Изобретение относится к абразиво- и окислительностойким материалам, предназначенным для эксплуатации в условиях высоких температур теплового удара, окислительной среды и абразивного воздействия.
Известно большое количество керамических материалов, обладающих достаточно высокой окислительной стойкостью, а также стойкостью к абразивному воздействию, например [Xinghong Zhang, Ping Hu, Jiecai Han, Songhe Meng. Ablation behavior of ZrB2-SiC ultra-high temperature ceramics under simulated atmospheric re-entry conditions (Абляционное поведение УВТК состава ZrB2-SiC в смоделированных условиях возвращения в плотные слои атмосферы) // Composites Science and Technology, 68(2008), p. 1718-1726] или [CN 10189/480, 2010].
Их недостатком является недостаточно высокая стойкость к тепловому удару, низкая вязкость разрушения и/или сложность изготовления из них сколько-нибудь габаритных или сложнопрофильных изделий.
Наиболее близким к заявляемому по технической сущности и достигаемому эффекту является композиционный материал на основе каркаса объемной структуры и дисперсно-упрочненной нано- и/или ультрадисперсными частицами тугоплавких соединений углеродной или углерод-керамической матрицы [Qinggang Li et al. Fabrication and properties of 3d-Cf/ZrC-SiC composites by the vapor silicon infiltration process (Изготовление и свойства трехмерных Cf/ZrC-SiC-композитов, произведенных методом инфильтрации паров кремния) // Ceramic International, 2013, №39, p. 4723-4727]. В соответствии с ним материал содержит каркас объемной структуры на основе только длинномерных углеродных волокон или стержней, а нано- и/или ультрадисперсные частицы расположены в ячейках, образованных углеродными волокнами или стержнями трех направлений. Причем указанные частицы введены в каркас путем пропитки суспензией этих частиц.
Материал благодаря армированию углеродными волокнами обладает высокой стойкостью к тепловому удару.
Недостатком материала является его сравнительно низкий срок службы в сравнительно толстостенных изделиях, предназначенных для длительной работы под воздействием абразивной и окислительной среды из-за его недостаточной эрозионной и окислительной стойкости. Причиной этого является сосредоточение нано- и/или ультрадисперсных частиц в поверхностных слоях материала из-за введения их в поры каркаса путем пропитки суспензией указанных частиц.
Обусловлено это тем, что по мере пропитки каркаса суспензией указанных частиц происходит закупорка ими транспортных пор со стороны подачи суспензии, следствием чего является уменьшение содержания частиц по мере продвижения их вглубь каркаса.
Известен способ получения КМ, включающий формирование каркаса объемной структуры из углеродных волокон, заполнение его пор нано-и/или ультрадисперсными частицами тугоплавких металлов и/или соединений и последующее формирование в порах полученной заготовки углеродной или углерод-керамической матрицы. Способ усматривается из примеров, приведенных в [пат. RU 2415109, 2011], а также из материалов статьи [S.F. Tang, J.Y. Deng. Mater. Sci. Eng. A465 (2007), 1-7]. В соответствии с ним каркас выполнен 2d-структуры, а заполнение его пор нано- и/или ультрадисперсными частицами тугоплавких соединений производят путем пропитки углеродных волокон суспензией указанных частиц непосредственно при формировании каркаса, которое производится методом намотки волокон на формообразующую оправку.
Недостатком материала является низкий срок службы получаемого этим способом материала в абразивных средах из-за его склонности к расслоению.
Наиболее близким к заявляемому по технической сущности и достигаемому эффекту является способ получения композиционного материала, включающий формирование каркаса объемной структуры из углеродных волокон, заполнение его пор нано- и/или ультрадисперсными частицами тугоплавких металлов и/или соединений и последующее формирование в порах полученной заготовки углеродной или углерод-керамической матрицы [Qinggang Li et al. Fabrication and properties of 3d-Cf/ZrC-SiC composites by the vapor silicon infiltration process (Изготовление и свойства трехмерных Cf/ZrC-SiC-композитов, произведенных методом инфильтрации паров кремния) // Ceramic International, 2013, №39, p. 4723-4727]. В соответствии с ним каркас формируют 3d-структуры из углеродных волокон или стержней. Заполнение пор каркаса нано- и/или ультрадисперсными частицами производят после его формирования. Осуществляют это заполнение путем пропитки суспензией указанных частиц.
Способ позволяет повысить абразивную стойкость материала, получаемого указанным способом, при использовании его в тонкостенных изделиях.
Недостатком способа является сравнительно низкий срок службы получаемого указанным способом материала в сравнительно толстостенных изделиях, предназначенных для длительной работы под воздействием абразивной и окислительной среды, из-за его недостаточно высокой эрозионной и окислительной стойкости, вызванной невозможностью введения частиц тугоплавких металлов и/или соединений на большую толщину. Обусловлено это тем, что по мере пропитки каркаса суспензией указанных частиц происходит закупорка ими транспортных пор со стороны подачи суспензии, следствием чего является уменьшение содержания частиц по мере продвижения их вглубь каркаса.
Задачей заявляемых изобретений является повышение срока службы композиционного материала сравнительно толстостенных изделий, предназначенных для длительной работы под воздействием абразивной и окислительной среды (или кратковременно, но в особо сложных условиях эксплуатации).
Поставленная задача решается за счет того, что в композиционном материале на основе каркаса объемной структуры из углеродных стержней горизонтального и вертикального направлений и дисперсно-упрочненной нано- и/или ультрадисперсными частицами тугоплавких соединений углеродной или углерод-керамической матрицы, в соответствии с заявляемым техническим решением каркас выполнен гибридной структуры, в котором между рядами углеродных стержней горизонтального направления и в ячейках, образованных углеродными стержнями горизонтального и вертикального направлений, расположен нетканый углеродный волокнистый материал из фрагментированных по длине и толщине волокон, а нано- и/или ультрадисперсные частицы расположены между волокнами нетканого материала и на его поверхности и могут быть расположены на поверхности углеродных стержней.
То, что в композиционном материале армирующий его каркас выполнен гибридной структуры, в котором между рядами углеродных стержней горизонтального направления и в ячейках, образованных углеродными стержнями горизонтального и вертикального направлений, расположен нетканый углеродный волокнистый материал из фрагментированных по длине и толщине волокон, придает материалу мелкопористую структуру, для которой характерно отсутствие крупных дефектов в виде крупных пор и трещин. Кроме того, создаются предпосылки для более равномерного распределения в композиционном материале частиц дисперсного наполнителя.
Еще одним эффектом от наличия в композиционном материале тонких углеродных волокон (в виде фрагментированных по длине и толщине волокон) является проявление так называемого «ридж-эффекта», приводящего к спеканию образующихся при окислении углерод-керамической матрицы оксидных слоев [Шабалин И.Л. Перспективы нанотехнологии и дизайна материалов на основе тугоплавких соединений // Известия вузов. Порошковая металлургия и функциональные покрытия, 2015, №4, с. 73-81]. Расположение нано- и/или ультрадисперсных частиц между волокнами нетканого материала и на его поверхности обеспечивает, с одной стороны, равномерное дисперсное упрочнение углеродной или углерод-керамической матрицы частицами тугоплавких соединений, с другой стороны, при окислении углерод-керамической матрицы, армированной тонкими углеродными волокнами, проявляется, как сказано выше, «ридж-эффект».
Возможное расположение нано- и/или ультрадисперсных частиц на поверхности углеродных стержней обеспечивает их наиболее эффективную защиту как от абразивного, так и окислительного воздействия.
В новой совокупности существенных признаков у объекта изобретения появляется новое свойство: способность придать композиционному материалу сравнительно толстостенных изделий более высокую абразивную и окислительную стойкость, а также более равномерный износ и окисление.
Благодаря новому свойству решается поставленная задача, а именно: повышается срок службы композиционного материала сравнительно толстостенных изделий предназначенных для длительной работы под воздействием абразивной и окислительной среды (или кратковременной работы, но в особо сложных условиях эксплуатации).
Поставленная задача выполняется также за счет того, что в способе получения композиционного материала, включающем формирование каркаса объемной структуры из углеродных волокон, заполнение его пор нано- и/или ультрадисперсными частицами тугоплавких металлов и/или соединений и последующее формирование в порах полученной заготовки углеродной или углерод-керамической матрицы, в соответствии с заявляемым техническим решением каркас формируют гибридной структуры, в котором между рядами углеродных стержней горизонтального направления и в ячейках, образованных углеродными стержнями горизонтального и вертикального направлений, расположен нетканый углеродный волокнистый материал из фрагментированных по длине и толщине волокон, а заполнение пор каркаса нано- и/или ультрадисперсными частицами производят непосредственно в ходе формирования каркаса, для чего ряды углеродных стержней горизонтального направления со сформированным на их поверхности покрытием из нано- и/или ультрадисперсных частиц - или без такового - выкладывают между металлическими стержнями вертикального направления, чередуя их выкладку с нанизыванием на металлические стержни вертикального направления заготовок нетканого углеродного волокнистого материала, предварительно пропитанных суспензией нано- и/или ультрадисперсных частиц; после набора пакета требуемой высоты металлические стержни заменяют на углеродные с покрытием из нано- и/или ультрадисперсных частиц или без такового. Далее каркас подпрессовывают перфорированной плитой, в которой выполнены перфорации для прохода стержней вертикального направления, после чего металлические стержни заменяют на углеродные с покрытием из нано- и/или ультрадисперсных частиц или без такового.
Что обеспечивает признак «каркас формируют гибридной структуры, в котором между рядами углеродных стержней горизонтального направления и в ячейках, образованных углеродными стержнями горизонтального и вертикального направлений, расположен нетканый углеродный волокнистый материал из фрагментированных по длине и толщине волокон», рассмотрено выше.
То, что заполнение пор каркаса нано- и/или ультрадисперсными частицами производят непосредственно в ходе формирования каркаса, является условием для равномерного распределения частиц в объеме материала сравнительно толстостенных изделий. Указанное условие реализуется на практике за счет наличия ниже рассмотренных признаков.
Так, признак «чередование выкладки рядов углеродных стержней горизонтального направления (выкладываемых между металлическими стержнями вертикального направления) с нанизыванием на металлические стержни предварительно пропитанных суспензией нано- и/или ультрадисперсных частиц заготовок нетканого волокнистого материала из фрагментированных по длине и толщине волокон», является основным в части обеспечения возможности заполнения указанными частицами пор каркаса непосредственно в ходе его формирования.
На это же направлена операция формирования на углеродных стержнях горизонтального и вертикального направлений покрытия из нано- и/или ультрадисперсных частиц, если таковая применяется.
Признак «после набора пакета требуемой высоты каркас подпрессовывают перфорированной плитой, в которой выполнены перфорации для прохода стержней вертикального направления», после чего металлические стержни заменяют на углеродные с покрытием из нано- и/или ультрадисперсных частиц или без такового, обеспечивает расположение нетканого волокнистого материала не только между рядами стержней горизонтального направления, но и внедрение его в ячейки, образованные углеродными стержнями горизонтального и вертикального направлений.
Осуществление нанизывания заготовок нетканого материала на металлические стержни, а не на углеродные, исключает их поломку при осуществлении этой операции, а также создает условия для замены металлических стержней на углеродные.
Подпрессовывание набранного пакета перфорированной плитой, а затем замена металлических стержней на углеродные обеспечивает завершение операции формирования каркаса гибридной структуры, совмещенной с заполнением его пор нано- и/или ультра дисперсными частицами тугоплавких металлов или соединений.
В новой совокупности существенных признаков у объекта изобретения появляется новое свойство: способность придать композиционному материалу мелкопористую структуру и равномерно ввести в него нано- и/или ультрадисперсные частицы тугоплавких металлов и/или соединений, в том числе в материал сравнительно толстостенных изделий, и тем самым повысить его эрозионную и окислительную стойкость и обеспечить его более равномерный износ и окисление при длительном воздействии абразивной и окислительной среды.
Благодаря новому свойству решается поставленная задача, а именно: обеспечивается повышение срока службы получаемого заявляемым способом композиционного материала сравнительно толстостенных изделий, предназначенных для длительной работы под воздействием абразивной и окислительной среды (или кратковременной работы, но в особо сложных условиях эксплуатации).
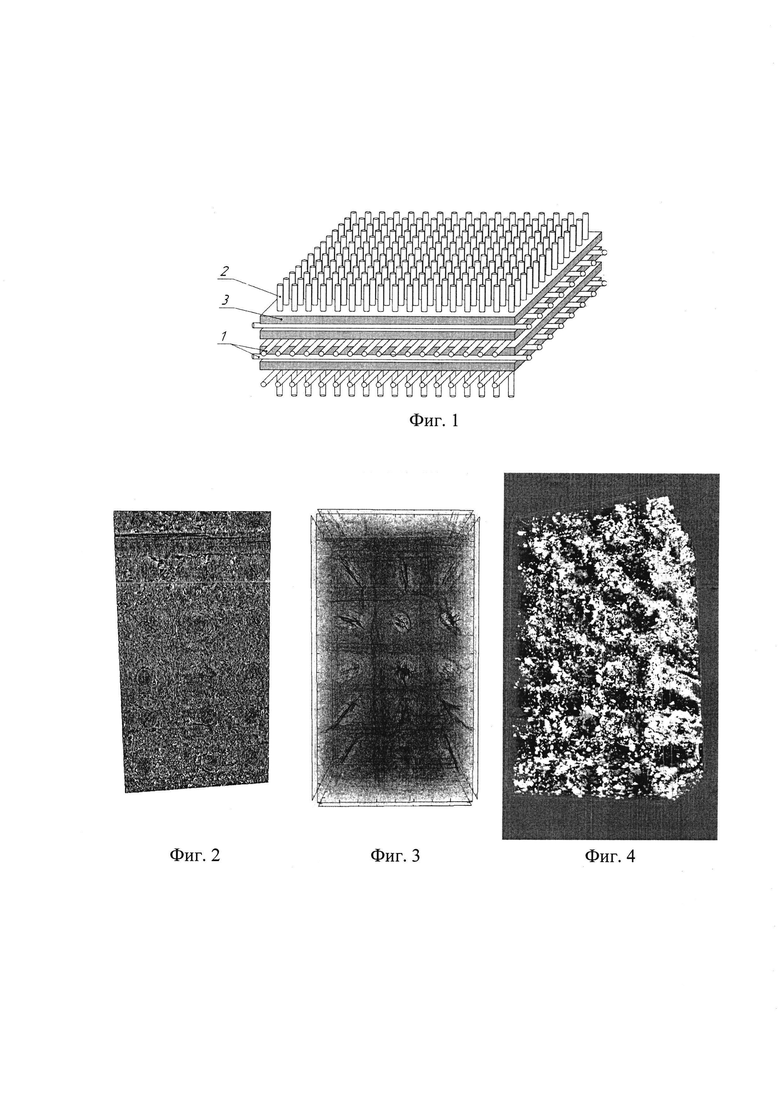
Конструктивное выполнение заявляемого материала можно представить из технологической схемы формирования каркаса (смотри фиг. 1).
Заявляемый композиционный материал выполнен на основе каркаса объемной структуры из углеродных стержней горизонтального и вертикального направлений и дисперсно-упрочненной нано- и/или ультрадисперсными частицами тугоплавких соединений углеродной или углерод-керамической матрицы. Объемная структура каркаса выполнена гибридной. В каркасе гибридной структуры между рядами углеродных стержней горизонтального направления 1 и в ячейках, образованных углеродными стержнями горизонтального 1 и вертикального 2 направлений, расположен нетканый углеродный волокнистый материал 3 из фрагментированных по длине и толщине волокон. Нано- и/или ультрадисперсные частицы в композиционном материале расположены между волокнами нетканого материала 3 и на его поверхности. Указанные частицы могут быть расположены также на поверхности углеродных стержней 1, 2.
Заявляемый способ получения заявляемого композиционного материала включает формирование каркаса объемной структуры из углеродных волокон, заполнение его пор нано- и/или ультрадисперсными частицами тугоплавких металлов и/или соединений и последующее формирование в порах полученной заготовки углеродной или углерод-керамической матрицы. При этом каркас формируют гибридной структуры, в которой между рядами углеродных стержней горизонтального направления 1 и в ячейках, образованных углеродными стержнями горизонтального 1 и вертикального 2 направлений, расположен нетканый углеродный волокнистый материал 3 из фрагментированных по длине и толщине углеродных волокон. Заполнение же пор каркаса нано- и/или ультрадисперсными частицами производят непосредственно в ходе формирования каркаса. Для этого ряды углеродных стержней горизонтального направления 1 выкладывают между металлическими стержнями вертикального направления. Указанную выкладку чередуют с нанизыванием на металлические стержни вертикального направления заготовок нетканого углеродного волокнистого материала 3, предварительно пропитанных суспензией нано- и/или ультрадисперсных частиц тугоплавких металлов и/или соединений. После набора пакета требуемой высоты каркас подпрессовывают перфорированной плитой, в которой выполнены перфорации для прохода стержней вертикального направления 2. Затем металлические стержни заменяют на углеродные. При этом на поверхности углеродных стержней горизонтального 1 и вертикального 2 направлений может быть сформировано покрытие из нано- и/или ультрадисперсных частиц тугоплавких металлов и/или соединений, а может и не быть сформировано.
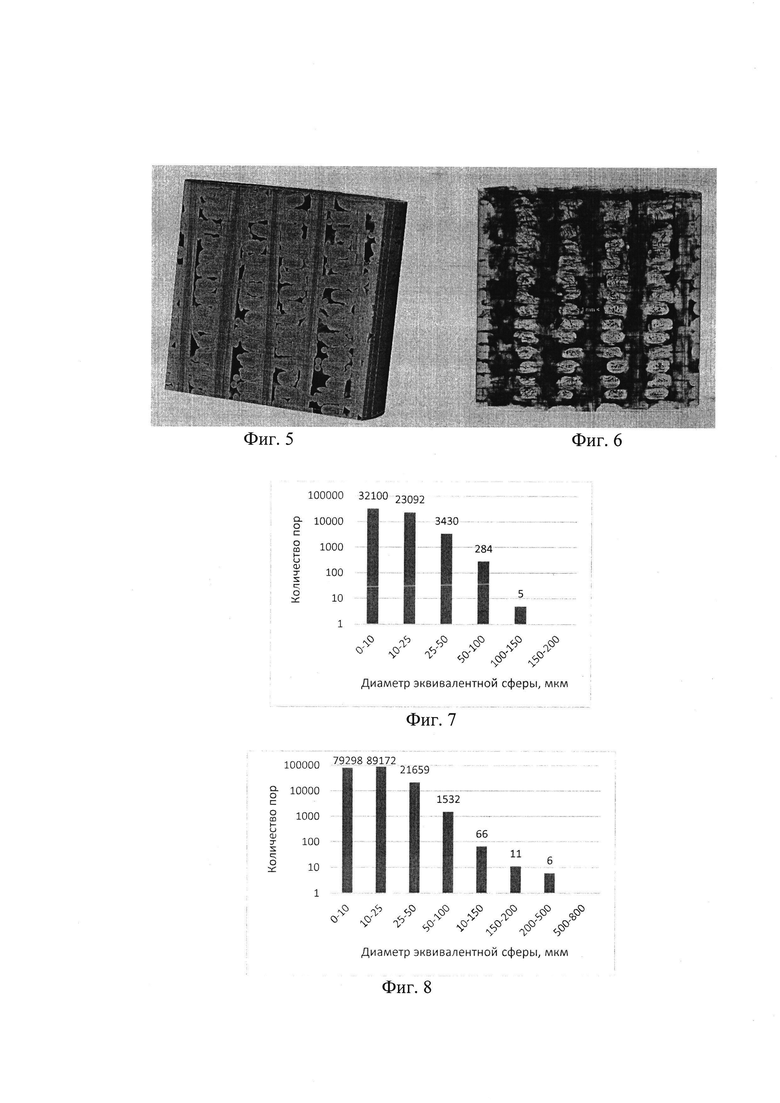
Заявляемый способ получения заявляемого материала поясняется конкретными примерами. Кроме того, он поясняется чертежами, где на фиг. 1 приведена технологическая схема формирования каркаса гибридной структуры, на фиг. 2, 3, 4 - снимки структуры материала с дисперсно-упрочненной нанодисперсными частицами карбида титана углеродной матрицей, полученные в результате исследования материала методом рентгеновской томографии, на фиг. 7 - поровая структура материала с углеродной матрицей, дисперсно-упрочненной ультрадисперсными частицами карбида титана. Для сравнения с заявляемым материалом приведены снимки структуры углерод - углеродного композиционного материала (УУКМ) на основе каркаса стержневой структуры и пироуглеродной матрицы (фиг. 5, 6), полученные методом рентгеновской томографии.
Кроме того, для сравнения приведена еще поровая структура УУКМ (фиг. 8).
Во всех примерах получали композиционный материал в виде заготовки в форме прямоугольной призмы размерами 150×150×150 мм.
При этом вначале изготавливали преформу (высокопористую заготовку) на основе каркаса гибридной структуры, а затем формировали в ее порах углеродную (Пример 1) или углерод-керамическую матрицу (Примеры 2 и 3).
Пример 1
Изготовление преформы произвели на специальном приспособлении путем набора на вертикальных металлических стержнях пакета требуемой высоты, состоящего из чередующихся слоев заготовок нетканого материала толщиной 2-3 мм и горизонтальных рядов углеродных стержней диаметром 1 мм. Причем приспособление обеспечивало получение схемы армирования, в которой стержни образовывали элементарные ячейки размером 3×3 мм.
При формировании пакета углеродные стержни горизонтального направления располагали под углом 90°.
Перед выкладкой на углеродных стержнях горизонтального направления формировали покрытие. Для получения углеродных стержней с покрытием углеродную нить марки УКН-5000 ГОСТ 28008-88 протягивали через емкость с пропиточной суспензией на органическом растворителе следующего состава: в расчете на 1 л изопропилового спирта 450 г порошка карбида титана с размером частиц ~ 180 нм. Выходящую из пропиточной емкости нить протягивали через камеру сушки. Затем подсушенную нить пропускали через пропиточную емкость с 8%-ным раствором поливинилового спирта в воде, после чего протягивали через фильеру, сушили и нарезали стержни требуемой длины.
Заготовки из нетканого материала (в качестве которого использовали иглопробивной углеродный волокнистый материал из фрагментированных по длине и толщине волокон, полученный в результате высокотемпературной обработки при температуре 1950°С иглопробивного волокнистого материала на основе волокон из полиакрилонитрила) перед нанизыванием на металлические стержни пропитывали суспензией состава: на 1 л изопропилового спирта 300 г порошка карбида титана с размером частиц ~ 180 нм.
При наборе пакета периодически производили его поджатие.
После набора пакета требуемой высоты произвели окончательное его поджатие перфорированной плитой, в результате чего нетканый волокнистый материал, пропитанный суспензией частиц карбида титана, заполнил ячейки, образованные стержнями горизонтального и вертикального направлений, а также в зазорах между рядами стержней горизонтального направления, которые располагались друг под другом. После этого металлические стержни вертикального направления заменили на углеродные стержни диаметром 1 мм, которые были изготовлены аналогично углеродным стержням горизонтального направления.
Формирование углеродной матрицы в изготовленной преформе произвели путем насыщения пироуглеродом термоградиентным методом со скоростью перемещения радиальной зоны пиролиза 0,25 мм/ч с температурой в зоне 850°С с последующим нахождением зоны с температурой 980°C и ее протягиванием со скоростью 0,25 мм/ч.
В качестве рабочего газа использовали сетевой газ с содержанием метана = 98%;
| название | год | авторы | номер документа |
|---|---|---|---|
| ОБЪЁМНО-АРМИРОВАННЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2020 |
|
RU2778523C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ УГЛЕРОД-КЕРАМИЧЕСКОЙ МАТРИЦЫ С ГРАДИЕНТНЫМИ ПО ТОЛЩИНЕ СВОЙСТВАМИ | 2015 |
|
RU2593508C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КЕРАМОМАТРИЧНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2011 |
|
RU2486163C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕРМОСТОЙКИХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2014 |
|
RU2569385C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КЕРАМОМАТРИЧНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2570075C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2016 |
|
RU2624707C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КЕРАМОМАТРИЧНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2544206C1 |
| Тормозное устройство и способ изготовления его элементов | 2021 |
|
RU2781577C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КЕРАМОМАТРИЧНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2559251C1 |
| УГЛЕРОД-УГЛЕРОДНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ НЕГО ИЗДЕЛИЙ | 2016 |
|
RU2658858C2 |
Изобретение относится к абразиво- и окислительностойким материалам, предназначенным для эксплуатации в условиях высоких температур, теплового удара, окислительной среды и абразивного воздействия. Композиционный материал выполнен на основе каркаса объемной структуры и дисперсно-упрочненной нано- и/или ультрадисперсными частицами тугоплавких соединений углеродной или углерод-керамической матрицы. В нем между рядами углеродных стержней горизонтального направления и в ячейках, образованных углеродными стержнями горизонтального и вертикального направлений, расположен нетканый углеродный волокнистый материал из фрагментированных по длине и толщине волокон, а нано- и/или ультрадисперсные частицы расположены между волокнами нетканого материала и на его поверхности и могут быть расположены на поверхности углеродных стержней. Для получения композиционного материала ряды углеродных стержней горизонтального направления со сформированным на их поверхности покрытием из нано- и/или ультрадисперсных частиц или без такового выкладывают между металлическими стержнями вертикального направления, чередуя их выкладку с нанизыванием на металлические стержни вертикального направления заготовок нетканого углеродного волокнистого материала, предварительно пропитанных суспензией нано- и/или ультрадисперсных частиц. После набора пакета требуемой высоты его подпрессовывают перфорированной плитой, через отверстия которой проходят металлические стержни вертикального направления, после чего металлические стержни заменяют на углеродные с покрытием из нано- и/или ультрадисперсных частиц или без такового. Техническим эффектом изобретений является повышение срока службы композиционного материала сравнительно толстостенных изделий, предназначенных для длительной работы под воздействием абразивной и окислительной среды (или кратковременно, но в особо сложных условиях эксплуатации). 2 н.п. ф-лы, 8 ил.
1. Композиционный материал на основе каркаса объемной структуры из углеродных стержней горизонтального и вертикального направления и дисперсно-упрочненной нано- и/или ультрадисперсными частицами тугоплавких соединений углеродной или углерод-керамической матрицы, отличающийся тем, что в нем каркас выполнен гибридной структуры, в котором между рядами углеродных стержней горизонтального направления и в ячейках, образованных углеродными стержнями горизонтального и вертикального направлений, расположен нетканый углеродный волокнистый материал из фрагментированных по длине и толщине волокон, а нано- и/или ультрадисперсные частицы расположены между волокнами нетканого материала и на его поверхности и могут быть расположены на поверхности углеродных стержней.
2. Способ получения композиционного материала по п. 1, включающий формирование каркаса объемной структуры из углеродных волокон, заполнение его пор нано- и/или ультрадисперсными частицами тугоплавких металлов и/или соединений и последующее формирование в порах полученной заготовки углеродной или углерод-керамической матрицы, отличающийся тем, что в нем каркас формируют гибридной структуры, в котором между рядами углеродных стержней горизонтального направления и в ячейках, образованных углеродными стержнями горизонтального и вертикального направлений, расположен нетканый углеродный волокнистый материал из фрагментированных по длине и толщине волокон, а заполнение пор каркаса нано- и/или ультрадисперсными частицами производят непосредственно в ходе формирования каркаса, для чего ряды углеродных стержней горизонтального направления со сформированным на их поверхности покрытием из нано- и/или ультрадисперсных частиц или без такового выкладывают между металлическими стержнями вертикального направления, чередуя их выкладку с нанизыванием на металлические стержни вертикального направления предварительно пропитанных суспензией нано- и/или ультрадисперсных частиц заготовок нетканого углеродного волокнистого материала из фрагментированных по длине и толщине углеродных волокон, а после набора пакета требуемой высоты его подпрессовывают перфорированной плитой, через отверстия которой проходят металлические стержни вертикального направления, после чего металлические стержни заменяют на углеродные с покрытием из нано- и/или ультрадисперсных частиц или без такового.
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КЕРАМОМАТРИЧНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2011 |
|
RU2486163C2 |
| НАНОСТРУКТУРИРОВАННЫЙ ФУНКЦИОНАЛЬНО-ГРАДИЕНТНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2428395C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТОГО КАРКАСА-ОСНОВЫ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2016 |
|
RU2620810C1 |
| DE 69529860 T2, 11.12.2003 | |||
| DE 69609140 D1, 10.08.2000. | |||

