Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления фасонного изделия, включающего термопластичный полимер и углеродные волокна. Более конкретно, настоящее изобретение относится к способу изготовления фасонного изделия, включающего термопластичный полимер и углеродные волокна, путем компрессионного формования под низким давлением, и к фасонному изделию, изготовленному данным способом.
Уровень техники
Предполагается, что, вследствие его высокой удельной прочности и удельной жесткости, армированный волокнами композитный материал, в частности композитный материал, в котором углеродные волокна используются в качестве армирующих волокон, можно применять для изготовления деталей транспортных средств, которые должны иметь малую массу. В частности, в том случае, когда матричный полимер является термопластичным, материал является перспективным с точки зрения производительности и пригодности к переработке для вторичного использования.
Патентный документ 1 описывает способ, включающий пропитывание полимером углеродных волокон, имеющих определенную длину волокон, изготовление преформы, имеющей многослойную структуру, путем использования в качестве предшественника композитного материала (препрега), в котором два одиночных углеродных волокна сплетаются в определенном интервале, и последующее компрессионное формование преформы. Здесь, в качестве конкретного примера, предложен способ изготовления листов, в котором используется влажный процесс для сплетения одиночных углеродных волокон в определенном интервале. Однако во многих случаях для такого способа может потребоваться высушивание или аналогичная процедура, и в результате этого усложняется производственный процесс. Кроме того, оказывается затруднительным изготовление препрега, имеющего относительно большую толщину. Помимо этого, во время формования требуется большое число слоистых листов, и в результате этого усложняется процесс формования.
Патентный документ 2 описывает листовой материал для армированного волокнами композитного фасонного изделия, в котором множество армирующих волоконных пучков размещены неупорядоченным образом в термопластичном полимере, используемом в качестве матрицы. Здесь в том состоянии, в котором армирующие волоконные пучки растягивают и ориентируют при заданном соотношении, термопластичный полимер покрывает поверхность волоконных пучков или пропитывает волоконные пучки, и затем волоконные пучки нарезают, изготавливая рубленые пряди. Кроме того, в патентном документе 2 листовой материал вставляют в пресс-форму и подвергают компрессионному формованию горячим прессом. Согласно данному способу, поскольку волоконные пучки нарезают после их покрытия или пропитывания термопластичным полимером, причем рубленые пряди имеют определенную ширину, и ориентация их волокон стремится к приближению к одному направлению. Таким образом, возникает проблема того, что затрудняется достижение высокой изотропии, даже если рубленые пряди равномерно диспергированы для изготовления фасонного листового изделия.
Патентный документ 1 - японская выложенная патентная публикация № 2010-235779.
Патентный документ 2 - японская выложенная патентная публикация № H10-316771.
Сущность изобретения
Основная задача настоящего изобретения заключается в том, чтобы предложить новый способ изготовления фасонного изделия, включающего термопластичный полимер и углеродные волокна.
Еще одна задача настоящего изобретения заключается в том, чтобы предложить новый способ изготовления фасонного изделия под пониженным давлением путем использования способа компрессионного формования.
Следующая задача настоящего изобретения заключается в том, чтобы предложить легкий способ изготовления крупногабаритного фасонного изделия путем формования под низким давлением.
Следующая задача настоящего изобретения заключается в том, чтобы предложить фасонное изделие, которое имеет хорошую механическую изотропию и которое можно изготавливать, используя вышеупомянутые способы изготовления.
Другие задачи и преимущества настоящего изобретения становятся очевидными из следующего описания.
Авторы настоящего изобретения исследовали способ изготовления фасонного изделия (CFRTP), включающего углеродные волокна и термопластичный полимер, в процессе формования под низким давлением, который обеспечивает превосходную производительность. В частности, их внимание привлекли рубленые пряди, имеющие определенную длину, и их соответствующие пучки углеродного волокна. В результате они выполнили настоящее изобретение на основании знания того, что очень важно использовать материал на основе мата, в котором содержатся волоконные пучки, соответствующие определенной степени разрыхления.
Согласно настоящему изобретению достижение заявленных задач и преимуществ обеспечивает:
[1] способ изготовления фасонного изделия, включающего углеродные волокна и термопластичный полимер, причем данный способ включает:
(1) процесс подготовки неупорядоченного мата, который включает углеродные волокна, включающие углеродные волоконные пучки, имеющие среднюю длину волокон от 5 мм до 100 мм, и термопластичный полимер;
(2) процесс пропитывания термопластичным полимером углеродных волоконных пучков путем нагревания и сжатия неупорядоченного мата до температуры на уровне температуры плавления или выше и ниже температуры разложения в том случае, когда термопластичный полимер является кристаллическим, или до температуры на уровне температуры стеклования или выше и ниже температуры разложения в том случае, когда термопластичный полимер является аморфным, до или после размещения неупорядоченного мата внутри пресс-формы;
(3) процесс сжатия и формования пропитанного неупорядоченного мата внутри пресс-формы под давлением, составляющим от 0,1 МПа до 20 МПа; и
(4) процесс извлечения полученного фасонного изделия из пресс-формы,
причем процессы (1)-(4) осуществляют в данной последовательности,
при этом в неупорядоченном мате углеродные волокна имеют поверхностную плотность волокон, составляющую от 25 г/м2 до 10000 г/м2, практически неупорядоченно ориентированы в направлении плоскости, и
углеродные волоконные пучки включают углеродные волоконные пучки (A), содержащие углеродные волокна, составляющие не менее чем критическое число одиночных волокон, определяемое нижеследующим уравнением (1), и углеродные волокна (B), содержащие углеродные волокна, составляющие менее чем критическое число одиночных волокон, где содержание углеродных волоконных пучков (A) составляет 20 об.% или более и менее чем 99 об.% по отношению к суммарному количеству углеродных волокон в неупорядоченном мате,
критическое число одиночных волокон = 600/D (1)
(где D представляет собой средний диаметр волокна (мкм) для одиночных углеродных волокон).
Кроме того, настоящее изобретение включает следующие варианты изобретения.
[2] Способ по п. [1], в котором процесс (1) включает процесс (1-1) поперечного резания и последующее разрыхление углеродных волокон.
[3] Способ по п. [1] или [2], в котором в процессе (3) давление составляет от 0,5 МПа до 10 МПа.
[4] Способ по п. [3], в котором давление составляет от 0,5 МПа до 5 МПа.
[5] Способ по любому из пп. [1]-[4], в котором процесс (2) включает процесс (2-1) пропитывания термопластичным полимером углеродных волоконных пучков путем нагревания и сжатия неупорядоченного мата перед размещением неупорядоченного мата внутри пресс-формы, и процесс (3) включает процесс (3-1) размещения пропитанного неупорядоченного мата внутри пресс-формы, и сжатие и формование неупорядоченного мата в пресс-форме, имеющей температуру, установленную на уровне ниже температуры кристаллизации в том случае, когда термопластичный полимер является кристаллическим, или на уровне ниже температуры стеклования в том случае, когда термопластичный полимер является аморфным.
[6] Способ по п. [5], в котором процесс (3-1) включает процесс (3-2) фиксации пресс-формы при скорости опускания каретки от 50 мм/сек до 10000 мм/сек перед сжатием неупорядоченного мата.
[7] Способ по любому из пп. [1]-[4], в котором процесс (2) включает процесс (2-2) пропитывания термопластичным полимером углеродных волоконных пучков путем нагревания и сжатия неупорядоченного мата, вследствие нагревания пресс-формы до температуры на уровне температуры плавления или выше и ниже температуры разложения в том случае, когда термопластичный полимер является кристаллическим, или до температуры на уровне температуры стеклования или выше и ниже температуры разложения в том случае, когда термопластичный полимер является аморфным, после размещения неупорядоченного мата внутри пресс-формы, и после процесса (2-2) осуществляют процесс (3).
[8] Способ по любому из пп. [1]-[7], в котором соотношение термопластичного полимера и углеродных волокон в неупорядоченном мате составляет от 50 масс. ч. до 1000 масс. ч. термопластичного полимера на 100 масс. ч. углеродных волокон.
[9] Способ по любому из пп. [1]-[8], в котором среднее число волокон (N) в углеродных волоконных пучках (A) в неупорядоченном мате соответствует следующему уравнению (2):
0,7×104/D2<N<1×105/D2 (2)
(где D представляет собой средний диаметр волокна (мкм) для одиночных углеродных волокон).
[10] Способ по любому из пп. [1]-[9], в котором содержание углеродных волоконных пучков (A) составляет 30 об.% или более и менее чем 90 об.% по отношению к суммарному количеству углеродных волокон в неупорядоченном мате.
[11] Фасонное изделие, изготовленное способом по любому из пп. [1]-[10], в котором соотношение (Eδ), полученное в результате деления большего значения на меньшее значение модуля упругости при растяжении в произвольном направлении и в направлении, перпендикулярном этому произвольному направлению, составляет от 1,0 до 1,4.
[12] Фасонное изделие, изготовленное способом по любому из пп. [1]-[10], в котором при разрезании исследуемого образца фасонного изделия в произвольном направлении и в направлении, перпендикулярном этому произвольному направлению, соотношение (Vfs), полученное в результате деления большего значения на меньшее значение объемной доли волокон (Vf), составляет от 1,0 до 1,2.
Краткое описание чертежей
Фиг. 1 представляет вид сверху, иллюстрирующий пресс-форму, которую используют в примерах 1-5, сравнительном примере 1 и основном примере 1.
Фиг. 2 представляет вид сверху, иллюстрирующий пресс-форму, которую используют в примерах 6 и 7.
Фиг. 3 представляет схематическое изображение, иллюстрирующее места выреза исследуемых при растяжении образцов фасонных изделий, изготовленных в примерах 1-5, сравнительном примере 1 и основном примере 1.
Фиг. 4 представляет схематическое изображение, иллюстрирующее места измерений Vf фасонных изделий, изготовленных в примерах 1-5, сравнительном примере 1 и основном примере 1.
Фиг. 5 представляет схематическое изображение, иллюстрирующее места измерений Vf фасонных изделий, изготовленных в примерах 6 и 7.
Перечень ссылочных обозначений
1. Вид сверху пресс-формы, 2. Вид поперечного сечения по линии B-B, 3. Вид поперечного сечения по линии A-A, 4. Вид сверху фасонного изделия, 5. Место выреза исследуемого при растяжении образца, 6. Место выреза образца для измерения Vf.
Описание вариантов осуществления
Далее будут описаны примерные варианты осуществления настоящего изобретения.
Настоящее изобретение предлагает способ изготовления фасонного изделия, включающего углеродные волокна и термопластичный полимер. Согласно данному способу последовательно осуществляются следующие процессы (1)-(4):
(1) изготовление неупорядоченного мата, включающего углеродные волоконные пучки, имеющие среднюю длину волокон от 5 мм до 100 мм, и термопластичный полимер,
(2) пропитывание термопластичным полимером углеродных волоконных пучков путем нагревания и сжатия неупорядоченного мата до температуры на уровне температуры плавления или выше и ниже температуры разложения в том случае, когда термопластичный полимер является кристаллическим, или до температуры на уровне температуры стеклования или выше и ниже температуры разложения в том случае, когда термопластичный полимер является аморфным, до или после размещения неупорядоченного мата внутри пресс-формы,
(3) сжатие и формование пропитанного неупорядоченного мата внутри пресс-формы под давлением, составляющим от 0,1 МПа до 20 МПа, и
(4) извлечение полученного фасонного изделия из пресс-формы.
Далее будут последовательно описаны соответствующие процессы.
Процесс изготовления неупорядоченного мата (1)
Углеродные волокна, которые образуют неупорядоченный мат согласно настоящему изобретению, не являются непрерывными волокнами, но представляют собой прерывистые волокна, включающие углеродные волоконные пучки, имеющие среднюю длину волокон, составляющую от 5 мм до 100 мм.
Средняя длина волокон для углеродных волоконных пучков составляет от 5 мм до 100 мм. Фасонное изделие, изготовленное из армированного волокнами композитного материала, включающего углеродные волоконные пучки, имеющие определенную среднюю длину волокон, можно изготавливать, получая неупорядоченный мат, соответствующий определенной степени разрыхления, посредством предпочтительного способа изготовления неупорядоченного мата, который будет описан далее. Фасонное изделие проявляет высокую физическую устойчивость в отношении ударной нагрузки или долгосрочной усталостной нагрузки, а также статическую прочность или жесткость. При использовании способа изготовления согласно настоящему изобретению, даже если изготавливаемое фасонное изделие имеет сложную форму, статистическая ориентация углеродных волокон нарушается с трудом. Соответственно, в основной части фасонного изделия возможно сохранение углеродных волокон в состоянии двухмерной изотропии и статистической ориентации в направлении плоскости.
Средняя длина волокон углеродных волоконных пучков предпочтительно составляет от 10 мм до 100 мм, предпочтительнее, от 15 мм до 100 мм, и, еще предпочтительнее, 15 мм до 80 мм. Средняя длина волокон углеродных волоконных пучков наиболее предпочтительно составляет от 20 мм до 60 мм. Средняя длина волокон углеродных волокон (пучков), составляющих неупорядоченный мат, была получена путем измерения и записи длины случайным образом выбранных 100 углеродных волокон с точностью 1 мм при использовании лупы. Зная длины (Li) всех измеренных углеродных волокон, среднюю длину волокон можно вычислить согласно следующему уравнению.
В случае углеродных волокон, составляющих фасонное изделие, длины случайным образом выбранных 100 углеродных волокон с точностью 1 мм измеряли с помощью лупы и записывали после выдерживания полимера в печи при 500°C в течение приблизительно одного часа. Зная длины (Li) всех измеренных углеродных волокон, среднюю длину волокон можно вычислить согласно следующему уравнению.
Средняя длина волокон = ΣLi/100
Углеродные волоконные пучки согласно настоящему изобретению могут включать волокна, имеющие только одну длину волокон или множество длин волокон при том условии, что средняя длина волокон находится в пределах вышеупомянутого интервала. Разумеется, может наблюдаться распределение волокон по длине. Данное распределение может включать два или более максимумов.
В углеродных волокнах, составляющих неупорядоченный мат, помимо вышеупомянутых углеродных волоконных пучков, присутствуют одиночные волокна и/или углеродные волоконные пучки, в которых число углеродных волокон составляет менее чем критическое число одиночных волокон. Они называются «углеродные волокна (B)», а углеродные волоконные пучки, в которых число углеродных волокон составляет не менее чем критическое число одиночных волокон, называются «углеродные волоконные пучки (A)».
В частности, смешиваются углеродные волоконные пучки (A), в которых число углеродных волокон составляет не менее чем критическое число одиночных волокон, определяемое следующим уравнением (1), и углеродные волокна (B), то есть по меньшей мере один из углеродных волоконных пучков (B1), в котором число углеродных волокон составляет менее чем критическое число одиночных волокон, и одиночные углеродные волокна (B2).
Критическое число одиночных волокон = 600/D (1)
Армирующие волоконные пучки (A) имеют объемное содержание, составляющее 20 об.% или более и менее чем 99 об.% по отношению к суммарному количеству углеродных волокон, составляющих неупорядоченный мат (суммарному количеству углеродных волоконных пучков (A) и углеродных волокон (B)). Углеродные волокна (B), то есть углеродные волоконные пучки (B1) и одиночные углеродные волокна (B2) в совокупности имеют объемное содержание, составляющее более чем 1 об.% и 80 об.% или менее по отношению к суммарному количеству углеродных волокон, составляющих неупорядоченный мат. Таким образом, настоящее изобретение отличается тем, что включаются углеродные волоконные пучки (A), имеющие углеродные волокна, содержащие не менее чем определенное число одиночных углеродных волокон и имеющие регулируемую степень разрыхления, и другие углеродные волокна (B), содержание которых составляет более чем 1 об.% и 80 об.% или менее. Когда содержание углеродных волоконных пучков (A) составляет менее чем 20 об.% по отношению к суммарному количеству углеродных волокон, существует преимущество, заключающееся в том, что может быть изготовлено фасонное изделие, имеющее высокий уровень внешнего вида, однако оказывается затруднительным движение углеродных волокон внутри пресс-формы во время формования неупорядоченного мата. Таким образом, углеродные волокна могут не заполнять полость пресс-формы до конца, и в результате этого оказывается затруднительным изготовление фасонного изделия согласно проектным размерам. Когда содержание углеродных волоконных пучков (A) составляет 99 об.% или более, сплетенная часть углеродных волокон локально утолщается, и, таким образом, становится затруднительным достижение изотропии. То есть, когда углеродные волокна (B) включаются при содержании, составляющем более чем 1 об.% и 80 об.% или менее, может быть изготовлено изотропное фасонное изделие, имеющее хорошие механические свойства. Кроме того, можно изготавливать фасонное изделие с хорошей формуемостью, решая проблему малой толщины стенок.
Нижний предел содержания углеродных волоконных пучков (A) предпочтительно составляет 30 об.% и, предпочтительнее, 50 об.% по отношению к суммарному количеству углеродных волокон, составляющих неупорядоченный мат. Верхний предел предпочтительно составляет 90 об.% и, предпочтительнее, 70 об.%. Предпочтительное содержание углеродных волоконных пучков (A) составляет 30 об.% или более и менее чем 90 об.%.
Углеродные волокна (B) содержат углеродные волоконные пучки (B2), из которых по меньшей мере часть волокон являются полностью разрыхленными и присутствуют в форме одиночных волокон, и углеродные волоконные пучки (B1), в которых число одиночных волокон составляет менее чем критическое число одиночных волокон, которые должны быть не полностью или частично разрыхленными. Что касается относительного содержания углеродных волоконных пучков (B1) и одиночных углеродных волокон (B2), содержание углеродных волоконных пучков (B1) предпочтительно составляет от 1% до 99% и, предпочтительнее, от 20% до 70% по отношению к суммарному объему углеродных волоконных пучков (B1) и одиночных углеродных волокон (B2).
Содержание углеродных волоконных пучков (A) можно регулировать путем сочетания условий процесса расширения, процесса продольного резания, процесса поперечного резания и процесса разрыхления, например, в способе изготовления, который описан ниже.
Средний диаметр волокна углеродных волокон не ограничивается определенным образом, но предпочтительно составляет от 3 мкм до 12 мкм, предпочтительнее, от 5 мкм до 9 мкм и, еще предпочтительнее, от 5 мкм до 7 мкм.
Критическое число одиночных волокон углеродных волоконных пучков (A) составляет от 86 до 120, когда средний диаметр волокна углеродных волокон составляет от 5 мкм до 7 мкм. Когда критическое число одиночных волокон составляет менее чем 86, волоконные пучки приближаются к одиночным волокнам, то есть содержание (B1) и (B2) стремится к увеличению. В таком случае существует возможность того, что становятся прочными переплетения между углеродными волокнами в неупорядоченном мате, и снижается текучесть во время формования фасонного изделия. Когда критическое число одиночных волокон составляет более чем 120, переплетения между углеродными волокнами становятся слабыми. В таком случае повышается текучесть в процессе изготовления, но может легко возникать ориентация углеродных волокон. Таким образом, изготовленное в результате фасонное изделие может становиться анизотропным.
Среднее число волокон (N) в углеродных волоконных пучках (A) предпочтительно соответствует следующему уравнению (2)
0,7×104/D2<N<1×105/D2 (2)
(где D представляет собой средний диаметр волокна (мкм) для одиночных углеродных волокон).
Когда средний диаметр волокна углеродных волокон составляет 5 мкм, среднее число волокон в волоконных пучках составляет от 280 до 4000. В частности, чтобы легко сохранять внешний вид или изотропию, среднее число должно предпочтительно составлять от 600 до 1600. Когда средний диаметр волокна углеродных волокон составляет 7 мкм, среднее число волокон в волоконных пучках составляет от 142 до 2040. В частности, чтобы легко сохранять внешний вид или изотропию, среднее число должно предпочтительно составлять от 300 до 800.
В уравнении (2), когда среднее число волокон (N) в углеродных волоконных пучках (A) составляет 0,7×104/D2 или менее, оказывается затруднительным изготовление фасонного изделия, имеющего высокую объемную долю волокон (Vf), в целом. Когда среднее число волокон (N) в углеродных волоконных пучках (A) составляет 1×105/D2 или более, в фасонном изделии возникает локальное утолщение, которое обуславливает образование пустот. Среднее число волокон (N) в углеродных волоконных пучках (A) предпочтительнее соответствует следующему уравнению (2-1):
0,7×104/D2<N<6×104/D2 (2-1)
В том случае, когда углеродные волокна, которые являются только отдельными, просто используются для изготовления тонкостенного фасонного изделия, толщина которого составляет 1 мм или менее, хорошие физические свойства не могут быть получены вследствие высокой неоднородности поверхностной плотности волокон. Кроме того, когда все волокна являются разрыхленными, можно легко получать меньшую толщину, но фасонное изделие, имеющее высокую объемную долю волокон, не может быть изготовлено вследствие увеличения степени переплетения волокон. Когда углеродные волоконные пучки (A), в которых число углеродных волокон составляет не менее чем критическое число одиночных волокон, определяемое уравнением (1), и одиночные углеродные волокна (B2) и/или углеродные волокна (B1), в которых число углеродных волокон составляет менее чем критическое число одиночных волокон, одновременно присутствуют в неупорядоченном мате, становится возможным изготовление фасонного изделия, которое является тонкостенным и имеет высокий уровень проявляемых физических свойств.
Толщина неупорядоченного мата не ограничивается определенным образом при том условии, что данная толщина составляет 0,5 мм или более. Для проявления эффекта согласно настоящему изобретению, то есть для получения тонкостенного фасонного изделия, изготовленного из неупорядоченного мата, его толщина предпочтительно составляет от 1 мм до 100 мм и, предпочтительнее, от 2 мм до 50 мм. Множество листов неупорядоченного мата можно укладывать слоями для использования в следующем процессе.
В неупорядоченном мате, используемом согласно настоящему изобретению, поверхностная плотность волокон углеродных волокон составляет от 25 г/м2 до 10000 г/м2. Когда поверхностная плотность волокон составляет менее чем 25 г/м2, распределение углеродных волокон в неупорядоченном мате может легко становиться неравномерным, и не может проявляться достаточный армирующий эффект. Когда поверхностная плотность волокон составляет более чем 10000 г/м2, становится затруднительным пропитывание волокон термопластичным полимером во время изготовления препрега вследствие чрезмерно большого числа углеродных волокон, и, таким образом, усиливается тенденция к образованию пустот, которые представляют собой дефекты в фасонном изделии. Кроме того, по сравнению с термопластичным полимером, углеродные волокна имеют более высокую плотность, и, таким образом, фасонное изделие становится тяжелым. Поверхностная плотность волокон составляет предпочтительно от 25 г/м2 до 6000 г/м2 и, предпочтительнее, от 25 г/м2 до 3000 г/м2.
В неупорядоченном мате согласно настоящему изобретению углеродные волокна не являются ориентированными в определенном направлении, но являются практически неупорядоченно и статистически ориентированными в направлении плоскости. То есть углеродные волокна ориентированы в случайных направлениях в пределах плоскости. Так сохраняется двухмерная изотропия фасонного изделия, изготавливаемого, в конечном счете, путем формования неупорядоченного мата.
Помимо углеродных волокон, которые описаны выше, неупорядоченный мат может включать и неорганические волокна, такие как стеклянные волокна, нержавеющие стальные волокна, алюмооксидные волокна и минеральные волокна, а также органические волокна, такие как полиэфирэфиркетонные волокна, полифениленсульфидные волокна, полиэфирсульфоновые волокна, арамидные волокна, полибензоксазольные волокна, полиарилатные волокна, поликетонные волокна, сложнополиэфирные волокна, полиамидные волокна и поливинилспиртовые волокна в таком количестве, которое не препятствует выполнению задачи настоящего изобретения (например, в количестве, составляющем 30% или менее по отношению к суммарному количеству углеродных волокон).
Помимо углеродных волоконных пучков, которые упомянуты выше, неупорядоченный мат согласно настоящему изобретению включает термопластичный полимер. Примеры типов термопластичных полимеров могут включать полиолефиновые полимеры, такие как полиэтиленовый полимер или полипропиленовый полимер, полиамидные полимеры, такие как полиамид 6, полиамид 11, полиамид 12, полиамид 46, полиамид 66 или полиамид 610, ароматические сложноэфирные полимеры, такие как поликарбонатный полимер, полиэтилентерефталатный полимер, полиэтиленнафталатный полимер, полибутилентерефталатный полимер или полиарилатный полимер, алифатические сложноэфирные полимеры, такие как полимолочная кислота, поливинилхлоридный полимер, поливинилиденхлоридный полимер, поливинилацетатный полимер, поливинилспиртовой полимер, полистирольный полимер, сополимер акрилонитрила и стирола (AS), сополимер акрилонитрила, бутадиена и стирола (ABS), акриловый полимер, метакрилатный полимер, полиацетальный полимер, полифениленэфирный полимер, полифениленсульфидный полимер, полисульфоновый полимер, полиэфирсульфоновый полимер и полиэфирэфиркетонный полимер. Можно использовать в сочетании два или большее число полимеров данных типов.
Среди них полиолефины, полиамиды и ароматические сложные полиэфиры являются предпочтительными, потому что они обеспечивают хороший баланс характеристик, таких как формуемость, производительность и механическая прочность.
Относительное содержание термопластичного полимера в неупорядоченном мате предпочтительно составляет от 50 масс. ч. до 1000 масс. ч. и, предпочтительнее, от 50 масс. ч. до 500 масс. ч. по отношению к 100 масс. ч. суммарного содержания углеродных волоконных пучков (A) и углеродных волокон (B). Более предпочтительное содержание термопластичного полимера составляет от 60 масс. ч. до 300 масс. ч. по отношению к 100 масс. ч. суммарного содержания волокон. Когда содержание термопластичного полимера составляет менее чем 50 масс. ч. по отношению к 100 масс. ч., могут легко возникать пустоты внутри полученного фасонного изделия, и в результате этого снижается его прочность или жесткость. Когда содержание термопластичного полимера составляет более чем 1000 масс. ч., проявление армирующего эффекта вследствие содержащихся углеродных волокон становится затруднительным.
Объемная доля волокон (Vf) предпочтительно составляет от 5% до 80% и, предпочтительнее, от 20% до 60% по отношению к объему фасонного изделия (суммарного объема углеродных волокон и термопластичного полимера) в неупорядоченном мате и фасонном изделии, изготовленном согласно настоящему изобретению. Когда объемная доля волокон углеродных волокон составляет менее чем 5%, армирующий эффект вследствие содержащихся углеродных волокон может не проявляться в достаточной степени. Когда объемная доля волокон составляет более чем 80%, пустоты могут легко возникать внутри фасонного изделия, и, таким образом, могут ухудшаться физические свойства фасонного изделия.
Неупорядоченный мат может содержать функциональные наполнители или добавки в таком количестве, которое не препятствует выполнению задачи настоящего изобретения. Соответствующие примеры могут включать органические/неорганические наполнители, огнезащитные вещества, поглощающие ультрафиолетовое излучение вещества, пигменты, разделительные вещества, смягчающие вещества, пластификаторы и поверхностно-активные вещества, но настоящее изобретение не ограничивается данным списком. В частности, поскольку для изготовления электронного/электрического оборудования или деталей автомобилей может потребоваться высокая огнестойкость, термопластичный полимер предпочтительно содержит огнезащитное вещество.
Примеры огнезащитного вещества могут включать традиционно известные вещества. В частности, примеры могут включать огнезащитное вещество на основе соединений фосфора, огнезащитное вещество на основе соединений азота, кремнийорганическое соединение, органические соли щелочных металлов, органические соли щелочноземельных металлов или бромированное огнезащитное вещество. Эти огнезащитные вещества можно использовать индивидуально или в сочетании. Содержание огнезащитного вещества предпочтительно составляет от 1 масс. ч. до 40 масс. ч. и, предпочтительнее, от 1 масс. ч. до 20 масс. ч. по отношению к 100 масс. ч. полимера с учетом баланса физических свойств, формуемости и огнестойкости.
Неупорядоченный мат, используемый согласно настоящему изобретению, может иметь различную толщину, и его можно использовать как препрег, чтобы, в конечном счете, изготавливать соответствующим образом тонкостенное фасонное изделие, у которого толщина составляет приблизительно от 0,2 мм до 1 мм. То есть путем изготовления неупорядоченного мата согласно толщине требуемого фасонного изделия становится возможным получение тонкостенного фасонного изделия, в частности, покрытия для многослойного материала и т.п.
Соотношение углеродных волокон и термопластичного полимера в неупорядоченном мате можно определять согласно количествам соответствующих компонентов, используемых при формовании неупорядоченного мата. Однако для более точной оценки соотношения волокон и полимера данное соотношение можно определять используя следующий способ. Например, согласно способу с использованием различной растворимости компонентов, взвешивают образец от 1 см2 до 10 см2. Жидкий химический реагент для растворения или разложения волокон или полимера используют, чтобы экстрагировать растворенный компонент. После этого остаток промывают, высушивают и взвешивают. Объемные доли волокон и полимера вычисляют, зная массы остатка и растворенного компонента, а также плотности волокон и полимера. Например, когда полипропилен используют в качестве полимера, полипропилен можно селективно растворять, используя нагретый толуол или ксилол. Когда полимер представляет собой полиамид, полиамид можно разлагать, используя нагретую муравьиную кислоту. Когда полимер представляет собой поликарбонат, поликарбонат можно растворять, используя нагретый хлорированный углеводород. Кроме того, их массы и объемные доли можно вычислять путем выжигания полимера. В этом случае определяют массу в достаточной степени высушенного образца, а затем его обрабатывают, используя электрическую печь или аналогичное устройство, при температуре от 500°C до 700°C в течение от 5 до 60 минут, таким образом, чтобы выгорал полимерный компонент. Волокна, остающиеся после сжигания, выдерживают до охлаждения в сухой атмосфере, взвешивают и, таким образом, вычисляют массы соответствующих компонентов.
Согласно настоящему изобретению, способ изготовления неупорядоченного мата не ограничивается определенным образом. Например, в процессе изготовления может присутствовать термопластичный полимер в волокнистой форме и/или зернистой форме для смешивания с углеродными волокнами, или неупорядоченный мат, в котором не содержится матричный полимерный компонент, можно получать, используя расплавленный термопластичный полимер.
Далее будет описан предпочтительный способ изготовления неупорядоченного мата. Данный способ изготовления неупорядоченного мата может представлять собой предпочтительно способ осуществления следующих соответствующих процессов (I), (III), (IV), (V) или (V′) или, предпочтительнее, способ осуществления процесса (II) между процессами (I) и (III). Посредством последовательного осуществления данных процессов становится возможным изготовление неупорядоченного мата, имеющего особенно хорошую изотропию и последующее изготовление фасонного изделия из неупорядоченного мата.
(I) Процесс изготовления прядей углеродных волокон
В процессе изготовления прядей углеродных волокон, соответствующие нити углеродных волокон вытягиваются из множества шпулек с намотанными углеродными волокнами, которые установлены на шпулярнике, и образуются углеродные волоконные пряди, которые состоят только из нитей или множества одиночных волокон, вытянутых и ориентированных. Здесь ширина пряди предпочтительно составляет от 10 мм до 50 мм (в частности, от 20 мм до 30 мм). Когда ширина поступающей пряди углеродных волокон является небольшой, эту ширину можно увеличивать до заданной ширины в процессе подачи пряди, если это необходимо, таким образом, что прядь можно подавать как тонкую широкую прядь. Операцию увеличения ширины можно осуществлять путем приведения пряди в контакт, например, с роликом или валком для расширения.
(II) Процесс продольного резания прядей
В процессе продольного резания прядей поступающую углеродную волоконную прядь непрерывно разрезают, предпочтительно, в направлении, параллельном направлению длины пряди (то есть в направлении оси волокон), получая из одной пряди множество узких прядей, у которых ширина составляет от 0,05 мм до 5 мм и предпочтительно от 0,1 мм до 1,0 мм. В частности, широкую прядь, которая непрерывно поступает с предшествующего процесса, можно непрерывно разрезать в вертикальном направлении, используя вертикальное устройство для продольного резания, у которого лезвие является параллельным направлению оси волокон, или разделять на множество прядей согласно одной или нескольким разделительным направляющим, установленным на пути движения широкой пряди. В данном процессе в технологической линии может быть установлена направляющая или штанга, таким образом, чтобы углеродные волокна можно было расширять во время продольного резания.
(III) Процесс поперечного резания углеродных волокон
После этого, в процессе поперечного резания углеродных волокон пряди, которые не разрезаны в продольном направлении, или имеющие малую ширину углеродные волоконные пряди, которые разрезаны в продольном направлении, как описано выше, разрезают в поперечном направлении, получая среднюю длину волокон от 5 мм до 100 мм. Устройство, используемое для поперечного резания углеродных волокон до средней длины волокон от 5 мм до 100 мм, предпочтительно представляет собой ротационное резальное устройство. В частности, предпочтительным является ротационное резальное устройство, оборудованное спиральным ножом, который расположен под определенным углом. Угол расположения ножа для непрерывного поперечного резания углеродных волокон можно геометрически вычислять, зная ширину используемых углеродных волокон или среднюю длину нарезанных в поперечном направлении волокон, и соответствующее соотношение предпочтительно удовлетворяет условию:
средняя длина волокон углеродных волокон (расстояние между лезвиями) = ширина углеродной волоконной пряди × tg(90°-θ)
(в котором θ представляет собой угол направления ножа по отношению к круговому направлению).
Например, когда используют устройство для резания, которое содержит нож, пересекающий направление оси волокон, и нож, параллельный направлению оси волокон, волоконный пучок можно разрезать вдоль в вертикальном направлении и одновременно разрезать поперек, получая определенную длину волокон. Когда используют такое устройство для резания, процесс продольного резания прядей (II) и процесс поперечного резания углеродных волокон (III) можно осуществлять одновременно.
(IV) Процесс разрыхления углеродных волокон
В процессе разрыхления углеродных волокон разрыхляемые фрагменты пряди разделяются на волоконные пучки, имеющие требуемый размер (число волокон в пучке). Например, можно использовать процесс разрыхления с применением газа или процесс разрыхления с применением продольного резания.
В частности, в процессе разрыхления с применением газа фрагменты пряди поступают на траекторию движения, и газ, такой как воздух, продувается на фрагменты пряди, проходящие по данной траектории, таким образом, что фрагменты пряди разделяются на пучки требуемого размера и диспергируются в газе. Степень разрыхления можно соответствующим образом регулировать, например, посредством давления продуваемого газа. В процессе разрыхления с использованием продольного резания ширину пряди можно регулировать посредством такой же операции, как описано в вышеупомянутом процессе продольного резания прядей (II) для соответствующего регулирования степени разрыхления.
В процессе разрыхления углеродных волокон не все волокна, составляющие фрагменты пряди, разрыхляются для отделения друг от друга и полностью отделяются, превращаясь в одиночные волокна. Некоторые волокна разрыхляются до тех пор, пока они не оказываются в форме одиночных волокон или в форме, приближенной к форме одиночных волокон, но большинство волокон требуется регулировать таким образом, чтобы они превратились в волоконные пучки, которые объединяют заданное число или большее число одиночных волокон. То есть требуется степень разрыхления, которая обеспечивает заданное соотношение углеродных волоконных пучков (A), содержащих одиночные волокна, число которых составляет не менее чем критическое число одиночных волокон, определяемое уравнением (1), и углеродных волокон (B), содержащих одиночные волокна, число которых составляет менее чем критическое число одиночных волокон, и предпочтительнее требуется обеспечить заданное среднее число волокон (N) в углеродных волоконных пучках (A).
(V) Процесс изготовления неупорядоченного мата
В процессе изготовления неупорядоченного мата нарезанные и разрыхленные углеродные волокна распределяются в воздухе, и одновременно подается термопластичный полимер в форме порошка или коротких волокон (далее они называются общим термином «термопластичные полимерные частицы и т.п.»), таким образом, что углеродные волокна совместно с термопластичными полимерными частицами и т.п. наносятся на воздухопроницаемую подложку, установленную под разрыхляющим устройством. Таким образом, углеродные волокна и термопластичные полимерные частицы и т.п. смешиваются на подложке и осаждаются/фиксируются с заданной толщиной, таким образом, что образуется неупорядоченный мат.
В процессе изготовления неупорядоченного мата термопластичные полимерные частицы и т.п. предпочтительно поступают на отдельную траекторию движения относительно углеродных волокон, разрыхляемых воздухом, и они сразу распыляются по направлению к воздухопроницаемой подложке. Они осаждаются на воздухопроницаемой подложке в форме мата в таком состоянии, в котором они практически равномерно перемешаны друг с другом, и остаются в таком состоянии. В том случае, когда воздухопроницаемая подложка представляет собой конвейер, состоящий из сетки, и осаждение осуществляется на конвейер в процессе непрерывного движения конвейера в одном направлении, может непрерывно образовываться неупорядоченный мат. Кроме того, равномерное осаждение может быть достигнуто, когда подложка движется назад и вперед, налево и направо.
В процессе изготовления неупорядоченного мата углеродные волокна и термопластичные полимерные частицы и т.п. предпочтительно распыляются для неупорядоченной ориентации в направлении плоскости. Для нанесения разрыхленных углеродных волокон, которые должны иметь двумерную ориентацию, предпочтительно используется расширяющаяся труба, имеющая, например, коническую форму, которая расширяется в сторону, расположенную ниже по потоку. Внутри расширяющейся трубы, поскольку рассеивается газ, продуваемый на углеродные волокна, и, таким образом, скорость потока внутри трубы уменьшается, вращательная сила действует на углеродные волокна. Используя эффект Вентури (Venturi), разрыхленные углеродные волокна можно равномерно и беспрепятственно распылять совместно с термопластичными полимерными частицами и т.п. Кроме того, для процесса фиксации, который описан ниже, оказывается желательным, чтобы разрыхленные углеродные волокна распылялись на подвижную воздухопроницаемую подложку (например, сетчатый конвейер), где на нижней стороне присутствует всасывающий механизм, и осаждались в форме неупорядоченного мата.
Процесс изготовления неупорядоченного мата включает процесс фиксации углеродных волокон и термопластичного полимера. Данный процесс фиксации представляет собой процесс фиксации осажденных углеродных волокон и термопластичных полимерных частиц и т.п. Например, можно использовать процесс фиксации углеродных волокон путем всасывания воздуха с нижней стороны воздухопроницаемой подложки. Термопластичный полимер, который распыляется совместно с углеродными волокнами, можно фиксировать путем всасывания воздуха, когда термопластичный полимер находится в волокнистой форме, или его можно фиксировать совместно с углеродными волокнами, даже когда термопластичный полимер находится в зернистой форме.
Путем всасывания с нижней стороны поверхности осаждения, таким образом, можно получать мат с двумерной неупорядоченной ориентацией. В полученном таким способом неупорядоченном мате термопластичные полимерные частицы и т.п. равномерно присутствуют на поверхности или вблизи промежутков углеродных волокон, которые составляют неупорядоченный мат. Таким образом, в процессе нагревания, пропитывания и сжатия (процесс (2), который описан ниже), расстояние перемещения полимера является коротким, и пропитывание полимера осуществляется в течение относительно непродолжительного времени.
При этом, когда термопластичные полимерные частицы и т.п. частично проходят через подложку, не осаждаясь на ней, вследствие большого размера отверстий в листе или сетке, которые составляют воздухопроницаемую подложку, например, нетканый материал можно фиксировать на поверхности подложки, и углеродные волокна и термопластичные полимерные частицы и т.п. можно распылять и фиксировать на этом нетканом материале.
После того, как углеродные волоконные пряди поперечно разрезают, получая заданную длину, фрагменты пряди и углеродные волокна в форме одиночных волокон, разделенные во время поперечного резания, можно направлять на траекторию движения под действием всасывания. Одновременно или последовательно можно продувать воздух на углеродные волокна из воздуходувной форсунки, установленной в середине или на переднем конце траектории движения, таким образом, что нарезанные фрагменты пряди могут разделяться и разрыхляться, образуя углеродные волоконные пучки требуемого размера (толщины). При этом углеродные волокна совместно с термопластичными полимерными частицами и т.п. можно распылять на поверхность воздухопроницаемой подложки (далее она может называться термином «фиксирующая сетка»), которая перемещается в непрерывном или прерывистом режиме в заданном направлении, и они осаждаются и фиксируются, образуя неупорядоченный мат.
Как описано выше, поскольку углеродные волокна и термопластичный полимер в порошковой и/или волокнистой форме присутствуют в идеально перемешанном состоянии в неупорядоченном мате, не требуется значительное перемещение волокон и полимера внутри пресс-формы. Таким образом, существует преимущество в том, что можно легко осуществлять пропитывание термопластичного полимера. В результате в изготовленном фасонном изделии может сохраняться изотропия углеродных волокон, существующая в неупорядоченном мате.
(V′) Процесс изготовления неупорядоченного мата (второй пример)
В следующем процессе изготовления неупорядоченного мата, прежде всего, неупорядоченный мат, который включает углеродные волокна, получают таким же способом, как в процессе изготовления неупорядоченного мата (V), за исключением того, что не присутствует матричный полимер. После этого можно использовать подачу расплавленного термопластичного полимера на вышеупомянутый неупорядоченный мат для получения неупорядоченного мата, который включает углеродные волокна и термопластичный полимер. Используя такой способ, например, разрыхленные углеродные волоконные пряди, полученные в процессе разрыхления углеродных волокон (IV), можно осаждать в форме мата, и в то же время термопластичный полимер в расплавленном состоянии выходит как расплав в форме пленки из головки экструдера, установленной выше. После этого термопластичный полимер можно наносить на осажденный мат, таким образом, что почти вся поверхность мата пропитывается термопластичным полимером.
Согласно данному способу, предпочтительный процесс осаждения углеродных волоконных прядей в форме мата является таким же, как описано выше в п. (V). Подаваемое количество термопластичного полимера также является таким же, как описано выше в п. (V), но количество расплавленного термопластичного полимера, которое выходит из головки экструдера, в частности, толщину или скорость экструзии пленки в случае подачи в форме пленки из головки экструдера можно регулировать соответствующим образом.
Как описано выше, углеродные волокна, содержащиеся в неупорядоченном мате, используемом согласно настоящему изобретению, нарезают, превращают в форму мата и вводят в процесс пропитывания с использованием термопластичного полимера.
Процесс пропитывания термопластичным полимером углеродных волоконных пучков (2)
После процесса (1) осуществляют процесс (2) пропитывания термопластичным полимером углеродных волоконных пучков, который далее может называться «процесс пропитывания (2)».
Здесь процесс пропитывания (2) включает два процесса. То есть процесс (2) включает процесс (2-1) (процесс холодного прессования) для подачи термопластичного полимера, пропитывания им неупорядоченного мата и последующего размещения в пресс-форме и процесс (2-2) (процесс горячего прессования) для размещения неупорядоченного мата в пресс-форме и последующей подачи термопластичного полимера и пропитывания в пресс-форме.
Сначала будет описан процесс (2-1).
В процессе холодного прессования неупорядоченный мат и термопластичный полимер сначала нагревают в достаточной степени для пропитывания термопластичным полимером неупорядоченного мата. Температура во время нагревания находится на уровне температуры плавления или выше и ниже температуры разложения в том случае, когда термопластичный полимер является кристаллическим, или на уровне температуры стеклования или выше и ниже температуры разложения в том случае, когда термопластичный полимер является аморфным. Нагретый термопластичный полимер подают под давлением, если это необходимо, для проникновения в неупорядоченный мат и пропитывания углеродных волоконных пучков. Благодаря одной из характеристик настоящего изобретения, а именно тому, что углеродные волоконные пучки имеют определенную длину, и углеродные волоконные пучки (A) присутствуют в определенном количестве, термопластичный полимер в достаточной степени распространяется в направлении толщины углеродных волоконных пучков. Давление во время сжатия может составлять от 0,1 МПа до 5,0 МПа.
Таким образом, термопластичным полимером пропитывают неупорядоченный мат, получая препрег. Полученный препрег выдерживают или подогревают (i) при температуре на уровне температуры плавления или выше и ниже температуры термического разложения в том случае, когда термопластичный полимер является кристаллическим, или (ii) при температуре на уровне температуры стеклования или выше и ниже температуры термического разложения в том случае, когда термопластичный полимер является аморфным. После этого препрег размещают внутри пресс-формы для осуществления следующего процесса (3). Температуру препрега можно измерять, используя измерительный прибор, установленный снаружи нагревательной печи после прикрепления термопары типа K (хромель-алюмель) к поверхности препрега.
Форма углеродных волокон в препреге сохраняется в состоянии неупорядоченного мата. То есть углеродные волокна в препреге сохраняют такую же длину волокон, изотропию и степень разрыхления, как волокна в неупорядоченном мате, и, таким образом, они могут быть такими же, как волокна в описанном неупорядоченном мате.
Далее будет описан процесс (2-2).
В процессе горячего прессования неупорядоченный мат сначала помещают в пресс-форму. После этого пресс-форму нагревают до температуры на уровне температуры плавления или выше и ниже температуры разложения в том случае, когда термопластичный полимер является кристаллическим, или до температуры на уровне температуры стеклования или выше и ниже температуры разложения в том случае, когда термопластичный полимер является аморфным, таким образом, чтобы нагревать одновременно термопластичный полимер и неупорядоченный мат. Нагретый термопластичный полимер предпочтительно сжимают для проникновения в неупорядоченный мат и пропитывания углеродных волоконных пучков. Благодаря одной из характеристик настоящего изобретения, а именно тому, что углеродные волоконные пучки имеют определенную длину, и углеродные волоконные пучки (A) присутствуют в определенном количестве, термопластичный полимер в достаточной степени распространяется в направлении толщины углеродных волоконных пучков. Давление во время сжатия может составлять от 0,1 МПа до 5,0 МПа. Здесь давление поддерживают на уровне ниже давления, используемого в следующем процессе (3) (от 0,1 МПа до 20 МПа), предпочтительно в течение от 0,5 минуты до 20 минут, чтобы пропитать термопластичным полимером углеродные волоконные пучки. Неупорядоченный мат нагревают до температуры на уровне температуры плавления термопластичного полимера или выше и ниже температуры термического разложения в том случае, когда термопластичный полимер является кристаллическим, или до температуры на уровне температуры стеклования термопластичного полимера или выше и ниже температуры термического разложения в том случае, когда термопластичный полимер является аморфным. Время перехода к следующему процессу (3) можно выбирать соответствующим образом согласно техническим характеристикам формовочного устройства, но предпочтительно оно составляет от 1 секунды до 100 секунд в целях сокращения продолжительности формования.
Процесс сжатия и формования (3)
Препрег, полученный в процессе холодного прессования (2-1), размещают внутри пресс-формы для использования в компрессионном формовании при определенной температуре и определенном давлении в процессе (3). Температура пресс-формы во время компрессионного формования может находиться на уровне ниже температуры плавления (предпочтительно на уровне температуры кристаллизации или ниже) в том случае, когда термопластичный полимер является кристаллическим, и ниже температуры стеклования в том случае, когда термопластичный полимер является аморфным. Вследствие такого условия нагревания при относительно низкой температуре сокращаются продолжительность компрессионного формования и продолжительность извлечения фасонного изделия и обеспечивается высокая производительность. Температура пресс-формы предпочтительно составляет на 10°C меньше, чем температура плавления, или менее (предпочтительно на 10°C меньше, чем температура кристаллизации, или менее) в том случае, когда термопластичный полимер является кристаллическим, или на 10°C меньше, чем температура стеклования, или менее в том случае, когда термопластичный полимер является аморфным.
Чтобы в данном процессе осуществлять фиксацию пресс-формы, скорость опускания каретки во время прессования предпочтительно составляет от 50 мм/сек до 10000 мм/сек и, предпочтительнее, от 100 мм/сек до 1000 мм/сек. Нагретый препрег затвердевает, когда его температура уменьшается. Таким образом, оказывается предпочтительной высокая скорость фиксации пресс-формы. Однако когда данная скорость является чрезмерно высокой, может возникать проблема долговечности или безопасности пресс-формы. Когда препрег сжимают до целевого давления, время, требуемое для достижения целевого давления, предпочтительно составляет от 0,01 секунды до 10 секунд.
Целевое давление составляет от 0,1 МПа до 20 МПа, предпочтительно, от 0,5 МПа до 10 МПа и, предпочтительнее, от 0,5 МПа до 5 МПа. Оказывается предпочтительным, чтобы верхний предел давления был низким, и давление ниже 3 МПа является идеальным. Когда целевое давление составляет менее чем 0,1 МПа, может не осуществляться достаточное движение, и, таким образом, не может быть обеспечена форма фасонного изделия. Когда целевое давление составляет более чем 20 МПа, производительность используемого формовочного устройства или оборудования увеличивается в случае изготовления крупного фасонного изделия. Согласно настоящему изобретению, поскольку используются определенные углеродные волоконные пучки (A) и определенные углеродные волокна (B), которые описаны выше, достигается достаточная текучесть во время прессования в состоянии, в котором сохраняется ориентация волокон, то есть сохраняется изотропия. Таким образом, можно изготавливать имеющее сложную форму или крупногабаритное фасонное изделие.
Толщину препрега внутри пресс-формы можно выбирать соответствующим образом согласно толщине формы требуемого фасонного изделия. Однако, как описано ниже, когда степень заполнения пресс-формы препрегом составляет 50% или более и 80% или менее, оказывается предпочтительным, чтобы толщина препрега или суммарная толщина слоев препрега составляла 1,0 мм или более для обеспечения надлежащей текучести.
В процессе (3) после процесса горячего прессования (2-2) неупорядоченный мат, который был пропитан внутри пресс-формы под давлением, предпочтительно составляющим от 0,1 МПа до 5,0 МПа, как описано выше, подвергают компрессионному формованию под давлением, составляющим от 0,1 МПа до 20 МПа. Здесь температура пресс-формы может быть такой же, как температура экструзионной головки пресс-формы в вышеупомянутом процессе (2-2), или ее можно увеличивать до уровня, находящегося на 1°C или более низкой температуры термического разложения.
Сжатие может представлять собой одностадийное сжатие или многостадийное сжатие. При многостадийном сжатии на поздних стадиях можно осуществлять нагревание или охлаждение, или нагревание и охлаждение можно осуществлять поочередно.
Когда препрег в процессе (3) или неупорядоченный мат в процессе (2) размещают внутри пресс-формы, степень ее заполнения, представленная следующим уравнением (3), предпочтительно составляет от 50% до 100%:
степень заполнения (%)=100 × площадь основного материала (мм2)/площадь проекции полости пресс-формы (мм2) (3)
(где площадь основного материала представляет собой площадь проекции в направлении вытягивания всех размещенных препрегов и площадь проекции полости пресс-формы представляет собой площадь проекции в направлении вытягивания).
Например, в полости пресс-формы можно размещать один или от 2 до 10 перекрывающихся препрегов. В том случае, когда препреги перекрываются друг с другом, они могут частично или полностью перекрывать друг друга согласно изготавливаемому фасонному изделию. Оказывается предпочтительным, чтобы частично или полностью поверхности краев препрегов не находились в контакте с краями полости пресс-формы. Кроме того, в том случае, когда препреги перекрывают друг друга, все они не должны иметь одинаковую форму, но требуется, чтобы они частично или полностью перекрывали друг друга.
Процесс извлечения фасонного изделия из пресс-формы (4)
В процессе (4) установленная температура пресс-формы ниже, чем температура плавления (предпочтительно, ниже, чем температура кристаллизации) в том случае, когда термопластичный полимер является кристаллическим, и ниже, чем температура стеклования в том случае, когда термопластичный полимер является аморфным, таким образом, чтобы осуществлять формование. В частности, после того, как изделие охлаждается посредством теплообмена с пресс-формой до температуры на уровне ниже температуры кристаллизации в том случае, когда термопластичный полимер является кристаллическим, или на уровне ниже температуры стеклования в том случае, когда термопластичный полимер является аморфным, фасонное изделие извлекают путем открывания пресс-формы. Температура пресс-формы предпочтительно составляет не менее чем температура плавления (предпочтительно температура кристаллизации) - 200° и не более чем температура плавления (предпочтительно температура кристаллизации) - 10°C в том случае, когда термопластичный полимер является кристаллическим, или, предпочтительно, не менее чем температура стеклования - 200°C и не более чем температура стеклования - 10°C в том случае, когда термопластичный полимер является аморфным.
В частности, температура пресс-формы предпочтительно составляет от 40°C до 180°C, и, предпочтительнее, от 60°C до 160°C. Когда температура пресс-формы составляет менее чем 40°C, температура внутри пресс-формы может быстро уменьшаться, и, таким образом, не может быть получено требуемое фасонное изделие. Когда температура пресс-формы составляет более чем 180°C, температура извлекаемого фасонного изделия может быть чрезмерно высокой, и, таким образом, после извлечения может происходить искривление или деформация изделия. Не существует определенного ограничения способа охлаждения пресс-формы. Пресс-форму можно соответствующим образом охлаждать, используя, например, способ циркуляции охлаждающей среды с регулируемой температурой внутри пресс-формы.
По сравнению со случаем осуществления процесса холодного прессования, в случае осуществления процесса горячего прессования может потребоваться более продолжительное время для процесса охлаждения, но его продолжительность можно соответствующим образом регулировать посредством условий охлаждения и т.п. Продолжительность охлаждения предпочтительно составляет от 0,1 минуты до 10 минут с точки зрения уменьшения продолжительности формования.
Фасонное изделие, изготовленное согласно настоящему изобретению
Фасонное изделие согласно настоящему изобретению, как описано выше, можно изготавливать путем формования армированного волокнами композитного материала, изготовленного из вышеупомянутого неупорядоченного мата. Для композитного материала считается предпочтительным, чтобы термопластичный полимер в достаточной степени пропитывал углеродные волоконные пучки и находился между одиночными углеродными волокнами, и чтобы степень пропитывания составляла 90% или более. Степень пропитывания углеродных волокон термопластичным полимером предпочтительнее составляет 95% или более. Когда степень пропитывания является низкой, физические свойства фасонного изделия могут не достигать требуемого уровня. Кроме того, в фасонном изделии, изготовленном из армированного волокнами композитного материала, длина волокон углеродных волокон и соотношение углеродных волоконных пучков и одиночных углеродных волокон сохраняются на том же уровне, как в неупорядоченном мате. Кроме того, фасонное изделие практически сохраняет такую же изотропию и степень разрыхления, какие имеет неупорядоченный мат, и, таким образом они могут быть такими же, как в описанном неупорядоченном мате.
В имеющих различную толщину соответствующих частях фасонного изделия согласно настоящему изобретению объемные доли волокон (Vf) могут быть почти одинаковыми, или содержание углеродных волокон может отклоняться и его можно соответствующим образом выбирать согласно применению требуемого фасонного изделия. В соответствующих частях, имеющих различную толщину, для достижения заданного армирующего эффекта волокон оказывается предпочтительным, чтобы все части имели практически одинаковое значение Vf. Выражение «соответствующие части, имеющие практически одинаковое значение Vf», в частности, означает, что когда исследуемый образец вырезают из любого места, соотношение, полученное в результате деления большего значения на меньшее значение, составляет от 1,0 до 1,2.
Фасонное изделие согласно настоящему изобретению является практически изотропным. Термин «практически изотропный» означает, что когда исследование при растяжении осуществляют на основании произвольного направления фасонного изделия и направления, перпендикулярного к данному произвольному направлению, и измеряют модуль упругости при растяжении, соотношение (Eδ), полученное в результате деления большего значения на меньшее значение измеряемого модуля упругости при растяжении, составляет не более чем 1,4. Данное соотношение предпочтительно составляет 1,3 или менее.
Таким образом, согласно настоящему изобретению, становится легко понятным, что в нем предложено следующее фасонное изделие. А именно, данное фасонное изделие включает углеродные волокна, имеющие среднюю длину волокон от 5 мм до 100 мм, и термопластичный полимер, причем углеродные волокна, имеющие поверхностную плотность волокон, составляющую от 25 г/м2 до 10000 г/м2, по существу неупорядоченно ориентированы в направлении плоскости и включают углеродные волоконные пучки (A), содержащие углеродные волокна, число которых составляет не менее чем критическое число одиночных волокон, определяемое следующим уравнением (1), и углеродные волокна (B), содержащие углеродные волокна, число которых составляет менее чем критическое число одиночных волокон, причем содержание углеродных волоконных пучков (A) составляет 20 об.% или более и менее чем 99 об.% по отношению к суммарному количеству волокон в неупорядоченном мате,
соотношение содержания термопластичного полимера и углеродных волокон составляет от 50 масс. ч. до 1000 масс. ч. термопластичного полимера на 100 масс. ч. углеродных волокон,
соотношение (Eδ), полученное в результате деления большего значения на меньшее значение модуля упругости при растяжении в произвольном направлении и в направлении, перпендикулярном этому произвольному направлению, составляет 1,0 или более и не более чем 1,4,
при разрезании исследуемого образца фасонного изделия в произвольном направлении и в направлении, перпендикулярном данному произвольному направлению, соотношение (Vfs), полученное в результате деления большего значения на меньшее значение объемной доли волокон (Vf), составляет от 1,0 до 1,2.
Критическое число одиночных волокон = 600/D (1)
(Здесь D представляет собой средний диаметр волокна (мкм) для одиночных углеродных волокон).
Примеры
Далее будут описаны примеры, но настоящее изобретение не огранивается ими.
1. Углеродные волокна
В настоящих примерах использовали углеродные волокна двух следующих типов.
(1) TENAX STS40-24KS (производитель TOHO TENAX Co., Ltd., диаметр волокна 7 мкм, ширина волокна 10 мм).
(2) TENAX IMS60-12K (производитель TOHO TENAX Co., Ltd., диаметр волокна 5 мкм, ширина волокна 6 мм).
2. Матричный полимер
(1) Поликарбонатный полимер Panlite L-1225L (производитель Teijin Chemicals Ltd., температура стеклования от 145°C до 150°C, температура термического разложения 350°C).
(2) Волокно PA66 из нейлона T5 на основе полиамида 66 с линейной плотностью 1400 дтекс (производитель Asahi Kasei Fibers Corporation, температура плавления 260°C, температура термического разложения около 310°C).
(3) Полибутилентерефталатный (PBT) полимер Duranex 500FP (производитель Polyplastics Co., Ltd., температура плавления 220°C, температура разложения около 330°C).
(4) Полимер PA6 A1030 (производитель Unitika Ltd., температура плавления 220°C, температура разложения 300°C).
(5) Полипропиленовый (PP) полимер Prime Polypro J108M (производитель Prime Polymer Co., Ltd., температура плавления 170°C, температура термического разложения около 280°C).
3. Вычисление соотношения (Eδ), получаемого в результате деления большего значения на меньшее значение модуля упругости при растяжении
В месте, проиллюстрированном на фиг. 3, из полученного фасонного изделия вырезали образец, который растягивали в произвольном направлении и в направлении, перпендикулярном данному произвольному направлению. Использовали универсальное измерительное устройство, изготовленное компанией Instron Corporation, для проведения исследования при растяжении в соответствии со стандартом JIS K-7164, и на основании результатов вычисляли данное соотношение.
4. Вычисление соотношения (Vfs), получаемого в результате деления большего значения на меньшее значение объемной доли волокон (Vf)
В двух местах фасонного изделия, как проиллюстрировано на фиг. 4 и 5, вырезали образец, имеющий размеры 3 см × 3 см, и волокна разделяли при 600°C в течение 15 минут. Используя эти волокна, определяли соотношение (Vfs), получаемое в результате деления большего значения на меньшее значение объемной доли волокон (Vf).
Сначала будут описаны ниже «примеры изготовления» неупорядоченного мата.
Пример изготовления 1
Углеродные волокна (Tenax STS40-24KS) расширяли до ширины 20 мм и разрезали поперек, получая волокна длиной 10 мм. Углеродные волокна вводили в расширяющуюся трубу при скорости подачи, составляющей 301 г/мин. Внутри расширяющейся трубы в углеродные волокна продували воздух, таким образом, что волоконные пучки частично разрыхлялись на волокна до требуемой степени и распределялись на столике, установленном ниже выпуска расширяющейся трубы. Поликарбонатный полимер в качестве матричного полимера, который в замороженном состоянии измельчали до среднего диметра частиц, составляющего приблизительно 710 мкм, направляли в расширяющуюся трубу при скорости 480 г/мин и распыляли совместно с углеродными волокнами. Соответственно, получали неупорядоченный мат, толщина которого составляла приблизительно 1 мм, и который содержал углеродные волокна (средняя длина волокон составляла 10 мм), смешанные с поликарбонатом. Результаты представлены в таблице 1. Здесь углеродные волоконные пучки (B1), содержащие углеродные волокна, число которых составляло менее чем критическое число одиночных волокон, и одиночные углеродные волокна (B2) в углеродных волокнах (B) отделяли друг от друга с помощью пинцета, и массовое соотношение их содержания оказалось приблизительно равным 9:1.
Пример изготовления 2
Углеродные волокна (Tenax IMS60-12K) разрезали поперек, получая волокна длиной 20 мм. Углеродные волокна вводили в расширяющуюся трубу при скорости подачи, составляющей 1222 г/мин. Внутри расширяющейся трубы в углеродные волокна продували воздух, таким образом, что волоконные пучки частично разрыхлялись на волокна до требуемой степени и распределялись на столике, установленном ниже выпуска расширяющейся трубы. Волокна PA66 в качестве матричного полимера, которые высушивали и нарезали до размера 2 мм, вводили в расширяющуюся трубу при скорости 3000 г/мин и распыляли совместно с углеродными волокнами. Соответственно, получали неупорядоченный мат, толщина которого составляла приблизительно 10 мм и который содержал углеродные волокна (средняя длина волокон составляла 20 мм), смешанные с полиамидом 66. Результаты представлены в таблице 1.
Пример изготовления 3
Углеродные волокна (Tenax STS40-24KS) расширяли до ширины 20 мм и разрезали поперек, получая волокна длиной 10 мм. Углеродные волокна вводили в расширяющуюся трубу при скорости подачи, составляющей 301 г/мин. Внутри расширяющейся трубы в углеродные волокна продували воздух, таким образом, что волоконные пучки частично разрыхлялись на волокна до требуемой степени и распределялись на столике, установленном ниже выпуска расширяющейся трубы. Полибутилентерефталатный (PBT) полимер в качестве матричного полимера, у которого средний диаметр частиц составлял 1 мм, направляли в расширяющуюся трубу при скорости 480 г/мин и распыляли совместно с углеродными волокнами. Соответственно, получали неупорядоченный мат, толщина которого составляла приблизительно 1 мм, и который содержал углеродные волокна (средняя длина волокон составляла 10 мм), смешанные с PBT. Результаты представлены в таблице 1.
Пример изготовления 4
Углеродные волокна (Tenax STS40-24KS) расширяли до ширины 20 мм, разрезали вдоль, получая ширину 0,3 мм, и разрезали поперек, получая волокна длиной 20 мм. Нарезанные углеродные волокна вводили в расширяющуюся трубу. Внутри расширяющейся трубы в углеродные волокна продували воздух, таким образом, что волоконные пучки частично открытыми волокнами разделялись до требуемой степени и распределялись на столике, установленном ниже выпуска расширяющейся трубы, таким образом, чтобы получался мат толщиной 4 мм. Полимер PA6 расплавляли с помощью экструдера, и расплавленный полимер PA6 наносили на всю поверхность полученного мата из плоскощелевой головки экструдера в количестве 300 г/мин на 100 г/мин углеродных волокон. Часть поверхности мата, на которую наносили полимер, нагревали инфракрасным нагревателем, таким образом, чтобы препятствовать охлаждению и затвердеванию полимера. Его нагревали и сжимали, используя один нагревательный валик при температуре 280°C, получая, в конечном счете, препрег, который содержал углеродные волокна и PA6, причем степень пропитывания полимером составляла 99%, толщина составляла 1,0 мм, и объемная доля волокон составляла 18%. Результаты представлены в таблице 1.
Пример изготовления 5
Углеродные волокна (Tenax STS40-24KS) расширяли до ширины 20 мм и разрезали поперек, получая волокна длиной 10 мм. Углеродные волокна вводили в расширяющуюся трубу при скорости подачи, составляющей 301 г/мин. Внутри расширяющейся трубы воздух не продували на углеродные волокна, и углеродные волокна распыляли на столике, установленном ниже выпуска расширяющейся трубы. Поликарбонатный полимер в качестве матричного полимера, который в замороженном состоянии измельчали до среднего диметра частиц, составляющего приблизительно 710 мкм, направляли в расширяющуюся трубу при скорости 480 г/мин, и распыляли совместно с углеродными волокнами. Соответственно, получали неупорядоченный мат, толщина которого составляла приблизительно 1 мм, и который содержал углеродные волокна (средняя длина волокон: 10 мм), смешанные с поликарбонатом. Результаты представлены в таблице 1.
Пример изготовления 6
Углеродные волокна (Tenax STS40-24KS) расширяли до ширины 20 мм и разрезали поперек, получая волокна длиной 10 мм. Углеродные волокна вводили в расширяющуюся трубу при скорости подачи, составляющей 301 г/мин. Внутри расширяющейся трубы воздух с достаточной скоростью потока продували в углеродные волокна, таким образом, что волоконные пучки разрыхлялись на волокна в максимально возможной степени и распределялись на столике, установленном ниже выпуска расширяющейся трубы. Поликарбонатный полимер в качестве матричного полимера, который в замороженном состоянии измельчали до среднего диметра частиц, составляющего приблизительно 710 мкм, направляли в расширяющуюся трубу при скорости 480 г/мин и распыляли совместно с углеродными волокнами. Соответственно, получали неупорядоченный мат, толщина которого составляла приблизительно 1 мм, и который содержал углеродные волокна (средняя длина волокон составляла 10 мм), смешанные с поликарбонатом. Результаты представлены в таблице 1.
Пример изготовления 7
Стеклянные волокна EX-2500 (средний диаметр волокна 15 мкм, ширина волокна 9 мм, производитель Nippon Electric Glass Co., Ltd.) разрезали поперек, получая волокна длиной 50 мм. Стеклянные волокна вводили в расширяющуюся трубу при скорости подачи, составляющей 412 г/мин. Внутри расширяющейся трубы воздух продували на стеклянные волокна, таким образом, что волоконные пучки частично разрыхлялись на волокна и распределялись на столике, установленном ниже выпуска расширяющейся трубы. Полипропиленовый (PP) полимер Prime Polypro J108M (производитель Prime Polymer Co., Ltd., температура плавления 170°C, температура термического разложения около 280°C) в качестве матричного полимера, который в замороженном состоянии измельчали до среднего диметра частиц, составляющего приблизительно 1 мм, направляли в расширяющуюся трубу при скорости 600 г/мин, и распыляли совместно со стеклянными волокнами. Соответственно, получали неупорядоченный мат, толщина которого составляла приблизительно 1 мм, и который содержал стеклянные волокна (средняя длина волокон составляла 50 мм), смешанные с полипропиленом. Результаты представлены в таблице 1.
ления
24KS
12K
24KS
терефталатный полимер
24KS
24KS
24KS
(2) Содержание углеродных волокон (B) представляет собой суммарное объемное содержание углеродных волокон, включая углеродные волоконные пучки (B1), содержащих меньшее число одиночных волокон, чем критическое число одиночных волокон, и одиночные углеродные волокна (B2), по отношению к суммарному количеству волокон в мате.
Пример 1
Неупорядоченный мат, изготовленный согласно примеру изготовления 1, прессовали, используя 500-тонный гидравлический пресс (производитель Kawasaki Hydromechanics Corporation), оборудованный плоской пресс-формой, осуществляя пропитывание при 300°C и 1 МПа в течение 5 минут, и охлаждали до 50°C, чтобы получить препрег, имеющий степень пропитывания полимером 99%, толщину 0,6 мм и объемную долю волокон 30%.
Полученный препрег нагревали до 300°C, используя инфракрасную печь от компании NGK Kiln Tech. Четыре перекрывающихся нагретых препрега размещали в центре пресс-формы при температуре пресс-формы, установленной на уровне 120°C, как проиллюстрировано на фиг. 1, таким образом, что степень заполнения составляла 80% по отношению к препрегу с размерами 100 см × 120 см. Прессование (холодное прессование) осуществляли при скорости опускания каретки 250 мм/сек и давлении 2,5 МПа в течение 60 секунд, чтобы получить фасонное изделие. Результаты представлены в таблице 2. Значение Eδ было близко к 1, и изотропия была хорошей. Кроме того, значение Vfs было близко к 1, и доля углеродных волокон была практически одинаковой во всем фасонном изделии.
Пример 2
Неупорядоченный мат, изготовленный согласно примеру изготовления 2, прессовали, используя 500-тонный гидравлический пресс (производитель Kawasaki Hydromechanics Corporation), оборудованный плоской пресс-формой, осуществляя пропитывание при 280°C и 1 МПа в течение 5 минут, и охлаждали до 50°C, чтобы получить препрег, имеющий степень пропитывания полимером 99%, толщину 3,2 мм и объемную долю волокон 20%.
Полученный препрег нагревали до 280°C, используя инфракрасную печь от компании NGK Kiln Tech, и размещали в центре пресс-формы при температуре пресс-формы, установленной на уровне 100°C, как проиллюстрировано на фиг. 1, таким образом, что степень заполнения составляла 60% по отношению к препрегу с размерами 90 см × 100 см. Прессование (холодное прессование) осуществляли при скорости опускания каретки 250 мм/сек и давлении 5 МПа в течение 60 секунд, чтобы получить фасонное изделие. Результаты представлены в таблице 2. Значение Eδ было близко к 1, и изотропия была хорошей. Кроме того, значение Vfs было близко к 1, и доля углеродных волокон была практически одинаковой во всем фасонном изделии.
Пример 3
Неупорядоченный мат, изготовленный согласно примеру изготовления 3, прессовали, используя 500-тонный гидравлический пресс (производитель Kawasaki Hydromechanics Corporation), оборудованный плоской пресс-формой, осуществляя пропитывание при 270°C и 2 МПа в течение 5 минут, и охлаждали до 50°C, чтобы получить препрег, имеющий степень пропитывания полимером 99%, толщину 0,6 мм и объемную долю волокон 30%.
Полученный препрег нагревали до 300°C, используя инфракрасную печь от компании NGK Kiln Tech. Четыре перекрывающихся нагретых препрега размещали в центре пресс-формы при температуре пресс-формы, установленной на уровне 120°C, как проиллюстрировано на фиг. 1, таким образом, что степень заполнения составляла 80% по отношению к препрегу с размерами 100 см × 120 см. Прессование (холодное прессование) осуществляли при скорости опускания каретки 250 мм/сек и давлении 2,5 МПа в течение 60 секунд, чтобы получить фасонное изделие. Результаты представлены в таблице 2. Значение Eδ было близко к 1, и изотропия была хорошей. Кроме того, значение Vfs было близко к 1, и доля углеродных волокон была практически одинаковой во всем фасонном изделии.
Пример 4
Препрег, изготовленный согласно примеру изготовления 4, нагревали до 280°C, используя инфракрасную печь от компании NGK Kiln Tech. Три перекрывающихся нагретых препрега размещали в центре пресс-формы при температуре пресс-формы, установленной на уровне 100°C, как проиллюстрировано на фиг. 1, таким образом, что степень заполнения составляла 80% по отношению к препрегу с размерами 100 см × 120 см. Прессование (холодное прессование) осуществляли при скорости опускания каретки 250 мм/сек и давлении 5 МПа в течение 60 секунд, чтобы получить фасонное изделие. Результаты представлены в таблице 2. Значение Eδ было близко к 1, и изотропия была хорошей. Кроме того, значение Vfs было близко к 1, и доля углеродных волокон была практически одинаковой во всем фасонном изделии.
Пример 5
Четыре перекрывающихся неупорядоченных мата, изготовленных согласно примеру изготовления 1, размещали в центре пресс-формы, как проиллюстрировано на фиг. 1, используя 500-тонный гидравлический пресс (производитель Kawasaki Hydromechanics Corporation), таким образом, что степень заполнения составляла 80% по отношению к неупорядоченному мату с размерами 100 см × 120 см. Неупорядоченные маты прессовали (горячее прессование) при 300°C, 1 МПа в течение 7 минут и охлаждали до 50°C, чтобы получить фасонное изделие, имеющее степень пропитывания полимером 99%, толщину 2,0 мм и объемную долю волокон 30%. Результаты представлены в таблице 2. Значение Eδ было близко к 1, и изотропия была хорошей. Кроме того, значение Vfs было близко к 1, и доля углеродных волокон была практически одинаковой во всем фасонном изделии.
Пример 6
Неупорядоченный мат, изготовленный согласно примеру изготовления 1, прессовали, используя 500-тонный гидравлический пресс (производитель Kawasaki Hydromechanics Corporation), оборудованный плоской пресс-формой, осуществляя пропитывание при 300°C и 1 МПа в течение 5 минут, и охлаждали до 50°C, чтобы получить препрег, имеющий степень пропитывания полимером 99%, толщину 0,6 мм и объемную долю волокон 30%. Полученный препрег нагревали до 300°C, используя инфракрасную печь от компании NGK Kiln Tech. Четыре перекрывающихся нагретых препрега размещали в центре пресс-формы при температуре пресс-формы, установленной на уровне 120°C, как проиллюстрировано на фиг. 2, таким образом, что степень заполнения составляла 80% по отношению к препрегу с размерами 31 см × 31 см. Холодное прессование осуществляли при скорости опускания каретки 250 мм/сек и давлении 2,5 МПа в течение 60 секунд, чтобы получить фасонное изделие. Результаты представлены в таблице 2. Значение Vfs было близко к 1, и доля углеродных волокон была практически одинаковой во всем фасонном изделии.
Пример 7
Препрег, изготовленный согласно примеру изготовления 4, нагревали до 280°C, используя инфракрасную печь от компании NGK. Kiln Tech. Три перекрывающихся нагретых препрега размещали в центре пресс-формы при температуре пресс-формы, установленной на уровне 100°C, как проиллюстрировано на фиг. 2, таким образом, что степень заполнения составляла 80% по отношению к препрегу с размерами 100 см × 120 см. Прессование (холодное прессование) осуществляли при скорости опускания каретки 250 мм/сек и давлении 0,8 МПа в течение 60 секунд, чтобы получить фасонное изделие. У полученного фасонного изделия отсутствовали хорошие поверхностные свойства, но изготовленная форма соответствовала по размеру используемой пресс-форме. Результаты представлены в таблице 2. Значение Vfs было близко к 1, и доля углеродных волокон была практически одинаковой во всем фасонном изделии.
Сравнительный пример 1
Неупорядоченный мат, изготовленный согласно примеру изготовления 5, прессовали, используя 500-тонный гидравлический пресс (производитель Kawasaki Hydromechanics Corporation), оборудованный плоской пресс-формой, осуществляя пропитывание при 300°C и 1 МПа в течение 5 минут, и охлаждали до 50°C, чтобы получить препрег, имеющий степень пропитывания полимером 99%, толщину 0,6 мм и объемную долю волокон 30%.
Полученный препрег нагревали до 300°C, используя инфракрасную печь от компании NGK Kiln Tech. Четыре перекрывающихся нагретых препрега размещали в центре пресс-формы при температуре пресс-формы, установленной на уровне 120°C, как проиллюстрировано на фиг. 1, таким образом, что степень заполнения составляла 80% по отношению к препрегу с размерами 100 см × 120 см. Холодное компрессионное формование осуществляли при скорости опускания каретки 250 мм/сек и давлении 2,5 МПа в течение 60 секунд, чтобы получить фасонное изделие. Результаты представлены в таблице 2. Значение Eδ было высоким, и наблюдалась высокая степень механической анизотропии. Кроме того, значение Vfs составляло 1,9, и, таким образом, была подтверждена неоднородность Vf. Предполагаемая причина этого заключалась в том, что содержание углеродных волоконных пучков (A) по отношению к суммарному количеству волокон в мате было высоким (100%), а также было высоким среднее число волокон (N), составлявшее 15000.
Сравнительный пример 2
Неупорядоченный мат, изготовленный согласно примеру изготовления 6, прессовали, используя 500-тонный гидравлический пресс (производитель Kawasaki Hydromechanics Corporation), оборудованный плоской пресс-формой, осуществляя пропитывание при 300°C и 1 МПа в течение 5 минут, и охлаждали до 50°C, чтобы получить препрег, имеющий степень пропитывания полимером 99%, толщину 0,6 мм и объемную долю волокон 30%.
Полученный препрег нагревали до 300°C, используя инфракрасную печь от компании NGK Kiln Tech. Четыре перекрывающихся нагретых препрега размещали в центре пресс-формы при температуре пресс-формы, установленной на уровне 120°C, как проиллюстрировано на фиг. 1, таким образом, что степень заполнения составляла 80% по отношению к препрегу с размерами 100 см × 120 см. Холодное компрессионное формование осуществляли при скорости опускания каретки 250 мм/сек и давлении 2,5 МПа в течение 60 секунд. Результаты представлены в таблице 2.
Поскольку содержание углеродных волоконных пучков (A) по отношению к суммарному количеству волокон в неупорядоченном мате было низким (4%), четыре угловые части, составлявшие приблизительно 25 см фасонного изделия не были текучими, и, таким образом, не было получено полное фасонное изделие.
Основной пример 1
Неупорядоченный мат, изготовленный согласно примеру изготовления 7, прессовали, используя 500-тонный гидравлический пресс (производитель Kawasaki Hydromechanics Corporation), оборудованный плоской пресс-формой, осуществляя пропитывание при 220°C и 1 МПа в течение 5 минут, и охлаждали до 50°C, чтобы получить препрег, имеющий степень пропитывания полимером 99%, толщину 0,6 мм и объемную долю волокон 20%.
Полученный препрег нагревали до 220°C, используя инфракрасную печь от компании NGK Kiln Tech. Четыре перекрывающихся нагретых препрега размещали в пресс-форме при температуре пресс-формы, установленной на уровне 100°C, как проиллюстрировано на фиг. 1, таким образом, что степень заполнения составляла 80% по отношению к препрегу с размерами 100 см × 120 см. Холодное прессование осуществляли при скорости опускания каретки 250 мм/сек и давлении 7 МПа в течение 60 секунд, чтобы получить фасонное изделие. Результаты представлены в таблице 2. Можно понять, что когда стеклянные волокна использовали вместо углеродных волокон, требовалось, соответственно, относительно более высокое давление прессования по сравнению со случаем использования углеродных волокон.
Промышленная применимость
Согласно настоящему изобретению, неупорядоченный мат, включающий углеродные волоконные пучки, имеющие определенную длину волокон, пропитывают термопластичным полимером и подвергают компрессионному формованию под низким давлением, изготавливая фасонное изделие и получая хорошую изотропию, механические свойства и производительность. Данный способ является полезным как способ изготовления сложных фасонных изделий или крупногабаритных фасонных изделий, поскольку формование можно осуществлять под низким давлением.
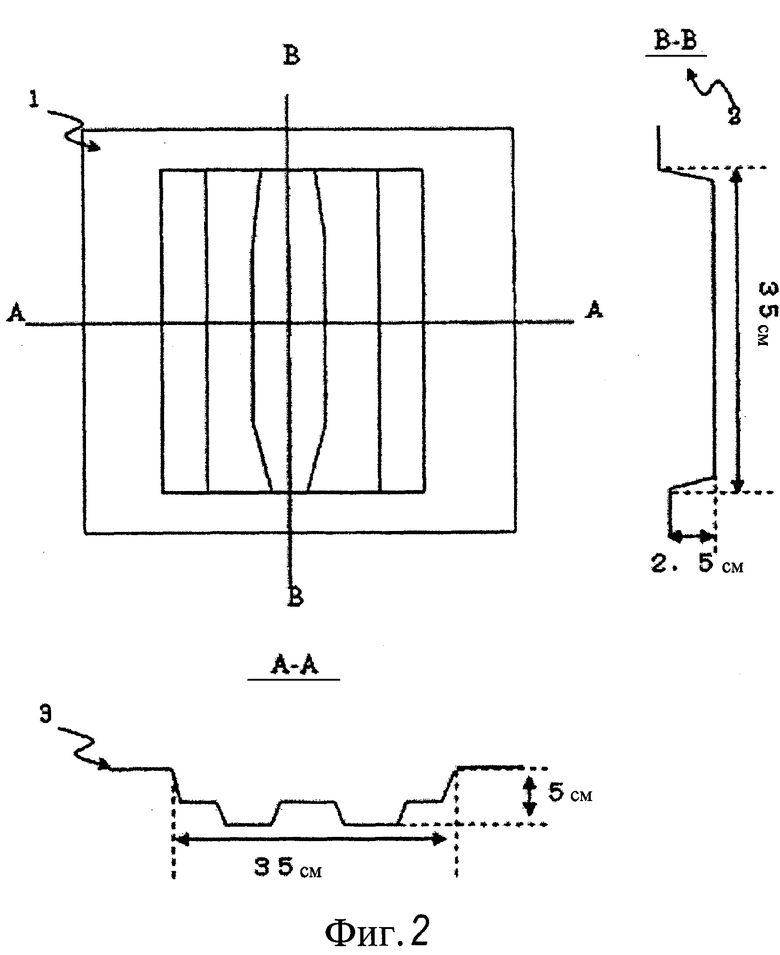
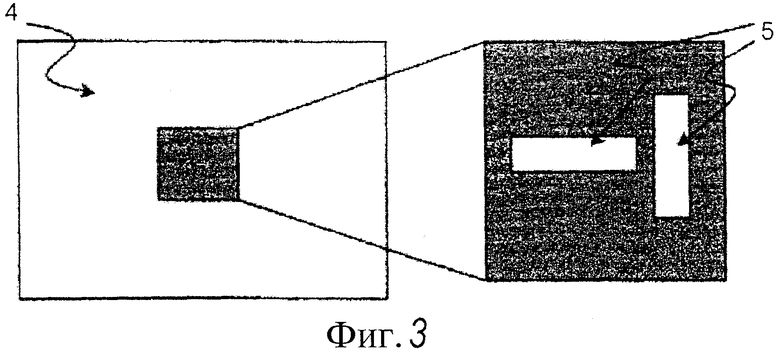
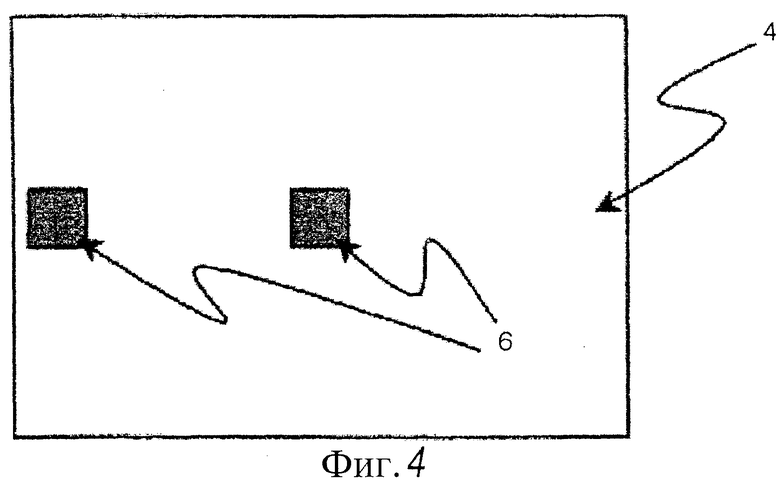
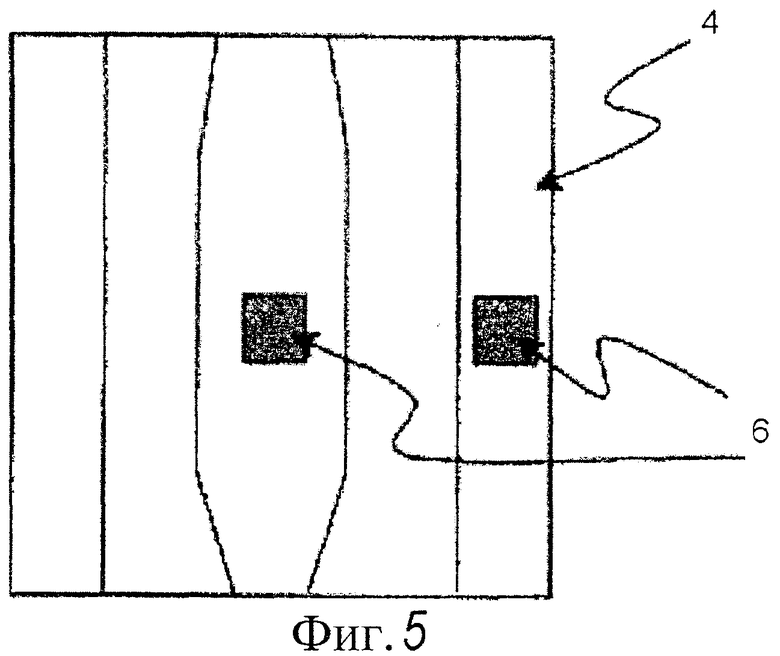
Способ изготовления фасонного изделия из неупорядоченного мата, содержащего углеродные волоконные пучки со средней длиной волоконных пучков волокон от 5 до 100 мм и термопластичный полимер. Пропитывают волоконные пучки путем нагрева и сжатия мата до или после размещения в пресс-форме. Изготовление определенного неупорядоченного мата осуществляют пропитыванием термопластичным полимером неупорядоченного мата, прессованием неупорядоченного мата в металлической пресс-форме под давлением в интервале от 0,1 до 20 МПа и последующим извлечением неупорядоченного мата из металлической пресс-формы. Крупное и сложное фасонное изделие изготавливают также формованием под низким давлением способом по изобретению. 4 н. и 9 з.п. ф-лы, 5 ил.,2 табл., 7 пр.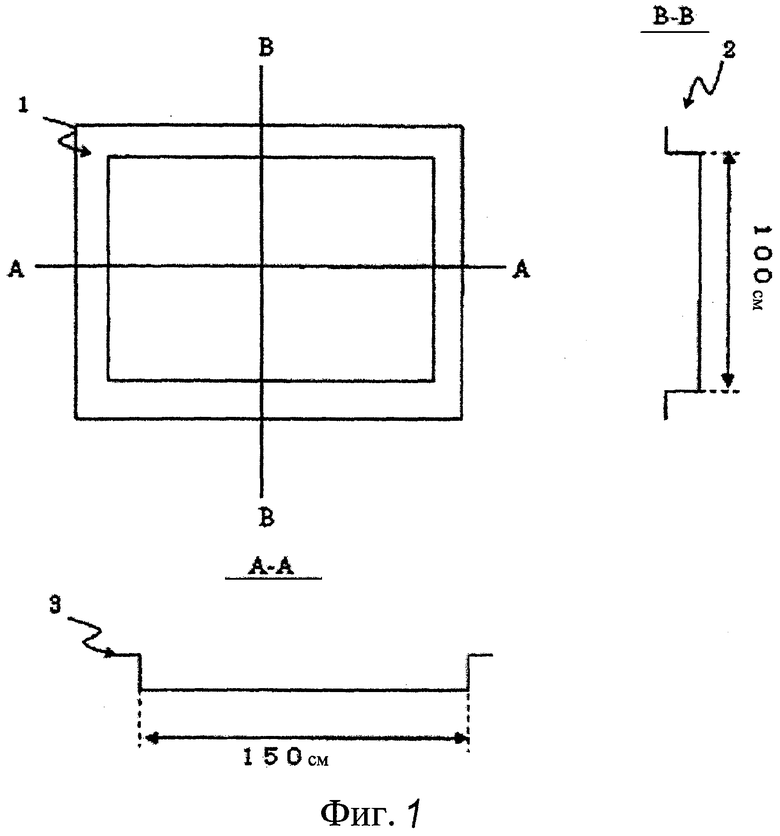
1. Способ изготовления фасонного изделия, включающего углеродные волокна и термопластичный полимер, причем данный способ включает:
(1) процесс изготовления неупорядоченного мата, который включает углеродные волокна, включающие углеродные волоконные пучки, имеющие среднюю длину волокон от 5 мм до 100 мм, и термопластичный полимер;
(2) процесс пропитывания термопластичным полимером углеродных волоконных пучков путем нагревания и сжатия неупорядоченного мата до температуры на уровне температуры плавления термопластичного полимера или выше и ниже температуры разложения термопластичного полимера в том случае, когда термопластичный полимер является кристаллическим, или до температуры на уровне температуры стеклования термопластичного полимера или выше и ниже температуры разложения термопластичного полимера в том случае, когда термопластичный полимер является аморфным, до или после размещения неупорядоченного мата внутри пресс-формы;
(3) процесс сжатия и формования неупорядоченного мата, в котором углеродные волоконные пучки пропитываются термопластичным полимером внутри пресс-формы под давлением, составляющим от 0,1 МПа до 20 МПа; и
(4) процесс извлечения полученного фасонного изделия из пресс-формы,
причем процессы (1)-(4) осуществляют в данной последовательности,
при этом в неупорядоченном мате углеродные волокна имеют поверхностную плотность волокон, составляющую от 25 г/м2 до 10000 г/м2, по существу неупорядоченно ориентированы в направлении плоскости, и углеродные волоконные пучки включают углеродные волоконные пучки (A), содержащие углеродные волокна, составляющие не менее чем критическое число одиночных волокон, определяемое уравнением (1), и углеродные волокна (B), содержащие углеродные волокна, составляющие менее чем критическое число одиночных волокон, причем содержание углеродных волоконных пучков (A) составляет 20 об.% или более и менее чем 99 об.% по отношению к суммарному количеству углеродных волокон в неупорядоченном мате:
критическое число одиночных волокон = 600/D (1),
где D представляет собой средний диаметр волокна (мкм) для одиночных углеродных волокон.
2. Способ по п. 1, в котором процесс (1) включает процесс (1-1) поперечного резания и последующее разрыхление углеродного волокна.
3. Способ по п. 1, в котором в процессе (3) давление составляет от 0,5 МПа до 10 МПа.
4. Способ по п. 3, в котором давление составляет от 0,5 МПа до 5 МПа.
5. Способ по п. 1, в котором
процесс (2) включает процесс (2-1) пропитывания термопластичным полимером углеродных волоконных пучков путем нагревания и сжатия неупорядоченного мата перед размещением неупорядоченного мата внутри пресс-формы, и
процесс (3) включает процесс (3-1) размещения пропитанного неупорядоченного мата внутри пресс-формы, и сжатие и формование неупорядоченного мата в пресс-форме, имеющей температуру, установленную на уровне ниже температуры кристаллизации термопластичного полимера в том случае, когда термопластичный полимер является кристаллическим, или на уровне ниже температуры стеклования термопластичного полимера в том случае, когда термопластичный полимер является аморфным.
6. Способ по п. 5, в котором процесс (3-1) включает процесс (3-2) фиксации пресс-формы при скорости опускания каретки от 50 мм/сек до 10000 мм/сек перед сжатием неупорядоченного мата.
7. Способ по п. 1,
в котором процесс (2) включает процесс (2-2) пропитывания термопластичным полимером углеродных волоконных пучков путем нагревания и сжатия неупорядоченного мата вследствие нагревания пресс-формы до температуры на уровне температуры плавления термопластичного полимера или выше и ниже температуры разложения термопластичного полимера в том случае, когда термопластичный полимер является кристаллическим, или до температуры на уровне температуры стеклования термопластичного полимера или выше и ниже температуры разложения термопластичного полимера в том случае, когда термопластичный полимер является аморфным, после размещения неупорядоченного мата внутри пресс-формы, и
в котором после процесса (2-2) осуществляют процесс (3).
8. Способ по п. 1, в котором соотношение термопластичного полимера и углеродных волокон в неупорядоченном мате составляет от 50 масс. ч. до 1000 масс. ч. термопластичного полимера на 100 масс. ч. углеродных волокон.
9. Способ по п. 1, в котором среднее число волокон (N) в углеродных волоконных пучках (A) в неупорядоченном мате соответствует следующему уравнению (2):
0,7×104/D2<N<1×105/D2 (2),
где D представляет собой средний диаметр волокна (мкм) для одиночных углеродных волокон.
10. Способ по п. 9, в котором содержание углеродных волоконных пучков (A) составляет 30 об.% или более и менее чем 90 об.% по отношению к суммарному количеству углеродных волокон в неупорядоченном мате.
11. Фасонное изделие, изготовленное способом по п. 1, в котором соотношение (Eδ), полученное в результате деления большего значения на меньшее значение модуля упругости при растяжении в произвольном направлении и в направлении, перпендикулярном этому произвольному направлению, составляет от 1,0 до 1,4.
12. Фасонное изделие, изготовленное способом по п. 1, в котором при разрезании исследуемого образца фасонного изделия в произвольном направлении и в направлении, перпендикулярном этому произвольному направлению, соотношение (Vfs), полученное в результате деления большего значения на меньшее значение объемной доли волокон (Vf), составляет от 1,0 до 1,2.
13. Фасонное изделие, включающее углеродные волокна, имеющие среднюю длину волокон от 5 мм до 100 мм; и термопластичный полимер,
при этом углеродные волокна, имеющие поверхностную плотность волокон, составляющую от 25 г/м2 до 10000 г/м2, по существу неупорядоченно ориентированы в направлении плоскости и включают углеродные волоконные пучки (A), содержащие углеродные волокна, составляющие не менее чем критическое число одиночных волокон, определяемое уравнением (1), и углеродные волокна (B), содержащие углеродные волокна, составляющие менее чем критическое число одиночных волокон, причем содержание углеродных волоконных пучков (A) составляет 20 об.% или более и менее чем 99 об.% по отношению к суммарному количеству углеродных волокон в неупорядоченном мате и соотношение содержания термопластичного полимера и углеродных волокон составляет от 50 масс. ч. до 1000 масс. ч. термопластичного полимера на 100 масс. ч. углеродных волокон,
соотношение (Eδ), полученное в результате деления большего значения на меньшее значение модуля упругости при растяжении в произвольном направлении и в направлении, перпендикулярном этому произвольному направлению, составляет от 1,0 до 1,4, и
при разрезании исследуемого образца фасонного изделия в произвольном направлении и в направлении, перпендикулярном этому произвольному направлению, соотношение (Vfs), полученное в результате деления большего значения на меньшее значение объемной доли волокон (Vf), составляет от 1,0 до 1,2:
критическое число одиночных волокон = 600/D (1),
где D представляет собой средний диаметр волокна (мкм) для одиночных углеродных волокон.
| JP 2008308543 A, 25.12.2008 | |||
| US 20100215887 A1, 26.08.2010 | |||
| JP 2010253938 A, 11.11.2010 | |||
| JP 2011021303 A, 03.02.2011 | |||
| JP 10016103 A, 20.01.1998 | |||
| УСТРОЙСТВО ДЛЯ ЛИТЕЙНОГО ПРЕССОВАНИЯ ПОЛИМЕРОВ И СПОСОБ ЛИТЕЙНОГО ПРЕССОВАНИЯ ПОЛИМЕРОВ | 2007 |
|
RU2404891C2 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |

