которых применяется слоистый материал из базового материала с армирующим волокном. За счет производства слоистого материала с армирующим волокном с разделяемой конфигурацией ламинирования слоистый материал из базового материала с армирующим волокном может использоваться для производства большего количества элементов.
Далее со ссылкой на фиг.5 будет описан вариант реализации производственного оборудования согласно настоящему изобретению, и будет описан соответствующий производственный процесс.
Более конкретно на фиг.5 показано в качестве примера оборудование, которое выпускает слоистый материал из базового материала с армирующим волокном, имеющий конфигурацию ламинирования [45/0/-45/90]s (s здесь означает зеркальную симметрию).
В ходе операции резания (А) можно использовать для резания однонаправленного базового материала с армирующим волокном поставляемое промышленностью автоматическое режущее устройство 5. В ходе операции ламинирования (В) желательно использовать руку робота 7 для перемещения и установки нарезанного однонаправленного базового материала 6 с армирующим волокном в заданном положении на конвейере 8. К наконечнику руки робота 7 прикреплен ручной захват 9, который удерживает однонаправленный базовый материал 6 с армирующим волокном. Конструкция ручного захвата 9 не имеет особых ограничений при условии, что ручной захват может применяться для перемещения и установки однонаправленного базового материала 6 с армирующим волокном без нанесения ущерба его качеству. Например, к ручному захвату может быть присоединено вакуумное всасывающее устройство или продувочное устройство, и возможно применение системы, в которой однонаправленный базовый материал 6 с армирующим волокном может удерживаться присасыванием. С другой стороны, возможно использование способа, в котором однонаправленный базовый материал 6 с армирующим волокном захватывается и удерживается штифтами. Возможно также применение способа, сочетающего указанные два способа.
В частности, предпочтительным является ручной захват, в котором используется вакуумное всасывающее устройство или продувочное устройство, поскольку базовый материал с армирующим волокном захватывается штифтами или подобными средствами и, таким образом, нет беспокойства по поводу ухудшения качества армирующего материала с армирующим волокном.
После помещения однонаправленного базового материала 6 с армирующим волокном, имеющего угол ламинирования 45°, в заданное положение на конвейере 8, конвейер управляется так, чтобы перемещаться по направлению вперед. Путем сходного размещения базового материала с армирующим волокном, имеющего угол ламинирования 45° в области, прилегающей к имеющему угол ламинирования 45° однонаправленному базовому материалу 6 с армирующим волокном, который был размещен сначала, получается базовый материал с армирующим волокном, имеющий непрерывную длину и угол ламинирования 45°. Затем поверх однонаправленного базового материала с армирующим волокном, имеющего угол ламинирования 45° на основе конфигурации ламинирования, помещают базовый материал с армирующим волокном, имеющий угол ламинирования 0°. Желательно непосредственно помещать базовый материал из армирующего волокна 0° из рулона базового материала 10 и ламината без резания. После наложения базового материала с армирующим волокном 0° конвейер действует аналогичным образом, и однонаправленный базовый материал с армирующим волокном -45°, вырезанный автоматическим режущим устройством 11, перемещается и помещается поверх ламинированного базового материала с армирующим волокном 45°/0°. После этого однонаправленный базовый материал 14 с армирующими волокнами 90°, вырезанный автоматическим режущим устройством 13, однонаправленный базовый материал 16 с армирующими волокнами -45°, вырезанный автоматическим режущим устройством 15 и базовый материал 14 с армирующими волокнами 0°, вырезанный автоматическим режущим устройством 17 вырезаются, перемещаются и ламинируются на основе конфигурации ламинирования.
Размещение таким образом базового материала с армирующим волокном, образующего каждый слой, осуществляется путем движения конвейера, на котором периодически перемещается ламинированный базовый материал. Кроме того, поскольку еще один предназначенный для ламинирования слой базового материала с армирующим волокном помещают вслед за этим в направлении движения, желательно, чтобы рука робота 7 была установлена на ползуне 18 с возможностью перемещаться вдоль конвейера 8 в том же направлении, так что рука робота 7 может перемещать соответствующие базовые материалы с армирующим волокном до их заданного положения на конвейере.
В то время как весь базовый материал с армирующим волокном может быть нарезан на одном автоматическом режущем устройстве, предпочтительным является резание базовых материалов с армирующим волокном, имеющих соответствующие углы ламинирования, с использованием множества автоматических режущих устройств, как показано на фиг.5. При этом может быть сокращено время, требующееся для операции резания.
Таким образом, базовый материал с армирующим волокном многократно режут автоматическими режущими устройствами, перемещают рукой робота, ламинируют и перемещают конвейером в соответствии с заданной конфигурацией ламинирования. Такой способ является предпочтительным, поскольку позволяет автоматически и точно непрерывно ламинировать базовый материал с армирующим волокном. Желательно, чтобы точность была такой, при которой отклонение от угла ориентации волокна в однонаправленном базовом материале с армирующим волокном находилось в пределах ±1° и, кроме того, такой, при которой зазор между соседними листами базового материале с армирующим волокном в одном и том же слое находился в пределах от 0 мм до 3 мм. Если отклонение угла ориентации волокна базового материала с армирующим волокном превышает 1° относительно угла ламинирования, установленного заданной конфигурацией ламинирования, не будет возможности реализовать нужные механические свойства, и поэтому такие отклонения не желательны. Кроме того, в зависимости от конфигурации ламинирования, может оказаться необходимым помещать листы базового материала с армирующим волокном рядом друг с другом в одном и том же слое. В этом случае, если зазор между листами базового материала с армирующим материалом меньше 0 мм (т.е., если листы перекрывают друг друга), количество слоев на этих участках взаимного перекрытия возрастает. Поскольку это ведет к увеличению толщины, такое взаимное перекрытие не желательно. С другой стороны, если такие зазоры больше 3 мм, в этих местах будут отсутствовать армирующие волокна. В результате могут ухудшаться механические характеристики, или могут возникнуть дефекты, такие как формирование участков, в которых доля смолы значительно больше по сравнению с местами, в которых должным образом присутствуют армирующие волокна. По этой причине такие зазоры не желательны.
В ходе операции перемещения (С) слоистый материал, полученный во время операции ламинирования (В), транспортируют до операции нагрева (D). На фиг.5 слоистый материал 19 из базового материала с армирующим волокном, имеющий заданную конфигурацию ламинирования и помещенный на конвейер 8, перемещают до внутренней полости печи 20 путем периодического включения конвейера 8 с его перемещением по направлению вперед. Поскольку слоистый материал, который был сложен с заданной конфигурацией ламинирования, еще не объединен в одно целое, трудно переносить слоистый материал с непрерывной длиной без смещения углов ламинирования. Поэтому после ламинирования базового материала с армирующим волокном на конвейере желательно перемещать слоистый материал к печи непрерывно. За счет применения такой процедуры слоистый материал можно транспортировать для выполнения операции нагревания и операции скрепления прессованием без смещения углов ламинирования.
Кроме того, перед скреплением в одно целое в ходе операции скрепления прессованием (Е), когда существует опасность сдвига угла ламинирования и других признаков в результате движения конвейера, один предпочтительный вариант реализации предусматривает возможность временного сшивания, например, кромок слоистого материала с использованием швейной машины или подобного оборудования, временно удерживая таким образом слоистый материал на месте. При временном сшивании прошитые кромки отрезают и удаляют после скрепления в заданных местах по всей поверхности слоистого материала в ходе операции скрепления прессованием, получая таким образом слоистый материал из базового материала с армирующим волокном согласно настоящему изобретению.
В ходе операции нагрева (D) слоистый материал, полученный в ходе операции ламинирования (В) нагревают до заданной температуры, описанной далее. В качестве нагревательного устройства желательно использовать печь с горячим дутьем, поскольку это позволяет нагревать базовый материал с армирующим волокном бесконтактным образом.
При использовании печи 20, подобной показанной на фиг.5, происходит избирательный нагрев области скрепления в ходе последующей операции скрепления прессованием (Е). Желательно использовать такую печь 20 для избирательного нагрева области скрепления, поскольку это не только улучшает эффективность нагрева, но и в дополнение к этому представляет достоинства более легко контролируемых параметров нагрева, причем дополнительно уменьшаются размеры нагревательного оборудования и, например, облегчается его монтаж в сочетании с конвейером.
Желательно, чтобы места скрепления прессованием слоистого материала были равномерно прогреты. В частности, желательно нагреть места скрепления прессованием до однородной температуры по толщине. Если температура по толщине не будет однородной, не будет однородным и нагрев адгезивной смолы, приставшей к поверхности базового материала с армирующим волокном, в направлении по толщине возникнут неоднородности в клейкости, и поэтому такие неоднородные температуры являются нежелательными. В данном случае под однородностью подразумеваются отклонения в пределах ±5°С и, более предпочтительно, в пределах ±3°С. Выбор способа измерения не особенно ограничен, и измерения могут осуществляться путем размещения термопар в верхнем слое и между ламинированными слоями слоистого материала в одном или более из представительных мест нагрева слоистого материала, термообработки слоистого материала и последующего наблюдения за условиями нагрева слоистого материала.
Кроме того, заданная температура нагрева предпочтительно должна быть выше температуры стеклования Tс адгезивной смолы, приставшей к поверхности базового материала с армирующим волокном в случае, когда адгезивная смола пристает к поверхности базового материала с армирующим волокном только с одной стороны. Превышение температурой нагрева температуры стеклования адгезивной смолы является желательным по той причине, что адгезивная смола при этом размягчается, и поэтому слоистый материал может быть надежно скреплен в ходе операции скрепления прессованием (Е) при более низком давлении. Желательно, чтобы температура нагрева на 5-20°С превышала температуру стеклования Tс.
Кроме того, поскольку адгезивная смола пристает к поверхности базового материала с армирующим волокном только с одной стороны, адгезивная смола становится скрепленной с поверхностью нитей из армирующего волокна, образующих базовый материал с армирующим волокном в слоистом материале из базового материала с армирующим волокном. При температуре, которая равна температуре стеклования Tс или ниже ее, клейкость адгезивной смолы в отношении нитей из армирующего волокна недостаточна, и достижение благоприятного скрепления в ходе последующей операции скрепления прессованием (Е) становится затруднительным. По этой причине желательно нагревать слоистый материал до температуры, которая выше температуры стеклования Tс адгезивной смолы в случае, когда адгезивная смола пристала к поверхности базового материала с армирующим волокном только с одной его стороны.
С другой стороны, если адгезивная смола пристала к поверхности базового материала с армирующим волокном с обеих ее сторон, желательно, чтобы температура нагрева слоистого материала из базового материала с армирующим волокном была равна или ниже температуры стеклования Tс адгезивной смолы. Если адгезивная смола пристала к поверхности базового материала с армирующим волокном на обеих ее сторонах, адгезивная смола оказывается скрепленной с адгезивной смолой, приставшей к поверхности базового материала с армирующим волокном в слоистом материале из базового материала с армирующим волокном. В этом случае, поскольку адгезивная смола скрепляется сама с собой, достаточной клейкости можно добиться даже при нагреве до температуры, которая равна температуре стеклования Tс или ниже ее. Такой подход является предпочтительным, поскольку позволяет производить слоистый материал из базового материала с армирующим волокном при более низких температурах.
Более предпочтительно температура нагрева слоистого материала из базового материала с армирующим волокном должна быть ниже температуры стеклования Tс адгезивной смолы не меньше чем на 30°С, и не должна превышать температуру стеклования Tс.
В ходе операции скрепления прессованием (Е) необходимо частично скрепить адгезивную смолу, приставшую к поверхности базового материала с армирующим волокном, который образует слоистый материал, с лицевой поверхностью базового материала с армирующим волокном по всей его поверхности. Пример операции скрепления прессованием согласно настоящему изобретению показан на фиг.6
Более конкретно на фиг.6 показан поперечный разрез прессового приспособления для скрепления 21, установленного внутри печи 20, показанной на фиг.5, а также слоистый материал 19 из базового материала с армирующим волокном и конвейер 8.
Путем использования конвейера 8 слоистый материал 19 из базового материала с армирующим волокном перемещают на конвейере 8 к прессовому приспособлению для скрепления 21, установленному внутри печи.
Желательно, чтобы прессовое приспособление 21 для скрепления включало в себя верхнее прессовое приспособление 22 и нижнее прессовое приспособление 23, и чтобы верхнее прессовое приспособление 22 содержало множество выступающих, независимых точек прессования 24 по всей своей поверхности. За счет использования такого прессового приспособления 21 и управления параметрами нагрева в ходе операции нагрева (D) и параметрами давления прессового приспособления 21, адгезивная смола, приставшая к каждому листу однонаправленного базового материала с армирующим волокном, образующего слоистый материал из базового материала с армирующим волокном, может быть частично скреплена с однонаправленным базовым материалом с армирующим волокном соответствующей лицевой поверхности. Кроме того, сделав размеры каждой независимой точки прессования 24 в поперечном разрезе такими, что максимальная длина в поперечном разрезе будет не меньше 1 мм и не больше чем ширина Н нити из армирующего волокна, максимальная длина каждого скрепляющего соединения слоистого материала из базового материала с армирующим волокном может быть сделана такой, что она будет не меньше 1 мм и не больше чем ширина Н нити из армирующего волокна. Форма поперечного сечения точек прессования 24 специально не оговаривается и допускается использование круглой, квадратной, прямоугольной и разных других форм.
Кроме того, желательно, чтобы размещение точек прессования 24 на верхнем прессовом приспособлении 22 было таким, при котором промежутки между точками прессования 24 были не меньше ширины Н нити из армирующего волокна и не больше 30 мм. Если промежутки между точками прессования 24 будут меньше Н, в слоистом материале из базового материала с армирующим волокном образуется слишком много мест скрепления, и поэтому такие промежутки не желательны. С другой стороны, не желательно, чтобы промежутки между точками прессования 24 были больше 30 мм, поскольку в результате получается слишком мало мест скрепления. В дополнение желательно, чтобы прессовое приспособление 21 было выполнено из металла и обладало функциями генерирования тепла. Способ генерирования тепла специально не оговаривается, и может включать в себя совместное применение электронагревателя, горячей воды или линии с горячим маслом. Желательно, чтобы прессовое приспособление 21 было изготовлено из металла, поскольку это позволяет повысить эффективность нагревания с помощью указанных способов генерирования тепла, или печи 20. Кроме того, исходя из необходимости внесения поправок при техническом обслуживании или изменении параметров давления, желательно, чтобы точки прессования 24 были съемными.
Кроме того, желательно, чтобы форма поперечного сечения точек прессования 24 на верхнем прессовом приспособлении 22 была круглой, при диаметре, равном ширине Н нити из армирующего волокна или меньше ее и, кроме того, с просветом между ближайшими соседними точками прессования, составляющими от Н до 30 мм.
Например, если форма поперечного сечения точек прессования будет четырехугольной или треугольной, существует опасность того, что кромки в вершинах профиля поперечного сечения точек прессования могут во время операции скрепления прессованием повредить нити из армирующего волокна, и поэтому такая форма поперечного сечения нежелательна.
С другой стороны, при круглой форме поперечного сечения точек прессования вершины отсутствуют, и поэтому операция скрепления прессованием может быть выполнена без того, чтобы кромки вершин повредили нити из армирующего волокна. По этой причине круглая форма поперечного сечения является предпочтительной.
Далее, желательно, чтобы точки прессования прессового приспособления обладали нагревательными функциями. Механизм функции нагрева может быть таким, при котором в прессовом приспособлении устанавливают трубки, предназначенные для пропуска теплопередающей среды, так что точки прессования прессового приспособления нагреваются за счет прокачки теплопередающей среды по трубкам, предназначенным для пропуска теплопередающей среды, а теплопередающую среду нагревают средством контроля температуры инструмента.
Таким образом, в результате нагрева точек на слоистом материале из базового материала с армирующим волокном длительность нагрева может быть сокращена по сравнению с вариантом нагрева горячим воздухом, такого, как выполняемый в печи и, кроме того, облегчается контроль нагрева печи. По этой причине указанный способ нагрева является предпочтительным.
В ходе операции охлаждения (F) скрепление завершается путем охлаждения адгезивной смолы, скрепленной с каждым листом базового материала с армирующим волокном, который был нагрет во время операции нагрева (D) и операции скрепления прессованием (Е). На фиг.5 на участке между печью 20 и приемным валком 25 создается пространство охлаждения 26, причем в пространстве охлаждения 26 происходит охлаждение слоистого материала из базового материала с армирующим волокном до комнатной температуры. После охлаждения до комнатной температуры и завершения скрепления имеет место операция приемки, при которой слоистый материал из базового материала с армирующим волокном наматывается на приемный валок 25. К приемному валку 25 не предъявляется особых требований, за исключением возможности намотки на него слоистого материала из базового материала с армирующим волокном. Возможно использование бумажного сердечника или аналогичного средства, имеющего подходящий диаметр, причем диаметр предпочтительно составляет от 50 см до 150 см.
Для непрерывного выполнения этих операций (А)-(F) желательно использовать конвейер, поскольку это позволяет производить слоистый материал из базового материала с армирующим волокном, непрерывный по длине.
Существует возможность наматывать, как необходимо, полученный таким образом слоистый материал из базового материала с армирующим волокном на валок 25. Кроме того, перед требующейся намоткой слоистого материала из базового материала с армирующим волокном кромки слоистого материала из базового материала с армирующим волокном могут быть прошиты с помощью швейной машины или аналогичного средства, что препятствует разматыванию слоистого материала из базового материала с армирующим волокном под воздействием напряжения, вызванного наматыванием. В этом случае за счет удаления так, как требуется, прошитых кромок, может быть получен слоистый материал из базового материала с армирующим волокном, обладающий заданной способностью к формованию. Нет необходимости говорить, что можно также держать слоистый материал из базового материала с армирующим волокном в плоском состоянии без наматывания для хранения или использования в следующей операции.
Процесс производства заготовки согласно настоящему изобретению обеспечивает производство заготовки в ходе по меньшей мере следующих операций от (а) до (d):
(а) помещение в оправку слоистого материала из базового материала с армирующим волокном по настоящему изобретению;
(b) прессовое вакуумное формование слоистого материала из базового материала с армирующим волокном путем приложения к нему поверхностного давления и выполнения формования оправкой;
(с) осуществление скрепления прессованием с нагревом путем нагревания слоистого материала из базового материала с армирующим волокном во время воздействия на поверхность давления с последующим скреплением ламинированных слоев слоистого материала из базового материала с армирующим волокном; и
(d) охлаждение слоистого материала из базового материала из слоистого материала, слои которого скреплены между собой, полученного в ходе операции скрепления прессованием с нагревом (с).
Здесь в ходе операции размещения (а) слоистый материал из базового материала с армирующим волокном, полученный путем ламинирования множества слоев базового материала с армирующим волокном, полученных из однонаправленного базового материала с армирующим волокном, помещают в оправку после вырезания из него подходящей для вакуумного формования формы. В зависимости от ламинированной конфигурации заготовки, намеченной к изготовлению, можно также поместить и ламинировать множество слоистых материалов из базового материала с армирующим волокном. Кроме того, можно также поместить и ламинировать слоистый материал из армирующего волокна с армирующим волокном и отдельный лист базового материала с армирующим волокном.
В ходе операции прессового вакуумного формования (b) после размещения слоистого материала из базового материала с армирующим волокном, поверхностное давление прикладывают к слоистому материалу из базового материала с армирующим волокном таким образом, чтобы выполнить его вакуумное формование оправкой на основе заданной ламинированной конфигурации. Способ, которым производится приложение поверхностного давления, особо не оговаривается, но предпочтительным является использование вакуумного мешочного способа, при котором слоистый материал из базового материала с армирующим волокном и оправку герметично закрывают с помощью пластиковой пленки или листа, выполненного из каучука различных видов. При создании достаточной степени разрежения внутри герметично закрытой полости пленка или лист плотно прижимаются к слоистому материалу из базового материала с армирующим волокном, и происходит вакуумное формование оправкой слоистого материала из базового материала с армирующим волокном под воздействием атмосферного давления. В частности, желательно выполнять вакуумное формование с использованием листа, выполненного из каучука различных видов, такого как силиконовый каучук или нитридный каучук, причем складки в этом случае образуются с меньшей легкостью по сравнению с применением пленки, и таким образом может быть получена заготовка, обладающая превосходной гладкостью поверхности.
Далее будет подробно описан со ссылкой на фиг.7 способ производства заготовок вакуумным мешочным способом.
Сначала на оправку 27 помещают слоистый материал из базового материала 28 с армирующим волокном. Поверхность оправки 27 может быть обработана, в случае необходимости, разделительным составом. После размещения оправку и слоистый материал 28 из базового материала с армирующим волокном накрывают пластиковой пленкой или листом 29, выполненным из каучука различных видов, причем его края герметично прикрепляют к оправке, используя для этого герметик 30 или сходное с ним средство. В полости 31, образуемой пленкой или листом и оправкой, с помощью вакуумного насоса или аналогичного средства создается разрежение. После этого атмосферное давление, действуя через лист 29, прижимает слоистый материал из базового материала с армирующим волокном для вакуумного формования слоистого материала из базового материала с армирующим волокном.
В частности, более желательным является использование листа, выполненного из каучука различных видов. Поскольку такой лист туго натягивается под воздействием атмосферного давления, развитие складок по сравнению с пленкой уменьшается, позволяя таким образом получить заготовку, обладающую чрезвычайно гладкой поверхностью.
Кроме того, желательно произвести приготовления, позволяющие одновременно поместить вспомогательные материалы, необходимые при выполнении операции вакуумного прессового формования (b) и во время инжекции смолы. Это позволяет выполнить инжекцию смолы сразу после завершения ряда операций вакуумного формования.
Таким образом, пленка из пластика или лист 29, выполненный из каучука различных видов, используются для вакуумного формования слоистого материала 28 из базового материала с армирующим волокном путем приложения к ним атмосферного давления. Этот способ является предпочтительным, поскольку позволяет приложить одинаковое давление к слоистому материалу 28 из базового материала с армирующим волокном с возможностью ослабления такого явления как беспорядок в армирующих волокнах во время прессового вакуумного формования и неоднородностей по толщине заготовки.
В ходе операции скрепления прессованием с нагревом (с) на слоистый материал из базового материала с армирующим волокном, подвергнутому формовке с приданием ему формы заготовки во время операции прессового вакуумного формования (b), воздействуют поверхностным давлением и теплом. При этом листы базового материала с армирующим волокном в виде ламинированных слоев слоистого материала из базового материала с армирующим волокном скрепляются между собой по всей поверхности с использованием адгезивной смолы, приставшей к поверхности базового материала с армирующим волокном. Таким образом, листы базового материала с армирующим волокном могут быть скреплены между собой после возможностей формования слоистого материала из базового материала с армирующим волокном с приданием ему формы заготовки во время операции прессового вакуумного формования (b). По этой причине становится возможным получение сложных форм и, кроме того, возможно получение заготовки, обладающей превосходной способностью сохранения формы.
Один предпочтительный способ приложения тепла и давления к слоистому материалу из базового материала с армирующим волокном включает в себя следующее. Во-первых, для вакуумного формования слоистого материала из базового материала с армирующим волокном используют пластиковую пленку или лист из каучука различных видов. Затем все еще в указанном состоянии, весь слоистый материал из базового материала с армирующим волокном помещают в печь или в аналогичное средство и нагревают. Этот способ является предпочтительным, поскольку позволяет формировать заготовку путем нагрева в состоянии как есть в печи или аналогичном средстве после операции прессового вакуумного формования (b).
Кроме того, желательно, чтобы температура нагрева была равна или превышала температуру стеклования адгезивной смолы, приставшей к поверхности базового материала с армирующим волокном. Такой подход является предпочтительным, поскольку при температуре нагрева, более высокой, чем температура стеклования адгезивной смолы, адгезивная смола размягчается и, таким образом, заготовку можно надежно скрепить при более низком давлении. Более желательно, чтобы температура нагрева на 5-20°С превышала температуру стеклования Tс. Более желательно, чтобы эта температура равнялась или превышала температуру нагрева во время операции нагревания, когда нагревают слоистый материал из базового материала с армирующим волокном. После операции скрепления прессованием с нагревом (с) заготовку в ходе операции охлаждения (d) охлаждают. Температура охлаждения предпочтительно меньше или равняется температуре стеклования адгезивной смолы, приставшей к поверхности базового материала с армирующим волокном. В частности, если слоистый материал из базового материала с армирующим волокном нагревают в ходе операции скрепления прессованием с нагревом (с) до температуры, превышающей температуру стеклования адгезивной смолы, адгезивная смола размягчается. Таким образом, при использовании заготовки с размягченной смолой слои базового материала с армирующим волокном могут сместиться и, более того, если слоистый материал из базового материала с армирующим волокном подвергается вакуумному формованию таким образом, что адгезивная смола соприкасается с оправкой, существует большая вероятность того, что адгезивная смола пристанет к оправке, и существует опасность того, что заготовку будет трудно отделить от оправки. По этой причине такие температуры нагрева нежелательны.
Возможно использовать различные способы осуществления охлаждения, такие как перемещение заготовки после операции скрепления с нагревом (с) в условия с комнатной температурой, или охлаждением путем пропуска холодной воды через оправку.
Процесс производства FRP согласно настоящему изобретению включает в себя следующее. Смолу основы вводят под давлением в заготовку согласно настоящему изобретению, имеющую объемную долю армирующего волокна в пределах от 45% до 62%. После выпуска смолы основы из отверстия для откачивания воздуха инжекцию смолы основы через отверстие для инжекции смолы прекращают, и количество смолы основы, выходящее из отверстия для откачивания воздуха, регулируют таким образом, чтобы получить FRP с объемной долей армирующего волокна Vf в пределах от 45% до 72%.
С другой стороны, если объемная доля Vf армирующего волокна в FRP меньше 45%, прочность и модуль упругости FRP будут низкими, и для реализации заданных механических характеристик потребуется, чтобы FRP обладал большей толщиной. В результате существует опасение, что преимущества снижения веса уменьшатся, и поэтому такие объемные доли не желательны.
Более конкретно в случае, если объемная доля Vf армирующего волокна в FRP превысит 72%, количество смолы основы будет недостаточным, и в связи с этим могут легко возникнуть такие дефекты, как раковины. По этой причине такие объемные доли не желательны.
Кроме того, в случае, когда FRP формируется из большого числа ламинированных слоев, такого как 20 ламинированных слоев базового материала с армирующим волокном, образующих FRP, с учетом характеристик упрочнения смолы основы желательно сначала зарезервировать определенное количество времени на инжекцию в заготовку, нагрев смолы основы с целью снижения ее вязкости и последующую инжекцию смолы основы. Кроме того, желательно одновременно нагреть заготовку, в которую должна быть введена смола основы. При использовании заготовки с большой объемной долей Vpf армирующего волокна для того, чтобы сформировать FRP со сравнительно большой объемной долей Vpf армирующего волокна существует тенденция к уменьшению пропитываемости смолы основы из-за более высокой плотности армирующих волокон в заготовке. В этом случае желательно также уменьшить вязкость смолы основы путем нагрева, с последующей инжекцией смолы основы для пропитки заготовки.
Более предпочтительным, после прекращения инжекции смолы основы через отверстие для инжекции смолы через отверстие для откачивания воздуха создают разрежение, и смола основы всасывается и выдается и через всасывающее отверстие, и через обычное отверстие для откачивания воздуха. Кроме того, желательно регулировать количество выпущенной смолы основы таким образом, чтобы получить FRP с объемной долей армирующего волокна Vf в пределах от 45% до 72%.
При выпуске смолы основы через отверстие всасывания, соединенное с отверстием для инжекции смолы и/или обычное отверстие для откачивания воздуха, желательно приложить наружное давление к заготовке таким образом, чтобы обеспечить выпуск смолы основы в течение более короткого периода времени.
Кроме того, объемная доля Vf армирующего волокна в FRP предпочтительно устанавливается таким образом, чтобы равняться или быть больше объемной доли Vpf армирующего волокна в заготовке, причем превышать ее не более чем на 20%. Можно регулировать объемную долю армирующего волокна в FRP путем контроля количества выпущенной смолы основы после инжекции смолы основы в заготовку, с использованием таких факторов как время и температура, при которых смола основы всасывается из всасывающего отверстия и/или отверстия для откачивания воздуха, и затем путем приложения с дальнейшим приложением к заготовке внешнего давления.
В настоящем изобретении «объемная доля Vpf армирующего волокна в заготовке» является измеряемой величиной, определяемой далее, и является показателем состояния перед инжекцией в заготовку смолы основы.
Более конкретно объемная доля Vpf армирующего волокна в заготовке может быть выражена в показателях толщины (t) заготовки, подвергнутой воздействию давления, равнозначного атмосферному, т.е. 0,1 МПа, с использованием следующей формулы:
объемная доля Vpf армирующего волокна в заготовке=F х p/ρ/t/10(%),
где F: вес материала (г/м2);
р: количество слоев материала (слоев);
ρ: плотность армирующего волокна (г/см3);
t: толщина заготовки (мм).
Конкретный способ измерения толщины заготовки может быть получен путем измерения с использованием способа измерения толщины, описанного в способах проведения испытаний тканых материалов из углеродного волокна, приведенных в стандарте JIS К 7602, но при условии изменения давления до 0,1 МПа. В процессе формования VaRTM, в котором используется вакуумметрическое давление, для того чтобы подать под давлением смолу основы и пропитать заготовку в то время, когда заготовка подвергается воздействию атмосферного давления, желательно контролировать объемную долю армирующего волокна в заготовке в то время, когда заготовка подвергается воздействию давления, равнозначного атмосферному, т.е. 0,1 МПа. Если заготовка имеет сложную форму и измерения на основе стандарта JIS K 7602 произвести невозможно, от заготовки можно отрезать и подвергнуть измерениям образец. В этом случае при отрезании образца необходимо соблюдать осторожность, чтобы не изменить при резании толщину заготовки. Кроме того, если отрезание образца не представляется возможным, толщину заготовки можно измерить следующим образом. Мешочную пленку используют для помещения в вакуумный мешок заготовки, а также оправки для заготовки. В то время как заготовка подвергается таким образом воздействию атмосферного давления, происходит измерение суммарной толщины заготовки, пресс-формы и мешочной пленки, после чего из суммы вычитают значение толщины пресс-формы и мешочной пленки для того, чтобы получить толщину заготовки.
Кроме того, «объемная доля Vf армирующего волокна в FRP» в данном изобретении является измеряемой величиной, определяемой далее, и является показателем состояния после инжекции в заготовку смолы основы. Более конкретно измерение объемной доли Vf армирующего волокна в FRP может быть выражена аналогичным образом в показателях толщины (t) FRP с использованием следующей формулы:
объемная доля Vf армирующего волокна в FRP=F х p/ρ/t/10(%).
Хотя в данном случае t является толщиной (в мм) FRP, другие параметры идентичны значениям параметров, использованных при оценке объемной доли Vpf заготовки выше.
F: вес материала (г/м2);
р: количество слоев материала (слоев);
ρ: плотность армирующего волокна (г/см3);
t: толщина FRP (мм).
Если вес материала F, количество слоев материала и плотность армирующего волокна неизвестны, объемную долю армирующего волокна в FRP можно измерить способом сжигания, способом растворения в азотной кислоте или способом растворения в серной кислоте на основании стандарта JIS K 7075. Применяемая в данном случае плотность армирующего волокна является величиной, измеренной на основании JIS К 7603.
Конкретный способ измерения толщины FRP не оговаривается специально при условии, что способ может использоваться для правильного измерения толщины FRP. Однако, как показано в JIS K 7072, желательно выполнять измерения с использованием микрометра, предписанного в JIS B7502 или средства, обладающего такой же или более высокой точностью. Если FRP имеет сложную форму и не может быть измерен, от FRP может быть отрезан и измерен образец (т.е. образец для измерений, обладающий определенной формой и размерами).
Применяемый в настоящем изобретении базовый материал с армирующим волокном содержит приставшую к его поверхности адгезивную смолу. Адгезивная смола скрепляет между собой слои базового материала с армирующим волокном, реализуя таким образом функцию, которая улучшает свойства удобства обращения, такие как показатели сохранения формы базового материала с армирующим волокном и заготовки, в то же время реализуя также функцию улучшения ударной прочности, такой как прочность на сжатие после удара. Когда ожидается улучшение такой ударной прочности с помощью такой адгезивной смолы, желательно, чтобы слои, включающие в себя адгезивную смолу, были сформированы между солями с армирующим волокном после формовки FRP.
C другой стороны, в процессе производства FRP может быть улучшена объемная доля Vf армирующего волокна в FRP за счет увеличения объема выпущенной смолы основы, но при инжекции смолы основы возможны случаи, в которых во время инжекции смолу основы и/или заготовку нагревают, как это было описано выше. Если температура нагрева превышает температуру стеклования адгезивной смолы, приставшей к поверхности базового материала с армирующим волокном, адгезивная смола может размягчиться, отделиться от поверхности базового материала с армирующим волокном и оказаться размещенной внутри смолы основы, формирующей пространство между слоями базового материала с армирующим волокном.
В таком случае, если количество выпущенной смолы основы увеличивается так, что объемная доля Vf армирующего волокна в FRP превысит объемную долю Vpf в заготовке более чем на 20%, адгезивная смола, приставшая к поверхности базового материала с армирующим волокном, может отстать и может оказаться помещенной внутри смолы основы или перемешаться со смолой основы. Если адгезивная смола содержится внутри смолы основы, существует опасность того, что большое количество смолы основы будет выпущено вместе с выпуском смолы основы.
В этом случае выпуск адгезивной смолы, сопровождающий выпуск смолы основы, не создает проблемы, поскольку адгезивная смола не служит элементом, образующим FRP, а служит только для того, чтобы улучшить возможности обращения и другие признаки слоистого материала из базового материала с армирующим волокном и/или заготовки до формования FRP. Однако в том случае, когда ожидается, что адгезивная смола будет выполнять такие функции как улучшение ударной прочности FRP, такой выпуск не желателен.
С другой стороны, в случае, когда не ожидается, чтобы адгезивная смола служила элементом, образующим FRP, и она служит только для улучшения возможностей обращения и других признаков базового материала с армирующим волокном и/или заготовки до формования FRP, предпочтительный вариант реализации предусматривает нагрев смолы основы и заготовки таким образом, чтобы вызвать отделение адгезивной смолы от поверхности базового материала с армирующим волокном или смешивание со смолой основы, с последующим активным выпуском адгезивной смолы наряду со смолой основы. Как показано выше, адгезивная смола легко образует промежутки между слоями базового материала с армирующим волокном, образующими FRP. В то время как это улучшает ударную прочность FRP, существует опасность ослабления степени улучшения объемной доли Vf армирующего волокна в FRP, так же как опасение ослабления степени улучшения характеристик сжатия и/или растяжения из-за высокой объемной доли Vf армирующего волокна в FRP. По этой причине, путем активного выпуска адгезивной смолы, препятствующего возрастанию толщины промежутков между слоями, и увеличения объемной доли Vf армирующего волокна, можно улучшить характеристики сжатия и/или растяжения.
В дополнение к этому производится инжекция смолы основы в заготовку, а после выпуска смолы основы через отверстие для откачивания воздуха, инжекция смолы основы через отверстие для инжекции смолы прекращается, а разрежение создается через всасывающее отверстие, соединенное с отверстием для инжекции смолы. Желательно выполнять описанную операцию таким образом, чтобы регулировать количество адгезивной смолы, выпущенной из всасывающего отверстия, соединенного с отверстием для инжекции смолы, и обычного отверстия для отсасывания воздуха, так чтобы объемная доля Vf армирующего волокна в FRP составляла от 45% до 72%.
Желательно всасывать и выпускать смолу основы из всасывающего отверстия, соединенного с отверстием для инжекции смолы в дополнение к обычному отверстию для отсасывания воздуха, поскольку это позволяет сократить длительность выпуска смолы основы.
Кроме того, в случае всасывания и выпуска смолы основы только из обычного отверстия для отсасывания воздуха, в то время как смола основы, пропитывающая заготовку в местах, находящихся рядом с отверстием для отсасывания воздуха, легко всасывается, смола основы, пропитывающая заготовку рядом с отверстием для инжекции смолы, всасывается с трудом, и ее выпуск, таким образом, затруднен. В результате существует опасность того, что объемная доля Vf армирующего волокна в местах рядом с отверстием для инжекции смолы станет ниже объемной доли армирующего волокна в FRP в местах возле отверстия для отсасывания воздуха. По этой причине желательно также всасывать и выпускать смолу основы из всасывающего отверстия, соединенного с отверстием для инжекции смолы, после инжекции смолы основы в заготовку, поскольку это смягчает возникновение неоднородностей объемной доли в соответствующих местах FRP.
Примеры
Далее настоящее изобретение будет описано более подробно с использованием вариантов реализации и сопоставительных примеров.
Значения параметров определяют, используя следующие способы.
(1) Объемная доля Vpf армирующего волокна в заготовке
Размер образца должен быть равен 300 мм × 300 мм, заготовку изготавливают так, как описано в каждом из следующих служащих примерами вариантов реализации, и объемную долю Vpf армирующего волокна в заготовке определяют так, как описано ниже.
Вес материала F (г/м2) измеряют следующим образом.
После того, как будет вырезан образец размерами 125 мм × 125 мм и из него будут пинцетом удалены вертикальные и горизонтальные вспомогательные волокна, вырезанный материал помещают в сосуд, содержащий метиленхлорид и погружают в метленхлорид для растворения и удаления адгезивной смолы, приставшей к материалу. После растворения и удаления адгезивной смолы материал сушат в течение одного часа при температуре 110°С±5°С внутри сушилки, а затем охлаждают до комнатной температуры внутри сушильного шкафа. Вес W (г) охлажденного материала определяют с точностью до 0,1 г на электронных весах, а вес материала определяют по формуле F (г/м2) = W (г)/0,125 × 0,125 (м2).
Плотность армирующего волокна ρ (г/см3) является плотностью нитей из армирующего волокна, используемых в материале, и измеряется в соответствии со способом А по JIS R 7603.
Толщину заготовки (t) измеряют, поместив сначала заготовку в оправку, герметично соединенную с мешочной пленкой, и откачав воздух из герметизированной полости. В то время, когда заготовка подвергается воздействию атмосферного давления, ростомер и микрометр используют для измерения с точностью 0,01 мм толщины заготовки в пяти точках: в центре и в четырех углах. Толщину в центре заготовки измеряют путем первоначального измерения высоты в центральной части заготовки от верхней поверхности мешочной пленки в то время, когда заготовка подвергается атмосферному давлению, с последующим вычитанием из этой величины уже измеренных значений высоты оправки и толщины мешочной пленки. Толщина в четырех углах заготовки измеряется первоначально путем использования микрометра для измерения комбинированной толщины оправки, заготовки и мешочной пленки, в то время как заготовка подвергается воздействию атмосферного давления, с последующим вычитанием из этой величины уже измеренных значений толщины оправки и толщины мешочной пленки.
Объемная доля Vpf армирующего волокна в заготовке определяется на основании значений веса материала F (г/м2), количества слоев материала р (листов), плотности армирующего волокна ρ (г/см3) и толщины заготовки t (мм), измеренных указанными способами, для определения Vpf =F × p/ρ/t/10(%) в пяти точках, где была измерена толщина заготовки, причем среднее значение для пяти точек принимают как объемную долю Vpf армирующего волокна.
FRP производятся так, как описано в приведенных в качестве примера вариантах реализации, и объемные доли Vf армирующего волокна в FRP поэтому определяются следующим образом. Вес материала А и плотность армирующего волокна ρ идентичны описанным выше.
Толщину FRP (мм) измеряют с точностью до 0,01 мм с помощью микрометра после извлечения FRP из пресс-формы. Толщину FRP измеряют в трех точках: рядом с отверстием для инжекции эпоксидной смолы, рядом с отверстием для отсасывания воздуха и в точке, расположенной посередине между отверстием для инжекции и отверстием для отсасывания воздуха.
Объемная доля Vf армирующего волокна в FRP определяется на основании значений веса материала F (г/м2), количества слоев материала р (листов), плотности армирующего волокна ρ (г/см3) и толщины FRP t (мм), измеренных указанными способами, для определения Vf =F × p/ρ/t/10(%)/
(2) Объемная доля Vf армирующего волокна в FRP
Объемная доля Vf армирующего волокна в FRP определяется с помощью использования описанных здесь способов.
(3) Длина L, по которой вспомогательное волокно пересекает одну нить из армирующего волокна
Длина L определяется с помощью описанных здесь способов.
(4) Ширина Н нитей из армирующих волокон
Ширина Н определяется с помощью описанных здесь способов.
(5) Угол сдвига θ в одной плоскости
Угол сдвига θ в одной плоскости определяется с помощью описанных здесь способов.
Пример 1
В качестве однонаправленного базового материала с армирующим волокном был изготовлен и использован однонаправленный, не имеющий гофров тканый материал из углеродного волокон, с весом углеродного волокна, равным 190 г/м2. В качестве нитей из армирующих волокон по существу не скрученные нити из углеродного волокна были использованы как вертикальные волокна, причем нити из углеродного волокна имеют счет нитей 24000, ширину 5,4 мм, прочность на разрыв 5,8 ГПа, модуль упругости при растяжении 290 ГПа и количество приставшего клеящего вещества, равное 0,5 весовых %. В качестве вертикальных вспомогательных волокон использовали стекловолокно плотностью 22,5 децитексов, имеющее приставший к нему связующий агент и покрытое покрывающими волокнами из очищенного нейлона 66 плотностью 27 децитексов при 250 витках на метр. В качестве горизонтальных вспомогательных волокон использовали по существу не скрученные, очищенные нити из нейлона 66 плотностью 17 децитексов. Плотность плетения нитей из углеродного волокна и вертикальных вспомогательных волокон в обоих случаях составляла 1,84 пряди/см, плотность плетения горизонтальных вспомогательных волокон составляла 3 пряди/см и длина L, по которой горизонтальное вспомогательное волокно пересекает одну нить из углеродного волокна, составила 5,6 мм.
Величину угла сдвига θ в одной плоскости, показанную на фиг.4, измерили для тканого материала из углеродного волокна следующим образом. Во-первых, из тканого материала из углеродного волокна вырезали квадрат 100 мм × 100 мм (вырезанный таким образом, чтобы стороны квадрата были соответственно параллельными и перпендикулярными нитям из углеродного волокна) и потом поместили его на предметный столик оптического микроскопа. При наблюдении тканого материала из углеродного волокна с 25-кратным увеличением форму такого материала из углеродного волокна регулировали таким образом, чтобы горизонтальные вспомогательные волокна располагались под прямым углом к нитям из углеродного волокна, не имея провисаний. Далее, одну нить из углеродного волокна закрепили на месте, а соседнюю нить из углеродного волокна сдвинули вверх для создания сдвиговой деформации в одной плоскости. При сдвиге нити из углеродного волокна горизонтальные волокна, размещенные под прямым углом к полученной при регулировании направленности двух нитей из углеродного волокна, становятся наклонными по отношению к расположению нитей из углеродного волокна. Кроме того, зазор между нитями из углеродного волокна становится уже, и в конечном счете нити из углеродного волокна входят в контакт между собой. Это положение сфотографировали, и в результате измерений угол θ, образуемый наклонным горизонтальным волокном и линией, перпендикулярной к исправленной направленности нитей из армирующего волокна, составил θ=15°.
Что касается адгезивной смолы, то по всей поверхности тканого материала рассыпали гранулы в количестве 27 г/м2, причем гранулы имели срединный диаметр 120 мкм и содержали термопластическую смолу с температурой стеклования 70°С. Затем гранулы пристали к поверхности тканого материала за счет нагрева до 200°С, образуя таким образом базовый материал с армирующим волокном. Срединным диаметром в данном случае является срединный диаметр, полученный на основе гранулометрического состава частиц, измеренного с помощью лазерного анализатора распределения рассеянных частиц по размеру.
Этот базовый материал из тканого материала нарезали кусками шириной в 1 м и длиной в 1 м, с углами ориентации волокна 45°, 0°, -45° и 90°. Затем путем последовательного ламинирования этих листов в порядке 45°, 0°, -45°, 90°, 90°, -45°, 0° и 45°. Ламинат разместили на плите из алюминиевого сплава и нагрели путем помещения в печь с внутренней температурой 80°С. После прогревания на слоистый материал поместили прессовое скрепляющее приспособление из сплава алюминия, причем каждая отдельная точка прессования приспособления имела площадь поперечного сечения в 1 мм2 при шаге в 10 мм. Кроме того, к прессовому скрепляющему приспособлению была приложена такая нагрузка, при которой давление, приложенное к отдельной точке прессования, составило 0,1 МПа, прилагая таким образом давление к слоистому материалу в местах, соответствующих точкам прессования прессового скрепляющего приспособления. В результате адгезивная смола, приставшая к поверхности базового материала из тканого материала скрепила тканый материал в прессовых точках в направлении по толщине.
После скрепления слоистый материал был извлечен из печи и охлажден, будучи оставлен при комнатной температуре, и таким образом был получен слоистый материал из базового материала в форме тканого материала из углеродного волокна.
Пример 2
Слоистый материал, полученный согласно Примеру 1, был помещен в чугунную оправку, имеющую частично сферическую форму с кривизной 800 мм и хорду, имеющую двумерную кривизну длиной 350 мм, а затем накрыт листом силиконового каучука толщиной 1,5 мм. После герметичного соединения кромок силиконового каучука с оправкой с использованием герметика из полости, образованной оправкой и силиконовым каучуком, с помощью вакуумного насоса откачали воздух, а слоистый материал был прижат к оправке и подвергнут вакуумному формованию.
Затем слоистый материал был помещен в печь, все еще находясь под давлением оправки, после чего в течение двух часов подвергался воздействию температуры 80°С, обеспечив таким образом скрепление листов базового материала в виде тканого материала из углеродного волокна между собой. После этого слоистый материал был извлечен из печи и охлажден, будучи оставлен при комнатной температуре, и таким образом была получена заготовка. После отделения силиконового каучука от оправки заготовку снова накрыли мешочной пленкой, а края мешочной пленки герметично скрепили с оправкой с использованием герметика. После этого из полости, образованной оправкой и мешочной пленкой, с помощью вакуумного насоса откачали воздух, приложив таким образом к заготовке вакуумметрическое давление. В то время как заготовка подвергалась воздействию вакуумметрического давления, с помощью высотомера измерили высоту от верхней поверхности мешочной пленки. Путем вычитания толщины оправки и мешочной пленки была измерена толщина заготовки. Измерение объемной доли Vf армирующего волокна в заготовке дало значение объемной доли Vf армирующего волокна в заготовке, равное 52%.
У полученной заготовки по всей ее поверхности отсутствовали складки, слои базового материала в виде тканого материала из углеродного волокна были скреплены между собой, а заготовка успешно сохраняла форму оправки.
Пример 3
Заготовка была получена идентично примеру 2, за исключением того, что в качестве оправки использовали чугунную оправку, имеющую частично сферическую форму с кривизной 400 мм и хорду, имеющую двумерную кривизну длиной 350 мм. Аналогично Примеру 2, измерение объемной доли Vf армирующего волокна в заготовке дало значение объемной доли Vf армирующего волокна в заготовке, равное 52%.
У полученной заготовки по всей ее поверхности отсутствовали складки, слои базового материала в виде тканого материала из углеродного волокна были скреплены между собой, а заготовка успешно сохраняла форму оправки.
Пример 4
Заготовку, полученную идентично Примеру 2, поместили в пресс-форму, подали в нее под давлением эпоксидную смолу и выполнили операцию трансферного формования пластмасс.
Инжекцию эпоксидной смолы продолжали до тех пор, пока вся заготовка не была пропитана эпоксидной смолой. После выпуска эпоксидной смолы из отверстия для отсасывания воздуха отверстие для инжекции смолы закрыли и инжекцию эпоксидной смолы прекратили. Отверстие для инжекции смолы было затем соединено с линией для отсасывания воздуха и отсасывание производилось вместе с обычным отверстием для отсасывания воздуха, а избыток введенной эпоксидной смолы выпускали.
Выпуск эпоксидной смолы из обычного отверстия для отсасывания воздуха и всасывающего отверстия, полученного путем соединения заново отверстия для инжекции смолы с линией для отсасывания воздуха производился до тех пор, пока измеренная толщина заготовки, пропитанной эпоксидной смолой, не достигла толщины, соответствующей объемной доле Vf армирующего волокна после формовки, равной 55%. Измерение толщины заготовки, пропитанной эпоксидной смолой, производилось в трех точках: рядом с отверстием для инжекции эпоксидной смолы, рядом с отверстием для отсасывания воздуха и в точке, расположенной посередине между отверстием для инжекции и отверстием для отсасывания воздуха.
После выпуска эпоксидной смолы заготовку, пропитанную эпоксидной смолой, подвергли первичному упрочнению в течение двух часов при температуре 130°С и, затем, вторичному упрочнению в течение двух часов при температуре 180°С, и таким образом была выполнена операция трансферного формования пластмасс.
Толщину полученного армированного углеродным волокном пластика измеряли в трех точках: рядом с отверстием для инжекции эпоксидной смолы, рядом с отверстием для отсасывания воздуха и в точке, расположенной посередине между отверстием для инжекции и отверстием для отсасывания воздуха. Измерение объемной доли Vf армирующего волокна в FRP дало значение объемной доли Vf армирующего волокна в однородном FRP, равное 55% по всем точкам. При изучении внешнего вида поверхности не было обнаружено заметных складок или змеевидных волокон, а FRP имел удовлетворительное качество поверхности. Кроме того, никаких дефектов типа змеевидных волокон, раковин или щелей не было обнаружено при резании пластика, армированного углеродным волокном и осмотре поперечного разреза, так что FRP был в достаточно пригодном состоянии для использования в качестве конструкционного материала.
Пример 5
Операция трансферного формования пластмасс, подобная указанной в Примере 4, выполнялась с использованием заготовки, полученной в Примере 3, с получением при этом армированного углеродным волокном пластика. Подобно Примеру 4, измерение объемной доли Vf армирующего волокна в FRP дало значение объемной доли Vf армирующего волокна в однородном FRP, равное 55% по всем точкам. При изучении внешнего вида поверхности не было обнаружено заметных складок или змеевидных волокон, а FRP имел удовлетворительное качество поверхности. Кроме того, никаких дефектов типа змеевидных волокон, раковин или щелей не было обнаружено при резании пластика, армированного углеродным волокном и осмотре поперечного разреза, так что FRP был в достаточно пригодном состоянии для использования в качестве конструкционного материала.
Сопоставительный пример 1
Однонаправленный, не имеющий гофров тканый материал из углеродного волокна, с весом углеродного волокна, равным 190 г/м2, был изготовлен следующим образом. Были использованы только армирующие нити из углеродного волокна и горизонтальные нити, идентичные показанным в Примере 1, без использования вертикальных вспомогательных волокон. Плотность горизонтальных волокон составляла 3 пряди/см и длина L, по которой горизонтальное вспомогательное волокно пересекает одну нить из углеродного волокна, составила 5,4 мм, по существу предотвращая таким образом образование зазоров между нитями из армирующего волокна.
Величину угла сдвига θ в одной плоскости измерили для тканого материала из углеродного волокна подобно Примеру 1. Однако, поскольку переплетение является таким, при котором между нитями из углеродного волокна отсутствуют промежутки, результаты измерений показали, что нити из углеродных волокон являются неподвижными даже в случае создания сдвиговой деформации в одной плоскости. При сильной деформации соседние нити из углеродного волокна прижимаются друг к другу, образуя в результате морщины.
К поверхности тканого материала подобно Примеру 1 пристала термопластичная смола, образуя таким образом базовый материал из тканого материала.
Сопоставительный пример 2
Слоистый материал, сходный с показанным в Примере 1, был изготовлен с использованием базового материала из тканого материала, полученного в Сопоставительном примере 1. Аналогичным образом прессовое скрепляющее приспособление использовали для скрепления между собой слоев базового материала из тканого материала в направлении по толщине, получив таким образом слоистый материал.
Этот слоистый материал использовали затем для получения заготовки подобно Примеру 2. Качество заготовки было низким, в двух местах по краю слоистого материала образовалась заготовка, имеющая выраженные морщины, с изгибами волокон, подтвержденными на сморщенных участках.
Сопоставительный пример 3
Операция трансферного формования пластмасс, подобная указанной в Примере 4, выполнялась с использованием заготовки, полученной в Сопоставительном примере 3.
Форма морщин на сморщенных участках заготовки сохраняется на формованном пластике, армированном волокном. Было подтверждено существование долей и щелей на сморщенных участках, причем в этих местах доля смолы в составе заметно больше по сравнению с местами, в которых должным образом присутствуют армирующие волокна.
Измерение толщины армированного волокном пластика и определение для FRP объемной доли Vf армирующего волокна подобно Примеру 4 дало значение объемной доли Vf армирующего волокна в FRP, равное 55% для участков, иных чем сморщенные участки. С другой стороны, поскольку существование долей и щелей на сморщенных участках, где доля смолы в составе заметно больше по сравнению с местами, в которых должным образом присутствуют армирующие волокна, было подтверждено, оценка объемной доли армирующего волокна на сморщенных участках оказалась невозможной.
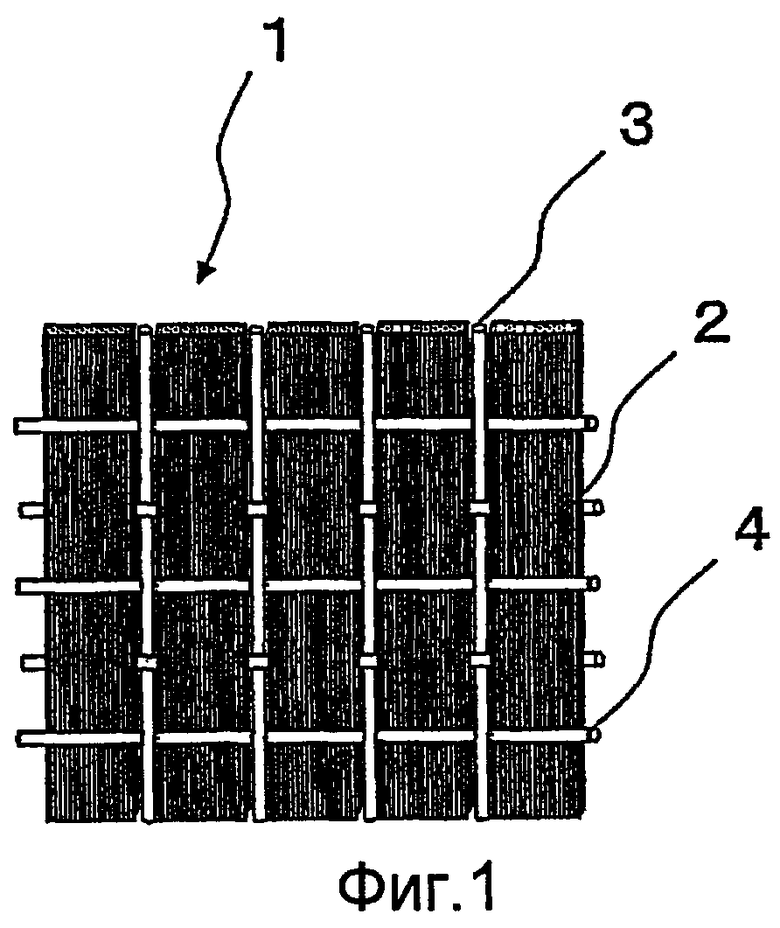
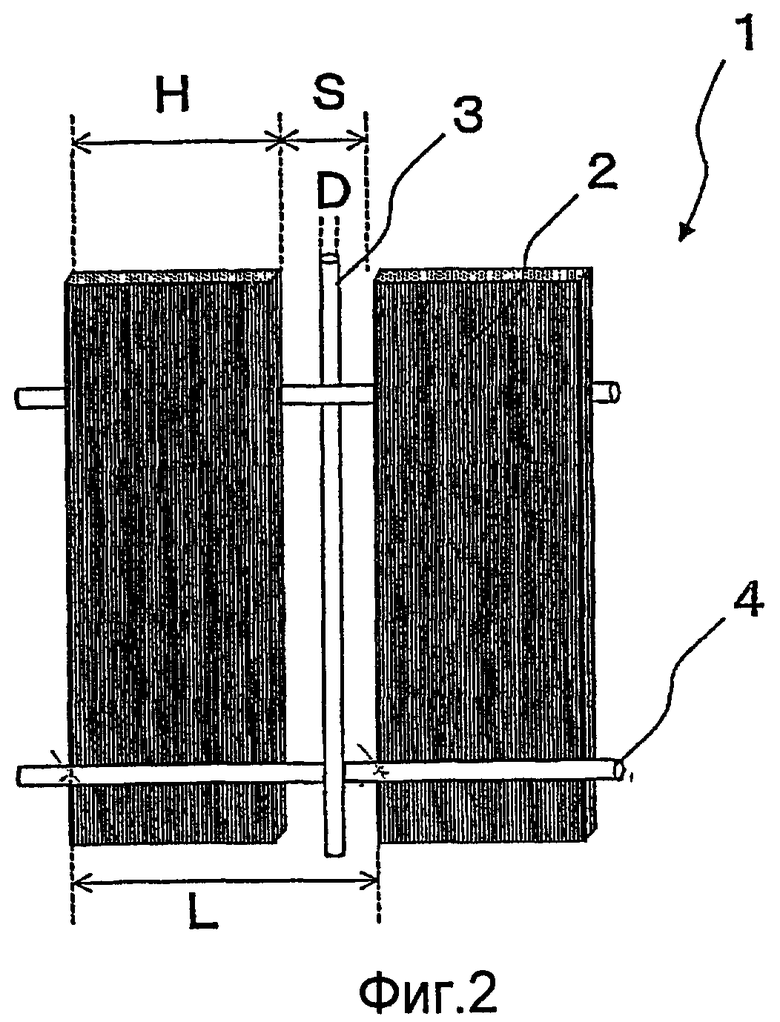
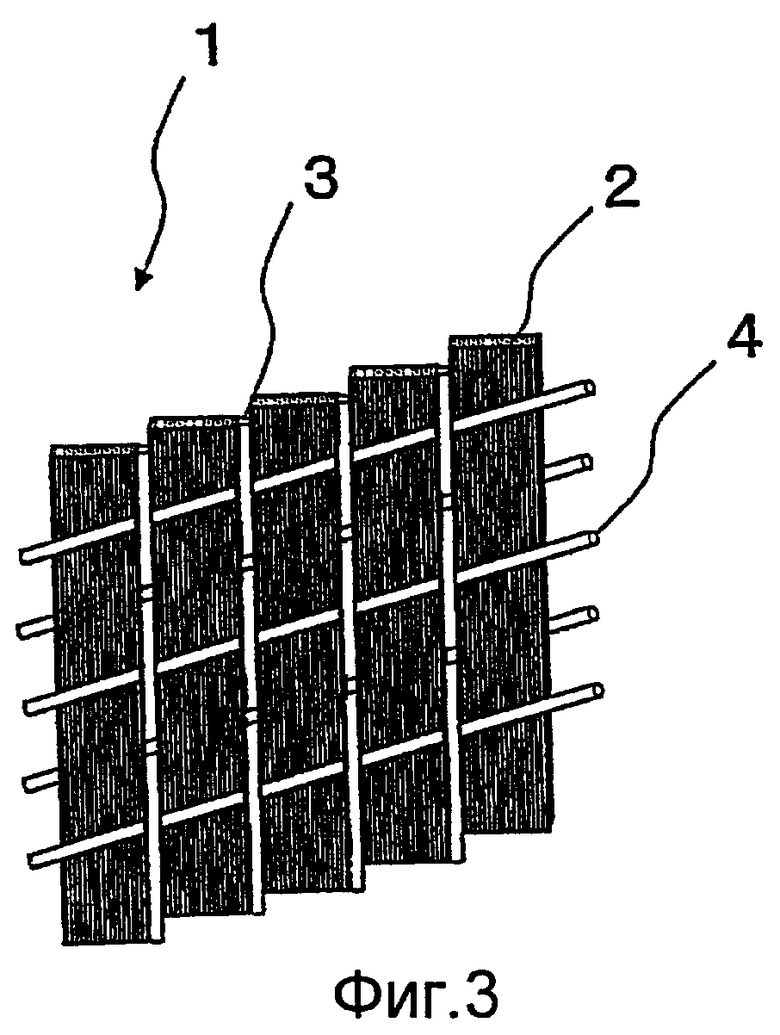
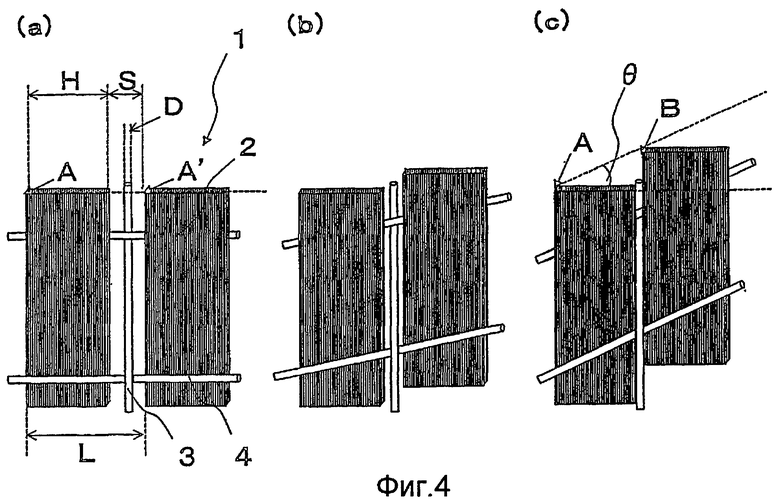
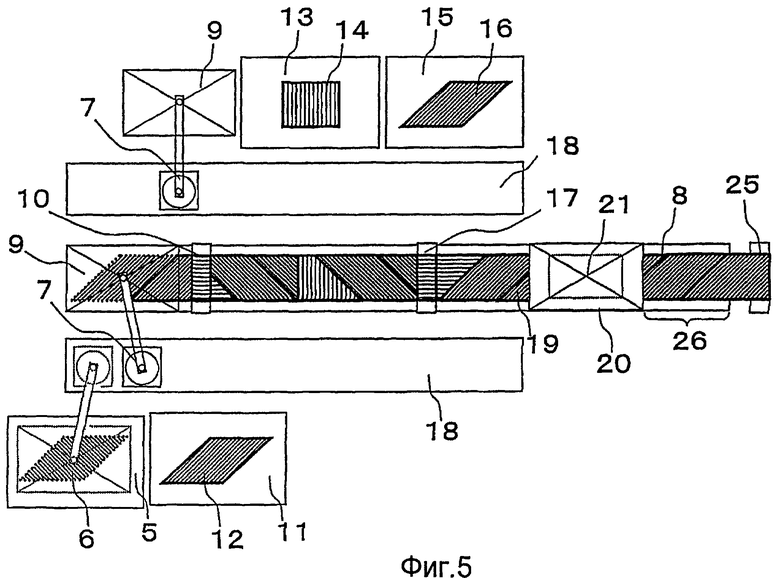
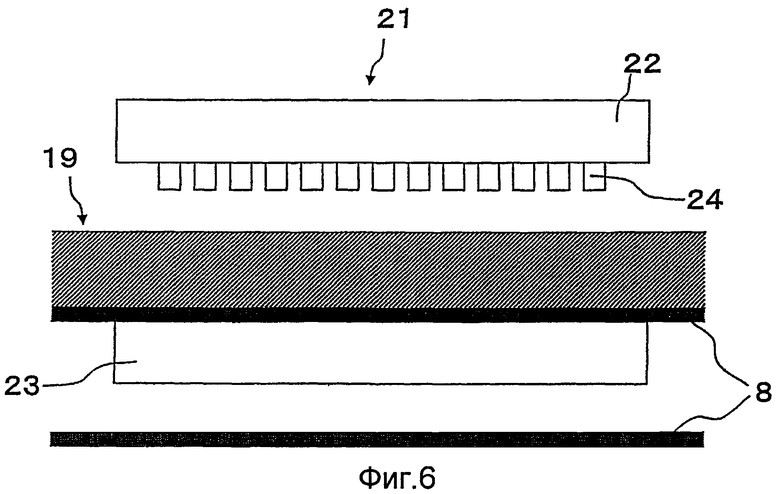
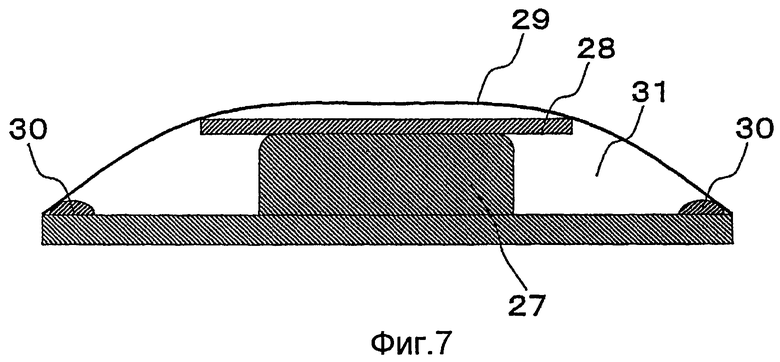
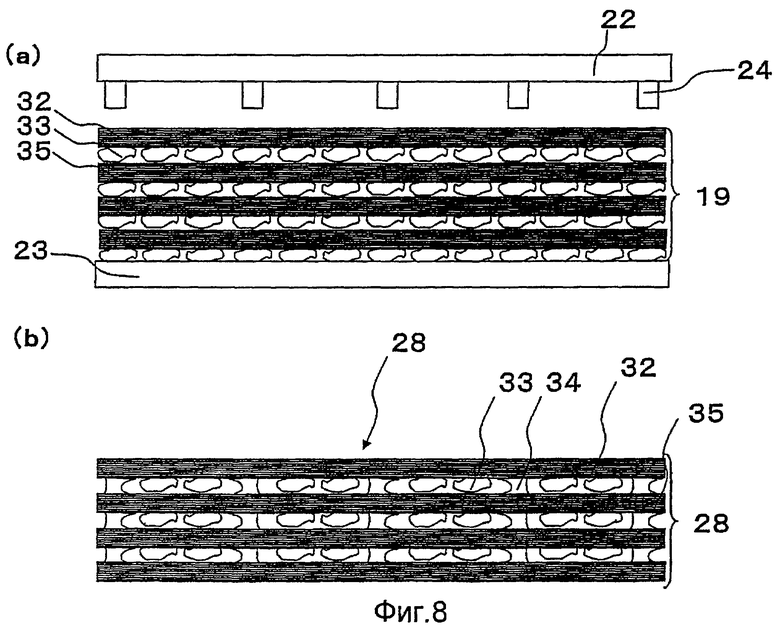
Однонаправленный базовый материал с армирующим волокном, имеющий переплетение нитей из армирующего волокна, размещенных параллельно в одном направлении, и, размещенные вспомогательные волокна. Где длина L, на которую вспомогательное волокно, расположенное по меньшей мере в одном другом направлении, пересекает нить армирующего волокна. Ширина Н нити с армирующим волокном, и угла сдвига θ в одной плоскости существуют в соотношении, выраженном формулами L=H/cosθ и 3°≤θ≤30°. Кроме того, адгезивная смола, обладающая температурой стеклования Тс от 0°С до 95°С, прикреплена к поверхности однонаправленного базового материала с армирующим волокном с по меньшей мере одной его стороны. Причем количество адгезивной смолы составляет от 2 г/м2 до 40 г/м2, и она прикреплена по точкам, линиям или прерывистым линиям. Предложены также слоистый материал, заготовка, формованный пластиковый продукт на основе базового материала с армирующим волокном и способы их получения. Изобретения обеспечивают улучшение механических свойств получаемых продуктов и высокую производительность процесса. 7 н. и 13 з.п. ф-лы, 8 ил.
1. Однонаправленный базовый материал с армирующим волокном, имеющий переплетение нитей из армирующего волокна, размещенных параллельно в одном направлении, и размещенные вспомогательные волокна, где длина L, на которую вспомогательное волокно, расположенное по меньшей мере в одном другом направлении, пересекает нить армирующего волокна, ширина Н нити с армирующим волокном и угол сдвига θ в одной плоскости существуют в соотношении, выраженном приведенными ниже формулами (I) и (II) и, кроме того, где адгезивная смола, обладающая температурой стеклования Tc от 0 до 95°С, прикреплена к поверхности однонаправленного базового материала с армирующим волокном с по меньшей мере одной его стороны, причем количество адгезивной смолы составляет от 2 до 40 г/м2, и она прикреплена по точкам, линиям или прерывистым линиям


2. Плоский слоистый материал из базового материала с армирующим волокном, выполненный путем ламинирования множества слоев однонаправленного базового материала с армирующим волокном по п.1, в котором адгезивная смола, прикрепленная к каждому слою однонаправленного базового материала с армирующим волокном, частично связывается с лицевым слоем базового материала с армирующим волокном по всей его поверхности и, кроме того, максимальная длина каждого связующего соединения составляет не меньше 1 мм и не превышает ширину Н нити с армирующим волокном.
3. Слоистый материал из базового материала с армирующим волокном по п.2, в котором промежуток между соответствующими связующими соединениями не меньше ширины Н нити с армирующим волокном и не больше 100 мм.
4. Заготовка, образованная путем вакуумного формования слоистого материала из базового материала с армирующим волокном по п.2 или 3, где заготовка имеет объемную долю армирующего волокна в диапазоне от 45 до 62%.
5. Заготовка по п.4, в которой слои базового материала с армирующим волокном скреплены между собой адгезивной смолой, нанесенной по всем их поверхностям.
6. Армированный волокном формованный пластиковый продукт, полученный путем инжекции, пропитки и отверждения смолы основы в заготовке по п.4 или 5, в котором объемная доля армирующего волокна формованного пластикового продукта находится в диапазоне от 45 до 72%.
7. Способ производства слоистого материала из базового материала с армирующим волокном путем выполнения по меньшей мере следующих операций от (А) до (F):
(A) резание однонаправленного базового материала с армирующим волокном по п.1 с приданием ему заданной формы;
(B) ламинирование однонаправленного базового материала с армирующим волокном, который был разрезан с приданием ему заданной формы, путем последовательного перемещения и наложения его слоев на плоскости на основании заданной конфигурации ламинирования;
(C) периодическое перемещение слоистого материала, полученного в ходе операции (В), для выполнения операции нагрева;
(D) нагревание слоистого материала, доставленного в ходе операции перемещения (С);
(Е) скрепление слоистого материала прессованием путем приложения давления только в определенных местах слоистого материала с использованием прессового приспособления, и соединение между собой слоев базового материала с армирующим волокном в точках прессования в направлении по толщине посредством адгезивной смолы, прикрепленной к поверхности базового материала с армирующим волокном; и (F) охлаждение слоистого материала.
8. Способ производства слоистого материала из базового материала с армирующим волокном по п.7, в котором в ходе операции ламинирования (В) базовый материал с армирующим волокном перемещают и располагают таким образом, что продольная плоская кромка листа базового материала с армирующим волокном совмещается с продольной плоской кромкой другого листа базового материала с армирующим волокном, образуя слой армирующих волокон, ориентированных в одном и том же направлении, образуя таким образом непрерывный слоистый материал из базового материала с армирующим волокном.
9. Способ производства слоистого материала из базового материала с армирующим волокном по п.7 или 8, в котором в ходе операции ламинирования (В) для транспортировки и размещения базового материала с армирующим волокном, вырезанного в ходе операции резания (А), используют руку робота, так что угловое отклонение базового материала с армирующим волокном находится в пределах 1° и, кроме того, зазор между соседними листами базового материала с армирующим волокном в одном и том же слое находится в пределах 3 мм.
10. Способ производства слоистого материала из базового материала с армирующим волокном по п.7, в котором в ходе операции нагрева (D) участки слоистого материала из базового материала с армирующим волокном, которые требуется скрепить в ходе операции скрепления прессованием (Е), нагревают горячим воздухом.
11. Способ производства слоистого материала из базового материала с армирующим волокном по п.10, в котором в ходе операции нагрева (D) используют адгезивную смолу, прикрепленную к поверхности листа базового материала с армирующим волокном только на одной его стороне, и при этом температура нагрева слоистого материала из базового материала с армирующим волокном выше температуры стеклования Tc адгезивной смолы.
12. Способ производства слоистого материала из базового материала с армирующим волокном по п.11, в котором в ходе операции нагрева (D) используют адгезивную смолу, прикрепленную к поверхности листа обеих сторон базового материала с армирующим волокном, и при этом температура нагрева слоистого материала из базового материала с армирующим волокном равна или выше температуры стеклования Тс адгезивной смолы.
13. Способ производства слоистого материала из базового материала с армирующим волокном по п.7, в котором в ходе операции скрепления прессованием (Е), прессовое приспособление имеет множество независимых точек прессования, и при этом максимальная длина каждой точки прессования равна ширине Н нити с армирующим волокном или меньше ее.
14. Способ производства слоистого материала из базового материала с армирующим волокном по п.7, в котором в ходе операции скрепления прессованием (Е), скрепление прессованием осуществляют при промежутке между ближайшими соседними точками прессования прессового приспособления, который не меньше Н и не больше 30 мм.
15. Способ производства слоистого материала из базового материала с армирующим волокном по п.13, в котором в ходе операции скрепления прессованием (Е) форма поперечного разреза точек прессования прессового приспособления является круглой, диаметр круглого поперечного разреза равен или меньше ширины Н нити с армирующим волокном, и при этом скрепление прессованием осуществляют в промежутке между ближайшими соседними точками прессования прессового приспособления, который не меньше Н и не больше 30 мм.
16. Способ производства слоистого материала из базового материала с армирующим волокном по п.13, в котором в ходе операции скрепления прессованием (Е), скрепление прессованием осуществляют с использованием прессового приспособления, точки прессования которого осуществляют также нагревательные функции.
17. Способ производства заготовки, который обеспечивает производство заготовки в ходе по меньшей мере следующих операций от (а) до (d):
(a) помещение в оправку слоистого материала из базового материала с армирующим волокном по п.2 или 3;
(b) прессовое вакуумное формование слоистого материала из базового материала с армирующим волокном путем приложения к нему поверхностного давления и формования;
(c) осуществление скрепления прессованием с нагревом путем нагревания слоистого материала из базового материала с армирующим волокном во время воздействия поверхностного давления с последующим скреплением ламинированных слоев слоистого материала из базового материала с армирующим волокном; и
(d) охлаждение слоистого материала из базового материала с армирующим волокном, слои которого были скреплены между собой.
18. Способ производства заготовки по п.17, в котором в ходе операции прессового вакуумного формования (b) во время прессового вакуумного формования используют мешочный материал, в который вставляют слоистый материал из базового материала с армирующим волокном, и из внутренней полости мешочного материала откачивают воздух таким образом, чтобы приложить к слоистому материалу из базового материала с армирующим волокном давление, составляющее не меньше 0,03 МПа и не больше атмосферного давления.
19. Способ производства армированного волокном пластика, который содержит следующие операции: помещение заготовки по п.4 или 5 в пресс-форму, имеющую отверстие для подачи смолы под давлением, а также отверстие для откачивания воздуха; подачу под давлением смолы основы в то время, как в пресс-форме создано разрежение; прекращение подачи смолы основы через отверстие для подачи смолы после того, как смола основы начинает выходить из отверстия для откачивания воздуха; и внесение поправки на количество смолы основы, вышедшее из отверстия для откачивания воздуха, так что формируется армированный волокном пластик с объемной долей армирующего волокна в пределах от 45 до 72%.
20. Способ производства армированного волокном пластика по п.19, в котором после прекращения подачи под давлением смолы основы из отверстия для подачи смолы осуществляют также откачивание воздуха через отверстие для подачи смолы и регулируют количество смолы основы, вышедшее и из отверстия для подачи смолы и из отверстия для откачивания воздуха.
| JP 2005280348 А, 05.10.2005 | |||
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Двухтактный транзисторный инвертор | 1979 |
|
SU838977A1 |
| US 2004170554 A1, 02.09.2004 | |||
| УСОВЕРШЕНСТВОВАННЫЙ СПОСОБ ЛИТЬЕВОГО ПРЕССОВАНИЯ ПОЛИМЕРА И КОМПОЗИЦИИ, ПРИГОДНЫЕ ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО ПРОЦЕССА | 1996 |
|
RU2162863C2 |

