Изобретение относится к композиционным материалам, в частности к углерод-углеродным, углерод-керамическим композиционным материалам, а также к углепластикам и предназначено для использования в авиационной, аэрокосмической и других отраслях промышленности.
Известен объемно-армированный композиционный материал на основе углеродной, углерод-керамической или полимерной матрицы и стержневого каркаса из углеродных волокон, состоящего из расположенных по его высоте рядов стержней горизонтального и вертикального направлений (см. Пространственно-армированные композиционные материалы: Справочник /Ю.М. Тарнопольский, И.Г. Жигун, В.А. Поляков - М. Машиностроение, 1987, с 20-21). Указанный материал является наиболее близким к заявляемому по технической сущности и достигаемому эффекту. Поэтому он принят нами за прототип.
Недостатком материала является высокая стоимость и невысокий уровень физико-механических характеристик, большой его унос при использовании в деталях, подверженных абразивному воздействию.
Известен способ получения объемно-армированного композиционного материала, включающий изготовление из углеродных стержней каркаса и формирование в нем углеродной, углерод-керамической или полимерной матрицы (см. Пространственно-армированные композиционные материалы: Справочник /Ю.М. Тарнопольский, И.Г. Жигун, В.А. Поляков - М.: Машиностроение, 1987, с 20-21).
Недостатком способа является его большая трудоемкость из-за длительной сборки стержневого каркаса, а также длительного цикла формирования матрицы.
Наиболее близким к заявляемому по технической сущности и достигаемому эффекту является способ получения объемно - армированного композиционного материала, включающий изготовление армирующего каркаса стержневого типа из углеродных волокон, в котором при изготовлении на вертикальные стержни нанизывают заготовки ткани из углеродных волокон, и формирование в нем углеродной, углерод-керамической или полимерной матрицы. [Патент RU №2678021, 2019]. В соответствии с ним вертикальные стержни изготавливают из пропитанных полимерным связующим углеродных волокон, а нанизанные на них тканевые заготовки изготавливают из триаксиальной ткани.
Способ позволяет несколько снизить трудоемкость получения объемно - армированного композиционного материала за счет механизированного формирования триаксиальной ткани.
В данном способе реализация процедуры нанизывания заготовок из триаксиальной ткани на углеродные стержни затруднительна, что ведет к травмированию углеродного волокна заготовок из триаксиальной ткани и углеродных стержней вертикального направления в том случае, когда размер ее ячеек равен поперечному сечению углеродного стрежня. Еще одним недостатком способа является то, что получаемый материал подвержен существенному эрозионному уносу при воздействии абразивной среды, что обусловлено наличием в материале пор большего размера и их неравномерным распределением в его объеме. При этом эрозионный унос этого типа композиционного материала дополнительно увеличивается, если с целью упрощения процедуры нанизывания заготовок из триаксиальной ткани на углеродные стержни, увеличивают размеры ячеек указанной ткани, выполняя их  сечением, чем поперечное сечение стержней. Обусловлено это увеличением размеров пор в таком типе композиционного материала.
сечением, чем поперечное сечение стержней. Обусловлено это увеличением размеров пор в таком типе композиционного материала.
Задачей изобретения является разработка композиционного материала и способа его получения, обеспечивающих повышение физико-механических характеристик, а также повышение его эрозионной стойкости без существенного повышения затрат и усложнения технологии изготовления.
Поставленная задача выполняется за счет того, что в объемно-армированном композиционном материале на основе углеродной, углерод-керамической или полимерной матрицы и стержневого каркаса из углеродных волокон, состоящего из расположенных по его высоте рядов стержней горизонтального и вертикального направлений, в соответствии с заявляемым техническим решением между рядами стержней горизонтального направления расположены пронизанные вертикальными стержнями слои нетканого волокнистого материала из фрагментированных по длине и толщине углеродных волокон, заполняющих образованные стержнями ячейки.
То, что в каркасе объемно - армированного композиционного материала между рядами стержней горизонтального направления расположены слои нетканого материала из фрагментированных по длине и толщине углеродных волокон, которые полностью заполняют образованные стержнями ячейки, позволяет увеличить плотность и придать композиционному материалу мелкопористую структуру, а также обеспечить равномерное распределение пор в его объеме. Кроме того, при этом увеличивается содержание армирующего наполнителя в композите.
То, что слои нетканого волокнистого материала пронизаны углеродными стрежнями вертикального направления и расположены между рядами стержней горизонтального направления, позволяет сохранить объемное армирование материала.
В новой совокупности существенных признаков у объекта изобретения появляется новое свойство: способность придать материалу мелкопористую структуру с равномерным распределением в нем пор и повысить его плотность при сохранении в нем объемного армирования.
Благодаря новому свойству решается поставленная задача, а именно: обеспечивается повышение физико-механических характеристик и эрозионной стойкости композиционного материала, а также возникают предпосылки для упрощения технологии его получения.
Поставленная задача решается также за счет того, что в способе получения объемно-армированного композиционного материала, включающем изготовление армирующего каркаса стержневого типа из углеродных волокон и формирование углеродной, углерод-керамической или полимерной матрицы, и в котором при изготовлении каркаса на вертикальные стержни нанизывают заготовки из углеродных волокон, чередуя нанизывание с укладкой горизонтального ряда углеродных стержней, в соответствии с заявляемым техническим решением, в качестве заготовок из углеродных волокон используют нетканый материал на основе фрагментированных по длине и толщине углеродных волокон, указанные заготовки нанизывают на металлические стержни с последующим - после полного набора горизонтальных рядов - замещением на углеродные стержни, после чего подпрессовывают каркас в вертикальном направлении прижимной плитой, в которой выполнены перфорации для прохода углеродных стержней вертикального направления; при этом толщину заготовок из нетканого волокнистого материала выбирают с таким расчетом, чтобы после подпрессовки каркаса нетканый материал полностью заполнил ячейки, образованные стержнями горизонтального и вертикального направлений.
Использование в качестве заготовок из углеродных волокон, нанизываемых на вертикальные стержни, заготовок из нетканого материала на основе фрагментированных по длине и толщине углеродных волокон создает предпосылки для заполнения нетканым материалом ячеек каркаса, образованных углеродными стержнями горизонтального и вертикального направлений. Обусловлено это высокой деформативностью нетканого материала.
Кроме того, использование при формировании каркаса объемной структуры нетканого материала позволяет уменьшить стоимость композиционного материала, т.к. нетканый материал можно также изготовить из отходов углеродных тканей и волокон или их прекурсоров.
Нанизывание заготовок из нетканого волокнистого материала на металлические стержни, расположенные в вертикальном направлении - производимое после набора каждого из рядов углеродных стержней горизонтального направления - создает предпосылки для заполнения ячеек, образованных стержнями, нетканым материалом.
Нанизывание заготовок из нетканого материала на металлические стержни с последующим - после последовательного набора горизонтальных рядов - замещением на углеродные стержни позволяет исключить поломку углеродных стержней вертикального направления и тем самым создать предпосылки для получения каркаса требуемой структуры.
Осуществление подпрессовывания каркаса в вертикальном направлении прижимной плитой, в которой выполнены перфорации для прохода углеродных стержней вертикального направления, в совокупности с первым из отличительных признаков, обуславливающим высокую деформативность нетканого материала, а также в совокупности с жесткостью углеродных стержней горизонтального направления создает условия для заполнения волокнами нетканого материала ячеек каркаса, образованных углеродными стержнями горизонтального и вертикального направлений.
То, что толщину заготовок из нетканого волокнистого материала выбирают с таким расчетом, чтобы после подпрессовывания каркаса волокна нетканого материала полностью заполнили ячейки, образованные рядами стержней горизонтального и вертикального направления, позволяет реализовать созданные выше рассмотренными признаками предпосылки, а именно: обеспечить получение каркаса требуемой структуры.
В новой совокупности существенных признаков у объекта изобретения появляется новое свойство: способность придать объемно-армированному композиционному материалу мелкопористую структуру с более равномерным распределением в нем пор и большим содержанием в композите армирующего наполнителя, а также осуществить это, не усложняя технологии его получения и используя при изготовлении нетканого материала, в том числе отходы углеродных тканей и углеродных волокон или их прекурсоров.
Благодаря новому свойству решается поставленная задача, а именно: обеспечивается повышение физико-механических характеристик и эрозионной стойкости композиционного материала, полученного заявляемым способом, без существенного повышения затрат и усложнения технологии.
Заявляемые изобретения настолько взаимосвязаны, что образуют единый изобретательский замысел, а именно: изобретен новый композиционный материал и новый способ его получения. Это свидетельствует о соблюдении единства изобретения.
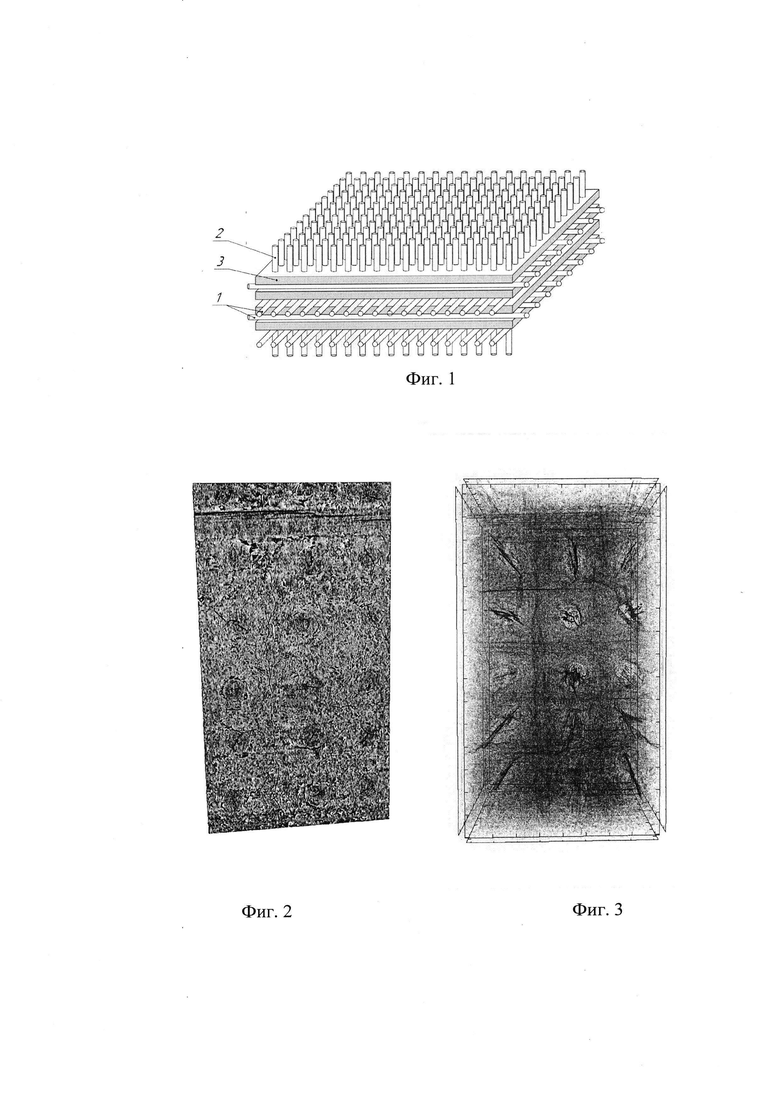
Объемно-армированный композиционный материал выполнен на основе углеродной, углерод-керамической или полимерной матрицы и стержневого каркаса из углеродных волокон. Каркас (фиг 1) состоит из расположенных по его высоте рядов стержней горизонтального направления 1 и стержней вертикального направления 2. В нем между рядами стержней горизонтального направления 1 расположены слои нетканого волокнистого материала 3 из фрагментированных по длине и толщине углеродных волокон. Слои нетканого волокнистого материала 3 пронизаны углеродными стержнями вертикального направления 2. Причем волокна нетканого волокнистого материала заполняют ячейки, образованные стержнями горизонтального 1 и вертикального 2 направлений. О заполнении нетканым материалом 3 ячеек, образованных стержнями горизонтального 1 и вертикального 2 направлений, свидетельствует результаты рентгеновской томографии, приведенные на фиг. 2, 3.
Объемно-армированный композиционный материал получают следующим образом.
Вначале изготавливают каркас. Его изготовление осуществляют следующим образом. На металлические стержни вертикального направления нанизывают заготовки из нетканого материала на основе фрагментированных по длине и толщине углеродных волокон. Нанизывание заготовок из нетканого материала на металлические стержни чередуют с укладкой горизонтальных рядов углеродных стержней. После полного набора горизонтальных рядов углеродных стержней металлические стержни вертикального направления замещают на углеродные стержни. Далее каркас подпрессовывают в вертикальном направлении прижимной плитой, в которой выполнены перфорации для прохода стержней вертикального направления. При этом толщину заготовок из нетканого волокнистого материала выбирают с таким расчетом, чтобы после подпрессовки каркаса волокна нетканого материала полностью заполнили ячейки, образованные стержнями горизонтального и вертикального направлений. Завершает получение композиционного материала формирование в порах каркаса углеродной, углерод-керамической или полимерной матрицы.
Ниже приведены конкретные примеры получения заявляемого композиционного материала.
Во всех примерах изготавливали композиционный материал в виде заготовки в форме прямоугольной призмы размерами 150×150×150 мм.
Примеры 1, 1а, 1б
Формирование каркаса для заготовки произвели на специальном приспособлении, обеспечивающем требуемую схему армирования каркаса с элементарной ячейкой 3x3 мм. Для этого на вертикальных металлических стержнях наработали пакет, состоящий из чередующихся слоев заготовок нетканого материала толщиной 2-3 мм и горизонтальных рядов углеродных стержней диаметром 1 мм.
При этом набор пакета осуществляли чередованием горизонтальных рядов углеродных стержней направления оси армирования X, заготовок из нетканого материала и углеродных стержней направления оси армирования У под углом 90° к оси X согласно схеме, на фиг. 1 (пример 1)
или набор пакета осуществляли чередованием горизонтальных рядов углеродных стержней направления осей армирования X (У) под углом 90°, заготовок из нетканого материала и рядов углеродных стержней направления осей армирования K (L) под углом 90°, расположенных под углом 45° к оси X (пример 1а)
или набор пакета осуществляли чередованием горизонтальных рядов углеродных стержней направления осей армирования Х(У) под углом 90° и заготовок из нетканого материала (пример 1б).
После набора необходимой высоты пакета горизонтальных слоев, металлические стержни вертикального направления заместили на углеродные стержни диаметром 1 мм.
В качестве углеродных стержней использовали стержни на основе углеродных волокон марки УКН/5000 ГОСТ 28008-88, пропитанных 12% раствором ЛВС в воде.
В качестве нетканого материала использовали иглопробивной углеродный волокнистый материал, полученный в результате высокотемпературной обработки при температуре 1950°С иглопробивного углеродного волокнистого материала на основе волокон из полиакрилонитрила. После этого изготовленный каркас подрессовали в вертикальном направлении прижимной плитой. Формирование углеродной матрицы в изготовленном каркасе гибридной структуры произвели термоградиентным методом со скоростью перемещения радиальной зоны пиролиза 0,25 мм/ч, с температурой в зоне пиролиза 940-980°С в среде природного газа.
В результате был получен УУКМ плотностью 1,83 - 1,85 г/см3, в то время как для УУКМ на основе каркаса ортогональной структуры (3D) значения плотности колеблются в диапазоне 1,65 - 1,78 г/см3. Общая пористость заявляемого материала составляет 6,9%, где открытая пористость - 3,62%, а закрытая - 3,28%, в то время как значения данных характеристик для УУКМ на основе каркаса ортогональной структуры (3D) равны: общая пористость (11,19 - 15,4) %, закрытая пористость (2,48 - 3,55) %, открытая пористость (8,13-12,73)%.
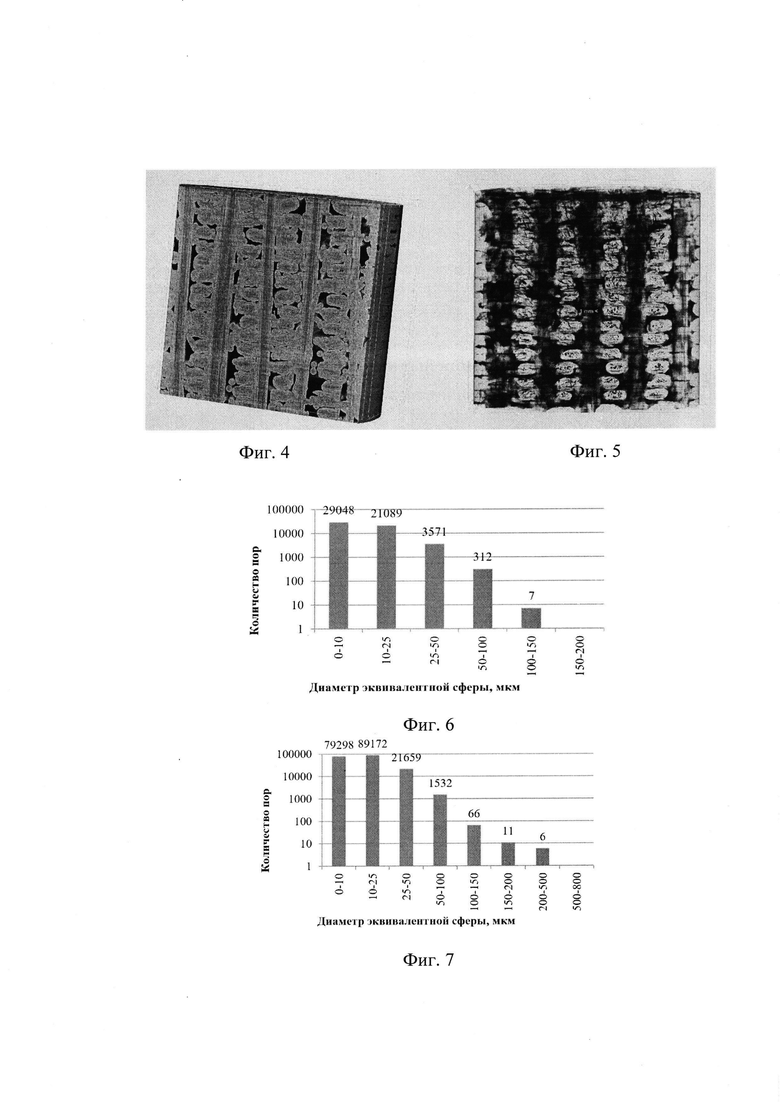
На фиг. 2 и 3 представлена 3D проекция образца заявляемого материала и его поровой структуры. Для сравнения на фиг. 4 и 5 приведена проекция образца УУКМ на основе каркаса ортогональной структуры (3D) и его поровой структуры.
То, что заявляемый материал имеет меньшие размеры пор, видно не только из фиг. 2-5, но и из фиг. 6, 7, где представлены гистограммы распределения пор по среднему диаметру эквивалентных сфер соответственно в заявляемом УУКМ и УУКМ на основе каркаса ортогональной структуры (3D).
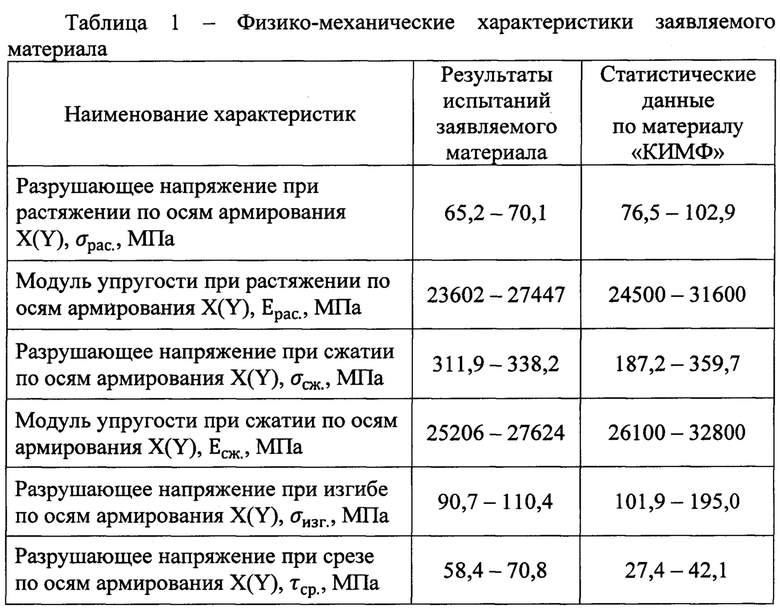
Результаты физико-механических испытаний заявляемого материала в сравнении с УУКМ на основе каркаса ортогональной структуры (3D) и пироуглеродной матрицы (УУКМ «КИМФ») приведены в таблице 1.
Как видно из таблицы 1, заявляемый материал благодаря более однородной структуре имеет меньшее значение коэффициента вариации значений прочностных характеристик.
Примеры 2, 2а, 2б
Заготовку из композиционного материала изготовили аналогично примеру 1 с тем существенным отличием, что в наработанном каркасе горизонтальные ряды набирали чередованием слоев заготовок нетканого материала толщиной 2-3 мм и выкладкой углеродного волокна марки УКН/5000 ГОСТ 28008-88 в 2 сложения.
Пример 3
Заготовку из композиционного материала изготовили аналогично примеру 1, с тем существенным отличием, что в наработанном каркасе сформировали полимерную матрицу на основе фенол-формальдегидного связующего марки БЖ-3.
Пример 4
Заготовку из композиционного материала изготовили аналогично примеру 1, с тем существенным отличием, что в наработанном каркасе сформировали углерод-карбидокремниевую матрицу. Для этого после получения углерод-углеродного композиционного материала с плотностью 1.58 г/см3 и открытой пористостью 14,9% (для чего каркас насытили пироуглеродом термоградиентным методом при скорости движения зоны пиролиза 0,5 мм/ч) его силицировали паро-жидкофазным методом. В результате получили углерод-карбидокремниевый материал (УККМ) плотностью 2,06 г/см3 и открытой пористостью 4,3%.
В результате газодинамических испытаний полученного УККМ установили, что его унос при температуре 2150°С на 56-60% меньше уноса аналогичного материала, армированного каркасом ортогональной структуры.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ КАРКАСА ОБЪЁМНОЙ СТРУКТУРЫ И ДИСПЕРСНО-УПРОЧНЁННОЙ НАНО- И/ИЛИ УЛЬТРАДИСПЕРСНЫМИ ЧАСТИЦАМИ ТУГОПЛАВКИХ СОЕДИНЕНИЙ УГЛЕРОДНОЙ ИЛИ УГЛЕРОД-КЕРАМИЧЕСКОЙ МАТРИЦЫ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2021 |
|
RU2779626C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕМНО АРМИРОВАННОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2017 |
|
RU2678021C1 |
| Углерод-углеродный композиционный материал и способ его получения | 2023 |
|
RU2830509C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ УГЛЕРОД-УГЛЕРОДНОГО МАТЕРИАЛА, СТОЙКОГО К ЭРОЗИОННОМУ РАЗРУШЕНИЮ | 2022 |
|
RU2789415C1 |
| Способ изготовления двумерно армированного углерод-карбидного композиционного материала на основе углеродного волокнистого наполнителя со смешанной углерод-карбидной матрицей | 2021 |
|
RU2780174C1 |
| Способ изготовления волокнистого армирующего каркаса для углерод-углеродных тормозных дисков | 2023 |
|
RU2820117C1 |
| ВОЛОКНИСТЫЙ МАТЕРИАЛ ОБЪЕМНОЙ СТРУКТУРЫ ИЗ ДИСКРЕТНЫХ ФРАГМЕНТИРОВАННЫХ УГЛЕРОДНЫХ ВОЛОКОН, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2018 |
|
RU2678288C1 |
| УГЛЕРОД-КАРБИДОКРЕМНИЕВЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ МНОГОНАПРАВЛЕННОГО АРМИРУЮЩЕГО СТЕРЖНЕВОГО КАРКАСА | 2015 |
|
RU2626501C2 |
| ТЕПЛОЗАЩИТНЫЙ ЭРОЗИОННО СТОЙКИЙ УГЛЕРОД-УГЛЕРОДНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2007 |
|
RU2386603C2 |
| УГЛЕРОД-УГЛЕРОДНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ НЕГО ИЗДЕЛИЙ | 2016 |
|
RU2667403C2 |
Изобретение относится к композиционным материалам, в частности, к углерод-углеродным, углерод-керамическим композиционным материалам, а также к углепластикам и предназначено для использования в авиационной, аэрокосмической и других отраслях промышленности. Объёмно-армированный композиционный материал на основе углеродной, углерод-керамической или полимерной матрицы и стержневого каркаса из углеродных волокон, состоящего из расположенных по его высоте рядов стержней горизонтального и стержней вертикального направлений. Причем в нём между рядами стержней горизонтального направления расположены пронизанные вертикальными стержнями слои нетканого волокнистого материала из фрагментированных по длине и толщине углеродных волокон, заполняющих образованные стержнями ячейки, где каркас подпрессован в вертикальном направлении прижимной плитой, в которой выполнены перфорации для прохода углеродных стержней вертикального направления. Способ композиционного материала включает изготовление армирующего каркаса стержневого типа из углеродных волокон и формирование углеродной, углерод-керамической или полимерной матрицы, в котором при изготовлении каркаса на вертикальные стержни нанизывают заготовки из углеродных волокон, чередуя нанизывание с укладкой горизонтального ряда углеродных стержней. Причем в качестве заготовок из углеродных волокон используют нетканый материал на основе фрагментированных по длине и толщине углеродных волокон, указанные заготовки нанизывают на металлические стержни с последующим - после полного набора горизонтальных рядов - замещением на углеродные стержни. После чего подпрессовывают каркас в вертикальном направлении прижимной плитой, в которой выполнены перфорации для прохода стержней вертикального направления, при этом толщину заготовок из нетканого волокнистого материала выбирают с таким расчётом, чтобы после подпрессовки каркаса нетканый материал полностью заполнил ячейки, образованные стержнями горизонтального и вертикального направлений. Техническим результатом заявленного изобретения является разработка композиционного материала и способа его получения, обеспечивающих повышение физико-механических характеристик, а также повышение его эрозионной стойкости без существенного повышения затрат и усложнения технологии изготовления. 2 н.п. ф-лы, 7 ил., 1 табл., 4 пр.
1. Объемно-армированный композиционный материал на основе углеродной, углерод-керамической или полимерной матрицы и стержневого каркаса из углеродных волокон, состоящего из расположенных по его высоте рядов стержней горизонтального и стержней вертикального направлений, отличающийся тем, что в нем между рядами стержней горизонтального направления расположены пронизанные вертикальными стержнями слои нетканого волокнистого материала из фрагментированных по длине и толщине углеродных волокон, заполняющих образованные стержнями ячейки, где каркас подпресован в вертикальном направлении прижимной плитой, в которой выполнены перфорации для прохода углеродных стержней вертикального направления.
2. Способ получения объемно-армированного композиционного материала по п. 1, включающий изготовление армирующего каркаса стержневого типа из углеродных волокон и формирование углеродной, углерод-керамической или полимерной матрицы, в котором при изготовлении каркаса на вертикальные стержни нанизывают заготовки из углеродных волокон, чередуя нанизывание с укладкой горизонтального ряда углеродных стержней, отличающийся тем, что в качестве заготовок из углеродных волокон используют нетканый материал на основе фрагментированных по длине и толщине углеродных волокон, указанные заготовки нанизывают на металлические стержни с последующим - после полного набора горизонтальных рядов - замещением на углеродные стержни, после чего подпрессовывают каркас в вертикальном направлении прижимной плитой, в которой выполнены перфорации для прохода стержней вертикального направления; при этом толщину заготовок из нетканого волокнистого материала выбирают с таким расчетом, чтобы после подпрессовки каркаса нетканый материал полностью заполнил ячейки, образованные стержнями горизонтального и вертикального направлений.
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕМНО АРМИРОВАННОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2017 |
|
RU2678021C1 |
| Пространственно-армированные композиционные материалы: Справочник/Ю.М.Тарнопольский, И.Г.Жигунов, В.А.Поляков - М., Машиностроение, 1987, с.20-21 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА С УПРОЧНЁННЫМИ АРМИРУЮЩИМ ЭЛЕМЕНТОМ И МАТРИЦЕЙ (варианты) | 2019 |
|
RU2728740C1 |

